How often do you think about the intelligent designs controlling the thermal loop system behind your heat treat operations? With ever-advancing abilities to integrate and manage data for temperature measurement and power usage, the ability of heat treat operations to make practical, efficient, and energy-conscious change is stronger than ever. In part 1, understand several benefits of thermal loop systems and how they are leveraged to comply with industry regulations, like Nadcap.
This Technical Tuesday article by Peter Sherwin, global business development manager – Heat Treatment, and Thomas Ruecker, senior business development manager, at Watlowwas originally published inHeat Treat Today’sJanuary/February 2024 Air & Atmosphere Heat Treat print edition.
Introduction
Heat treatment processes are a crucial component of many manufacturing industries, and thermal loop solutions have become increasingly popular for achieving improved temperature control and consistent outcomes.
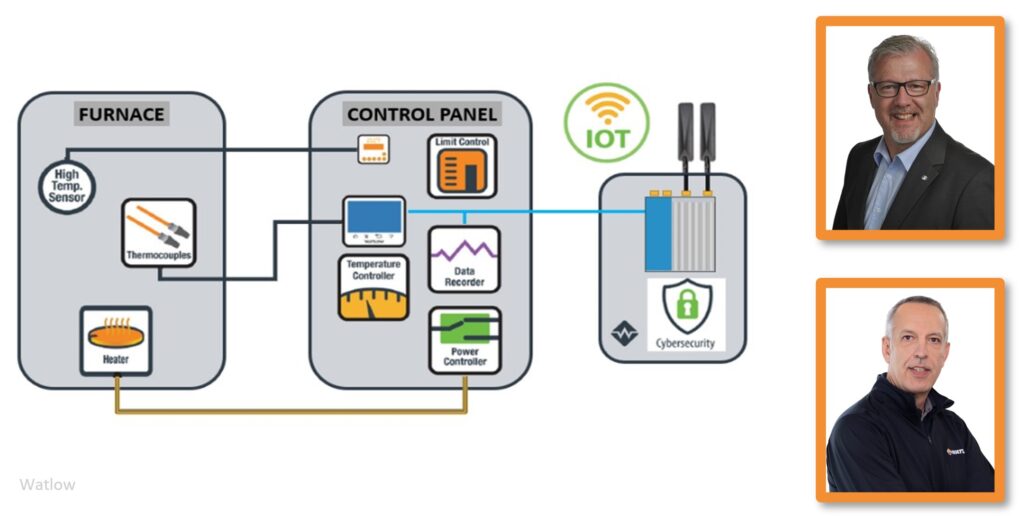
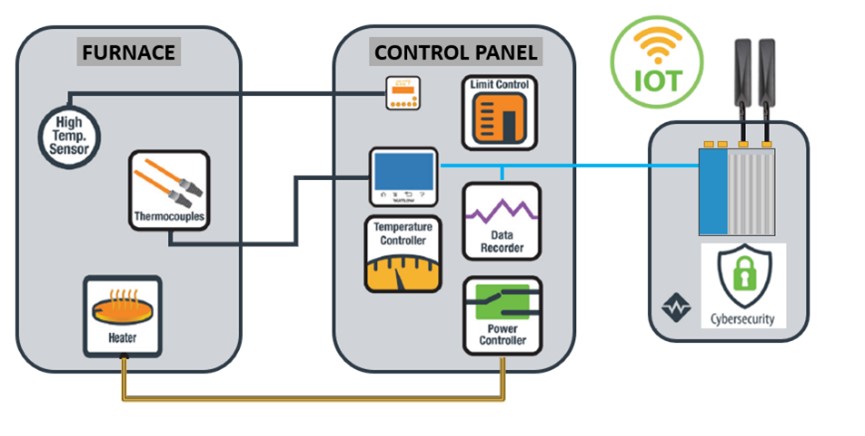
A thermal loop solution is a closed loop system with several essential components, including an electrical power supply, power controller, heating element, temperature sensor, and process controller. The electrical power supply provides the energy needed for heating, the power controller regulates the power output to the heating element, the heating element heats the material, and the temperature sensor measures the temperature. Finally, the process controller adjusts the power output to maintain the desired temperature for the specified duration, providing better temperature control and consistent outcomes.
