Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review more of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these five summaries of the second half of the Combustion Corner columns. To view each installment, click the blue heading below.
Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?
Reducing natural gas consumption is not the only way heat treaters can save money. Verifying internal furnace pressure, rebuilding door jams, and taking the time to consider if excess air is reducing combustion efficiency are all as good as cashing a check. Maintaining a consistently uniform furnace temperature saves more money than the energy conserved from using less fuel.
"To not invest money on worthwhile projects makes as much sense as not depositing your paycheck."
The biggest question mark in a heat treater’s mind is often, “What will natural gas prices be in the future?” Since we cannot know the answer to that question, what are some things heat treaters can do to prepare for unpredictable natural gas prices? Burner recuperation, using the waste heating exiting the furnace to preheat combustion air, is a tried-and-true method for reducing consumption. Before trying burner recuperation, the following questions need to be asked: How much will it cost? How much can be saved? Can the existing furnace accept the higher flame temperatures?
In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market:
40% of the electricity in the U.S. is generated using natural gas.
U.S production of natural gas was at al all-time high in 2021 and is rising. The U.S. is the largest producer of natural gas in the world.
With these two facts in mind, John postulates that the U.S. can be sure of a reliable supply of natural gas in the future, but, given the price differential between European and U.S. markets, American heat treaters are likely to see an increase in price per mmBTU.
Saving money is the same as making money. Adjusting the oxygen levels of flue products measured with a handheld combustion analyzer to operate at an optimal percentage may yield more savings than you think. Reducing a non-recuperated burner from 6% oxygen to 3% oxygen garners $17,792 extra a year for the heat treater. A quick solution with a hefty payback rate.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
What makes the North American heat treat industry of 2022 what it is? As with any industry, the heat treating world is made up of the people who now inhabit it and the people who paved the way for them. Let’s take a moment to think about the past and what we owe to the industry giants, those trailblazers who have guided so many. In that spirit, enjoy the life stories of these three Heat TreatLegendsfromHeat TreatToday'sSeptember 2022print edition. After all, the industry is only as good as the people in it.
To listen to the life stories onHeat TreatRadio, click the section headings below.
Lost patents, risking a million dollars, and unleashing an entrepreneurial spirit he didn’t know he had. These are just a few things that characterized Bill Jones’ life.
Contact us with your Reader Feedback!
“First, you want to do something that you’re happy doing . . . Then, you must be properly prepared for it. You must have enough education to go forward.” So says Bill Jones, CEO of Solar Atmospheres Group of Companies. A self-proclaimed “technocrat,” Bill remembers being interested in technology from an early age. Technology was the “something” Bill was happy doing.
Throughout Bill’s career, his love of technology often led his peers to complain, “You know, Bill, you’re always interested in technology, and you’re not interested in whether you’re making money or losing money.” The complainers may have been right about Bill’s interests, but they were wrong about how much his love of technology would hinder his ability to make money. Today, Bill and his wife Myrt are the sole owners of four successful, family-owned heat treat companies based in North America: Solar Atmospheres, Solar Manufacturing, Magnetic Specialties, and Vacuum Furnace Systems.
"There is nothing that beats hard work and dedication to what you are trying to do." - William Jones
How did Bill go from being simply a technocrat to the owner of multiple businesses? Bill’s answer: work ethic and education. There is no substitute for being willing to put in more than 40 hours a week and to dedicate yourself to your work. But, Bill says, education is also a must: “We, as practical people in the heat treat industry, tend to pooh-pooh education,” and “[the] basis of what we do comes from chemistry. Metallurgy grew out of chemistry. If you don’t have a decent educational background, then you don’t know the basis of where we came from because that’s the basis of where we’re going.”
Armed with his education and his work ethic, Bill began his journey into the world of technology by working with dew point analyzers. At the time, there was no way to continuously monitor dew point or moisture, and Bill’s first project was to produce a dew point analyzer that could measure one to two parts per million. From measuring dew point, Bill moved on to measuring temperature, and this was his introduction into the furnace industry. In 1963, Bill began a career at Abar, where he used his experience designing optical pyrometers to produce thermocouples that could be used at above 4000°F.
At Abar, Bill worked as the equivalent of a chief engineer on a project that he would later characterize as one of the greatest accomplishments of his life: designing a vacuum furnace with a horizontal ring hot zone. When the new furnace started up for the first time, Bill saw what a ring hot zone could do. Bill still remembers the experience: “When I tested that first round hot zone, I did it by myself at night in a plant where I was the only one there. We had a big sight glass in the front of the furnace, and I could see the entire hot zone, the heating element, the heat shield, the ring and so forth, and I was able to measure the temperature and it was [like] ‘WOW. This thing works!’”
True to his technocrat identity, Bill views this furnace as his greatest accomplishment, not the success of starting his own companies. Along with the development of this furnace, Bill helped to develop the graphite hot zone, which later replaced the metal hot zones at Abar. With graphite hot zones, riveting was unnecessary, and the elements could be bolted together with graphite screws and nuts. One of Bill’s greatest regrets in life was not patenting the horizontal ring furnace. “We should have,” Bill says, “but we didn’t know what we had, honestly, and then it got out into the fi eld anyway and we couldn’t patent it.”
Lost patents, however, did not get in Bill’s way. Bill is also proud of the car bottom furnaces built at Solar’s Hermitage location in Western Pennsylvania. Bill remembers the weekly design meetings and running the furnace for the first time. The car bottom furnace was designed to process heavy titanium coils, and Bill was so confident in his work that he insisted on running the furnace for the first time with a million dollars of titanium coils inside. A coworker, Bob Hill, said, “Bill, you’re not going to run the final product first. I think we should make a run with just some scrap steel that we have around.” Bill replied, “No, Bob. I am thoroughly convinced this furnace is going to work and work right.”
Today, Bill and his wife Myrt are the sole owners of three successful, family-owned companies based in North America: Solar Atmospheres, Solar Manufacturing, and Magnetic Specialties.
Bill’s confidence paid off ; the car bottom furnace worked correctly the first time.
Chronicling his experiences, Bill wrote The Golden Nugget: An Entrepreneur Speaks. Bill’s identity as an entrepreneur was a surprise to him. Bill credits Dr. George Bentley with inspiring his entrepreneurial spirit: “Bill, I want to tell you something,” Dr. Bentley said, “I have observed you over the years and I can tell you, you are never going to be happy until you run your own business.” At the time, Bill did not realize the wisdom of the advice, he did not see himself as an entrepreneur. But now, Bill realizes, “Until you’re sitting in the top chair and until you’re making the decisions of winning and losing, you don’t know what it’s all about.”
Entrepreneurship (no matter how unplanned), innovation, valuing education, worth ethic, and above all else, a love of technology all helped Bill Jones along the road to success. And the main motivation? “Well, it’s very simple: Money is not a driving factor in my life or in my wife’s life. Money is not it. You know, the old saying is, when you go to the grave, there’s not going to be a U-Haul behind you.”
What’s the job of a good doctor? First, do no harm. This mantra, combined with Dan Herring’s love of doing good by solving critical problems, made him what he is today: The Heat Treat Doctor®.
The Heat Treat Doctor® has worn many, many hats throughout his more than 50 years in the heat treating industry. He was a metallurgist, a corporate trainee, an international marketing worker, an applications engineer, a technical director, a research and development director, a product manager, a chief engineer, and finally: an entrepreneur, the owner of his own consultancy, The HERRING GROUP, Inc. In Dan’s own words: “You might say that I’ve been chief cook and bottle washer of the industry, if you will.” These various jobs, and the multitude of different responsibilities that went along with them, taught Dan everything he knows today, developed him into The Heat Treat Doctor®, and made him worthy of being a Heat TreatLegend.
Looking back on his success, Dan points first to his parents for helping him to become the best version of himself. Dan grew up with one parent that gave him a love of technology and equipment and with one parent that give him a love for language and writing. Dan’s father, a machinist, was a hands-on worker and “one of the most inventive people that I ever met.” Later, Dan combined the technical skills he learned from his father with his education as an undergraduate in engineering and a graduate student at the Illinois Institute of Technology.
Dan’s mother, a registered nurse, was “an English teacher in disguise.” She gave Dan a love of writing. For over 10 years, Dan authored a monthly column for Industrial Heating. Columns, however, are not the extent of Dan’s writing expertise. He has also authored: Vacuum Heat Treating, Volumes I & II, and Atmosphere Heat Treating, Volumes I & II. These four books are excellent resources for heat treaters, both novices and experienced industry professionals. Dan has written 10 books in total, six of which deal with the heat treating field. Dan is proud of these books because he can share what he knows with others forever, just as others passed knowledge to him.
“I think it’s interesting,” Dan says, “I have had the extremely good fortune of working for two or three people that actually fell in the genius category. These people were absolutely, positively of genius intellects and they worked within the heat treating industry.” During Dan’s time at Lindberg, he met Hobart Wentworth. Wentworth taught Dan the discipline of engineering, taking Dan’s university knowledge into the real world. Also at Lindberg, Dan was introduced to Russ Novy, chief metallurgist. Dan commends Novy for his “infinite patience . . . to tell you what he had learned and explain things and talk about the root cause of things.” When Dan worked at C.I. Hayes, he met Herb Western, a man who holds over 300 patents in the state of Rhode Island. Western showed Dan how to be creative and inventive within the heat treating industry.
Vacuum Heat Treating, Volumes I & II Atmosphere Heat Treating, Volumes I & II (For more information: www.heatreattoday.com/industryresources/books/herring-books)
One of Dan’s greatest accomplishments was establishing The Heat Treat Doctor® brand. “The brand,” Dan says, “has brought heat treating into the forefront of manufacturing, into the forefront of the industry, into the forefront of engineering, that yes, there is something called heat treating and it is a solution to your needs. So, I view the brand as not so much a personal accomplishment but as an industry accomplishment.”
Dan’s love of words gives him a unique skill set. Not only does he understand metallurgy and engineering, but he is also patient enough to explain it and has the communication skills to explain it well.
When it comes to business, Dan’s main rule is: “Be honest . . . be ethical, be fair, try hard, communicate well and have infinite patience. In other words, not everyone understands what you’re saying. You must take the time to explain what you mean to the people you’re dealing with. Although that’s a strange answer on the business side, I think it’s most impactful.” Dan takes pride not only in doing good throughout the industry, but also, like a good doctor, doing as little harm as possible. Helping others with critical problems, getting companies back in operation, and preventing layoffs are events that stand out the most to Dan.
When it comes to life, Dan’s mantra is: Enjoy the moment. “I remember the first day I started to work at Lindberg,” Dan says, “I took the train to work, it was right across the street from the train station, I was walking across the street, I was 21 years old, and I said to myself, ‘Only 44 years to go.’ And I turn around and the 44 years have disappeared like it was yesterday. So, you must enjoy what you do, and you’ll never work a day in your life.”
