VAC AERO is investing $5.8 million to open its first U.S. operation in Greenville, SC. The facility will initially feature vacuum furnaces, with a defined goal of introducing advanced coating technologies.
Brent Davis President & COO VAC AERO U.S. Inc. Source: Linkedin
The Canadian thermal processing company will be partnering with Meyer Tool to deliver advanced heat treating solutions. The companies are working together to establish a “shop-in-shop” facility within Meyer Tool’s Greenville location. The “shop-in-shop” model enables VAC AERO to operate a fully integrated vacuum heat treating, brazing, and coating operation within Meyer Tool’s advanced manufacturing environment.
“We are excited to bring our expertise in vacuum heat treating directly into the heart of one of North America’s most respected regions for power generation and aerospace component manufacturing,” said Brent Davis, president and COO of VAC AERO U.S. Inc.
Dan Godin Executive Vice President Meyer Tool Source: Linkedin
Dan Godin, executive vice president of Meyer Tool, stated: “This collaboration is leveraging our combined expertise to offer the customers better control of their Value Stream.”
This strategic partnership marks VAC AERO’s first operational presence in the United States and underscores its renewed commitment to global expansion.
Press release is available in its original form here.
In this Technical Tuesday by Paulo Duarte, project manager, Metalsolvus, explores how digital tools lead the way in vacuum hardening operations to ensure energy efficiency and processing repeatability.
This piece was originally published inHeat Treat Today’sMarch 2025 Aerospace print edition.
Vacuum hardening has been the chosen process for hardening tools used in plastic injection, die casting, and metal sheet stamping over the past few decades. Although widely used and accepted, there is still room for improvement in tool performance through quality-driven procedures. By employing easy methods of measurement, study, and testing, it is possible to enhance part integrity and mechanical properties, while simultaneously reducing heat treatment time and energy consumption. Advanced metallurgical analyses of heat treatment cycles and equipment can introduce better tools on the market, as well as provide time and cost saving heat treatments.
Basics of Vacuum Hardening
In vacuum hardening furnaces, temperature and time are carefully controlled at specific load locations to ensure optimal hardening. Optimal practices focus on heating and soaking the metal parts during heat treatment. The controlled introduction of vacuum and inert gases during the process ensures the right protective atmosphere for treatment, resulting in steel that is mainly free from oxidation and decarburization. This preserves the surface integrity of the tools.
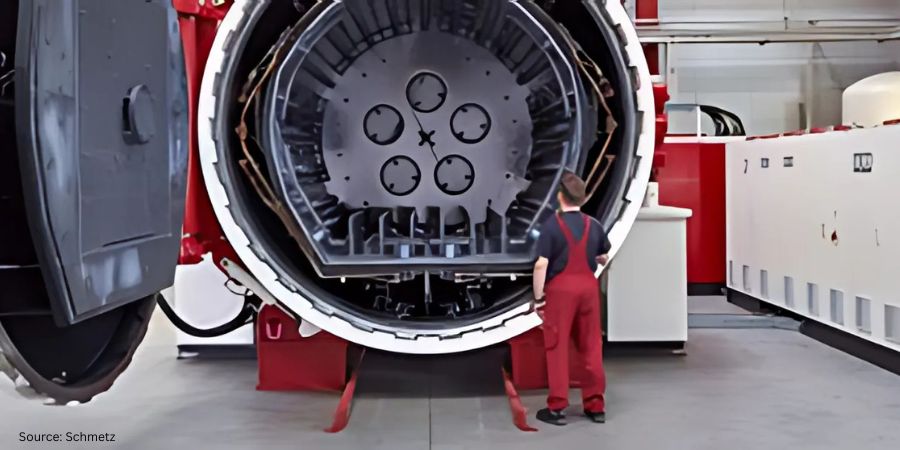
Cooling is achieved through the injection of an inert gas into the heating chamber, with controlled pressure and adequate recirculation between the heat exchanger and the hot zone (Figure 1). Different gas injection directions are utilized depending on the load being treated, ensuring optimal cooling.
Figure 1. Cooling parts in vacuum hardening furnaces — inert gas injection on the hot chamber during cooling
Hardening of Large Tools
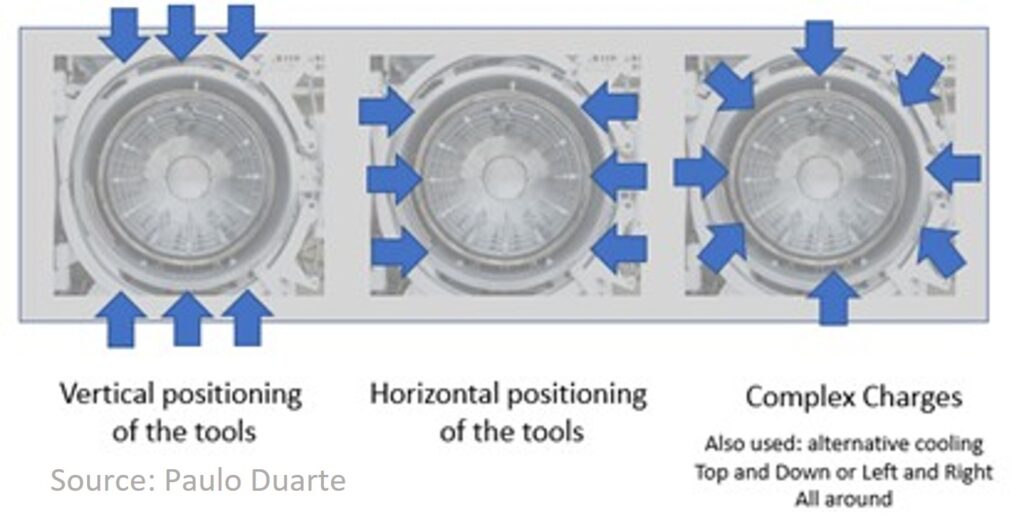
Heating and quenching large tools is one of the most challenging situations for vacuum hardening, as temperature control and part microstructure integrity are more difficult to obtain, which affects part quality. Large tools, typically made of hot work tool steels, are hardened in large furnaces. To minimize deformation, parts are preferably positioned vertically inside the furnace (Figure 2).
