A Defender Series furnace has been provided for Al Udeid Air Base, providing the U.S. Air Force with mission-critical capability to heat treat all aviation-grade metals used in aircraft maintenance.
SAF Metals Technology Technicians – Al Udeid Air Base, Qatar
Qualified Heat Treaters for Military Aircraft Source: DELTA H®
DELTA H®and Phillips Federalcommissioned the dual-chamber system which features a radiant heat lower chamber (1,000°F–2,000°F, 12”W x 12”H x 48”D TUS volume) with inert atmosphere. A convection heat upper chamber (200°F–1,200°F, 18”W x 12”H x 48”D) is capable of rapid cooling from 1,000°F to below 200°F in under 30 minutes, allowing solution heat treating and aging (T6) in the same chamber before part freezing is required.
Al Udeid Air Base – Doha Qatar Source: DELTA H®Richard & Mary Conway
DELTA H® TECHNOLOGIES, LLC Source: DELTA H®
Commissioning included hands-on training and qualification of USAF Metals Tech personnel in system operation, AMS2750 compliance, TUS/SAT execution (via SuperSystems SDS 8120), pyrometry recordkeeping management, and heat treating fundamentals for aviation grade metals.
Director and CTO of DELTA H, Richard Conway, shares: “Mary and I were honored to work directly with the outstanding Airmen at Al Udeid — true professionals whose determination to master heat treating reflected their deep commitment to the mission. It was humbling to see our furnace system play a small part in supporting their readiness. In a time of growing uncertainty, DELTA H is proud to stand with our Warfighters on the front lines, providing the tools they need to defend freedom.”
Retired, SMSgt, John (JD) Murray Product Manager Phillips Federal Source: Linkedin
Product manager at Phillips Federal, USAF Retired, SMSgt,John (JD) Murray shares: “As a Retired USAF Aircraft Metals Technician with multiple deployments to my credit, I am overjoyed to see the deployed location receive the best equipment possible. DELTA H furnaces are essential to keep our aircraft flying, fighting, and winning.”
The furnace is equipped with a dual-bath quench tank supporting both water and oil quenching, and final testing confirmed AMS2750 compliance with the convection chamber achieving Class 1 (±5°F) and the radiant chamber Class 3 (±15°F) uniformity. PMEL completed all calibrations, certifying the system for immediate aircraft parts processing.
Press release is available in its original formhere.
We at Heat Treat Today are thankful for the freedoms we are privileged to enjoy in the United States. We hope you are able to celebrate and give thanks this weekend with friends and family for all the blessings the founding of our nation has forged.
Heat Treat Today offices will be closed Friday in honor of the holiday and we will return again on Monday.
We all know that cooling off the right way matters. Your friend may be hot, but dumping a bucket of ice on them just might cause your friendship to crack. The same applies to heat treating. The methods and modes of cooling operations can make or break our bank and equipment.
Heat TreatToday has coalesced technical information across articles and podcast episodes from key experts, including a case study comparing the efficiency of different cooling technologies, a Heat Treat Radioepisode full of purchasing guidance and the updates on the latest technologies, and finally a helpful comparative of cooling systems for the automotive industry.
Discover more about these three topics in today’s Technical Tuesday original content feature.
Intelligent Cooling System Improves Operations for Alloy Manufacturer: A Case Study
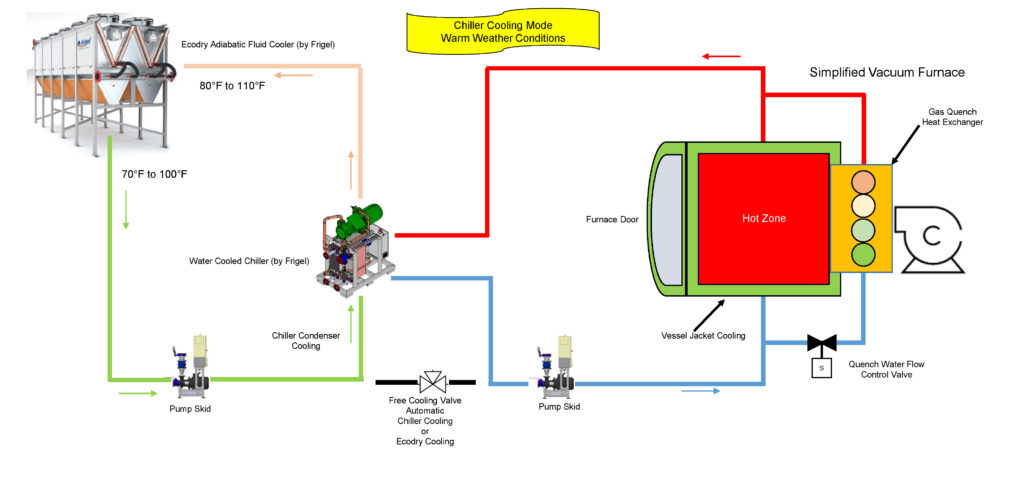
There’s only one constant about technology: It’s always evolving — revealing new innovations and opportunities. And as these new technologies come to light, heat treating operations have new opportunities to reduce cost, increase efficiency, and ensure consistent, optimized part quality, regardless of the job parameters. With the introduction of new process cooling technologies to the heat treating market, previously unexplored systems become viable solutions for unanswered operating challenges. Gary Burdardt, market development manager with Frigel North America, authored a case study to explore new technologies in cooling operations.