Dan attributes his success in the industry to the people around him. He points not only to his parents for his success, but also to the “geniuses” he has worked with along the way, and to the industry at large. Speaking of his entry into Heat Treat Legend status, Dan says, “I just want to say that I consider this a distinct privilege to be considered one the Heat TreatLegends. But I’d also like to point out to everyone . . . that no one individual can do it by themselves. So, I’m accepting this accolade, if you will, on behalf of the many men and women who toiled in, what I’m going to call, relative obscurity and who made this industry what it is today. On their behalf, I’m more than willing to be considered one of the Heat TreatLegends.” Spoken like a true legend.
“Happy, happy, happy.” In Suresh Jhawar’s experience, the best way to run a business is to focus on happy employees, happy customers, and happy bottom lines.
What happens when a young man comes to the United States against his parents’ wishes to earn a bachelor’s degree in Engineering? He becomes the sole owner of G-M Enterprises and gets the title of Heat TreatLegend. At least, that is what happened for Suresh Jhawar, a self-proclaimed “average student in India.”
Without the support of his parents, Suresh weighed the odds of coming to America versus studying in Germany or the U.K. and applied for his visa and passport in a library, away from his parents. When Suresh discovered he could earn his degree in half the time with his advanced credit, he chose the United States and boarded a plane, arriving in the States in 1962. At Marquette University in Milwaukee, Suresh went on to earn a master’s degree in Mechanical Engineering and an MBA in Marketing.
Before taking ownership of G-M Enterprises, the two heat treating companies that were most influential for Suresh were Abar and Ipsen. Suresh began his time with Ipsen in 1970 as a project engineer for vacuum furnaces. Suresh was in the top five at Ipsen, and, looking back, he sees himself driving the company in cost savings, product improvement, and customer relationships.
As the assistant to the president at Ipsen, Suresh traveled extensively to Poland to visit a facility for steel milling and annealing silicon steel coils for transformer steel. During this time of heavy travelling both at Ipsen and later at Abar Furnaces — Suresh visited Poland ten times in less than two years — he remembers the difficulty of keeping a healthy work/life balance. But he succeeded most of the time: “[W]hen Andy [Suresh’s son] was getting an award at his high school, I was coming from Europe . . . I missed my connection. Now it became difficult as to how to get to Philadelphia to attend that awards ceremony for my son . . . I went from one airline to another. I got on a plane, reached Philadelphia airport at the time when the program started, but I was at the school at the right moment when Andy’s name was called. I was there!”
Difficult though it may have been, Suresh often succeeded in keeping work and life in balance. At Ipsen, work consisted of many projects, one of which involved helping Ipsen book an order for 10 large car bottom furnaces. While Ipsen’s president handled the commercial aspect of the order, Suresh handled the technical side of things. He had to make sure the company had the right product and the right solution. And the 10 car bottom furnaces — 84 inches wide by 45 inches high by 32 feet long, made in four bolted sections — were indeed the right solution.
“What I believe is ‘happy, happy, happy’: happy employee, happy customer, happy bottom line.” - Suresh Jhawar
It was at the same time as this project that Suresh was also working on Ipsen’s license agreement with Elterma, which later became SECO/WARWICK. Suresh’s work at Ipsen lasts to this day. Without Suresh, Ipsen would have no manufacturing base in India. Suresh enlisted Wessman Engineering as a sales agent for Ipsen, which began Ipsen’s history in India.
Abar was Suresh’s act two. Suresh wanted to run the entire operation, and Abar gave him the opportunity to do this. Under Suresh’s leadership, Abar increased its profit significantly, and Suresh was asked to write a justification for the merger between Ipsen and Abar. At G-M Enterprises, Suresh’s skills were on full display. Suresh entered G-M Enterprises as a partner holding 15% interest. Within a year, Suresh bought out one of the other partners, and later, in 2005, Suresh took full ownership of the company. He changed the official name of the company to Jhawar Industries and continued to do business as G-M Enterprises. When Suresh joined G-M Enterprises, it was a break-even company. By the time he retired, it was doing business all over the world. “I’m pretty sure,” Suresh says, “that we had the highest bottom line in the industry.” In 2005, Suresh hired his wife, Veena Jhawar, as the director of supply chain, enabling him to focus entirely on developing customers and innovating vacuum furnaces. Suresh’s innovation did not stop there as he was also instrumental in developing the MIM furnace. By 2018, G-M Enterprises was a leading supplier to GE from Singapore to Japan and Brazil.
How did he do it?
“What I believe is ‘happy, happy, happy’: happy employee, happy customer, happy bottom line.” When it comes to happy employees, Suresh says, “The most important thing is to treat your employees like you treat yourself. When I worked at G-M, out of any of the other places, I didn’t work as being ‘the boss’ or on a high platform; I worked shoulder to shoulder with them.” In order to be successful, Suresh believes you must respect your employees and reward them for their contribution, and hopefully, they will be loyal to the company.
Loyal employees make for happy customers. Happy customers, in Suresh’s thinking, have to feel they are a critical part of the solution. This was one of G-M Enterprises’ best qualities. If a customer had a problem, someone from G-M would jump on a plane and fix it, attending to the problem first and worrying about the terms later. Listening to what customers actually wanted, rather than simply giving them what the company already had, was a crucial part of building customer loyalty. With these two principles in place — happy employee and happy customer — the bottom line grew happier and happier.
With these two principles in place — happy employee and happy customer — the bottom line grew happier and happier.
Along the way to a happy bottom line, Suresh discovered the importance of meeting deadlines. Suresh remembers showing up to a production control meeting with no drawings in hand and the others in the room laughing at him. Suresh could tell they were thinking, “He puts pressure on us, but he doesn’t do his own job.” And so, Suresh never went home that day, but instead worked through the night. In the morning, he put all the drawings into the hands of the engineering crew. “Meeting deadlines and commitment, to me, is always number one. No excuses . . . That helps you to expect [the same] from other people, [because] when they see you — that you do that — they follow.”
Reminiscing, Suresh remarks, “We always treated our employees as family members and gave them due respect for their contribution.” For Suresh Jhawar, success in business is all about happiness.
Find heat treating products and services when you search on Heat TreatBuyers Guide.com
Heat Treat Todaywill be a sponsor for the technology trade fair quartet in Düsseldorf, Germany, and we hope to see you there in June 2023. To learn more about GIFA, METEC, THERMPROCESS, and NEWCAST, check out this interview with Friedrich-Georg Kehrer, global portfolio director at Messe Düsseldorf GmbH, about Messe Düsseldorf’s ecoMetals Campaign.
Friedrich-Georg Kehrer Global Portfolio Director Messe Düsseldorf GmbH
The technology trade fair quartet GIFA, METEC, THERMPROCESS and NEWCAST will again provide a complete overview of the foundry technology and metallurgical sectors from June 12–16, 2023 in Düsseldorf, Germany. Which trend topics will particularly characterize the trade fairs?
Contact us with your Reader Feedback!
Friedrich-Georg Kehrer: How green are the energy-intensive foundry and steel sectors of industry? How sustainably do they produce and how eco-friendly is their use of materials? These are the crucial questions dominating the agenda and providing ample food for thought at GIFA, METEC, THERMPROCESS and NEWCAST 2023. Tasked with achieving climate neutrality by no later than 2050, these industries face what is probably the biggest transformation in their history. This decisive development will be reflected by the Düsseldorf trade fair quartet: on the one hand, the challenges that the sectors face; on the other hand, the innovations that machinery and plant manufacturers offer to the metallurgical and casting industries worldwide clearly making them part of the solution rather than the problem. Through in-depth exchange with the professional bodies and experts from all stages of the value chain we have identified the following three mega trends:
Sustainability in the sense of energy and resource efficiency, for instance in the form of green steel or green iron as well as the decarbonization of the steel and iron industry using hydrogen as a catalyst – summarized succinctly under the “ecoMetals” motto.
The use of digital technologies in manufacturing, i.e. the buzzword “Industry 4.0” in steel mills and foundries also remains another mega trend.
Also, automotive lightweight construction as well as the latest additive manufacturing processes for steel and metal working continue to play a key role.
With our four trade fairs and the extensive line-up of ancillary events we offer a unique platform worldwide to discuss these important topics.
The buzzword “ecoMetals” is mentioned in connection with GIFA, METEC, THEMPROCESS and NEWCAST time and again. What does it mean and what role does the campaign play in the events?
Friedrich-Georg Kehrer: Messe Düsseldorf’s ecoMetals Campaign forms an integral part of the “Bright World of Metals” and has a long-standing success story. It refers to the ecological path of the casting and metal processing industries and promotes exhibiting companies that invest in innovative, sustainable and economically competitive technologies. Trade visitors can easily identify the award-winning innovations and are guided to the respective exhibitors at GIFA, METEC, THERMPROCESS and NEWCAST by complimentary daily Guided Tours – so-called ecoMetals Trails. Furthermore, these exhibitors are especially highlighted in the respective Internet portals as well as in the catalogue and their exhibition stands are marked. The ecoMetals campaign was already received very well at the previous edition of the trade fair quartet. Our visitors highly appreciated this guidance. I am particularly pleased to see that some of our other capital goods trade fairs such as wire and Tube or decarbXpo have also adopted this concept this year. With this move Messe Düsseldorf also wants to live up to its ecological responsibility and provide the drivers for environment-saving products, production and processes with a special forum.
So the ecoMetals Trails will enable trade visitors to discover “new pathways for value creation” at the trade fairs?
Friedrich-Georg Kehrer: Yes, exactly! The ecoMetals brand focuses on three fields of sustainability: Resources, Innovation and Production and/or Processes. How can raw materials be extracted in a more resource-efficient way and processed more efficiently? What is trending in metal and non-metal recycling? Which new technologies, machines and plants are used to improve the energy and CO2-balance? The sustainability drivers exhibiting at GIFA, METEC, THERMPROCESS and NEWCAST will share their solutions for all of these challenges. At their exhibition stands they will explain how they reduce their carbon footprint at their production sites and merge business with environmental protection. Overcoming these challenges is as important as ever to hold your own against international competition as a valued business partner.
How much does participation in the ecoMetals Trails cost?
Friedrich-Georg Kehrer: Participation in the ecoMetals Trails is free of charge for all visitors. Registrations can be submitted on the respective websites in the run-up to the trade fairs. Of course, those deciding onsite to take part are welcome to join a tour without prior registration.
On September 21 this year the ecoMetals Day will be held as the “Steel Day of the Future” at the Düsseldorf Exhibition Centre. What kind of event is this and how does it relate to the Bright World of Metals?
Friedrich-Georg Kehrer: The ecoMetals Day will be held for the first time, concurrently with glasstec, as part of our new event decarbXpo. The ecoMetals Day will attract the Who’s Who of the steel sector and cover all topics relevant to the technical, economic and ecological transformation of the steel industry in form of unique lectures. These impulses are, of course, also of enormous importance for THERMPROCESS 2023.
