An international manufacturer of electric vehicles (EVs) is adding an advanced retort pit furnace for the production of EV chassis. The equipment’s larger working space will allow for the nitriding of very large die elements needed to produce this automotive equipment.
Maciej Korecki Vice President of Vacuum Business Segment SECO/WARWICK Source: SECO/WARWICK.com
“This is the fourth SECO/WARWICKfurnace for this global manufacturer of electric vehicles. Our product solves the challenge of nitriding dies for the production of large-sized chassis, using a working space with a diameter of 1,600 mm and a height of 2,800 mm. We delivered a similar solution to this partner last year,” said Maciej Korecki, vice-president of the SECO/WARWICK Vacuum Segment.
The equipment provided to the company has a compact design with vacuum purging, electric heating supported by an internal circulation fan, and an external cooling system. The retort and heating system’s special design as well as the gas installation ensures long and reliable operation in industrial conditions. The solution is based on a standard vertical VR retort furnace with an enlarged working space (Ø 1600 mm/63 in and 2800 mm/110.2 in effective height), which will allow the manufacturer to nitride the huge dies used for electric car chassis.
The press release is available in its original form here.
Ever wish you had a map to follow when navigating your power source? In the following Technical Tuesday article, Brian Turner, sales applications engineer at RoMan Manufacturing, Inc., charts the route that power takes from the source to the load and back again in a vacuum furnace.
This informative piece was first released in Heat Treat Today’s June 2024 Buyers’ Guide print edition.
In a vacuum furnace, the journey from the load (the material being heat treated) to the incoming power involves a complex arrangement of components that deliver, control, and monitor electrical energy. Here’s a breakdown of the path from the source to the load and back to the source of incoming power of a vacuum furnace:
Load
The material — either an item or batch of items — that is undergoing heat treatment; can be metals, ceramics, or composites.
Heating Elements
Common materials for heating elements include graphite, molybdenum, or tungsten, depending on the temperature range and application.
Electrical Feedthrough
These are used to transmit electrical power or signals through the vacuum chamber wall. They often contain insulated conductors and connectors to ensure safe transmission without leaking air into the vacuum environment.
Conductors
The most common methods to connect power from a vacuum power source to the furnace’s feedthrough include air-cooled cables, water-cooled cables, and copper bus bar. Power efficiency can be improved when selecting the length, size, and area between conductors. This can be achieved by close coupling the power system to the electrical feedthroughs, reducing resistance and inductive reactance, and improving the power factor.
Machined Copper Bar Source: RoMan Manufacturing, Inc.
Controlled Power Distribution Systems
The furnace market today generally relies on three primary types of control power distribution systems: VRT, SCR, and IGBT. Each of these technologies employs different methods to regulate the power input to the furnace, which in turn generates the required heat.
VRT (Variable Reactance Transformer)
The VRT controls AC voltage to the load, this is accomplished by a DC power controller that injects DC current into the reactor within the transformer.
The SCR controls the AC output voltage and can be paired with a transformer to step the voltage up or down and close couple to the furnace feedthroughs.
IGBT (Insulated-Gate Bipolar Transistor)
Balanced three-phase voltage is rectified through a bridge circuit to charge a capacitor in the DC bus. The IGBT network switches the DC bus at 1000Hz to control the AC output voltage to a Medium Frequency Direct Current (MFDC) power supply.
MFDC power supply transforms the AC voltage to a practical level and rectifies the secondary voltage (DC) to the heating circuit.
A line reactor on the incoming three-phase line mitigates harmonic content.
Control Systems
These systems manage the furnace’s operation, including driving the setpoint of the power system, temperature control, vacuum levels, and timing. They often consist of programmable logic controllers (PLCs), human-machine interfaces (HMIs), sensors, and other automation components.
Incoming Power
This is the origin of the furnace’s electrical energy, typically from a utility grid. It provides alternating current (AC), which is distributed and transformed within the furnace system to power all necessary components. In industrial settings, power companies usually charge for electricity based on several factors that reflect both the amount of electricity used and how it’s used. Some common charges/penalties are energy consumption (kWh), demand charges (kW), power factor penalties, and time-of-use (TOU) reactive power.
