PEMCO Conversions – Airborne Maintenance and Engineering Services operators will join the "Three Second Club" with a new dual chamber heat treating system capable of quenching aviation grade aluminum aircraft parts in less than five seconds.
The modern DELTA H® Technologies, LLC Dual Chamber Aerospace Heat Treating (DCAHT®) system will replace PEMCO's previous DELTA H furnace which was installed in 2011 at PEMCO's location at Tampa International Airport.
The system, with an upper chamber convection oven operable to 500°F and a lower chamber convection furnace operable to 1200°F, includes soak time and quench delay recorded to within 1/10 of a second as well as full documentation systems for work order, part name, quality, and before/after condition. Honeywell controls and recorders are featured and include remote computer control, data entry, and process monitoring. In addition to processing aluminum parts, the system is equipped for PH stainless steel aging and titanium ferrous alloy processes. The replacement system is fully compliant with SAE AMS2750G requirements.
Team with DCAHT® system Source: DELTA H
To achieve SAE compliance, DELTA H provided additional training for PEMCO employees.
DCAHT® system Source: DELTA H
“We look forward to sharing about our continued success with [DELTA H’s] great product [. . . ]. We couldn't be any happier," Cruz Hernández, Airborne Maintenance and Engineering Services Back-Shop supervisor stated,
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Härtewerk Chemnitz GmbH, a large German commercial hardening plant (Lohnhärterei), has purchased a horizontal, two-chamber furnace low-pressure carburizing and oil quenching system from an international heat treat solutions provider. In the German plant, the integral quench system will replace legacy atmosphere technology and expand their capabilities for mass-producing parts.
This is the first SECO/WARWICK furnace equipped with vacuum heating at the heat treater's German plant and the first Super IQ solution in Germany. The system has a heating chamber, loading and unloading vestibule, and a quenching bath. The equipment in the system enables users to perform a variety of heat treatment processes, heat, and chemical treatment, as well as low-pressure carburizing and quenching.
"The machines we have worked with so far had required time-consuming and expensive preparation, especially when the equipment was not at the right temperature," commented Kai Werlitz, technical operations manager at Härtewerk Chemnitz GmbH. "The Super IQ furnace that we have ordered eliminates not only these difficulties but also enables efficient heat treatment with very high repeatability and uniformity of the carburized layer, which with atmospheric furnaces was only possible to a limited extent."
The heat treater's Chemnitz and Chomutov plants provide a wide range of services related to metal heat treatment and focus on Germany and Europe's mechanical engineering, automotive, and metalworking industries.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Mikel Woods President Advanced Heat Treat, Corp. (Source: www.ahtcorp.com)
Advanced Heat Treat Corp. (AHT), a heat treat services and metallurgical solutions provider, has expanded their induction hardening capabilities at its location in Cullman, AL.
While the heat treatment --- UltraGlow® Induction Hardening --- will be a new service offering at this AHT facility, this will be the sixth new induction unit at the Alabama location added in the last couple of years.
"We are pleased to offer induction hardening at a second AHT location," commented Mikel Woods, president of AHT. "After talking with many of our customers, we know this will be a welcomed service and we’ll be able to provide better turnaround times than the area is currently experiencing."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Radio host andHeat Treat Today publisher, Doug Glenn, sits down with Dr. D. Scott MacKenzie, the senior research scientist and metallurgist at Quaker Houghton, for a deep dive into quenching in the automotive heat treat industry. We’re talking the implications of electric vehicles (EV), aluminum and automotive manufacturing, simulation, and training in quench and heat treat.
This automotive industry-focused episode about quenching comes on the heels ofHeat Treat Today's August 2022 Automotiveprint edition.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re here today with Dr. D. Scott MacKenzie from Quaker Houghton. We’re going to talk a little bit about quenching. Scott, first off, welcome to Heat Treat Radio.
Scott Mackenzie: Thank you. And I just go by “Scott.”
Contact us with your Reader Feedback!
DG: Very good. You and I have known each other long enough, I can probably do that and get away with it, so that’s okay.
SM: Everybody calls me Scott. I don’t like being called doctor.
DG: Let me give the folks a bit of an intro and then I’m going kind of highlight some of the stuff we’re going to be covering today. We’re going to be talking quenching because Scott is obviously the “quench king” here. We’re going to talk about EV (electric vehicles) a little bit. We’re going to talk about aluminum in the automotive industry, modeling and simulation and, briefly, we’re going to talk about a product that Quaker Houghton came out with not too terribly long ago called GREENLIGHT. We’re also going to talk about training for captive and/or commercial heat treaters in regard to quenching. So, that’s stuff to look forward to.
First, let me just mention that Scott is presently the senior research scientist and metallurgist for Quaker Houghton (formerly Houghton International) in Conshohocken, PA. He joined Houghton International in 2001 as a technical specialist heat treating marketing and moved into the heat treat laboratory, to the supervisor position, in 2007. Prior to joining Houghton, he worked as an associate technical Fellow in failure analysis, at the company actually, for six years and manufacturing engineer for the steel and aluminum heat treating departments for twelve years. He was past president of IFHTSE (International Federation for Heat Treatment and Surface Engineering) from 2018 to 2020. He is an active member of ASM and served on a lot of committees at ASM as well as member or chairman. You’ve authored, Scott, several books and over one hundred peer-reviewed papers.
So, I expect to see an increase in induction hardening or, at least, stay the same, but more atmosphere, traditional atmosphere, endothermic atmosphere and quenching and quenching in a quenchant — that’s going to be drastically hit in the next five to ten years.
Scott got his BS in metallurgical engineering from Ohio State University and got his MS and PhD from the University of Missouri Rolla. Bottom line, Scott is well qualified to talk about quenching and that’s what we want to do.
Scott, before we jump in and ask the first question, is there anything else you’d like to share with us about your background: where you’ve been, some of your more interesting experiences, or things that would be of interest?
SM: One, I got my PhD late in life. I started on my PhD when I was 45. So, I already had practically 15 years of experience on the shop floor, mostly doing heat treat with doing all the landing gear for the F/A-18, the F15, the AV-8B Harrier, wing skins for aircrafts like MD-80, DC-9, DC-10, MD-11 and then later when I was at Boeing, some of the 737 wing skins and all that sort of stuff. A lot of manufacturing on the shop floor.
DG: It’s a real advantage going to school late in life, too, because you come there with a real different perspective. You’re not green, you know the questions to ask, you know what’s BS and what’s not BS.
SM: Well, the trouble with that is twofold: One, you’re not willing to take any BS from the professors, right? And also, you are more willing to challenge them. In that, from a teacher’s perspective, you’re a much more difficult student because you question more. But, by the same token, you’re also easier to teach because you’re more motivated — you’re not just there because mommy is paying the bill.
"Well, there’s a big thing about EV that is going to drastically impact heat treating and the heat treating industry, as well as quenchants." -- Scott MacKenzie
DG: Yes, absolutely. I taught school a little bit, not college level, but I’d much rather have students that are engaged.
Let’s talk about electric vehicles. It’s a transition that seems to be coming on. Let’s talk about it in terms of heat treating, in general, and quenching, in particular. What do you think about this EV thing? How is it going to impact heat treat?
SM: Well, there’s a big thing about EV that is going to drastically impact heat treating and the heat treating industry, as well as quenchants. Presently, approximately 50% of the heat treaters, (at least in the U.S. and probably globally), are related to heat treating of gears. . . transmission gears, etc. Then we have doing other suspension components, like the tulips with the drive shaft, etc. But should the complete EV — and I’m not talking hybrids, I’m talking about a complete EV . . . EV’s drive by, you put your foot on the accelerator, it goes through, like, a potentiometer computer and that will control the four motors at each wheel, or just two. There’s no transmission involved. So, since there’s no transmission involved, there is no requirement for gears and since there is no requirement for the gears, there is no requirement for heat treat. And so, if we get a full implementation of electric vehicles, we’ll have roughly 50% excess capacity in the heat treat industry, which means the grid people won’t be selling as many grids and the quenchant people won’t be selling as much quenchant.
Even in the racing world — why, even Formula 1 is going to electric, they have Formula E which is all electric. You look at even the super cars. Aston Martin just announced a fully electric vehicle. Pagami just came out with a [indiscernible] last night. (I’m a big fan of Aston Martin.) You have the Lamborghini, Ferrari – they’re all coming out with electric vehicles, either hybrid or fully electric. Volvo is committed to 100% electric by 2025. So, we need to pay attention to where the industry is going.
Now, you will still the suspension components, for instance the tulips, the drive shaft where the motor attaches to the wheel, and back shafting. But that will be predominantly not by traditional atmospheric quench, it’s going to be done by induction hardening. So, I expect to see an increase in induction hardening or, at least, stay the same, but more atmosphere, traditional atmosphere, endothermic atmosphere and quenching and quenching in a quenchant — that’s going to be drastically hit in the next five to ten years.
DG: So, gears, I assume, cam shafts — we’re not going to see that? Drive shafts to a certain extent, not the same type of drive shafts that you’ve got now, but they’ll be a different type — there will be four independent ones, I suppose. Does the move to EV add anything? Are we doing heat treating of armatures or anything in the motors, motor laminations or anything of that sort? Does it add to the heat treat load?
SM: Certainly, the motor laminations- that requires a special thermal process. It’s not quite heat treating because the thermal lamination is going to require different materials (right, silicon steels). You are also going to see much more, leading into your other question about aluminum heat treating, because the structures are going to be moving in either much higher strength steels or bodies to meet crash tests. You’re either going into aluminum because of lighter weight or for very high performance, you’re going to go into carbon fiber. Carbon fiber will require the resins and the pre-peg will require thermal processing. But that’s more like in an autoclave, like airframers do.