Can you already reveal any details regarding registration levels? How are the trade fair preparations going in general?
Friedrich-Georg Kehrer: The preliminary work has been completed successfully, many companies have already registered and the allocation of exhibition space is in full swing. Now the time for finetuning has come and, of course, for the visitor promotion campaigns. Our exhibitors are eager to inspire the trade fair audience at GIFA, METEC, THERMPROCESS and NEWCAST with their technologies and innovations. All renowned companies will be represented in Düsseldorf again plus many new exhibitors taking part for the first time. GIFA, METEC, THERMPROCESS and NEWCAST are the most relevant events for their respective industries; they thrive on personal encounters and the exchange of ideas in this special setting. Everyone is particularly looking forward to this — especially after such a long time!
Leadership coach Bill Munn writes to Heat TreatToday’s40 Under 40 Class of 2022: "[You] are positioned not only to work with fellow human beings, but to lead them. And if your potential is to be realized, you may already know well that those people are the true key to your future success."
Bill Munn, leadership coach at Bill Munn Management Coaching, wrote this article for Heat TreatToday’s September 2022 Tradeshowprint edition. Read the Spanish translation when you click the flag to the right!
Bill Munn Leadership Coach Bill Munn Management Coaching Source: Bill Munn Management Coaching
Congratulations to the Heat Treat Today 40 Under 40 Class of 2022! This accolade is an honor, and it marks you as one carrying a unique and important responsibility: You are a leader.
Contact us with your Reader Feedback!
By definition, this means that you are not functioning alone. Moreover, you are positioned not only to work with fellow human beings, but to lead them. And if your potential is to be realized, you may already know well that those people are the true key to your future success.
So how will you engage them?
✔ Step one: Embrace a teachable spirit. Bring enough humility to your role to pursue advice, insight, and continuous learning.
✔ Step two: Learn how to motivate people.
The 3 Pillars of Team Motivation
After over five decades of working closely with hundreds of excellent leaders and their teams, I have identified and repeatedly confirmed that three key factors motivate engagement and performance in people: vision, autonomy, and growth.
Vision
People want to be part of something important.
They want what they’re doing to matter. They want to not only understand the vision of their team and organization, but to also believe in it.
You don’t need to be saving the world in order to cast such a vision. Simply take the time to think through your core values as an organization. Ask, “Why is this important? What is key to us being here, doing what we’re doing?” Then communicate that message to your team.
This process is essential, powerful, and far too often overlooked.
Autonomy
People hate to be micromanaged.
True or not, micromanagement communicates two messages that kill motivation: “I don’t trust you” and “I think you’re incompetent.”
On the other hand, when you give your team members assignments and invite them to ask questions, gain clarity, and then charge in on their own, you communicate exactly the opposite message. You say, “I trust you” and “I believe you can do this.” That is incredibly motivating.
Bonus: Your team members will learn and grow farther, faster when given the autonomy to do so. And they will take greater ownership in the organization and its vision.
In short, they will be more engaged and effective.
Growth
Your people want to receive input, attend seminars, participate in training programs, read great and informative magazines like this one, and have access to help, coaching, and development in their area of focus.
Too many leaders go to their people and say, “You should be better at X” or “You should improve Y,” but they don’t support them in doing so. So, what they communicate is a lack of investment in that person’s long-term success, which in turn makes that person less invested in the organization and its goals.
If you want a team made up of valuable people, show your people that you value them by supporting their growth.
People want to be developed. They want to feel — throughout their lives and careers — that they are growing and improving, becoming better at what they do.
The Results of Effective Motivation
Motivated teams are engaged, and engaged teams are effective. As a high-potential leader, you have a unique opportunity to ignite the people you work with — and improve your own outcomes in the process.
Set the vision. Unleash autonomy. Nourish growth. It is now your responsibility and a great honor to do so — one your career and your people will thank you for.
Best of luck to you.
About the Author: Through strategic visioning and in-the-moment issue resolution, Bill Munn helps executives manage teams to their greatest potential. As a 32-year management-coaching veteran and former Dow 30 top executive, Bill has supported hundreds of corporate leaders worldwide with practical wisdom, real-world action tools, and out-of-the-box insight. An MBA and former professor of fi nance and economics, Bill is a dynamic public speaker and Amazon best-selling author of Why Make Eagles Swim? Embracing Natural Strengths in Leadership & Life and Lead or Be Led.
ThermTech, heat treat service provider in Waukesha, WI, has increased their capabilities to provide services for the medical, aerospace, mining and oil, nuclear, and agricultural industries.
Jason Kupkovits, vice president of Sales & Strategic Direction at the company, commented on that ThermTech will be continuing their 40 years of quality assurance, turnaround time, on-site engineering, and customer service standards.
Ben Gasbarre Executive Vice President of Sales Gasbarre Thermal Processing Systems
Partnering with Gasbarre Thermal Processing Systems, ThermTech significantly increased their normalizing, annealing, stress relieving, tempering, and neutral hardening capacity through the acquisition of three new furnaces. These three furnaces --- now fully operational --- include: a dual zone, direct-fired box austenitizing furnace; a large batch tempering furnace; and an additional tempering furnace. These furnaces are compliant with AMS2750 at different class certifications.
ThermTech has also added two additional vacuum furnaces from Ipsen, USA. The furnaces have dimensions of 36” wide x 36” tall x 48” long with capabilities of quenching up to 6 bars of pressure utilizing nitrogen or argon gas as the quench medium. These large vacuum furnaces are AMS class 3 (+/-15°F) certified capable of AMS2750.
ThermTech added a solution annealing furnace from Williams Industrial Service to give their operational aluminum line additional heat treat capabilities. This line is capable of a sub-15 second transfer to air blast quench, a water quench range of 55°F up to boiling, a sub-7 second transfer to water quench which exceeds AMS 2770/AMS2771 specifications, as well as load thermocouple monitoring during the solution treatment, quenching, and aging.
Daniel Hill, PE Sales Engineer AFC-Holcroft Source: AFC-Holcroft
Another recent acquisition includes a new austempering/marquenching furnace from Michigan based AFC-Holcroft. This furnace can handle a single part racked in the vertical orientation up to 56" long. The working dimension of the furnace is 36" W x 72" L x 56" H and is capable of operating with salt temperatures ranging from 350°F -- 750°F. "The UBQA system is an environmentally friendly ‘green technology,’" commented Dan Hill, sales engineer at AFC-Holcroft, "which can be used to impart resistance to distorting, cracking or warping of heat-treated components.” Applicable processes include marquenching, austempering, and carburizing with additional washing and tempering capacity accompanying the new marquenching/austempering furnace. Installation is expected in early 2023.
The heat treat service provider's long-term strategy is to increase growth in the Midwest and on a national scale. This includes adding more workers and integrating the use of a robotics handling systems, which is expected to be installed in late 2022.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Imagine this: A huge lab facility nestled in the south of France . . . teams of scientists and technicians striving to bring carbon-free energy solutions to the world . . . “replicating the high-energy fusion reaction that powers the sun and stars.” To complete the project, what heat treat solution is needed? Read more in thisTechnical Tuesday to find out.
This article by Rafal Walczak,product manager at SECO/VACUUM, will be published in Heat Treat Today’s December 2022 Medical & Energy print edition.
Introduction
For this case study, we will discuss how SECO/VACUUM built a highly specialized custom heat treating furnace used in the construction of the central component of a large, multinational science experiment.
The Experiment
ITER (standing for International Thermonuclear Experimental Reactor and meaning “the way” in Latin) is the largest high-energy science experiment ever conducted. At a giant lab facility in southern France 35 countries, hundreds of vendors, and thousands of scientists and technicians are collaborating on a device to demonstrate the feasibility of clean, safe, carbon-free energy production by replicating the high-energy fusion reaction that powers the sun and stars.
Figure 1. ITER Laboratory at the Cadarache research center in southern France Source: ITER Organization
There are no solid materials that can touch, much less contain, such a high-energy reaction without immediately vaporizing. Instead, this super-hot cloud of plasma must be contained by a special configuration of magnets called a tokamak, which can trap charged particles in a toroidal or donut-shape cloud. This tokamak has 10 times more plasma containment volume than any other tokamak ever built.
The term “tokamak” comes to us from a Russian acronym that stands for “toroidal chamber with magnetic coils” (тороидальная камера с магнитными катушками).
The Magnet
Figure 2. ITER central solenoid and one isolated solenoid module Source: General Atomics ITER Manufacturing
General Atomics’ Magnet Technologies Center near San Diego, CA was contracted to build the ITER tokamak’s large central magnet, the most powerful superconducting magnet ever built, strong enough to lift an aircraft carrier. Other magnets in the tokamak serve to contain the plasma. The central solenoid is an oscillating magnet responsible for inducing current in the plasma cloud similar to how an induction stove heats a pan, except it is heating the plasma to 15 times the temperature of the surface of the sun. Far too large to be constructed and transported in one piece, the 12-meter-tall, 4-meter-wide coil of wires must be built in six 2-meter-tall modules to be joined once they are all on site at the lab. A seventh module will be built as a spare.
Kenneth Khumthong, technical lead for final testing and fabrication certification for ITER Central Solenoid at GA, described the tests on each module of the magnet, saying, “We run a battery of tests on each and every module subjecting them to voltages as high as 30,000 volts and powering them with as much current as 40,000 amps. This is done to ensure that every module meets all of ITER’s specifications prior to shipping them out to France.”
Embrittlement vs. Field Strength Tradeoff
Other superconducting electromagnets in the ITER tokamak will be made using coils of relatively durable niobium-titanium alloy. Past experiments have demonstrated that magnetic fields greater than 12 Tesla disrupt the superconducting properties of Nb3Ti. The ITER central solenoid, however, must sustain magnetic field strengths above 13 Tesla. For this reason, the central solenoid coils must instead use niobium-tin as its superconducting wire, which more reliably maintains superconducting properties in such high magnetic fields but is also more brittle and too fragile to bend after reaction to Nb3Sn. In order to accommodate for the brittle wire, General Atomics had to first coil the wire and jacket into their final shape before heat treating the metals into their superconducting, albeit brittle, alloy Nb3Sn.
The Wire
Figure 3. A dissection of the central solenoid conductor strands, central spiral, and structural jacket Source: ITER Organization
Niobium-tin wire strands react to become Nb3
Copper strands serve as traditional conductors to safely dissipate stored energy when the superconductivity experiences a disruption. The copper strands do not react with the niobium-tin.
A central spiral maintains a hollow channel to circulate liquid helium to chill the Nb3Sn wires to 4°K, below their superconducting temperature of 12°
Creating such strong magnetic fields inside a coil of wire will also tear apart the coil of wire itself if that wire is not supported inside a high strength jacket. The ITER central solenoid wire bundle is about 38.5 mm diameter, housed inside a 50 x 50 mm stainless steel jacket.