Conclusion
The careful arrangement of heating elements, electrical feedthroughs, conductors, and controlled power distribution systems allows for precise temperature control, ultimately impacting the quality of the processed material. Understanding the role of various control systems, such as VRT, SCR, IGBTs, and transformers is crucial for optimizing furnace performance and managing energy costs
About the Author:
Brian Turner Sales Applications Engineer RoMan Manufacturing, Inc. Source: RoMan Manufacturing, Inc.
Brian K. Turner has been with RoMan Manufacturing, Inc., for more than 12 years. Most of that time has been spent managing the R&D Lab. In recent years, he has taken on the role as applications engineer, working with customers and their applications.
U.S. Army Receives T901 Engines for UH-60 Black Hawk Flight Testing
The U.S Army recently received two T901 engines from a global aerospace propulsion, services, and systems provider. The engines have been slated for the Improved Turbine Engine Program’s UH-60 Black Hawk integration and testing.
The T901-GE-900 was developed by GE Aerospace in response to a need from the U.S. Army for increased power and reduced fuel consumption with a design that incorporates 3D-modeling, the use of ceramic matrix composites (CMCs), and 3D-printed (additive) parts. The use of CMCs and additive manufacturing enables the engine to produce more power with less weight.
Amy Gowder President & CEO Defense & Systems GE Aerospace Source: GE Aerospace
“This delivery represents the beginning of a new era and a pivotal moment in our ongoing work with the U.S. Army,” said Amy Gowder, president and CEO, Defense & Systems at GE Aerospace. “The T901 engine will ensure warfighters will have the performance, power, and reliability necessary to maintain a significant advantage on the battlefield.”
This transaction follows the first ever ground run of an aircraft powered by a T901 engine, which took place in April, when a T-901 engine powered Sikorsky’s Future Attack Reconnaissance Aircraft (FARA) prototype, Radar X, gathering data to support the engine’s integration into the service’s UH-60 Blackhawk and AH-64 Apache.
“Our team is immensely proud to announce the latest T901 deliveries to the U.S. Army,” said Tom Champion, director of GE Aerospace’s T901 program. “At every stage, these engines have demonstrated a level of performance that will undoubtedly help meet the demands of military missions for decades to come.”
Source: GE Aerospace
The next-generation rotorcraft engines were unboxed during a ceremony at Sikorsky’s facility in West Palm Beach, Florida.
Photo: GE Aerospace T901 engines unboxed during a ceremony at Sikorsky’s West Palm Beach facility. Source: GE Aerospace
The press release is available in its original form here.
Toyota Material Handling is investing nearly $100M for a new 295,000-square-foot facility at its Columbus, Indiana, headquarters, adding 85 manufacturing jobs by June 2026. The project will house Toyota’s manufacturing processes, which include the production of electric forklifts and material handling products.
“We are excited about this significant strategic expansion to our Columbus campus,” said Tony Miller, senior vice president of Engineering, Operations & Strategic Planning at Toyota Material Handling, at a recent groundbreaking ceremony. “Electric products are more popular than ever, and we are committed to doing whatever it takes to keep up with increased demand.”
“Electric forklifts make up 65% of the North American market and this trend towards electrification in the material handling industry will continue to grow,” said Brett Wood, president & CEO of Toyota Material Handling North America and senior executive officer for Toyota Industries Corporation (TICO). “This investment is one of the largest in our history and signifies TICO’s commitment to the North American market, the state of Indiana, the city of Columbus, and most importantly, our dealers and our customers.”
Photo Pictured L to R: Brett Wood, Toyota Material Handling North America President & CEO; Eric Holcomb, Governor of Indiana; Bill Finerty, Toyota Material Handling President & CEO; Tony Miller, Toyota Material Handling Senior Vice President of Engineering, Operations & Strategic Planning
The press release is available in its original form here.
