As we spend time with family and friends this holiday weekend, we reflect with gratitude on the courage and dedication of those who gave their lives protecting the freedoms we enjoy today.
This Memorial Day, the team at Heat Treat Today pauses to honor and remember the men and women who have made the ultimate sacrifice in service to our nation. Our offices will be closed Monday, May 25, and will reopen Tuesday, May 26.
Wishing our readers a safe and meaningful Memorial Day.
The Mexico heat treatment industry has a new vacuum furnace supplier entity – ECM Mexico, doing business as MEXVAC ECM, S.A. DE C.V., a subsidiary of ECM USA, Inc.
ECM Mexico‘s team is led by Pierre-Loic Rousset, and Dennis Beauchesne, and includes Juan Cruz (operations manager Mexico), and José López (field service & PLC Engineer). They are supported by the entire ECM USA team and are excited to announce this milestone in their continued dedication to expand service support in Mexico.
Press release is available in its original form here.
The heat treating industry is under pressure to reduce its greenhouse gas emissions (GHGE), and the response has been a noble effort to attain sustainability. In two previous articles in this continuing series, guest columnist Michael Mouilleseaux, general manager at Erie Steel, Ltd., discussed the U.S. Department of Energy’s initiative related to the decarbonization of industry and its potential impact on the heat treating industry.
The endeavor to reduce greenhouse gas emissions (GHGE), albeit noble in intent, begs the question: Why is the heat treating industry being asked to reduce its greenhouse gas emissions?
Some background:
The United States’ GHGE account for approximately 14% of the total worldwide emissions.
According to the U.S. DOE, U.S. industry accounts for approximately 23% of the total U.S. GHGE.
According to the U.S. DOE, “process heating” accounts for approximately 43% of the total GHGE generated by U.S. industry.
According to the U.S. DOE, heat treating accounts for approximately 2.8% of the GHGE they have attributed to process heating.
In sum, heat treating accounts for 0.3% of the total U.S. GHGE (23% x 43% x 2.8%), and 0.04% of the worldwide GHGE (14% x 23% x 43% x 2.8%).
Why is the Department of Energy imposing natural gas restrictions on an industry that they have calculated to be responsible for 0.3% of the country’s total emissions?
Second, this administration has spent something between several hundred billion and a trillion U.S. dollars to incentivize power, transportation, and industrial sectors in their effort to stem global warming. Years from now, we will look back at this as one of the greatest capital reallocations in our history. If we can accept that the “past is a prologue,” we have a storied history of government failures to determine the future of the agricultural, aircraft, and financial sectors. This is already happening in Western Europe: Power is substantially more expensive, and industrial output has dropped nearly 6% for the past two years — the European Investment bank attributes the reduction in industrial output to “elevated energy costs.”
Perhaps it’s time for us to take notice and slow down this effort until such a time that we have the technology in place to accomplish decarbonization without eviscerating our industrial, transportation, and power industries. A greatly overused term today is “existential threat” — but our livelihood, our national security, and our way of life are, in fact, on the line.
Attend the SUMMIT to find out more about the DOE’s actions for the heat treat industry.
On www.heattreattoday.com/factsheetDOE, you can utilize the one-page resource to let governmental officials know what our industry is, who we are, who we employ, and the effect this effort has in regulating us out of business.
I want to thank Surface Combustion, Gasbarre, and Super Systems Inc. for the guidance they provided me with in navigating the technology of this subject matter.
Any errors contained herein are mine and mine alone.
About the Author:
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
Michael Mouilleseaux is general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
Today’s News from Abroad installment investigates the influence AI is bearing on the global field of heat treating, as well as a 2023 sustainability report and a future-looking question about the German foundry model amid transformations and a shortage of skilled workers.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe.