Performance Benefits
Heat treatment thermal loop solutions offer several advantages over traditional heat treatment methods, including improved temperature control and increased efficiency. The thermal loop system provides precise temperature control, enabling faster heating and cooling and optimized soak times. In addition, the complete design of modern thermal loop solutions includes energy-efficient heating and overall ease of use.
Figure 1. Watlow Industry 4.0 solution (Source: Watlow)
Heat treatment thermal loop solutions are integrated with Industry 4.0 frameworks and data management systems to provide real-time information on performance. Combining artificial intelligence and machine learning algorithms can also provide additional performance benefits, such as the ability to analyze data and identify patterns for further optimization. Ongoing performance losses in a heat treatment system typically come from process drift s. Industry 4.0 solutions can explore these drift s and provide opportunities to minimize these deviations.
Heat treatment thermal loop solutions can be optimized using Failure Mode and Effects Analysis (FMEA). FMEA is a proactive approach to identifying potential failure modes and their effects, allowing organizations to minimize the risk of process disruptions and improve the overall efficiency of their heat treatment processes. Historically, this was a tabletop exercise conducted once per year with a diverse team from across the organization. Updates to this static document were infrequent and were primarily based on organization memory rather than being automatically populated in real time with actual data. There is a potential to produce “live” FMEAs utilizing today’s technology and leveraging insights for continuous improvement.
Th e effectiveness of heat treatment thermal loop solutions can be measured using metrics such as overall equipment effectiveness (OEE). OEE combines metrics for availability, performance, and quality to provide a comprehensive view of the efficiency of a manufacturing process. By tracking OEE and contextual data, organizations can evaluate the effectiveness of their heat treatment thermal loop solutions and make informed decisions about optimizing their operations.
Regulatory Compliance
Nadcap (National Aerospace and Defense Contractors Accreditation Program) is an industry-driven program that provides accreditation for special processes in the aerospace and defense industries. Heat treatment is considered a “special process” under Nadcap because it has specific characteristics crucial to aerospace and defense components’ quality, safety, and performance. Th ese characteristics include:
Process sensitivity: Heat treatment processes involve precise control of temperature, time, and atmosphere to achieve the desired material properties. Minor variations in these parameters can significantly change the mechanical and metallurgical properties of the treated components. This sensitivity makes heat treatment a critical process in the aerospace and defense industries.
Limited traceability: Heat treatment processes typically result in changes to the material’s microstructure, which are not easily detectable through visual inspection or non-destructive testing methods. Th is limited traceability makes it crucial to have strict process controls to ensure the desired outcome is achieved consistently.
Critical performance requirements: Aerospace and defense components often have strict performance requirements due to the extreme conditions in which they operate, such as high temperatures, high loads, or corrosive environments. The heat treatment process ensures that these components meet the specifications and can withstand these demanding conditions.
High risk: The failure of a critical component in the aerospace or defense sector can result in catastrophic consequences, including loss of life, significant financial loss, and reputational damage. Ensuring that heat treatment processes meet stringent quality and safety standards is essential to mitigate these risks.
Nadcap heat treatment accreditation ensures suppliers meet industry standards January/February and best practices for heat treatment processes. The accreditation process includes rigorous audits, thorough documentation, and ongoing process control monitoring to maintain high quality, safety, and performance levels.
The aerospace industry’s AMS2750G pyrometry specification and the automotive industry’s CQI-9 4th Edition regulations are crucial for ensuring consistent and high-quality heat treated components. Adherence to these regulations is essential for meeting the stringent quality requirements of the aerospace and automotive industries and other industries with demanding specifications.
Temperature uniformity is a crucial requirement of both AMS2750G and CQI-9 4th Edition, mandating specific temperature uniformity requirements for heat treating furnaces to ensure the desired mechanical properties are achieved throughout the treated components. AMS2750G class 1 furnaces with strict uniformity requirements +/-5°F (+/-3°C) provide both quality output and predictable energy use. However, maintaining this uniformity requires significant maintenance oversight due to all the components involved in the thermal loop.
Calibration and testing procedures are specified in the standards to help ensure the accuracy and reliability of the temperature control systems used in heat treat processes.
