CFC Fixturing — Sustainability Through Efficiency
Carbon fiber-reinforced carbon (CFC) fixtures significantly enhance sustainability in heat treatment by reducing material usage, lowering energy consumption, and enabling higher part loading with improved process efficiency. In this Technical Tuesday installment, Dr. Jorg Demmel, founder, owner, and president of High Temperature Concept, highlights how CFC delivers high dimensional stability, reduced distortion, and longer fixture life, resulting in better product quality, lower costs, and more ergonomic operations.
This informative piece was first released in Heat Treat Today’s May 2026 Sustainable Heat Treat Technologies print edition.
Introduction
Sustainability in industrial manufacturing is commonly defined as the ability to meet and present environmental, social, and economic needs without compromising those of future generations. Leveraging over 30 years of industry experience, the following article examines the role of carbon fiber-reinforced carbon (CFC) fixtures in heat treatment applications, including their impact on sustainability through increased efficiency, resource utilization, and performance.
This article expands on a previous two-part discussion of CFC fixtures (Heat Treat Today November 2022, March 2023) to focus on the main advantages of CFCs through a sustainability lens.
CFC Compared to Other High-Temperature Materials
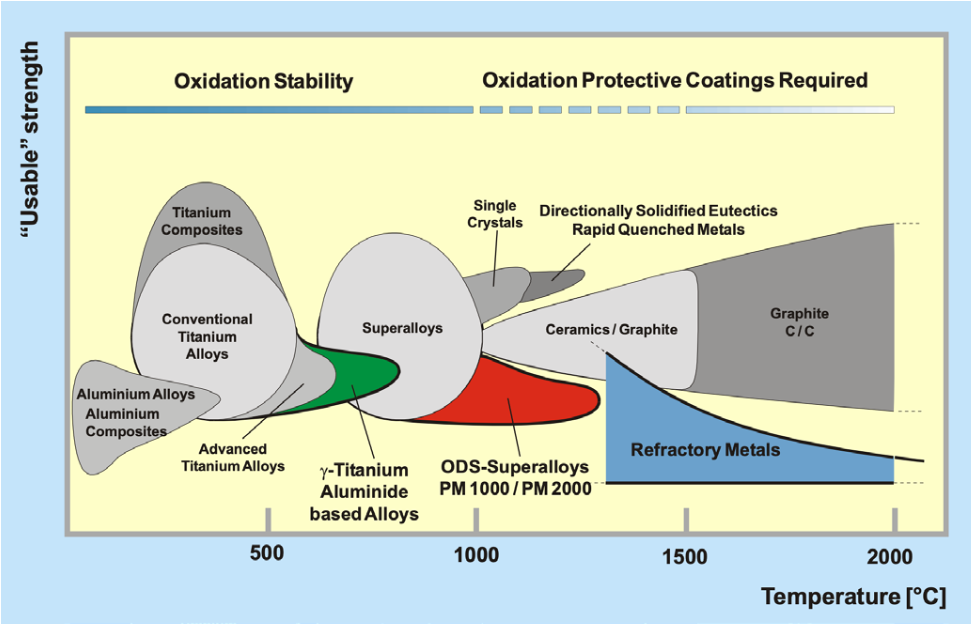
Figure 1 shows useable strength of high-temperature materials over temperature. From aluminum and aluminum alloys at the bottom left up to C/C (CFC), graphite and CFCs reach the highest “usable” strength of all materials at temperatures up to around 2000°C and higher.
Are CFC Fixtures Sustainable and Efficient?
Sustainability in the economical sense means using fewer resources per unit of output. This definition is directly related to efforts to increase efficiency across heat treatment processes.
To begin, it’s necessary to define heat treatment furnace fixtures and their main functions. Fixtures can be defined as follows (Demmel 2002):
- Fixtures are manufacturing aids that are attached to workpieces and directly related to the work process. They serve to position and hold the workpieces.
- They serve to bring workpieces into a working-ready position: to position them quickly, accurately, and as automatically as possible, and to hold and/or guide them in this position.
The main functions of CFC fixtures include:
- Force absorption and transmission: the weight of the workpieces as well as the handling and transportation forces.
- Defining interfaces: position/fastening of the fixture structure, connecting base grid, moving base and entire structure, position and locating the workpieces, support and limitation to the furnace, and ergonomics/weight for staff.