Total maximum current in the superconductor wire is 48,000 amps.
Worldwide niobium production increased six-fold for several years just to meet the niobium demands of the ITER project.
The Heat Treating Furnace
Figure 4. Technicians ensure proper placement before lowering heat treat furnace Source: General Atomics ITER Manufacturing
In order to convert the niobium-tin metal conductors into superconductors, each of these 4 meter by 2 meter 110 ton solenoid sections must be heat treated for five weeks, exceeding 1200°F (650°C) at its peak. The heat treatment serves to alloy the niobium and tin together into Nb3Sn, which becomes a superconductor when chilled with liquid helium to 4°Kelvin. No such heat treating furnaces existed, so General Atomics turned to SECO/VACUUM to build a custom heat treating furnace large enough to fit these solenoids and packed with all the technology needed to meet the strict quality control standards of this monumental experiment.
Five inch wide metal band heaters ring around the walls of the furnace with nearly 900kW of heating power. Covering 50% of the walls, they provide a very uniform heat. This is brought about by the following seven steps.
The Heat Treating Sequence
In addition to alloying the niobium-tin wires, the furnace also serves to remove the stresses in the stainless steel jacket housing the superconducting wire and to bake off any residual contaminants prior to reaching reaction temperature.
1. Complete a quality control test: Vacuum seal the untreated solenoid coil in the room temperature furnace and charge the inside of the conductor jacket with 30 bar high pressure helium to test for leaks after forming and welding.
Monitor furnace atmosphere with ultra-high sensitivity mass-spectrometer helium detectors.
2. Purge with argon gas while slowly ramping up heat.
This drives off hydrocarbons and oxygen before system reaches reaction temperatures.
Monitor furnace atmosphere with gas chromatograph to find impurities from residual oils and lubricants leftover from manufacturing process.
Monitor and control argon circulation and exchange with mass flow sensors and circulation blowers that penetrate the furnace lid with ferrofluidic feedthrough seals around the blower motor shafts.
3. Maintain at 1058°F (570°C) for about 10 days. Confirm stabilized temperature and pure atmosphere.
4. Proceed to 1202°F (650°C) for four days. This is the actual reaction phase that achieves the primary objective of converting the niobium-tin into the superconducting alloy Nb3
5. Very slowly and uniformly ramp back down to room temperature to avoid additional stresses in the coil.
6. Complete another quality control test: Evacuate the argon and once again vacuum seal the solenoid coil in the room temperature furnace and recharge with 30 bar high pressure helium to test for leaks after heat treating. Monitor atmosphere for the presence of helium, which would indicate a leak in the coil.
7. Only then is it ready for the post-heat treating stages of wrapping with insulation and encasing in epoxy resin for rigidity.
Options, Upgrades, Special Features
Figure 5. Cutaway illustration showing the furnace construction Source: SECO/VACUUM
There was no room for error. SECO/VACUUM collaborated with the engineers at General Atomic to create a heat treat furnace that can assure temperature variation within the coil never varies by more than 18°F (10°C) anywhere in the furnace at any time in the five-week cycle and achieves near-perfect repeatability for all seven modules.
They accomplished this with quadruple-redundant control thermocouples and feeding temperature data from 150 points in the coil into the control computers. To shield against impurities, the furnace is first evacuated to a vacuum pressure of 0.001 Torr, and then purged with pure argon to drive out any residual oxygen or hydrocarbons that could contaminate the purity of the superconductor. Monitoring the argon atmosphere for impurities are redundant mass spectrometers. The argon is circulated by seven convection fans to heat the solenoid assembly evenly. Each of these fans must be driven through ferrofluidic feedthrough seals which allow the rotating shafts to operate through the furnace walls without compromising the vacuum seal of the furnace.
Consult, Collaborate, and Partner with SECO/VISORY
General Atomics first began discussing this project with Rafał Walczak, the product manager at SECO/VACUUM, in early 2010. Both teams spent over two years on conceptual discussions, preliminary designs, and process simulations before SECO was even awarded the contract. Once SECO was on board, it took another two years of design, fabrication, and installation before the furnace could be put into operation. SECO/VACUUM built it to handle a lifetime of use without error so they could be sure that it would work flawlessly for the seven cycles that it actually had to run.
The SECO/VISORY Heat Treat Advisory Council is a team of SECO/VACUUM heat treat experts and consultants with diverse thermal experience and process knowledge who are available to help companies solve their specific heat treat equipment challenges.
About the Author: Rafal Walczak is the product manager at SECO/VACUUM. Rafal joined SECO/WARWICK Group as a service engineer in Vacuum Furnaces Division soon after graduation from Technical University of Zielona Góra in 2002. Since 2008, he has been involved in vacuum furnace sales in Europe and the USA. The combination of his technical background and field service experience help him provide outstanding support to his SECO/VACUUM customers. For more information, contact Rafal at Rafal.Walczak@SecoVacUSA.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The wait is over. Join Heat Treat Today in welcoming a new group of rising industry leaders for the fifth year in a row! Heat Treat Today is honored to recognize forty young professionals in the North American heat treat industry as the 40 Under 40 Class of 2022.
Factorial Energy (Factorial), a developer of solid-state battery technology for electric vehicle applications, announced it will establish a new advanced manufacturing facility in the Boston suburb of Methuen, MA. The new facility will produce Factorial’s new solid-state battery cell technology for EVs.
Siyu Huang Founder and CEO Factorial Energy
The new production site at 501 Griffin Brook Drive in Methuen has an existing 67,000 square-foot building on the site that will undergo extensive buildout to house Factorial’s pilot production facility. The facility expects to begin operations in early 2023 and will bring 166 new jobs to the Methuen community.
Based in Woburn, MA, the company is currently working with automakers Hyundai Motor Company, Mercedes-Benz, and Stellantis to develop safer and higher performance solid-state EV battery cells for future passenger and commercial vehicles.
"We plan to continue building solid-state EV battery research and development facilities in New England and establish the region as a hub for electric mobility technology," commented said Siyu Huang, CEO of Factorial.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Doug Glenn, publisher of Heat Treat Today, returns to the question on the future of hydrogen for heat treaters as he moderates a panel of five industry experts. What are the technological developments since last year and how do heat treaters need to prepare for these developments?
The experts who will give their take on the issue include Joe Wuenning, WS Thermal; Jeff Rafter, Selas Heat Technologies; Justin Dzik, Fives North American Combustion; John Clarke, Helios Electric Corporation; and Perry Stephens, EPRI.
Below, you can watch the video or listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, we’d like to welcome everybody to a second round of Hydrogen Combustion. We’re going to have a discussion about hydrogen combustion here on Heat Treat Radio which is now really a Heat Treat Radio (and video). We’re welcoming back some of the same folks that talked with us from about one year ago.
Contact us with your Reader Feedback!
I want to do some introductions, reintroductions in most cases, and we’ve got one new participant on the panel this year. So, let’s start with the introductions and then we’re going to jump in. We’ve got about six questions to cover; hopefully we’ll be about 30–45 minutes of discussion on this.
Let’s first introduce John Clarke (if you want to raise your hand just to let everybody know who you are there). This is John Clarke. He is the technical director and owner of Helios Electric Corporation, a Fort Wayne, Indiana-based company that specializes in energy and combustion technologies. John is also a regular columnist for Heat TreatToday, which we appreciate, by the way, and has written 12 articles with our publication in a series called Combustion Corner. So, John, I want to thank you, and welcome.
Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.
Next is Jeff Rafter from Selas. Jeff is the VP of sales and marketing for Selas Heat Technology Co., the company being out of Streetsboro, Ohio; Jeff being out of somewhere in the lovely state of Wisconsin. Jeff has a rich history in the combustion industry including many years with Maxon Corporation, 29 years of industry experience in sales, research and development, and marketing, combustion application expertise in process heating, metals, refining and power generation. He also has 11 years of service on the NFPA 86 committee and holds patents for Ultra Low NOx burner design and is an IHEA member, as well.
Next is Perry Stephens. Perry is the principal technical leader for the Electric Power Research Institute (called EPRI) and, among other things, currently leads the End-Use Technical Subcommittee of the Low Carbon Resource Initiative, which is a collaborative effort with GTI Energy, formerly known as Gas Technology Institute and nearly 50 sponsor companies and organizations which is aiming and advancing low carbon fuel pathways on an economywide basis, hopefully towards the achievement of decarbonization. Perry is also an active member of the Industrial Heating Equipment Association (IHEA).
Jeff Rafter Selas Heat Technology Company, LLC
We wanted to bring someone in, as we did last time — Joe Wuenning (Joachim Wuenning) — from Europe. Joe is the president and owner and CEO of WS Thermprocess Technic Gmbh [WS Wärmeprozesstechnik GmbH] in Germany and also WS Thermal Process Technology, Inc., in Elyria, Ohio, here in the States. Joe’s company has been on the cutting edge when it comes to hydrogen combustion, and Joe’s company is also an IHEA member company.
Gentlemen, welcome. Thanks a lot. Let’s just start off.
Jeff Rafter, I’m going to start with you, if you don’t mind. It’s been about a year since we spoke last, so the question is (and I’ll address this to all of you, but I’ll throw this one out to Jeff first): What has changed? In the last 12 months, have we seen any major changes in hydrogen combustion technology application?
Jeff Rafter (JR): I think I would say, probably, that the dominant change over the last 12 months has just been general interest in momentum. We’re now seeing inquiries and interest from a variety of different industries. A lot of people are preparing for the future and starting to think about decarbonization in a bigger sense, and then watching that interest be amplified by geopolitical events, I think, is obviously a later discussion question that we’ll talk about, but we’re now getting to a place where parts of the world sincerely have more motivations. It’s now not just an environmental protection motivation, but we’re also seeing, really, a need to continue operations as fuel supplies, in some parts of the world, have now become called into question.
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
DG: Let’s go to Joe next and then after Joe we’ll jump over to Perry. Joe, what do you think? Any major changes in the last 12 months?
Joe Wuenning (JW): Of course. Here, we are closer to Ukraine Russian war. Germany is directly, very much dependent on Russian gas and the real fear here for companies is that they have to shut down in the Fall because of gas shortages. So, that intensified, of course, the thinking about the future. One issue which became less important is the price. At the moment, the people think- do we even get gas and don’t think what it costs for it. Before, it was a big discussion if prices would go up by 5% or 10%; now, everybody is happy if they will get it and so, basically, we have no more jobs within Europe where that is not a point of discussion.
What can we do? Some people think about electrifying, of course, but we still produce electricity from gas, so that is not really the solution alone, and we don’t know what the electricity grid will do in the future, so flexibility has become a major player also besides. So, not only hydrogen but can we also go ammonia? Can we do other things? What are the options which keep us independent and doesn’t make us dependent so much on one source as it is now, at the moment?
