Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review some of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these seven summaries of the first half of the Combustion Corner columns. To view each installment, click the blue heading below.
In his inaugural column with us, John Clarke sets up the Combustion Corner column series with a look at the basics of natural gas. What do heat treaters need to know about natural gas supply and demand, availability, pricing, and consumption. Plus, the risks heat treaters should consider when making decisions about maintenance and equipment acquisition.
Excess air is the percent of total air supplied that is more than what is required for stoichiometric or perfect combustion. In heat treating systems, excess air plays many roles, both positive and negative. The perfect mixture of oxygen and gas can be elusive. When it comes to saving money and improving safety, carefully monitoring excess air in fuel-fired systems pays dividends.
Maintain regular inspection and maintenance schedules
Combustion safety is the number one priority for all heat treaters. But, what factors should be considered when all safety considerations are in place? After all, many fire protection standards are designed to protect life and property (as they should be), but not the bottom line. The next priorities for heat treaters are: reduce burner failure and therefore reduce downtime, consider component failure rates when designing or purchasing a system, and maintain regular inspection and maintenance schedules.
Downtime is costly. In order to prevent downtime, heat treaters need to “plan the fix” before the fix is necessary.
Planning the fix entails more than an annual inspection. One way to address shut-down-causing errors before they happen is to carefully examine gas pressure switches; switch contact ratings, location, pressure ratings, and protection of the switch from “bad actors” in the fuel gas are all things to consider.
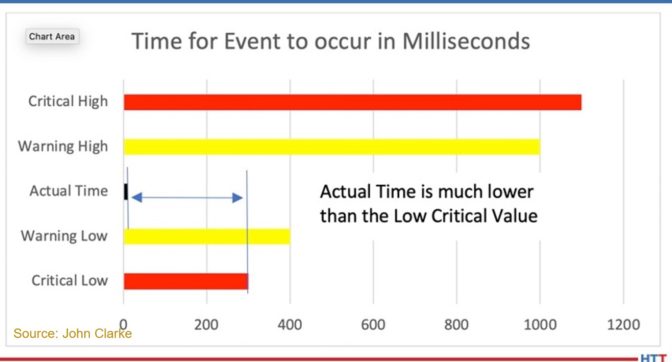
Pressure switches are either on or off. How can heat treaters use pressure switches to detect a possible failure before it occurs? The simple answer: the methods to analyzing time before shutdown is the heat treater’s crystal ball. Creating predetermined warning bands (time limits, which the pressure switch should not exceed or fall below) and monitoring switch response times within these predetermined times by PLC can give a glimpse into future shutdowns.
The NFPA allows for two arrangements of safety shutoff valves: the simple double block and the double block and vent. Both of these arrangements are appropriate as the last line of defense against a safety issue. How can heat treaters bring safety shutoff valves into compliance with NFPA 86? In this installment of the Combustion Corner, John Clarke clarifies how to comply with this common standard and lists some important considerations for choosing between a simple double block and a double block and vent arrangement.
In this column and the following columns in the series, John revisited the topic of natural gas. Reducing natural gas consumption is the best way to reduce cost. How can heat treaters do this? John suggests that we "optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
It’s an honor to serve the good people in the heat treat industry. This labor day weekend, we hope you take a rest from the meaningful work that you do to rejoice in the other blessings of life: family, faith, outdoors, community.
There won’t be a Heat TreatDailythis Monday, so don’t worry about missing out!
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the "fringe" of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Fridaypress article to prepare you for the global conversations you can expect at the international metallurgy trade fair quartet GIFA, METEC, THERMPROCESS, and NEWCAST. The theme? Foundry 4.0.
"From ArcelorMittal to Thyssenkrupp, digitization has arrived in the steel industry. Drivers are the desire to improve margins in existing business and increasingly the challenges of decarbonization. It is not disruptive new business models that are on the agenda of steel mills, but primarily improvements in earnings and an expansion of services. New digitalization solutions - from the transformation of the blast furnace to the vision of the autonomous steel mill, from digital melting operations to Foundry 4.0 - will be a focal theme at the upcoming metallurgy trade fairs GIFA, METEC, THERMPROCESS and NEWCAST, to be held from June 12 - 16, 2023 in Düsseldorf, Germany."
This guest column was provided by Gerd Krause, Mediakonzept in Düsseldorf, Germany. HTT is a media partner for the THERMPROCESS quadrant of the show. Give it a read and then email editor@heattreattoday.com if you have an op-ed or guest column that you would like to submit to Heat Treat Today!
In the highly automated steel industry data have long played a pivotal role. Take ThyssenKrupp Steel, for example: the hot strip mill in Duisburg alone not only processes about 16,500 tons of steel slabs but also the data of more than 1.2 billion measurements. Terms like Big Data, Digital Twin and Machine Learning are today just as familiar to metallurgists as tapping and slab casting. Artificial intelligence (AI) specialists and App programmers join traditional workers such as blast-furnace and hot rolling mill operators. Digital twins map production from start to finish and can be used for all steps in the value chain of products, plants and services alongside the real steel mill. One key objective is to analyze product and machine data across various process steps. With the help of Data Analytics material characteristics such as thickness fluctuations, roughness or stiffness can be forecast precisely and tolerances can be adhered to more closely. To this end, thousands and thousands of sensors capture the quality and production data across the entire flat steel process chain. This data base forms the basis for controlling and analyzing manufacturing processes in real time. In ThyssenKrupp Steel’s No. 8 hot-dip coating line in Dortmund the data analytics results are used to generate mathematical models for controlling the skin pass mill. The data model controls the line in such a way that the aspired roughness values of the steel strips are reached and the operation mode can be re-adjusted online if needed. This opens up new service options for steel producers. Commenting on this Lothar Patberg, Head of Innovation at Thyssenkrupp Steel said: “In future, customers would be able to not only track the current status of their orders. They could also obtain selected quality data from manufacturing with a view to adjusting their own processes before the coil is delivered.”
Contact us with your Reader Feedback!
The technological shift to CO2-free production with hydrogen and renewable energies has provided added momentum to the uses of digital technologies. According to consultancy Accenture, in industrial manufacturing up to 61 megatons of CO2 could be saved by 2030 through digitalization. Metallurgy plant builders such as SMS, Primetals and Danieli have long identified this potential: to strengthen their own companies but above all to open up new lines of business.