- Influence on heat treatment result: Good flowability through the fixture, good heating/cooling, no influence on atmosphere/media, no other interaction with workpieces as intended.
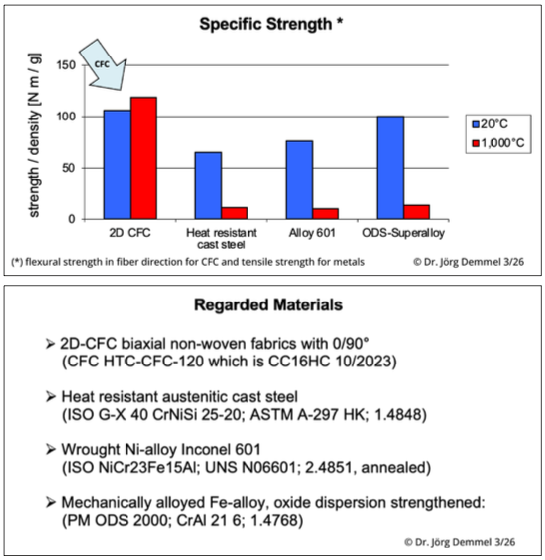
Figure 2 shows the “specific strength” defined as strength per density of four heat treatment fixture materials.
It can be observed that, especially at high temperatures greater than 1000°C (1832°F), the strength of CFC is 9 to 12 times greater than metal counterparts. This indicates that CFC fixtures need much less material to hold the same workpieces. In practice, fixture volume could be reduced up to 95% with certain high-end CFC, a drastic improvement in material savings.
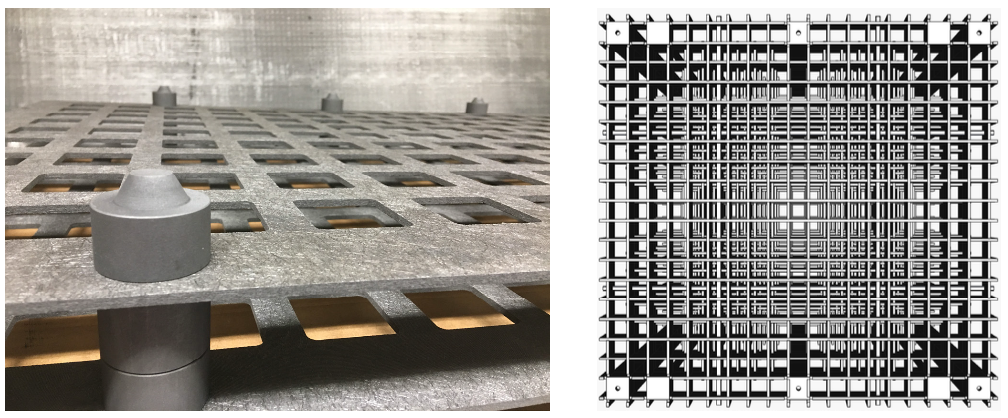
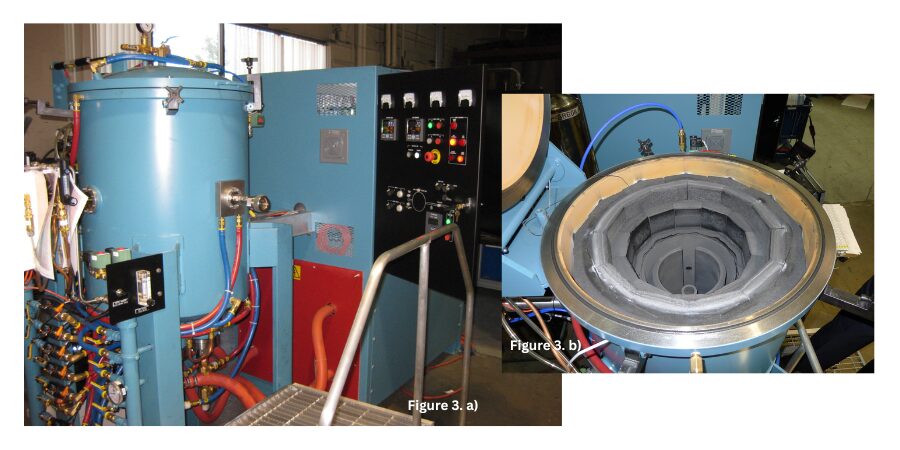
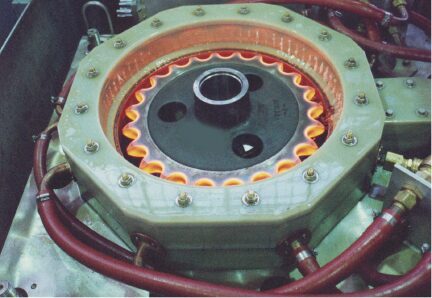
This effect for heat treatment fixtures is illustrated in Figure 3. It shows on the left a monolithic CFC tray for nitrocarburizing gear parts. The CFC plates are only around 5 mm (.5 in) thick, a width unachievable with steel or other metal alloys. Figure 3b is a top view “through” a four-level CFC rack with dimensions in length and width of 1,200 x 1,200 mm (47.2 x 47.2 in) for a net load of 1,340 kg (2,954 lb.) at maximum sintering vacuum process temperatures 1400°C (2552°F). Such an open design for best gas and heat transfer through the rack is impossible with racks made of steel or metal. The grid height used for that requirement is 60 mm (2.36 in).