Aluminum will require a different mindset. This will require, and it’s already starting to happen where automotive manufacturers are starting to do aluminum heat treating, and a lot of them are adopting a lot of the aerospace specifications, for good or bad, by AMS 2770 or heat treating recipes. It eliminates a lot of research and development on their part.
DG: Right, you’ve got to stick the AMS 2770.
SM: Or, you can do like the Japanese have done, in many cases. They’re not going to aluminum. What they’re doing is higher strength steel and just making it thinner and they’re going to add using special design steels, much more highly refined grain, you’ve got other stuff in there, you’ve got other stuff, to get the high hardness. Then, what they’re doing is, for instance, they’re forging it at a high temperature, and the Germans are also doing this, too, as part of Audi and Mercedes, is they forge the sheet, they take the forge sheet, they put into a pour compress, they heat it up to the forging temperature, then what they do is then they stamp it into the sheet, into the form, the very complicated form, and then what they do is they quench it while it’s in plaque. In other words, they have all kinds of pulls in the dye and so it’s actually acting like the quench press, in this case, by quench press. So, then they have a fully heat-treated part as it exits the forging press.
DG: And that was steel or aluminum?
SM: Steel.
DG: Steel, ok. High strength steel, specially designed, let’s say, “designer steels,” or whatever. Okay.
SM: So, all it does is once it gets out of the forge press, it’s stamped and goes out. It goes directly into the tempering process. Sometimes it goes directly out without tempering, it gets painted and then puts into a [indiscernable] and that does the tempering operation.
DG: As far as the quenching part, obviously you’re quenching through the dye, as you mentioned, so that’s changing. Is any impact the same type of polymer quenching, I assume?
SM: No, it’s just the mass of the dye. They may use air and the mass of the dye. You know, when you think of it, a dye has to buried large compared to my sheet metal; it’s a thermal mass. So, they’re using the thermal mass of the dye to quench the part.
DG: Which they’re obviously cooling that dye because it’s going to be warming up. Okay, very interesting.
SM: One of the problems is cooling the dye and cooling the dye quick enough, so they have to use all kinds of very special panels, high velocities of water, etc.
DG: Just a quick editorial comment about this: There is a debate out there — maybe you can comment on this if you’d like, Scott — in the “green” world regarding the use of aluminum panels versus steel in the automotive industry with body and white type of panels for cars. Those who are “green” seem to say, “We need to push for aluminum.” But the fact of the matter is aluminum takes a lot more energy and actually has a higher carbon footprint to produce than most steels do when the steels are created. So, it’s an interesting thing that the Japanese and the Germans are moving towards custom design, high strength steels as opposed to potentially aluminum. What do you think?
SM: Well, if you look at aluminum, and it depends on at what point in the process you look at it. If you look at just the overall of aluminum, because of the high degree of recycling of aluminum, we’re not mining anything, we’re not mining bauxite, so all of it goes in and then it’s all ready. All you have to do is melt it and alloy it but grade the alloy.
So, instead of making it with the high energy cost of the bauxite process — which is interesting, some of the cheapest is up in Iceland. It’s just tremendous because of the cost of electricity. It’s really interesting seeing those in Iceland. Anyway, that’s neither here nor there. If you look at the whole process from a cradle to grave aspect, aluminum is very attractive. Steel, on the other hand, while we’re doing a lot more recycling and we’re putting it in instead of the old process where you take the taconite and you make a series of blast furnaces and then you put it into a mixer and then you put it into the open hearth or BOF cast and ingot, etc., now we’re running scrap nearly 100% scrap in an electric arc furnace, put into a caster and out.
So, from electricity required to melt it, it obviously doesn’t take as much electricity to melt the aluminum as it does steel just because the temperature is different. You’re looking at 2700 versus 1200 for aluminum. So, in terms of an environmental impact, you have to look at all the numbers. Aluminum would come out the winner because you don’t have to mine it.
DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?
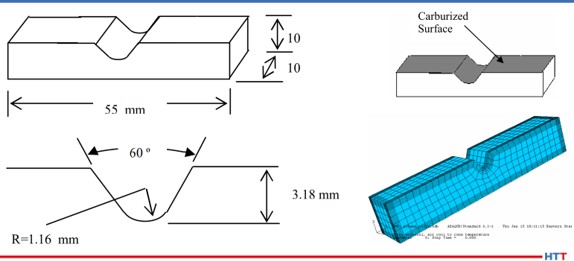
SM: It can be done, and it can be done accurately. But part of that is dependent upon the quality of your materials data. That’s the part. We need to know how that will respond as a function of the constituent of equations within the part. For instance, if I put a stress on it or put a strain on it, what’s the plasticity of the part? How will it perform?
The next thing you have to understand is the quenchant itself. You have to understand the physical properties. Let me share something if I may. Can you see the screen?
DG: Yes, I can actually.
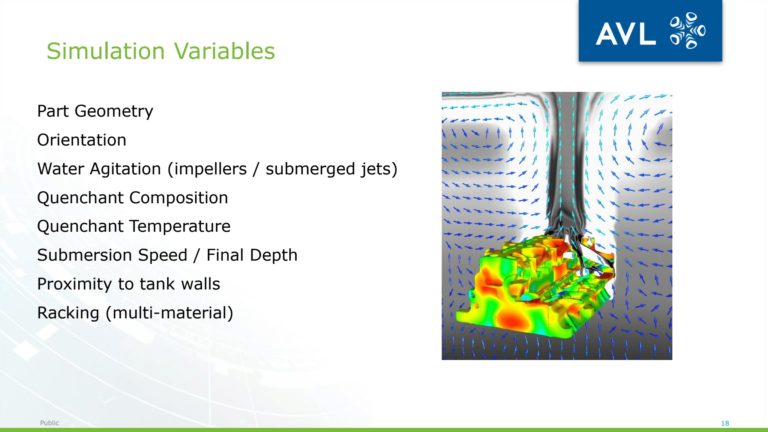
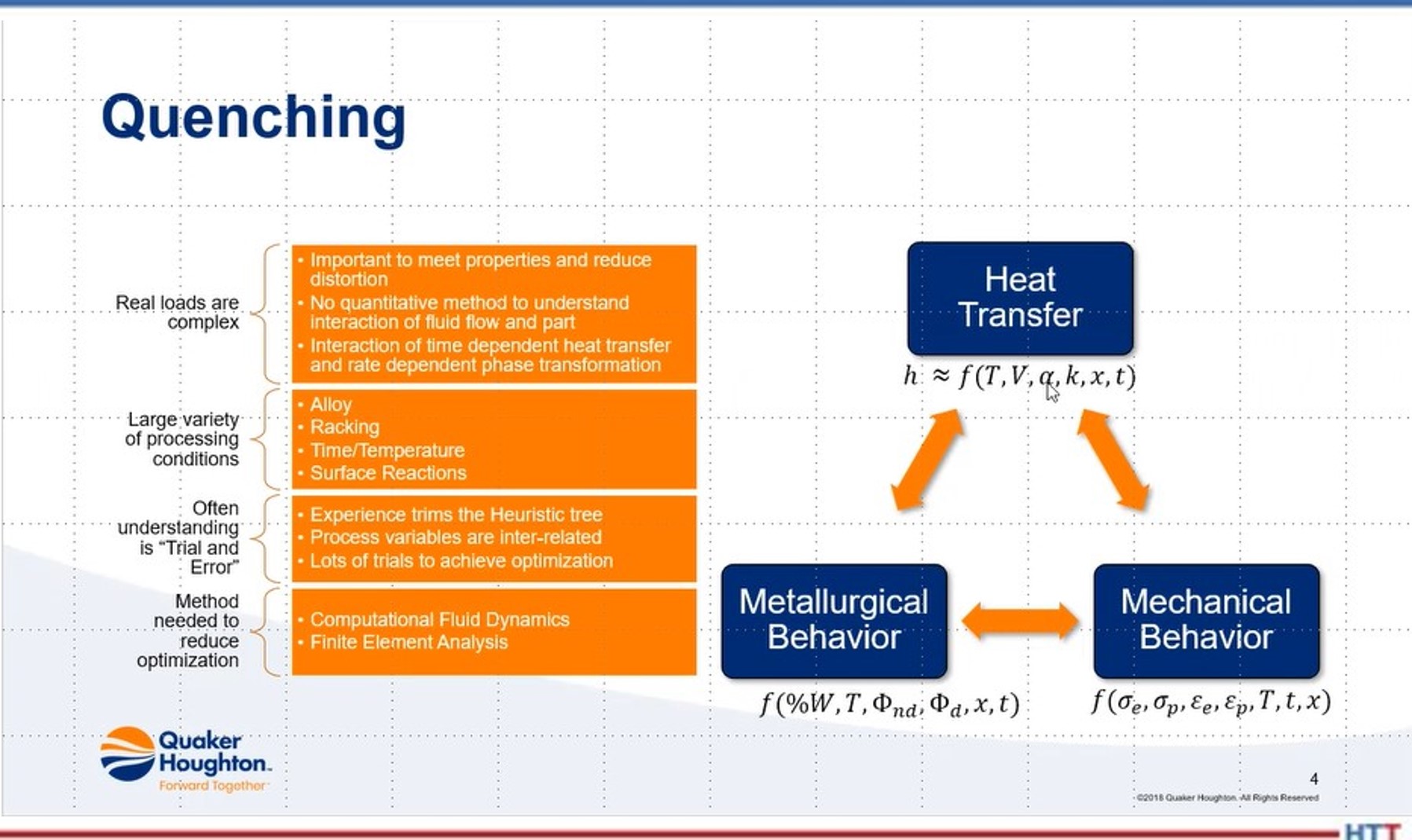
SM: We have to look at the heat transfer. We have to look at the temperature, we have to look at the thermal conductivity, thermal detectivity as well as the position and space (X, Y, Z), as well as time, because you know, obviously it’s a time function. So, we have to understand that within the part.