“Located on the East Coast, the manufacturer needed to find an alternative process cooling solution for its vacuum furnace cooling operation. It had been using air-cooled chillers, but the costs of continuous operation were too high. Operating as a batch furnace, the heat load of this particular application was specified to be approximately 200 tons, and process cooling water temperature, which was specified at 70°F, presented a significant challenge.”
Heat Treat Radio #100: Cooling Off the Heat (Treat)!
Keeping your heat treat equipment cool is as critical as it is an oxymoron. If you have old cooling systems or are looking to purchase new ones, hear from Matt Reed, director of Sales and Technologies at Dry Coolers, as he shares purchasing considerations, maintenance, and latest technologies with Heat TreatRadio host, Doug Glenn. Learn about the importance of flow, sediment build up, hot spots, and more!
“Vacuum furnaces, around the 1960s and 1970s, when they were being developed, focused on heat treating materials. Cooling is required because you’ve got these inner walled jackets in the furnace, jackets in the heads, you’ve got diffusion pumps, mechanical pumps — all these ancillary pieces of equipment that require cooling. Originally, you could use city water and flow city water right through the furnace. Customers soon find out that that’s a lot of water consumption, so the next step was to look at an evaporative cooling tower. You start recirculating evaporative cooling tower water directly through the furnaces.”
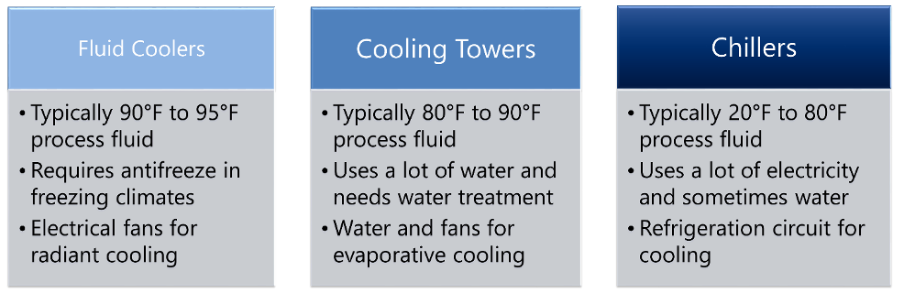
Deciding on a process cooling system for your automotive heat treat requires intentional consideration. In this article Bob Smith, director of product management at Thermal Care, offers practical and valuable guidance on three options: fluid coolers, cooling towers, and chillers.
“When considering which type of process fluid cooling system is best for your automotive heat treat application, it is important to determine the process fluid medium, desired temperature, and the significance of operating cost versus initial investment. There are often multiple solutions to a process cooling application, and the following is intended to provide a basic outline of the types of systems available and where they are best used.”