Detailed process documentation is required by AMS2750G and CQI-9 4th Edition, including temperature uniformity surveys, calibration records, and furnace classifications. This documentation ensures traceability, enabling manufacturers to verify that the heat treat process is consistently controlled and meets the required specifications.
Figure 2. Eurotherm data reviewer (Source: Watlow)
Modern data platforms enable the efficient collection of secure raw data (tamper-evident) and provide the replay and reporting necessary to meet the standards.
The newer platforms also offer the latest industry communication protocols – like MQTT and OPC UA (Open Platform Communications Unified Architecture) – to ease data transfer across enterprise systems.
MQTT is a lightweight, publish-subscribe-based messaging protocol for resource-constrained devices and low-bandwidth, high-latency, or unreliable networks. IBM developed it in the late 1990s, and it has become a popular choice for IoT applications due to its simplicity and efficiency. MQTT uses a central broker to manage the communication between devices, which publish data to “topics,” and subscribe to topics that they want to receive updates on.
OPC UA is a platform-independent, service-oriented architecture (SOA) developed by the OPC Foundation. It provides a unified framework for industrial automation and facilitates secure, reliable, and efficient communication between devices, controllers, and software applications. OPC UA is designed to be interoperable across multiple platforms and operating systems, allowing for seamless integration of devices and systems from different vendors. The importance of personnel and training is emphasized by CQI-9 4th Edition, which requires manufacturers to establish training programs and maintain records of personnel qualifications to ensure that individuals responsible for heat treat processes are knowledgeable and competent. With touchscreen and mobile integration, a significant development in process controls has occurred over the last decade.
Figure 3. Watlow F4T® touchscreen and Watlow PM PLUS™ EZ-LINK®
mobile application
By integrating these regulations into a precision control loop, heat treatment thermal loop solutions can provide the necessary level of control and ensure compliance with AMS2750G and CQI-9 4th Edition, leading to the production of high-quality heat treated components that meet performance requirements and safety standards.
Continuous improvement is also emphasized by both AMS2750G and CQI-9 4th Edition, requiring manufacturers to establish a system for monitoring, measuring, and analyzing the performance of their heat treatment systems. This development enables manufacturers to identify areas for improvement and implement corrective actions, ensuring that heat treat processes are continuously improving and meeting the necessary performance and safety standards.
To Be Continued in Part 2
In part 2 of this article, we’ll consider the improved sustainability outcomes, potential challenges and limitations, and the promising future this technology offers to the heat treat industry.
About the Authors
Peter Sherwin, Global Business Development Manager – Heat Treatment, WatlowThomas Ruecker, Senior Business Development Manager, Watlow
Peter Sherwin is a global business development manager of Heat Treatment for Watlow and is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Thomas Ruecker is the business development manager of Heat Treatment at Eurotherm Germany, a Watlow company. His expertise includes concept development for the automation of heat treatment plants, with a focus on aerospace and automotive industry according to existing regulations (AMS2750, CQI-9).
For more information: Contact peter.sherwin@watlow.com or thomas.ruecker@watlow.com.
This article content is used with the permission of heat processing, which published this article in 2023.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
HAMR titanium furnace for Virginia facility (Source: IperionX)
IperionX announced their HAMR (Hydrogen Assisted Metallothermic Reduction) furnace has completed its final mechanical assembly and passed factory acceptance tests. The furnace will be delivered to the company’s Virginia Titanium Production Facility as a foundational asset to the low-cost titanium supply chain.
The HAMR furnace is a large-scale titanium furnace with IperionX-patented technologies. HAMR is a powder metallurgy process technology that allows for the production of titanium powders.
Installation is expected during 2024’s second quarter, with production of titanium beginning mid-2024. To ramp up low-cost titanium production, IperionX has received $2.4 million from the DoD as part of a $12.7 million grant fund.
To learn more about IperionX’s Viriginia Titanium Production Facility, visit this link.
This press release is available in its original form here.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 18 news items.
Company/Equipment Chatter
Nitrex has supplied a nitriding system for Baida Electronic Equipment Co. Ltd. in China.
ECM USA has partnered with the global manufacturer, SEW-EURODRIVE, to commission a modular NANO vacuum furnace system completely integrated with advanced automation for their Lyman, South Carolina, facility.