Less fixture material usage means less energy consumption for the fixture and therefore a reduced pollution of the environment. Testing has shown that energy savings are around 60 to 80% for the fixture itself.

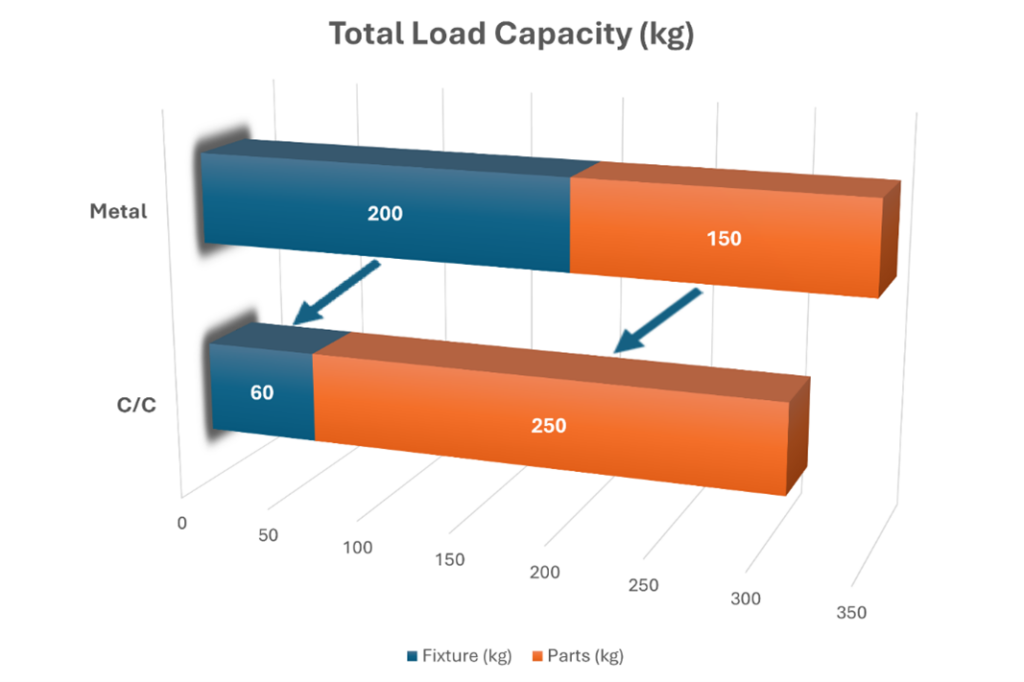
One of the most significant economic benefits of CFC fixtures compared to steel fixtures is the increase of part loading for each fixture of up to 100%. Figure 4 shows this comparison in racking heat exchangers for vacuum brazing at around 1120°C (2048°F). By using CFC fixtures with dimensions of 2,000 x 1,000 x 1,000 mm (78.74 x 39.37 x 39.37 in) for a total weight of up to 3,000 kg (6,614 lb.), furnace capacity roughly doubled. Additional results included:
- Reduced fixture weight by 50%
- Improved handling
- Enhanced product quality
- Reduced part costs by 15%
- Reduced process time by 20%
- Profitable in less than 1 year

Another relevant application is in the case of oil quenching Allen keys at 870°C (1598°F) (Figure 5). In this process use case, casted steel baskets had been used. When CFC tray replaced these fixtures, an average 70% net load increase was realized. Additional results included:
- Enhanced product quality — 90% less part distortion
- Improved loading/unloading parts handling
- Reduced part costs
- Profitable within 1.5 years
CFC fixtures offer high dimensional stability and retain their shape cycle after cycle. Parts loaded on CFC fixturing tend to have less distortion after processing. Therefore, very low dimensional change or distortion is the target for the heat treatment of parts like turbine blades, engine castings, engine stator rings, gear and transmission parts, and ceramic brake discs in the aerospace industry. Eliminating risks (e.g., decarburization, oxidation, and alpha case) is also critical.