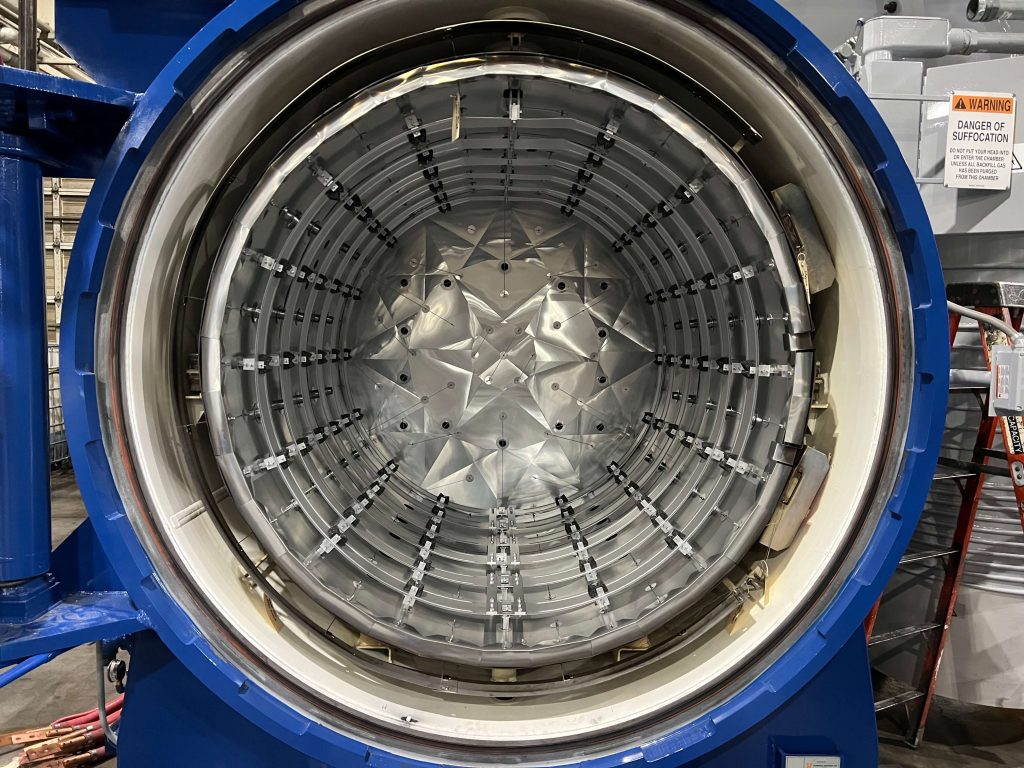
A U.S. heat treater has expanded their operations with the installment of a horizontal vacuum furnace. Stack Metallurgical Group announced the addition of a 6 bar quenching TurboTreater furnace at their Portland facility.
Stack services aerospace, medical, and cutlery industries, among others. The company shared, “Stack is continuing to show our commitment to excellence by investing in a brand new 6 Bar quenching, Turbotreater horizontal vacuum furnace from Ipsen. This is more than a purchase; it’s a substantial investment in our facilities and, more importantly, in our valued customers.”
The Ipsen vacuum furnace features internal quenching with 360-degree cooling uniformity, decreases cycle times up to 20%, and reduces gas consumption up to 40%. The furnace handles heavy loads and operates for multiple processes, including hardening, tempering, brazing, sintering, and annealing.
Press release is available in its original form here.
Despite an increasing cyber threat landscape, many small to mid-sized businesses (SMBs) in the Department of Defense (DoD) supply chain remain unprepared for compliance with NIST SP 800-171 R2 and CMMC 2.0. The Cybersecurity Maturity Model Certification (CMMC) 2.0 aims to improve cybersecurity across the defense industrial base (DIB), but many SMBs struggle to meet the standards, putting them at risk of losing crucial contracts. Surveys suggest that nearly 70% of SMBs are unready for the new requirements, and the real figure could be even higher due to some businesses inaccurately reporting compliance by inflating their assessment scores.
This is the final installment of the Cybersecurity Column penned by Joe Coleman of Bluestreak Compliance (August 6, 1968 — April 1, 2025). Joe was as kind as he was committed to helping manufacturers understand and meet cybersecurity compliance standards. This column series was born from his genuine desire to walk alongside others as they navigated the complexities of regulation and risk. We honor his memory and are grateful for the time, insight, and encouragement he shared with our readers.
Understanding CMMC 2.0
CMMC 2.0 simplifies the original five-tier framework into three levels:
Level 1: Basic cyber hygiene for contractors handling Federal Contract Information (FCI)
Level 2: Advanced practices for those working with Controlled Unclassified Information (CUI)
Level 3: Stringent requirements for contractors involved in national security projects
Compliance is mandatory for any contractor bidding on DoD contracts, including those working indirectly for federal contractors and subcontractors. SMBs should anticipate clients to inquire about their compliance as these standards will soon impact their business relationships. Achieving compliance is a lengthy process, typically taking twelve to eighteen months.
