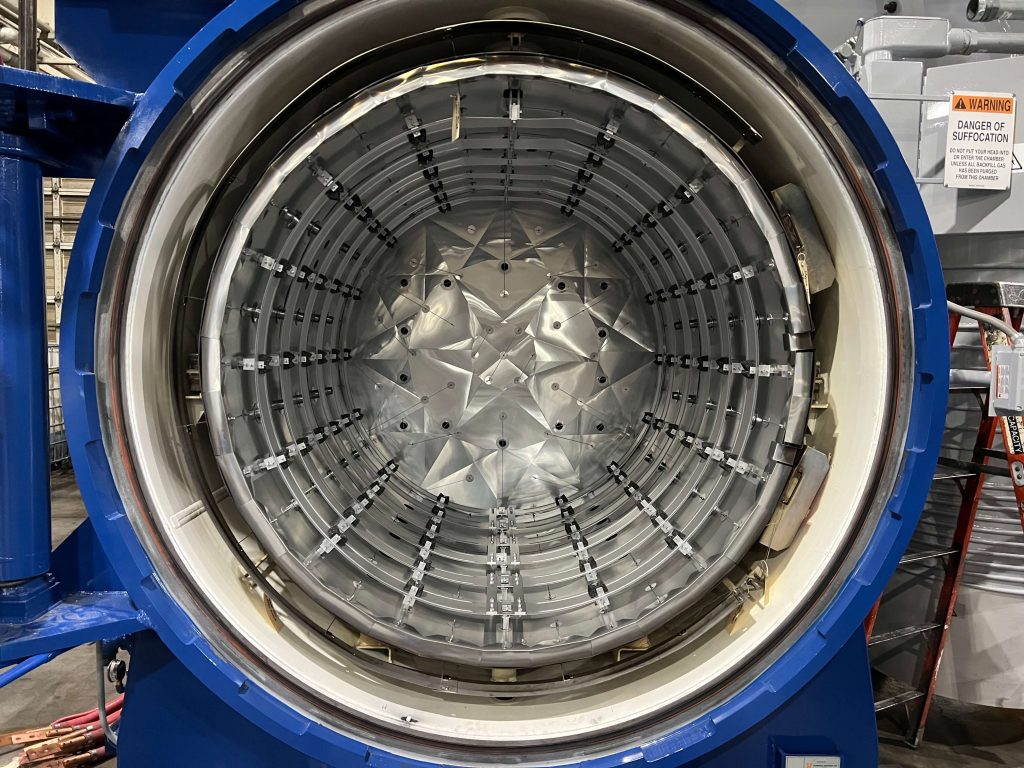
A U.S. heat treater has expanded their operations with the installment of a horizontal vacuum furnace. Stack Metallurgical Group announced the addition of a 6 bar quenching TurboTreater furnace at their Portland facility.
Stack services aerospace, medical, and cutlery industries, among others. The company shared, “Stack is continuing to show our commitment to excellence by investing in a brand new 6 Bar quenching, Turbotreater horizontal vacuum furnace from Ipsen. This is more than a purchase; it’s a substantial investment in our facilities and, more importantly, in our valued customers.”
The Ipsen vacuum furnace features internal quenching with 360-degree cooling uniformity, decreases cycle times up to 20%, and reduces gas consumption up to 40%. The furnace handles heavy loads and operates for multiple processes, including hardening, tempering, brazing, sintering, and annealing.
Press release is available in its original form here.
In thisHeat Treat Radio episode, Doug Glenn talks with Andrew Chan, sales and applications engineer, ALD Vacuum Technologies North America Inc, Kelly Peters, vice president of operations, and David Dillon, maintenance manager for ALD Thermal Treatment Inc.
Listen as guests share their experiences navigating the complex requirements, challenges, and organizational changes needed for Nadcap certification. Their journey discovering how multi-cell heat treatment furnaces can come into Nadcap compliance underscores the importance of technology, training, and continuous improvement.
Listeners will learn practical insights into achieving and maintaining Nadcap accreditation for advanced heat treatment processes.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
Doug Glenn: In preparation for this episode, we discussed the situation that sparked our desire to engage in this conversation, which involved both ALD and some of your customers. We wanted to discuss people not knowing that a multi-cell heat treatment furnace could be Nadcap-certified. Can you tell us a little bit about that?
Andrew Chan: ALD participates in all the major heat treatment trade shows, including the last two Furnaces North America events, and we noticed a lack of awareness that multi-cell heat treatment furnaces can be Nadcap certified. We found through interactions with visitors at our booth and conversations during the social hours that people really had it engraved in their minds that only single cell heat treatment equipment could be Nadcap certified.
This was true until about five years ago with the newest revision of AMS2769D. Therefore, the real impetus is just to bring awareness to the industry that you’re now able to certify and use multi-cell heat treatment equipment for aerospace applications. With that, you getvolume capacity, which historically has been associated with the automotive industry, both the OEMs and their suppliers, but we can bring that benefit to the aerospace market and lower heat treatment costs.
Understanding Multi-Cell Furnace Systems (05:15)
Doug Glenn: What are multi-cell heat treatment furnaces, how are they designed, and how do they work?
Andrew Chan: An example of a multi-cell furnace is our ModulTherm® or our SyncroTherm® furnace. As you can see in this image, these are individual vacuum chambers, which we call a treatment cell, and you can line up about fourteen of these in a row. Each one is dedicated to heat treating a single load.
ALD’s ModulTherm® system, an example of multi-cell furnaces
The treatment cell has its own insulation, heating elements, process, and gas; all of these are serviced by a single transfer car that you can see down at the end of the rail with the track. Then, our quenching cell is attached to that transfer car. We have this movable transfer car that loads and unloads the parts, and then we quench them immediately after pulling them out of each treatment cell. We can also do oil quenching, but the oil quench would just be a fixed tank — it would not be on this movable transfer car.
Doug Glenn: Are you talking about a high pressure gas quench?
Andrew Chan: Yes, this is a high pressure gas quench. Historically it’s been helium, but we can also do nitrogen, since helium costs have started to increase over the last couple decades.
Doug Glenn: Is that transfer car under vacuum during the transfer?
Andrew Chan: Yes, everything is done under vacuum. We transfer between the red doors, which are basically like isolation doors.When we pull the load out to quench it, it’s done very quickly, also under vacuum, we quench up to 20 bar.
Doug Glenn: Is this your ModulTherm model?
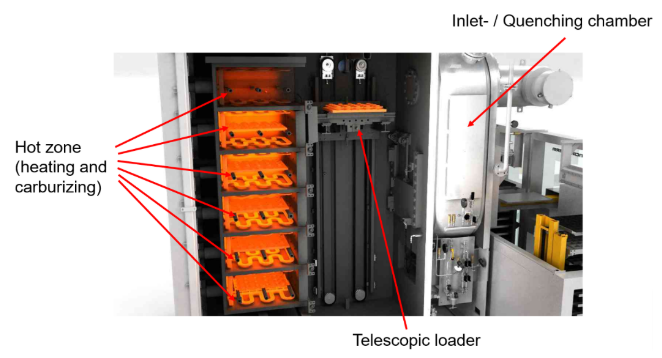
Andrew Chan: Yes, this image is of our ModulTherm. This second image is of our SyncroTherm model, which is like a mini ModulTherm.
Nadcap certification is possible for multi-cell furnace systems, like the SyncroTherm®
We describe this model like a pizza oven. We have multiple hot zones stacked on top of each other, and the footprint for the hot zone is approximately 500 x 600 millimeters. It is a smaller footprint than the ModulTherm model. Everything is under the same vacuum environment, and then similarly, we have a transfer — a telescopic loader that moves the load between the hot zone and the quench — and then a single quenching chamber, which also functions as the inlet and outlet for the load.
What is Nadcap Certification? (8:25)
Doug Glenn: What is Nadcap certification?