SMS digital: The big players develop the market
A pioneer in digitalization exhibiting at METEC 2023 is the Düsseldorf-based SMS group. Automation technology has formed part of this metallurgy plant builder’s DNA for many years. Technologies such as Virtual Reality (VR), Augmented Reality (AR) and Digital Twins were used by their engineers in steel mill development long before Industry 4.0 hit the headlines. While in the past individual divisions like the rolling mill were automated, digitalization today connects the entire production line from the blast furnace to the finished product on all levels. SMS was among the first in this industry to identify the potential digitalization holds for developing new business lines and established the start-up SMS digital in 2017. What started with 10 members of staff in a backyard, is now the leading software provider for metallurgy: SMS Digital GmbH with more than 350 specialists employed worldwide. As Chief Digital Officer on the board of SMS group Katja Windt, a former university professor with a PhD in engineering, has been responsible for the key areas of digital transformation – at her own company and with customers. The SMS Chief Digital Officer views the 150 years of process know-how in the metallurgical sector as a key advantage over competitors, or potential new entrants such as the digital champions Google or Amazon that have long had their sights on the industry. Digitalization for process optimization and energy management also forms an essential part of the new business lines of the SMS group. As a global player for the reduction of carbon dioxide emissions and the circular economy the plant builder has successfully invested in decarbonization and recycling technologies – ranging from climate-neutral steel production based on hydrogen, battery recycling and urban-mining solutions for reclaiming precious metals from electrical scrap to plants for producing green syn-gas and synthetic fuels.
Big River Steel: Learning steel mills are just the beginning
Digitalization focuses on the steel industry. At METEC 2019, the International Metallurgical Trade Fair with Congresses, the plant builder was able to present the world’s first “learning steel mill” together with Big River Steel. The mill built by SMS in the U.S. and digitalized and fitted with artificial intelligence (AI) in cooperation with partner Noodle.ai , is operated in the most resource- and energy-efficient way possible today. The AI by Noodle.ai analyses historical data and in part high-frequency signal series captured by more than 50,000 sensors. In addition to the steel mill’s data the AI platform also uses external data sources that capture and predict manufacturing processes, and even propose corrective measures. This means artificial intelligence helps to maximize the yield, improve product quality and eliminate safety risks. Huge data volumes from which AI generates knowledge allowing BRS to produce high-quality steel products at a lower cost and faster. The learning steel mill in the USA is just the beginning. For Digital Director Windt, the objective is self-controlling production: a steel or aluminum mill that runs autonomously with the help of learning algorithms. The key product for digitalization in the SM digital building block is the so-called Data Factory that collects and edits sensor data. Depending on custom requirements and desired performance increase, a wide variety of applications can be hooked up to this software platform. In conventional production, finished products are inspected for defects. If the goods are defective, the search for the cause begins and the source of the defect must be eliminated. In Industry 4.0 logic, continuous monitoring of production prevents errors before they occur. This saves time and money.
Customers do not to necessarily need to buy new plant technology for the service. As a new business model SMS also offers “Equipment-as-a-Service.” “Customers conclude a service contract with us for a component, such as part of a rolling mill or a continuous casting line,” explains Windt. So the plant builder does not sell the equipment but the customer pays for its operation and the digital applications used.
The power of digitalization has become evident during the Covid pandemic if not before. With the help of its AR SMS was able to commission steel mills remotely, i.e. without service engineers being on site as was the case before.
Smart Steel Technology: Start-up ready to attack
Smart Steel Technology (SST) promises to reduce energy consumption and the emission of climate gases such as carbon dioxide in steel production by means of artificial intelligence (AI) and machine learning (ML) Established in 2017 by mathematician Dr. Falk-Florian Henrich in Berlin, this start-up has set out to optimize processes on all levels. To this end the steel industry is set to change from control-based production to AI-based manufacturing.
Steel producers transform conventional manufacturing processes towards higher energy savings and CO2 reductions. With a gradual changeover from coal to hydrogen as a reducing agent, carbon dioxide emissions are already reduced at the blast furnace. Add to this new process pathways such as direct reduction using natural gas initially and later hydrogen as part of the decarbonization route for steel production. This is why steel producers need solutions to assess and control the CO2-efficiency of all production routes as well as their carbon and energy footprints broken down for each individual steel product. The pressure to do so emanates not least from customers. In the automotive industry the carbon footprint is increasingly becoming a sourcing criterion for steel products. “Precise energy and CO2 data allow steel producers to charge for their conversion efforts and complete audits successfully. Automated CO2 and energy analyses with AI-based models are the key to this,” says Henrich. With SST’s AI-based software packages, he explains, it is possible to precisely document and trace back the energy consumption and CO2 emission for every flat or strip product. AI considers numerous factors impacting energy efficiency such as raw material quality, product mix and maintenance.
In addition to companies such as Feralpi and Vallourec, SST CEO Henrich was able to convince the world's largest steel producer ArcelorMittal of the strength of his AI solutions. Example Eisenhüttenstadt: here AI and ML methods managed to improve the surface quality of high-end steel grades for the automotive industry by more than 50%. The AI software is not only used to forecast the surface quality but also to prevent surface defects from forming. After the successful trial run in Eisenhüttenstadt ArcelorMittal has also installed software from the SST family at sites in Bremen, Hamburg and Duisburg.
Fero Labs: Changing raw material composition in real time
U.S. start-up Fero Labs also seeks to score points with decarbonization and green steel, as Head of Business Unit Europe Tim Eschert confirms. The AI software by Fero Labs makes it possible, he explains, to change the raw material batch composition in real time and thus significantly reduce the probability of rejects in the manufacturing process: “At the Brazilian steel producers Gerdau with a medium production volume we achieve some 9% savings a year.”
The international metallurgy trade fair quartet GIFA, METEC, THERMPROCESS and NEWCAST are part of the “The Bright World of Metals” portfolio and will be held in Düsseldorf, Germany from June 12 – 16, 2023. www.tbwom.com
About the Author: Gerd Krause is the Mediakonzept for Düsseldorf, Germany
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
We get it. You read all day: emails, memos, furnace monitoring screens. To give your eyes a break, Heat TreatTodaywanted to provide some grab and go visual resources. In this original content piece, check out some visuals to help you learn about the difference between Nitriding and FNC; discover how the U.S. is doing in the race to green steel production; and get an example of the type of numbers that are normal for a CQI-9 probe method A test.