Now, we also have to do the same sort of thing on the quenchant, but now it’s a function of space on the surface of the part. Now we have to look at velocity, we have to look at surface temperature, velocity, thermal conductivity as well as X, Y, Z, and time.
That’s why there’s been so much modeling and good effect with, for instance, high pressure gas quenching. Because the properties of the gases used are well known, well documented. You just look them up in a table someplace. Quenchants, on the other hand, the quenchant suppliers have done a lousy job of documenting the thermal properties. That’s starting to change. So, that’s one of the problems that you see is that the thermal properties of the quenchant are not well established.
The second thing is, is looking at the boundary conditions of the part is that changes as a function of position and agitation — the agitation rates can change around a part. If I look a part, the quench rates change as a function of velocity. Well, the suppliers have not done a real good job of characterizing their quenchants as a function of velocity. That’s a problem, which is getting worked on.
In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.
DG: As far as simulation goes, obviously it’s something that can be done. Do you see the use of it growing significantly over the next 5-10 years and, if so, any particular areas do you see it growing? I’m assuming it’s going to be in high value parts, right? You’re probably going to see it more there than in your nuts and bolts.
SM: I see it more in the higher value parts. And also, induction hardening. Let me explain: One, in the high value parts because they want to be able to characterize the parts. Either as, “Oops, I sent this part out and it cracked, what happened” as an analysis tool to prevent or to explain why something broke. I see this occurring more in the automotive world at the OEM level. You see some of it in the second-tier aerospace where they’re trying to understand to reduce residual stresses, reduce distortion. At the commercial heat treat? No. They just get paid to quench the part and shove it out the door.
DG: Is it genuinely accessible today? You mentioned Dante and things of that sort. I know Quaker Houghton probably is, but are most of the quench companies working with modeling or is it not that commonplace?
SM: It’s not that common. Part of it is because, you know, the quenchant business is a very competitive business. It just is. A lot of people look at it as strictly a commodity. Quite frankly, we’ve lost sales, I’ve lost sales, over a penny a gallon. And so, one of the things that’s very difficult, and it’s more difficult for the salespeople is to look at the value ad and that value ad can either be we’re not the cheapest quenchant out there. We’re the Cadillac, we’re not the Chevy. So, to justify that higher price (and my salary), we have to sell the value ad, and that value ad can be help with making sure that when I quench my parts in it, I’m going to make properties.
For instance, most quenchant suppliers do not have a metallurgist. One, metallurgists are hard to find anyway, so they’ll get a materials science person which may or may not be exposed to heat treating. So, they have to help them understand whether or not they’re going to make parts. In other words, to mitigate the risk in changing to another quenchant. The value ad is the back-up support from the metallurgical point of view. That’s help understanding, not only just the chemistry of the quenchant and what it does, but what happens to the part. Why is my part stained? Why did my part crack? Or why did my part work this way as opposed to that way? How can I approve the residual stress state in that part? How can I reduce distortion? How can I achieve better properties? Those are the things that we can help with.
Some of the other suppliers can also do it, but they’re not doing using modeling or using computational flow dynamics or using the modeling program, they’re doing it based on their experience. It’s something I do too, but I can do that with the modeling and my experience to get it even closer.
Did that answer your question?
DG: Yes. Basically, I was just trying to get a sense from our listeners, many of them are going to be manufacturers with heat treat in-house, “captive heat treaters,” as we call them. I’m just curious how accessible it is. Is it something they can call today and say, “Can you help me with this, and can we model it?” It sounds like, “yes” but not with all quench suppliers, but it is possible.
SM: There are also consultants out there that can do it.
DG: Speaking of green, speaking of money, Quaker Houghton, several years ago, probably three or four years ago. . .
SM: Three years, next month.
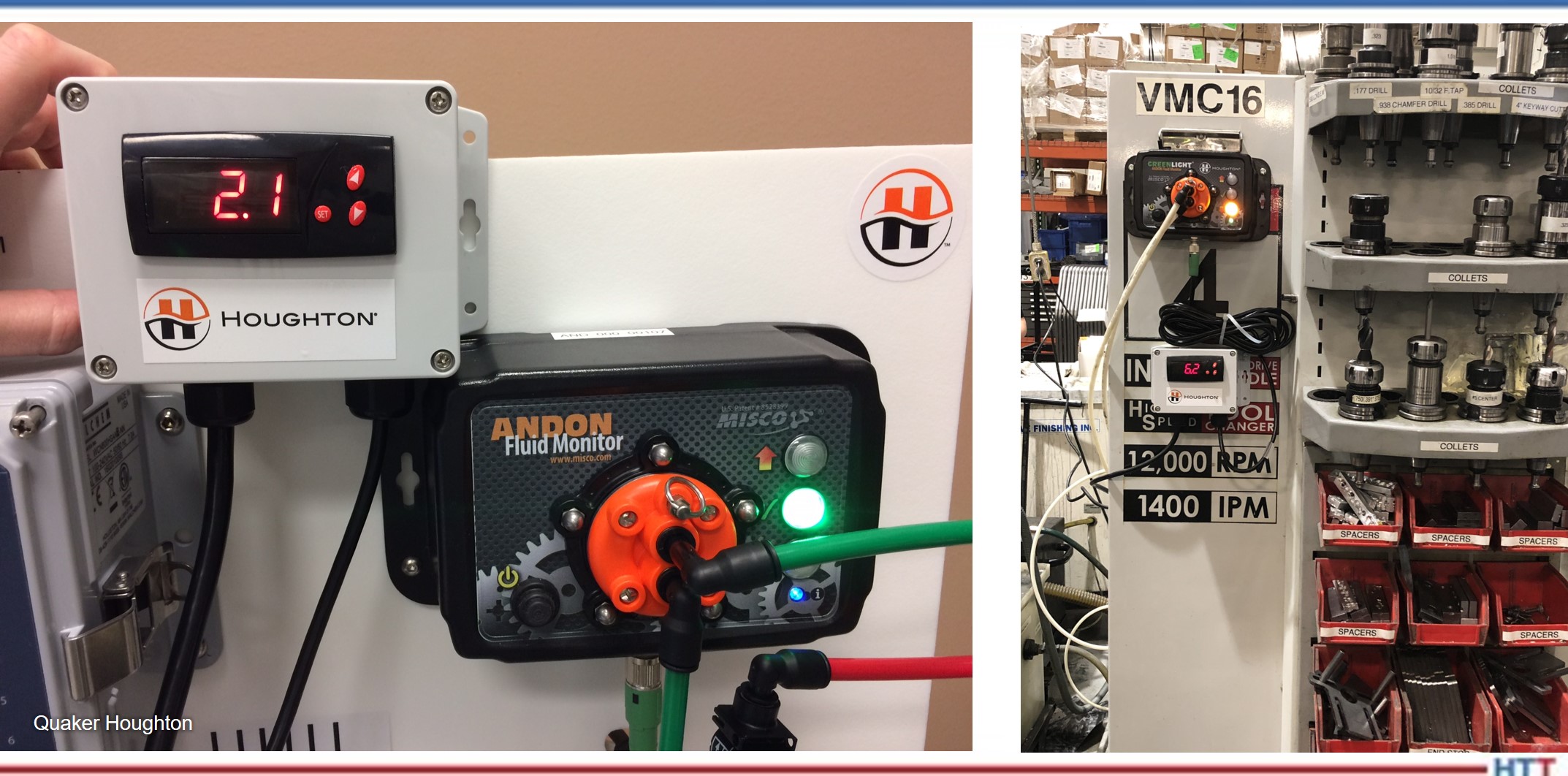
GREENLIGHTTM
DG: . . . came out with this product called Greenlight Unit and I’ve been wanting to talk to somebody over there about that. From a 30,000-foot view, what is it, why does it work, why should people care about it?
SM: What the GREENLIGHT unit is, at it’s very simplest — you’re measuring something and that measuring something could be, for instance, polymer concentration using [indiscernible]. You’d be measuring ph. You could be measuring some other physical property. You tell the unit — these are the ranges that I want to use. You can use it to computer interface or PLC interface, and I set this box on, for instance, my induction hardener which is very common. I have a concentration range for the polymer quenchant. If I go below that it puts a big red flag. If everything is good, it waves a green flag. If it’s either too high or too low, it waves a red flag and says, “pay attention.” Now, that red flag can be either I could add water or add polymer and I could tell either a person to do that, you know, “Operator, come and do this for me” or it can tell a PLC to actuate a pump — either add water or to add polymer. All automated, don’t have to pay attention to it.
DG: And that works, not just on induction equipment, just to be clear. You can do this on quench coolant tank or whatever.
SM: Yes, absolutely, anywhere. I can put it on polymer quenchant, for example. Most commonly, it is being used on induction. In fact, it’s standard on some of the induction hardening equipment.
DG: So basically, just a simple human-machine interface or human-quench fluid interface is going to tell you whether it’s within spec or not and if it’s not in spec, the green light goes out and the red light comes on.
SM: And some alarm comes on and some enunciation, whether it’s visual or audible or both.
DG: And you either fix it manually or you’ve got it programed so that a PLC can make whatever adjustments.
SM: You can contact those so that you can tell a PLC to do some action.
Training for quench and heat treat knowledge is available, and the next generation of metallurgists and engineers need it: "As far as training goes, the fact of the matter is, if you don’t have in-house resources to help you understand heat treating and/or the quenching aspect of it, I think, point being, there are consultants out there that can do it, there are quench companies like Quaker Houghton, for example." - Doug Glenn
DG: Let’s hit one other main topic before we wrap up today. You’ve already kind of hinted at it, but I think that it’s something that’s important. We’ve talked a lot about “brain drain” in the industry and the fact that, and you and I actually spoke off-line not too long ago about, metallurgy programs versus material science programs and the fact that sometimes material science graduates don’t necessarily have a full grasp on what metallurgy is and how it works. . . .