Figure 2. Large molds positioned inside the vacuum hardening furnace, two parallel cavities
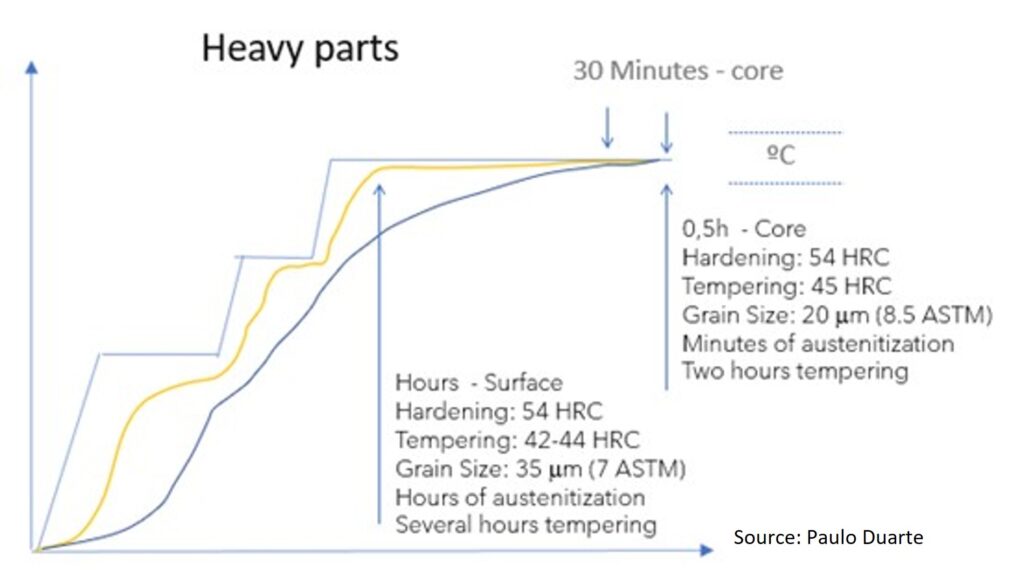
Surface soaking times for big tools can significantly exceed standard austenitization and tempering times due to thermal gradients existing within the parts. Mold cores usually achieve the right soaking and tempering recommendation through accurate temperature control, monitored by well-positioned core thermocouples. A tool’s microstructure and performance will depend heavily on geometry, size, and temperature uniformity achieved during treatment. See Figure 3 for the core and surface typical hardening cycles for large tools.
Figure 3. Heating and soaking cycle for the hardening of large tools (“Heat Treatment of a AISI H11 Premium Hot-Work Tool Steel”)
The cooling phase is crucial in determining the final properties of both the surface and core of the tool. Higher gas injection pressures result in faster cooling and increased toughness, but this also introduces greater deformation risks, when directly cooled from austenitization temperature, so martempering done at low pressures is usually required.
Balancing cooling pressure is one of the most secret topics in vacuum hardening. With a variety of parameters and procedures used among heat treaters, measuring and testing is essential for achieving consistent quality for better controlling the hardening process and attaining the best part quality.
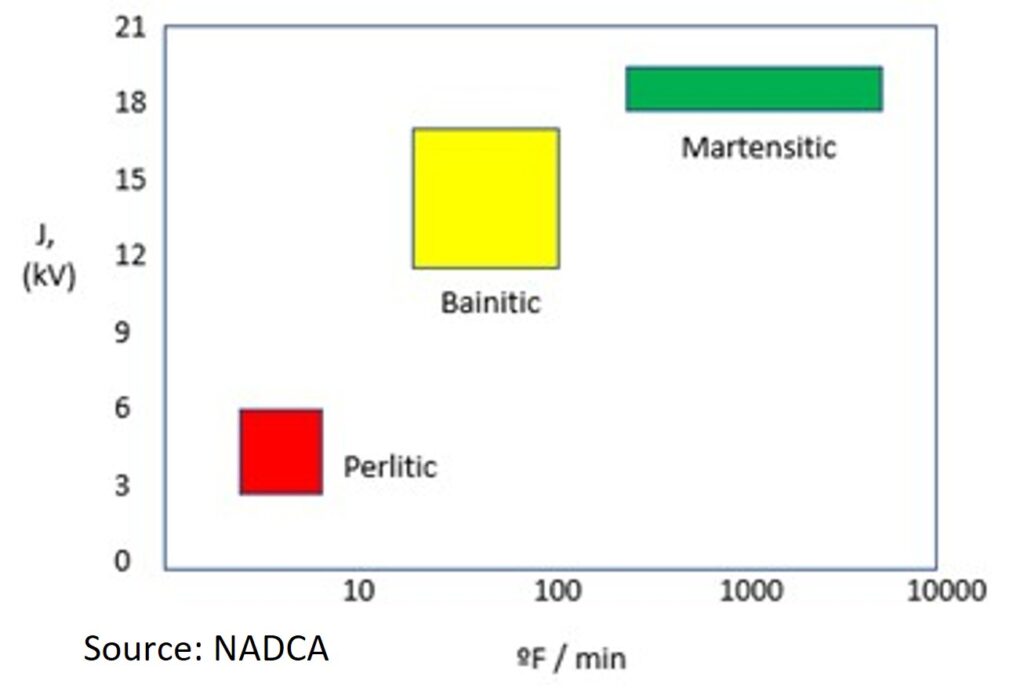
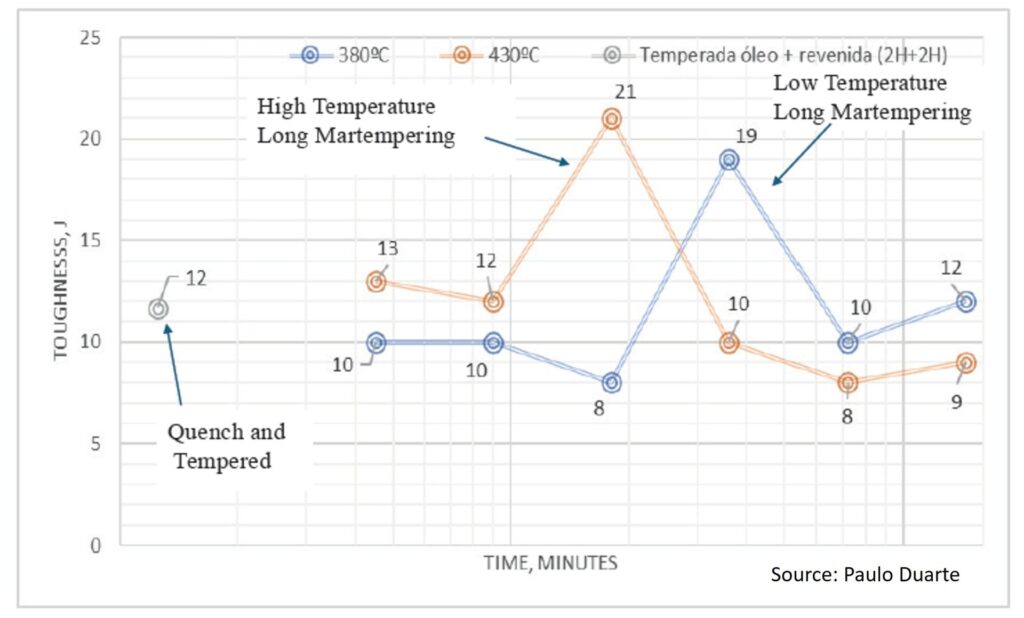
Figure 4. Microstructure and toughness obtained after the use of different hardening cooling rates (image from Transactions of the 15th NADCA Congress, 1989)
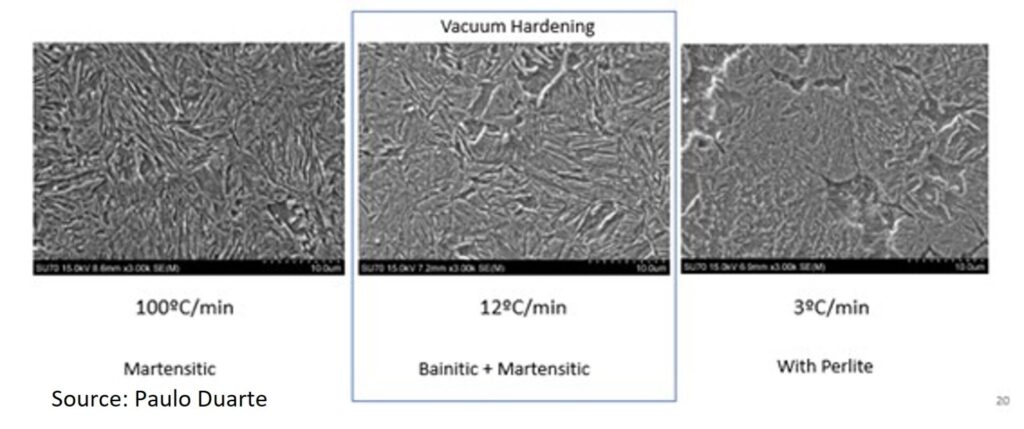
The use of higher or lower inert gas pressures directly affects the cooling rate, making it faster or slower, respectively. Regulating the gas injection pressure during the cooling phase significantly impacts the material’s toughness, even when cooling occurs within the bainitic-martensitic domain commonly observed in vacuum hardening practices. Faster cooling leads to finer microstructures, which in turn results in tougher materials. However, fully martensitic microstructures are rarely achieved in industrial vacuum hardening furnaces and are typically limited to smaller loads composed of small parts. In larger parts, the risk of pearlite formation increases, especially when cooling rates fall around 3°C/min (5°F/min) at the core, as illustrated in Figures 4 and 5.
Figure 5. Microstructure of Uddeholm Orvar Supreme steel after quenching using different cooling rates