Welcome to Heat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at hot summer events, hot summertime activities, and hot heat treat industry events coming soon to a social media page near you. Check out these posts, podcasts, and videos for a roundup in Heat Treat Social Media.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Heat Treating Skateboards > Hot Moves
This space is usually reserved for something rich and technical, but it’s summertime in the northern hemisphere and heat treating is just as essential for the proper working of items affiliated with leisure and outdoor activities as the products that make the world go round (e.g., automotive, aerospace, etc.). “Skateboarding is not just a sport; it’s an art form, a mode of transport, and a way of life for many. But did you know that the metal trucks on a skateboard—those T-shaped pieces that mount the wheels to the deck—are a product of meticulous heat treatment?” (from Bodycote on LinkedIn, November, 2023)
Check out this recent post from Bodycote laying out how critical it is to safety and experience for skateboard trucks to be heat treated with the same level of skill that it takes to execute an ollie or a shuvit.
2. It’s a Beautiful Day in the Heat Treat Neighborhood
What’s everyone been up to on the social channels?
Summer Engineering Institute reshaping the Future of Heat Treating
Future Leaders: Report to the Dome!
Take Us Out to the Old Ballgame!
It may Be Summer but It’s Never Too Early to Think About the Fall
‘Tis also the season for Registration for 2024’s industry events and social media provides an excellent platform for getting the word out. Here are some of the events taking place just in September — don’t delay! Registration is still open for all of these!
Marking Milestones
3. Learn with Us
Sometimes, it’s the small things on social media that grab your attention or give you the “ah ha!” moment. And sometimes things affecting the industry in other places cause us to go “hmm.” Do any of these short posts make you say “eureka”?
Queueing and Sequencing (and more!)
Quiz Time
4. Open Your Ears: The Podcast Corner
You can’t read everything, we get it. Heat Treat Today is here to recommend two informative podcasts to enjoy on your daily commute!
Tune in to Listen to Heat Treat Radio #110! Isolated Heat, the Future of Vacuum Furnaces
Sharpen your hearing: Heat Treating Knives on the TTT Podcast
5. Junk Food and a Logo Extravaganza
Click through to see what Kowalski Heat Treating thinks about junk food and how that thinking gets them counting logos.
Have a great weekend!
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
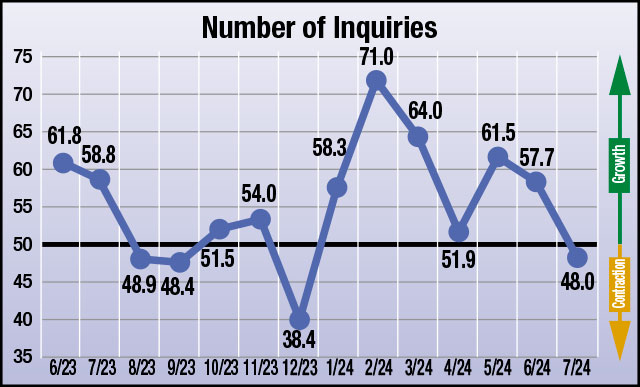
The four heat treat industry-specific economic indicators have been gathered by Heat Treat Today each month since June 2023. Through the first half of 2024, the economic indicators have shown that suppliers to the heat treat industry have expected growth across all four indicators, with numbers in June remaining in the “growth” category in three out of four heat treat industry indices. This month, suppliers are reporting that they expect indicators to reflect a midsummer calm; contractions are anticipated with some falling just below neutral.
