Let's talk about exploding gas bubbles -- or, perhaps more accurately, cavitation erosion and how cavitation can be prevented. If you're facing surface deterioration, this may be the best of the web article for you!
In this technical summary, you'll learn the basics of cavitation erosion such as the following: what it is, why it happens, what influences it, how to prevent it, and more. The three types of adaptations for prevention are must-reads. Additionally, this article provides a visual aid that supplements a quick breakdown on two different types of cavitation erosion.
An excerpt:
[blockquote author="" style="1"]Low temperature carburizing or nitrocarburizing offers a solution to enhance mechanical properties without altering the corrosion resistance. These thermo-chemical diffusion processes form meta-stable carbon or nitrogen S-phase while avoiding precipitation of carbides and nitrides that causes sensitization.[/blockquote]
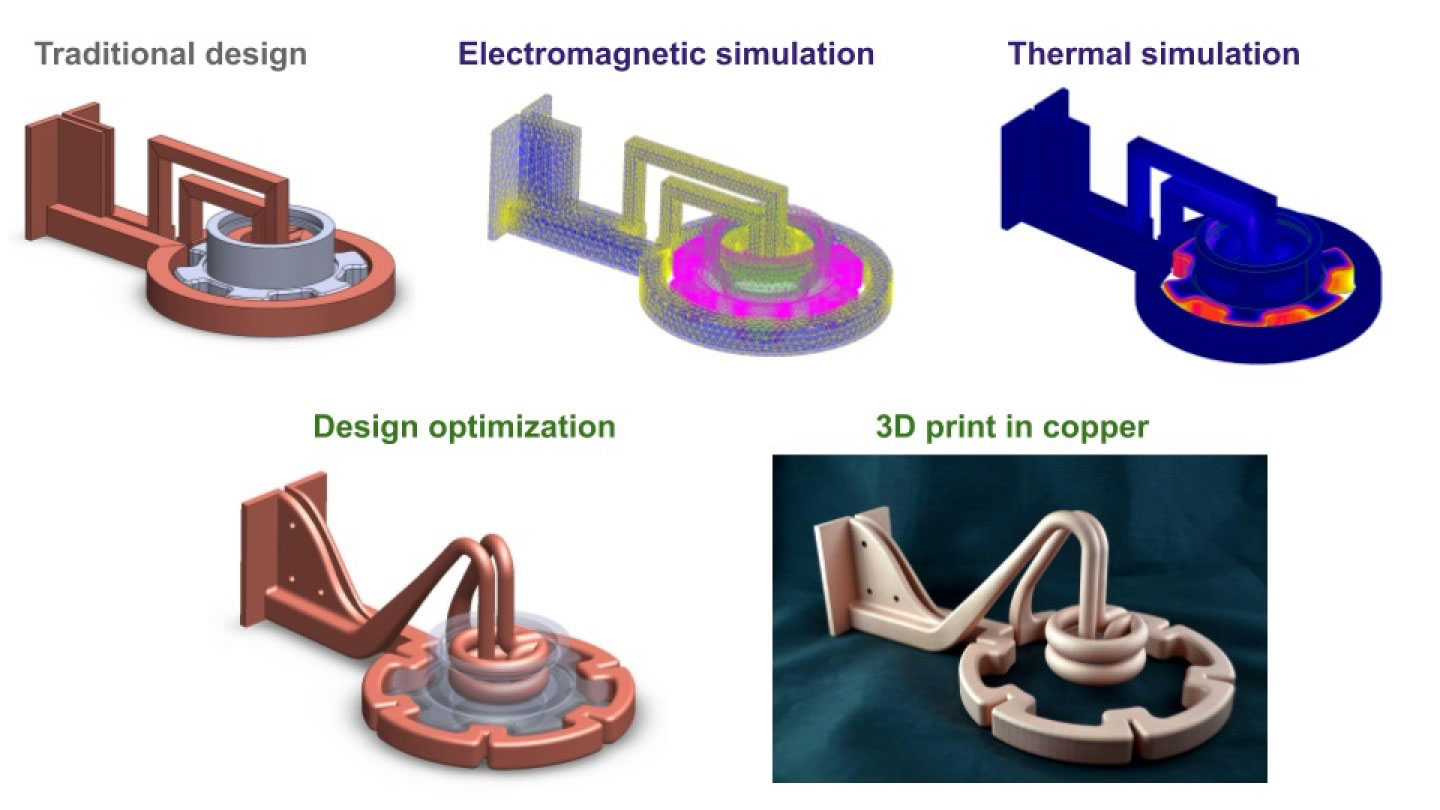
Heat treat induction coils, forgings, AM parts, and gears. What do they all have in common? R&D specialists have been creating simulations to make for more precise heat treating and solve issues like cracking or imperfect coil design. This original content piece pulls together 8 images for you on this Technical Tuesday so you can review the progress of simulation software for the heat treater over the last several years. Enjoy!