When companies that are manufacturers with their own in-house heat treat are needing help, how are they going to get training? Where can, in fact, they go to get questions answered and things of that sort. And how bad is that problem?
SM: One, it’s a global issue. Metallurgy is kind of like a forgotten science. I was one of the last at Ohio State to actually graduate with a metallurgy degree, metallurgical engineering. After that they changed to material science.
The reason is because one of our illustrious funding [parameters] for grant-funding says: We already know everything there is to know about heat treatment metallurgy; we need to be focusing our energies on nano-this or green-this or additive manufacturing or whateverkind of buzz word. In other words, I’ll send something in, toss in those buzz words and you can get a grant. In other words, it’s because the universities are chasing the government cheese when, really, what the industry needs is people who have a strong grasp of the metallurgy of something. For instance, when I went to school, back in the dark ages (about 1980), back when we still used slide rules (I still have mine), we actually had whole courses, multiple semesters on heat treating. How does a steel react when I change the quench rate? We have the different microstructures you get. Looking at the microstructure, what do we get?
Now, with a material science degree, what we were exposed to in multiple semesters, they may get mentioned in a single lecture.
DG: And spend the rest of the time talking about plastics, polymers, composites and high-faulting new stuff, which is important, but. . . .
SM: Just to give you an idea: I had a customer, and they were having, roughly, 95% cracking. They asked me to help. They’re using our quenchant. What they were doing is that they were taking the parts and they were putting them into the high temperature in the austenizing furnace. They would then quench them into our polymer quenchant, and these were parts like 4340, big parts. They only had one furnace. So, what they would do is after they quenched it, they’d take up the parts then they would put them outside in the snow so they could let the furnace cool down so they could then temper them. Usually, it would take overnight. But when they would come around the next morning, all these big, expensive, large — and we’re talking several hundred-pound parts — were sitting there in multiple pieces because of quench cracking. They wanted to understand why this was happening. So, I go in there and I meet and talk to their metallurgist, and I said, “Ok, the problem you’re having is an issue with quench cracking which is due to transformation martensite, and you need to get rid of the residual stresses by putting in to temper immediately. The metallurgist looked at me and asked me, “What’s martensite?” I had to control my . . . yeah. And I asked her, “Where did you go to school?” She went to Carnegie Mellon.
DG: Not that it’s not a good school; your point being they’re not covering the metallurgy that they need.
SM: I looked at her and I said, “I know a lot of the professors there. In fact, I flunked out of Carnegie Mellon.” You know, I got lousy grades, I flunked out of Carnegie Mello. I was accepted and then flunked out, so I know! I mean, Metallurgical and Materials Transactions A is by Dave Laughlin who is at Carnegie Mellon. He is a wonderful person; I think he may have retired now. He was a wonderful professor, and he gave me my first metallurgy program. He was also very supportive of me throughout my career. But I looked at him and said, “As I recall, we were taught these courses, I had. . . I mean we were taught these courses.” I mean we had Massalski, Laughlin, I had a whole bunch of people that were well up in the [field]. She looked at me and said, “Well, it was a material science degree, and I took the ceramic option.” So, anyway, we had to go through and do all the training, what’s required and all that stuff. We got it and so we understood what was going on, we understood the ramifications of different quench rates and got that all resolved.
Then I talked to this When I was working on my. . . . Afterwards, I talked to one of my professors who has since passed away at University of Missouri Rolla (or now known as Missouri Institute of Science & Technology), and he said that’s unfortunately truth. If you want somebody that’s knowledgeable in heat treatment, don’t hire a material science person, hire a mechanical engineer because at least they will be exposed to it.
DG: That’s a good point. It’s possible that the mechanical engineers are going to have more exposure to, at least, the effects of heat treat and understand heat treat more than maybe materials engineers do who may have one course. You mentioned before, Scott, that there are only a couple of schools in the U.S. now that still maintain an actual metallurgy degree. Do you recall who they are?
SM: Yes. I believe the University of Missouri Rolla (Missouri Institute of Science & Technology) in beautiful and scenic Rolla, Missouri. There is the University of Arizona, but I believe they are focused strictly on, mostly, mining. . .
DG: Yes, because there’s a heavy metallurgy emphasis in mining, as well.
SM: . . . There is the University of South Dakota and maybe the University of Idaho, but I’m not sure on that one.
DG: The Colorado School of Mines? I think they, at least, used to.
SM: Yes, they still do. But that’s four colleges.
DG: I guess an application here is for companies who are looking to hire people to help them with metallurgy because what we’re talking about here is training and getting the brain-drain, is to be very careful who you’re hiring and where they came from. Not to say that all materials engineers are not worth their salt, because that is not the case, but you need to ask the question: “How much exposure, what has been your experience in metallurgy, specifically?” I think that’s the point.
Click to read about Sergio Gallegos Cantu
SM: And I’ll tell you what. The industry right now is a bunch of old guys. We’re retiring. I’m going to be retiring probably in the next up to three years. But if you look at other people in the world, we’re all getting up there, and the young people to replace us will have to be knowledgeable, otherwise we’re going to repeat all the same mistakes all over again.
DG: Well, I want you know, there are a lot of young people coming up in the industry, right there, 40 Under 40. There are some good, good people. It’s amazing. But your point is very well taken.
SM: And one of those 40 Under 40 has been brought along. Sergio.
DG: Sergio, wonderful, wonderful.
SM: That said, somebody that is very knowledgeable in heat treatment, is still going to be needed —whether you’re doing for production of gears, not necessarily for transmissions, but gears or wind turbines. Heat treatment of turbine blades, heat treatment of . . . whatever. Somebody who’s knowledgeable in heat treatment, a young person, will be able to write their own ticket.
DG: I agree with you!
SM: One of the beauties of heat treatment that I’ve had is I’ve never had to worry about losing my job, I’ve never had to be worried about being laid off, and I’ve been through some ugly layoffs. When I was at McDonnell Douglas, we had 64,000 people at one time; the next morning we had 30,000. In one day, they laid off 35,000 in one location. So, I’ve never had to worry about being laid off. I’ve never had to worry about — if something happens, will I be able to find a job? I’ve never had that issue.
DG: It’s never been an issue for you. That’s great.
SM: And I think that that will be true of any young person in heat treating. You’ll always be able to find a position.
DG: That’s great, Scott. I appreciate it. Just to wrap this one little segment up as far as training goes, the fact of the matter is, if you don’t have in-house resources to help you understand heat treating and/or the quenching aspect of it, I think, point being, there are consultants out there that can do it, there are quench companies like Quaker Houghton, for example.
SM: And there are heat treating societies, for instance, ASM heat treat society. Since this is global, all of the heat treating societies, whether it is the Chinese heat treating association, the Chinese heat-treating society (there are two of them), ASMET which is the Austrian, IWT which is the German, the Italian heat treat society, the Czechoslovakian, Indian heat treat society (which is actually part of ASM) — all those societies have their own training programs and they’re good. I taught some of them and other people have taught. Take advantage of your local heat treating society. And do the training of your own people. Or you can use consultants.
DG: Right. And I was going to say to anybody listening, if they need help finding those resources, you can feel free to call us. I’m sure that Bethany will put some information in this podcast about how you can get ahold of us to help. If nothing else, we can put people in touch with you, Scott, which leads me to the final question: How much information are you willing to give away as far as people contacting you. And don’t worry, you’re probably not really allowed to retire, so even if you do, these people will find you. How can they contact you?
SM: Well, you have my email address — scott.mackenzie@quakerhouton.com. Right now, I’m not taking any consulting positions. I get asked routinely. Part of that is because it’s a conflict of interest with my existing job. If you’re using our quenchants, I can help you. Or, if you’re looking to use our quenchants, I can help you. And that isn’t just choosing a quenchant. Obviously, I can help you select a quenchant if you’re unhappy with your existing product. But I can also help you minimize distortion, better reproduce better properties, whether that’s now we do do a company can come to us and ask for CFP modeling of a quench tank — we can do that. Or we can do that as part of the modeling of the part, we can do that. And we can do it and tie them together, as best we can, depending on the position of the quench tank, and we can do that on as-needed basis. So, I can help you in that fashion. But there are also other people out there — Andy Banka at Airflow Sciences, which can do CFP work; Dante Technologies; TRANSVALOR in Europe and in the U.S. can also do stuff. We happen to work with TRANSCALOR. They can all do that, and they can do it for a consulting fee.
So, it can be done. When I figure out when I’m going to retire, then I’m going to try and figure out what I’m going to do after that.
DG: We’ll find you, don’t worry; you won’t be able to hide.
SM: That’s what I’m afraid of.
DG: Exactly. Very good, Scott. I appreciate it. Are there any closing comments you’d like to make? Is there anything we missed that you’d want to include? I think we’ve hit on most of the major stuff we were thinking about.
SM: I think probably the biggest thing is encourage your young people to go to conferences, and I’m not just talking about where they’re laying out a whole bunch of equipment. Not just an exhibition so you can look at equipment. They need to go to the events so one, they can meet other experts, so they can be educated, and I’m not just talking about taking an ASM course; I’m talking about going to the conference, being able to ask questions of other experts as well as talk to their peers. What are the problems their peers are having? The point is, it’s likely the same sort of problem. And be able to expand the horizon by seeing the conference, the conference proceedings, etc. Encourage them to go to those sorts of things. And also submit papers, etc. because that’s the only way they’ll grow. And that’s what you want, you want the people to grow within the organization, and encourage them to grow within the organization so they become more of a value to that organization.
DG: Yes. There’s no better way to learn than to teach. Once you decide you’ve got to teach, you’ve got to learn the stuff.