In industrial heat treatments of large tools, accurately monitoring core temperature is challenging, as it is difficult to position a thermocouple hole exactly at the innermost location or a nearby region. This makes it harder to control the hardening process and prevent pearlite formation. Therefore, studying the process to establish effective control measures is essential for achieving the highest possible quality.
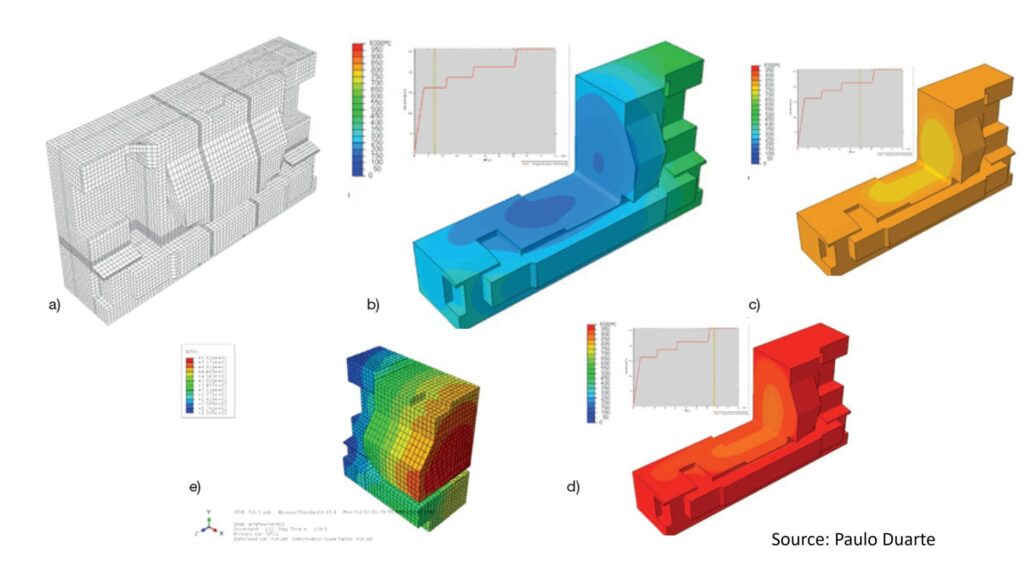
Heat treatment simulation simplifies this task by allowing the hardening process to be predicted, with thermal gradients estimated and compensated through furnace control parameter adjustments. Figure 6 presents a real case study, where the temperature distribution inside a large mold was fully characterized during the entire heat treatment cycle using FEM (Finite element method) simulation and validated through actual thermocouple measurements. FEM simulation, as a proven and highly effective technique for predicting heat treatment cycles, enables heat treaters to implement optimized, computer-supported heat treatment practices.
Figure 6. Mold temperature gradients during vacuum hardening: a) FEM mesh, b) gradients during heating at lower temperatures, c) gradients at the last pre-heating steps, and d) gradients during austenitization from Maia et al. “Study of Heating Stage of Big Dimension Steel Parts Hardening”; e) gradients during mold cooling from Pinho et al. “Modelling and Simulation of Vacuum Hardening of Tool Steels”
Vacuum Hardening Standard Block Size and Cycle Forecast
When working with loads composed of small to medium-sized parts, the core temperature of the load can be monitored using dummy standard blocks. These blocks have a central hole to accommodate the thermocouple used to control the heat treatment cycle. The dummy block should be selected to closely match the size of the largest part in the load. However, in commercial heat treatment settings, part sizes can vary widely, making it di cult to maintain a comprehensive set of dummy blocks that represents all possible heat treatment scenarios.
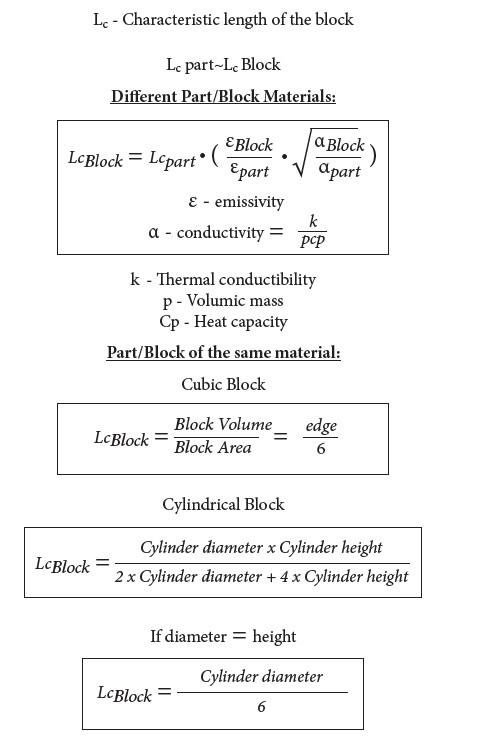
Once again, simulation proves valuable in helping heat treaters gather useful data to anticipate the heat treatment cycle and determine the appropriate range of dummy blocks to have available on the shop floor. The procedure for selecting the dummy block range and forecasting the corresponding heat treatment times is outlined in the following equations. Ideally, the standard block should be made from the same material as the largest part in the load. If the materials differ, the characteristic length of the block can be calculated using the first of the following equations.