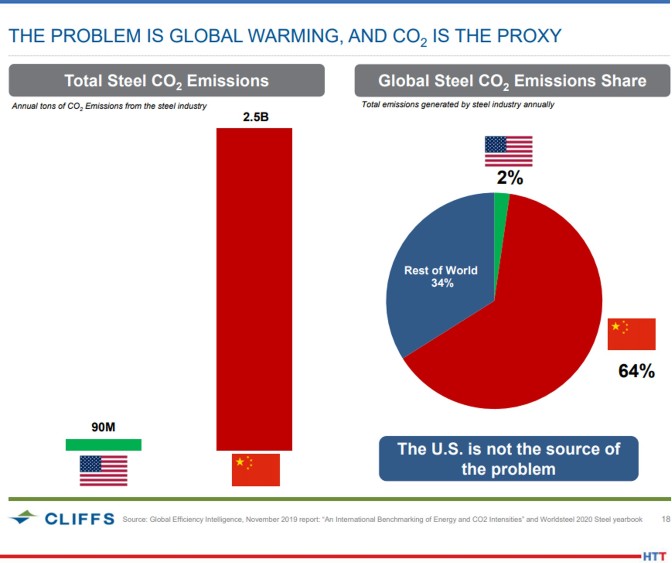
In Heat TreatToday's August 2021 Automotive print edition, Lourenco Goncalves, chairman, president, and CEO of Cleveland-Cliffs, Inc. made a big statement: "The United States is the benchmark of the world in all things steel. Amongst all major steelmaking nations, we have by far the greenest emissions profile."
In a climate where the United States often gets a bad rap when it comes to environmental concerns, Lourenco's statement is hard to believe. But, the data below contradicts this bad reputation. Check out the graphic below to learn how the United States stacks up to other countries in steel production.
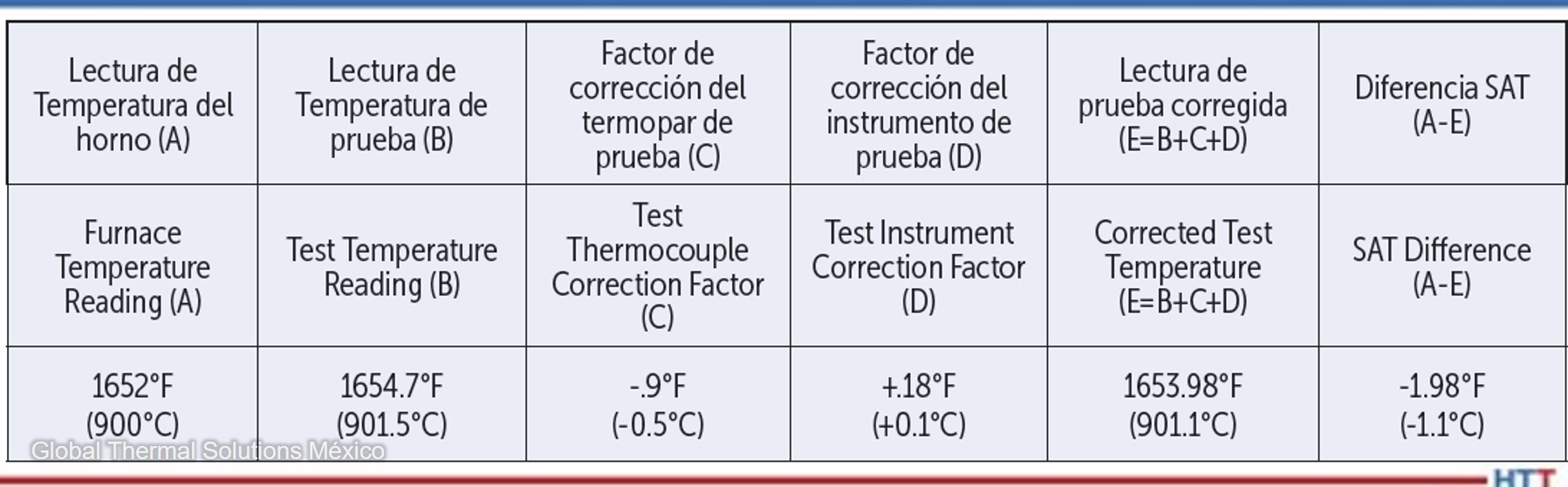
Ensuring heat treating equipment falls within CQI-9 standards can be tricky. According to Erika Zarazúa, regional purchasing manager at Global Thermal Solutions, probe method A may be the best way to identify variations in control systems.
If you're curious about how probe method A works, view the chart below (in both English and Spanish) for an example of the kind of numbers that are typical for this test method.
Table 1. Probe method A Tabla 1. Método de sonda A
These days, it seems like most heat treat shops are updating equipment or changing procedures to accommodate demands for ferritic nitrocarburizing. But how different are the two processes, really? When it comes to materials commonly processed, time cycles involved, and atmospheres required, where does the difference between nitriding and FNC begin? The chart below is a quick and easy guide to distinguishing the difference between these two hardening processes. Skim away or take a deep dive into the technicalities!
Erika Zarazúa, a 40 Under 40 Class of 2021 member, is a metallurgical engineer with over 18 years of experience in heat treatment operations and temperature measurement and has worked in multiple engineering, quality, and project roles in the automotive and aerospace industries. Erika currently holds the position of regional purchasing manager at Global Thermal Solutions.
Seeing behind the scenes of everyday processes, seeing the previously unknown "how," can be an "Aha" moment. Karen Gantzer, senior editor and associate publisher of Heat Treat Today, shares about two such "Aha" experiences for the Heat Treat Today team.
This article first appeared inHeat Treat Today'sAugust 2022 Automotiveprint edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
It was the summer between my junior and senior year at college. I had secured a sports internship at WLWT, a television station in Cincinnati, Ohio. The opportunity to experience many behind the scene and front of the camera exposures was invaluable and rewarding. One memory that has stuck with me all these years was the first time I saw the meteorologist’s segment from behind the camera while she was on the newscast. She was standing in front of a green screen with a monitor off to the side explaining weather fronts and forecasts. I stood there in wonder. It looked totally different from the station side of things and today, I can’t watch a weather segment without thinking of the blank green screen!
Contact us with your Reader Feedback!
Have you ever had that experience? Completely blown away by seeing a common or everyday product, process, or presentation whose behind the scenes production was, until the point you saw it, unknown to you. I suppose one could describe it as an “Aha” moment. Well, in early June, the Heat Treat Today team had one of those memory-making trips that we’ll not soon forget.