Kelly Peters: Nadcap certification is a comprehensive approach to aerospace and specifications. It covers maintenance, pyrometry, heat treater training, quality control, and even contract review. It focuses more on the process, not so much on the product, and it is audited by a third-party organization called PRI (Performance Review Institute).
PRI will review your processes, supporting data, and entire management system. The accreditation process involves an internal audit completed by the organization with some corrective actions. Then, you can complete your initial audit with PRI.
You must complete that internal audit first, and then once you go through the initial audit, you’ll be assigned a staff engineer. This person will review the findings from that initial audit, as well as your corrective actions and supporting data.
If the staff engineer approves, you’ll move on to the next stage, which is actually going in front of an engineering team where they vote on whether you’ll be accredited.
When it comes to heat treatment specifically for Nadcap, however, the audit really covers all of your AMS specifications, processes, relevant instrumentation, pyrometry, etc.
Doug Glenn: Is the team of engineers that you mentioned internal or through PRI?
Kelly Peters: They are through PRI.
Doug Glenn: Is this certification and audit exclusively for the aerospace industry or is it applied to other industries?
Kelly Peters: Nadcap is primarily foraerospace and defense.
Process of ALD’s Nadcap Journey: Challenges and Timeline (10:25)
Doug Glenn: Once you realized that you could Nadcap certify your equipment that Andrew and his team build, how did your Nadcap process go? Can you tell us how you got started and the timeline?
Kelly Peters: The process was definitely very intimidating at first. In general, I would say the average time period in the industry is about 18 months of preparation before you find yourself goingthrough the actual PRI audit.
In our case, it took us about a year. We had a lot to do within that year. There were four months that it was all initial procedure revision. This step involves reviewing maintenance, production, and quality control processes and procedures to ensure they meet Nadcap requirements.
You also have to go through commercial compliance. Therefore, you want to ensure that you’re meeting those specifications from the commercial side, specifically during contract review and processes.
The largest portion of preparing was data collection and organizationalchanges, which took us about six to seven months to accomplish because you have to gather all the data necessary, implement changes, and then make those changes daily to ensure you’re actually in compliance.
By the time you do your self-audit, you’re already zoning in on those items and initiating corrective actions to prepare for accreditation. About two months later, we scheduled our actual PRI audit and had them on-site.
Doug Glenn: What do you mean by “organizational changes”?
Kelly Peters: I’m implying changes to operational organization, for example, your management system.
Overcoming Doubts and Technical Hurdles (14:28)
Doug Glenn: Dave, I assume you were involved with this process from the beginning.
Dave Dillon: Yes, I was involved quite a bit.
Doug Glenn: Were there any major potholes that occurred where you had to change a flat tire after you hit it?
Dave Dillon: The biggest issue initially was how new the process was to us, which felt overwhelming — we didn’t know what to expect. As such, we had self-doubt. When we overcame that and started getting into the nuts and bolts of the process, the biggest challenge was reviewing our existing requirements from customers and our controlling standards, ensuringthey met the Nadcap requirements. If they didn’t, we had to bring them up to that standard.
Heat Treat Radio Episode #122 Andrew Chan, Kelly Peters, and David Dillon sharing their Nadcap experience
Doug Glenn: What was the most intimidating piece of the process or that stood out as a really difficult step?
Kelly Peters: From my perspective, this goes right back to what Andrew said at the beginning of our discussion where there was a time when you didn’t believe you could get this accreditation for these ModulTherm systems. Because we were so ingrained in that thought process — that this was going to be such a hard, difficult challenge to get through — that we had to break through the barrier and realize that most of the challenge is in you, not so much in the system.The specifications are out there. Your job is to follow them. Your job is to implement them. It can be done.
Dave Dillon: The biggest challenge for me was all the pyrometry requirements from AMS2750. We were doing it all on the fly, and we didn’t hire any additional staffing, so it was very challenging at first. Then eventually we determined that we needed to have our own pyrometry technician to make sure the testing was completed within the time allotted.
Doug Glenn: When we discussed this before, you mentioned that you guys had engaged C3 Data to help you along the process. Can you tell us about that?
Dave Dillon: Our pyrometry technician is an internal guy, but we started out by doing everything by hand — all of the paperwork, documentation, etc. Someone had recommended C3 Data to us, and after we reviewed their software, we realized it was a perfect process for us. The software allows us to eliminate human error. It gives you automatic checks, and then it provides a digital record for the auditors — great software.
Doug Glenn: Kelly, what was your experience with C3 Data?
Kelly Peters: Dave is definitely the one taking care of the groundwork, so I don’t have personal experience with C3 Data. However, I did notice that our internal findings were less driven by human error, as Dave was saying, because we were no longer using manual Excel spreadsheets and so didn’t have the ability to accidentally hit the wrong number. The data became more reliable.
Doug Glenn: When it finally came time to do the actual PRI audit, how intimidating was that and how did it go?
Dave Dillon: To be honest, it was terrifying. We were all nervous becauseit was allso new to us — it seemed very overwhelming. But the auditors, to their credit, are very good, and they help you through it. The most surprising part of the audit was that we were able to get accredited on our initial audit.
Doug Glenn: I also understand you earned Nadcap merit. Can you tell us what that is?
Kelly Peters: A unique aspect of the Nadcap accreditation is that once a company meets a certain criteria, that company can enter a merit program, which means you can go up to 24 months between your audits. Currently,Port Huron is at our 18-month mark, and that happened just after our last audit, so we’re very proud of that.
Lessons Learned and Ongoing Improvements (19:46)
Doug Glenn: What are some lessons learned from this experience?
“When it comes to lessons learned, ensuring that your new hires and your current staff are continually getting training, which is true with any type of process in manufacturing and business.” Source: Canva Pro
Kelly Peters: When it comes to lessons learned, ensuring that your new hires and your current staff are continually getting training, which is true with any type of process in manufacturing and business. For pyrometry, we need to make sure we have a contingency. Dave knows it all, but if Dave wins the lottery tomorrow, we need someone to be able to step in and take over that process. Therefore, continual improvement, training, and reinforcing are critical because it’s all about maintaining a system, just like any other system that you have in place. I certainly would say that is not necessarily a challenge, but something to keep an eye on.
Doug Glenn: Andrew, were you involved with the Nadcap approval process on the equipment side?
Andrew Chan: I was not involved with the process for their specific equipment at Port Huron. However, from an equipment supplier perspective, it’s been challenging to help people understand that it’s possible to certify this equipment in the first place.
We’re starting to see more interest in this now. Since we have this long history with our specific design, it doesn’t require many changes to make the equipment Nadcap certified. We have a comprehensive control system that does everything automatically, including data recording and being able to interrogate the data historically. With a couple tweaks to the equipment, like making sure the gas is dry and clean, and adjustments on the pyrometry side, it’s possible to be certification-ready. You just have to find someone that’s willing to take the equipment and go through the process that the equipment at Port Huron went through.
Uses of Multi-Cell Furnaces (22:34)
Doug Glenn: What would the ideal company profile be that could benefit from knowing about this certification and having this equipment?
Andrew Chan: This is dependent upon the parts that a company is producing. The ModulTherm is geared more towards larger pieces. The SyncroTherm is more of a competitive product and we have seen it used for aerospace before. The SyncroTherm is probably the right solution for most of our customers looking to get into this process.
The ModulTherm is for high throughput, component heat treating.The automotive industry was one of the first industries to adopt it. In a way, they are more advanced than the aerospace industry, as they were able to adopt multi-cellular heat treatment into their industry.This is one of innovations that the aerospace industry is catching up on.
We haven’tquite seen the demand on the ModulTherm side yet, but the SyncroTherm is probably the right furnace — something small that heat treats aerospace components with a small footprint and a very rapid turnaround time.
Doug Glenn: Well, that’s great guys. Thanks very much. Kelly, Andrew, Dave, thanks for being with us. Hopefully it’s going to be helpful to some of our listeners, so appreciate you being here.