Perry Stephens Electric Power Research Institute (EPRI)
DG: Let’s go to Perry and then over to Justin and then, John, we’ll finish up with you. Perry, what do you think — the last 12 months?
Perry Stephens (PS): I would echo what Jeff said. I think we’re seeing not only sort of a general greater interest but the leadership of Fortune 500 companies which are global in nature and seeing all of these geopolitical situations occur, wanting to think through stabilizing their future energy supplies and understanding that the impacts of climate are beginning to really push down to their suppliers a desire to decarbonize all of their final energy pathways. So, they’re beginning to make inquiries in terms of how they can change over equipment and what needs to be done.
From a technology standpoint, we’re beginning to understand a bit more what elements of hydrogen combustion or blended hydrogen with natural gas, for example, have impacts on what parts of overall systems and what areas may have significant costs or performance impacts for which we may need to do a bit of additional research, so we’re beginning to understand where those impacts may be, as well. I think, finally, we’re beginning to see some results of research that sort of tells us, on an economy-wide basis, the drivers for demand for hydrogen and sort of under various scenarios how much hydrogen might be needed for various economic sectors including the industrial sector.
Justin Dzik Manager of Business Development Fives North American Combustion Source: Fives North American Combustion
DG: Justin, how about you? Now, you weren’t with us a year ago but if you can take your imagination back to about a year ago, what have you seen change on the hydrogen combustion side of things?
Justin Dzik (JD): Honestly, what we’ve seen is just the growing acceptance across not only just industry but government and society that we need to transition from where we are with natural gas or conventional fuels to lower or zero carbon intensity. So, obviously, depending on where you are in the world, the exact timeline varies, but there is increasing focus on how we get from where we are to where we’ve got to go. Obviously, hydrogen is the purer, noncarbon footprint fuel so that’s obviously the ideal state. We’ve also received an increased amount of inquiries and interest in hydrogen, specifically on combustion equipment, and not only just from industry but from utility companies even here in the states talking about blending fuel and putting hydrogen in the natural gas lines and what effect that has on industry as well as some of the residential implications it might have, going forward, for their users.
DG: John, how about you?
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
John Clarke (JC): I believe we’re kind of living through that old Chinese curse — “May we live in interesting times!” — because we have seen disruptions, both on our energy supplies and our energy costs. In the U.S., we were tracking Henry Hub prices approaching $10 and now, all of a sudden then, we had a fire in pre-port and the price of natural gas fell 30%. But I think the long-term trend (and the trends are being recognized by everybody), is that we are in an international market, not only for oil, but for natural gas, as well. I think we’ve seen the effect really come home.
The other thing that’s going on, too, is the price of gasoline and transportation in the U.S. has skyrocketed and we’re now experiencing the kind of prices that Europe has lived with for years and years and years. I think all these factors, these externalities, are going to drive interest in any alternative. Hydrogen, for combustion, but hydrogen also for fuel cells and for automobiles. We’re kind of entering a period where I think our technological focus needs to be “all of the above” and I think there’s an acceptance throughout industry and industry leaders that that’s the path we have to be on to protect our businesses going forward.
DG: So, it seems like the consensus, is, from a year ago, the interest — and to a certain extent some of the technologies is advancing, but at least the interest — is very much being advanced. So, it’s becoming more and more of an issue.
Let’s talk specifically and, Perry, I’m going to address this one to you first if you don’t mind: Have we seen in the last 12 months actually any new applications and/or industries that are aggressively adopting it? There is one that pops to my mind that’s been very obvious.
PS: Probably the one you’re thinking about is the steel industry that has a specific nuance of steel production that huge amounts of fossil fuels, natural gas, cooking coal, are involved in the production of raw steel and so that reduction reaction, hydrogen can serve as a chemical-reducing agent. So, it not only introduces thermal inputs but also serves as a thermochemical-reducing agent to actually remove the oxides from the ore that allow you to liberate pure iron content that eventually becomes steel. Plus, a significant amount of process-related emissions that come from steel production make it a target industry, so they’ve been fairly aggressive, particularly in Europe, with a couple projects where hydrogen is involved. And the fact that, as we grow the use of steel, high-strength steel, and a lot of applications, globally, there will be a need to add new iron units into the system. A lot of steel is now recovered scrap steel that is melted through electric arc furnaces, but we need to add additional iron content. So, direct reduced iron processes are beginning to take a close look at hydrogen as a reducing agent and also for thermal inputs.
Quickly, beyond that, in most industrial settings, there is a lot of mobile equipment, and that mobile equipment uses a variety of diesel, compressed gas, propane and so forth, and those applications have a particularly easily converted to hydrogen type applications because they’re relatively small size and captive space; they compete with electric equipment in that space and so those two technologies will come forward.
"That is a little bit more challenging, but we see no real major problems towards that because, of course, we will not have hydrogen as a cheap fuel tomorrow, but we have to introduce it slowly if we have excess electricity converted to hydrogen and then get into the grid but therefore the burner systems have to be able to handle that — the change in compositions; not only switching but also the change in compositions." - Joe Wuenning, WS Thermal Process Technology
As far as other industries, the petrochemical industry uses a lot of hydrogen — they’re used to it. They’ll continue to look at both liberated hydrogen from process and other sources of hydrogen for their end-product production for process heating as well as inputs into the production of various synthetic fuels and other synthetic products that they make in the petrochemical industry.
So, those are the two — steel and petrochemical — in my view, probably most aggressively looking at hydrogen. Others may have other experience, as well.
DG: Justin, let’s jump over to you next on that question; then, Joe, we’ll go to you after that. So, Justin, new applications? Is there anything of that sort you’ve seen?
JD: Yes, absolutely. To echo what Perry said, obviously, the steel industry with their green steel initiative is really pushing forward. From our experience, a lot of interest is coming from the aluminum industry, as well. We play heavily in the aluminum industry, specifically on the melting side, and some major companies are interested in adopting hydrogen firing, especially the ones coming out of Europe and their interest really comes from what happens when you fire hydrogen fuel, and it interacts with the molten bath. There are a lot of material concerns with hydrogen, right? Not just in aluminum, but in titanium firing, as well. Those types of metals tend to have an affinity for hydrogen which could, obviously, have a detrimental effect on the final product. So, really there’s pilot scale tests, full scale tests, all kind of undertaking right now. Obviously, the focus is in Europe but a lot of European companies have plants in the U.S., so we’re seeing a lot of that kind of drift into our territory here and, obviously, being focused out of the European headquarters.
DG: Joe, how about you?
JW: We see a lot of projects right now are running now in the last 12 months. We have various customers which told us they want to try out, out of whatever their furnace with a hundred burners, so two of them run with hydrogen and see what happens — see what the emissions are, see what the burner life is, do they have varying parts? That is a part we do with many customers. It’s quite inexpensive to just try and see what happens. And then, we have two big research projects where we can do it in a more thorough manner, together with university, really also not only switch to hydrogen but also to see what happens if we switch back and forth. So, if we have hydrogen coming in, it goes to hydrogen, it should automatically adjust without human interference. That is a little bit more challenging, but we see no real major problems towards that because, of course, we will not have hydrogen as a cheap fuel tomorrow, but we have to introduce it slowly if we have excess electricity converted to hydrogen and then get into the grid but therefore the burner systems have to be able to handle that — the change in compositions; not only switching but also the change in compositions.
On the other hand, we are using hydrogen now in our lab for quite some time and the people in the lab, really, they get more and more used to it. I think they think it’s more and more rather the better fuel than natural gas, cleaner fuel the more they work with it, and I think not really too many people are concerned now that it could be a replacement if the hydrogen would be easily available.
"But what we’ve seen in the last 12 months is now a general interest shift and we’re starting to field inquiries and take on demonstration projects and things that we would traditionally consider low-temperature heating: baking applications, foods production, metal finishing. And it tells me that, again, momentum is building." - Jeff Rafter, Selas Heat Technologies
DG: Yes, being easily available is an issue, I’m sure. We’ll talk about that a little bit more.
John, how about you? Any new applications, new industries that are adopting?
JC: The thing I have seen is a little off the core of your question, but I’ve seen a couple of municipalities dealing with some of their distribution challenges, and that I’ve seen in the last year where they recognize that hydrogen is a potential opportunity to save on carbon emissions but what would it take and at what percentages can you introduce what kind of impact will it have on common appliances? That is a trend, too, and I think the middle between the production and the utilization is going to be a serious challenge for us in the U.S. and it’s an impediment if we’re trying to advance the front. You know, we have to advance on all three fronts simultaneously if we’re going to achieve an effective market. I’ve seen some very encouraging work now being considered at the local distribution level.
DG: Yes, I think we talked last time. Maybe it was Jeff Rafter, I can’t remember if you brought it up, about some of the distribution snags that we might see in New England with type of old pipe or something like that- wood pipes or something, I forget what it is.
It’s your shot, Jeff, so you go ahead. Any advances? And you can comment on that if you like.
JR: I guess I would say what’s different is that the dominant pattern over the last couple of years that we’ve seen is primarily most of the interest came from industries that were highly energy intensive which usually travels with a high temperature process. So, it goes without saying that many of the early adopters were glass, steel, other metals. But what we’ve seen in the last 12 months is now a general interest shift and we’re starting to field inquiries and take on demonstration projects and things that we would traditionally consider low-temperature heating: baking applications, foods production, metal finishing. And it tells me that, again, momentum is building.
I think, in general, industries beginning to be comfortable with the concept of decarbonization and low carbon fuels, whether it’s ammonia, whether it's hydrogen, but, again, the recognition is that we’re only going to get so far until we see some more significant advancements in the generation of hydrogen and the distribution of hydrogen. Again, I think that remains probably the largest hill that we have to crest before we really get through some significant decarbonization impacts.
DG: It seem that everybody really loves the concept; it’s just the matter of producing it and getting it where it needs to be.
"[Heat] treaters use a lot of hydrogen as an atmosphere, and they use it chemically rather than as an energy source. So, I think when the price comes down, they will jump very quickly on the use of hydrogen or hydrogen blends for furnace atmospheres to replace endo or nitromethanol atmospheres."
Just a quick question to follow-up on this one before we move on to the next question which, John, I’ll address to you first. But, just real quick, a lightening round here: Has anybody seen any significant application of hydrogen, specifically in heat treat, whether it be a commercial heat treat or a captive heat treat? Jeff, have you seen anything? I don’t know that I have the answer, so I’m just curious — have you seen anything, Jeff?
JR: Nothing specific, and I think I’ll take an attempt at explaining why. I think it’s because so much of the heat treat application is really dominated by commercial heat treaters. I think they all do the bulk of most of the capacity. Where end-use companies do indeed have internal or vertically integrated heat treat, we have some interest but nothing yet in terms of meaningful commercial activity where we’ve seen commitment to projects. A couple of major industrial manufacturers have brought forward projects and studies, but nothing on-line that I’m aware of, at least in our space.