Wallwork Group, a specialist heat treatment and hard coating company, has opened a new HIP facility in Manchester.
Chiz Bros, a high temperature insulation specialist, has opened a new warehouse in Detroit, Michigan. This facility will aid in the production of ceramic fiber blankets, papers and felts, boards, and modules.
Charlotte Pipe and Foundry Company, a maker of cast iron, plastic pipe, and fittings for plumbing applications, which has been in operation for over 100 years, has opened its new site in North Carolina.
Abbott Furnace has joined the U.S. Battery Machine Builders coalition to increase awareness of the American-made battery machinery supply chain, to encourage battery facilities to buy American-made products, and to strengthen the buildout of machinery and machinist capacity across the nation.
SMS group GmbH, a metallurgical company with North American locations, is building its own “private 5G Campus network” for research and development at its Hilchenbach location in the Siegerland.
OTTO JUNKER GmbH, a leading system supplier for metallurgical processes and the refinement of metals, looks forward to celebrating its 100th anniversary this year.
One of the integrated robots for the vacuum furnace systemThe new warehouse facilityThe newly opened Charlotte Pipe and Foundry facilityThis development will allow for the development of new materials and the reduction of energy consumption and emissions.OTTO JUNKER site at Simmerath-Lammersdorf
Company and Personnel Chatter
Gefran, Inc., a manufacturer of industrial sensors, controls, and instrumentation, announced the appointment of Karston Just as the company’s chief sales officer (CSO).
Solar Manufacturing has received a patent for an improved vacuum furnace control thermocouple. The patent inventor is William R. Jones, owner of Solar Manufacturing, Inc.
Rockford Combustion has entered into an exclusive partnership with Anderson Thermal Solutions, a cooperation which is predicted to “revolutionize the landscape of combustion solutions in the United States.”
Aaron Mambrino has been named as chief operating officer (COO) and executive vice president of Hubbard-Hall.
Akron Steel Treating Company (AST) welcomes new ownership, as Joe. A Powell has sold his remaining shares to a 4th generation of new “family” ownership.
AST’s new shareholder team and Joe A. Powell, Chairman of the Board, are pictured from left to right: Matt Moldvay, President; Steve Powell, Vice President of Quality; Christina Powell Somogye, Vice President of Administration; Joe A. Powell, Chairman of the Board; and Joe N. Powell, Vice President of Sales.The design for the newly patented vacuum furnace control thermocoupleAaron Mambrino COO and Executive VP of Hubbard-Hall
Kudos Chatter
Diane Courtney-Voss, financial specialist/accountant at SECO/VACUUM, retires after several years with the company.
Bodycote of Berlin, CT, was recognized for 100 years of manufacturing byMayor Mark Kaczynski.
Stack Metallurgical Group celebrates 40 years of business.
Alan Hick, secretary of the Contract Heat Treatment Association (CHTA), has received Meritorious Service to the Heat Treatment Industry Award.
Bodycote plc has announced the appointment of Jim Fairbairn as group chief executive to succeed Stephen Harris upon his retirement.
Hick- Alan Hick, recipient of the Meritorius Service to the Heat Treatment Industry AwardJim Fairbairn of Bodycote plcBodycote team in Berlin, CT, with Mayor Mark Kaczynski
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
“Don’t lose sight of who you are . . . .” In an industry where passion to create, help, and discover can become all-consuming, Doug Peters’ drive and dedication to the heat treat industry has not compromised his care to family, employees, and the joys of life. As the founder and CEO of Peters’ Heat Treating, this Heat Treat Legendjoins Heat Treat Radiohost, Doug Glenn, in a special episode.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Doug Peters (01:05)
Contact us with your Reader Feedback!
Doug Glenn: Doug, it’s really good to talk with you. We’ve known each other for many, many years, but it’s really nice to get a chance to sit down with you here on Heat Treat Radio’s Heat Treat Legend — it’s an appropriate title for you. I’m really glad you took the time to talk to us. Welcome to the episode.
Doug Peters: Thanks, I appreciate it.