Well, you’ve done a great job of that over the years, Scott. I know there’s many, many people in the industry who have appreciated your expertise and we certainly appreciate you being with us here today. Thank you very much for your time and we’ll look forward to talking with you again. Don’t retire too soon — we’ll need you here, so stick around!
A global leader in power technologies purchased a vacuum furnace from a North American furnace provider. The equipment will be used for specialized nuclear operations.
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
SECO/VACUUM, a SECO/WARWICK Group company, was awarded the order for the 2-bar Vector®, a single chamber high-pressure quench vacuum furnace. It will be used for a variety of heat treating processes, including hardening of tool steels as well as high vacuum sintering and annealing. The furnace design will achieve deep vacuum levels, allowing the customer to process materials for nuclear applications. The new Vector will replace an older furnace, adding significantly more capabilities and process flexibility.
"I’m very proud of how our SECO/VISORY group managed this relationship," noted Peter Zawistowski, managing director of SECO/VACUUM. "Our product management and engineering staff collaborated with the customer’s engineering and commercialization teams for over a year to develop a proposal for the specialized capabilities they required."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
N2: It’s so harmless, it makes up the majority of the air we breathe. But, once bonded with oxygen, the resulting compound can be dangerous to the environment and public health; as heat treaters know, keeping nitrogen oxide production levels low is a key part of complying with government requirements. When it comes to reducing nitrogen oxide levels, what options do heat treaters have?
This Technical Tuesday article written by Robert Sanderson, director of Business Development at Rockford Combustion, first appeared in Heat Treat Today's August 2022 Automotiveprint edition.
Robert Sanderson Director of Business Development Rockford Combustion
Nitrogen oxides (NOx) are a collection of highly reactive chemical compounds formed during combustion processes, partly from nitrogen compounds in the fuel, but mostly by direct combination of atmospheric oxygen and nitrogen in flames. One chemical reactant of NOx is nitrogen gas (N2). Formed by two nitrogen atoms, N2 lacks smell, color, and taste. N2 is also non-flammable and inactive at room temperature. In fact, N2 makes up 78% of our atmosphere, underscoring how little danger the compound, by itself, represents in the environment.
Contact us with your Reader Feedback!
However, when N2 reacts with oxygen (O), an assortment of nitrogen oxides such as nitric oxide (NO) and nitrogen dioxide (NO2) can be formed. All forms of the nitrogen oxides taken together are referred to as NOx, with the measurements reported as equivalent to NO2. NOx formation can happen naturally such as during a lightning strike, biogenetically in agricultural fertilizer, or from fossil fuel powered cars (mobile) and industrial combustion systems (stationary). Combustion processes that form NOx by-products predominately create them as both NO and NO2.
In this article we will look at NOx formed from combustion processes, why NOx is dangerous both to the environment and public health, and what options operators of industrial combustion systems have to reduce NOx emissions in equipment fi red by natural gas, oil, or coal. We will also show how reducing NOx in certain combustion systems can increase energy efficiency to bolster return on investment.
NOx
As a pollutant, NOx represents a serious threat to human health and the environment. When NOx is mixed with organic compounds under UV light it will create reddish-brown smog (ozone). Smog that envelops cities during the summer often degrades air quality and can irritate lung tissue. Additionally, NOx has been linked to acid rain and high levels of NOx have been shown to damage ecosystems by making vegetation more susceptible to disease and frost damage.
During the 1990s, the use of natural gas in industrial combustion processes displaced coal and oil. This has led to a significant reduction in NOx emissions. At the same time, local and federal requirements grew increasingly stringent, including the Clean Air Act Amendments of 1990 that required major stationary sources of NOx to install and operate reasonably available control technology (RACT). Current regulations in some parts of the country are focused on NOx levels of 9 ppm (parts per million) or lower. Manufacturers have responded to these challenges by introducing ever-lower NOx capable burners and NOx control schemes.
What Are the Types of NOx
As mentioned, whenever fossil fuel is burned, NOx can be formed. For that reason, motor vehicles by their sheer numbers are major contributors to NOx pollution. However, for the purpose of this article, we are narrowing the focus exclusively on NOx emitted by fuel-fired industrial combustion systems, such as boilers, furnaces, heaters, ovens, kilns, and dryers. NOx formed in high-temperature industrial systems can be broken down into three types: Fuel NOx, Thermal NOx, and Prompt NOx.
Fuel NOx
Although natural gas is typically free of fuel-bound nitrogen, nitrogen is often found in liquid and solid fuels. When nitrogen that is chemically bonded into fuel molecules is combusted, it directly converts to Fuel NOx. In fact, untreated fuel oil can contain as much as 1,000 ppm of fuel-bound nitrogen resulting in over 40 ppm NOx in exhaust. Ammonia (NH3) combustion is particularly difficult as it is essentially all fuel-bonded nitrogen, and fully converts to Fuel NOx. Hydrogen (H2) fuel combustion has no fuel-bound nitrogen and produces no Fuel NOx.
Thermal NOx
Sometimes called Zeldovich NOx, after the Russian physicist, Thermal NOx forms when airborne nitrogen and oxygen merge in high temperature zones. Thermal NOx constitutes most of the NOx formed during the combustion of gases and light oils. The formation of Thermal NOx is highly temperature dependent — basically the hotter the combustion the more Thermal NOx is formed. Thermal NOx generally begins to occur at about 1600°F, with formation rates escalating as the temperatures increase above this. But the formation of Thermal NOx is also dependent on pressure and residence time. Decreasing any of these three factors reduces Thermal NOx levels. Here, it is important to note that while natural gas is a cleaner burning hydrocarbon, all flames (including those of pure hydrogen) release heat. And any high temperature heat release has the potential to produce Thermal NOx. Many common Thermal NOx treatments utilize various methods to minimize temperatures in the hottest areas of the flame.
Prompt NOx
In 1971, Charles Fenimore proposed the concept of Prompt NOx. Prompt NOx occurs when N2 fuses with partially combusted fuel products early in a combustion process. Basically, Prompt NOx is the “leftover” NOx when both Thermal and Fuel NOx are accounted for. Although Prompt NOx represents a miniscule fraction of overall NOx in a combustion system, that fraction becomes in ever-greater proportion as other NOx control mechanisms are introduced. Prompt NOx is not thermally dependent which makes it difficult to design for. As such, it is often perceived as a source that cannot be easily controlled, hence suppression eff orts focus on reducing Thermal and Fuel NOx.
Why Is NOx Controlled?
Nitrogen oxides emitted into our atmosphere lead to increased air pollutants that irritate airways in the human respiratory system, among other health problems. Of course, air pollution impacts everyone but some of us are more susceptible: young children and seniors, those with asthma, and people working outdoors, for example. Even brief exposures to NOx can aggravate respiratory diseases, particularly asthma, emphysema, or bronchitis, leading to coughing, wheezing, difficulty breathing, and hospital admissions. Long-term exposure to elevated concentrations of NOx may contribute to the development of asthma and potentially increase susceptibility to respiratory infections.1 A 2012 United Kingdom study concluded that air pollution related deaths were more than double those of traffic accidents.2 A related study in the United States came to similar conclusions.3
The key problem is ozone. When exposed to UV rays in sunlight, NOx molecules interact with volatile organic compounds (VOC) to form ground-level or “tropospheric” ozone (O3), also known as smog. Smog can damage lung tissue, and it is especially dangerous to people with respiratory illnesses that may experience more intense attacks. Ozone is also hard on plants and animals, damaging ecosystems and leading to reduced crop and forest yields. In the United States, ozone accounts for an estimated $9 billion in reduced corn and soybean production annually.4 It also kills many seedlings and damages foliage, making trees more susceptible to diseases, pests, and harsh weather. Finally, ozone acts as a powerful greenhouse gas, albeit much shorter lived than carbon dioxide.
In the presence of water droplets, nitrogen oxides form nitric acid, contributing to the problem of acid rain. Additionally, NOx deposition in the oceans provides phytoplankton with nutrients, worsening the issue of red tides and other harmful algal blooms. A closely related molecule can be created, nitrous oxide (N2O), another greenhouse gas that plays a role in climate change.
Abating NOx Emissions
In response to stringent environmental regulations, the combustion industry has made important strides in reducing combustion associated NOx, while simultaneously furthering energy efficiency. These steps include a host of new and emerging technologies and practical, proven operational tactics, like the following:
Fuel Switching
One simple method to reduce Fuel NOx emissions is to switch from a high nitrogen-bound content fuel to a fuel with reduced nitrogen content such as another distillate oil, or natural or hydrogen gas — which are essentially nitrogen free fuels. Changing fuels may necessitate changes to burners, fuel trains, and burner management systems as the alternate fuel will likely have different combustion characteristics and chemical properties.
Natural Gas Reburning (NGR)
NGR has proven to yield NOx reduction up to 75% from standard burners. NGR involves building a “gas-reburning zone” on top of the primary combustion zone where natural gas is injected. A fuel-rich region is created where NOx reacts to hydrocarbon radicals and molecular nitrogen is formed. This technique can be built into some burner designs as an integral operating property. Burners that use this NOx reduction method must be carefully sized and examined for operating inputs as their performance ranges are often restricted.
Low NOx Burners
Low NOx and Ultra-Low NOx burners have been shown to reduce emissions by up to 50% compared to standard burners. Greater reduction efficiencies can be achieved by combining the burner with flue gas recirculation (FGR, see below). Low NOx burners reduce peak flame temperature by combinations of induced recirculation zones, staged or delayed combustion zones, and reduced local oxygen concentrations. Downsides of these mechanisms are that these designs are typically more expensive than conventional burners, often require a larger footprint, and they may necessitate extensive furnace modifications. These solutions are popular with volumetric air heating and low temperature combustion processes.