AI News No.1: Smart Manufacturing Proves Its Value
Viking Analytics and Bharat Forge sign a three-year contract
“A new agreement has been signed between Viking Analytics and Bharat Forge Kilsta (BFK) from Karlskoga. The agreement, which is for three years, provides BFK with the AI-based optimization tool ‘Smartforge’ after a 10-month implementation phase. Smartforge optimizes the forging process, primarily in the critical heat keeping process where the problems with scrap are greatest. The goal is to reduce discarded products by 50% and contribute to energy savings and a more environmentally friendly production.”
AI News No. 2: Global Industry Goes “All In” With AI
Digital transformation and the concept of a sustainable economy go hand in hand with energy and environmental challenges.
“According to a report by the Boston Consulting Group (BCG), nearly 80 percent of companies around the world consider innovation to be one of their three main priorities this year, and 66% of them plan to increase spending for this purpose, of which 42% are ready to invest up to 10% more than before. Innovation is one of the SECO/WARWICK Group’s values, embedded in its DNA. Industry 4.0 is the guiding principle in the Group’s mentality and strategic direction, which identifies AI, automation and digitization as a priority.”
A Sustainability Commitment to a Greener, Equal Future Shows Results
Tenova’s 2023 Sustainability Report illustrates the company’s ESG-guided sustainability framework, including energy efficiency initiatives, circular economy solutions, and sustainable innovation.
“Tenova has announced the launch of its new Sustainability Report, which tracks the progress the company has made against its sustainability agenda over the past year. The Report illustrates the company’s ESG-guided sustainability framework, including energy efficiency initiatives, circular economy solutions, and sustainable innovation. . . . Tenova’s flagship technologies–Direct Reduction Iron (DRI), Electric Arc Furnaces (EAFs), and the Silicon Steel ones–are essential in driving the decarbonization of both the metals industry and the planet. This is demonstrated by its major international projects, which are set to make a substantial impact on sustainability in Europe, China, and other parts of the world.”
At its third “Zukunftstag“ (Future Day), the German Foundry Association (BDG) discussed: Do we still need casting from Germany? And why is the industry currently facing such difficulties?
“At its third ‘Zukunftstag’ (Future Day), the German Foundry Association (BDG) posed a rhetorical question to stakeholders and the industry: Do we still need casting from Germany? And why is the industry currently facing such difficulties? The Federal Association of the German Foundry Industry launched the ‘Future Day’ format in 2020 in order to visualize and establish generally applicable topics from corporate management and framework conditions in open discourse with experts from outside the industry, in addition to the industry’s technically focused conferences. In addition to economic policy framework conditions, the program revolved around skilled workers in the afternoon. The German foundry industry, part of the energy-intensive SME sector, is struggling amid transformations and a shortage of skilled workers.”
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 10 news items.
Equipment
Premier Furnace Specialists received orders for nine pieces of heat treating equipment to be delivered to a range of manufacturing operations, all of which are currently in various stages of completion and testing or delivery and installation.
A manufacturer in the composites industry recently received shipment of a cabinet oven from Gruenberg, an industrial oven and sterilizer manufacturer. The furnace will be used for curing composite parts under a vacuum.
A second nitriding system was installed by Nitrex to increase capacity at Balexco, an aluminum extrusion company in Bahrain focusing on increasing production capacity.
Nine furnaces in various stages of completion and testing on the floor at Premier Furnace SpecialistsGruenberg cabinet oven shipped to composites manufacturerNitrex nitriding system installed at Balexco
Company & Personnel
Greg Miller National Business Manager Superheat
Cognizant, a professional services company that helps clients modernize technology, announced intent to acquire Belcan, a global supplier of digital engineering services for multiple industries, including aerospace, defense, and automotive.
Greg Miller has joined Superheat as national business development manager for the United Kingdom and Ireland. Greg will continue to work from his base in Lanarkshire, Scotland, bringing experience in manufacturing and preventative maintenance, with a foundation in induction heating.
Kudos
On July 2, 2024, David Lynch celebrated 40 years with Induction Tooling, Inc. This milestone was accomplished by his commitment to excellence and consistent hard-work and dedication.
Superheat, an on-site heat treatment service provider based in New Lenos, IL, recently received two Industrial Safety Training Council (ISTC) Safety Achievement Awards: one for achieving three consecutive years with zero recordable injuries and another for celebrating five years without an OSHA lost workday case. Bret Cadenhead, regional HSE manager at Superheat, represented the company at the awards event in Beaumont, Texas.
StandardAero celebrates 60 years of providing service to Pratt & Whitney Canada’s PT6A turboprop across four overhaul locations worldwide. In 1964, Dallas Airmotive (acquired by the company in 2021) became the first independent MRO provider to enter into a turboprop agreement with Pratt & Whitney Canada.
Centorr Vacuum Industries celebrates its 70th year in business in the vacuum furnace industry. The company was founded in Somerville, MA, as Vacuum Industries in 1954, and Centorr Furnace Company in 1962 in Suncook. NH. The two companies merged in 1989 in their current facilities in Nashua, NH.
Sławomir Woźniak, CEO of the SECO/WARWICK Group, celebrates five years in the position, managing all three brands: SECO/WARWICK, Retech, and SECO/VACUUM.
StandardAero’s engine overhaul center in San Antonio, TX, has completed correlation of its first test cell for the CFM International LEAP-1B turbofan engine, as part of its introduction of LEAP-1A and LEAP-1B maintenance, repair and overhaul (MRO) capabilities.
Bill Stuehr (L), president & CEO of Induction Tooling, Inc., congratulates David Lynch (R) on 40 years with the companyBret Cadenhead, Superheat (R), receives ISTC Safety Achievement AwardSławomir Woźniak President & CEO SECO/WARWICK GroupCentorr Vacuum Industries, Nashua, NH, location
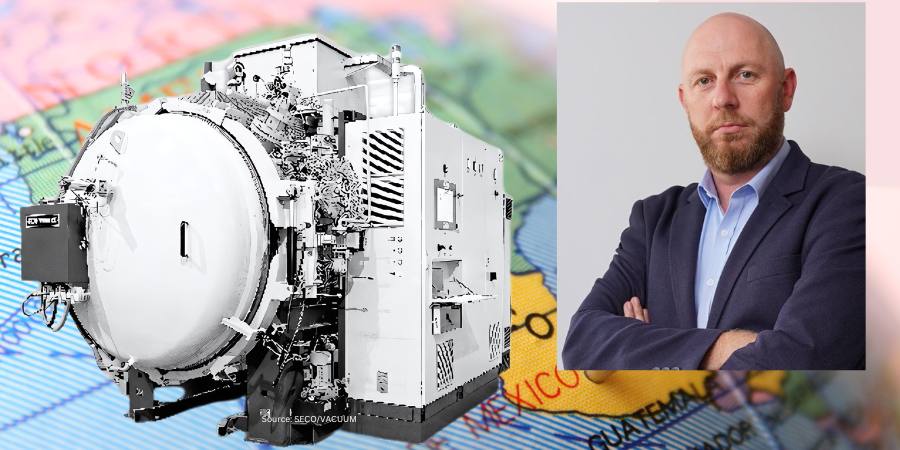
A U.S.-based automotive manufacturer is expanding its production capacity for brazing stainless heat exchangers with the order of a single-chamber vacuum furnace. The equipment will be integrated into an existing line’s thermal process operations, which is located at their Mexico facility.
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: SECO/WARWICK
The heat treater ordered the furnace from SECO/VACUUM specifically for immediate delivery, allowing brazing of automotive components to begin without delay.
“We built this furnace to be ready to be shipped and put into operation very quickly, which is just the solution they were looking for,” said Piotr Zawistowski, managing director of SECO/VACUUM.
The press release is available in its original form here.
A Georgia-based provider of natural gas measurement and control products and solutions has announced the acquisition of a distribution and service center for the natural gas industry, extending its capabilities for heat treating manufacturers.
“We’re excited to welcome the Tri-State team to Equipment Controls,” said Jeb Bell, president of Equipment Controls Company. “Tri-State has built its reputation on a foundation of exceptional service. Their motto, ‘The Service Matters,’ resonates with our values, and we’re eager to extend that level of service to our customers.”
“We look forward to our future with ECCO. Our shared vision and complementary strengths will enable us to deliver exceptional value to our customers and the natural gas industry as a whole,” said Paul Hayes, president of Tri-State Meter and Regulator Service, Inc.
ECCO will be keeping Tri-State’s brand, team, offices, products, and service offerings.
This press release is available in its original form here.
The need to understand how certain furnace designs operate comes at a time when heat treaters are weighing each energy cost and benefit of their systems and processes. Read on for a quick summary on how dual chamber furnaces preserve energy.
On April 17-19, 2024, TAV VACUUM FURNACES provided a speaker at the 4th MCHTSE (Mediterranean Conference on Heat Treatment and Surface Engineering). The speech focused on the energy aspects of vacuum heat treatment, a subject towards which all of us within the industry need to pay attention for reducing the carbon emissions aiming at a zero net emissions future.
We have already analyzed the essential role that vacuum furnaces will play in this transition, with a focus on the optimization of energy consumption in our previous article. With this new presentation, we wanted to emphasize how selecting the right vacuum furnace configuration for specific processes may impact the energy required to perform such process. For doing so, we compared two different furnace designs — single chamber vs. dual chamber vacuum furnaces — detailing all of the components’ energy consumption for a specific process.
TAV DC4, dual chamber vacuum furnace for low pressure carburizing and gas quenching Source: TAV VACUUM FURNACES
As a sneak peek into our presentation, we will summarize below how the main features of the two vacuum furnaces design are affecting their energy performance.
Let’s start by introducing the protagonist of our comparison: a single chamber, graphite insulated vacuum furnace, model TAV H4, and a dual chamber furnace TAV DC4, both having useful volume 400 x 400 x 600 mm (16” x 16” x 24”) (w x h x d).
In a single chamber vacuum furnace, like the TAV H4, the entire process is carried out with the load inside the furnace hot zone. This represents a highly flexible configuration that can perform complex heat treatment recipes with a multiple sequence of heating and cooling stages and to precisely control the temperature gradients at each stage.
Configuration of the TAV DC4 dual chamber vacuum furnace Source: TAV VACUUM FURNACES
Alternatively, a dual chamber vacuum furnace, like the TAV DC4, is equipped with a cold chamber, separated from the hot zone, dedicated for quenching. Despite the greater complexity of this type of vacuum furnace, the dual chamber configuration allows for several benefits.
First, in dual chamber furnaces, the graphite insulated hot chamber is never exposed to ambient air during loading and unloading of the furnace; for this reason, the hot chamber may be pre-heated at the treatment temperature (or at a lower temperature, to control the heating gradient). But in single chamber vacuum furnaces, the hot zone must always be loaded and unloaded at room temperature to avoid damages due to heat exposure of graphite to oxygen.
Because dual chamber furnaces have more controlled heating, this will result in both faster heating cycles and lower energy consumption, as a substantial amount of energy is required to heat up the furnace hot zone. This advantage obviously will be more relevant in terms of energy savings the shorter the time is between subsequent heat treatments.
View of the cold chamber of the TAV DC4 dual chamber vacuum furnace Source: TAV VACUUM FURNACES
Secondly, since the quenching phase is performed in a separated chamber, the hot zone insulation can be improved in dual chamber vacuum furnaces by increasing the thickness of the graphite board without compromising cooling performance. This translates into a significantly lower heat dissipation, to the extent that at 2012°F (1100°C) the power dissipation per surface unit (kW/m2) is reduced by 25% compared to an equivalent single chamber vacuum furnace.
Additionally, quenching in a dedicated cold chamber allows to obtain higher heat transfer coefficients and higher cooling rates compared to a single chamber vacuum furnace. Since the cold chamber is dedicated solely to the quenching phase, it can be designed for optimizing the cooling gas flow only without the need to accommodate all the components required for heating. All things considered, the heat transfer coefficient achievable in the TAV DC4 can be, all other things being equal, even 50% higher compared to a single chamber vacuum furnace. Secondly, since the cold chamber remains at room temperature throughout the whole process, only the load and loading fixtures need to be cooled down; as a result, the amount of heat that needs to be dissipated is significantly less compared to the single chamber counterpart.
CFD simulation showing a study on the cooling gas speed in a section of the cooling chamber for the TAV DC4 dual chamber vacuum furnace Source: TAV VACUUM FURNACES
For heat treatments requiring high cooling rates, it is possible to process significantly higher loads on the dual chamber furnace compared to the single chamber model; translated into numbers, the dual chamber model can effectively quench as much as double processable in a single chamber furnace, depending on the alloy grade, load configuration and overall process. The savings in terms of energy consumption per unit load (kWh/kg) achievable in the dual chamber furnace for such processes can be as high as 50% compared to the single chamber furnace.
In the end, the aim of the speech was to highlight how the energy efficiency of vacuum furnaces is highly dependent on the machine-process combination. Choosing the right vacuum furnace configuration for a specific application, instead of relying solely on standardised solutions, will improve significantly the energy efficiency of the heat treatment process and drive the return on investment.
About the Author
Giorgio Valseccchi R&D Manager TAV VACUUM FURNACES
Giogio Valsecchi has been with the company TAV VACUUM FURNACES for nearly 4 years, after having studied mechanical engineering at Politecnico di Milano.
Nitriding systems have expanded the operations at two global companies: a gear manufacturer for the automotive industry and a fuel injection systems manufacturer for the marine machinery industry. In both cases, the systems will be integrated into existing installations in order to increase production capacity.
NXHL-910512 nitriding furnace Source: Nitrex
A Chinese gear manufacturer has added a fourth Nitrexnitriding furnace to its automated gear production, which includes the manufacturing of transmission gears, transfer case gears, synchronizers, and engine-gear rings for both local automotive OEMs and global markets.
“This expansion goes beyond capacity enhancement; it elevates the manufacturer’s in-house capabilities and tightens production controls,” said Tao Liu, sales manager at Nitrex China. “It allows the company to focus resources on driving innovation and sustainability across domestic and international vehicle markets, including the growing new energy vehicle (NEV) sector.”
A third Nitrex nitriding system has been installed at a manufacturer specializing in high-performance fuel injection systems for diesel engines in maritime vessels. The new NX-815 batch furnace with a 3300 lb. (1,500 kg) load capacity is specifically tailored for processing carbon steel and stainless steel parts and meets stringent requirements of the shipbuilding and industrial marine industries.
“As environmental regulations propel the shift towards alternative energy-powered ships, our advanced nitriding technologies play a crucial role. We are proud to support their expansion into stainless steel applications,” said Tao Liu.
Press releases are available in their original form hereand here.
Robert (Bob) Hill, FASM President Solar Atmospheres of Michigan Source: Solar Atmospheres
After successfully relocating and commissioning ten vacuum furnaces into their current facility, Solar Atmospheresof Michigan Inc. is poised for further expansion. Bulldozers have commenced work on a new 20,000-square-foot building, which will more than double the current footprint at their Chesterfield, Michigan, location.
Bob Hill, president of Solar Atmospheres of Michigan, commented, “This expansion will create a larger shipping and receiving area to better serve our customers’ needs and position us for future growth. Come watch us grow!”
Source: Solar Atmospheres
This press release is available in its original form here.