About the Guests
Andrew Chan sales and applications engineer ALD Vacuum Technologies North America Inc
Andrew Chan has a background in Materials Science & Engineering and has been with ALD Vacuum Technologies North America Inc since 2020. Andrew supports ALD’s vacuum heat treatment customers to specify new equipment builds and heat treatment process troubleshooting. In addition, Andrew is responsible for EB-PVD technologies and assists with the vacuum metallurgy portfolio.
Kelly Peters vice president of operations ALD Thermal Treatment Inc
Kelly Peters has been with ALD Thermal Treatment Inc since 2007, throughout her career at ALD she has held different job responsibilities primarily within R&D and Quality. Kelly Peters is a Heat TreatToday40 under 40 Class of 2020 nominee.
David Dillon maintenance manager ALD Thermal Treatment Inc.
David Dillon has been with ALD Thermal Treatment Incsince 2006, working on equipment installations and maintenance locally in Port Huon. Dave now not only manages local maintenance activities but assists the parent company in equipment installations and services when needed
A top-tier supplier in the aerospace industry has placed an order for a 6-bar vacuum furnace designed to meet the rigorous requirements of aerospace component manufacturing.
Mark Hemsath President Nitrex/UPC-Marathon
Nitrex’s G-M Enterprises division in Corona, California, has seen new vacuum furnace orders as aerospace demands accelerate.
Mark Hemsath, President of Nitrex/UPC-Marathon, commented on the current trend: “The surge in the aerospace sector is a very welcomed occurrence.”
Press release is available in its original form here.
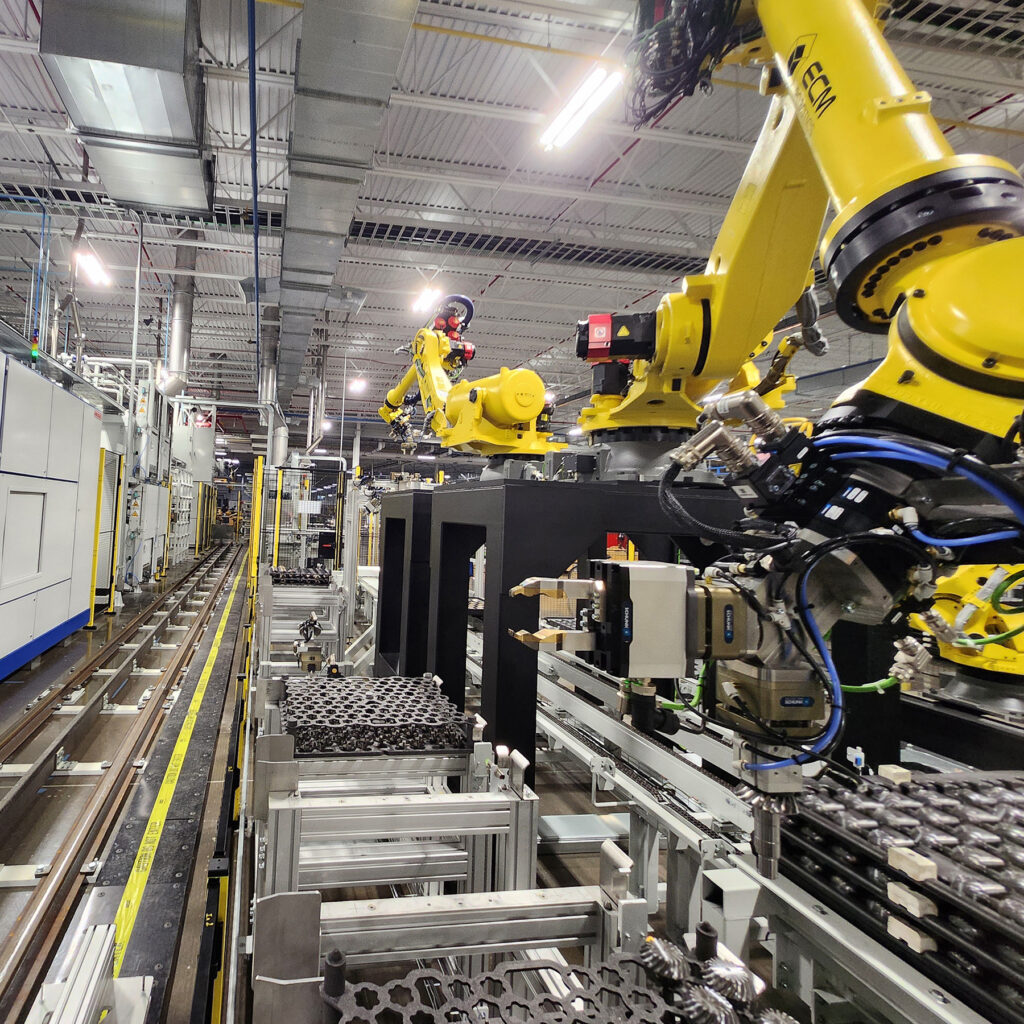
A modular NANO vacuum furnace system was commissioned for increasing in-house heat treat demands in drive technology. The furnace has reached its final acceptance.
SEW-EURODRIVE completed their fully automated in-house vacuum furnace system integrated with their patented MOVI-TRANS® inductive energy power transfer system (pictured parallel with ECM’s transfer system rails). SEW EURODRIVE partnered with ECM USA to commission the furnace which is completely integrated with advanced automation for their Lyman, South Carolina facility.
Source: ECMSource: ECMSource: ECMSource: ECM
This 6 chamber, 20 bar quench NANO vacuum furnace system provides flexibility and integration utilizing the addition of 16 tempering positions, advanced solvent based washer (both oil and water based contaminants), and robotic workload assembly/disassembly. . . Specifically designed to run multiple materials (including carburized grades and tool steels) this system has modular flexibility to adapt to increased production demands for various load scenarios and processes.
Press release is available in its original form here.
In this Technical Tuesday installment, Thomas Wingens, Founder & President, WINGENS CONSULTANTS; Dr. Dermot Monaghan, Managing Director, and Dr. Erik Cox, Manager of New Business Development, Gencoa, train readers for finding both real and evasive virtual vacuum leaks.
Leak detection is difficult enough with a “real” leak, but “virtual” leaks present their own challenges. To enhance cost savings and further process efficiencies, it’s essential to have leak sensor technology that can effectively monitor the vacuum chamber and pinpoint these problematic leaks.
This informative piece was first released inHeat Treat Today’sMarch 2025 Annual Aerospace Heat Treating print edition.
Uncontrolled impurities in a vacuum furnace can significantly affect the quality of vacuum heat treating and brazing processes. They can compromise the integrity of the processed material, leading to defects, reduced performance, and increased costs.
Real vs. Virtual Leaks
Real leaks are physical openings in the vacuum system that allow external gases to enter the chamber. These can be cracks, weld failures, improperly installed fittings, faulty seals from damaged or worn O-rings on doors, rotating assemblies, or other components of the vacuum furnace.
The impact on quality includes:
Oxidation and contamination: Real leaks introduce atmospheric gases (like oxygen, nitrogen, and moisture) into the vacuum chamber, which can lead to oxidation of the materials being treated or brazed, as well as other forms of contamination.
Inconsistent results: The presence of unwanted gases can interfere with the chemical processes required for proper heat treatment or brazing, leading to inconsistent metallurgical results.
Reduced mechanical properties: Contamination and oxidation can weaken the materials being processed, leading to defects and reduced mechanical properties of the final product.
Difficulties in achieving desired vacuum: Real leaks can prevent the system from reaching or maintaining the necessary vacuum levels, leading to longer cycle times or failed processes.