DG: Joe, how about you? Anything in the heat treat specific, just briefly?
JW: In the heat treat industry, like I said, single burners, of course. No complete heat treat shop will switch to hydrogen --- it’s simply too expensive. But we don’t need to switch/convert all operations; we can take one or two burners and see that it works.
DG: Justin, how about you? Anything specifically in heat treat?
JD: No, we haven’t had anything in heat treat, mainly for the reasons, I think, John has already highlighted.
DG: John, how about you? Anything specific you’ve seen in heat treat?
JC: No, but I would like to also point out that our heat treaters use a lot of hydrogen as an atmosphere, and they use it chemically rather than as an energy source. So, I think when the price comes down, they will jump very quickly on the use of hydrogen or hydrogen blends for furnace atmospheres to replace endo or nitromethanol atmospheres.
DG: Joe, did you want to add something?
JW: Just a comment: That makes it of course easier since many of the heat treaters have the hydrogen tank available, making tests is not really getting the hydrogen. It’s more expensive for a little while, but they can run the tests for a week or so and that’s done then pretty easily.
DG: Perry, anything specific in heat treat?
PS: The short answer is no; we’ve not seen or heard of anyone, primarily because of that. There are a lot of inquiries around direct electrification as an alternative but that doesn’t work in every case. There are a number of scenarios where that’s not a viable decarbonization pathway and so we need to continue to pursue this as aggressively as we can, but at this point, that, the market price of hydrogen and, I’ll add, the sort of working out of a reliable supply chain of hydrogen because, right now, tube trucks is probably the only way you could really deliver hydrogen reliably to a remote heat treat shop so there is a supply issue there, as well.
DG: And just to unduly poke fun at Perry, you’re the only guy on here that is allowed to mention electricity and get away with it, okay? The rest of us don’t even like that topic. ~chuckle~
John, I’m going to jump over to you on this question. It may or may not apply to you in this case, but your company: What have you specifically been doing developing, let’s say encouraging, over the last 12 months? This is kind of a time when you can tell people what your company is doing.
JC: As far as technology, nothing like my colleagues on this roundtable. We have spent and spend a good deal of time running economic simulations for major users but we still act as consultants. I wouldn’t say we’re laying the groundwork, but when the economic data can be put in, we’ll be in a position to better and more rapidly provide people good, accurate feedback as to cost of switching and cost of implementation.
DG: I think you and Perry kind of are maybe a little bit more on the consulting side, so it will be interesting to see what Perry has to say. But let’s go to Joe next. Joe, what has your company been doing? Then, Justin, we’ll jump over to you after Joe.
JW: At the moment, we are doing two things: one is installing a bigger ammonia tank because we want to get into using ammonia as a form of indirect hydrogen combustion. Do we need to crack it first? Can we use it directly? How far have to purify it? These are questions we want to resolve and do in-house. That is one thing. And then also to improve our hydrogen supply, we will install an electrolyzer. We have a lot of solar on our roofs. It’s not directly our business to produce hydrogen, but we want to have the knowledge to tell our solar customers- does it make sense to produce your own hydrogen on site or should it come from the pipeline? What are the options here? We want to be prepared for that.
DG: Justin, over to you, and then Perry, then we’ll finish up with Jeff.
"[So] we’ll really be focusing on not only the burners ability to run hydrogen . . . but also we’re going to try to really look at the material impacts that hydrogen has on heating and as well as metallurgy to try to help some of these end-users because obviously this is a huge shift going from natural gas to hydrogen." - Justin Dzik, Fives North American Combustion
JD: As of about two months ago, we just fired hydrogen on our regenerative burners. This was in an effort to supply data for our talk at AISTech in Pittsburgh, back in May, where we sat on a panel about decarb. From that, we are actually in the process of breaking ground on installing a permanent hydrogen facility to supply our lab with hydrogen fuel for all our test furnaces.
From what I’ve been told, we’re looking in aiming at about 10 million BTU an hour as the max capacity, so we’ll really be focusing on not only the burners ability to run hydrogen --- we’ll focus on the markets, obviously steel and aluminum first because those have shown the greatest interest, what burners actually go on those, testing the burners ability to run hydrogen; but also we’re going to try to really look at the material impacts that hydrogen has on heating and as well as metallurgy to try to help some of these end-users because obviously this is a huge shift going from natural gas to hydrogen. So, over the next year, we hope to make significant headway in, obviously, our hydrogen studies in our conventional burners here.
DG: Perry, how about you? What are you seeing?
PS: From a purely industrial perspective, we have a handful of projects that we’re working on now. They are essentially down-selecting the most viable pathways for industrial process heating through alternate energy carriers, whatever those might be. We have sister groups within our low carbon resources initiative that are looking at the production and transportation storage of hydrogen, whether that is the electrolysis of hydrogen from water, whether that happens to be the use of steam methane reformation with a carbon captured scenario associated with that, and we’re looking at the cost and performance of all of those particular pathways.
And looking at that for a couple of different sizes of steam boilers as well as direct combustion which is, I think, the primary focus here, and a variety of different types of furnaces, ovens, heaters and a variety of different types of burner configurations in order to assess cost and performance of those, and then begin to do the technoeconomic analysis to determine where these technologies might compete as we project the cost and delivering storage costs of hydrogen into these locations regionally where these industries may be located. So, we’re doing all of that work to basically circle wagons around the most important research that we need to do going forward.
We’re also involved in an oxy firing project with GTI Energy which is looking at, right now, natural gas but also evaluating oxy firing. Of course, if you electrolyze hydrogen, you liberate a lot of oxygen from water and that oxygen is valuable and can be a very important constituent in oxy firing combustion which has a variety of advantages, whether you do carbon capture at the source or just trying to improve the overall thermal efficiency of the process. Those are some areas that we’re working on right now.
DG: Jeff, how about Selas? What’s been going on the last 12 months or so?
JR: Well, I think the last year has really just been a continued pattern of counseling customers on applications and, in specific, what particular burner styles are appropriate for utilizing hydrogen in different processes. But I will say, the other topic that is starting to garner some of our attention and efforts is thinking forward about codes and standards as an enabler for more of industry to get interested in decarbonization and, realistically, while burning hydrogen is relatively easy, the handling and distribution of hydrogen has yet to really permeate the codes and standards that we use on a daily basis to govern design of products and processes. Again, it’s not unknown; it’s used in other industries for other purposes like heat treating, like refining, but we need to bring that knowledge into our codes and standards and really kind of be the highway for industries and customers to be able to convert without a significant amount of “white sheet of paper” engineering.
"I think the work that the steel industry is doing is interesting from a couple of perspectives. One is: How do you supply huge amounts of hydrogen, at scale, at a cost that is reasonably competitive? So, they’re really challenging that outer envelope in terms of how much hydrogen, and in what manner, it needs to be produced, whether blue hydrogen or green hydrogen, and really pushing forward to ultimately, hopefully, drive the price of hydrogen down, green hydrogen."
DG: Are you still at all involved with the NFPA? Is that the type of standards you’re talking about, like the 86’s and things of that sort?
JR: NFPA 86, obviously 85 you could drive into the boiler’s world, 87 if you go into process heaters.
DG: Are you still involved with that? I know it says you have done that in the past.
JR: No, I am not currently on the committee.
DG: But you’d know enough about what’s going on in those, so that’s good.
A quick question. I don’t know that we need to spend a lot of time of this. Justin, I’m going to start with you on this one. We talked about it earlier, about the steel industry and the fact that they seem to be with steel and/or aluminum, but steel specifically, I guess; they seem to be one of the early adopters, or at least attempting to adopt it. The specific question here is: Do you see what they are doing in the steel industry as having any impact beneficial (and/or otherwise) on the heat treat industry, at all? Is there any obvious connection between what they’re doing and how it might apply to a captive heat treater or potentially a commercial heat treater?
JD: Yes. Obviously you have to a crystal ball to know what the future is, but obviously, I think, as the demand for 100% green steel increases and the green steel producers can push their will down on scope 1, 2, 3 suppliers, you’re going to see all processing steps will need to be decarbonized. That’s the future goal, that’s the future state. So, obviously if you go down far enough in the scopes, obviously that includes processes for heat treatments of steel. Who knows how long that will take, but for sure, that is probably the future path in the next quarter century or so.
DG: John, how about you? Do you see any benefit or any impact in what’s going on in the steel industry on the heat treat? After John, we’ll go to Jeff.
JC: Specifically, in the short-term, no, but it’s like with any technological initiative, often there are unforeseen breakthroughs, unforeseen bits of technology that are developed that are very beneficial. Again, it’s the “known unknown” in technological development — we don’t know what it will be but, from experience, we know it’s there. So, I’m optimistic that something will benefit them, but I can’t tell you what it is.
DG: Jeff, how about you?
JR: Well, I’ll take a little bit of a projective throw at this one and that is I think that experiences in the steel industry will help some types of heat treating, in particular, direct-fired applications like annealing. When we move to atmosphere furnaces, I think you get to a position where the application becomes so unique that the experiences in steel probably don’t translate. So, I think there are a couple of different bodies of transferability, so to say; when we look at what happens in steel or other industries, I think it’s going to application specific.
DG: Perry, what about you? Then we’ll finish up with Joe.
PS: I think the work that the steel industry is doing is interesting from a couple of perspectives. One is: How do you supply huge amounts of hydrogen, at scale, at a cost that is reasonably competitive? So, they’re really challenging that outer envelope in terms of how much hydrogen, and in what manner, it needs to be produced, whether blue hydrogen or green hydrogen, and really pushing forward to ultimately, hopefully, drive the price of hydrogen down, green hydrogen.
They are also, I think, helping us to evaluate what we need to understand about valve trains, other supply components and materials, whether that’s seals, and at pressure, obviously, hydrogen has a little quirk of wanting to embrittle carbon steels that may be used for storage or transport. So, work around how to really pardon the systems such that those risks can be mitigated and understanding what it’s going to cost to convert when we go to higher and higher concentrations of hydrogen, up to 100% hydrogen, as a fuel or reducing agent. So, they’re pushing the envelope; the rest of us will be able to take advantage of what they learn.
DG: So, Joe, I think in Europe, the steel industry is probably a little bit more aggressive than the rest of the world. What are you thinking about what they’re doing there and how it might benefit heat treaters specifically?
JW: I’m very happy about that — that they are moving forward and being proactive. I think it used to be a dirty, complaining, dying industry (the steel industry), and now suddenly they are on the forefront of really changing themselves and really wanting to do that. I think we will, absolutely, also profit from that. We see students coming to apply for work from us because they think that’s the future: to work in that business and, I think, that’s true, but that was different twenty years ago when everybody thought maybe we will have no steel industry in twenty years. It might sound stupid that we will have steel industry, but the steel industry presented themselves as being “go to Gary, Indiana or whatever,” if you don’t think that’s a future industry, but that is changing at the moment, and I am very happy about that.
