Rethinking On-Site Hydrogen for Flexible Control, 2 Case Studies
What if durable hydrogen production design was approached from the standpoint of optimizing data analysis and controls management? When addressed as such, onsite generation can simplify deployment, reduce upfront integration risk, and enable flexible scaling for applications ranging from backup power to industrial processing. Anya Bharadwaj, product manager at Fourier Earth, examines how two North American heat treating operations — one induction, the other sintering — have leveraged software-defined modularized hydrogen to capture these advantages.
This informative piece was first released in Heat Treat Today’s April 2026 Annual Induction Heating & Melting print edition.
In the high-stakes world of advanced manufacturing, the atmosphere inside a furnace is as critical as the temperature. For decades, manufacturers have been tethered to a legacy, delivery-based model for their hydrogen supply. This energy ecosystem is increasingly showing its age, plagued by hazardous storage conditions, supply chain shocks, and logistical costs that can balloon to 7–10x the actual production costs.
Recent changes in modular electrolyzer technology challenge the delivery-based hydrogen model by enabling on-site generation directly at industrial facilities. One such approach seeks to reimagine energy distribution and storage — when, and how it is needed most. Two case studies illustrate how intelligent, software-defined systems improve reliability, reduce logistical risk, and better align supply with real-time process demand.
Achieving Scalability with PEM Electrolyzers