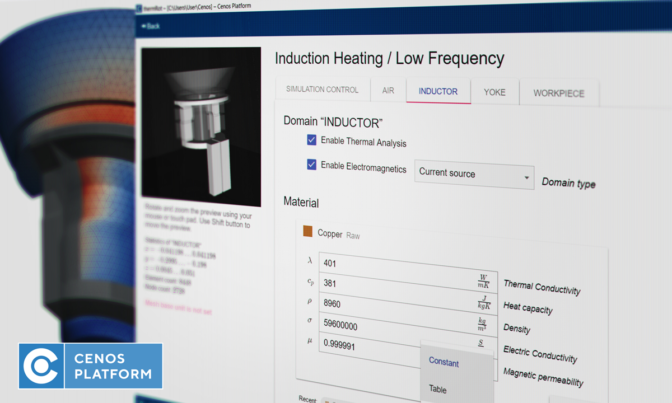
Looking for highly customizable induction heating solutions? Computer simulation can be the answer. Dr. Mihails Scepanskis and Dr. Vadims Geza, both of CENOS LLC, share how simulation is best employed in this summer 2019 throw back. Here's an excerpt: "Computer simulation for induction heating is a powerful tool that enables engineers to investigate or design a physical system and process using a virtual mathematical model, thus saving time and money on numerous physical design iterations."
How does one go about optimizing a progressive induction heating system for a steel billet? With 3D simulation. The platform elaborated upon in this article shares how both single and multiple coil designs can be simulated as well as the material and frequency for a full experiential test.
Simulation software was also used by Ford Motor Company to solve issue of cracking in cylinder heads. This was a problem that many competitors of the automotive company also had, so figuring out a solution that would save resources, time, and money was critical. Listen to the conversation or read the transcript when you click the link above.
With additive manufacturing and especially 3D printed designs, engineers are better able to design complex parts. With part manufacturing that can solve challenging and precise problems, simulation software can help develop 3D digital prototypes to test and add extra layers of complexity. Read this article about the role of simulation in 3D printed designs.
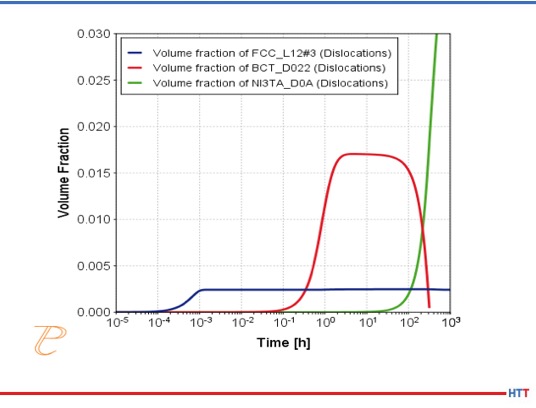
Variability between parts can mess up your heat treat operations if heat treat operators are not careful. Beyond knowing what composition is in your alloys, simulation can help predict what will happen to the different parts during heat treatment. Adam Hope and Paul Mason of Thermo-Calc Software reveal that "[the] examples shown [in this article] have illustrated how modeling and simulation tools such as those based on the CALPHAD approach can be used to predict variability arising due to material composition."
TC-PRISMA Precipitation simulations using nominal IN625 powder compositions measured at the dendrite boundaries. Recalculated based on Reference 3.
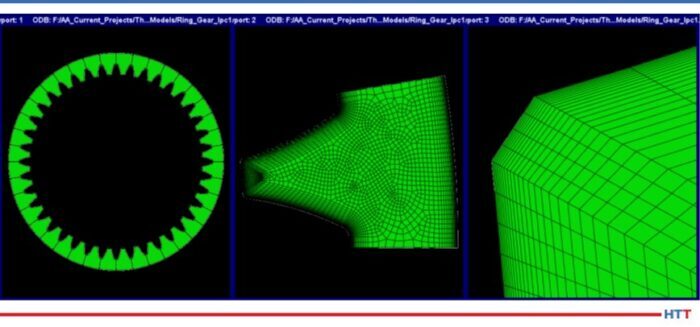
LPC got you feeling low? In this case study from DANTE Solutions, learn how the the simulation software helped a heat treater improve their LPC schedule and successfully dissolve carbides in the case of ring gears. Two of the takeaways were: "The heat treatment simulation software DANTE model parameters for carbon diffusivity, carbide formation, and carbide dissociation fit from experimental data," and "The software successfully predicted the results of a low-pressure carburizing process that was resulting in poor part performance during rolling contact fatigue."
This brief reference guide will bring you up-to-speed on the Industry 4.0 terms you should know, especially as the world of manufacturing continues to rapidly change and people begin mentioning "Industry 5.0" more and more.
What are the heat treat tech trends we're seeing in Heat TreatToday? Perhaps you read the Tech Trends article earlier this year predicting what trends in the industry will continue to develop in 2022. We can see that a point made by Jim Oakes, president of Super Systems, Inc., overlaps all of the trends in this line up: "The pillars in technology remain quality and efficiency with a growing emphasis on connectivity and carbon footprint visibility." Check out the 6 trends below!
Thermal Efficiency To Decrease Carbon Footprint
The technical thoughts that we're seeing surrounding this awareness for thermal efficiency surround the technology of induction. "[Induction] is also a very efficient process," commented Michael J. Zaharof, manager customer information & marketing at Inductoheat, "as induction power supplies are only powered on when needed compared to batch processing (like those requiring an oven)." Additionally, Girish Dahake, senior vice president of Global Applications at Ambrell Corporation, describes this efficient process saying, "The workpiece is placed in the coil where this field induces a current, generating heat in the workpiece. The water-cooled coil is cool to the touch and is placed around or adjacent to the work piece. It does not touch the workpiece and heat is generated by the induced current flowing in the workpiece."
Contact us with your Reader Feedback!