We had the privilege of visiting the fine folks at ThermTech in Waukesha, Wisconsin. Mary Springer and Chuck Hartwig along with their experienced team shared their expertise and insights as they led us on tours of their facility. How fun it was to see some of the industry vocabulary we put on paper come to life! To actually see everything from the fiery furnaces and the products being heat treated to the pre-furnace parts prep and huge baskets that are used, it was a moment that connected the industry words we work with to the actual processes. We will not forget the sights, smells, temperatures, kindness, and generosity of our time at ThermTech.
Heat TreatToday Team: Doug, Bethany, Lauren, Michelle G-P, Alyssa, Karen, Michelle R., Ellen
The next day, the Heat Treat Today team was graciously hosted by the Quad Graphics folks who print our eight annual magazines. Being divided into a few smaller groups, we each had our own
Quad expert who toured us through the vast and expansive printing facility. To see the incredible precision that it takes to get each magazine from our PDFs to the tangible copies you hold in your hands is truly a sight to behold. From the massive rolls of paper being stored wherever there is available floor space (and, yes, there is a paper shortage) to witnessing the inking, folding, and binding processes gave us all pause to: first recognize the importance for accuracy in our processes, and second to marvel at the many highly skilled individuals it takes to produce each issue. Truly “Aha” moments!
I’m thankful for the opportunity we had to experience these visits as a team and that we can still marvel and appreciate those once unknown processes.
When I view baskets when running errands that remind me of the ones at ThermTech, I’ll remember what and how they do what they do. And, it’s safe to say, when I look at any magazine on the rack, I will see all the machinations it went through from conception to publication. What a grand time to be alive!
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The Capi Group has boosted its nitriding/nitrocarburizing capacity with two heat treat furnaces to keep up with the rise in production and new orders from the industrial and automotive sectors.
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
The Italian gear manufacturer's order of Nitrex's large-capacity nitriding systems "is a continuation of our collaboration, and we look forward to strengthening this partnership further,” says Marcin Stokłosa, project manager at Nitrex.
The Capi Group owns four pit-type nitriding/nitrocarburizing furnaces of the same model type and larger size, which consist of Nitreg® and Nitreg®-C technologies, +/-3°C temperature homogeneity in the retort, and eco-friendly IN-500 exhaust neutralizer to support a clean and green operation.
The new Nitrex furnaces, which comply with the Aerospace Material Specifications (AMS) 2750 for pyrometry and 2759/10 for controlled nitriding, are integrated into the existing production line and connected to a closed-loop water cooling system. The latter is an environmentally friendly feature that recirculates a steady supply of cooling water to cool furnace elements.
The new systems have been operational for a few months.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
When was the last time the parts washer was cleaned? For many heat treaters, answering this question and keeping data on cleaning schedules and outcomes may not be at the top of their priority list. Learn how a data-driven approach to cleaning heat treated parts can have an impact well beyond the cleaning phase.
This Technical Tuesday article, written by Greg Steiger, senior account manager at Idemitsu Lubricants America Corp., was first published in Heat Treat Today's August 2022 Automotive print edition.
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Introduction
For many years heat treaters have virtually ignored their washers. It was not uncommon for these washers to be dumped and recharged whenever someone thought about it. Often the question “When was the last dump and recharge?” was met with the “I don’t know” shoulder shrug or “When the parts were dirty.” So why do parts need to be cleaner than ever before? The easy answer is because it is what customers are demanding. The more difficult answer is because as quality standards have improved over the last several decades, the need for parts with tighter tolerances has also increased.
Contact us with your Reader Feedback!
Many readers will wonder what part cleanliness has to do with tighter tolerances. The answer is the quench oil residue that was once acceptable to leave on the parts affects the tolerances of the part. For example, a buildup of oil in the threads of a part will have an impact on how the part threads into its mating part. Cleanliness affects post heat treat processes such as plating and painting as many residues cannot be plated or painted over. Part cleanliness also influences the shop environment in a heat treat operation. A clean, oil free part will not produce smoke in temper like a part with oil residues will.
Furthermore, when asked how the washer was recharged the typical answer was to drain the cleaner solution and then replace the cleaner solution with fresh water and enough cleaner to bring the concertation to the desired level and then restarting the washer. There was virtually no thought to removing the sludge that had built up over the years since the washer was last thoroughly cleaned. Little time was spent mucking out the sludge, and even less time and thought were expended on determining if the spray nozzles were clogged or properly aimed at the load. When energy, labor, cleaner chemistry, and disposal costs were all very low, this was the typical method of operating washers.
Now (with labor, disposal, energy, and cleaner prices all increasing along with the nationwide labor shortage) is the time to change those old habits and recognize the preclean and post quench washers are two ways to improve part cleanliness and the bottom line. The method of change for these habits is to allow data to be the guide in operating the washers in a heat treatment operation. The data will determine what the optimal concentration range is to obtain the cleanest parts. The data will show when the soil loading in the washer is too high. The data will reveal the maximum tank life for the cleaner solution. In other words, data should be used to maximize the efficiency of the washers.
Basic Cleaner Chemistries
The term alkalinity in its most basic description is a pH above 7.0. At this pH, the cleaner efficacy is improved as is the overall rust protection of the parts in the quenched load and any mild steel used in the washer construction. All alkaline cleaners share several types of common raw materials. They are alkaline builders, surfactants, corrosion inhibitors, and sequestering agents. However, where the
cleaner chemistries differ is in the types of alkaline builders used to create the alkaline pH. Many older formulations and less expensive products use caustics, carbonates, phosphates, and silicates as their alkaline builders.
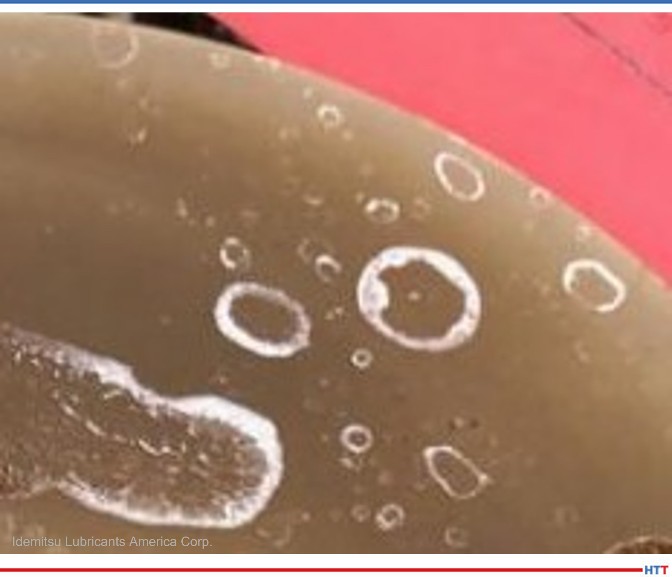
Figure 1. Hard residue of powdered alkaline builders Source: Idemitsu Lubricants America
While these are now commonly used in the liquid form, they are all powder based. The biggest issue with using powder based alkaline builders lies in the residue they leave behind when the water evaporates. These residues are the hard white residues seen in Figure 1.