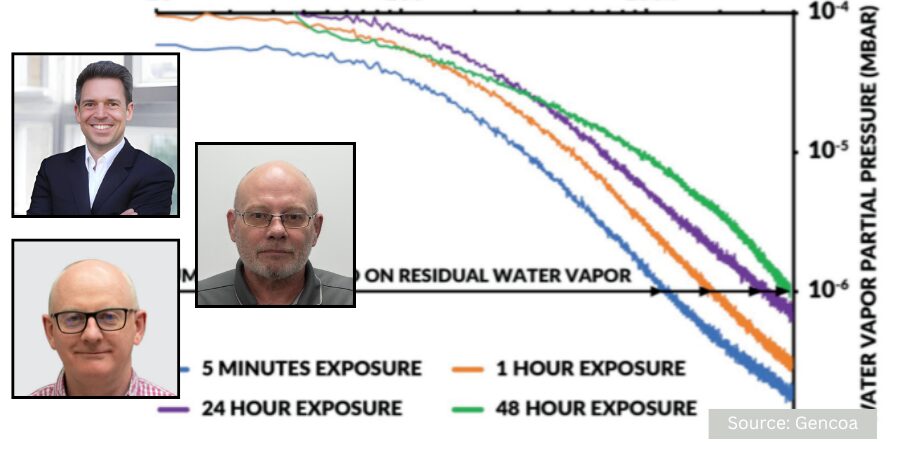
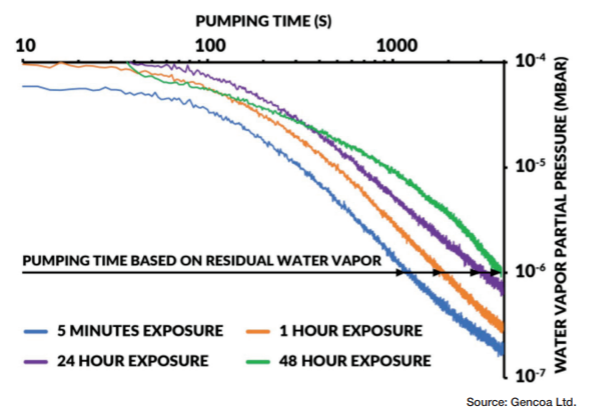
Figure 1. Pumping times based on residual water vapor
Real leaks are often easier to detect, especially larger leaks, which can be identified by hissing sounds or the inability of the furnace to pump down. They can be located using methods such as pressure rise tests, solvent detection, or helium leak detectors.
Virtual leaks, however, are much harder to detect as they are not physical openings but rather trapped volumes of gas within the vacuum system that slowly release over time. These trapped volumes are typically found in blind holes, porous materials, or unvented components. Even more problematic are leaks from internally sealed systems, such as water cooling or hydraulics. Leaks from these areas cannot be detected via a leak detector, as the water or oil media can “mask” the leak site and prevent the tracer gas from penetrating.
Aside from increasing the pump time it takes to reach the required vacuum levels, leaks can be a continuous source of contamination within the vacuum chamber. Outgassing can be especially problematic during the heating cycle as it can lead to large vacuum “spikes” or a rise in pressure, affecting the stability of the process environment. Gases released from virtual leaks can contaminate the materials being treated. For example, residual solvents or water vapor from cleaning or incomplete drying can lead to contamination and outgassing. It can be small volumes of air or gas trapped at the bottom of threaded holes or trapped volumes between two O-rings that are not properly vented. Also, outgassing from various hydrocarbons in porous materials such as low-density graphite or powder metallurgy components can release unwanted gases when heated up.
They usually become apparent during the pump-down cycle when the ultimate pressures are not reached or when it takes a long time to reach blank-off pressure. Traditional leak detectors will not pick up virtual leaks.
Detecting Virtual Leaks Accurately
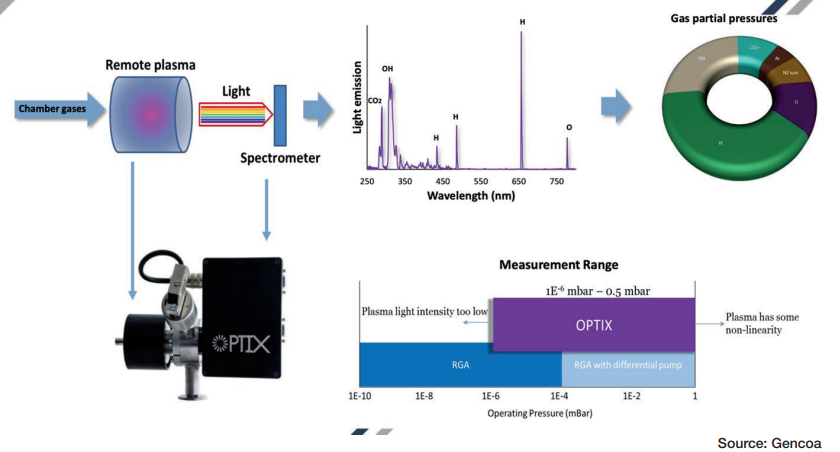
However, residual gas analysis (RGA) and remote plasma emission monitoring (RPEM) can identify virtual leaks by monitoring the composition of gases in the chamber. RPEM offers advantages over traditional quadrupole mass spectrometry (QMS) RGA, particularly in large vacuum systems. Unlike RGAs, RPEM technology operates over a much wider pressure range (50 mbar to 10-7mbar) without requiring additional pumps. The RPEM detector is located outside the vacuum chamber, making it more robust against contamination and high pressures, which commonly damage RGA detectors. This external setup also reduces maintenance needs, as RPEM avoids frequent rebuilds required for traditional RGAs in volatile environments.
Figure 2. Functionality and pressure range of the OPTIX sensor
An example of this newer sensor is the OPTIX, which enables real-time monitoring and process control by providing immediate feedback to maintain chemical balance and ensure product quality. By identifying specific gas species, the sensor allows versatile leak detection with faster problem-solving and continuous system monitoring. Determining the nature of the gas leak will be a clear indication of where the problem originates. Also, whether the gas levels are stable or decreasing will point towards either a real leak or outgassing problem. Unlike RGAs, this sensor does not require highly skilled staff for operation, further lowering the technical burden. Its effectiveness in harsh environments with volatile species makes it a robust and versatile tool for industrial vacuum processes.
Conclusion
By understanding the differences between real and virtual leaks, and their specific impacts on vacuum heat treating and brazing, operators can implement more effective detection and prevention strategies, ultimately leading to improved product quality and process efficiency.
Attention to design, manufacturing, and assembly processes is critical to minimize the occurrence of leaks. This includes proper venting of components, use of appropriate sealing methods, and high-quality welding. Ensuring that components and materials are properly cleaned and dried before being introduced into the vacuum system can reduce outgassing.
Regular leak checks, including leak-up-rate tests, are essential for identifying both real and virtual leaks. Advanced gas analysis techniques are very useful for identifying the type of leak and its source through analysis of the gases in the vacuum chamber. Th e method provides continuous on-line monitoring, rather than periodic leak testing when there is a “suspicion” of a problem.
In the demanding environment of vacuum heat treating and brazing, the OPTIX sensor’s advanced technology not only simplifies leak detection and process control, but also delivers significant cost savings through reduced maintenance and operational expenses. Adopting this type of technology gives operators the ability to enhance vacuum system performance, improve product quality, and achieve greater process efficiency.
About The Authors:
Thomas Wingens Founder & President Wingens Consultants Industrial Advisor Center for Heat Treating Excellence (CHTE)
Thomas Wingens is the Founder and President of Wingens Consultants, and has been an independent consultant to the heat treat industry for nearly 15 years and has been involved in the heat treat industry for over 35 years. Throughout his career, he has held various positions, including business developer, management, and executive roles for companies in Europe and the United States, including Bodycote, Ipsen, SECO/WARWICK, Tenova, and IHI-Group.