In the news, there have been companies looking to replace old gas generators with no automatic process controls and lacking in dew point efficiency. The resulting significant CO2 savings for heat treating operations is in line with the trend of pursuing efficiency for the sake of decreasing carbon footprint.
Technology for Remote Monitoring and Integrated Control
We've seen this in the episode with Matt Wright at C3 Data in his description of integrated control of various systems. Additionally, he related that flow of information in heat treat facilities is a major challenge: "When I look at our industry, one of the things that is the biggest challenge is the flow of information — getting information from where it resides to where it needs to be in the format that it needs to be. I think the technologies that have been successful in our industry are technologies that help lubricate that flow, if you will."
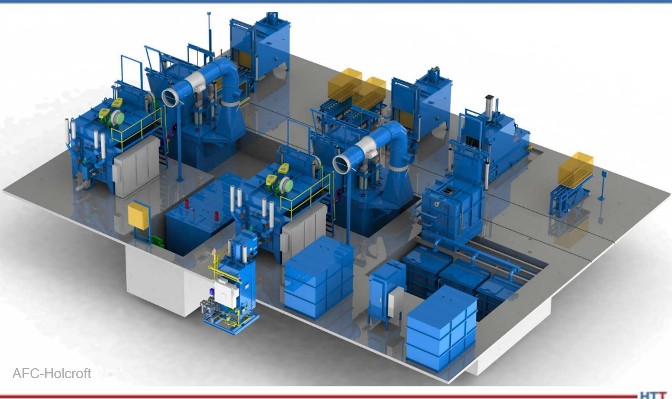
This hot -- or rather salty -- topic appeared on Heat Treat Radio with Bill Disler at AFC-Holcroft noting that modern processes allow for 99% of salt in quenching to be reclaimed. The manner that salt is used as a quenchant is different from oil: "With salt, you’ll come out of the quench with some liquid salt on it, you’ll go into a washer but that salt then dissolves back into the water. Generally, there is a multiphase wash with a wash/rinse/rinse. Then, after we get a certain percentage of salt in the wash solution, we thermally evaporate the water off leaving the salt back where it can be reintroduced into the quench tank."
Another representative from the company, Bill Coburn, was recently quoted in a press release that highlighted this feature in a recent installation at an agricultural product manufacturer. While these examples are so far quite consistent within the company, we expect more conversations about this reuse-and-recycle opportunity to be forthcoming.
Looking back at the months of June and July, the press release ratio of atmosphere to vacuum furnace focus was 3:9. Check out the latest news in the industry in these press releases:
One of our partners, heat processing interviewed Mark Bula at H2 Green Steel in a feature revealing how the company was commited to electric generation as part of the industrial process. While there is a fair amount of criticism from the energy sector about what this conversion value could realistically look like, the attempts to make electric happen continue to grow.
Digital Transformation and Application of IIoT Technologies
This trend will take a variety of forms, particularly with the catchy term, "predictive maintenance." Learn more about IIoT here, but for some technical conversations that have continued into 2022, turn to the Heat TreatRadio podcast with Fives North American Combustion.
[blockquote author="Justin Dzik, Fives North American Combustion" style="1"]The CertiFire™ is, as you already stated, an automated tuning device for temperature uniformity certifications. I think pretty much everybody that’s going to watch this podcast is probably going to know that they can be extremely time consuming to do, they take a lot of time and a lot of intelligence to actually tune the process. This device takes all of that and does it all itself. It does all the automated burner tuning, all the valve adjustments, it locks it all in and tunes it for whatever class uniformity you need.[/blockquote]
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
A global aluminum and energy company, Hydro Extrusion Norway, recently received a horizontal nitriding system, configured to replace an old decommissioned furnace
This latest delivery by Nitrex is the only one of its kind at Hydro facilities globally; the rest are pit-type furnaces. The nitriding equipment for Hydro Extrusion Norway in Magnor, Norway will integrate with the existing infrastructure of the plant as well as fit in the specific floor space allocation.
"Before placing the order, Hydro did its due diligence – visiting extrusion facilities with Nitrex equipment to get user opinions on the solution including the technology, die performance, extruded profile quality, and our support services," adds Marcin Stokłosa, project manager at Nitrex. "Moreover, the test trials produced very good results."
Heat TreatTodaypublisher andHeat TreatRadiohost, Doug Glenn, meets anotherHeat TreatLegend, Suresh Jhawar. In this third installment of theHeat TreatLegendseries, you’ll hear how Suresh became the president of G-M Enterprises, what he believes are the key skills of leaders, and what words of advice he has for budding leaders.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome everyone. This is Doug Glenn, once again, with Heat TreatToday speaking with the great honor of talking with another Heat TreatLegend. Today, we’re going to meet with Mr. Suresh Jhawar who was very instrumental in the founding of a vacuum heat treating company, and other experiences. I’ll let him tell some of that story. But, first off, Suresh, thank you so much, it’s really, really nice to have you with us.
Contact us with your Reader Feedback!
Suresh Jhawar (SJ): Thank you and you are welcome.
DG: I want to have you spend a little bit of time telling people about some of your work background: Where did you start? How did you get in this industry? Where you went and what did you ended up doing?
SJ: I came to the United States in 1962 and attended Marquette University in Milwaukee. I graduated with Master of Science in mechanical engineering and an MBA in marketing. After that, in 1970, I started at Ipsen Industries as a senior project engineer for the vacuum furnaces. Within a year, I was promoted to the position of manager of engineering services. Soon after that, I was promoted to the director of heavy equipment division, handling large and complex projects.