This system utilizes Proton Exchange Membrane (PEM) electrolyzers to split water into hydrogen and oxygen by applying electricity across a solid polymer electrolyte membrane. Water is fed to the anode side, where oxygen is ionized into positively charged ions (protons) and negatively charged ions (electrons). The protons pass through the membrane while electrons travel through an external circuit (creating the electrical loop). The protons recombine at the cathode to form hydrogen gas.
PEM systems are well-suited for dynamic operations because they respond quickly to changes in power input, operate at relatively high current densities, and produce high-purity hydrogen without requiring a separate gas purification step.

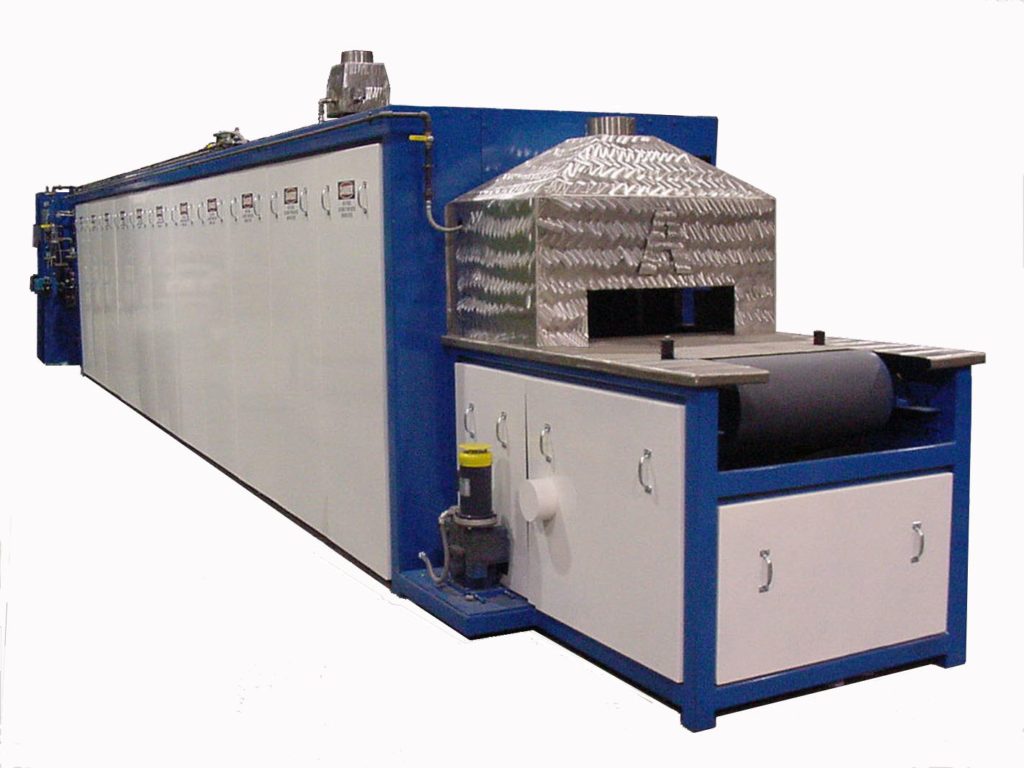
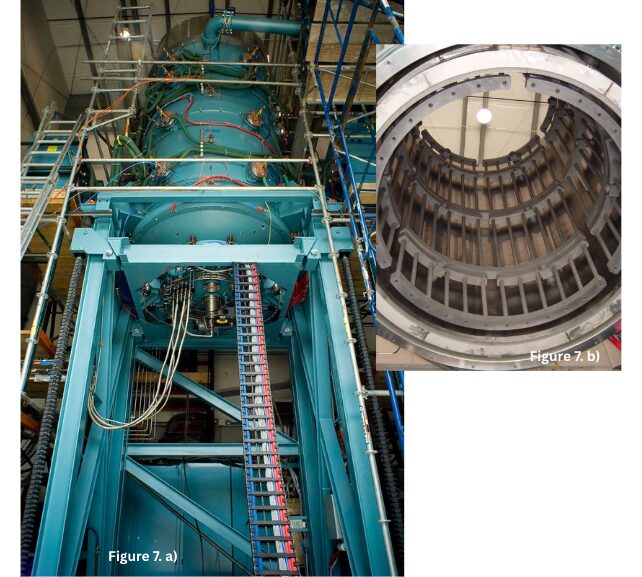
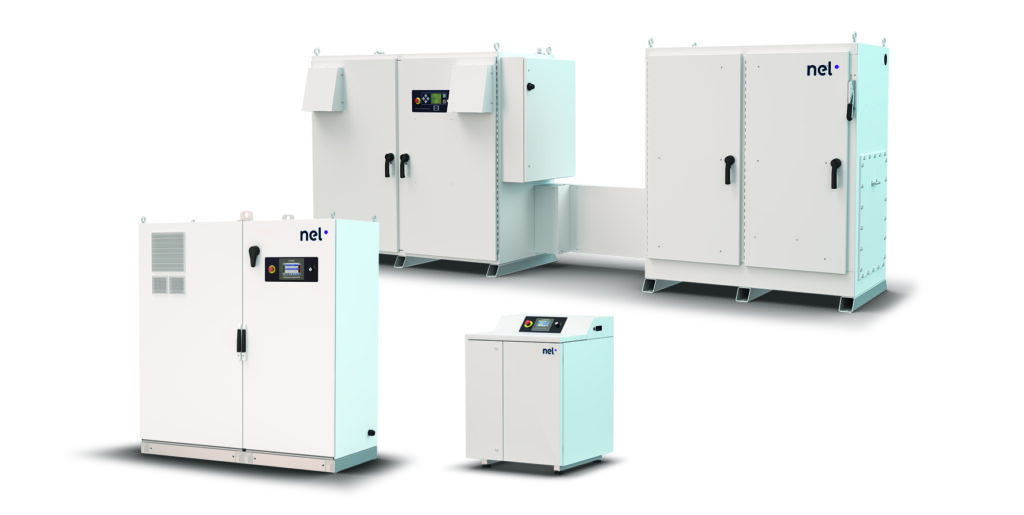
Unlike large, monolithic MW-scale electrolyzers that are complex to integrate and difficult to optimize, PEM stacks can be designed in modular units (Figure 2). Electrolyzer efficiency does not inherently improve with size, so instead of scaling up into single massive systems, the design is scaled out — splitting capacity across many smaller modules without sacrificing performance. Modularization improves lifetime and efficiency since each stack can operate at its optimal temperature, pressure, and current density.
In this architecture, variables in hydrogen production across hundreds or thousands of stacks need to be controlled and optimized. Fourier’s software-defined energy system materialized from seeing hydrogen production as a data and controls problem first and foremost. This hardware-software feedback loop combines machine learning and modular hardware to monitor and control such variables as temperature, pressure, and density.