Low Readiness and Risks
The lack of readiness among SMBs threatens both business continuity and national security. Many smaller contractors lack the resources and expertise to meet CMMC 2.0’s standards. Given the defense sector’s reliance on a wide variety of contractors, this gap could create widespread repercussions.
Financial Implications of Non-Compliance
Compliance with CMMC 2.0 can be financially burdensome. Implementing measures such as multi-factor authentication, encryption, and continuous monitoring can be costly, especially for businesses with limited resources. The lack of in-house cybersecurity expertise compounds this issue, requiring companies to hire or train specialized personnel, further increasing costs.
Failing to comply with CMMC 2.0 could result in losing valuable DoD contracts, which can be a significant portion of SMB revenue. Such losses could lead to layoffs, revenue declines, or even business closures.
Challenges to Compliance
Several challenges contribute to the widespread unpreparedness among SMBs:
Challenges To Compliance Source: CanvaPro
Complexity of requirements: While CMMC 2.0 simplifies the original framework, its specific requirements remain difficult to interpret for many SMBs, particularly in identifying necessary security measures.
Resource limitations: The cost of achieving and maintaining compliance strains smaller businesses, which often lack the budgets for the required technology and expertise.
Lack of cybersecurity expertise: A shortage of qualified personnel poses a significant obstacle, as demand for cybersecurity professionals is high across industries.
Unclear timelines: Uncertainty surrounding DoD’s compliance timelines complicates planning and prioritization for SMBs.
Government Support Initiatives
To help SMBs, the DoD has introduced various programs, including training, grants, and educational resources. A phased implementation timeline also provides additional preparation time. However, industry experts suggest that further support, such as tax credits or subsidies, could help SMBs offset the costs of compliance. Clearer guidance from the DoD would also be beneficial in helping businesses navigate the certification process.
Path Forward for SMBs
To secure future contracts, SMBs must prioritize cybersecurity. This involves conducting internal risk assessments, identifying vulnerabilities, and creating compliance plans. Partnering with cybersecurity experts or managed service providers can help SMBs develop cost-effective strategies. Additionally, leveraging government resources and adopting critical security measures early will better position SMBs for CMMC 2.0 certification.
Conclusion
The widespread lack of preparedness for CMMC 2.0 poses significant risks to both SMBs and the defense supply chain. As deadlines approach, proactive measures from both businesses and the government are necessary to close the readiness gap and ensure the continued participation of SMBs in the defense sector.
About the Author:
Joe Coleman Cyber Security Officer Bluestreak Consulting Source: Bluestreak Consulting
Joe Coleman was the cybersecurity officer at Bluestreak Compliance, which is a division of Bluestreak | Bright AM™. Joe worked for over 35 years in diverse manufacturing and engineering positions. His background included extensive training in cybersecurity, a career as a machinist, machining manager, and an early additive manufacturing (AM) pioneer. Joe presented at the Furnaces North America (FNA 2024) convention on DFARS, NIST 800-171, and CMMC 2.0.
A U.S. titanium metal and critical materials company has been granted $1.3 million for forged critical titanium components. IperionX will produce the titanium parts for U.S. Army ground vehicle programs at their Titanium Manufacturing Campus in Virginia.
Anastasios (Taso) Arima CEO IperionX Source: IperionX
The task order will be fulfilled using titanium production and advanced forging processes.
“Securing this first U.S. Army task order is a decisive step toward reshoring the nation’s titanium supply chain,” said Anastasios (Taso) Arima, IperionX CEO.
The project is the first of further task orders expected under the US $99 million SBIR Phase III contract, which enables any DoD and U.S. Government agency to support production capabilities by procuring titanium parts and materials directly from IperionX.
All technical specifications, performance requirements, and delivery schedules are governed under the U.S Controlled Unclassified Information Program (Executive Order 13556), ensuring protection of sensitive defense information.
For additional information about IperionX’s heat treat capacities, click here.
Source: IperionX
Press release is available in its original form here.
A walking beam furnace has been ordered for the in-house operations of the largest steel subsidiary of the Salzgitter Group. The furnace will improve their sustainability and production efforts and is being provided by a company with North American locations.
Tenova is crafting the furnace for Salzgitter Flachstahl. The furnace includes the discharging roller table, charging and discharging machine, and all related electrical, measuring, and control systems. It has a capacity of 320 t/h and is designed to process slabs — blocks of cast steel — in single and double-row configurations.