Mr. Wesley Gable, who was a senior vice president of Ipsen Industries, inspired me and was really helpful in my career growth. He appreciated that I was hardworking and talented in performing well to challenges and did all that was possible for meeting difficult deadlines. When my car had a problem, he even loaned me his Cadillac to go back and forth to work.
So, that is, briefly, how I got into the vacuum furnace business.
Check out more episodes from the Heat Treat Legend series!
DG: So that was with Ipsen. You started with Ipsen in roughly what year?
SJ: 1970, and I left them in 1982.
DG: Where was Ipsen at that time?
SJ: Rockford, Illinois and they are still.
DG: So, where after Ipsen did you go?
SJ: Well, I was very happy there. We had almost 400 people in Rockford and there were about 300 in Germany. I was doing good. There were two vice presidents and a president and then after that, I was part of that management team. I was in the top five people at Ipsen and driving the company in cost savings, improving products, and customer relations. I was very happy.
But I was contacted and recruited by Abar, and I was not interested. Still, I thought, “Let’s go and see.” I had close to five interviews with them, up to the chairman of [indiscernible] and they offered me the job. I always wanted a position where I could run the entire operation. Ipsen was also considering that kind of a growth for me, but they said that it would take three to five years, and I was not patient at all. When the Abar position came, it doubled my compensation. So, I took that challenge, and I ran to Abar.
My boss [at Abar], John Henry, when he stepped into my office, I said, “John, you guys screwed me.” He said, “What do you mean?” I said, “You know, I came from a nice company, and you have such a bad company here. But I’m very excited now because any idiot can improve upon this thing.”
DG: I’m sure you made him feel really good about that!
SJ: I was asked by John Henry, then the president of Abar, to write a justification. I was in Monterey in L.A., California, attending a management seminar on how to be an effective manager. They don’t let you get any phone calls, but there was an emergency and John Henry was calling. He said, “I met with Ipsen people. Can you write why it makes sense for Ipsen and Abar to join together?” In the night, (I had a nice room with a fireplace), I opened a wine bottle, and I wrote thirty pages in all caps, handwritten. The next morning, I overnighted that to John Henry and that is where it all started.
During the merger, John Henry — who was a Harvard MBA — was not happy where he was, so he was looking for jobs. I know he had resumes out, but he couldn’t find one. When this situation came, I was supposed to take over; when this opportunity [the merger] came, then I was the odd man.
DG: Ok, ok. You wrote the justification and then you got booted.
SJ: Yes. So, for a year and a half, I did a few projects. I worked in Germany, then I went with Sauder in Houston. Every weekend, I used to fly back and forth — I had an apartment. At Sauder, in less than a year, we sold three vacuum furnaces. But I was not happy. They were doing 5 million and losing a million dollars. It did not fit my objective.
Then, a customer, Continental Heat Treat, their president put me in contact with Keith Grier [founder of G-M Enterprises], so that’s how we met. In the beginning, I wanted $110,000/year; they offered me $55,000. Initially, I said no, and I went away. Later, when things did not go well at Sauder (or I didn’t like the company), Veena pushed me, and I took it. So, I came down and joined them and they said, “How much?” I said, “Your number.”
DG: I want to interject because I want to get a few names straight for people. You and I know who these people are, but others might not. First off you mentioned Keith Grier. Was Keith, at that time, one of the owners of GM? G-M existed at that time, yes?
SJ: Yes. And he had a partner, Mac McGuire.
DG: So, that’s the ‘G’ and the ‘M’ of G-M Enterprises. And you mentioned Veena, which you and I know who that is, you especially, but that’s your wife. You said Veena was pushing you to go ahead and take the job.
And you decided to take the position at GM?
SJ: Yes, as a partner with a 15% interest. Later, I bought McGuire out within a year. He was then out, so then Keith and I were the partners.
DG: What year was that?
SJ: 1987.
DG: So, in 1987, you entered in and basically started taking ownership, or took a portion of ownership, with GM.
SJ: You know, Keith was a nice guy and a good friend. He was very good with customers, and he was a good service tech. So, I helped in developing the product line. However, Keith wanted orders, and we could not make money, and we were kind of a break-even company. I was tired and so I went to Keith, and I said, “You buy me out.” He said, “No. I have a first right, you buy me out.” We talked and he wanted too much money which I could not afford. For six months, I dragged my feet, and I was losing interest. I went back and I said, “Okay, I accept.” In 2005, I took total ownership and changed the name from Greer Jhawar Industries to Jhawar Industries doing business as GM.
DG: Ah, okay! I had not heard that official business name.
That’s enough to let us know at least where you are. People should know right off that Suresh was the owner of G-M Enterprises; it is no longer owned by Suresh and is actually owned, now, by Nitrex.
I want to move on to the next question: In your years, as you were starting to either get involved with the industry or when you were in the industry, can you think of one or two people that had a significant impact on you, that maybe encouraged you in the industry?
SJ: Yes. One was Wesley Gable, who was a senior vice president [of Ipsen]; another the president of Ipsen, Les Senet, and then the next president (I’m trying to remember his name), he was very supportive of me — Lu Clay.
DG: And these guys all were just an encouragement to you in the sense of “Hey, get out there, and do it”, or how were they encouraging?