While on-site hydrogen generation overcomes centralized hydrogen production challenges, seamless integration requires a system that functions as a distributed, intelligent energy resource. The modular architecture is driven by advanced algorithms that optimize performance in real-time, constantly adjusting to deliver peak efficiency and reliability. For modern heat treat operations, this is a crucial step to overcome the technical and commercial barriers due to transportation challenges and volatile industrial gas pricing.
Case Study 1: The Heat Treatment Facility
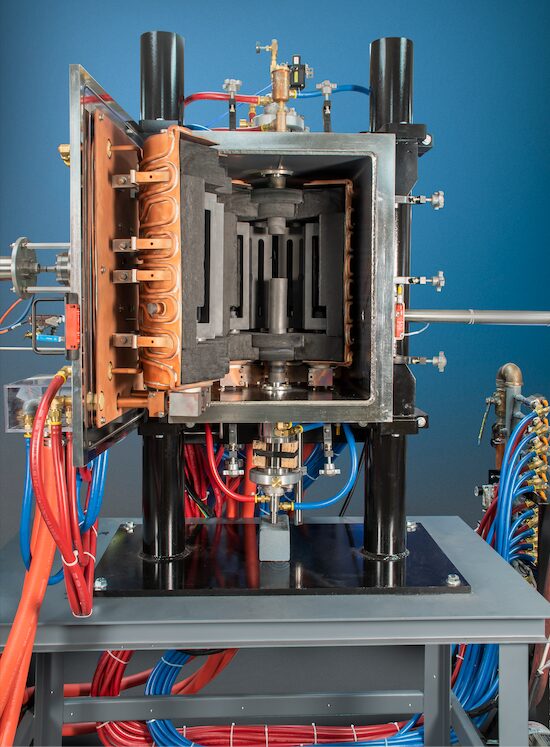
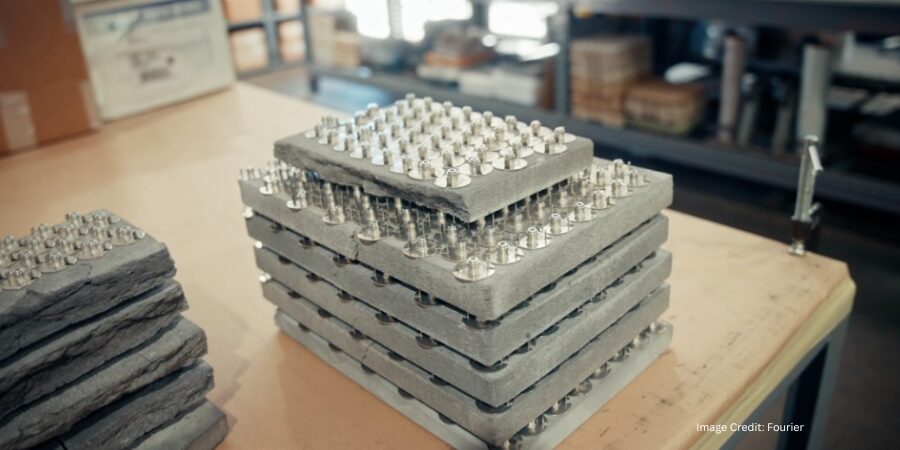
The primary objective of the first pilot deployment at an induction heat treatment facility in Southern California was to generate a supply that matched the rigorous reliability and purity requirements of their brazing process. For high value components being induction brazed, hydrogen removes surface oxides from metals, preventing oxidation and improving the quality of the heated workpiece. Any supply interruption or purity dip can compromise their integrity.