Dr. Dermot Monaghan founded Gencoa Ltd. in 1994. Following completion of a BSc in Engineering Metallurgy, Dermot completed a PhD focused on magnetron sputtering in 1992 and went on to be awarded with the C.R. Burch Prize from the British Vacuum Council for “outstanding research in the field of Vacuum Science and Technology by a young scientist.” He has published over 30 scientific papers, delivered an excess of 100 presentations at international scientific conferences, and holds a number of international patents regarding plasma control in magnetron sputter processes.
Eric Cox Manager, New Business Development Gencoa
Dr. Erik Cox is a former research scientist with experience working in the U.S., Singapore, and Europe. Erik has a master’s degree in physics and a PhD from the University of Liverpool. As the manager of New Business Development at Gencoa, Erik plays a key role in identifying industry sectors outside of Gencoa’s traditional markets that can benefit from the company’s comprehensive portfolio of products and know-how.
A company in the automotive industry is expanding its hardening plant and has ordered a new vacuum furnace. The furnace introduces a heat treatment strategy for large die processing.
Maciej Korecki Vice President of the Vacuum Segment SECO/WARWICK Source: SECO/WARWICK
The Vector vacuum furnace produced for Isoflama by SECO/WARWICK Group will help to achieve an effective solution for the heat treatment of dedicated parts – the hardening of very large dies for large presses used in the automotive industry. It is also equipped with an efficient cooling system and a large working zone with increased load support beam capacity, enabling work with very heavy dies.
“The customer wanted to shorten the heat treatment cycle time. We have used a number of modifications in this furnace, which are a response to the commercial heat-treating plant’s specific needs.” commented Maciej Korecki, vice president of the Vacuum Segment at SECO/WARWICK Group.
Łukasz Chwiałkowski, sales manager for this project, adds, “This time too, we have created a unique furnace based on a standard solution. We have reinforced the support beam under the hearth to increase the process load rating by more than 60%. This was a key modification which will allow this Brazilian commercial heat treater to process heavy and large dies for the automotive industry.“
Press release is available in its original form here.
Heat Treat Radio host, Doug Glenn, and guest Bryan Stern from Gasbarre Thermal Processing Systems discuss the shift from single chamber batch furnaces to isolated heat vacuum furnaces. They explore the benefits and challenges of isolated heat systems, including temperature control, cycle times, and cost effectiveness for handling various parts.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction to Isolated Heat Vacuum Furnaces (00:01:30)
Doug Glenn: We want to talk about something that Gasbarre is calling isolated heat furnaces. In this case, these are vacuum furnaces. What’s an isolated heat vacuum furnace? And why is it called “isolated heat?”
Contact us with your Reader Feedback!
Bryan Stern: To start off, this isn’t something that’s Gasbarre specific. This is a generic distinction and concept with furnaces. It’s been around for a while, but the primary difference with an isolated heat furnace is that the heat chamber in that furnace stays at temperature, in between processing and throughout the process, and it’s held under vacuum during that time as well.
Doug Glenn: Gotcha. We’re going to talk primarily about vacuum furnaces — though, I know that’s also possible in an atmosphere — and the typical vacuum furnace today is the single-chamber vacuum furnace. Maybe it’s obvious already, but can you explain the differences between the isolated heat and a typical single chamber?
Bryan Stern: The single-chamber, batch processing furnace is by far and away the most prevalent technology that’s used. And the difference is that everything in that process is going to happen in a sequential order — everything from loading, evacuating the chamber, ramping everything (the chamber and the work) up to temperature, holding it, doing whatever process you have, cooling it back down, backfilling it, and then unloading it. It’s all a sequential operation. You close the door, the work sits in the same place, and you run through the entire process.
Gasbarre’s Vacuum Oil Quench Furnace, with isolated graphite heating chamber, includes 2 BAR gas quench capabilities. Source: Gasbarre Thermal Processing Systems
Whereas, with the isolated heat, it remains at temperature. That requires three primary additional components in addition to your single-chamber batch. It requires an extra chamber, for evacuating because you’re going to need an antechamber or a way to load that work in after having pumped it down. So, by default you need a second chamber. You need some kind of dynamic sealing door between the two chambers that you can open once your evacuation chamber is pumped down; and you need some means of moving the work between those two chambers.
These are the fundamental differences. But where it gets interesting is the impact it has on the rest of operations and efficiency.
Doug Glenn: The single chamber has dominated the market for a long time. How have those single-chamber furnaces really affected the design of vacuum furnaces? And are there some significant design differences in these isolated heat furnaces?
Bryan Stern: Yeah. It’s kind of funny, but anyone who’s familiar with single-chamber batch furnaces recognizes there are a lot of challenges to doing vacuum processing that way.A simple way to look at it is if you were trying to cook pizzas in an oven: But if you had to start with the oven cold, open the door, put the pizza in, and then you can’t touch it until the whole thing goes through its process; you heat up the oven and then wait till it cools down at the end and pull it out. It wouldn’t be an ideal approach.
A simple way to look at it is if you were trying to cook pizzas in an oven: But if you had to start with the oven cold, open the door, put the pizza in, and then you can’t touch it until the whole thing goes through its process; you heat up the oven and then wait till it cools down at the end and pull it out. It wouldn’t be an ideal approach.
Bryan Stern, Gasbarre
That’s the distinction with the vacuum portion of it specifically. For a lot of single-chamber batch equipment, you have to pump it down and wait to preheat the oven. That adds a lot of time. So, the then it makes vacuum processing more expensive, and it’s harder to scale. People know there is inconvenience around vacuum processing in general. And the answer to that has typically been to increase workload sizes because if you’re going to have dead time at the front, you’d rather distribute that cost over a thousand parts instead of a hundred parts.
You want to increase the throughput so you’re not waiting for a bunch of little batches and paying for all that dead time with a few parts.
Equipment Challenges with Single Chamber (00:06:32)
Bryan Stern: There’s been a general trend to just increase load sizes, and I am generalizing. It’s not necessary for everything. But you get into some massive single-chamber batch furnaces that are often larger than necessary for the parts. And, unfortunately, those load sizes are kind of detrimental to a lot of the objectives of heat treating.
You have a much more difficult time maintaining uniformity for both process temperature and gas for the parts while you’re heating up and cooling down. And you’re going to have a much higher deviation between the temperature at the center of the load and the surface of the load, as well as process gas concentrations.
That trend toward larger load sizes than necessary (because of the inherent challenges of the single-chamber batch method) leads to other challenges that you then have to overcome. It takes longer to soak out, and quite often (something that I’m sure a lot of people will be familiar with) you end up leaving gaps in the work zone anyway — spaces between parts to allow gas circulation to achieve quench rates enabling you to cool faster because you’re not getting enough gas to the center of the load. Since you have these massive loads, you’ve moved in a direction that’s not really helping anything that you’re trying to do. And that’s a bus that we’ve all been on.
Doug Glenn: So, you’ve got uniformity issues inside the load. And that’s an interesting perspective. The process takes so long inside that one chamber, it tends to increase the size of the load so that you’re doing more at once.
How about the efficiency of the process? If you’ve got a chamber that is designed just for isolated heat, and you’re just heating in that chamber, I would assume that chamber can be designed differently than a chamber in which you’re going to do preheat convective.
Bryan Stern: Absolutely. There are of trying to do everything in one space. I think the equipment challenges come from exactly what you’re talking about — trying to heat and cool in the same space. Anyone who’s been remotely involved in the production of single-chamber batch equipment knows that you’re doing a bunch of things that are in tension with one another. To start, if you’re trying to cool in the same space, very often you’re putting nozzle penetrations all through your insulation pack.
Right away you’ve shot your thermal efficiency in the foot because you have direct radiation out of those nozzles. And people have tried with marginal success to come up with ways of sealing off those nozzles during the heating section and opening them during cooling. Some tried more static approaches, some active changes to the furnace.