SJ: They liked the way I approached people, the business, customers, I was hardworking, meeting goals; so, I was number one choice for them.
DG: When you look back, Suresh, over your career, can you think, in your mind, what might have been the top two or three major accomplishments that you’ve done?
SJ: At Ipsen, I became, technically, the assistant to the president and traveled with him extensively to Poland and Armenia. Ten times I visited Poland in less than two years, every other month.
DG: Just curious, but why Poland? What was there?
SJ: The steel mill and annealing of silicon steel coils for the transformer steel. At Ipsen, we sold eight furnaces to Armco Steel in Middletown, Ohio. So, there was a large project of ten furnaces. Remember, at that time, Ipsen was doing only 12 or 13 million and that project was like a 6- or 7-million-dollar project.
The president and vice president were handling the commercial aspect, but before that, you have to convince the technical people that you have the right product and the right solution. That was my task. Ipsen was then successful in the booking the order for ten large car bottom furnaces. They were 84 inches wide x 45 inches high x 32 feet long. Furnaces were made in four sections, bolted. At the same time, Ipsen was also working on the license agreement with Elterma, which later became SECO/WARWICK. So, I was assisting the president and the vice president on the technical side of this license agreement and that was also signed.
I also brought Wessman Engineering from Kolkata, India, as a sales agent for Ipsen. Later, after I left, it became a joint venture and, eventually, Ipsen established a manufacturing base in India wholly owned by Ipsen. So, it was started with me by bringing Wessman Engineering into the position.
Mrs. Veena Jhawar, G-M Enterprises COO; Mr. Jean-François Cloutier, Nitrex CEO; Mr. Suresh Jhawar, G-M Enterprises President
Under my leadership with a period of three years, Abar grew and had a very, very good profit, and that’s when Abar and Ipsen came to a merger.
DG: That’s interesting. To me, there are a couple of good things there. One is one of your major accomplishments was that merger between Abar and Ipsen, which was great. But you should mention the success you’ve had with G-M Enterprises, as well; that’s got to be one of your top accomplishments.
SJ: In 1987, I joined G-M as a minority partner. At that time, G-M Enterprises was doing about 1.8 million annually and was a break-even company. In 2005, I acquired total ownership of G-M and brought in Veena Jhawar as director of supply chain and the oversee man of the operation while I was concentrating on developing customer base and innovating state of the art vacuum furnaces with superior designs and construction.
By 2018, G-M became a leading supplier to GE all over the world from Singapore to Japan and to Brazil. Pratt Whitney, Rolls Royce, Bodycote France, Precision Castparts, PCC, U.S. Airforce, and DLA, to name a few.
I was also instrumental in developing the MIM furnace, and proud to say that I developed a strong relationship with the founder and the chairman of INDO-MIM. At that time, they had only five people in their group; today they have over 3500 people.
DG: What was the name of the company again?
SJ: INDO-MIM, Inc.
Then, about five years back, they established the U.S. division because it became that customers in the U.S. wanted U.S.-made things. So, they took the space from Kelly Airforce base in San Antonio — I don’t remember how many square feet it was, maybe a 40,000 square foot building — and ordered two furnaces for their U.S. plant. By then we had already put thirteen furnaces in India. Last year, G-M got orders for three more furnaces, and before I left and when I was working as a consultant, sold two furnaces and then wrote a multi-year contract and on that basis, they bought three more. So, they have well over twenty furnaces in India and about five furnaces in the U.S. These are good-sized. They are 36 x 30 x 84 inches long. In the MIM industry, I believe, these are the biggest furnaces.
Now, INDO-MIM is the world’s largest supplier. Before, Advanced Forming Technology – AFT in Denver, CO — that’s the company with whom Indo-MIM signed a license agreement/joint venture — and then they separated.
DG: I want to talk about G-M just a little bit and speculate a little bit. G-M Enterprises, obviously, is one of your great accomplishments, if you ask me. What do you think it was that made G-M as successful as it was? If you were to look back on it now, what do you think were the keys to making it so successful?
SJ: During my career, I learned that in order to have a satisfied customer base, it is very important to have a talented, dedicated and happy staff. What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution.
"The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business." -Suresh Jhawar
The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business. In other places, if a customer has a warranty problem or has a problem, they call the home office and the first thing that people say is give [indiscernible]. But listen, at General Electric and Pratt Whitney, these guys cannot [indiscernible]. So, we used to jump on a plane, and we’d go and take care as GM. After solving the problem, we’d say, “Hey, customer, you screwed this thing up. You’ve got to pay us.” I would say, half the customers would pay the full charge, 25-30% of the people would spread the cost, and 10-15% would say, “screw you.” So, it was a good average. That was one of the key defenses between us and other furnace suppliers.
DG: So, your point is, you just immediately responded. Let’s get out and fix the problem, then we can talk about terms later.
SJ: Just imagine: For $5000, half a million-dollar or three-quarter million-dollar equipment is down. It’s not good! So, you go and take care. That’s how you develop a good customer loyalty — they can depend on you.
I’m pretty sure that we had the highest bottom-line in the industry. We had the highest at Ipsen when I was there, it was the highest at Abar, and then at GM.
DG: Well, I’m starting to see a trend here, Suresh. Every place you’ve gone, if you weren’t making a happy bottom-line, it was an issue. You like the happy bottom-line.