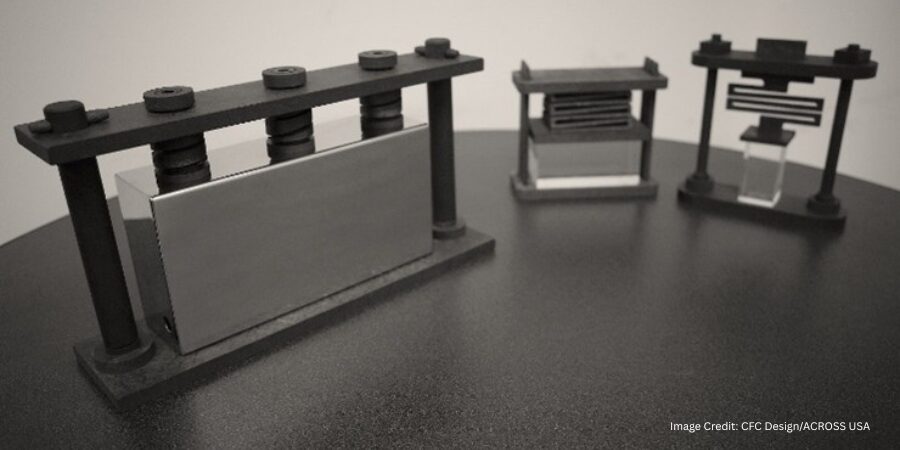
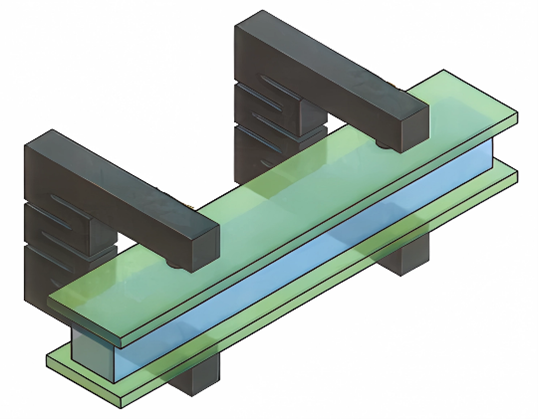
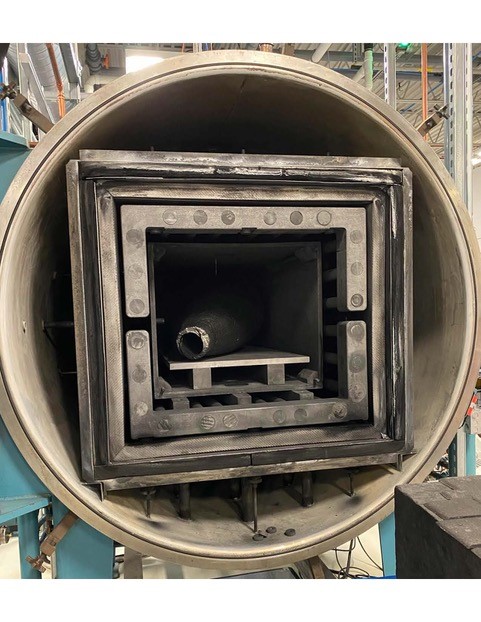
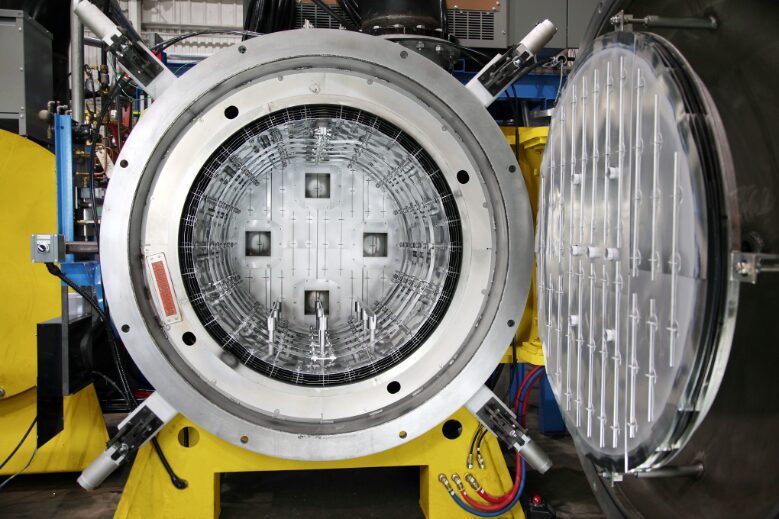
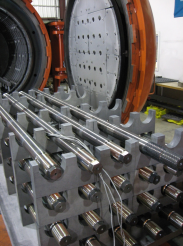
A third successful application is for hot isostatic pressing (HIPing) aerospace components. The first CFC custom fixture for HIPing titanium blades was built to reduce part distortion, hard machining, and rework (Figure 6). The fixture design is modular with high rigidity and high vertical openness to create a uniform heat transfer and argon gas flow and pressure. One special feature was the near net shape form of the grids, which conformed to the exact form of workpieces.
Conclusion
All three applications — brazing heat exchangers, annealing hand tools, and HIPing turbine blades — show that the higher the product quality and accuracy through a higher form and dimensional stability of the fixture and the workpieces, the more uniform the heat treatment process, allowing for less distortion and less rework of the parts. Avoiding the number one pitfall for heat treaters — inconsistent mechanical properties (Van Dyke 2025) — means realizing consistent mechanical part properties like hardness or toughness.
The use cases in this article show that the handling of the fixture and components in it (e.g., grids, trays, or posts) could be improved. Due to the light weight of CFC and a better design of the fixture itself, a more ergonomic fixture design helps reduce workload for employees. This is a social aspect, in that it improves the overall health of the employees.
Another important aspect to consider when investing in CFC is that these fixtures have very low and even zero CTE value (coefficient of thermal expansion) compared to all metal alternatives.