Reduced Oxygen Concentration
Under certain conditions NOx emissions will diminish in a near linear fashion with decreasing excess air. Decreasing the extraneous available oxygen in the combustion zone lengthens the flame, resulting in a slower heat release rate per unit flame volume. Keep in mind that if excess air falls below a threshold value, combustion efficiency may decrease due to incomplete mixing. This is a popular method of NOx control on tube fired burners, reducing furnaces, and other applications where combustion air is fully isolated from the process, allowing for precise management of oxygen levels.
Steam/Water Injection
As we discussed earlier, lowering the local oxygen concentration will slow combustion and reduce developed flame temperature, therefore decreasing the formation of Thermal NOx. One method to achieve this result is to inject a small amount of water or steam into the vicinity of the flame. The water will absorb heat as steam is formed, which lowers the flame temperature. Additionally, the steam displaces the available oxygen, which slows the rate of combustion and further lowers the flame temperature. This method is effective, but generally lowers the combustion efficiency by 2% as the water molecules absorb some of the thermal energy. The effects of trace minerals in the water should also be considered.
Selective Catalytic Reduction (SCR)
Ultra-Low NOx emissions (sub-5 ppm NOx requirement) are achieved with the use of selective catalytic reduction (SCR) technology. SCR is a post-combustion method that involves injecting an ammoniacal reagent such as ammonia, aqueous ammonia, or urea in the presence of a catalyst to convert NOx to harmless nitrogen and oxygen in the exhaust gasses. Ammonia-free solutions utilizing urea are an option for users averse to handling and storing ammonia. It is not unusual for an SCR unit to reduce incoming flue NOx levels from 30 ppm to below 5 ppm, or by upwards of 95% reductions of higher inlet concentrations. And they can lower the electrical load by reducing fan requirements compared to flue gas recirculation. Catalyst costs have steadily dropped since SCR’s introduction in the 1960s, yet transaction expenses generally make SCR a costly NOx reduction strategy. A common issue is ammonia breakthrough that can occur when excess reagent for various reasons “slips” past the catalyst unreacted. Some jurisdictions have limits not only for NOx emission limits but also for ammonia slip, complicating the use of SCR as an abatement strategy.
Selective Catalytic Reduction with Economizers
Incorporating an extended-surface economizer with SCR delivers low NOx emissions and higher system efficiency, lowering operational costs. The SCR is the first phase of the system, converting NOx to nitrogen and oxygen. The second phase is a finned tube economizer, capturing and redirecting wasted heat back via heat transfer to feedwater or makeup water. Increasing efficiency by one or two percentage points can amount to measurable cost savings. Users of this two-phase system also report higher turndowns (the ratio of maximum to minimum firing rate), more stable flames, and faster response times to load swings.
Flue Gas Recirculation (FGR)
FGR (5 ppm to 20 ppm NOx requirement) is a well-attested, pollution-reducing technology that reduces thermal NOx by decreasing the burner flame temperature and slows the combustion reaction. In the FGR process, a portion of flue gases generated during combustion is redirected to the burner with fresh air, which helps to cool down the flame’s peak temperature and slows combustion reactions, thereby reducing the formation of NOx. One downside of FGR is that flue gas recirculation requires electrical energy for additional air handling. Another issue is that not all thermal processes can use FGR, for example, if the flue gases are too hot or too high in oxygen.
Benefits of NOx control technologies range from lowering your business’s carbon footprint to maximizing fuel efficiency. When it comes to reducing nitrogen oxide levels, selection of options will depend on your thermal processing systems, site-specific conditions, and regulatory and economic considerations. With so many ways to control NOx levels, heat treaters can choose the option that works best for them.
References
[1] “Basic Information about NO2,” EPA.gov, United States Environmental Protection Agency, June 2022, https://www.epa.gov/no2-pollution/basic-information-about-no2.
[2] Roland Pease, “Traffic pollution kills 5,000 a year in UK, says study,” BBC.com, BBC News, June 2022, https://www.bbc.com/news/science-environment-17704116.
[3] Fabio Caiazzo et al. “Air pollution and early deaths in the United States. Part I: Quantifying the impact of major sectors in 2005,” Atmospheric Environment 79 (2013): 198-208, June 2022, https://www.sciencedirect.com/science/article/abs/pii/S1352231013004548.
[4] Justin M. McGrath et al, “An analysis of ozone damage to historical maize and soybean yields in the United States,” June 2022, https://www.pnas.org/doi/10.1073/pnas.1509777112.
About the Author: Throughout Robert’s 32+ years of experience within the combustion field, he has been involved in the automotive, abatement-oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, glass, asphalt, pyrolysis, reducing furnaces, dryers, immersion heaters, and power generation industries. He has formerly worked with Eclipse, Honeywell, and Haden, Inc. and now brings systems integration, as well as the application experience of how systems interact in various environments to Rockford Combustion as the director of business development. Robert is a member of the NFPA-86 technical committee.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Welcome to Heat TreatToday's This Week in Heat TreatSocial Media. You know and we know: there is too much content available on the web, and it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you a hot take of the latest compelling, inspiring, and entertaining heat treat chatter from the world of social media.
Today, check out some posts on the convergence of EV and heat treaters, robots that can detect leaks, and algorithms that adjust temperature.
This August, we're seeing and hearing a lot about the convergence of heat treat and the automotive sector. In this news piece, read how EV assemblies will be able to include Canada-made products in Canada. For more on how EV will influence heat treaters, go to www.heattreattoday.com/radio on Thursday, August 11th.
2. What Are They Saying?
Everybody talks! That's for sure. But this week, what are they talking about? For starters, the cost of furnace downtime, metallurgical definitions, leak-detecting robots, and water quenching are on the docket.
True Cost of a Furnace Breakdown = $XXXXX?
What Your QA Is Posting on SM. . .
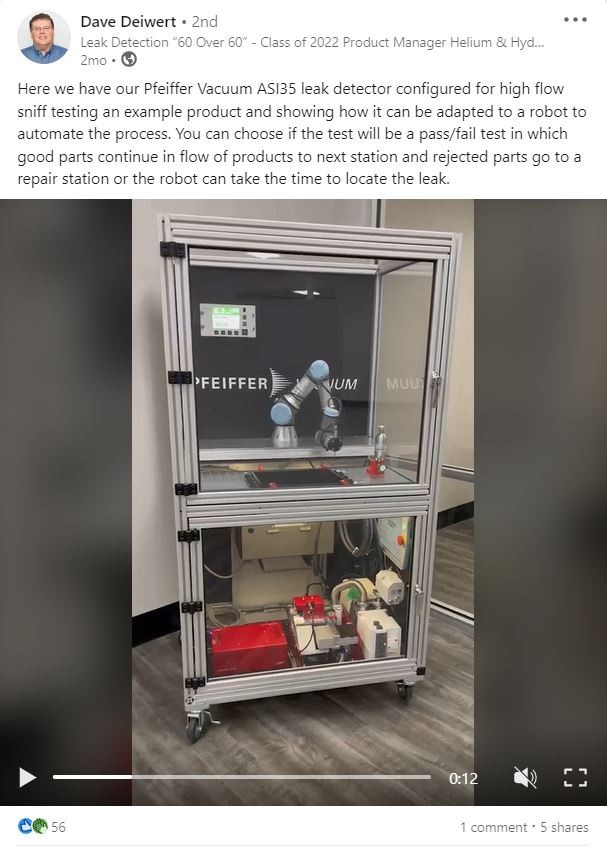
Leak Detector Automation with Robotics
The Red Glow. Never Gets Old.
3. What Are They Doing?
Actions speak louder than words. One company in Illinois has been acting out excellence since 1979. And if you are looking for a little action in October in the Pittsburgh area, check out Heat TreatToday's live at 2:30 PM EST to learn about a one-of-a-kind heat treat event.
Join the LIVE Heat Treat Boot Camp on LinkedIn!
Business Ambassadors Visit the Hot Side of Illinois
4. The Reading (and Podcast) Corner
Will EV be the end of heat treating in the automotive industry? Watch the video below to learn some answers to this question from the Metal Treating Institute. If you're in a listening mood, listen to this episode of Heat TreatRadio and discover some Industry 4.0 innovations for adjusting temperature.
2021 Predictions: EV and the Heat Treater
Listen to the Future of Furnace Compliance
Does it combust? Time to hear about Industry 4.0. . . again :). This time, see how this Industry 4.0 system uses algorithms to adjust temperature on Heat TreatRadio
Heat TreatRadio #77: Algorithmic Combustion Tuning with Justin Dzik and Ben Witoff at Fives. Click to –> Watch | Listen | Learn
5. Miniature Metal Masterpiece
To all the metallurgists and heat treaters out there, perhaps the metal you work with today will end up a mini-masterpiece in the hands of an electrolyte jet machining fanatic!
Want a free tip? Read some of the top 101 Heat TreatTips that heat treating professionals submitted over the last few years. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for "101 heat treat tips" on the website! This selection features 5 tips all about the hearth of your furnace!
Also, check out Heat TreatResources in the September 2021 magazine to check it out yourself!
Hacksaw Your Hearth!
When loading parts, carefully place the workload on the center of the hearth (front-to-back and side-to-side). Make sure it is stable and no part of the load is close to or touching the heating elements. This can create arcing and damage your parts.
Tip: Once the load is in place, mark the hearth posts with a hacksaw to quickly find the front and back measurements each time.
(Ipsen USA)
TZM Moly Grids
A very commonly observed failure mechanism with a moly post hearth assembly is bending of the moly posts. They will stay fairly straight at the center of the hearth area, but they can distort badly toward the outer sides of the work zone. The outer rows of vertical posts end up leaning away from each other. This is due to the very high linear thermal expansion coefficient of nickel-iron alloy grids (usually 330 SS or Inconel). With a high load on the nickel alloy grid, it is not able to slide on the perpendicular hearth beams as the temperature rises. The outer hearth post rows are forced in an outward direction. The quenching of the furnace load does not reverse all of this effect and over time results in the severe bending of the hearth posts.