SJ: I say, “Happy, happy, happy.” Then, I had a song. In Muslim religion, they raise their hand up, they say, “Allahu Akbar.” I used to say, “Bye GM, bye GM, bye GM.”
"What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution." -Suresh Jhawar
DG: ~chuckles~ That’s a good mantra, right there! How many years would you say you’ve been in the industry?
SJ: Over 50.
DG: So, looking back on your 50 years, given your experience, what is the top one or two lessons that you’ve learned? What do you wish you would’ve known when you first started that you know now?
SJ: What I know now, that’s what we practice: respecting employees and rewarding them for their contribution is the fundamental recipe for success. We always treated our employees as a family member and gave them due respect for their contribution. With the right and dedicated employees, it’s very easy to provide quality and timely support to customers. Customers felt very comfortable when they call, even after 10 years, that they were talking to the same highly loyal staff, and business continuity is very important. Customers have said that when they called our competition, every two or three years, they were talking to new people. So, that was very important.
DG: So, maintaining good people basically is the point here, right? For consistency. It certainly helps with efficiency internally, but on the customer facing thing, it’s very good.
SJ: Very comfortable, yes. I used to go late in the morning, 10 o’clock or so, to work and then I’d stay until 6 or 7 o'clock. Many days, the guy in Parts [Department] was still working! And you didn’t have to ask them.
DG: Well, you know, if they find a good work environment, they’re happy to stay and they’re happy to work, which is good.
Let me ask you this question: Were there any disciplines in your life, things that you did/developed, (again, this doesn’t have to be work-related, so much, although it probably has a positive impact on your work), that were very helpful to you in advancing your career, your life, your happiness?
SJ: One was to meet deadlines. We used to have production control meetings. I was given a task, by the president, to design and manufacture a tube and shell heat exchanger. You could buy them outside, but he was bent on making in-house, and so I was given the project. And, like today being Wednesday, at 8 o’clock we were having a production control meeting and I did not do anything, and all the drawings were due tomorrow. In the production control meeting, people were laughing at me because they were looking at throwing darts at me. In a way, they were saying, in a calm voice, “Son of bitch, he puts pressure on us, but he doesn’t do his own job.”
Do you know, I never went home? And the next day I was supposed to go on a trip — I had a 10 o’clock flight from O’Hare. I worked through the night and at 7:30am when the engineering crew came in, I gave them all the drawings, bill of material, left for O’Hare, and took a nap on the plane.
What I’m trying to convey is: Meeting deadlines and commitment, to me, is always number one. No excuses.
DG: Get it done and get it done when you say you’re going to get it done.
SJ: That helps you to expect from other people, when they see you, that you do that, so they follow.
DG: They know you’ve got a platform to stand on when you’re talking to them about doing the same thing.
So, you just talked about a very interesting situation where you worked through the night to get something done. This kind of sets up for the next question, and that is: How did you, Suresh Jhawar, handle the work/life balance? Or was there no work/life balance, was it all work?
SJ: You know, it was difficult when I was at Abar, because I took a big responsibility, and I was traveling internationally quite often. So, I missed a lot of family functions of children in their school and then, finally, when Andy [son of Suresh] was getting an award at his high school, I was coming from Europe, either Poland or some place, and the plane comes to Chicago, and I have to change. And the flight was late, so I missed my connection. Now it became difficult as to how to get to Philadelphia to attend that awards ceremony for my son. I called Veena and said, “You guys go ahead. I don’t know whether I’ll make it or not.” I went from one airline to another. I got on a plane, reached Philadelphia airport at the time when the program started, but I was at the school at the right moment when Andy’s name was called. I was there!
DG: That is great! Well, you do what you can, you know? You’ve got to get there. And you’ve got what, two children, correct?
SJ: Yes, Andy and Sheri.
DG: Looking back on your career, what was one of the most memorable things that happened to you?
SJ: At GM, it was easy, because Veena and I worked together. It was pretty balanced; we were both colleagues and had the same goals. It was much easier compared to other places.
"My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S. That is the most memorable, yes." -Suresh Jhawar
Coming back to that: I was an average student in India, a B student, or so. My parents didn’t want me to leave India. But I was interested. I researched UK, Germany and U.S. I found that in the UK and Germany, it would take me 4-5 years to get a Bachelor or Science degree in Engineering. The cost was half of the USA. But, in the U.S., I could do it in 2 years, and the reason was because I already had a Bachelor of Science degree from India, so they were giving me advanced credit, so I started as a sophomore. I did my undergraduate in 2 years here and the 2-year cost was the same as 4 or 5 years in UK than U.S. I used to go the U.S. library, do this. My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S..
That is the most memorable, yes.
DG: Coming to the U.S. And achieving it even though your parents weren’t necessarily fully on board.
SJ: The other thing to highlight is: Before marriage, when Veena and I met many times, Veena had rejected over 20 people. She even told me no. But she said, “You have to tell it to my father because I cannot say that I’m rejecting you, because they are tired of you.” She was surprised when I said, “Okay, I will.” And the other boys, they would not leave her. So, that brought us together.
By the way, in front of my father, I was a very shy guy. I didn’t speak much, just, “Yes, sir. Yes, sir. Yes, sir.” She thought, up to marriage, “What kind of a guy is this? So timid!” Anyway, then we got on a plane, and I ordered two scotch, and she saw me entirely different! That was another highlight.