Additionally, when the water evaporates from cleaners using these alkaline builders the residue can clog the spray nozzles within the washer cabinet. More recent formulations have begun using a product called an amine as an alkaline builder. Amines are liquids mixed with water. Therefore, when the water evaporates a liquid is still left behind. The film from an amine is more uniform, does not leave a powdery residue, and does not clog the spray nozzles in the washer cabinet. Additionally, amines have better buffering capabilities and help keep the pH of the cleaner in the mild pH range of between 9.0 and 10.5. When water is sprayed on a warm piece of steel, the water beads up and forms droplets.
The purpose of the surfactants in an alkaline cleaner is to prevent this from happening. The surfactants help the cleaner to wet out over the load more evenly. Surfactants also assist in the cleaning process by providing detergency to the cleaner. To provide short-term indoor corrosion protection, alkaline cleaners also have a short-term corrosion inhibitor formulated into the cleaner. This short-term protection is only intended to provide work-in-process protection. This protection is typically no more than a few days of protected indoor storage. Lastly, sequestering agents are used to allow the alkaline cleaners to be used in hard water. The sequestering agents chemically react with the minerals in hard water preventing them from precipitating out as hard water soaps and salts.
Alkaline cleaners can also be distinguished by those that emulsify the oils they remove and those that separate the oil they remove. In a typical dunk spray post quench washer, the load enters the washer and is lowered into the cleaner solution where the solution is agitated. The agitation allows the surfactants or detergents to provide the cleaning. During this period of agitation, the cleaner and quench oil combine to form a mechanical emulsion and potentially, a chemical emulsion. (The difference between a mechanical and chemical emulsion is a chemical emulsion is a more permanent emulsion and a mechanical emulsion stops when the mechanical agitation stops.) Once the mechanical agitation stops, a still period, or dwell, should then occur. This will allow the mechanically emulsified oil to separate from the cleaner solution. After this dwell period is over, an air knife or a set of nozzles will blow the oil layer into a separate chamber where the oil can be skimmed and removed from the cleaner solution. The elevator then brings the load up and out of the cleaner solution and into the spray cabinet. At this point it becomes highly imperative as much oil as possible is removed from the top of the cleaner solution. If the oil is not removed, the elevator will simply bring the load through a layer of oil, which is redeposited throughout the load. Once the load is in the spray cabinet, the cleaner solution is pumped through the spray nozzles onto the load. This spraying action is to remove any lingering soils and remaining oils. The solution pick-ups for these nozzles are typically in the middle portion of the dunk tank.
Designers of the equipment chose this spot because any free-floating oil will not be picked up and sprayed through the nozzles. For cleaners emulsifying oils the cleaner and oil emulsion is then sprayed and redeposited back onto the load. This will create issues in the temper where the water evaporates, and the oil left behind will create smoke and other vapors.
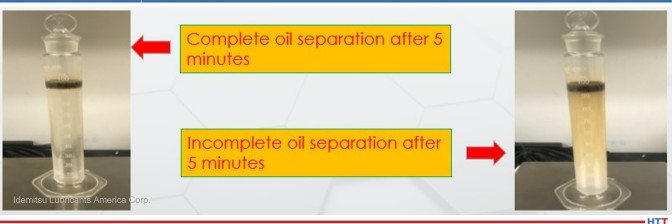
Figure 2. A 5% cleaner solution heated to 160°F was made of each cleaner to test oil separation abilities. Source: Idemitsu Lubricants America Corp.
For cleaners not emulsifying oils, the oil is not redeposited on the parts and the smoke and other vapors from emulsifying cleaners are greatly reduced or eliminated in temper. Figure 2 shows the difference between emulsifying and non-emulsifying cleaners.
While the source of alkalinity does not create smoke and other vapor issues in temper, the alkalinity source does create issues in temper and in the spray portion of the washer. In the temper, cleaners using alkaline builders such as caustics, carbonates, phosphates, and silicates will leave behind a white powder residue as seen in Figure 1. This residue is caused when the water in the cleaner solution evaporates and leaves behind the powder of the alkaline builders. Water evaporation in cleaners with powder alkaline builders will cause spray nozzles to clog and heating elements to foul. Cleaners using an amine as the alkaline builders do not have these issues. The difference in heating elements can be seen in Figure 3.
Selecting a Cleaner
Figure 3. Heating element comparison of an amine cleaner vs. powdered alkaline builder cleaner Source: Idemitsu Lubricants America
The proper selection of a cleaner can be the difference between a highly satisfied customer and a completely dissatisfied customer. The requirements for a cleaner are as follows:
• Part cleanliness that exceeds customer
expectations
• Long sump life
• No residue
• Ability to split quench oil from cleaner
• Rust-free parts
• Low foam
• Low to moderate pH
• Hard water stability
When selecting a cleaner, a heat treater typically has two opportunities to influence the overall part
cleanliness. The first opportunity lies before the heat treatment process begins with a precleaning step. The second opportunity is with the post quench cleaning operations. When choosing a cleaner for these operations it is important to know what soil will be removed during the cleaning. The answer to the post quench cleaning is obvious, a quench oil. However, the soils on the parts incoming to the heat treatment process vary greatly. These soils may include oil and water based rust preventatives, water soluble coolants, cutting oils, and mill oils.
Typically, the soils removed before the parts are placed into the furnace are easier to remove than the quench oil from the post quench washer. This allows for the same cleaner to be used in both operations. By using the same cleaner in both preclean washer and post quench washer, heat treaters don’t have to worry about purchasing two different cleaners or have the concern of mixing the cleaners by placing the incorrect cleaner in the wrong washer system.
Once the soils to be removed have been identified, the next criteria to look at in selecting a cleaner are the operating temperatures of the washer, the pH of the cleaner, and foaming characteristics of the cleaner. Typically, the foaming characteristics and the operating temperature of the washer are directly related.
The type of surfactants or detergent additive used in alkaline cleaners have a property called the cloud point. At operating temperatures below the cloud point, the cleaner will form a dense and heavy foam that inhibits the cleaning efficacy of the cleaner. At operating temperatures above the cloud point, the surfactants are soluble in water and work as detergents and do not create foaming. An operating temperature of 140°F–160°F is the ideal operating temperature to remain above the cloud point, maximize the efficacy of the detergents, and minimize foaming tendencies of the cleaner. The cloud point phenomena can be seen in Figure 4.