But the other issue is that you’re hurting the cooling, too, because you’re restricting your gas flow. You’re heating up the gas that you’re trying to cool with by flowing it through this hot insulation pack. Your parts are sitting inside that heat cage. They’re radiating to a hot surface. Another thing worth pointing out is that often with a single-chamber batch, because you have such a limited time to pump down and you’re trying to decrease your cycle time as much as possible, the installation’s reduced just to help with vacuum levels.
Again, if you’re holding that under vacuum and you can allow it to outgas and decay, now you can have a much thicker insulation pack. You’re not putting penetrations through it. So, it’s helping your thermal efficiency in multiple ways. For example, it’s helping your cooling. When you’re struggling to get those cooling rates, you’re going to do things like bump up gas pressure. Since you’re consuming more processed gas, you’ll put a bigger motor in it — which not only costs more upfront, but it also costs more to run.
That’s a fun fact about especially high horsepower, single-chamber batch equipment: Very often the current rating for the entire system can be driven by the gas blower alone. It’s more than all the rest of the power supply, so they’re not cheap to run.
I’m not saying that you get away with half the size motor, but intuitively you know you’re requiring more than you would need if you placed that load in a dedicated cooling space, no response to gas flow radiating to a water cool jacket. So, it’s a pretty intuitive observation about the way we’re currently approaching this.
Doug Glenn: I don’t think people have thought about it because that has not been the typical way of doing it. It’s almost all single chamber.
Bryan Stern: We’re locked in there.
Doug Glenn: But when you do start thinking about it, it makes a lot of sense that your efficiencies would improve — design and operational efficiencies. All those things would improve because you’ve got dedicated chambers.
Bryan Stern: Another thing with regard to efficiency is your size and your power supply to overcome all those losses, the decreased insulation. When you move to dedicated positions, you know in your position that ramping your power supply can be sized for it. And people have worked to overcome that with typical power supply sizing by doing things like adding multiple taps on the secondary side of the transformer to try to get a better power factor. But if you’re dedicating stations within your equipment, then you can right-size your power supply.
Bryan Stern: “When you move to dedicated positions, you know in your position that ramping your power supply can be sized for it. And people have worked to overcome that with typical power supply sizing by doing things like adding multiple taps on the secondary side of the transformer to try to get a better power factor. But if you’re dedicating stations within your equipment, then you can right-size your power supply.”
Recent Developments (00:13:21)
Doug Glenn: That brings me to a question about the single-chamber vacuum furnaces that have typically been used. To my knowledge, there are not a lot of isolated heat furnaces or dedicated chamber vacuum furnaces out there, although, I know that one of the companies you guys acquired years ago made their name there. But have there been any developments in recent years that have led to more popularity for, or the possibility of doing, isolated heat vacuum furnaces?
Bryan Stern: Yeah, it’s a great question. It’s something that I’ve done a lot of thinking about because we tend to have a mentality with technology that if it was such a great idea, people would be doing it. So, why aren’t more people doing this?
We can learn a lot from looking at another industry. Specifically, the prevalence and immersion of some of the emissions regulations that are coming along is newer to our industry. I think we’ve been able to get away with doing things in a way that might be really inefficient for a while. But it’s not new in some other industries.
There is a great example that I love because it has so many analogies for what we’re looking at in vacuum heat treating specifically: If you look at the history of the adoption of fuel injection in the automobile industry — I’ve always assumed that fuel injection was adopted as soon as it came along because it was a better technology, and it had been around since the 1920s and 30s.
It was developed and used in some military applications, and right away it was hailed as a better technology. It was more efficient, it was cleaner, but people just didn’t want to change. That wasn’t the direction that everyone was moving in. There were some manufacturers that tried. There were some mass-produced vehicles that had fuel injection in the early 1950s, but it still wasn’t taking off.
And then in 1970 the pushed manufacturers specifically to start adapting it more. But it wasn’t welcome. Some supporting technologies needed to be developed better, especially with computers controlling those systems. As reliability increased for those throughout the ‘80s, there were some amendments to the Clean Air Act from 1970. Then it really started to hit the market and be adopted. And what finally sent it is that consumers started to experience the benefits.
Now we don’t even think twice about it. It’s the de facto standard. You’re not going to go find a car dealership in your area that has their specialty line of carbureted vehicles. There are still places they’re used, but the advantages of fuel injection are so great because you’ve got dramatically improved fuel efficiency and much longer engine life. People say cars last way longer than they used to. And it’s because this new technology that had been around for almost a century, by the early 2000s, had been sitting around, and people hadn’t experienced the advantages of it.
One of the things that I love about that analogy is that it also demonstrates this isn’t a complete switch. It’s a gradual change, and there’s still a place for the old technology. It doesn’t mean that isolated are going to completely replace single-chamber batch vacuums. But if you look at the places carbureted engines are still used, you’ll find them on a racetrack or in lawn equipment.
So, in these places where the upfront cost is really important and you’re not getting enough operating time on it, the improved efficiency is not going to pay off if you were to pay up-front since you’re not using it enough. That carries over well to some of the single-chamber batch vacuums because they will always be around, and they’re going to be more preferred for intermittent use applications where the runtime is not as long.
Doug Glenn: That’s an interesting perspective. Have any of the technologies developed recently — like transfer mechanisms, control systems, or anything of that sort? Is there anything substantially new that had to take place before you could get isolated heat furnaces, or have most of those technologies, similar to the fuel injection, been around for a long time?
Bryan Stern: I think they’ve been around like that analogous technology adoption. There’s certainly going to be a refinement of some technologies to be robust for it to work.
Click on the link to read more about Bryan Stern in his Heat Treat Today 40Under40 profile.
There are some good solutions out there. There are some bad solutions out there. And I think the higher possibility of getting into a bad solution with a less mature product is one of those obstacles people are facing. Things don’t change when forces are in equilibrium. So, the fact that we’re not changing as an industry to adopt some of this stuff just means that the forces motivating that change have not overcome the obstacles. There are definitely some obstacles to it.
And I’m sure we’ll get into talking about those some, but we have that nudge from regulation that’s happening. We’ll see, and continue to see, this type of product mature and those dynamic sealing mechanisms and transfer systems. And I think what’s really going to send it is that there are a lot of benefits that address a lot of problems that we’re all familiar with. It’s just not the de facto standard.
There are ways that the industry is organized around the methods that we use currently. A great example of that is the pizza example where you look at the back of the box of pizza, and you’ve got a recipe that says to preheat the oven and then pop it in for 15 minutes. If you can’t do that anymore, and you have to put the pizza in while the oven is cold and let it ramp up, now you have to change the recipe. And that’s the way we’re organized right now. We’re organized with processes for material that’s starting cold. It’s actually a harder way to do things, because the way that different equipment ramps up is harder to control. So, it’s not necessarily a better recipe, but it’s what we have.
The vacuum level specifications are another big impact. In single-chamber batch equipment, you’re exposing it to atmosphere every cycle, and you’ve got to pump it down quickly. So even when you pump it to very low vacuum levels, what’s left is still often oxidizing constituents.
If you can hold it at vacuum (even though it’s not getting to the same ultra-low pressures), and if it’s allowed to absorb from the surfaces and outgassing from materials (even at a higher pressure), you can have a pure environment. And that’s really counterintuitive. It’s not built into equipment specs because people associate the vacuum level with purity, and it’s really more about dew point and the constituents of what’s in the gas. You can have just as pure an environment with much higher pressure. And again, we’re just not organized around that right now.
Continuous and Non-Continuous Systems (00:21:56)
Doug Glenn: Let me restate something you said earlier and tell me if I’m accurate on it. You were saying that because of the single-chamber vacuum furnaces, we tend to increase the load sizes. So, I’m assuming the load size of the isolated heat furnaces could be significantly smaller and, therefore, have better uniformity within the load, both in the heat up and the quench. Is that an inherent advantage of the isolated heat?