DG: Last question for you, Suresh: If you were to give some of the young people in the industry a little advice, what would you give them? I can say this as a fellow ‘old-timer’ in the industry, what would you say to them?
SJ: The most important thing is to treat your employees like you treat yourself. When I worked at GM, out of any of the other places, I didn’t work as being “the boss” or on a high platform; I worked shoulder to shoulder with them. That gained their trust. I trusted them, they trusted me. That is very important. Business cannot succeed unless you have people — the right people and dedicated people.
DG: Well, Suresh, thank you very much. I appreciate the time that you spent with us. I know, personally, you’re one of the guys who is always very positive and very encouraging to me. . . . Even though you insulted me a lot! ~chuckle~
SJ: That was in a friendly manner! I don’t stop anybody on the street and insult them. Only between friends. ~chuckle~
DG: On a more serious note, I have appreciated your encouragement over the years. You’re a good friend and a person who has always been encouraging. I appreciate that.
Mike Coburn Technical Sales AFC-Holcroft Source: LinkedIn
A major North American supplier of agricultural and lawn equipment purchased a complete batch austemper line from a U.S.-based supplier of heat treating equipment. The line, consisting of two universal batch quench-austemper (UBQA) units, is equipped with a pre-treatment spray dunk wash, a post-treatment multi-stage washer, pre-heat temper furnaces, a salt reclaiming system, and a salt holding tank.
The AFC-Holcroft batch austemper line also includes an AFC-Holcroft EZ™ 4500 endothermic gas generator that will provide gas to the furnace units. A BatchMaster™ supervisory control system is included in the line, along with calibration mode software.
“This was a great customer to work with for this project,” said Mike Coburn, Technical Sales for AFC-Holcroft. “They fully understood right from the start the environmental and economic benefits of the system.”
Stress relieving tips from Heat TreatToday? It's not what you think! In this Technical Tuesday, we'll be sharing some fast facts you need to know about stress relieving. It may not be as relaxing as some guided meditation, but at least you will walk away with a refreshed knowledge of stress relieving, a new technology for measuring material stress, and a video demonstration of the stress/strain curve.
Stress Relieving Fast Facts
What is stress relieving? In the most basic sense, stress relieving is heating a metal to a relatively low
Dan Herring "The Heat Treat Doctor" The HERRING GROUP, Inc.
temperature and then slowly cooling it to reduce the affect of manufacturing-induced stresses.
Why do heat treated parts need to be stress relieved? Manufacturing processes (forging, shearing, bending, etc.) introduce internal stresses, and these stresses, if left unaddressed, can cause the finished part to fail in its end application.
Thermal stress relieving is the preferred method of stress relieving, but mechanical stress relieving is also an option. Vibratory stress relieving and shot peening are two mechanical stress relieving methods available to heat treaters.
Want more fast facts? Check out Dan Herring, The Heat Treat Doctor's®, Atmosphere Heat Treatment, Volume 1.
Addressing Stresses: Indentation Plastometry
James Dean CEO Plastometrex
Stresses introduced during the heat treating process must be addressed. Failing to address these stresses can be disastrous. Mechanical testing systems are crucial in ensuring heat treating had its desired effect and that no new stresses have been introduced to the material. As most heat treaters know, the stress/strain curve of materials is often a give and take. To get high strength, you often have to give up ductility. Measuring the extent of these trade-offs — and measuring plasticity and strength characteristics in general — after heat treating can be time consuming.
In this episode of Heat TreatRadio, James Dean of Plastometrex explains a new technology, indentation plastometry, that measures microscopic stresses in heat treated material. These stresses can affect the yield point of a material and the point of plastic deformation. What's even better is that, with indentation plastometry, heat treaters can view stress/strain curves in minutes and know if there is a need for further stress relieving.
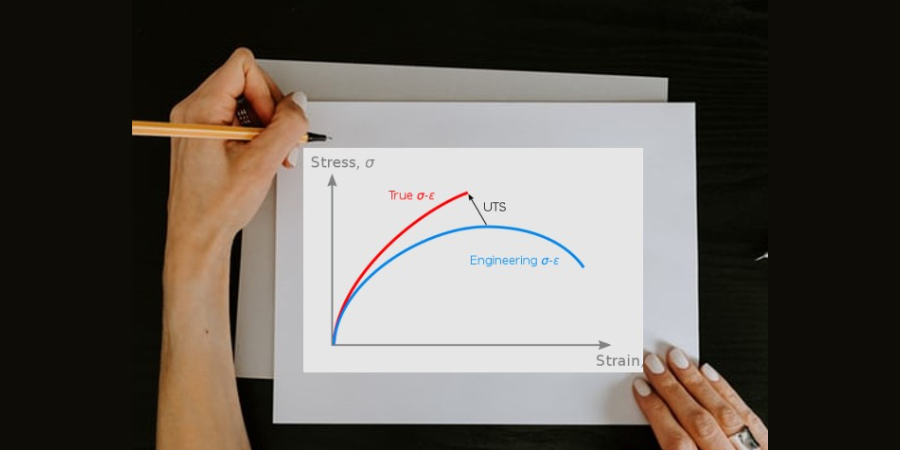
A Refresher on the Stress/Strain Curve
Need a refresher on the stress/strain curve after hearing from James Dean? Check out this episode of Heat TreatTV.