Figure 4. Demonstration of a surfactant cloud point Source: Idemitsu Lubricants America
The higher the pH the easier it is to clean many soils from the parts. The pH of a cleaner plays multiple roles in the parts cleaning process. A pH above 8.0 also helps provide corrosion protection on mild and carbon steels. However, as the pH climbs, skin sensitivity becomes an issue. At a high caustic pH such as 12 or above chemical burns on skin can occur. At lower pH levels of between 9 and 10.5, such as those provided by amine-based chemistry, skin sensitivity is greatly reduced.
Another advantage to amine-based chemistry lies in the lack of a perceptible residue that is often seen on parts after temper or around the washer itself. Figure 5 shows a typical part residue after temper from an emulsifying caustic cleaner. Figure 6 shows the residue found on a washer using a caustic cleaner.
Figure 5. Part residue using an emulsifying caustic cleaner Source: Idemitsu Lubricants America
Figure 6. Caustic alkaline cleaner residue Source: Idemitsu Lubricants America
In addition to leaving the residues seen in Figures 5 and 6, caustic cleaners also have the potential disadvantage of clogging spray nozzles when the water evaporates leaving behind the same type of residue in the spray nozzle. The clogged spray nozzles will then reduce the efficacy of not only the cleaner, but also the oil skimmer as well as the spray nozzles that are used to push the floating oil into the quenchant tank where floating oil is removed via an oil skimmer.
A cleaner should be compatible with hard water. In many areas the aquifers and wells where water is drawn from contain high amounts of minerals and salts. These hard water minerals and salts exacerbate any residue issues and create an ideal environment for rust and corrosion to begin. If the minerals and salts are left unchecked, they will eventually form chloride ions and mini voltaic cells. These mini voltaic cells are the beginning stages of the corrosion process. The sequestering agents in an alkaline cleaner will chemically react with the minerals and salts thereby not allowing the free chloride ions and the mini voltaic cells to form.
Using Data To Efficiently Operate a Washer
There are many reasons heat treaters dump and recharge their parts washers. The most common reasons typically are: “we dump the washer once a month because we always have”; “we dump the washer whenever the parts get dirty”; or “we never dump the washer.” Very infrequently is the answer “the soil loading is too high.” That is because to know what the soil loading is, the washer has to be operated by using data. Using data, heat treaters can optimize the efficacy of the cleaner solution, maximize the dump interval of the cleaner, reduce the amount of sludge in the washer, and lessen downtime.
The key in establishing a dump cycle is to know when the cleaner has reached its soil loading limit. Typically, this is around 2%. Soil loading is the amount of soil that is mixed in with the cleaner. The soil consists of a mixture of the soils removed, dissolved salts, and soaps along with anything else that makes its way into the washer. The 2% limit will be reached quicker in the post quench washer than in the preclean washer as more soil is removed in the post quench washer. In addition to soil loading, the proper data approach should also include the cleaner concentration by an alkalinity titration, concertation by Brix, tramp oil, cast iron chip rust test, and chloride level.
A brief explanation of each test and the reasons for performing the test are individually listed below.
pH
A good pH range is between 9.2 and 10.5. Within this range, most people coming into contact with the cleaner solution will not have an issue with skin sensitivity. At a pH above 10.5 skin sensitivity dramatically increases. As the pH begins to trend lower and eventually becomes acid below 7, the corrosion protection properties of the cleaner decline.
Concentration by Brix
This test measures everything that is dissolved within the cleaner solution. This includes salts, soaps, and removed soils. The Brix% is measured with a handheld refractometer reading in Brix%. The Brix% is then compared to a chart specific to the cleaner being tested. The Brix% will typically be higher than the concertation when tested via an alkalinity titration as the Brix% captures the amount of cleaner dissolved in water, along with salts, soaps, and removed soils. The concertation limits for the Brix% should have a maximum no more than 2.0% above the concentration by alkalinity.
Concentration by Alkalinity
This is a titration that can be performed in a lab or at the washer. A weak acid such as 0.1N HCl and an indicator such as phenolphthalein is used. The method and concentration multiplier depends on the specific cleaner used. Many methods count drops of acid used, while others use milliliters used to change the color of the indicator. The supplier of the cleaner will likely provide an initial concentration test kit and instructions on how to use the kit. A good concentration range for a preclean washer is between 2% and 3% and a post quench washer should have a concertation range of between 4% and 5%.
Soil Loading
The difference between the concentration by Brix% and concentration by alkalinity is the soil loading. This value should not exceed 2%. When the soil loading exceeds 2% it is time for a dump and recharge of the cleaner solution.
Tramp Oil
A tramp oil test measures the ability of the skimmer to effectively remove the quench oil from the top of the cleaner. This test is simple to run and can be run by most heat treaters. Simply fill a 100 ml graduated cylinder with the cleaner solution from either the preclean or post quench washer and allow the cylinder to stand idle for 20 minutes. Then simply read the amount of oil that has separated from the cleaner. A maximum level of 2% tramp oil shows the oil skimmer is effectively removing the tramp oi from the cleaner.
Cast Iron Chip Rust Test
Running the cast iron chip test requires dry machined cast iron chips and is best left to your cleaner supplier. The purpose of running the cast iron chip test is to ensure the corrosion protection formulated into the cleaner is not being depleted. This test uses a scale published by ASTM with a rating system of 0 to 5, where 5 is the worst and 0 is the best. To successfully pass this test a result of no more than 1 should be achieved. It is important to remember, cast iron chips have more surface area than a steel part and cast iron is also more porous and prone to oxidation than steel. Therefore, a test result of 1 is not a reason for concern.
Chloride
The chloride test is another test that is best left up to your cleaner supplier because the easiest way to test is through expensive instrumentation. The purpose of testing for chlorides is to prevent the situation for a mini voltaic cell to form. If the chloride level exceeds 150 ppm in a cleaner solution a mini voltaic cell can form and the corrosion process begins. As this process begins, the pH will begin to fall as will the corrosion protection of the cleaner.