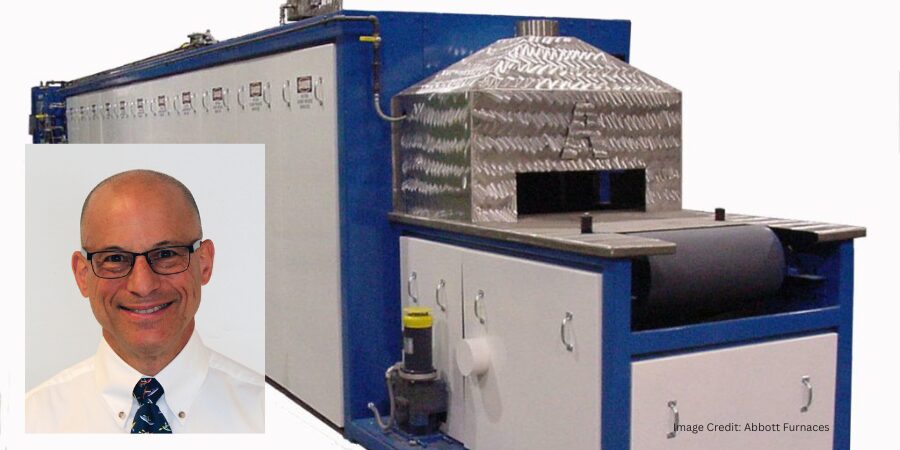
In September 2025, the first modular electrolyzer unit was deployed (Figure 1). The integration process involved:
- Direct connectivity: The unit co-located at the site and connected directly to the existing electric panel and water supply.
- Zero-disruption tie-in: The system integrated directly into the facility’s existing hydrogen manifold, essentially replacing the delivery truck with a continuous on-site stream.
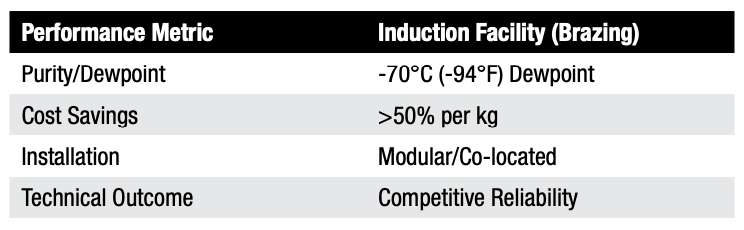
- Technical excellence: Over a four-week pilot, the system met stringent specs — a -70°C (-94°F) dewpoint and 60 PSI pressure — supplying hydrogen for two brazing furnaces.
During the pilot, hydrogen quality was monitored through continuous dew point and pressure sensing, with all data aggregated into a central dashboard to track moisture levels, delivery stability, and overall system performance in real time. Dew point served as a critical indicator of gas dryness, since excess moisture would directly increase oxidation risk at high-temperature induction heating. Pressure monitoring ensured steady flow and confirmed system integrity throughout each run.
Although a formal gas chromatography was not conducted during the pilot, purity was validated through application-level outcomes. Each treated batch of metal was inspected post-processing, and clean, bright surfaces were consistently observed without scale, pitting, or discoloration. Because hydrogen acts as a reducing atmosphere, even minor deviations in moisture or composition would quickly appear as visible defects. This aligned with stable sensor data and consistent operating conditions. This real-world validation is commercially meaningful: in induction heating, surface quality directly affects downstream machining, coating adhesion, and yield. Demonstrating repeatable, oxide-free results confirms both technical robustness and economic value under actual production conditions.
The successful proof-of-concept achieved industrial-grade performance and reduced costs by more than 50% on a dollar-per-kilogram basis compared to what the client was paying under the existing hydrogen contract.
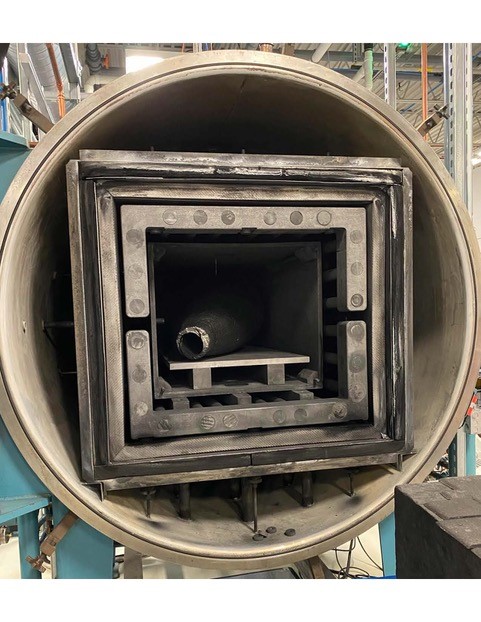
Case Study 2: Compax, Inc.