Bryan Stern: It’s not specific to all isolated heat equipment. We’d have to get into discussing the fact that you can’t have continuous and non-continuous isolated heat systems. And it’s an important distinction. The distinction being that you have your heat chamber, you’re keeping it at temperature in a multi-chamber batch system, which is still a form of isolated heat equipment. You’re going to be moving your work in and out the same direction.
So, you’ll get a lot of the advantages that we’ve talked about. You’re able to have dedicated design for heating and cooling. You’ll have your thermal efficiency. There are a couple things you’re not going to get. You’re not going to be able to increase the throughput. Whereas, if you move to a continuous furnace where you’re moving that work in, and then you’re moving it to the other side . . . We can keep working with the pizza analogy: If you need more pizzas, and it takes 15 minutes for a pizza, you can move it through three stations for five minutes per station. Now, you’re getting a pizza every five minutes instead of every 15 minutes, right? If you’re able to do that and produce loads faster, then you can decrease the load size. And then you’re going to see all the benefits of decreasing that load size — improved uniformity, faster times, and better cooling.
Click on the image to read “Vacuum Heat Treating in a Carbon-Conscious Market” by Bryan Stern, in Heat Treat Today’s November 2023 Sustainability issue.
But you only get that if you go to continuous. With that specific type of isolated heat equipment, versus just any isolated heat equipment, you’ll get much better thermal efficiencies because in the multi-chamber batch setup you’re not heating and cooling the furnace every time and throwing that energy away. But because you’re loading and unloading on the same size, you’re still going to leave that heat chamber unoccupied, sitting and holding its temperature, consuming energy in between loads. With continuous furnaces, you’re not going to do that. You’re never going to throw all that energy away. There’s minimal holding power required. So, there is a distinction between the continuous and non-continuous isolated.
Doug Glenn: How would it work with a non-continuous isolated heat furnace? If the process required you to preheat, heat, and quench, what is it you’re going to use? Transfer cars? How does that work?
Bryan Stern: If you have multiple heating levels, you can still control the heat. But often you’d introduce it at an intermediate temperature and then ramp it up the rest of the way. So again, all the advantages that you get as far as quenching, typically with a two-chamber piece of equipment like that, your quench chamber is going to serve double duty as your evacuation chamber. You’re putting it into the quench chamber first, evacuating it again, and bringing it back and quenching it.
Challenges with Isolated Heat Systems (00:26:39)
Doug Glenn: These systems sound good, but I’m sure there are some challenges. Are there some drawbacks? I can hear some people saying, these sound like great pieces of equipment — especially the continuous version. I can understand the efficiencies, but what about the complexity? Is the design complexity of these units an issue?
Bryan Stern: It’s definitely one that I face a lot on the application side. It’s a much more complicated process — especially because the process itself is going to impact each of those positions. And you would care if I sold you an oven for your kitchen, and the only thing I cared about was that it can go to this temperature, and it can operate at this pressure, but I didn’t care what you did with it, I didn’t care how much work you get through it. I just had these maximum parameters.
As soon as you move to talking about continuous, you’re right away much more involved in throughput — going to drive and often the number of positions to get the index rate you need for the load size. Now you care how long each step of the process takes, and you’re trying to balance that among positions so that you’re not letting anything sit longer than it needs to because you’re over this particular soak time.
Trying to get continuous equipment sized for an application is more of a process than some people are expecting. And again, we’re just not wired that way. So, you can throw out a spec for a single-chamber batch furnace and say you need this operating temperature, this ultimate vacuum level, and this uniformity . . . and more! But when you come and want to get into a piece of equipment like this, we’re going to have a couple conversations — we’re going to talk about some things no one else is asking. And that’s what can be a hurdle up front, though we’re able to overcome it.
Bryan Stern, Gasbarre, discusses furnace cost effectiveness and flexibility. “It’s just going to be a lot more expensive if you’re doing a process that doesn’t require the way that that furnace was built. So, it’s not that you locked yourself in. It’s just that if you’re constantly changing processes or you have much shorter processes or the throughput isn’t a benefit, then that’s where a single-chamber batch might be a better solution.”
Doug Glenn: But it also may limit flexibility, I assume, of the different processes you could run in that equipment, too. In a batch system, you can put the load in there and do whatever you want, it’s going to potentially take longer to get it done. But maybe in an isolated heat system, where the heat chamer is only designed to do X, maybe you can’t do X times two. Does that make sense?
Bryan Stern: Yeah. It’s not as much true for a two-chamber or multi-chamber isolated heat batch style furnace because you have the same flexibility of dedicated design. On a continuous furnace, but if you’re going to be doing that a lot, is it worth paying for something that can be optimized one way if you’re going to be using it in a flexible way. They have a lot of flexibility — I would argue just as much as batch. It’s just going to be a lot more expensive if you’re doing a process that doesn’t require the way that that furnace was built. So, it’s not that you locked yourself in. It’s just that if you’re constantly changing processes or you have much shorter processes or the throughput isn’t a benefit, then that’s where a single-chamber batch might be a better solution.
Cost Effectiveness (00:30:23)
Doug Glenn: And then the other objection that jumps to my mind is capital equipment outlay. Can we address that, compared to single chamber?
Bryan Stern: This is this is another one that’s near and dear to my heart because I think there’s a lot of misconception here since it’s very application specific and hard to answer generally. But like we talked about, you’re going to have another chamber.
So, if you’re looking at a smaller system, it may not immediately be more cost effective. If you’re looking at a continuous system that’s replacing several furnaces, now you’re not paying for that oversized power supply on each piece of equipment; you’re not paying for a pumping system for each piece of equipment; you’re just buying it for the one evacuation chamber. Or maybe you have a backup, but now you’re starting to distribute and be much more selective about your material cost, and there’s definitely a break-even point in there.
It’s really a question of whether or not the process improvements are enough of a benefit on the smaller size. But very quickly the upfront cost starts to lean in favor of the continuous, especially if you’re looking at multiple pieces of equipment.
But the bigger thing here, the thing that I feel more passionate about, is that we tend to get really hung up on the upfront cost. And I think that’s something that can be very detrimental to missing out on value. It’s very easy to say: I’m going to have this amount of revenue, I’m going to pay this for equipment, and I’m not going to dive into maintenance and operating costs — and that’s a difficult question to answer but is a huge piece of the puzzle. Yet we often don’t put in the legwork because the information is not readily available. And it takes a more sophisticated accounting approach to look at project value over the life of the equipment.
Intuitively, we know that you could pay more for something that would improve efficiency or throughput or performance because in the long run that would pay off. And going back to the car analogy, when is the last time you bought a car and didn’t pay any attention to the fuel economy on it? It’s hard to do that without a little bit more accounting elegance.
Intuitively, we know that you could pay more for something that would improve efficiency or throughput or performance because in the long run that would pay off. And going back to the car analogy, when is the last time you bought a car and didn’t pay any attention to the fuel economy on it? It’s hard to do that without a little bit more accounting elegance.
Bryan Stern, Gasbarre
So, you have to look at the cash flow problem, do something like a net present value approach. And when you start looking at the operating cost savings, the efficiency improvements, and then a huge one that people miss is in the single-chamber batch furnaces we’re heating it up and down. That’s aggressive thermal shock and cycling. A lot of design goes into trying to get components to last because there’s thermal ratcheting and things wear out super quickly. For these continuous systems that are just sitting at temperature, that goes away for the most part.
They’re still consumable products, but the maintenance costs are dramatically improved, and you can talk to people who are using the systems. But again, that’s not something a lot of people have experienced, and it’s hard to quantify. So, if you just look at the upfront costs then it’s easy to miss out. You’re looking for an aggressive payback because you’re just hoping it’s going to cover the operating and maintenance expenses versus actually factoring those in and saying that those overall for the project life are going to increase value.
Limitations and Benefits of Isolated Heat (00:34:09)
Doug Glenn: That makes sense. Two final questions for you here: Are there any types of companies out there where it doesn’t make sense to use an isolated heat type system, whether it be a double chamber or continuous or whatever? And are you seeing, from the activity of , any industries that really should be looking at them?