Because CFC is chemically inert in vacuum or protective atmospheres, has an excellent thermal shock resistance, and does not grow, creep, or age like metals, CFC fixtures run with more accuracy and stability in form and dimensions over many years, resulting in longer fixture life cycles (up to > 5 times). These characteristics make automatic workpiece and fixture handling possible (see use case in Tivnan 2026), resulting in better performance, higher savings, and more ergonomic workplaces for employees.
References
Deutsches Institut für Normung (DIN). 2017. Heat Treatment of Ferrous Materials—Terms and Definitions of Atmospheres. DIN 6300. Berlin: DIN.
Demmel, J. 2002. Material Scientific Aspects of the Development of New Fixtures for High Temperature Processes Made of Fiber-Composite Ceramics C/C and Other High Temperature Materials. Dissertation, Technical University Mining Academy Freiberg, Germany.
Verein Deutscher Ingenieure (VDI). 2019. Heat Treatment of Metallic Materials—Terms and Definitions of Atmospheres. VDI 6032. Düsseldorf: VDI.
Schröder, Johannes H. 2002. “New Application Possibilities for Dispersion-Strengthened Materials.” Paper presented at seminar Trends in High Temperature Processes, organized by J. Demmel, Fraunhofer Technology Development Group, Stuttgart, March 15.
Tivnan, Chris. “Optimized Heat Treat Results Start with Optimized Cleaning.” Heat Treat Today, April 2026.
Van Dyke, Ryan. 2025. “5 Heat Treating Pitfalls — And How to Avoid Them.” Heat Treat Today, July 2025.
About The Author:

Founder, Owner, and President
High Temperature Concept
Dr. Jorg Demmel is the founder, owner, and president of High Temperature Concept. He received his Ph.D. in Engineering with a concentration in CFC fixtures, worked as a research associate at the Fraunhofer Society, and held various senior positions at Volkswagen before moving to the U.S. in 2018.
For more information: Contact Jorg Demmel at info@cfcfixtures.com.

CFC Fixturing — Sustainability Through Efficiency Read More »