Contact us with your Reader Feedback!
By replacing the stainless steel or nickel alloy grids with a moly or TZM alloy moly grid, which exhibits very low thermal expansion, the hearth life can be increased. For comparison, the figure shows the coefficients of linear thermal expansion for commonly used grid materials. For example, a 36” wide 330 SS grid at 70°F grows to 36.6” wide at 2200°F.
Another significant benefit of TZM moly grids is use at higher furnace process temperatures without the problem of a softened, sagging grid that cannot support the load properly.
(Grammer Vacuum Technologies, Inc.)
How to make thru-process temperature monitoring robot friendly!
In modern rotary hearth furnaces, temperature profiling using trailing thermocouples is impossible as the cables would wind up in the furnace transfer mechanism.
Due to the central robot loading and unloading and elimination of charging racks/baskets the use of a conventional thru-process system would also be a challenge.
Faced with such loading restrictions it is necessary to fit the thermal barrier inside the cavity of the product (engine block shown) and allow automated loading of the complete combined monitoring system and product.
To allow miniaturization of the thermal barrier to fit, but also provide sufficient thermal protection, the use of phased evaporation technology is critical. Such a system allowed BSN Thermoprozesstechnik GmbH in Germany to commission such a furnace accurately and efficiently and thereby optimize settings to not only achieve product quality but ensure energy efficient, cost effective production.
(PhoenixTM)
Hearth Height Adjustment
The available width and height of the work zone in a vacuum furnace with a round hot zone is determined by the elevation placement of the top of the furnace hearth. This distance is determined by the length of the vertical hearth support posts. By having spare, interchangeable hearth post sets of varying lengths, one can extend the work zone width or height as needed. The figure shows a variety of work zone dimensions that are possible with a standard 36” wide x 36” tall typical work zone as an example. The important thing in choosing your work zone shape is to maintain an (approximately) 3” clearance between the elements and the work zone to avoid part to element contact.
Note: With the symmetric shapes of modern, round hot zones there is good reason to expect good temperature uniformity anywhere within the 3” clearance ring shown in Figure 1. If you can build a survey fixture capable of surveying all the space you want to use, you theoretically could use more than just the rectangular space shown in the examples. Getting an auditor to accept the survey is a separate task.
(Grammer Vacuum Technologies, Inc.)
TZM Moly Hearths
In the case of furnaces with all-molybdenum hearths or of graphite hearths with molybdenum (“moly”) support posts, a direct replacement of those moly posts with TZM alloy moly posts will both increase strength of the hearth assembly and eliminate problems with recrystallization-induced embrittlement of the posts. (For an all-moly hearth, replacement of the horizontal load beams with TZM would have a similar benefit.) The comparative strengths vs. temperature of TZM alloy and pure moly are shown in the graph. Whereas at room temperature the strengths are very similar (around 110KSI-120KSI), once you exceed the 2000F recrystallization temperature of pure moly, the difference becomes dramatic. At 2000F the pure moly is about 40% of the strength of TZM alloy. By the time it reaches 2300F the pure moly is only about 25% of the strength of TZM alloy.
Not only is the TZM alloy much stronger than pure moly at temperature, but it also does not suffer from the same embrittlement problems. Pure moly, once it has recrystallized, forms very brittle grain boundaries in its microstructure. Its behavior begins to resemble that of glass. This is the primary mode of failure of moly components in vacuum furnaces – breakage due to intermetallic grain boundary embrittlement. TZM’s recrystallization temperature is around 2500F, and even when it does recrystallize, it forms very fine new grains that still have decent ductility. Hence, we recommend TZM alloy as a replacement for pure moly in all structural applications for vacuum furnaces. It is the “right stuff.”
Note that all metals used in a vacuum furnace, moly and TZM alloy included, will suffer from distortion due to the numerous thermal cycles they experience. Moly hearth beams are a good example. Once distorted moly hearth beams can be very difficult if not impossible to straighten without breaking them. To have any chance at all they must be heated to forging temperatures. TZM hearth beams however, due to their good ductility can often be heated to forging temperatures and successfully straightened. Most heat treating shops scrap out the moly hearth beams rather than even trying to straighten and re-use them. With a TZM hearth the hearth components can typically be re-used with a newly re-lined hot zone saving a large additional expense.
(Grammer Vacuum Technologies, Inc.)
Check out these magazines to see where these tips were first featured:
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
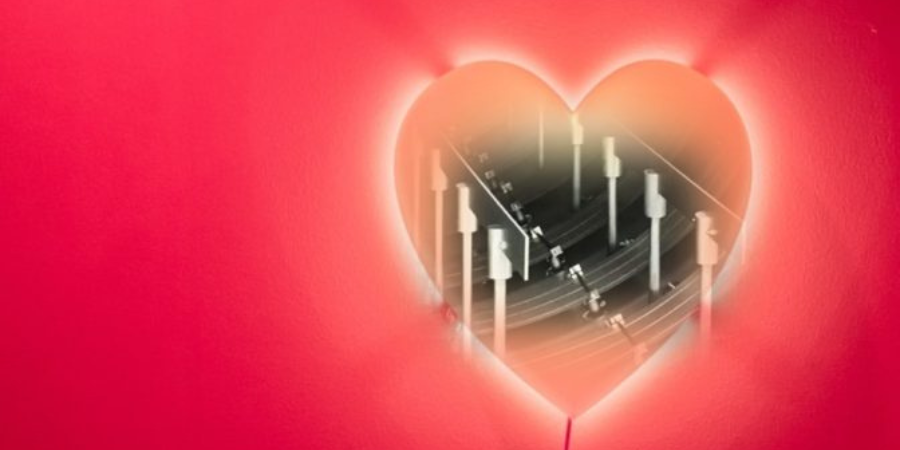
Let's talk about exploding gas bubbles -- or, perhaps more accurately, cavitation erosion and how cavitation can be prevented. If you're facing surface deterioration, this may be the best of the web article for you!
In this technical summary, you'll learn the basics of cavitation erosion such as the following: what it is, why it happens, what influences it, how to prevent it, and more. The three types of adaptations for prevention are must-reads. Additionally, this article provides a visual aid that supplements a quick breakdown on two different types of cavitation erosion.
An excerpt:
[blockquote author="" style="1"]Low temperature carburizing or nitrocarburizing offers a solution to enhance mechanical properties without altering the corrosion resistance. These thermo-chemical diffusion processes form meta-stable carbon or nitrogen S-phase while avoiding precipitation of carbides and nitrides that causes sensitization.[/blockquote]
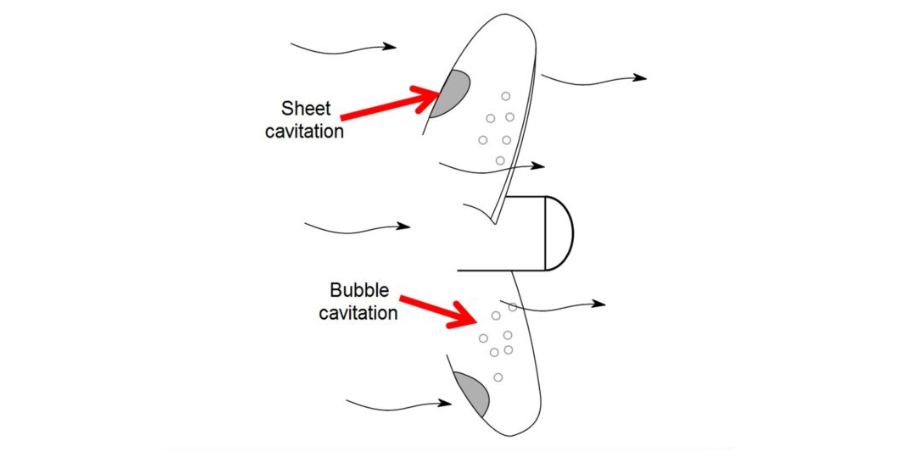
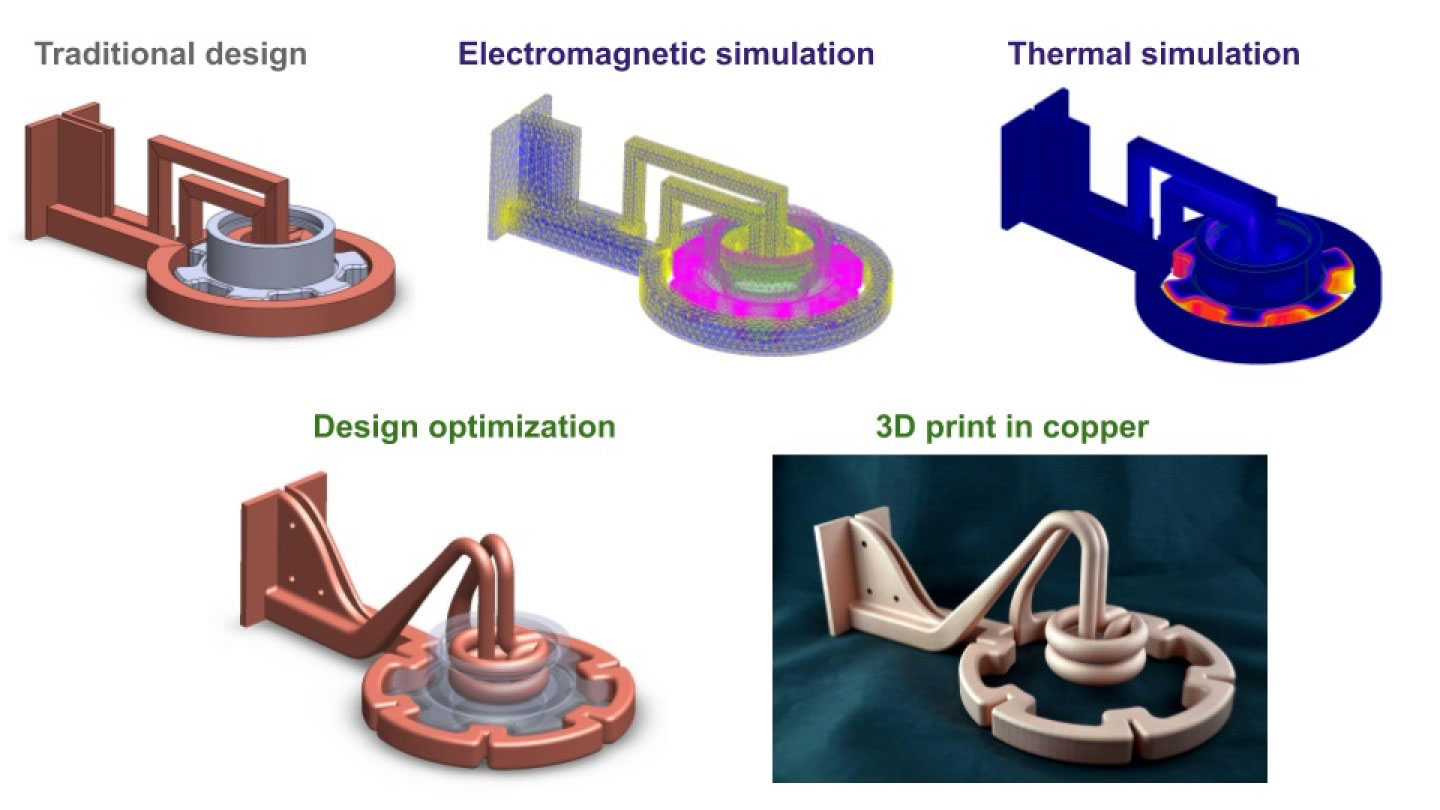
Heat treat induction coils, forgings, AM parts, and gears. What do they all have in common? R&D specialists have been creating simulations to make for more precise heat treating and solve issues like cracking or imperfect coil design. This original content piece pulls together 8 images for you on this Technical Tuesday so you can review the progress of simulation software for the heat treater over the last several years. Enjoy!
