Additive manufacturing (AM) at a commercial scale began about 30 years ago and has expanded well beyond its original scope. As AM becomes increasingly prominent across different industries, heat treaters need to know how to handle AM parts in their shops. Learn about the history of binder jetting AM, the alloys used in this technology that require heat treatment, and what heat treaters should expect for the future.
Read why Animesh Bose of Desktop Metal thinks that binder jetting AM is only going to be used more and more in several heat treating sectors.
This article first appeared in Heat Treat Today’s December 2022 Annual Medical and Energy print edition.
Binder Jetting of Metals: Origins

Vice President of Research & Development
Desktop Metal
Source: LinkedIn
Additive manufacturing (AM) at a commercial scale began about 30 years ago and has expanded well beyond its original scope. At the beginning, rapid prototyping (RP) was the name for the burgeoning technology; it emerged in the 1990s to bridge the gap between the need for quickly produced prototypes for manufacturers, not just plastic replicas. Rapid tooling (RT) of metal tooling parts joined RP R&D at this time as the research frontier for materials engineers. The current name for these technologies stands at “additive manufacturing,” or AM, though the popular terminology is simply “3D printing.”
Polymers
Developments in polymer AM also advanced rapidly with both extrusion-based technology as well as through advancements in Digital Light Processing of photopolymers. Stratasys Ltd., an American-Israeli manufacturer of 3D printers, software, and materials for polymer additive manufacturing as well as 3D-printed parts on-demand, began using a material extrusion-based process with their FFF (fused filament fabrication) technology to print parts, patented in 1989. This worked by feeding coils of polymeric materials though a printer, which would extrude the material through a small, heated chamber where the material would pass through a small orifice to extrude – or print – in a three dimensional design. This method allowed for very fine, hair-like material to print in a precise X ,Y, and Z motion, building layer by layer. Vat polymerization was another polymer AM technology that gained traction and involved photopolymer processing. Both technologies are currently used for polymeric materials. Interestingly, both processes have been adapted and are being used for metal 3D printing.
Metal AM
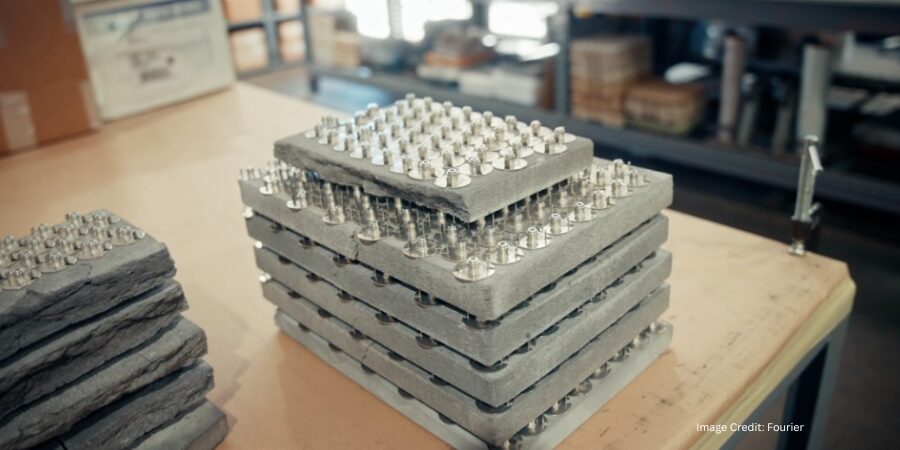
In 1993, an MIT engineering professor named Emanuel “Ely” M. Sachs – a man who could be considered the father of metal binder jetting technique – along with his colleagues from MIT patented the process of laying fluent, porous materials in layers between 50- to 100-micron thickness to form 3D parts. They were able to do this by spraying an organic binder on each layer of material where they wanted to increase the height of the part to produce a bonded layer in the selected area. This layering is repeated several times before the unbonded powder is removed immediately or after further processing.
One of the biggest advancements in metal AM happened in 2014 when GE Aviation combined multiple parts into one huge, complex design using a laser-based additive manufacturing method called direct metal laser melting. The end result was an airplane fuel nozzle made of 20 parts for the LEAP™ engine. All of AM came into the limelight, and direct metal laser melting – a melt-based technology – just took off.
But there were limitations to this laser process, the main one being cost and special powder requirements to layer and melt to form the part. The process was also technologically intensive and not fast enough for high volume production (as would be necessary for automotive or consumer good-type application).