Doug Glenn: The first thing we do in these episodes, Doug, is just kind of give people a sense of you, the person, before heat treat. How did you get into the industry and a little bit of the history of your experience? Why don’t you start with where you are located, as well?
Doug Peters: We’re located in Meadville and McKean, Pennsylvania; we have two plants. The total square footage in the plants is probably roughly 70,000 square feet.
My history goes clear back to my farm days. Our family farm, which has been in our family since 1885, opened a retail milk store in 1963. My mother had no babysitter, so I had to go to work with her. During that time, I was taught how to prepare a storefront, and by the time I was 12, she had me cashing out the cash register, and reconciling all receipts at the end of the day. When “Mrs. Brown,” who was elderly, pulled up out front, you went out and met her at the car and got her bottles for her, and helped her in and out of the store. A good amount of my business acumen, believe it or not, came from my mother and that experience.
I graduated from Penn State University with a degree in business but, enroute, tried to be a pharmacist, so I ended up with 40 credits in the sciences. I went into the insurance business because I felt as though I needed some toughening up, people-wise. I ended up being an insurance agent for three years and had one question that I always asked customers and that was: “If I’m a genie and I can grant you one wish, what would it be?” And every tool shop I called on said, “We need a good heat treater.”
I had worked for my wife’s father in a tool and die shop, in the summers, as a saw boy, etc., so I sort of knew what heat treating was. Well, I went and discussed it with my wife’s father, and he gave me the name of a gentleman who had just retired from Talon after 32 years in their heat treating department. I called him on the phone, I paid him under the table, and he taught me the trade. Without him, I wouldn’t be sitting here today.
Likewise, my father-in-law bought us a building and gave it to me one-year rent-free, and my father, who was a railroad engineer, showed up every day after a full shift, and helped me fix the old broken-down equipment that I had bought to start the business.
Then there was Jackie, sitting behind the scenes. She did all the books. She was a full-time schoolteacher. I went three years, to the day, without a paycheck. My first paycheck was $100.
That’s how I got started.
Doug Glenn: What year did you actually start the heat treat?
Doug Peters: 1979, October of 1979.
Doug Glenn: October of ’79 you started the heat treat. Wow. And there is great family involvement too, right? Your dad, your father-in-law, Jackie . . .
Doug Peters: Yes. You know something? You certainly can’t accomplish anything by yourself. Without those guys and Jackie, we would not have been able to do what we did.
Doug Glenn: That’s great stuff.
Help me with the math. How many years was that ago?
Doug Peters: In October 2023, it would have been 44 years ago.
Major Accomplishments (04:40)
Doug Glenn: So, in the 44 years, what are the highlights? Are there one or two, or two or three, major accomplishments that, when you look back, you say, “You know what? This was a major accomplishment or something pretty significant.”
Doug Peters: I think probably the most satisfying thing to me are the families of the employees that we’ve had over the years. I’ve watched them get married, buy homes, have children, have grandchildren, and we’ve been very lucky to keep a very tenured staff over the years. Being involved with not only the employees but our customers within the community. Being able to contribute and help people as a result of what we do here in the heat treat — it’s really been the most satisfying thing for me.
Doug Glenn: I don’t want to underemphasize that. I think that’s a classic Doug Peters answer too. You know, you are one of the most “people oriented” people I know, which is great. I told my wife, when we were starting Heat Treat Today: You know what I’m looking forward to, is paying people. I don’t know why I was looking forward to it, but I was. So, I appreciate that perspective.
Does anything jump to your mind as far as actual business accomplishments? Is there anything that happened over the years, like, for example, opening the McKean plant?
Doug Peters: Yes, I suppose, if you look at those things. To me, those were just normal forces of business to better serve customers.
We started out with four little box furnaces with maximum capacity of 20 pounds. My first employee was my loyal dog. As we moved forward, I was lucky enough to work for a very innovative group of customers. We were on the cusp of tool and die morphing with the advent of computers into enabling (or demanding) us to really do more than traditionally what heat treating had been responsible to do.
For instance, one of the early things we did was we learned how to not control size, but influence size on a particular part and design to eliminate hard finish time on tooling. That was one of the things we did a lot of work in. We did a lot of work in straightening.