Looking for highly customizable induction heating solutions? Computer simulation can be the answer. Dr. Mihails Scepanskis and Dr. Vadims Geza, both of CENOS LLC, share how simulation is best employed in this summer 2019 throw back. Here's an excerpt: "Computer simulation for induction heating is a powerful tool that enables engineers to investigate or design a physical system and process using a virtual mathematical model, thus saving time and money on numerous physical design iterations."
How does one go about optimizing a progressive induction heating system for a steel billet? With 3D simulation. The platform elaborated upon in this article shares how both single and multiple coil designs can be simulated as well as the material and frequency for a full experiential test.
Simulation software was also used by Ford Motor Company to solve issue of cracking in cylinder heads. This was a problem that many competitors of the automotive company also had, so figuring out a solution that would save resources, time, and money was critical. Listen to the conversation or read the transcript when you click the link above.
With additive manufacturing and especially 3D printed designs, engineers are better able to design complex parts. With part manufacturing that can solve challenging and precise problems, simulation software can help develop 3D digital prototypes to test and add extra layers of complexity. Read this article about the role of simulation in 3D printed designs.
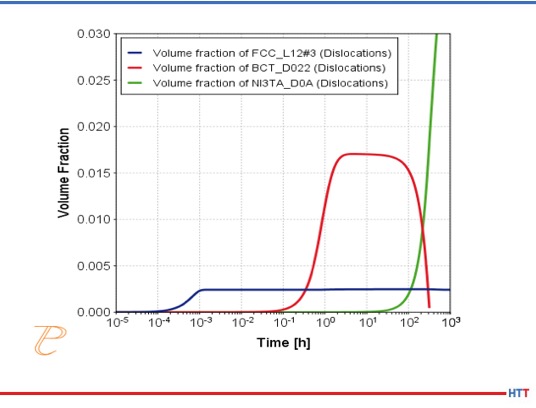
Variability between parts can mess up your heat treat operations if heat treat operators are not careful. Beyond knowing what composition is in your alloys, simulation can help predict what will happen to the different parts during heat treatment. Adam Hope and Paul Mason of Thermo-Calc Software reveal that "[the] examples shown [in this article] have illustrated how modeling and simulation tools such as those based on the CALPHAD approach can be used to predict variability arising due to material composition."
TC-PRISMA Precipitation simulations using nominal IN625 powder compositions measured at the dendrite boundaries. Recalculated based on Reference 3.
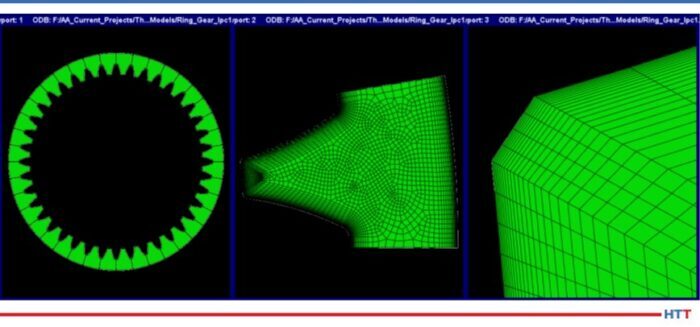
LPC got you feeling low? In this case study from DANTE Solutions, learn how the the simulation software helped a heat treater improve their LPC schedule and successfully dissolve carbides in the case of ring gears. Two of the takeaways were: "The heat treatment simulation software DANTE model parameters for carbon diffusivity, carbide formation, and carbide dissociation fit from experimental data," and "The software successfully predicted the results of a low-pressure carburizing process that was resulting in poor part performance during rolling contact fatigue."
This brief reference guide will bring you up-to-speed on the Industry 4.0 terms you should know, especially as the world of manufacturing continues to rapidly change and people begin mentioning "Industry 5.0" more and more.









 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com







 DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?
DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?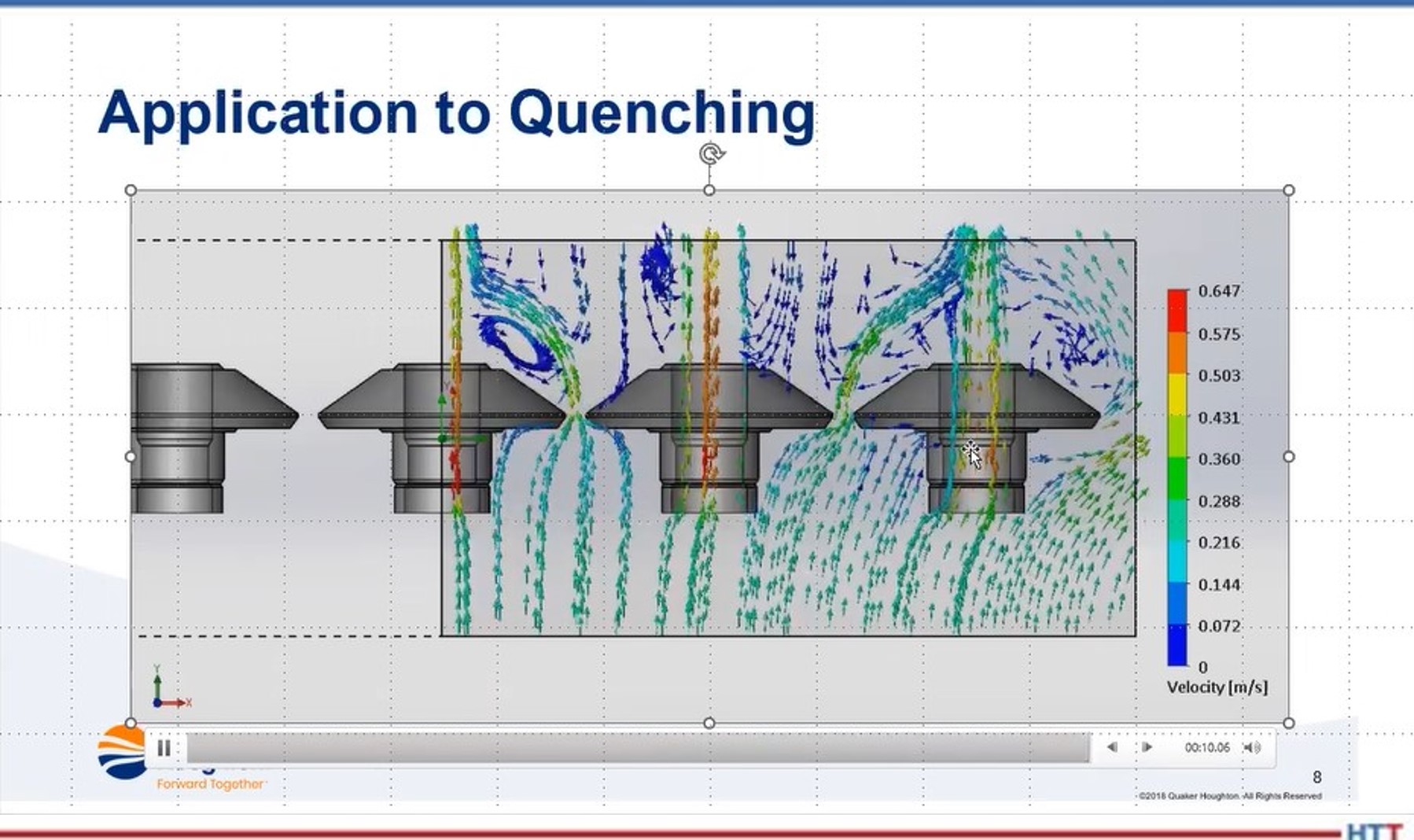 In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.
In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.