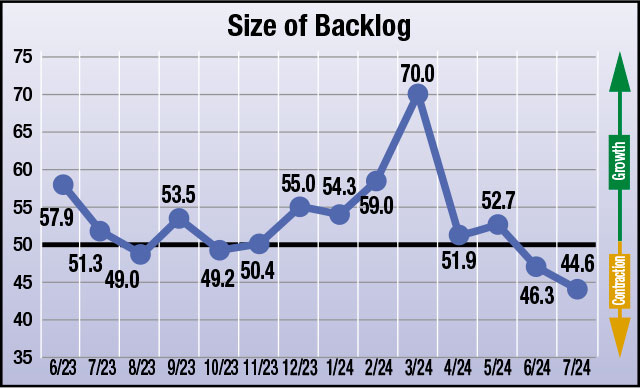
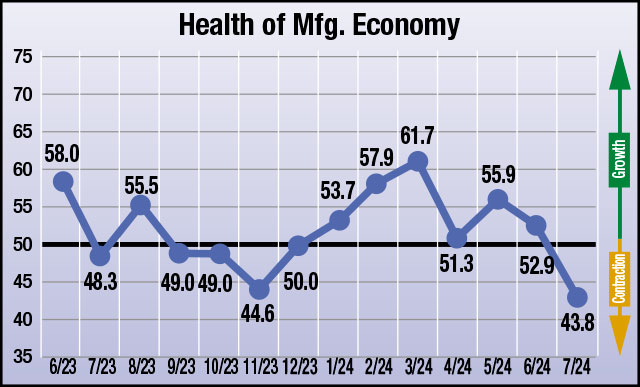
The numbers, which were compiled in the first week of July, show that responding parties anticipate indices to reveal contraction, but the expectation for contraction is minimal for number of inquiries and value of bookings, both settling just below the “neutral” x-axis, indicated by the number “50.” Backlogs and overall health of the manufacturing economy are expected to shrink, with the backlog indicator falling below our neutral axis for the second month in a row. This is the first month that suppliers anticipate contraction across the board since data started being collected in June 2023.
The results from this month’s survey (July) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in the Number of Inquiries from June to July: 48.0
Anticipated change in Value of Bookings from June to July:48.5
Anticipated change in Backlog Size from June to July: 44.6
Anticipated change in the Health of the Manufacturing Economy from June to July: 43.8
Data for July 2024
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
What is the path forward for thermal loop systems, and how is “sustainability” at the forefront of this technology? The following article is co-authored by Peter Sherwin, global business development manager of Heat Treatment, and Thomas Ruecker, senior development manager, at Watlow. They examine four scopes to take into consideration when assessing thermal loop systems in the context of greenhouse gas emissions and their environmental impact.
Heat treatment thermal loop solutions provide several sustainability benefits, including reduced energy consumption and waste. The power controller regulates the power output to minimize energy waste, and the possible integration with renewable energy sources and circular economy principles provides a complete power solution that spans from element design to recycling and renewables. The thermal loop solutions, in combination with insulation design and materials, provide energy-efficient solutions that contribute to sustainability and reduce the environmental impact of heat treatment processes.
When discussing these systems in the context of greenhouse gas emissions and their environmental impact, it is essential to consider Scopes 1, 2, and 3, as well as the less common Scope 4:
Scope 1 (Direct Emissions): Heat treatment processes often involve the combustion of fossil fuels like natural gas, propane, or oil to generate heat. These direct emissions are attributed to the equipment used in the heat treatment process, such as furnaces and ovens. Efforts to reduce Scope 1 emissions include upgrading to more efficient equipment or adopting alternative heating technologies, like induction or electric heating systems.
Scope 2 (Indirect Emissions from Energy): In heat treatment processes and thermal loop systems, electricity is often used to power various components, such as pumps, fans, and control systems. The emissions associated with generating this electricity are considered Scope 2 emissions. To reduce Scope 2 emissions, companies can improve energy efficiency, invest in renewable energy sources, or purchase green energy from their utility provider.
Scope 3 (Other Indirect Emissions): These emissions are associated with activities throughout the value chain of heat treatment applications and thermal loop systems, such as the manufacturing and transporting of raw materials, equipment, and waste management. Companies can work to reduce Scope 3 emissions by collaborating with suppliers to improve the environmental performance of their products and services, optimizing transportation and logistics, and implementing waste reduction strategies.
Scope 4 (Avoided Emissions): In heat treatment applications and thermal loop systems, avoided emissions may come from implementing energy-efficient technologies, waste heat recovery systems, or other innovative solutions that reduce overall energy consumption and associated emissions. By quantifying these avoided emissions, companies can showcase the positive impact of their sustainability efforts on reducing their carbon footprint. Avoided emissions can also be highlighted when subcontracting heat treatment requirements to a more energy-efficient source rather than running an in-house operation. In this approach, the heat treatment process is outsourced to an external, specialized heat treatment service provider, especially if the in-house equipment is due to be lightly utilized. These service providers operate independent heat treatment facilities and offer services to multiple clients across various industries and generally run 24/7 with high utilization.