The stress/strain curve is "metallurgy basics." If you spend any amount of time in the heat treating world, this graph will be a familiar sight to you. Basic though it may be, a refresher it always a good idea. Just how much stress can a material withstand before breaking? How does heat treating affect the yield point of different materials?
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The most recent monthly Industrial Heating Equipment Association’s (IHEA) Executive EconomicSummary released in June shares that there are pessimistic and optimistic readings of the data at every turn. While companies seem to be a little confused about whether to expect constriction or growth, the report rightfully notes that "[the] reality is that the U.S. economy is diverse and at any given moment there are sectors that are growing and shrinking – especially in the manufacturing community." Today's summary highlights the diversity of what to expect in the economy.
"The price of steel and aluminum has been rising and fast. There is nothing especially surprising about this fact but the impact on operating costs can’t be underestimated. Fully 77.6% report rising costs and we all know full well what has been taking place in the energy sector."
A quick aside: The dominant factor influencing global economics is war in the Ukraine. The direct effects of Ukrainian agricultural product disruptions -- like wheat and corn -- is compounded by sanctions on Russia which leads to a decreased supply of oil. This stress in the energy market has triggered global inflation that everyone has experience with. For manufacturers, the price of steel and aluminum is rising fast. "There is nothing especially surprising about this fact," the economic summary reads, "but the impact on operating costs can’t be underestimated."
75% of manufacturers are small businesses, which means they will experience the smallest economic changes very keenly. So, while capacity utilization numbers are growing and have just reached into the acceptable utilization zone -- that is, between 80% and 85% where there is relatively low downtime and few bottle-necks -- many small operations businesses will take longer to adjust to new machinery purchases or employees.
To gauge whether or not to prepare for a recession, one should look at the order activity and employment habits of manufacturers. If order activity is stable or increasing, this is a good indicator that manufacturers expect to be able to fulfill more orders and grow with demand. Similarly with employment, when manufactures hire and keep a stable number of workers instead of laying off or decreasing the number of workers, this is also a good indication of a growth economy. Both of these conditions are shown to be true, reports this month's economic summary.
To end on an encouraging note, there isn't reason to believe that most manufacturers are concerned about a recession. With 55.1% expecting business growth and 31.1% expecting business stability, manufacturers remain on track with their capital investment plans to handle these positive expectations. Part of this is linked to the shortage of workers with the right skill set; so expect manufacturers to continue investing in technologies and robots to meet this lack.
Anne Goyer Executive Director IHEA
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 11-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Heat Treat Today publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in the Heat Treat Buyers Guideprint edition.
Doug Glenn Publisher and Founder Heat TreatToday
In the world of dieting and food, it is pretty much commonly accepted that today’s diet or medical advice will be proven wrong tomorrow. For example, it used to be that coffee was good for you; then it became bad for you; then good again. The Atkins Diet, heavy on protein and light on carbs and fats, was once considered the best way to lose weight — today, not so much.
Contact us with your Reader Feedback!
Just this week, I was visiting with a heat treat industry legend in Brighton, Michigan. He and his wife own a building in downtown Brighton where their son runs a successful microbrewery business. On the wall near the bar area, there is an old, 1900s-vintage newspaper advertisement for a miracle elixir that was purported to cure any ill. The ingredients in the elixir were ingredients that one would be arrested for possessing in today’s world — think cocaine, etc. — and are known to be poisonous today. But back in the day when the ad for this elixir was published, the contents were widely accepted as a miracle cure for many ailments.
The point being that yesterday’s “truth” quite frequently is shown to be untrue over time.
Enter the “carbon” debate.
This last week I also attended three trade shows: AISTech in Pittsburgh, Fastener Fair USA, and Rapid+TCT (both in Detroit). Especially at AISTech, but also at the other two events, the discussion of carbon neutrality and green technologies was rampant. It is safe to say that carbon is today’s bad boy element. According to the prevailing science of the day, carbon is the source of many of our societal problems. Carbon dioxide (the stuff we exhale until we die) is considered to be the single most dangerous compound in the universe — one that will be responsible for the extinction of man if it goes unchecked.
What if we’re wrong about carbon in the same way that we’ve been wrong about a myriad of other things? What if carbon really is good? What if increased levels of carbon dioxide result in more vegetation growth (because green things LOVE carbon dioxide), resulting in a natural stabilization of the environment? What if we fi nd out that our concern about the badness of carbon has been misguided? What if we fi nd out that we’re actually doing more harm to the earth by minimizing the amount of carbon dioxide?
I know it sounds crazy, but if we can learn anything from history, it is this: We are often wrong about those things that we feel so strongly about and those things we once thought were right are wrong, and those things we once thought were wrong are right.
Based on history, approaching the carbon problem with a degree of humility and caution seems appropriate. Much like the Keto Diet has recently been all the rage but may well be yesterday’s diet fad, we should also remember, although on a much longer timeframe, that carbon and carbon dioxide may one day be our friend.
It could happen!
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web article that identifies ten ways you can keep yourself and your people safe from constant heat exposure.
An excerpt:
When the body cannot stay cool, the inner core temperature rises too high and body systems break down, resulting in heat illness. Heat illness can range in severity from minor heat rash, sunburn and heat cramps to heat syncope (fainting), heat exhaustion, Rhabdomyolysis (loss of muscle tissue) and heat stroke, which can be fatal. Heat can also be an underlying cause of other types of workplace injuries, such as falls and equipment accidents




 Source: Bodycote
Source: Bodycote Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com