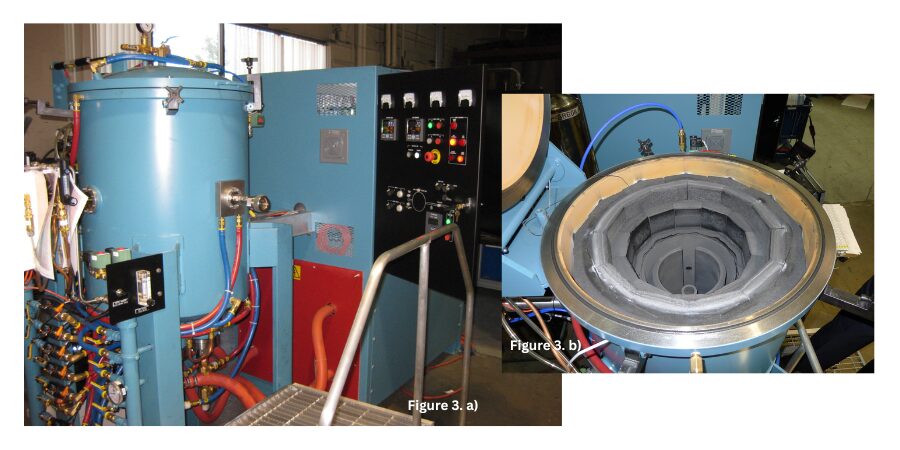
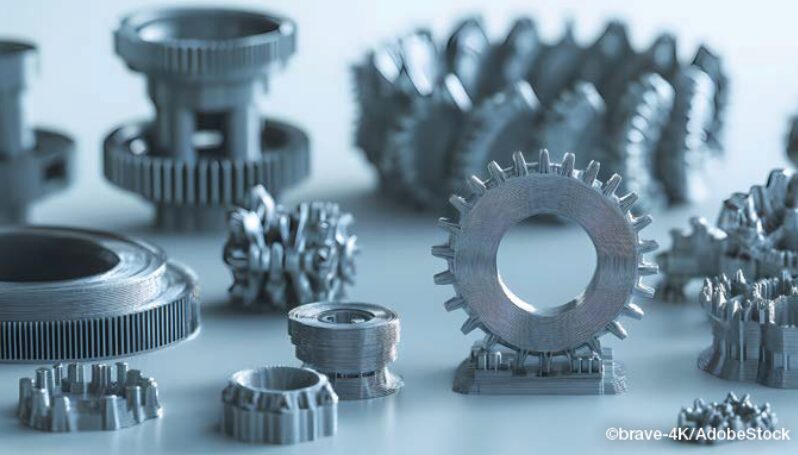
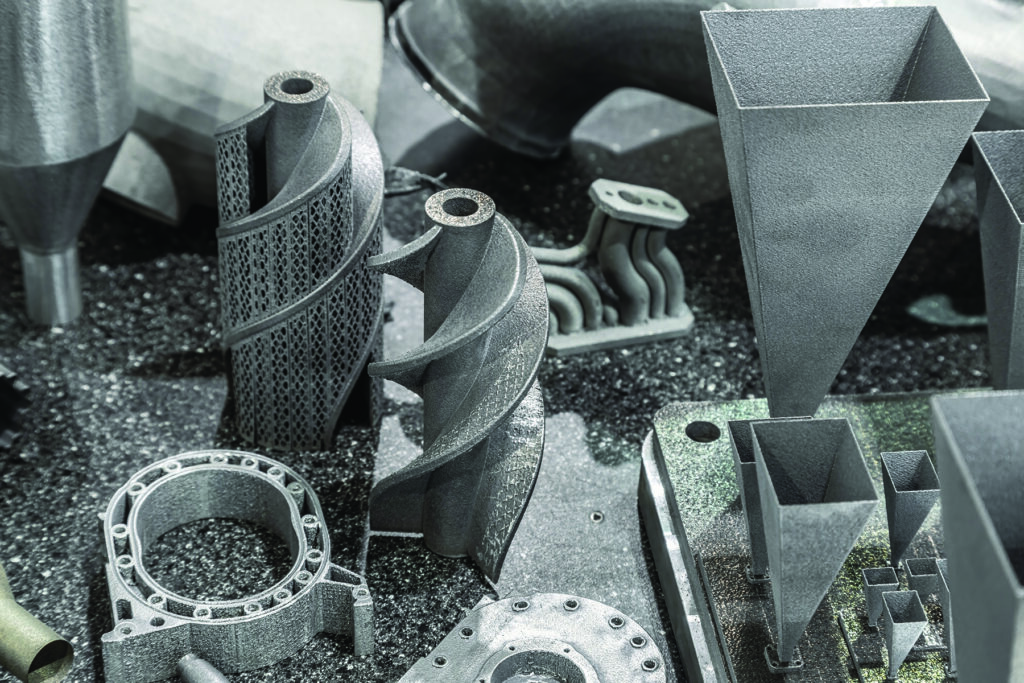
For the second pilot development at Compax, Inc., a leader in powdered metal manufacturing located in Southern California, the challenge centered on sintering. Compax uses hydrogen to eliminate oxygen during the heat treating process (Figure 3). The facility faced frequent price hikes and the looming threat of supply disruptions that could halt their belt sintering furnaces, a risk the company sought to eliminate.
The pilot deployment at Compax in November 2025 further proved the scalability of the design — modular units inspired by the data center world, easily configured to specific site needs. The integration process involved:
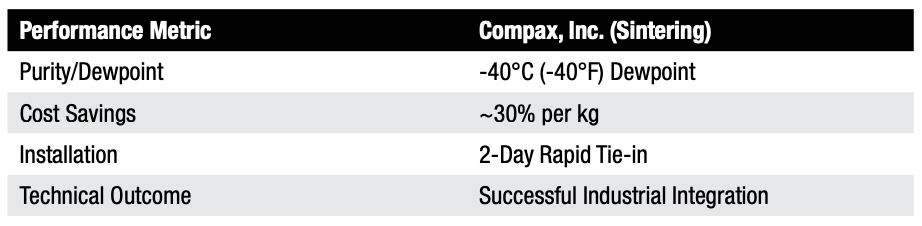
- Rapid deployment: Within just two days, the team fully brought the system online in Compax’s utility infrastructure.
- Tailored performance: The system delivered a flowrate of 255 SCFH at a -40°C (-40°F) dewpoint and 10 PSI, precisely optimized for the powdered metal sintering process.
- Operational control: According to Earl Johnson, CEO of Compax, the system “reliably produced hydrogen…without the hassle of transportation,” adding that it provided much needed “flexibility against frequent increases in industrial gas prices.”
Implications for Industrial Heat Treating
Both pilots achieved a structural advantage by removing logistical constraints, proving that this type of software-enabled hydrogen generation is a viable, cost-effective solution for industrial decarbonization.
By shifting from a centralized commodity model to a distributed, intelligent energy resource, manufacturers gain more than cheaper gas; they gain independence from hydrogen delivery. As the heat treat industry faces increasing pressure to decarbonize while maintaining razor-thin margins, modular, data-driven approaches offer a practical solution, lowering local emissions and ensuring on-demand production.
About The Author:

Product Manager
Fourier Earth
Anya Bharadwaj is a product manager at Fourier Earth, where she leads product strategy and go-to-market for modular hydrogen electrolyzer systems. Her work focuses on identifying new market opportunities and deploying hydrogen technologies for long-duration energy storage and industrial decarbonization. She holds an MBA from Stanford Graduate School of Business and previously worked in energy investment.
For more information: Contact Anya Bharadwaj at anya@fourier.earth.

Rethinking On-Site Hydrogen for Flexible Control, 2 Case Studies Read More »