Early cryogenics work. I mean, back in 1980 and 1981, I bought a machine that would take gaseous CO₂ and compress it into very pithy dry ice. Then, utilizing ethyl alcohol as a catalyst, I could drive temperatures to -70/-75 degrees. Experimenting with that, we found that we could improve the stability of materials that were being manufactured in the shops, but most of all, improve part life. So, that was the advent of us getting into liquid nitrogen cryogenics, in the very early ‘80s.
From there, we graduated into vacuum furnaces. We have nine vacuum furnaces, presently. In 2006, we bought 20,000-pound nitriders that can do up to 138 inches in length. Then, of course, the specification requirements grew and grew, as we moved forward.
Doug Peters with family. Left to right: Doug Peters, Diana Wilkosz, Jackie Peters, and Andy Wilcosz, with three grandkids interspersed. Source: Peters’ Heat Treating
At this point in time — and I’ve got to give my son-in-law, Andy, my daughter, Diana, and his staff a lot of credit — Jackie and I had a company that was ISO, and we could work the ASM2750 pyrometry specifications. When Andy and Diana came on board, they took us to Nadcap. Andy just put in a destructive testing laboratory. For instance, we just had our first AS audit, so those capabilities are now online.
And we’ve grown to nearly 80 employees. When you look at the major accomplishments over the years, a lot of the technical-credit goes to the people out on the shop floor who really put their shoulder on the wheel and pushed with us to go through the disciplines that are required to gain those things.
The Metal Treating Institute (09:18)
Doug Glenn: I’d like you to address two other questions on accomplishments, if you don’t mind, Doug. You and I have had a long history in the Metal Treating Institute. I’d just like you to have a comment about your activity there, including the fact that you were a president. Then, also, would you be comfortable commenting on Laser Hard?
Doug Peters: Sure!
As far as MTI, our company would not be successful without MTI — or as successful as it is. We’ll give Jackie the credit.
In 1984, I bought a fluidized bed from Wally Bamford. As we sat at dinner, after we had signed the purchase orders that evening, Wally shoved an application for MTI under my nose, and he said, “You’ve got to join this organization.” I asked him what it was about, and he told me, so Jackie and I joined. But we didn’t do anything for four years, except look at the sales reports and everything else.
Well, my wife signed us up for our very first meeting in 1989. Once we got there, I went, “Oh my goodness, have I been missing out on how to grow the company?” It was at that meeting that I met Chet Walthall and Roger Keeran, who ended up being wonderful mentors and friends of mine. I treasure those guys so much.
The other fellow that I met through that journey was Jack Ross who owned Ironbound. Jack would allow you to come into his plant and he’d share anything, as long as you were an MTI member — that was his only requirement.
Lance Miller was our executive secretary, at that point. My first involvement at MTI was getting a call from Chet Walthall congratulating me because I was on his education committee. Then, with forward planning — which is now strategic planning — I called Lance and asked if I could go to the meetings being held in Pittsburgh. I was not on the committee but my contention to him was, as a forty-something, I really thought that somebody younger should be on the committee that was planning the future in the institute. So, that’s my involvement, and it just mushroomed from there.
Well, yes, of course, my wife, Jackie, who was our president in in 2015. It was my pleasure to carry her briefcase that year and watch her. Her tenure, at the board level and through the chairs, was longer than mine. She served on numerous committees and she’s received a few awards, and she’s so deserving.
Doug Peters, Founder & CEO, Peters’ Heat Treating, Inc.
Doug Glenn: In fact, if I may interrupt, you were one of the founders of that Educational Foundation, if I’m correct.
Doug Peters: That is correct. And, you know, there were other people on our committee too, but to be able to see what the education foundation has grown to and how it will support the industry moving forward, I am very pleased to have been a part of that.
Doug Glenn: And we’ve got to make another note here, since we mentioned Wally Bamford: It wasn’t long ago that Wally made a very significant contribution to that foundation.
Doug Peters: Well, you’re doggone right.
Our initial bogey was a quarter of a million dollars. We weren’t going to take a nickel out until we got to $250,000. We pushed it over $250,000 and that’s when I stepped aside and we had different folks take chairs. Then we pushed it to $450,000, and now we’re giving scholarships. As a matter of fact, we had a recipient, here at the heat treat, to the Founders Scholarship. Then, of course, Wally, at our 90th anniversary, gave us a million dollars.