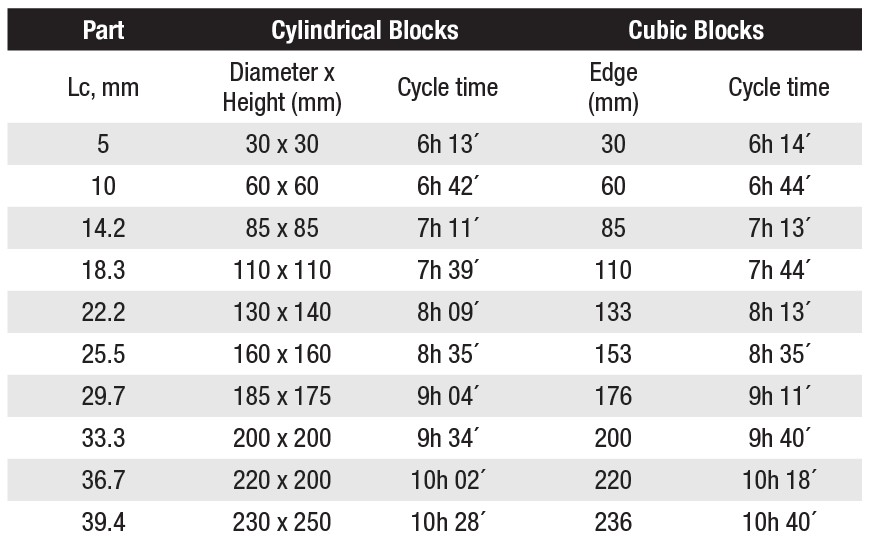
Table 1. Proposed dimensional distribution range for cubic and cylindrical
standard blocks and expected cycle times in a typical 600 x 600 x 900 mm
hardening furnace (data from Figueiredo et al., “Study of a Methodology for
Selecting Standard Blocks for Hardening Heat Treatments”)
Table 1 lists a range of proposed dummy block sizes to be used for monitoring the load temperature during heat treatment. The time to end of soaking at higher temperature is also given by Table 1 for a typical 600 x 600 x 900 mm hardening furnace. Times were obtained by FEM simulation and can be used to forecast the end of austenitization in a hardening process of each dummy block.
The simulated times were validated by using real parts temperature measurement by thermocouples. These were the calculated errors based on simulation and heat treat validation trial:
Plate Example: 20 x 300 x 200 mm
Ideal standard block: diameter or edge: 51 mm
Maximum Error — same material block:
Cylindrical: -0.2% (-0.7 min)
Cubic: -0.1% (-0.4 min)
Maximum Error — block — Stainless steel 304:
Cylindrical: +2.2% (+9.2 min)
Cubic: +1.65% (+6.9 min)
EDM Block Example: 200 x 200 x200 mm
Ideal standard block: diameter or edge: 200 mm
Maximum Error — same material block:
Cylindrical: -3.9% (-22.6 min)
Cubic: 0% (0 min)
Maximum Error — block — stainless steel 304:
Cylindrical: +17.3% (+100.3 min)
Cubic: +12.2% (+70.8 min)
Optimizing the Vacuum Hardening of Tools
Figure 7. Effect of selecting different temperature ( T)
range for starting to control the isothermal stage time. a)
T criteria and respective cycle time reduction; b) surface
mechanical properties obtained by using different T;
and c) core properties after tempering at different T
range (Miranda et al., “Heat Treatment of a AISI H11
Premium Hot-Work Tool Steel,” MSC)
FEM simulation can also be used to optimize the heat treatment process, but metallurgical testing remains crucial for providing reliable insights into safely reducing cycle time and energy consumption. Typically, for setting the isothermal stage time, a tolerance of -5°C relative to the temperature setpoint is used, leading to savings in both heat treatment duration and power consumption, as shown in Figure 7a. However, Figure 7b demonstrates that higher tolerance values (ΔT) can be considered. Tolerances of up to -10°C or even -20°C can be applied for controlling the soaking time without significantly affecting the hardness and toughness of the parts. Naturally, these results depend on the desired setpoints for the isothermal stages, but Figure 7c reflects the worst-case scenario for ΔT, referring to the use of lower austenitizing and tempering temperatures commonly applied in the hardening of hot-work tool steels.
Future Trends of Vacuum Hardening
Innovations like digitalization, automation, and resource reduction, as part of Industry 5.0 initiatives, are expected to drive advancements in heat treatment processes. Long martempering, a heat treatment under development for hardening hot-work tool steels, shows promise as an alternative to traditional quenching and tempering. This process offers a balance of high hardness and toughness in significantly less time, providing energy savings and faster turnaround.
Figure 8. New long martempering heat treatment cycle: AISI H13 premium toughness for two different long martempering temperatures (“Study of The Bainitic Transformation of H13 Premium Steel”)
New Vacuum Hardening Process — Long Martempering
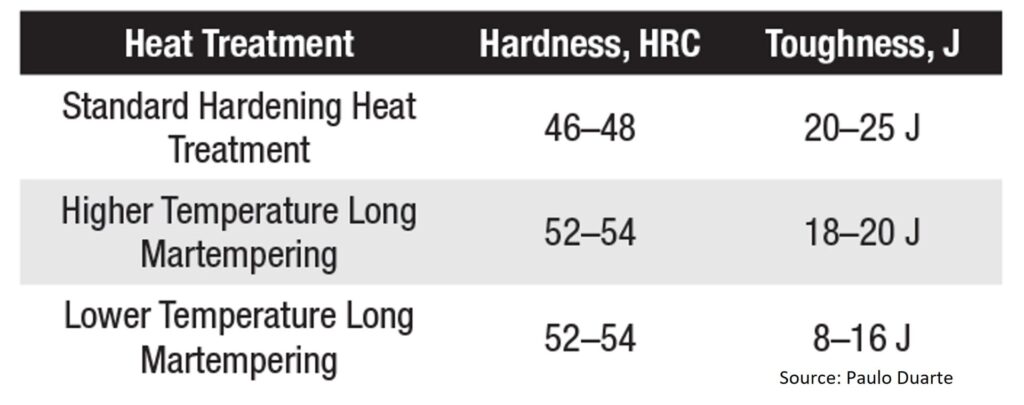
Long martempering is a heat treatment under development that can be used to harden hot-work tool steels. Long martempering is a process somewhat similar to austempering but is applied to steels rather than cast irons. Performed at temperatures within the martempering range, long martempering corresponds to an interrupted bainitic heat treatment with a specific process window (Figure 8) where high toughness is achieved at hardness levels exceeding those obtained through traditional quenching and tempering. Table 2 lists the mechanical properties attained for 5Cr hot-work premium tool steels.