Bryan Stern: Answering your first question with regards to the limitations, there are a couple situations where you’re not going to want to be looking at isolated heat.
One of those is really large parts. If an individual part is going to take up your whole work zone, then you’re not going to be able to decrease the load size and go to continuous and match the throughput. So, very large batch applications are going to be an obstacle; large parts are one area that it’s not going to shine. We’re seeing the 36” x 36” x 48” work zone is the practical cutoff. Another is the ability to use work TCs to monitor internal temperatures of the parts. That’s possible with continuous equipment. You can do a data pack and record temperatures, but it’s certainly not as convenient. So, when it comes to R&D, validating internal temperatures, and processes that require that, that’s another hurdle and limitation of this type of system.
The footprint is another one due to a second chamber for a batch style process is probably going to be larger in the space that it occupies because you’re not getting smaller in the work zone. So, it’s a question of whether you have the floor space, and do the other benefits of that system make up for the space it’s going to take up?
Doug Glenn: Those are good caveats. How about industries that you’re seeing who really should be adopting these things that either are or ought to be?
Bryan Stern: I don’t think it’s super industry specific, but there are some processes that benefit. And just a couple would be anything with a really short cycle time, because the dead time is going to consume more of the process.
If you can eliminate that and you only need to be at temperature for a little piece of time, then getting the rest of that dead time to be in parallel with the process to increase your throughput makes you a great candidate. But on the other hand, long processes are also a good candidate. If you’re holding it at temperature for a long period of time, boosting that efficiency while you’re in temperature, and better matching a power supply to what you’re doing.
So, good candidates could have short or long cycle times, involve any processes that require tight control, or benefit from isolating them from the space. Censoring can be a good candidate for rising carbon trading, where you can now actually have a dedicated space that maybe even operates at a higher vacuum level for whatever you’re trying to do, or you’re not worried about contaminating the parts with whatever process we’re running, or you need a tight time control. So, gas processes like that.
Oil quenching is an obvious candidate because you already have two chambers most of the time and isolating it, maintaining it at temperature, and keeping it clean from any oil vapors makes it a great example.
For anything with expensive parts, you can minimize the risk by decreasing the load size instead of having a many thousand-pound load where if something goes wrong, you’ve lost it. And especially for applications where that can be a really expensive thing if something goes wrong, you’d rather have it go wrong with much less material at risk.
Doug Glenn: I would think traceability is also probably easier in one sense. With this isolated heat system; you don’t have a huge batch in there. You’re processing potentially smaller batches, and you’re able to isolate which batches are at what temperature or what kind of quench they go through. Those may be some advantages.
Bryan Stern: You had a very specific application for a client who was concerned with a lot of small parts and traceability down to each part, and we’re looking at that system. Anytime you have a high volume of work, if you’re looking at multiple batch, single-chamber batch furnaces to meet throughput, that’s one of the biggest indicators you really should probably be looking, or at least considering, these other systems. And any time you have a lot of small parts in baskets, a large single-chamber batch furnace with stacked baskets of tiny parts, you’ll probably have a lot of benefit.
Doug Glenn: I assume that if somebody is looking at purchasing multiple single-chamber furnaces, you guys would have some sort of a calculator to help them assess if it makes sense financially and process-wise to go with six batch furnaces or one continuous. Is that a safe assumption?
Bryan Stern: Yeah, that’s one of my favorite parts of the process is to take a specific application, go through and break it down, and put together that full project ROI where you’re actually starting to assemble what are we looking at for maintenance costs? What is it going to cost to operate? And now you’re starting to see at a project level, not just the upfront cost, which option is going to be best. And it is so application specific. It’s kind of neat to walk through that with a client and see what comes out the other end. Because at the end of the day, you want what the best solution is. It could be this or that. But when you can actually put that picture together for a process and assist someone with picking the best equipment for what they need for their process, that’s fun.
Doug Glenn: And just for the listener’s benefit, because we haven’t done a lot of talking about your company Gasbarre Thermal Processing Systems. You guys can provide either the isolated heat systems or, if you do the calculations on your handy dandy spreadsheet and it turns out they’re better doing the standard single chamber, you guys can do those, too. So, it’s not like you’re going to push one over the other but whatever makes sense. Right?
Bryan Stern: I see that as a huge advantage. You’re not going to get a bias of us at Gasbarre trying to push you into this because it is what we’re selling. We are able to wade through that decision with the client and help pick the equipment that’s best for them.
Doug Glenn: Helping them make a better choice, super, Bryan. Thank you.
About the Expert
Bryan Stern is the product development manager at Gasbarre Thermal Processing Systems. He has been involved in the development of vacuum furnace systems for the past 8 years and is passionate about technical education and bringing value to the end-user. Bryan holds a B.S. in Mechanical Engineering from Georgia Institute of Technology and a B.A. in Natural Science from Covenant College. In addition to being a member of ASM, ASME, and a former committee member for NFPA, Bryan is a graduate of the MTI YES program and recognized in Heat Treat Today’s40 Under 40 Class of 2020.
When processing cemented carbide, there are a few considerations you need to understand to use the proper sintering equipment. One of the biggest factors is the actual material; what is the colbalt content level of the processed material?
In this best of the web article, walk through the steps of dewaxing, sintering for appropriate densification, and the processing temperatures that are required for sintering cemented carbide.
An Excerpt:
“Other than mechanical stresses due to the differential pressure between inside and ambient pressure outside the furnace, operating at relatively high temperatures with high pressure of gas would lead to significant dissipations of heat to the external environment. This is not only anti-economic from an efficiency point of view, but could also compromise the structural integrity of the water-cooled steel vessel of the furnace by overheating it.”
Solar Atmospheres, Inc. announced their most recent acquisition, Certified Metal Craft (CMC) located in El Cajon (an East County suburb of San Diego). With nearly 55 years of serving the Southern California region, CMC and the Wiederkehr Family have established themselves as a source for heat treating and brazing services. With the addition of CMC to the Solar Family of Companies, CMC establishes Solar’s 6th nationwide location and bolsters their West Coast presence.
Derek Dennis President Solar Atmospheres California
CMC has extensive capabilities to include vacuum, aluminum, atmospheric, endothermic, salt bath and cryogenic processing and currently employs 25 dedicated employees. Servicing the aerospace, medical, and commercial markets, CMC is Nadcap-accredited and holds a long list of customer and prime approvals. Tim Wiederkehr will immediately assume the role of V.P. of Operations and report to Derek Dennis, president of Solar Atmospheres of California, Inc.
Derek Dennis states “Solar is excited to welcome the dedicated CMC team into the growing nation of Solar companies.” He adds, “Together, we will continue to grow our west coast footprint while solidifying our industry leading approach of being the ‘go-to’ choice for all heat treating & brazing needs with an unwavering commitment to honesty and integrity in all relationships.”
This press release is available in its original form here.
What is the most common scenario for a eutectic reaction? And (for that matter) what constitutes a eutectic reaction?
Contact us with your Reader Feedback!
If your heat treat operations involves vacuum heat treatments, you may already be familiar with this term. With the ability to truly make a bad day worse, this paper uncovers several examples of eutectic reactions, the costs that this “metallurgical experiment” can have on your load and furnace, and what steps you should take to prevent two mating metals from melting together. In this best of the web article, read about the eight examples of how barriers are used in real-world applications.
An excerpt: “To many people, the term ‘eutectic’ is not well understood. The best way to think of a eutectic is a metallurgical meltdown. A eutectic reaction occurs when two components with different melting points and surfaces free of oxides come in contact with each other in the vacuum furnace. This can create an atomic diffusion. For some materials, when a specific atomic composition is reached, they will melt at a temperature much lower than the melting point of the individual metals. If that temperature is reached or exceeded during the heat treating cycle, melting will occur at the contact points. This is referred to as a eutectic melt.”