Antonio Catalano EVP, downstream business unit Tenova
“The new walking beam furnace is a keystone in our journey towards a more sustainable steel production,” stated Thomas Routschek, operations director of Hot Flat Products Division at Salzgitter Flachstahl GmbH. “Thanks to Tenova’s advanced technology, we will be able to reduce our energy consumption by up to 30% during the process of reheating the slabs. This project represents a decisive step in minimizing our CO₂ footprint and enhancing the overall energy efficiency of our hot strip mill.”
“We are proud to strengthen our collaboration with one of Germany’s leading steel producers, supporting their goals for energy efficiency and sustainable production,” shared Antonio Catalano, EVP downstream business unit at Tenova.
The furnace features a combustion air pre-heating system to reduce overall energy consumption and will be equipped with hydrogen burners and oxygen injection zones, optimizing combustion efficiency and reducing fuel consumption. The heat recovery system will capture waste heat to generate steam that will be distributed throughout the plant, thereby reducing the overall plant energy demand.
Press release is available in its original form here.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
Today’s Technical Tuesday is a pre-release foretaste of the great content you can find in Heat Treat Today’sJuly 2025 Super Brands print edition.
Heat treaters and metallurgists speak a language unique to our industry and it can be confusing at times; terms like intergranular oxidation (IGO) and intergranular attack (IGA) are good examples, as these terms are often (incorrectly) used interchangeably. While these two phenomena sound similar, they have distinct mechanisms, causes, and impacts on material properties. Expert Dan Herring explores them more below.
What is IGO?
Contact us with your Reader Feedback!
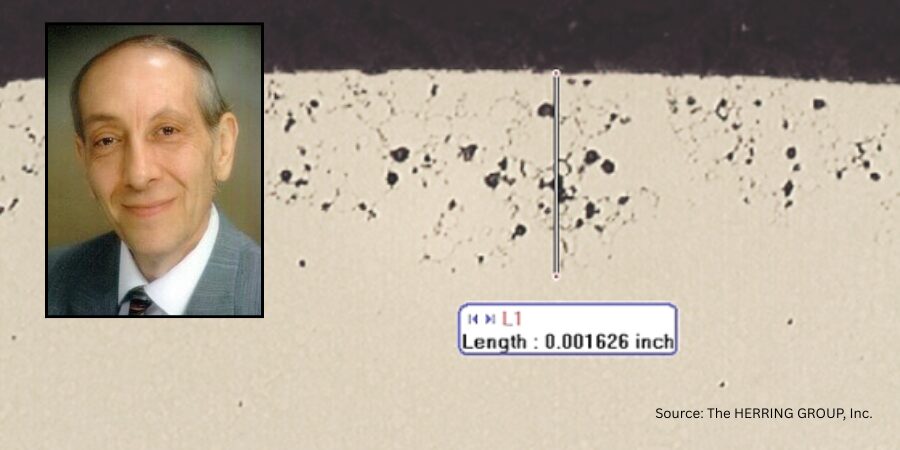
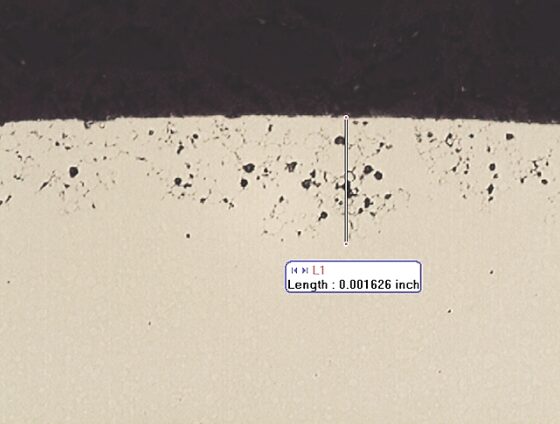
IGO is a process by which oxygen preferentially reacts with the metal surface at the grain boundaries, creating oxides (Figure 1). It is not uncommon, for example, to see IGO present after a hardening process run in an Endothermic or nitrogen/methanol atmosphere. As parts are heated to austenitizing temperature, oxygen present due to minute air leaks or produced during the various chemical reactions with the atmosphere results in IGO. The grain boundaries are highly susceptible to oxidation because these are areas where different crystallographic grains meet and are areas of high energy due to the atomic mismatch and disruption of the regular crystal lattice structure.