The transformation during long martempering is not yet fully characterized in terms of microstructure, however, curved needles of bainitic ferrite are observed without carbide precipitation. This phenomenon is generally not associated with steel but rather with ausferrite in cast irons. Nonetheless, it is evident in at least H11 and H13 premium steel grades. This one day martempering treatment could potentially replace the traditional two- to three-day heat treatment cycle for large tools, offering significantly faster lead times and reduced energy consumption. Moreover, the mechanical properties achieved through long martempering are notable, as high levels of both hardness and toughness are obtained simultaneously, as demonstrated in Table 2.
Table 2. Mechanical properties of the new hardening process — long martempering
Industry 5.0
The integration of heat treatment equipment with management software enhances furnace utilization, quality control systems, and maintenance practices. Industry 5.0 can be implemented in heat treatment plants through the connection of databases that collect inputs from furnaces (e.g., temperature, time, pressure, heating elements, and auxiliary equipment performance) and production data (e.g., batch numbers, order details, operator information, cycle setup, and load weight). This data is analyzed by software to generate valuable insights for plant management, process optimization, predictive maintenance, and quality control.
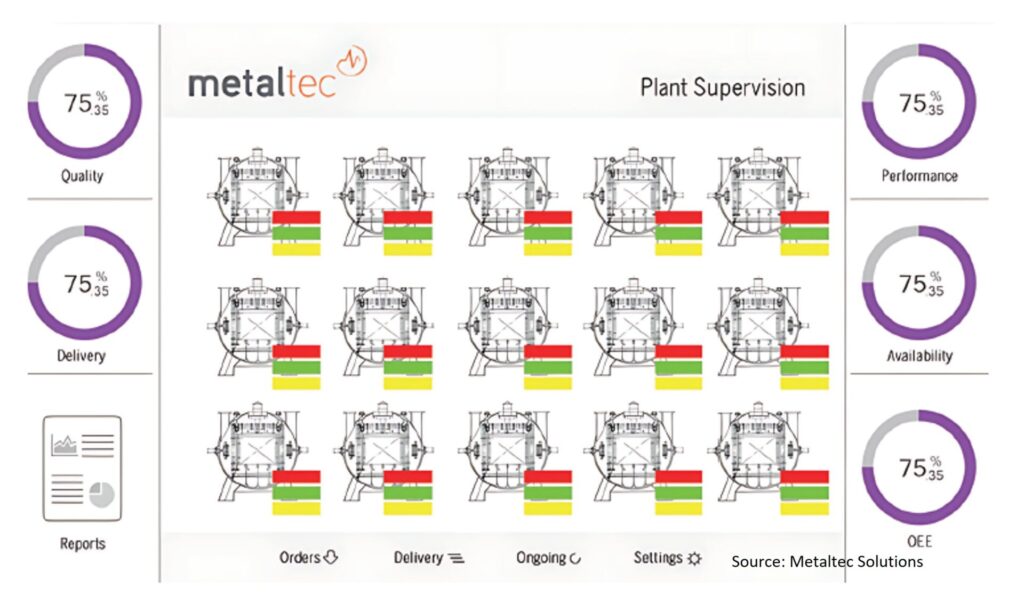
A supervision interface for a 5.0 solution can monitor furnaces and control them remotely in real time (Figure 9). Operators receive updates on tasks, alerts, and production schedules. Additionally, plant productivity, efficiency, and maintenance can be tracked through the same supervision software, whether on site or remote. Automatic reporting is also possible, enabling the approval or rejection of cycles based on criteria that are not typically used in heat treatment plants. This not only improves quality but also facilitates process optimization and cost reduction.
Conclusion
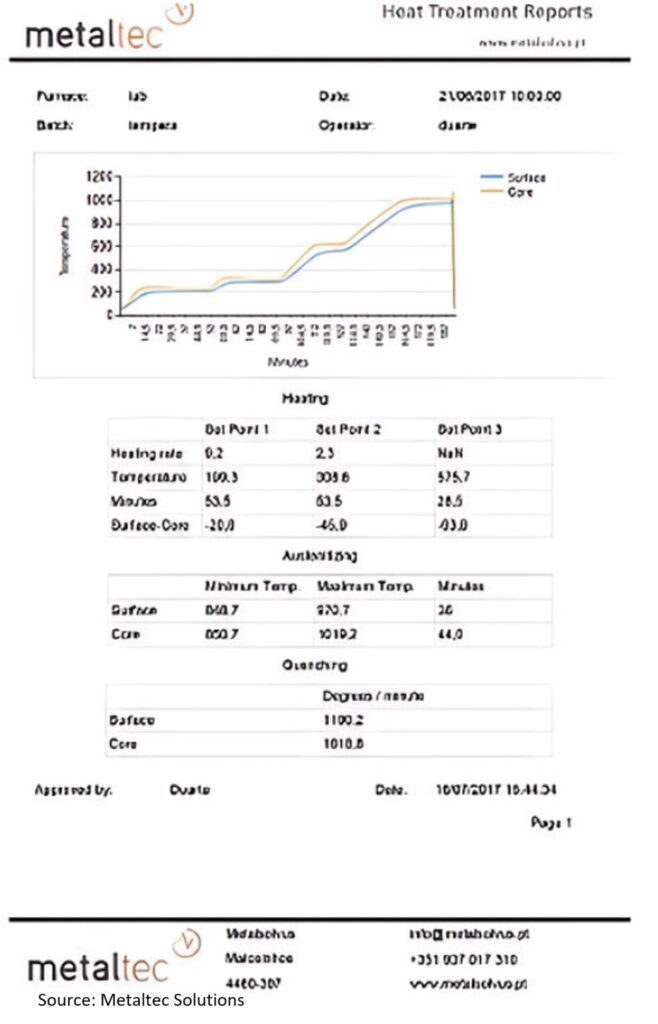
Figure 10. Heat treatment quality automatic report including automatic approval
Acquiring a full understanding of furnaces in operation through data measurement and analysis allows full control over the heat treatment process. This facilitates process development, enabling cycle optimization and improvement in part quality. Additionally, testing and simulation practices can lead to cost reduction and shorter lead times.
The introduction of long martempering and Industry 5.0 will significantly enhance heat treatment processes, leading to improved delivery times and reduced operational risks. Automation and digitalization bring more data to the shop floor, improving plant management and resulting in greater efficiency, higher quality parts, and simplified task execution.
Finally, current personnel are busy with routine operations that are based on longestablished practices and may be limiting opportunities for innovation. Therefore, new teams or external consultants can be leveraged to focus on designing, studying, testing, and implementing each new heat treatment solution.