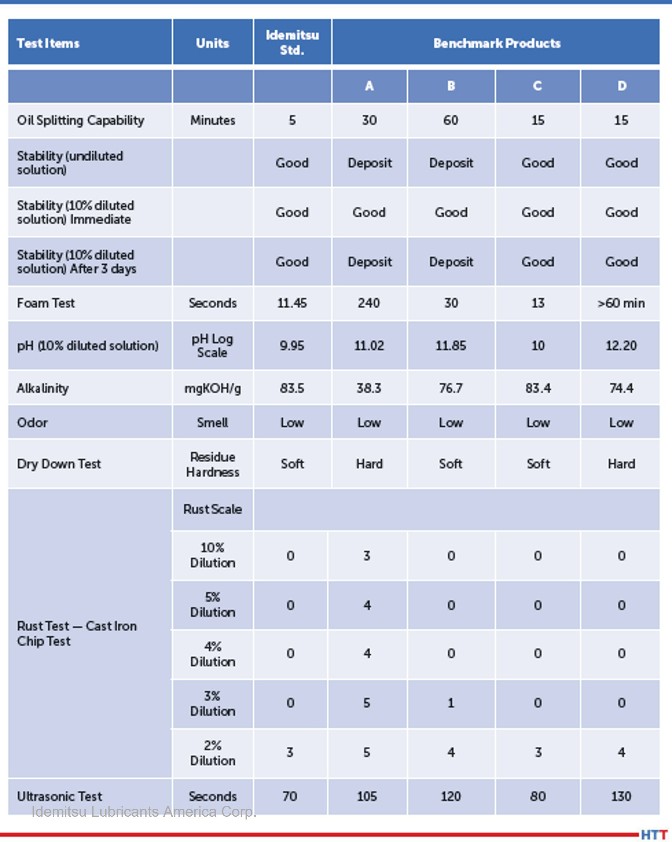
In Table 1 several commercially available cleaners were tested and evaluated using the criteria above. The cleaners tested were both those that emulsified oils and split the oils. Testing also includes both amine-based and caustic-based cleaners.
Discussion
Imagine if the dump cycle went from four weeks for a post quench washer to 10 weeks for the same washer by using a data-driven approach described in this paper. The savings would not only be in the cost of the cleaner used but would extend to less downtime and more efficient use of maintenance as employees no longer need to clean out a washer every month. Customer expectations for clean parts have changed over the past years. What was acceptable as little as five years ago is no longer acceptable today. What hasn’t changed is the way preclean and post quench washers have operated. While it is difficult to assign an economic value to exceeding the cleanliness standards of customers, it is not difficult to assign an economic value to parts not meeting your customer’s standards. That economic cost can be as high as lost business. By using a data-driven approach the decisions made in how to operate a washer are no longer kneejerk reactions. Instead, these decisions have a historical data-driven approach to them.
About the Author: Greg Steiger is the senior key account manager of Idemitsu Lubricants America Corp. Previously, Steiger served in a variety of research and development, technical service, and sales marketing roles for Chemtool, Inc., Witco Chemical Corporation, D.A. Stuart, and Safety-Kleen. He obtained a BS in chemistry from the University of Illinois at Chicago and recently earned a master’s degree in materials engineering at Auburn University. He is also a member of ASM. Contact Greg at gsteiger.9910@idemitsu.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Vac-Met, Inc., a heat treater in the Midwest for 41 years, has been acquired by a North American commercial heat treater.
The addition of Vac-Met within the Solar Family of Companies will increase the total commercial vacuum heat treating and brazing facilities to a total of five (5) plants across the U.S. Their goals of providing commercial heat treating, primarily in a vacuum environment, aligns with Solar’s mission.
Joseph White will continue to head the day-to-day operations of Vac-Met’s nine (9) vacuum furnaces, while leading a team that he has built over the years. Joseph will report to Robert Hill, president of Solar Atmospheres of Western PA. Robert Hill states, "We look forward to continuing to provide unparalleled vacuum thermal processing services to Vac-Met’s valued customers while expanding Solar’s footprint. Solar is excited to support a dedicated and loyal employee base and welcome them to the Solar Team. Together, we will grow the business with unwavering commitment to honesty as our core value."
(Pictured left to right in the image above: Bob Hill, President, Solar Atmospheres of Western PA and Vac-Met; William Jones, Owner/CEO, Solar Family of Companies; Joe White, Vice President of Operations, Vac-Met)
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Today publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today's August 2022 Automotiveprint edition.
Doug Glenn Publisher and Founder Heat TreatToday
Many of us have worked in organizations where someone behind the scenes is an outstanding worker, never seeks the limelight, is always willing to help, is always cheerful, and is just simply a nice person. In my 30-some year work history, that person is Kathy Pisano.
Contact us with your Reader Feedback!
If you were fortunate enough to do business with Heat Treat Today's competitor, Industrial Heating, anytime between 1989 through the first quarter of 2022, you likely had the great privilege of dealing with Kathy. If so, you know what a pleasure she was to work with — the epitome of politeness and helpfulness. My favorite saying about Kathy is, “Look in the dictionary under ‘customer service excellence’ and you’ll see Kathy’s picture.” To this day, I hold Kathy Pisano as the gold standard of customer service, thoughtful salesmanship, and being a genuinely nice person.
Just recently, I learned that Kathy left Industrial Heating after over 35 years of dedicated and excellent service to both BNP Media, the company that owns Industrial Heating, and the heat treating industry. She left without fanfare, which may be the way she would have liked it, but far be it for me to allow Kathy to leave this industry without just a small amount of recognition — not nearly what she deserves, but at least a little bit!
Kathy Pisano: end of front row on right with the "Industrial Heating" team circa 2010-2014
Kathy and I worked together for 20 years, from 1994 until just shy of 2014 when I left BNP Media. Kathy was already working at Industrial Heating when I was hired to be their associate publisher in January of 1994. I was new to the publishing industry and Kathy, along with several others from the Industrial Heating team at that time, were exceptionally kind and patient. They helped me to learn the ropes. I vividly remember making some significant mistakes (one of them having to do with the printing of an industry map which turned out terribly), yet still I was embraced as part of the team by the likes of Kathy.
Before 1994, Kathy was hired to be the personal secretary to Chuck McClelland, the owner of Industrial Heating. In 1988 or 1989, Mr. McClelland sold Industrial Heating to Jim Henderson, the owner of Business News Publishing Company (now BNP Media). Dave Lurie, Jim Henderson’s right-hand person, quickly noticed Kathy’s potential for sales and moved her into an inside sales position.
That was a life-changing and fortunate move. Kathy found her niche and she continued in that same position until just months ago.