Figure 1. Intergranular oxidation (IGO) along the surface of a heat treated chromium steel component. 1000X – As Polished Source: The HERRING GROUP, Inc.
What is IGA?
Figure 2. Intergranular attack (IGA) along the surface of a martensitic steel component caused by excessive submersion time in a citric acid solution. 1000X – As Polished Source: The HERRING GROUP, Inc.
IGA, on the other hand, is a broader term that refers to a corrosion phenomenon (aka chemical attack) that specifically targets the grain boundaries of a material. Unlike IGO, intergranular attack (Figure 2) is not limited to oxidation reactions but encompasses a variety of forms of attack involving such things as the formation of precipitates, the dissolution of material at grain boundaries, or the creation of corrosion cracks. Common forms of IGA include stress corrosion cracking (SCC) or sensitization in stainless steel.
In stainless steels, IGA is often triggered by high-temperature environments, usually in the range of 840º – 1560ºF (450 – 850°C) where carbon reacts with chromium to form chromium carbides at the grain boundaries, thus reducing the material’s resistance to corrosion in localized regions. In other alloys, factors like pH, chloride concentration, and temperature can lead to IGA.
Both IGO and IGA weaken the material’s structural integrity or lead to embrittlement compromising the material’s integrity.
Effect on Material Properties
The main effect of intergranular oxidation is the degradation of the mechanical properties, particularly a reduction in both ductility and toughness. As oxidation progresses along the grain boundaries, the material tends to become brittle, which can lead to premature failure under certain types of stress or thermal cycling. IGO often appears visually as a uniform discoloration or thin oxide layer on the surface. Surface pitting is not typically observed.
By contrast, IGA often appears as visible cracks, pits, or localized regions where the metal has been attacked (along the grain boundaries). This leads to a reduction in mechanical strength and can lead to SCC under certain circumstances. IGA can severely compromise the integrity of the material, particularly in critical applications like pipelines, pressure vessels, and nuclear reactors.
Materials Involved
IGO is most commonly observed in steel, aluminum, titanium, and nickel-based alloys, not only during heat treatment but when exposed to oxidizing environments in high-temperature applications, which also result in degradation and loss of material strength and other properties.
IGA tends to be more prevalent in stainless steels, corrosion-resistant alloys, and aluminum alloys. It is especially noticeable in alloys that are susceptible to sensitization (where chromium carbides precipitate at grain boundaries), leading to localized corrosion and cracks. Alloys that form a passivating oxide layer can be more susceptible to IGA if that layer is disrupted.
Principal Concerns
The main concern with intergranular oxidation is material embrittlement, leading to reduced ductility and potential failure under mechanical stress, especially in high-temperature applications. It can also affect the integrity of critical components, such as those used in aerospace or power generation industries.
By contrast, the primary impact of intergranular attack is loss of material strength, leading to structural failure, often without any clear outward signs (e.g., under chloride-induced SCC). It is more likely to cause immediate failure or a dramatic loss in performance, especially in structures exposed to corrosive environments.
How to Detect IGO and IGA
IGO is typically detected by examining the material’s surface using optical or scanning electron microscopy (SEM). Non-destructive techniques, such as X-ray diffraction (XRD), can also be used.
IGA is usually detected through methods like microstructural examination, electrochemical testing, or failure analysis. Techniques, such as SEM or energy-dispersive X-ray spectroscopy (EDS), can be used to examine the grain boundary regions for signs of corrosion.
How to Avoid IGO and IGA
IGO can be avoided by one or more of the following:
Environmental control: Making sure the heat treat furnace has no leaks, reducing oxygen partial pressure or controlling the furnace atmosphere in high-temperature heat treat operations.
Alloy design: The use of materials with stable oxide-forming elements (e.g., chromium, titanium and aluminum) or alloys with high resistance to oxidation (e.g., nickel-based superalloys).
Temperature control: Maintaining lower process temperatures and shorter times where possible to prevent oxidation at the grain boundaries.
Coatings and surface treatments: Application of protective coatings, such as copper plating, post-heat treatment aluminizing, or chrome plating, to reduce oxygen interaction with the grain boundaries during service.
IGA can be avoided by one or more of the following:
Environmental control: Reducing exposure to aggressive chemicals (e.g., chloride ions) by maintaining proper pH levels or using inhibitors in post-cleaning processes.