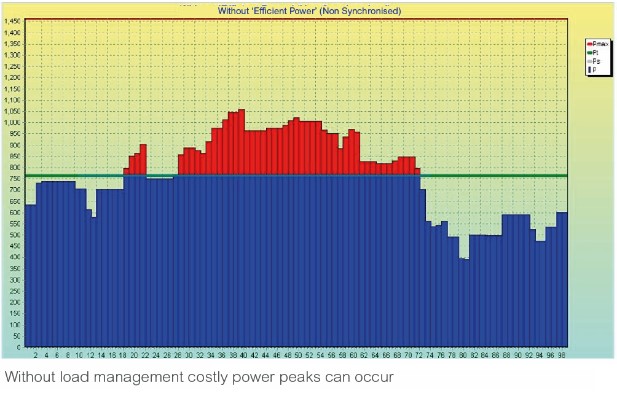
At the component level, energy savings can be realized using current technology. Advanced SCRs provide predictive load management functions and hybrid firing algorithms and contribute to sustainability by optimizing the energy usage of heat treatment processes. These SCRs offer real-time monitoring and control of energy consumption, while predictive load management systems use specific algorithms to manage peak power loads and adjust to optimize for local conditions (load shedding or load sharing). Hybrid firing systems use a combination of firing methods to control power factors and reduce the negative impact on the electrical infrastructure.
Heater design is also essential. Switching time impacts heater life with fast, modern switching modes (hybrid firing) significantly extending heater life compared to slower switching from conventional mechanical contactors.
Systems can be rapidly tested, simulated, and modeled through computational engineering. Several thermal loop systems today have improved temperature uniformity due to these methods.
Adaptive thermal system (ATS) solutions are the next frontier of thermal loop solutions. Rather than selecting the best-of-breed components — sometimes with overlapping functionality and kitting a complete solution — ATS provides a merged design between heater and control systems. ATS is already in place in several semiconductor applications, and this type of technology is looking to scale into heat treatment applications shortly.
Figure 2. Watlow Adaptive Thermal Systems ATSTM Source: Watlow
Challenges and Limitations
The initial investment in heat treatment thermal loop solutions can sometimes be higher than in traditional methods. However, this investment often leads to a significantly lower total cost of ownership and improved return on investment due to the thermal loop solutions’ increased efficiency, improved quality control, and extended life.
Ensuring regulatory compliance is complex and time-consuming, requiring organizations to have the right people, processes, and equipment.
Future Trends
As Industry 4.0 and digital transformation continue to gain momentum and Industry 5.0 practices are implemented, heat treatment thermal loop solutions will become increasingly important. Integrating digital technology and machine learning algorithms will provide even greater control, traceability, and transparency, enabling organizations to make informed decisions based on real-time data and predictive analytics. In addition, as new materials and manufacturing processes are developed, adaptive and flexible heat treatment thermal loop solutions will need to evolve to meet these challenges and provide the necessary level of control and efficiency for these new applications.
Conclusion
Heat treatment thermal loop solutions provide several benefits over traditional heat treatment methods, including improved temperature control, increased efficiency, and improved sustainability outcomes. The integration with Industry 4.0 and data management systems, as well as the use of FMEA and OEE metrics, further help enhance the performance of heat treatment processes. As Industry 4.0 digital transformation and Industry 5.0 practices continue to evolve, heat treatment thermal loop solutions will play an increasingly important role in the future of heat treatment.
About the Authors:
Peter Sherwin Global Business Development Manager of Heat Treatment WatlowThomas Ruecker Senior Business Development Manager of Heat Treatment Eurotherm, a Watlow company
Peter Sherwin, global business development manager of Heat Treatment at Watlow, is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Thomas Ruecker is the business development manager of Heat Treatment at Eurotherm Germany, a Watlow company. His expertise includes concept development for the automation of heat treatment plants, with a focus on aerospace and automotive industry according to existing regulations (AMS2750, CQI-9).