Kathy Pisano
Kathy grew up on Mt. Washington in Pittsburgh, Pennsylvania, and had the work ethic of a Pittsburgh steelworker: tough as nails, always diligent, always pushing forward even in the face of adversity. She is a glass-half-full type of person. The late Kelvin Spain from Radyne used to say something with which Kathy would agree — “If times are tough, we just have to work a little harder to get the business.” There was no moaning or complaining about tough times — only forward-looking hopefulness.
As with so many behind-the-scenes workers, Kathy’s impact on the heat treat industry can’t be measured. She has helped a huge number of companies promote themselves to the readers of Industrial Heating. Her kindness and helpfulness made countless lives more enjoyable and easier. And she had a wonderful time doing it.
For all of you who have known a Kathy in your lifetime, you know how important and undervalued Kathys are. I want you all to know that Kathy Pisano, although perhaps not a name you know, is one of those people. She’s made the North American heat treat market a better place and has enriched the lives of all the people with whom she’s communicated — especially mine.
Thank you, Kathy! Not only are we going to miss the fudge you brought to trade shows, but we’re also going to miss YOU! Here’s to many, many more “diamond days.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 21 news bites that will help you stay up to date on all things heat treat.
Company Chatter
HarbisonWalkerInternational (HWI), a North American supplier of refractory products and services, announced that its new Alabama One (AL1) manufacturing facility for steel customers in the southern United States is on track to open before the end of 2022.
Solar Atmospheres of Western PA announced their newly designed vacuum oil quench furnace (VOQ) has passed startup protocol
On July 6, Solar Atmospheres hosted over 40 high school students enrolled in the Summer Engineering Institute (SEI) at Lehigh University. The SEI program is a two-week residential program. Students are nominated by faculty of local high schools, and the program specifically targets students who might have limited opportunities to study in the fields of science, technology, engineering, and math (STEM). They received a tour of the campus that emphasized cutting-edge technologies in heat treating and manufacturing.
Advanced Heat Treat Corp. (AHT) announced the addition of UltraGlow® Induction Hardening at its location in Cullman, Alabama.
Pfeiffer Vacuum opened up a new 40,000 square foot facility May 13, 2022. This facility is located at 4037 Guion Lane, Indianapolis, IN.
New Solar Atmospheres of Western PA VOQ furnace
SEI students at Solar Atmospheres
Induction equipment now at AHT’s Alabama location
New Pfeiffer Vacuum system in Indianapolis
Personnel Chatter
Advanced Heat Treat Corp. (AHT) announced that Chris Williams has joined as the new regional sales manager for its location in Cullman, AL.
Industrial Heating Equipment Association (IHEA) recently announced its 2022–2023 Board of Directors and Executive Officers. Serving as President is Jeff Valuck of Surface Combustion, Inc.; Vice-President is Brian Kelly of Honeywell Thermal Solutions; and Treasurer is Jeff Rafter of Selas Heat Technology Co. LLC. Scott Bishop of Alabama Power – a Southern Company assumes the Past President position.
IHEA welcomed to the Board of Directors Ben Gasbarre, the of Sales & Marketing for Gasbarre Thermal Processing Systems, to the Board of Directors.
The Supervisory Board of Advanced Graphene Products has been formed, appointed by the Ordinary General Meeting on June 24, 2022. Peter Zawistowski, a graduate of the Częstochowa University of Technology, Kozminski University (MBA) and the Massachusetts Institute of Technology (Executive Program in General Management), became the new chairman of the Supervisory Board. Peter has been the managing director of SECO/VACUUM operating in the American market since 2017.
The Plibrico Company, a supplier of monolithic refractories and installation services, is excited to announce and welcome Shawn Story as its new engineering manager.
Chris Williams, Regional Sales Manager, AHT
The 2022–2023 IHEA Board of Directors
n Gasbarre, Executive Vice President, Gasbarre Thermal Processing Systems
Shawn Story, Engineering Manager, Plibrico Company
Kudos Chatter
Space-Lok, Inc. met the requirements of Nadcap accreditation and achieved approval for heat treating.
ALD Thermal Treatment, Inc.'s Port Huron facility received the General Motors Supplier Quality Excellence Award for outstanding quality performance for the 8th year in a row. Criteria for this award include zero official customer complaints for 12 months and quality performance of less than one defective part per million.
Advanced Heat Treat Corp. (AHT), a provider of heat treat services and metallurgical solutions, announced that it has renewed its Nadcap accreditation in heat treating (ion and gas nitriding) and passed its Aerospace Quality System (AC7004) audit. The company has also added additional AMS specifications to its scope: AMS2759/6 and AMS2759/12.
Braddock Metallurgical announced the renewal of a Nadcap accreditation at their Tampa, FL location. The administrator, , has also determined that the heat treater has gone beyond industry requirements and so earned Merit recognition.
SECO/WARWICK in India celebrated its fifth anniversary of its establishment in May, although they have been operating in that market since.
Metalex Thermal Specialties, a heat treat service provider, announced that it has achieved AS9100:2016 and ISO 9001:2015 certification for the quality management system implemented by its heat treating facility in Berthoud, CO.
Paulo’s Cleveland plant in Ohio has earned Honeywell approval for all HIP processing with no restrictions.
The MTI Educational Foundation announced that it awarded Eric Roth of Tucson, Arizona (University of Arizona) the $15,000 Founders Scholarship.
ITP Aero UK Limited was awarded their latest Nadcap certification for Heat Treating with full 24-month merit and accreditation length.
Maryam Razavipour, a senior engineer at Lumentum, was selected by the Heat Treating Society Board of ASM International for the 2022 HTS/Bodycote Best Paper Award for her paper, “Data-Driven Design Framework for Laser Heat Treatment Process of Cold Spray Coating.”
Nadcap accreditation for Space-Lok, Inc.
Supplier Quality Excellence Award for ALD Thermal Treatment, Inc.
Nadcap Merit recognition for Braddock Metallurgical Tampa, FL facility
Eric Roth, recipient of Founders Scholarship from MTI Educational Foundation
Maryam Razavipour, Sr. Engineer of Manufacturing Process Development, Lumentum
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com








 In this column and the following columns in the series, John revisited the topic of natural gas. Reducing natural gas consumption is the best way to reduce cost. How can heat treaters do this? John suggests that we "optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air."
In this column and the following columns in the series, John revisited the topic of natural gas. Reducing natural gas consumption is the best way to reduce cost. How can heat treaters do this? John suggests that we "optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air." Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com


























 Heat Treat
Heat Treat 