Proper alloy selection: Selecting materials resistant to intergranular corrosion (e.g., low carbon “L” grades of stainless steel or alloys with improved grain boundary stability).
Heat treatment: Avoiding sensitization of stainless steel by proper heat treatment methods that prevent the formation of chromium carbides at grain boundaries.
Stress relief: Reducing the likelihood of stress corrosion cracking by managing internal stresses during manufacturing and in-service conditions.
Key Differences
The differences between these phenomena are summarized in Table 1.
Table 1. Key differences between IGO and IGA Source: The HERRING GROUP, Inc.
Summing Up
While both IGO and IGA involve attack at the grain boundaries, they differ in their mechanisms, causes, and effects. From a heat treater’s perspective, IGO most often results at high temperature in oxygen-bearing furnace atmospheres, while IGA often results from pre- or post-heat treatment processing (cleaning, passivation, plating, etc.). Proper material selection, furnace and environmental control, awareness of what can happen, and inspection for these effects are key to preventing them from occurring.
References
Roberge, Pierre R., Corrosion Engineering: Principles and Practice, Mc-Graw Hill LLC, 2008.
Stene, Einar S., Fundamentals of Corrosion: Mechanisms, Causes, and Monitoring.
Schweitzer, Philip A., Fundamentals of Corrosion: Mechanisms, Causes and Preventative Methods, CRC Press, 2009.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
You see a little orange light coming from your furnace while it’s operating. What if that was a clue that you were losing over $7,000 annually on one furnace? In today’s Combustion Corner installment Jim Roberts, president of US Ignition, shares more details about the long term costs of furnace insulation failure.
This informative piece was first released inHeat Treat Today’sMay 2025 Sustainable Heat Treat Technologies print edition.
A furnace guy walks into a bar and smells burning hair! A sure indication of wasted resources…
Normally, I would not concern myself, as a burner guy, with heat loss issues. But as a furnace guy, this is one of the biggest culprits when it comes to running an energy-efficient operation. Burner guys take it as an affront when the burners get blamed for being inefficient or hard to keep balanced. It’s the ultimate slap in the face when the burners (and sometimes the whole furnace) get labeled as a “gas hog.” The seasoned furnace guys who just read that are shrinking back in horror at the mention of a gas hog because they know there are many ways to waste fuel, and some of them are hard to rectify if equipment is not up to snuff.
This installment will provide an example of what can be done to avoid wasting fuel and why you should prioritize this problem.
Insulation and Energy Loss
The aforementioned smell of burning hair, of course, was rather dramatic and hopefully unlikely, but we have all walked into a heat treat facility and been hit in the face with some sort of otherworldly blast of heat. I know, you’re thinking, “Well, duh, Captain Obvious, we are in the business of making things really hot in here.” I get it. However, we all know that if the furnace insulation has broken down, or worse yet, failed completely in spots, energy loss is imminent and will affect the bottom line. And it never seems to be one big issue, but it’s a compounded effect that will add up to serious energy dollar loss.
A Tale of Two Furnaces
Our example today is the retelling of my own experience. I got called to a shop in the Northwest geo-zone a while ago (okay, a long while ago). There were two furnaces sitting side by side with matching load profiles. The manager of the operation walked me out into the work area, and staring at a pair of furnaces said, “One is using almost twice as much fuel. Same everything from an equipment standpoint but almost double the fuel usage.” I looked and observed that the furnace in question had visible orange around the door seams, around the burner flanges, and around the flue. The other furnace had a completely dark exterior. The work associates in this plant were all suffering from radiation blindness — they could not see this very visible damage because the insulation on this furnace had deteriorated slowly enough they were accepting it as normal. Only, it’s not.
Let’s Run the Numbers
If you can see any type of color around doors, the energy loss is massive. At 2000°F Flue gas temperatures, the heat loss from radiation alone is already around 40,000 BTU/hr per square foot of visible radiation.
If you consider that there are probably outside air ingresses through these gaps as well, you can estimate that will result in 10,000 BTU/hr per square foot of additional loss. Those numbers combine for a 50,000 BTU/hr per square foot of loss from the big orange leaks. That’s 50 cubic feet of natural gas every hour for every square foot. You might say, “Well, nobody would have a square foot of glowing furnace shell.” However, if you take it a 10-foot door opening, and the gap is 1 inch all the way around, the square foot of exposed area is leaking heat off at 4 times that square footage because it’s really just a ribbon of heat pouring out.