Spirit AeroSystems, a global manufacturer of aerostructures for commercial airplanes, defense platforms, and business/regional jets recently announced it has entered into a definitive merger agreement with The Boeing Company. Additionally, Spirit has agreed to a subsequent agreement in which aerospace manufacturer Airbusacquires certain Spirit assets that serve Airbus programs.
Dave Calhoun President & CEO The Boeing Group Source: Linked In
The $8.3 billion Boeing transaction, expected to close mid-2025, will include all Boeing-related commercial, defense, aftermarket operations, and a commitment to ongoing partnership with the U.S. Department of Defense and Spirit defense operations. Spirit AeroSystems manufactures fuselage structures for the Boeing 737 MAX and 787 Dreamliner, among other aircraft programs.
Patrick M. Shanahan President & CEO Spirit AeroSystems Source: U.S. Department of Defense
“This is an opportunity to bring back critical airplane manufacturing work on Boeing airplanes into our factories–where Boeing and Spirit world-class engineers and mechanics can work seamlessly together, focused on a common mission to build safe and quality airplanes for our customers,” said Dave Calhoun, president and CEO of Boeing, in a statement to employees on July 1, 2024.
The Airbus transaction will run concurrently with the closing of Spirit’s acquisition by Boeing and involves the potential acquisition of major activities related to Airbus, notably the production of A350 fuselage sections in Kinston, North Carolina, U.S., and St. Nazaire, France; of the A220’s wings and mid-fuselage in Belfast, Northern Ireland, and Casablanca, Morocco; as well as of the A220 pylons in Wichita, Kansas, U.S.
“Bringing Spirit and Boeing together will enable greater integration of both companies’ manufacturing and engineering capabilities, including safety and quality systems,” said Patrick M. Shanahan, president and CEO of Spirit. “We are proud of the part we have played in Airbus’ programs and believe bringing these programs under Airbus ownership will enable greater integration and alignment.”
In taking over those operations, Airbus will pay a nominal $1.00 and will be compensated with $559 million from Spirit AeroSystems.
Related press releases are available in their original form here, here, and here.
Happy Independence Day from Heat Treat Today. Our team will be enjoying a long weekend of festivities, celebrating our nation’s 248th birthday with fireworks, community events, picnics, parades, and time spent with family. We have much to be thankful for; first and foremost are the freedoms we treasure articulated in that timeless Declaration of Independence and encoded in the Constitution of the United States.
We here at Heat Treat Today love to see how others in the industry honor our heritage and flag, and we thought you’d appreciate the heat treating work done by Advanced Heat Treat Corp. and shared on their LinkedIn page:
Posted to mark Flag Day, June 14, 2024, this is an ideal item for Heat Treat Today’s “This Week in Heat Treat Social Media,” but we didn’t want to wait. Here’s what the original post at LinkedIn said, “June 14th is Flag Day. We thought sharing these unique heat treated metal flags would be fun. Nitriding the flag makes it stronger and last longer outdoors.” You can see that post here.
Heat Treat Today’s offices will be closed July 4 and 5. There will be no e-newsletter either of those days. See you on Monday!
A global manufacturer of aircraft parts has ordered a single-chamber vacuum furnace for brazing jet engine parts. The new equipment will replace a 30-year-old unit previously operating in its Poland-based plant.
Jędrzej Malinowski Sales Manager SECO/WARWICK Group Source: LinkedIn
The new Vector® vacuum furnace is being supplied by SECO/WARWICK, which also manufactured the retiring equipment. The upgrade is based on a standard Vector vacuum furnace with a working space of 900 x 900 x 1200 mm, with screen insulation and metal heating elements. The solution has been adapted to industry specific needs and can heat treat jet engine components, such as complex gears or main shafts.
“This unit is distinguished by the ability to carry out efficient and clean high vacuum processes thanks to the use of a molybdenum heating chamber and a very efficient pumping system. This ensures very high purity and the dynamics required for brazing processes. Another big advantage is the very good temperature uniformity in the molybdenum heating chamber and compliance with the strict requirements of industry standards such as AMS2750,” said Jędrzej Malinowski, sales manager, SECO/WARWICK Group.
The press release is available in its original form here.