References
Fernandes, José, Laura Ribeiro, and Paulo Duarte. “Study of the Bainitic Transformation of H13 Premium Steel.” MSC thesis, Faculty of Engineering of Oporto University, 2021.
Figueiredo, Ana, Paulo Coelho, José Marafona, and Paulo Duarte. “Study of a Methodology for Selecting Standard Blocks for Hardening Heat Treatments.” MSC thesis, Faculty of Engineering of Oporto University, 2022.
Kind & Co. “Vacuum Hardening with Highest Levels of Precision.” Accessed January 30, 2025. https://www.kind-co.de/en/company/technologies/vacuum-hardening.html.
Maia, Pedro, Paulo Coelho, José Marafona, and Paulo Duarte. “Study of Heating Stage of Big Dimensions Steel Parts Hardening.” MSC thesis, Faculty of Engineering of Oporto University, 2013.
Metaltec Solutions. “Brochure Presentation.” Accessed January 30, 2025. https://www.metalsolvus.pt/en/wp-content/uploads/2019/01/plant-supervisionbrochure-V3.pdf.
Miranda, Isabel, Laura Ribeiro, and Paulo Duarte. “Heat Treatment of AISI H11 Premium Hot-Work Tool Steel.” MSC thesis, Faculty of Engineering of Oporto University, 2024.
Pinho, José Eduardo, Gil Andrade Campos, and Paulo Duarte. “Modelling and Simulation of Vacuum Hardening of Tool Steels.” MSC thesis, Aveiro University, 2017.
Ramada. “New Hardening Furnace up to 4 Tons.” Accessed January 30, 2025. https://www.ramada.pt/pt/media/noticias/novoforno-de-tempera-vacuo—ate-4-tons-.html.
Schmetz. “Schmetz Heat Treatment Furnaces.” Accessed January 30, 2025. https://edelmetal.com.tr/en/heat-treatmentfurnaces.
Schmetz. Sketch of the Cooling Process in the Vacuum Hardening Furnace: Schmetz Commercial Proposals Drawing – Metalsolvus Training Courses Documentation.
Seco/Warwick. Vector 3D Hardening Furnace Commercial Brochure.
Solar Manufacturing. “Solar Vacuum Hardening Furnace.” Accessed January 30, 2025. https://solarmfg.com/vacuum-furnaces/horizontal-iq-vacuumfurnaces.
Wallace, J.F., W. Roberts, and E. Hakulinen. “Influence of Cooling Rate on the Microstructure and Toughness of Premium Grade H13 Die Steels.” Transactions of the 15th NADCA Congress (1989).
About the Author:
Paulo Duarte is a researcher and consultant on heat treat technologies. His education and expertise in metallurgy has culminated in several articles and patents. He was a former technical manager within bohleruddeholm group for the Portuguese market and heat treatment manager with the same group. Currently, Paulo efforts focus on helping heat treaters by providing innovative, more efficient, and profitable heat treatment services to companies.
For more information: Contact Paulo Duarte at paulo.duarte@metalsolvus.pt.
U.S. Army Receives T901 Engines for UH-60 Black Hawk Flight Testing
The U.S Army recently received two T901 engines from a global aerospace propulsion, services, and systems provider. The engines have been slated for the Improved Turbine Engine Program’s UH-60 Black Hawk integration and testing.
The T901-GE-900 was developed by GE Aerospace in response to a need from the U.S. Army for increased power and reduced fuel consumption with a design that incorporates 3D-modeling, the use of ceramic matrix composites (CMCs), and 3D-printed (additive) parts. The use of CMCs and additive manufacturing enables the engine to produce more power with less weight.
Amy Gowder President & CEO Defense & Systems GE Aerospace Source: GE Aerospace
“This delivery represents the beginning of a new era and a pivotal moment in our ongoing work with the U.S. Army,” said Amy Gowder, president and CEO, Defense & Systems at GE Aerospace. “The T901 engine will ensure warfighters will have the performance, power, and reliability necessary to maintain a significant advantage on the battlefield.”
This transaction follows the first ever ground run of an aircraft powered by a T901 engine, which took place in April, when a T-901 engine powered Sikorsky’s Future Attack Reconnaissance Aircraft (FARA) prototype, Radar X, gathering data to support the engine’s integration into the service’s UH-60 Blackhawk and AH-64 Apache.
“Our team is immensely proud to announce the latest T901 deliveries to the U.S. Army,” said Tom Champion, director of GE Aerospace’s T901 program. “At every stage, these engines have demonstrated a level of performance that will undoubtedly help meet the demands of military missions for decades to come.”
Source: GE Aerospace
The next-generation rotorcraft engines were unboxed during a ceremony at Sikorsky’s facility in West Palm Beach, Florida.
Photo: GE Aerospace T901 engines unboxed during a ceremony at Sikorsky’s West Palm Beach facility. Source: GE Aerospace
The press release is available in its original form here.
An electrically heated drop bottom furnace with a traveling quench tank and a maintenance platform has been shipped to an aerospace company for the solution heat treatmentMike Grande Vice President of Sales Wisconsin Oven Corporation Source: Wisconsin Oven Corporationof aluminum parts.
Wisconsin Oven designed the drop bottom furnace with sufficient capacity to heat 600 pounds of aluminum per load and provide a quench delay that does not exceed 5 seconds. The system also includes a slow drop speed program to be used for heating applications that do not require a quench.
“This drop bottom furnace was designed with a 5 second quench delay, and a temperature uniformity of +/- 5°F at the set points 850°F and 1,100°F. In addition, the system was tested to be in compliance with AMS2750F, Class 1 furnaces and instrumentation Type C prior to shipment from our manufacturing facility,” said Mike Grande, vice president of sales at Wisconsin Oven.
The press release is available in its original form here.
NASA has selected Elementum 3D (a developer and supplier of metal additive manufacturing (AM) advanced materials, print parameters, and services) to be one of four companies that will produce and distribute GRX-810 material under a commercial co-exclusive license. This is a material that has undergone significant post-processing heat treat research.
The 3D printable high-temperature metal superalloy material has been noted as “breakthrough technology” and will be offered to original equipment manufacturers of airplanes and rockets as well as the entire supply chain.
NASA’s goal of the licensing agreement is to accelerate the adoption of GRX-810 to benefit U.S. technologies, industry, and space exploration. The 3D printer supplier notes that engineers are eager to print with a material capable of creating lighter and thinner engine parts, reducing fuel burn, lowering operating costs, increasing durability, and lowering the tolerance for failure for critical applications.
GRX-810 is an oxide dispersion strengthened (ODS) alloy that can endure higher temperatures and stress. Its strength is derived from the dispersion of tiny particles containing oxygen atoms. The breakthrough superalloy was specifically developed for the extreme temperatures and harsh conditions of aerospace applications, including liquid rocket engine injectors, combustors, turbines, and hot-section components, capable of enduring temperatures up to 1,100°C. Compared to other alloys, GRX-810 can endure higher temperatures and stress up to 2,500 times longer. It’s also 3.5 times better at flexing before breaking and twice as resistant to oxidation damage.
Jeremy Iten
Chief Technology Officer
Elementum 3D
Source: LinkedIn
Over the past nine years, Elementum 3D has gained extensive knowledge and experience in developing, commercializing, and distributing “impossible-to-print” dispersion-strengthened materials similar to GRX-810.
“We are excited to be working with Tim Smith and NASA to bring this exceptional new alloy to the commercial market,” said Jeremy Iten, chief technology officer at Elementum 3D.
NASA’s investment in developing GRX-810 demonstrates its dedication to advancing additive manufacturing. Elementum 3D and the other co-exclusive licensees now assume the responsibility of investing the time and resources to supply the industry with a stronger, more durable superalloy.
Precise heat treating is essential to enable components to withstand space exploration. In this Technical Tuesday, Mike Grande, vice president of Sales at Wisconsin Oven Corporation, discusses the role of aluminum solution treatment and aluminum aging in heat treating space exploration components.
This column was first released in Heat Treat Today March 2024 Aerospace Heat Treatprint edition.
Contact us with your Reader Feedback!
In space exploration, the various parts, electronic components, and materials used to make the rockets, crew capsules, rovers, and other equipment, are subjected to brutal extremes of temperature, vacuum, and radiation. In order to withstand these extreme environments without failure, the parts must be manufactured to very tight tolerances and precisely heat treated. Therefore, convection heat treatment emerges as a critical process in the manufacturing of space exploration components and materials, offering tight control over temperature profiles and the microstructure of materials.
Heat treatment involves heating a material to a specific temperature, holding it at that temperature for a certain duration, and then cooling it down at a controlled rate, which can be rapid or gradual, depending on the objective. The purpose of heat treatment is to improve the material’s mechanical properties, such as strength, ductility, and toughness. Probably the most common metal used in space exploration is aluminum. It is an excellent choice for spacecraft components because it is lightweight, durable, and has excellent thermal conductivity, which is necessary for components that need to dissipate heat.
The first stage of the Falcon 9, for example, utilizes four legs used during landing. They are manufactured from an extremely light, rigid, aluminum honeycomb material that also contains carbon fiber and has a very high strength to weight ratio. Another aluminum component common in space exploration is gas transfer tubes, used to transfer gases, such as methane, between chambers in the interior of rocket propulsion systems. Additionally, there are composite overwrapped pressure vessels (COPVs), which carry compressed fuels such as hydrogen and oxygen, among other gases. These are made of an aluminum tank covered with filament-wound, resin-impregnated composite material, which forms an extremely robust structure capable of withstanding the high pressures created by compressed gases and the rigors of high-speed propulsion. For aluminum to be useful in space applications, it must be heat treated to give it the strength and durability required.
Aluminum Solution Treatment
Since aluminum has such widespread use in space exploration, aluminum heat treatment plays a central role in this industry, with solution treatment and aging being the most common heat treatments utilized. All aluminum materials that require high strength are solution heat treated, then subsequently aged, in two separate heat treat processes. The purpose of solution heat treatment is to evenly dissolve the alloys contained in the aluminum, such as manganese, magnesium, copper, zinc, and silicon, and then rapidly quench it to retain the grain structure. The aluminum alloy is heated and held at a temperature of 800°F to 1000°F (420°C to 540°C), which is just below its melting point. The aluminum is then quenched in water or a water/glycol mixture quickly (within 7 to 15 seconds) to essentially “freeze” the microstructure before the alloying elements can redistribute themselves.
Aluminum Aging
After quenching, aluminum is precipitation hardened. Also known as artificial aging, this process involves heating the aluminum at a lower temperature, typically in the range of 200°F to 400°F (93°C to 204°C) for several hours. This final process dramatically increases the hardness, yield strength, and ultimate strength of the aluminum, making it suitable for use in space applications.
A solution treatment system for processing aluminum
The above is just a sample of the many types of heat treatments for materials used in space exploration. Other examples are annealing, tempering, normalizing, and hydrogen embrittlement relief, to name a few. In conclusion, heat treatment plays a critical role in the manufacturing of parts used in space exploration and is essential to the reliability and safety of space missions.
About the Author
Mike Grande,
Vice President
of Sales,
Wisconsin Oven
Corporation
Mike Grande has a 30+ year background in the heat processing industry, including ovens, furnaces, and infrared equipment. He has a BS in mechanical engineering from University of Wisconsin-Milwaukee and received his certification as an Energy Manager (CEM) from the Association of Energy Engineers in 2009. Mike is the vice president of Sales at Wisconsin Oven Corporation.
For more information: Contact sales@wisoven.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
EcoTitanium, a European plant for recycling and refining titanium alloys for critical applications, was opened in France in 2017. It was the first plant in Europe to melt titanium with a cold hearth furnace – a technology that allows users to recycle titanium reverts coming from forging and machining castings from the aerospace supply chain.
The SECO/WARWICK Group was chosen as the main supplier of advanced vacuum metallurgy technology for this strategic European project, securing the creation of an autonomous European titanium channel.
Sławomir Tomaszewski, director of the Vacuum Melting Furnaces Team in the SECO/WARWICK Group, comments, “The innovative VAR furnace will increase the Partner’s production capacity and can respond to the increased demand for titanium in Europe. EcoTitanium has created the first integrated titanium processing plants in Europe, which opens the door to European, ecological, and innovative solutions for the aerospace industry. We are glad that our Group is part of this strategic project and that Retech and SECO/WARWICK brand solutions constitute the core of the machine park.”
Earl Good Managing Director Retech Systems, LLC Source: Retech
“For EcoTitanium, we, as Retech and SECO/WARWICK, delivered two furnaces seven years ago: a plasma furnace (PAM) for consolidation and refining of titanium scrap using plasma torches operating in an inert gas atmosphere, and a VAR arc furnace for further refining of titanium ingots obtained from the PAM furnace. The current contract is a continuation of this project. We will deliver a second VAR furnace, which will significantly increase the Partner’s processing capabilities,” said Earl Good, managing director of Retech.
The new furnace’s advantage is its perfect fit into the customer’s existing infrastructure. For safe operation, VAR furnaces require complex construction work: a bunker, an explosive tunnel, as well as a dedicated control room located outside the furnace operating area.
This system is unique because current solutions in the field of furnace safety will be implemented at the design stage. These solutions result from both the experience gained by EcoTitanium and the SECO/WARWICK Group’s experience.
Source: SECO/WARWICK
“The delivery of this new VAR furnace will help us to secure our customer’s growing needs for producing titanium in the context of unprecedented production ramp-ups. We are pleased to open this new chapter of EcoTitanium’s history with our long-term partner SECO/WARWICK. SECO/WARWICK has indeed offered us best-in-class solutions in the field of vacuum metallurgy technology, in particular with its PAM systems from its Retech brand, which allows us to use around 75% of recycled materials and to divide by up to four the CO2 emissions created by titanium melting,” says Jean-François Juéry, president of EcoTitanium.
Titanium, a transition metal with unique properties, is valued for its strength-to-weight ratio. It has comparable durability to steel but is 50% lighter, making it an attractive choice for industries looking for strength without additional weight. The aerospace industry consumes over 30% of global demand, and the chemical sector another 40%. Additionally, titanium has found use in medicine, especially in joint replacement procedures, dental implants, and electronics.
This press release is available in its original form here.
The amazing materials that are produced through additive manufacturing (AM) and 3D machining often require post-processing heat treatments before these become final components that launch into space. What are the trends of AM/3D outside our planet, and what technical resources are available to you as you make one step into this field? This original content piece from the Heat Treat Today editors will help you understand where technology stands in 2024.
Why Does AM/3D Go to Space?
Contact us with your Reader Feedback!
A broad spectrum of industries have found the appeal of additively manufactured parts, industries ranging from mining to medical and automotive to space. Much of this has to do with complexity of components that new engineering techniques require, the desire to save on material costs, and the ability to condense lead time. For some, additive manufacturing is becoming essential to the space industry; as Tobias Brune, head of the Business Unit Additive Manufacturing at TRUMPF, has commented, “With our 3D printing technology, we are driving the commercialization of the space-travel industry. If you want to be successful in the space-travel industry today, you have to use additive manufacturing.”
When should you expect this transition? Now.
In January of this year (2024), the first metal 3D printer for space was launched to the Columbus module of the International Space Station (ISS). This is a very active, integrated sense of seeing AM in the aerospace industry, and test runs with this equipment will ensue.
Flight model of 3D Metal Printer Launched on NG-20 Source: ESA
The Exploration Company in Europe plans to use 3D printers from TRUMPF (laser specialist) to print core components in engines for spacecrafts. The intent: missions in Earth’s orbit and to the moon.
Heat Treat & thermal Processing Requirements of Post-ProcessingAM
If you are going to get involved in AM, it is essential to have the right equipment. One of the most talked about equipment is hot isostatic pressing (HIP) technology. Often, heat treat operations use HIP equipment for post-process heat treating in order to get the solid part they desire. For the most part, commercial heat treaters have positioned themselves to handle the R&D required to navigate the terrain of overcoming processing challenges of new/complex parts and creating standardizations. However, privateR&D facilities and departments are also building out their capabilities to handle AM in HIP.
However, so also have vacuum furnaces been a key leader in heat treating AM components. Here, commercial heat treaters have also made moves to expand their equipment/process offerings to accommodate AM parts.
So also do atmosphere considerations need to be considered, withgasses like H2 competing trying to capture the limelight.
Continue the Exploration: AM/3D Articles for Space
Looking for an introduction to the AM/3D topic for heat treaters? Begin with this article by Animesh Bose, an engineering pioneer: “The Role Of Heat Treat in Binder Jetting AM for Metals.” The article uncovers the history of one of the most important types of AM/3D manufacturing — binder jetting AM.
Then, take a step over for an industry focus on what “heat treatments for space” look like. Mike Grande eloquently summarized the current processes needed in space in this editorial from the March 2024 Aerospace print edition. Read “The Role of Heat Treatment in Space Exploration” in the digital edition of the magazine.
In-house or commercial? This article presents critical considerations of space components — with a particular emphasis on the importance of AM/3D — when considering how to grow your processing expertise and capabilities. Several examples from the frontlines of R&D are presented by Noel Brady in his article. Read the editorial, “Thermal Processing for Space and Additive Manufacturing,” for excellent illustrations.
Finally, hone in on the topic with a case study about developments in HIP technology for space component post-processing. This article begins with context confronting issues of structural integrity, especially of complex space components, with HIP. Andrew Cassese gets to the case study towards the end of his article, “High Pressure Prepares Parts for Space.”
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
IperionX Limited and Vegas Fastener Manufacturing, LLC (Vegas Fastener) have agreed to partner to develop and manufacture titanium alloy fasteners and precision components with IperionX’s advanced titanium products.
The commercial focus of this partnership is on developing and manufacturing titanium alloy fasteners and precision components for the U.S. Army Ground Vehicle Systems Center (GVSC), which is the United States Armed Forces’ research and development facility for advanced technology in ground systems. GSVC’s research and development includes robotics, autonomy, survivability, power, mobility, intelligent systems, maneuver support and sustainment.
Additionally, the partners will design, engineer and produce titanium fasteners for critical sectors such as the aerospace, naval, oil & gas, power generation, pulp & paper and chemical sectors. These sectors demand fasteners that provide not only high strength-to-weight ratios but also exceptional corrosion resistance for high-performance applications.
Vegas Fastener, headquartered in Las Vegas, Nevada, is a global leader in the development and manufacturing of high-performance fasteners and custom machined components. Together with its allied company, PowerGen Components, Vegas Fastener serves a diverse array of customers in the defense, marine, power generation, oil & gas, nuclear, chemical, and water infrastructure sectors. Vegas Fastener develops and manufactures precision high-performance fasteners using specialized alloys to meet demanding quality specifications.
IperionX’s leading titanium technology portfolio includes high-performance near-net shape titanium products, semi-finished titanium products, spherical titanium powder for additive manufacturing and metal injection molding, and angular titanium powder for a wide range of advanced manufacturing applications. These innovative patented technologies allow for sustainability and process energy efficiencies over the traditional Kroll titanium production process.
Image above: High-performance fasteners manufactured by Vegas Fastener
This press release is available in its original form here.
Solar Atmospheres, Inc. announced their most recent acquisition, Certified Metal Craft (CMC) located in El Cajon (an East County suburb of San Diego). With nearly 55 years of serving the Southern California region, CMC and the Wiederkehr Family have established themselves as a source for heat treating and brazing services. With the addition of CMC to the Solar Family of Companies, CMC establishes Solar’s 6th nationwide location and bolsters their West Coast presence.
Derek Dennis President Solar Atmospheres California
CMC has extensive capabilities to include vacuum, aluminum, atmospheric, endothermic, salt bath and cryogenic processing and currently employs 25 dedicated employees. Servicing the aerospace, medical, and commercial markets, CMC is Nadcap-accredited and holds a long list of customer and prime approvals. Tim Wiederkehr will immediately assume the role of V.P. of Operations and report to Derek Dennis, president of Solar Atmospheres of California, Inc.
Derek Dennis states “Solar is excited to welcome the dedicated CMC team into the growing nation of Solar companies.” He adds, “Together, we will continue to grow our west coast footprint while solidifying our industry leading approach of being the ‘go-to’ choice for all heat treating & brazing needs with an unwavering commitment to honesty and integrity in all relationships.”
This press release is available in its original form here.