So now, I was witnessing 200 cubic feet of fuel leaking out every hour that this furnace was heating all day, every day. That is 200 cubic feet × 24 hours/day × 6 days/week × 50 weeks/year = 1,440,000 cubic feet of gas wasted on a single door.
If we estimate that gas is averaging around $5.25/1,000 cubic feet of industrial grid price, that leaky door costs $7,560.00 per year in fuel. If we consider that the gas that was being blown into the room was really intended to heat the load, we can argue there are production losses as well.
Become an Energy Hero
In the case of the client I was helping, I recommended refractory repairs to ensure there was no orange showing outside the furnace. The manager thought I had invented heat — I was his energy hero — and all of a sudden, the burners weren’t gas hogs, and the furnace was up to speed with its twin.
You, too, can be a burner/furnace/energy hero for your facility by not allowing yourself to become radiation blind. Look around, feel the heat that is there, and don’t accept it as the norm. When you see it, fix it. The money you save will almost always pay for the repairs many times over.
Be safe always, and we’ll chat more next month.
About The Author:
Jim Roberts President US Ignition
For More Information: Contact Jim Roberts at jim@usignition.com.
Each year, the 40 Under 40 initiative at Heat Treat Todayrecognizes 40 rising young leaders (ages 40 and younger) in heat treat who are going above and beyond in the industry.
To learn more about what makes someone a quality candidate for this honor, read below to hear from the individuals themselves — alumni of Heat Treat Today’s40 Under 40 — as they share personal updates and industry insights.
Click this link to nominate yourself, or someone you know, by June 27, 2025.
Larissa Costa
When she was nominated for Heat Treat Today’s40 Under 40 in 2024, Larissa Costa was a metallurgist withNucor Steel Brandenburg, she had a PhD, and had already served in her industry for ten years. Now she shares an encouraging update about milestones since her nomination and the role mentorships play in the industry.
“The most exciting milestone I recently reached was developing all the quenching recipes for the continuous heat treatment line at Nucor Steel Brandenburg. Developing the heat treatment process, especially the quenching recipes from scratch in a green steel mill is not something usual. Therefore, having the opportunity of developing recipes for quenching in a continuous line is very rewarding and it was an important milestone for both Nucor Steel Brandenburg and my career itself. At the continuous heat treatment line we heat treat steel plates with grades varying from structural to abrasion resistant, with a large range of thicknesses that varies from 3/16” – 4.”
Sharing about the role mentors played in her success, Larissa said, “Yes, I had some good mentors in my career and they definitely had an impact in how I develop my work. Two things I learned with respect to technical abilities that I use on a daily basis are:
Make sure that you’re expressing yourself in a way that everyone can understand, independent of their background or technical knowledge.
Always support your discussions, ideas, plans, and projects by data and technical information.”
When asked what advice she would give to young professionals entering the heat treating industry, she replied: “Keep your mind sharp. Discuss technical aspects with your peers and teammates, explore, investigate, study, review things that you learned, keep yourself updated. Understanding how your material was processed before the heat treatment can be the key to mitigate issues you might face after the heat treatment. The previous steps in production can impact in the mechanical and metallurgical properties, residual stresses, distortion, and consequently the lifetime of your final product.”
Trevor Gibson
Trevor Gibson was a Heat Treat Today 40 Under 40Class of 2023 honoree. He had been in his field for 11 years, and was the lead materials engineer at Dana Incorporated. Trevor shared more about his recent achievements, and how he has grown over the past five years as a heat treater.
“Recently, I have remained steadily busy. With higher demands for power density through various parts, continuing to educate others in regards to various heat treat and materials has been at the forefront of my responsibilities. I would say that it has driven more creativity in how we look at conventional processes.
“Over the past five years I have gone from a simple engineer to a lead engineer at Dana. I have been working with the global teams in everything from materials selection and design all the way to helping troubleshoot heat treating issues at our various plants globally.”
When asked what the most enjoyable part of heat treating is, Trevor responded, “Definitely the people. There is always someone willing to help out when you have issues. Whether it is from furnace, controls, induction, or commercial heat treaters, you can always message or call people up when you are having an issue, and they are more than willing to take time out of their day to support.”
Heat Treat Today’s 40 Under 40 Authors
Check out some of the technical content that 40 Under 40 alumni have published with Heat Treat Todayover the years: