As part of their strategic efforts to enhance forging capabilities, Topçesan recently invested in a compact batch-type furnace with a 1,200 kg capacity, designed for nitriding and nitrocarburizing forging dies. These dies are utilized in the production of engine parts, transmission components, and chassis parts for vehicle manufacturing, catering to automotive clients like BMW, Tofaş, Fiat, and ZF Group across Europe and Türkiye.
Utku Inan
Sales Representative in Türkiye
Nitrex
Source: Nitrex
By integrating nitriding and nitrocarburizing processes into their operations, Topçesan aims to prolong the lifespan of their forging dies, increasing component production while reducing tooling costs. The NXK-812 compact batch-type furnace from Nitrex, a heat treat equipment supplier based in Canada, includes an ammonia dissociator; this will be essential for precision controlling nitriding potential, particularly when treating specific alloys that must align with AMS 2759/10 and AMS 2759/12 specifications.
Utku Inan, the Nitrex sales representative in Türkiye, commented, “This marks the first collaboration between Topçesan and Nitrex, and we’re truly excited to embark on this journey together. Our shared goal is to pursue operational excellence and maximize product potential within the forging and automotive supply chain industries.”
Topçesan is making a strategic investment that will not only enhance its in-house capabilities and cost efficiency but also contribute to a more efficient and sustainable future. According to Marcin Stoklosa, technical sales manager at Nitrex, “The operating software of the Nitrex system ensures optimal production media and utility consumption throughout the process, providing the customer with detailed analysis after each operation. This technological advancement underscores our commitment to customer satisfaction and operational efficiency, ensuring superior performance.”
An automotive manufacturer in South America has recently placed a follow-up order for a second Endothermic generator from a manufacturer of industrial process control, automation, and digitalization solutions with North American locations.
UPC-Marathon, a Nitrex company, installed a 200 m³/h EndoFlex unit last year. The new generator, with a similar capacity, aims to enhance stability, to ensure consistent composition and gas flows, and to prioritize quality of automotive gear boxes while achieving efficiencies in heat treatment operations.
UPC-Marathon EndoFlex unit (Source: Nitrex)
Prior to adopting the EndoFlex solution, the manufacturer relied on four generator units, each with a capacity of 70 m³/h and consuming 80 kW of power. With the same 80 kW of power consumption, the EndoFlex generator delivers a 200 m³/h capacity.
This transition to the new unit represents a 75% reduction in power consumption and a contribution to operational efficiency and sustainability efforts. The new generator streamlines maintenance procedures, adheres to stringent quality standards, and reduces CO2 emissions. Control over gas quality and production for the neutral hardening furnace enhances product quality, reduces operating costs, and optimizes energy consumption. By automatically adjusting gas production to match real-time furnace demand, the generator eliminates overproduction and waste.
Marcio Boragini Sales Director for Brazil at UPC-Marathon
“We’re proud to continue our partnership with this automotive customer,” remarked Marcio Boragini, UPC-Marathon’s Sales Director for Brazil. “Moreover, EndoFlex . . . empower[s] the manufacturer to achieve their business objectives fast, while reinforcing our commitment to [drive] success together.”
This press release is available in its original form upon request.
Kuźnia Jawor, a company specializing in the production of hot forged and CNC machined components for the automotive, machinery, mining, and piping industries, has enhanced its manufacturing capabilities through the addition of an oil-hardening furnace and two nitriding furnaces from a supplier based in North America.
Kuźnia Jawor replaced their production line with an oil-hardening furnace and two outdated nitriding furnaces from Nitrex. The decision to upgrade was prompted by the need to eliminate outdated technology and address controls issues. The current production line has been designed using a Nitrex nitriding system and a vacuum hardening furnace.
Kuźnia Jawor leverages its in-house capabilities to design and manufacture forging tools, a crucial element of the production process. This is necessary for obtaining repeatable strength parameters in steel and ensuring their resistance to geometric changes or abrasive wear, factors that are addressed through heat treatment. The new equipment enables them to actively reduce CO emissions, decrease energy consumption, and more.
Nitrex furnace
The company’s forging and CNC processes are marked by meticulous precision, with dies initially undergoing treatment in the vacuum furnace before proceeding to the nitriding phase. This multi-step approach is essential for achieving a zero-white layer, effectively preventing surface cracking in the H11, H13, and WNL hot work steel dies subjected to high-pressure hammer forging. A crucial part of this initiative was the installation of a Nitrex horizontal-loading system, featuring the furnace model NXH-9912, a custom solution designed to facilitate the seamless automatic transfers of loads between operations.
The turnkey system is equipped with Nitreg® nitriding technology, which enhances the wear and corrosion resistance of treated tooling. This technology improves efficiency gains, leading to savings in process time and resources, including electricity and process gases. Furthermore, the system adheres to industry standard 2759/10 controlled nitriding, ensuring the highest quality and precision in the heat treating process.
Interestingly, Kuźnia Jawor is also engaged in an ongoing collaborative research and development project with a local university, exploring hybrid coatings that combine Nitreg® nitriding technology with PVD and CVD processes, with the aim of further enhancing tool performance.
Located in the southwestern region of Poland, Kuźnia Jawor is a provider of forged and CNC automotive parts within Poland and mining parts in international markets such as Czechia and Türkiye.
Marcin Stokłosa, Nitrex Technical Sales Manager, NITREX Poland (Source:LinkedIn.com)
Marcin Stoklosa, manager of Technical Sales at Nitrex, who oversaw this endeavor, sums it up, “Kuźnia Jawor’s choice to partner with Nitrex was driven by the need to replace outdated equipment, modernize, and expand their production facility. The result? Improved quality, enhanced performance, and a stronger position in the forging industry.”
An international manufacturer of heat exchangers is expecting a new EV/CAB line to support their production of components, subsystems, and system solutions for thermal management in cars. The company provides energy-saving and high-performance products for regular petroleum and diesel fueled cars, as well as solutions for new electric vehicles.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECOWARWICK Source: LinkedIn
“The EV/CAB line on order is designed specifically for the production of “Snake” type battery coolers,” said Piotr Skarbiński, VP of the Aluminum Process and CAB Business Segment in SECO/WARWICK. He further commented that the heating and cooling design “contributes to the final product’s exceptional quality using our unique technology that achieves excellent temperature uniformity across the width of the belt, which is the key to successful production.”
The company will execute their first “Snake” battery coolers in SECO/WARWICK furnaces. This is the eighth CAB line which will operate in this automotive industry manufacturer’s plants and the second one with a width of 2,300 mm.
The controlled atmosphere brazing (CAB) line on order will include a convection preheating chamber, a radiation furnace and two cooling chambers. The entire system will be equipped with a dedicated control system.
“This cooperation opens new perspectives for the SECO/WARWICK Group development in our region. The excellent heating and cooling design contributes to perfect temperature uniformity across the 2300 mm belt width, which is the key to successful production. We have already sold over 20 such solutions in China, and the demand for them is constantly growing,” commented Liu Yedong, Managing Director of SECO/WARWICK China.
Around the world, the demand for battery coolers is increasing due to the increasing production of electric vehicles.
This press release is available in its original form here.
A custom-built vacuum induction melting (VIM) equipment is set to expand thermal processing for a manufacturer, whose operations already has two VIM solutions.
The furnace will be fabricated at the Buffalo headquarters of Retech, a SECO/WARWICK Group subsidiary, to capitalize on available schedule improvements. As custom equipment, the subsidiary’s furnaces are not dependent on assembly-line style construction, so they can be fabricated and assembled just in either location.
While this client prefers not to divulge this VIM’s application, Retech’s solution can handle casting a wide range of materials used in applications from automotive and consumer products to critical, high-value equiaxed, directionally solidified, or single-crystal aerospace parts. Almost every furnace Retech makes is modified to meet the specifications and associated applications of its clients.
VIM from the Retech Buffalo, NY location.
Source: SECO/WARWICK
A heat treat furnace manufacturer with North American locations will provide an American partner with two identical continuous CAB lines for brazing aluminum heat exchangers, specifically battery coolers. The furnaces will be used in Mexico and Spain.
The SECO CAB lines will be used for protective atmosphere brazing aluminum of heat exchangers. Such solutions are used by leading automotive parts manufacturers and are used for mass production of battery coolers among other types of heat exchangers. This purchase was preceded by tests in the R&D laboratory.
Piotr Skarbiński, Vice President of Aluminum and CAB Product Segments, SECO/WARWICK Group (photo source: secowarwick.com)
“The purchased CAB lines,” explained Piotr Skarbiński, VP of Aluminum and CAB Product Segments, SECO/WARWICK Group, “will be the first solutions of this type in the customer’s factories.”
This press release is available in its original form here.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Sudosilo S.A., a commercial heat treatment service provider in South America, is bringing premier nitriding to the Argentine industrial sector with the recent commissioning of turnkey heat treat installation. This newly operational nitriding system represents a significant milestone as the first of its kind in Argentina, offering third-party heat treatment services to the region.
Source: Nitrex
The integration of this system from NITREX — a global supplier of heat treat systems with North American locations — is set to establish a new benchmark for quality and precision in nitriding treatments. Particularly, it will help Sudosilo cater to various sectors, including aluminum injection, aluminum extrusion, forging, and oil applications.
Jerónimo Alberto Colazo Production Manager Sudosilo
Jerónimo Alberto Colazo, production manager at Sudosilo, highlighted, “The competitive edge of this installation lies in its meticulous control and automation capabilities, ensuring process stability and the ability to generate specialized processes and recipes tailored to unique requirements of each application. This high level of customization and precision guarantees superior quality, meeting the intricate demands of industries served by Sudosilo.”
This press release is available in its original form here.
Extral SP. Z o.o., a Polish company specializing in aluminum extrusions, has bolstered its manufacturing capabilities to better serve the construction, automobile, and machinery industries. Alongside acquiring a new aluminum extrusion press, the company ordered anitriding system to nitride H11 and H13 extrusion dies of various sizes.
Nitriding pit furnace from Nitrex
The Nitrex turnkey nitriding system includes an NX-1015 pit-type furnace with a 2-ton (4410-lb) load capacity and NITREG® technology, offering nitriding treatments that optimize die performance and throughput while concurrently reducing tooling costs.
This investment coincides with Extral’s expansion of its operational footprint in Poland, including the construction of a new building to house the extrusion press and furnace. This expansion enables the company to diversify its range of extruded products while maintaining a focus on sustainability and energy efficiency. The new nitriding installation will contribute to these objectives by providing more efficient use of process gases and electricity.
Marcin Stokłosa Project Manager Nitrex Poland Source: LinkedIn.com
Previously, Extral outsourced its nitriding operations to a local heat treater, due to quality issues encountered with an underperforming in-house nitriding unit. However, this latest investment enables them to bring nitriding operations back in-house, ensuring better control over the quality and consistency of their nitrided dies while also benefiting from expedited turnaround times.
Marcin Stoklosa, project manager at Nitrex, said, “Working with Extral on this project has been a pleasure. . . . Seeing customers invest in their business and achieve their goals, especially when it aligns with our values of innovation and sustainability, is always rewarding.”
This press release is available in its original form here.
How often do you think about the intelligent designs controlling the thermal loop system behind your heat treat operations? With ever-advancing abilities to integrate and manage data for temperature measurement and power usage, the ability of heat treat operations to make practical, efficient, and energy-conscious change is stronger than ever. In part 1, understand several benefits of thermal loop systems and how they are leveraged to comply with industry regulations, like Nadcap.
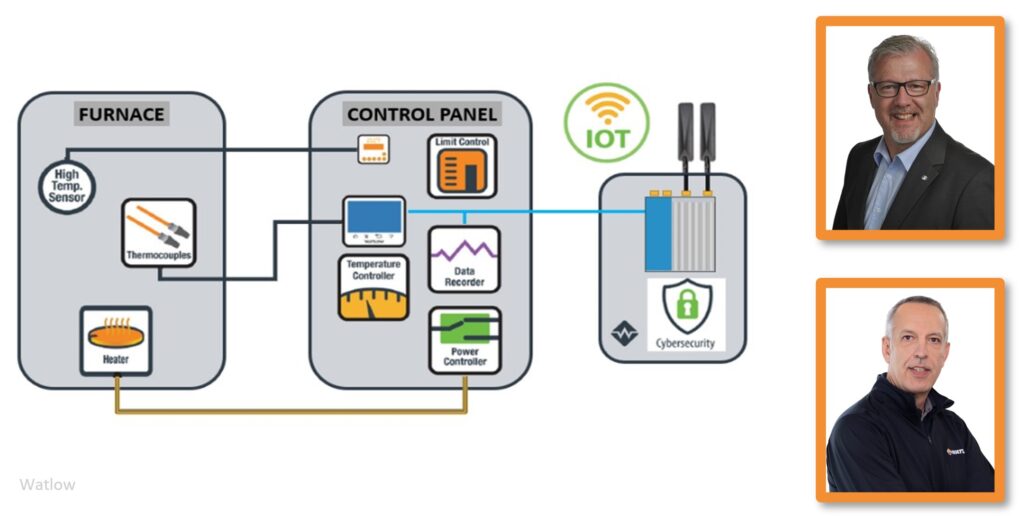
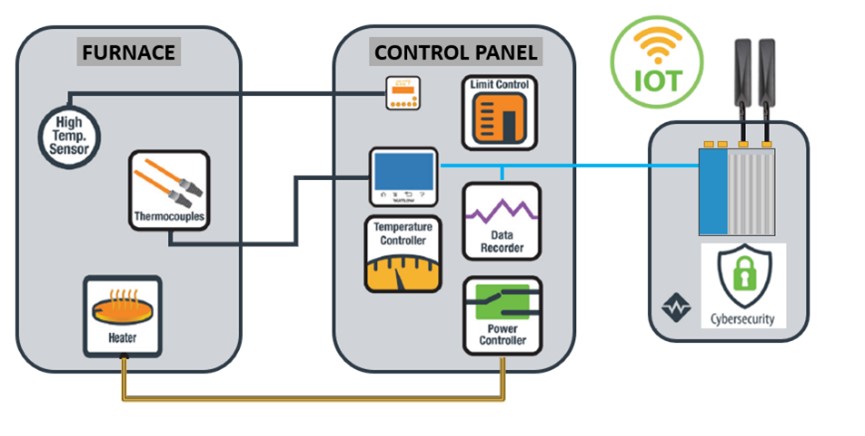
This Technical Tuesday article by Peter Sherwin, global business development manager – Heat Treatment, and Thomas Ruecker, senior business development manager, at Watlowwas originally published inHeat Treat Today’sJanuary/February 2024 Air & Atmosphere Heat Treat print edition.
Introduction
Heat treatment processes are a crucial component of many manufacturing industries, and thermal loop solutions have become increasingly popular for achieving improved temperature control and consistent outcomes.
A thermal loop solution is a closed loop system with several essential components, including an electrical power supply, power controller, heating element, temperature sensor, and process controller. The electrical power supply provides the energy needed for heating, the power controller regulates the power output to the heating element, the heating element heats the material, and the temperature sensor measures the temperature. Finally, the process controller adjusts the power output to maintain the desired temperature for the specified duration, providing better temperature control and consistent outcomes.
Performance Benefits
Heat treatment thermal loop solutions offer several advantages over traditional heat treatment methods, including improved temperature control and increased efficiency. The thermal loop system provides precise temperature control, enabling faster heating and cooling and optimized soak times. In addition, the complete design of modern thermal loop solutions includes energy-efficient heating and overall ease of use.
Figure 1. Watlow Industry 4.0 solution (Source: Watlow)
Heat treatment thermal loop solutions are integrated with Industry 4.0 frameworks and data management systems to provide real-time information on performance. Combining artificial intelligence and machine learning algorithms can also provide additional performance benefits, such as the ability to analyze data and identify patterns for further optimization. Ongoing performance losses in a heat treatment system typically come from process drift s. Industry 4.0 solutions can explore these drift s and provide opportunities to minimize these deviations.
Heat treatment thermal loop solutions can be optimized using Failure Mode and Effects Analysis (FMEA). FMEA is a proactive approach to identifying potential failure modes and their effects, allowing organizations to minimize the risk of process disruptions and improve the overall efficiency of their heat treatment processes. Historically, this was a tabletop exercise conducted once per year with a diverse team from across the organization. Updates to this static document were infrequent and were primarily based on organization memory rather than being automatically populated in real time with actual data. There is a potential to produce “live” FMEAs utilizing today’s technology and leveraging insights for continuous improvement.
Th e effectiveness of heat treatment thermal loop solutions can be measured using metrics such as overall equipment effectiveness (OEE). OEE combines metrics for availability, performance, and quality to provide a comprehensive view of the efficiency of a manufacturing process. By tracking OEE and contextual data, organizations can evaluate the effectiveness of their heat treatment thermal loop solutions and make informed decisions about optimizing their operations.
Regulatory Compliance
Nadcap (National Aerospace and Defense Contractors Accreditation Program) is an industry-driven program that provides accreditation for special processes in the aerospace and defense industries. Heat treatment is considered a “special process” under Nadcap because it has specific characteristics crucial to aerospace and defense components’ quality, safety, and performance. Th ese characteristics include:
Process sensitivity: Heat treatment processes involve precise control of temperature, time, and atmosphere to achieve the desired material properties. Minor variations in these parameters can significantly change the mechanical and metallurgical properties of the treated components. This sensitivity makes heat treatment a critical process in the aerospace and defense industries.
Limited traceability: Heat treatment processes typically result in changes to the material’s microstructure, which are not easily detectable through visual inspection or non-destructive testing methods. Th is limited traceability makes it crucial to have strict process controls to ensure the desired outcome is achieved consistently.
Critical performance requirements: Aerospace and defense components often have strict performance requirements due to the extreme conditions in which they operate, such as high temperatures, high loads, or corrosive environments. The heat treatment process ensures that these components meet the specifications and can withstand these demanding conditions.
High risk: The failure of a critical component in the aerospace or defense sector can result in catastrophic consequences, including loss of life, significant financial loss, and reputational damage. Ensuring that heat treatment processes meet stringent quality and safety standards is essential to mitigate these risks.
Nadcap heat treatment accreditation ensures suppliers meet industry standards January/February and best practices for heat treatment processes. The accreditation process includes rigorous audits, thorough documentation, and ongoing process control monitoring to maintain high quality, safety, and performance levels.
The aerospace industry’s AMS2750G pyrometry specification and the automotive industry’s CQI-9 4th Edition regulations are crucial for ensuring consistent and high-quality heat treated components. Adherence to these regulations is essential for meeting the stringent quality requirements of the aerospace and automotive industries and other industries with demanding specifications.
Temperature uniformity is a crucial requirement of both AMS2750G and CQI-9 4th Edition, mandating specific temperature uniformity requirements for heat treating furnaces to ensure the desired mechanical properties are achieved throughout the treated components. AMS2750G class 1 furnaces with strict uniformity requirements +/-5°F (+/-3°C) provide both quality output and predictable energy use. However, maintaining this uniformity requires significant maintenance oversight due to all the components involved in the thermal loop.
Calibration and testing procedures are specified in the standards to help ensure the accuracy and reliability of the temperature control systems used in heat treat processes.
Detailed process documentation is required by AMS2750G and CQI-9 4th Edition, including temperature uniformity surveys, calibration records, and furnace classifications. This documentation ensures traceability, enabling manufacturers to verify that the heat treat process is consistently controlled and meets the required specifications.
Figure 2. Eurotherm data reviewer (Source: Watlow)
Modern data platforms enable the efficient collection of secure raw data (tamper-evident) and provide the replay and reporting necessary to meet the standards.
The newer platforms also offer the latest industry communication protocols – like MQTT and OPC UA (Open Platform Communications Unified Architecture) – to ease data transfer across enterprise systems.
MQTT is a lightweight, publish-subscribe-based messaging protocol for resource-constrained devices and low-bandwidth, high-latency, or unreliable networks. IBM developed it in the late 1990s, and it has become a popular choice for IoT applications due to its simplicity and efficiency. MQTT uses a central broker to manage the communication between devices, which publish data to “topics,” and subscribe to topics that they want to receive updates on.
OPC UA is a platform-independent, service-oriented architecture (SOA) developed by the OPC Foundation. It provides a unified framework for industrial automation and facilitates secure, reliable, and efficient communication between devices, controllers, and software applications. OPC UA is designed to be interoperable across multiple platforms and operating systems, allowing for seamless integration of devices and systems from different vendors. The importance of personnel and training is emphasized by CQI-9 4th Edition, which requires manufacturers to establish training programs and maintain records of personnel qualifications to ensure that individuals responsible for heat treat processes are knowledgeable and competent. With touchscreen and mobile integration, a significant development in process controls has occurred over the last decade.
Figure 3. Watlow F4T® touchscreen and Watlow PM PLUS™ EZ-LINK®
mobile application
By integrating these regulations into a precision control loop, heat treatment thermal loop solutions can provide the necessary level of control and ensure compliance with AMS2750G and CQI-9 4th Edition, leading to the production of high-quality heat treated components that meet performance requirements and safety standards.
Continuous improvement is also emphasized by both AMS2750G and CQI-9 4th Edition, requiring manufacturers to establish a system for monitoring, measuring, and analyzing the performance of their heat treatment systems. This development enables manufacturers to identify areas for improvement and implement corrective actions, ensuring that heat treat processes are continuously improving and meeting the necessary performance and safety standards.
To Be Continued in Part 2
In part 2 of this article, we’ll consider the improved sustainability outcomes, potential challenges and limitations, and the promising future this technology offers to the heat treat industry.
About the Authors
Peter Sherwin, Global Business Development Manager – Heat Treatment, WatlowThomas Ruecker, Senior Business Development Manager, Watlow
Peter Sherwin is a global business development manager of Heat Treatment for Watlow and is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Thomas Ruecker is the business development manager of Heat Treatment at Eurotherm Germany, a Watlow company. His expertise includes concept development for the automation of heat treatment plants, with a focus on aerospace and automotive industry according to existing regulations (AMS2750, CQI-9).
For more information: Contact peter.sherwin@watlow.com or thomas.ruecker@watlow.com.
This article content is used with the permission of heat processing, which published this article in 2023.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Nikola Dzepina Nitrex Regional Manager – Asia Source: NITREX
An automotive parts manufacturer, Baida Electronic Equipment Co. Ltd., has recently increased its production capacity with the acquisition of nitriding system from a heat treat supplier with North American locations.
The newly integrated large pit-type nitriding system, model NX-1630 from Nitrex, will play a pivotal role in supporting Baida’s production targets, with a load capacity of 15,400 lb. (7000 kg) and load size of 61″ (1550 mm) in diameter by 118″ (3000 mm) in height.
Says Nikola Dzepina, account executive at Nitrex, “Baida and Nitrex have fostered a strong and enduring partnership over the years. Nitrex engineering and aftersales teams consistently provide essential support and expertise to ensure optimal furnace and application performance. This subsequent order not only strengthens Baida’s manufacturing capabilities but also reaffirms Nitrex’s standing as the preferred partner for companies seeking advanced nitriding solutions.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com