Binder Jetting Technology
Binder jetting that had been developing in the early 2000s started to gain traction as a non-melt-based process for high volume mass production. Instead of melting the powder material, a binder is used to adhere the powder metal layers where needed. This method of printing results in a more uniform final part microstructure compared to the melt-based processes. ExOne, a binder jet 3D printing company, pursued the binder jetting technology using a license from MIT. In 2015, Desktop Metal was formed, and they focused on high volume mass production by binder jet using their Single Pass Jetting (SPJ™) technology. As binder jet gained traction, other companies entered the market (HP, GE, and Digital Metal). Desktop Metal recently acquired ExOne and efforts at developing standards for the technology are in full swing.
Heat Treating of AM Metals
Stainless Steels
There are two popular types of stainless steel for AM. The first is 17-4 PH, a precipitation-hardened stainless steel, which I like to call an “all purpose” stainless steel. When heat treated, one can achieve varying levels of strength, hardness, and elongation; and since it’s stainless steel it has a reasonable corrosion resistance. The aging treatments are already well-established – for example, H900, H1100, etc. The other popular grade is 316L, a non-heat treatable grade used in the food industry among others. Now, most stainless steels have chromium and nickel in decent amounts, so companies have developed a grade which is called “nickel-free stainless steel” for applications where people might be allergic to nickel. This class of alloy is also heat treatable. There are many more stainless steel grades that are being developed by the binder jet process.
Low Alloy Steels
Many low alloy steels are used in AM. For example, 4140 and 4340 have various, small amounts of alloying elements. These low alloy steels also need to be heat treated.
Tool Steels
Again, most tool steels are heat treatable. One of the most popular grades is H13; it is a tool steel that is heat treatable and can achieve fairly high hardness. It’s used for dies and other types of tooling.
Then, there is a category of tool steels known as A2 and D2; those are steels in which the strength can be changed through heat treatment.
Metal Alloys with Binder Jetting
There are also non-steel alloys that are used in binder jetting and require heat treatment. One example is nickel-based alloys, which fall in the broad category of super alloys. With some of these alloys, a heat treater would solutionize the part by taking it to a high temperature (950-1000°C), hold it for 60 minutes, and then quench in water, high pressure gas, or (in some instances) in air. The part then undergoes an aging treatment for several hours, depending on part thickness.
Additionally, there is a class of copper alloys with small amounts of zirconium and chromium that is heat treatable. These alloys have lower thermal and electrical conductivity compared to pure copper but have an advantage of higher strength and hardness over pure copper, which is very soft and malleable. For example, in applications that require additional strength and hardness compared to copper, the copper zirconium-chromium-based alloys may be appropriate since their strength and hardness can be increased by heat treatment.
This is just an introduction to the many alloys that have been used in binder jetting that need heat treatment.
Future of Binder Jet and Heat Treat
While heat treaters know about AM in the medical and aerospace industries, AM will likely gain more traction in the automotive industry. Presently, these are relatively small parts, but you will begin to see larger components coming from AM; one of the things to be aware of is that AM can create organic shapes, including all kinds of twisted and complex metal geometries. To ensure that these organic shapes do not distort or droop, larger parts must be well-supported. The development of a software known as Live Sinter™ by Desktop Metal offers the possibility of negatively distorting a complex shaped part (in the green state) so that after sintering, the part shrinks and distorts to eventually provide the desired complex shape at the end. This allows for the possibility of sintering parts either with minimal or without any support structures.
Heat treaters can also anticipate high volume AM production. This is one of the major focuses for binder jet engineers – to reduce costs for most automotive parts – as it will make AM very appealing to this cost-conscious industry.
Finally, optimizing sintering processes and related equipment for AM parts will result in meeting the production demands of the industry, and this will lead to AM parts being seen in heat treat shops more regularly. It would not be a stretch to consider (since there are heat treatments where gas atmosphere quenching at high pressures is possible), that the complete heat treatment cycle may be performed in the same furnace.
About the Author: Animesh Bose is the vice president of Research & Development at Desktop Metal, where he is responsible for building out the company’s palette of materials that can be used to print quality parts. He has been involved in the area of powder metallurgy and particulate materials (PM) for more than thirty years.
For more information: Contact Animesh at animeshbose53@gmail.com