DG: I would like to start with Joe, actually, we’ll just start with you; let’s reverse the course on this one. Let’s talk about obstacles. Whether it be production of hydrogen, distribution of hydrogen, or other technologies, what do you see being the main obstacles for adoption? And again, if you can tailor comments specifically into heat treat, fine, but I think, to a certain extent, where we see it being done in steel and aluminum then, probably, the obstacles will be very similar for the heat treat market.
Joe, what do you think?
JW: I think, at the moment, of course, it’s uncertainty. The people are a little bit sometimes wait-and-see because nobody knows. Will it be electricity? Will it be widely available for affordable prices? Will it be energy carriers? So, I think, and in general, at the moment, of course, there is a lot of uncertainty. What will happen with China? What will happen here? So, it’s very different. Some people just now are sitting there like a little rabbit and doing nothing; other companies are still active and say and see what their options are. I think we will see a lot of changes into the next decade compared to the past and it will be interesting times.
JW: I think the uncertainty, that is, of course, there is no clear pathway to go; everybody has to make their own decisions.
DG: Perry, how about you? Main obstacles for the adoption of hydrogen?
PS: It’s the big elephant in the room: the price. It has to come down in price at the burner tip to be competitive or else, globally, there has to be some agreement which is very difficult to obtain in terms of, sort of, regional competitiveness and globally economic competitiveness of industries. And so, something has to be done.
We have to continue to pursue how we’re going to produce hydrogen, transport and store it and have it become cost effective at the end-use. There are a number of strategies around how to do that but, obviously, if you’re going to electrolyze it, there’s a lot of work looking at how that could be improved in terms of its overall, final efficiency. That’s the biggest challenge. I think, the other transport and storage attributes can be overcome technically; I think we kind of know how to do that.
There is a big decision, I think, with regard to whether we produce hydrogen centrally and then move it around the world in various modes of transport including pipelines, which is generally the most cost-effective way, or in some cases, do you produce that in situ and then the question of whether or not you use steam methane reformation of a fossil fuel and carbon capture — that’s a policy matter.
I will say this: our first round of studies and sort of bookend scenarios that we’ve looked at for hydrogen production and use economywide suggests that policy matters a lot and whether or now we allow carbon capture and sequestration will make a huge difference in the degree to which hydrogen penetrates economically, markets beyond the very big ones that we’ve talked about. So, if we get into heat treat shops, other end-use applications, economically and transport and buildings, a lot depends on where we end up with carbon policy.
DG: Jeff, how about you? Obstacles?
JR: Well, very similar comments to what Perry had said — it has a lot to do with economics, distribution, and availability. Obviously, the last 12 months has not been a typical economic environment for what we’ve enjoyed for fuel security in the last 40 or 50 years, and I think, at this point, nobody has a crystal ball to determine what the relative price of fuel alternatives is going to look like going forward. Obviously, the hydrogen play is still reasonably new from the perspective that we need better ways to generate hydrogen, ones that could put the fuel on par or near natural gas, and as a real-world example of that is we’ve actually seen a resurgence in interest for firing liquid fuels as an alternative to a nonsecure natural gas supply and why? For the simple reason that they’re transportable without a pipeline. So, it will be interesting, but I think it’s that juncture of economics, supply and distribution that’s really going to be the determinate on where we land 10 or 15 years from now.
DG: John, how about you? Obstacles?
JC: For the heat treat area, I think the transportation. Heat treats, unlike steel mills, unlike petrochemical facilities, tend not to be collocated. The commercial heat treat and the captive heat treat tend to be distributed and they’re used to being able to obtain natural gas from a pipe on the road. So, until we have a means to run more pipe, which is a challenge, it’s a very real challenge, especially if you’re trying to obtain a new right-of-way in the U.S., that’s an extremely lengthy period of time. So, assuming, and I’ll assume for one minute that the cost of production, that issue can be dealt with. I think distribution, very likely, will be a longer-term impediment for heat treat in the U.S., maybe not so much for steel or other applications.
DG: Justin, how about you? Last one here on the obstacles.
JD: Yes, obviously, to just echo everyone else — it’s cost and availability, right? So, cost is like ten times what natural gas is right now so, in availability, like John said, do we have a pipeline that goes around the United States with it, that’s quite difficult, or do we produce at site? And then we have to consider the manufacturing capacity of the electrolyzers and the device if we’re going to do it on site; can that keep up with the demand?
Operationally, the cost. You know, thermal efficiency and process integration — really those things will help bring down the cost of hydrogen. The other industries like steel and aluminum are advocates of heat recovery right now — they employ it with recuperative technology or regenerative. Heat treaters don’t really do that and, I think, that is kind of a need when you’re switching to hydrogen to try to bring the cost close. It’s never going to be equal, but to bring it closer to natural gas, heat recovery is almost a must.
DG: Production and distribution, yes, as somebody said, “it’s cost at the nozzle,” how much is it costing?
If anybody wants to comment on this, fine, otherwise we’ll gloss over it and move on to the last question, but somebody commented and said, “I don’t know if you’ve noticed or not, but three-quarters of the earth is made up of water with two hydrogen and one oxygen, right? I don’t know if you noticed, but the bond between those two things is very, very strong.” It’s very difficult to break the hydrogen away from the oxygen. So, almost anything we do to produce it from that, the most abundant source, it seems like, would be water, would be very, very expensive. Does anybody want to comment on that?
JR: Just one additional thought is that in addition to water being widely available, the other challenge you have to have is you’re typically looking for a relatively clean source of water to run through an electrolyzer, and if you think about just what you see on the news every night, we already have a challenge where many parts of the world are having difficulty coming up with adequate supplies of clean, fresh water. So, desalinization definitely has a play in there, but the abundance of water, or hydrogen being the most abundant element in the universe, really doesn’t solve our problems. There are still a lot of developmental challenges around the generation of hydrogen.
DG: Anyone else care to comment on that before we move on? Joe, go ahead.
JW: Regarding the price, of course, that’s a little relative. We fear the moment the natural gas prices triple and quadrupling, it’s also the hydrogen price has to come down. But if the net/gas price goes up steeply, that will then make them also equal, just at another level, not that it’s what the people want but that could well make it much more attractive sooner natural price gas go up.
DG: It’s all the relative price, you’re correct. Any other comments? I think it’s a good segue into our last question and that is: the disruptions that we’ve seen, geopolitical situations and what impact that’s having on the advancement of hydrogen.
Justin, why don’t we start with you on this one. Any comment on the geopolitical situation, how that’s helping or hurting the current move to hydrogen?
JD: Yes, obviously every day it’s changing, so every day it’s making a different effect. But with the increased upward pressure on fossil fuels due to the geopolitical environment, there are potential cost penalties for changing from fossil fuel to carbon-neutral fuels like hydrogen that may be decreased, obviously. So, the desire to maintain the production capability in the face of fossil fuel shortage may further drive switching to hydrogen — hopefully, it will — or other carbon neutral fuels and obviously or ways to achieve the thermal input needed for the processing steps for all these customers.
DG: Perry, how about you? Any comment on the geopolitical situation?
PS: It’s unpredictable. I think the volatility of fossil fuels is an issue. The attraction that we have, at the moment, for hydrogen is that, ultimately, if we look at the production of green hydrogen, it would come from some renewable source.
Now, that could be biofuels that are hydrocarbon-based that are produced in natural avenues that are carbon-fixing so they’re renewable, but when you look at the green pathway for hydrogen through electrolysis, you’ve got to use electricity and so the attractiveness to that right now is that there are periods of time where we have a lot of excess power and we need to store that; batteries are not a good option for the volumes and timeframes that we want to store that power and so production and storage of hydrogen so that we then can reuse it either directly as combustible fuel somewhere or otherwise. That helps the whole energy system work a little better in terms of periods of higher and lower demand and so, I think, to me, that’s going to be sort of near-term more likely to drive things.
I think the geopolitical situations create a lot of interest and realization that we’ve got to do something, but the changes that are going to have to happen, I don’t think they’re going to happen fast enough to respond to those kinds of shock scenarios. So, this is going to take some time for us to deliver an integrated energy system takes advantages of low-cost power to produce hydrogen pulls together production distribution systems that end up working on a fairly seamless and effective final energy distribution system. So, this is not a quick fix.
DG: John, how about you? Geopolitical situation.
JC: Speaking as an American, our geopolitical concerns differ greatly with our European friends. We produce and export 10% of the natural gas — or attempt to export 10% of the natural gas we produce, so we are actually awash with natural gas while our European friends are not. Even if the instability in Ukraine is settled tomorrow, the question comes up: Can Europe trust Russia, long-term, to be a critical supplier and, arguably, I think you can’t. So, I think there’s going to be a divergence.
But even in the U.S., we have a significant political risk that we have to recognize and that is forming a consensus to put in place the necessary rules and put in place the necessary legislation to enable this transformation because we have yet to form a solid consensus in the U.S. that decarbonization is necessary. There are a lot of, again, I’ll use the term “externalities” at play and in the U.S. we, ourselves, even with all our resources are not yet in a position to form any sort of coherent plan to tackle this initiative. So, I caution people from the political side to keep working on the technology and keep writing your congressman.
DG: Two fronts there. So, Joe, give us the unique perspective from Europe on this. Geopolitically, you’re going to have a little different perspective here.
JW: John already mentioned, of course, we are in a different position because we don’t have our own energy sources and now, I think, we are hurt pretty badly by relying on cheap, Russian natural gas supply. We thought that we would get that forever and very reliably and that’s not the case. So, I think we have to diversify, we have to get more of our own resources, we have to conserve energy, use less, because otherwise we are just dependent — we are not free in our political possibilities if we have to rely on that cheap energy. Of course, to a degree, maybe, that is a little different in the U.S. but being dependent if everybody goes out on the street if the electricity shuts off and the air conditioning cuts down is also a kind of dependency on certain things so no telling for the future. So, I think that dependency on cheap energy is dangerous everywhere. And we should work on that to be here more conservative in using it — using less, using on-site; you can have local tank and there have your own air condition on every roof and not depend on the grid and everything. I think that would be good. We learn the hard way right now, but I think sort of which it wouldn’t hurt for the U.S. to do certain things the same way.
DG: Learn by watching rather than learn by doing, you know?
Jeff, how about you?
JR: Well, I think the current geopolitical situation is a reminder that although we’ve enjoyed five decades of really stable, inexpensive energy supply, it’s never guaranteed. It’s been quite a while since we had this type of market disruption around fuel supplies, but it’s a reminder that fuel supplies and energy really are a worldwide market that are deeply interlinked region to region. So, as we look at potential changes and what’s coming forward, I think we have to give a significant amount of focus to where we can make the most impact and decarbonization, and manufacturing really represents, at least in the United States, about a third of all the natural gas consumption. That means that two-thirds of it is power generation residential building and heat and from that perspective it kind of echoes Joe’s comments that it’s multiple technological advancements and market changes at the same time that are going to drive the initiative forward; it can’t just be heat treating or manufacturing, it has to be a union of multiple technological changes and adoptions at the same time for heat, power, electricity and industrial heating.
DG: That wraps up the initial questions that you all knew about ahead of time, so I’m just going to throw out one more: If there was something we were talking about here and you said, “You know, this is really something important that ought to be said.” Did anything like that jump to your mind? Is there anything that you would say kind of as a concluding or also a “Hey, let’s not forget about this?” Anything come to mind?
PS: I’ll jump in, Doug, just tagging on to what Jeff just said. Just a reminder that our energy systems, our supply of binary energy where the energy comes from and the final end-use systems are interconnected by very complex markets and delivery and storage systems, whether you’re talking about power, natural gas, fossil fuels, other liquid fuels and so forth. Those sources, whether you’re looking at bio sources, have limitations in terms of land use or whether you’re looking at hydrolysis of water, whether that be the cost or the impact on water resources and availability or whether you’re looking at wind and solar- all of them have their positives and their negatives. In the end, the marketplace, with all of these various end uses, there are a lot of societal decisions we’re going to have to make around who gets access to which sources. As an example, aviation fuel is a very difficult one to replace in terms of the liquid fuel because of energy density needed and the need to carry it along with you. How do we ensure that aviation gets the type of fuel at a cost that we can all withstand?
So, whether a lot of competition — not just within our industry that we’re talking about here, but amongst all aspects of the economywide uses of these various fuels, including hydrogen — there will be competitive forces that ultimately will create challenges for where and how we use hydrogen and how we produce it and where the best end-uses of hydrogen, specifically, would be, or other fuels like Joe mentioned- ammonia has its interesting potential areas where it could be applied as a combustible fuel and so forth. We just need to understand that there are complex economics involved in determining to what degree hydrogen may end up being a fuel for industrial furnaces.
DG: Anyone else? Something that needs to be mentioned you might’ve forgot?
JR: I would throw in one other comment. Knowing that the audience, for most of this presentation, is going to be in heat treating, I think perhaps one word of advice would be: hedge your bets. Design in and plan for flexibility. Being linked to one energy source is probably not economically advisable for any manufacturing business at least until markets and geopolitical events settle down.
DG: That’s a good point.
Gentlemen, thanks a lot, I appreciate the update in 12 months. Justin, thank you for joining us this time, I appreciate that.
Alberto Martin Sales Director -- Spain Aalberts surface technologies TEY
International manufacturer Aalberts surface technologies Group will receive two vacuum furnaces to the group’s Spanish branch in País Vasco. The system on order solves the manufacturer's problem with hardening large dimension elements.
The manufacturer mainly operates in the automotive industry, as well as the machine industry and, with this order, has signed its tenth contract with international furnace supplier, SECO/WARWICK. Aalberts is ordering the heat treat furnace provider's horizontal retort furnace for high-efficiency tempering with vacuum purging and the Vector® vacuum furnace. The Vector, with a useful working space of 600mm x 600mm x 900mm will increase the efficiency of the current hardening plant, improving the economics of hardening processes. The retort furnace will significantly increase the processing capacity of the current hardening plant for tempering processes.
Once again, SECO/WARWICK equipment will contribute to increasing the efficiency of our entire Group," said Alberto Martin, director of Sales --- Spain at Aalberts surface technologies TEY. Aalberts surface technologies is a global company with over 80 years of experience, operating in over 70 countries.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com





 Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?
Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?
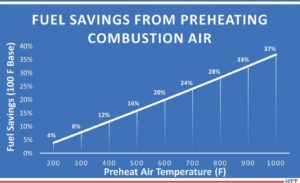
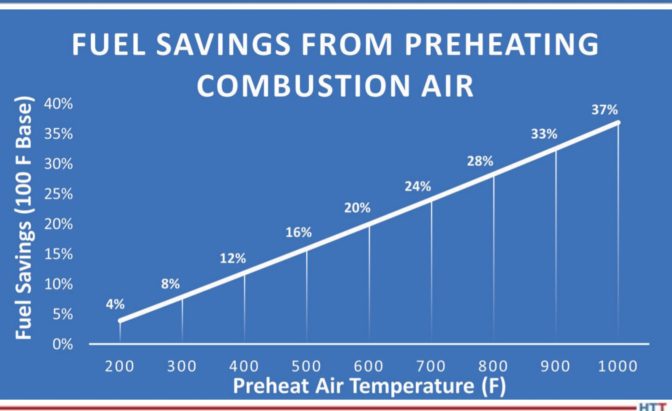
 In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market:
In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market: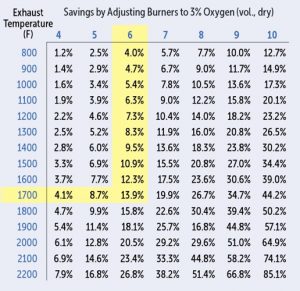
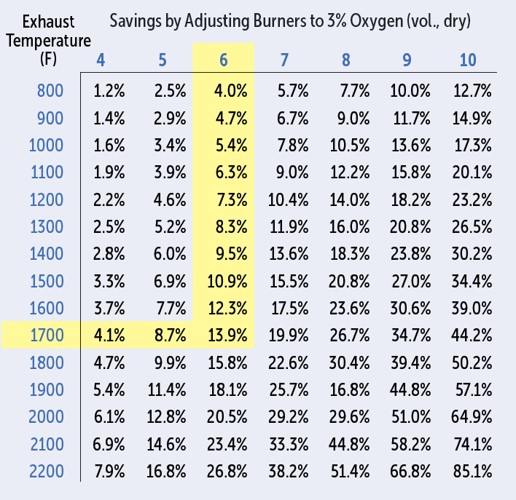
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com



















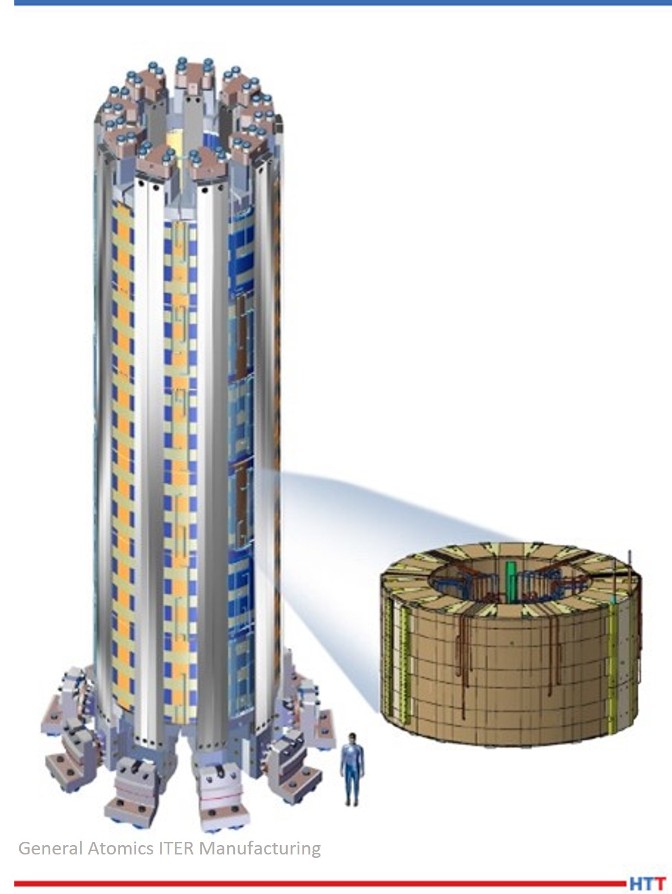
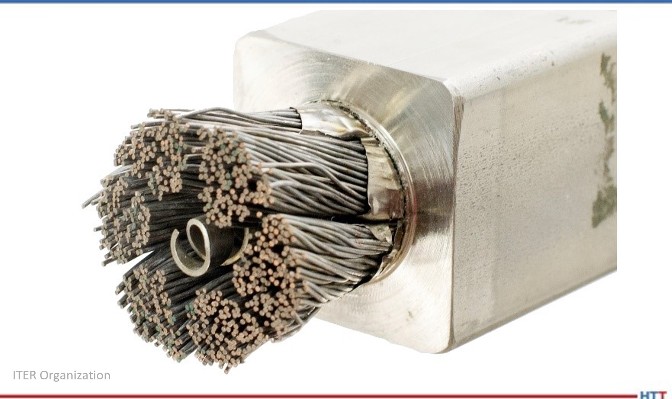

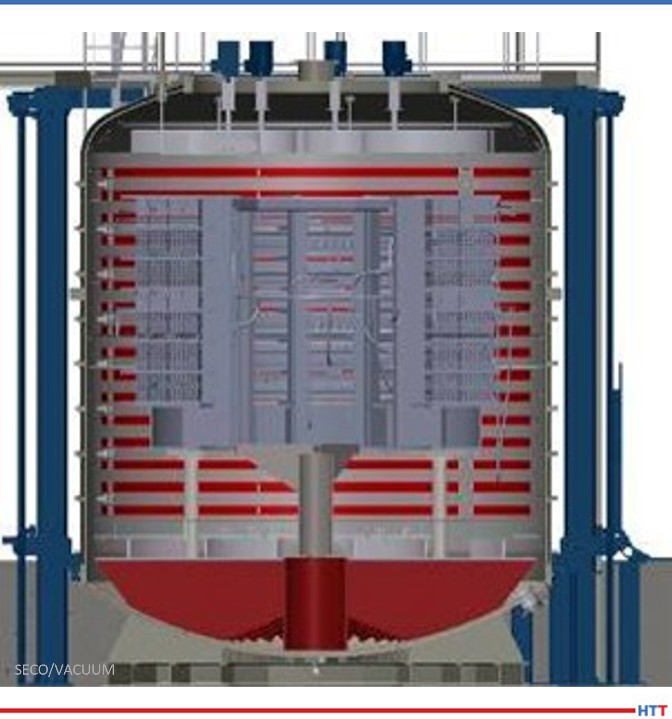




 Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.
Next is Justin. Justin is our “newbie” on this one, but not a newbie to the industry — of course! — but to this panel. Justin Dzik from Fives North American Combustion, Inc. is the manager of business development at Fives North America with a special focus in combustion engineering. Justin has written technical articles about Ultra Low NOx combustion technology for the steel industry and is closely involved with spearheading the advent of a thermal process combustion tuning solution that leverages industrial internet of things (IIOT) and Industry 4.0 technology. So, Justin, welcome, glad to have you with us this time.