Doug Peters: Canadian, yes, yes! And I’m going to call Wally to make sure that he listens to this podcast, Doug.
Doug Glenn: It was so typical Wally Bamford, right? He’s up front, he’s talking, and he says, “I’d like to donate a million dollars,” and everybody is oohing and aahing, and he leans in and says, “Canadian” in a deep voice, into the mic. It was classic. Wally needs a lot of credit there.
One other question, before we get off of MTI. Have any other people in your family been the president of MTI that you’d like to talk about?
Doug Peters: Well, yes, of course, my wife, Jackie, who was our president in in 2015. It was my pleasure to carry her briefcase that year and watch her. Her tenure, at the board level and through the chairs, was longer than mine. She served on numerous committees and she’s received a few awards, and she’s so deserving.
Doug Glenn: We share quite a bit in common, right? First off, we have the same names: Doug and Doug. We also have wonderful wives and, if you’re like me, people in MTI can tolerate you, but they really like your wife. That’s the way it works on my side.
Doug Peters: Absolutely. Everybody says “hi” to her before they say “hi” to me.
Doug Glenn: Exactly. We both married well!
So, as far as MTI, thank you for commenting on that. I just felt that was important. That’s one of the reasons why I think both you and Jackie really are kind of heat treat legends. You’ve been very active in a lot of different things, MTI especially.
Laser Hard (14:12)
Tell us briefly about Laser Hard.
Doug Peters: Laser Hard has been a joint family venture. Good friends of ours (and customers), the Learn family has been doing laser welding and cladding for a good number of years and are principals in Alpha Laser in North America. The patriarch, Blair Learn, gave me a call and said, “I want to show you something.” So, I went down and looked at it and, when all was said and done, we decided to partner. He knew lasers and I knew heat treating and we felt as though there was a real need.
The things that we’ve done with Laser Hard, in solving issues that cannot be solved in traditional heat treating, do not cease to amaze me on a daily basis. The type of customers that we’re attracting, including large toolmakers (Tesla, Ford) there are all kinds of people that have come and worked with us on applications that we have had an opportunity to pioneer, literally.
It’s just been a wonderful partnership. I can’t say enough good things about Phoenix Laser, Inc.; that is the formal name of our partner’s company, and the Learn and Peters connection continues to thrive.
Doug Glenn: That’s great, that’s great. If anyone wants additional information on Laser Hard or Phoenix Laser, Inc., we can certainly get in touch with them.
I want to make sure people know a couple of names we’ve thrown out there, just for reference. Obviously, you’ve mentioned Jackie is your wife, and you’ve also mentioned Andy and Diana Wilkosz. Diana, of course, is your daughter, and Andy is now the plant manager/president.
Doug Peters: He is the president of the company.
Doug Glenn: Very good. A little kudos out again, back to the MTI relationship. Andy did a good bit of interning, I think, down at Texas Heat Treating, Inc. with Buster Crossley, if I remember correctly.
Doug Peters: That is correct. He worked out at Buster’s plant for three years before he came up.
Doug Glenn: Not that my opinion counts, but both Diana and Andy seem to be very accomplished folks; they represent Peters well in the industry.
Influential People (16:30)
You had mentioned, Doug, a couple of names that had a major influence or that were helpful to you, people that you want to maybe give some credit to. You mentioned about the guy at Talon. Is there anybody else, as you look back on your career, that has had a significant impact on you and helped you along the way?
Doug Peters: There have been so many people, I almost feel remiss in naming only a few names, in case I forget somebody. Obviously, Mr. Weller Gregg, who was that Talon guy (who was the head of heat treating), that gave me the start.
The young Doug Peters Source: Peters’ Heat Treating
My two dads. And my two moms. Jackie’s mom taught me one of the most valuable lessons in business that I tell people about and that I carry forward. Every Thursday, Jackie’s mom would watch our children, when they were young, so Jackie could come to the shop and do payroll. Then she started having us up for dinner after work.
I was up there one evening and she sensed that I was a little troubled with something, and she said, “You have something on your mind, today,” and I said, “Yeah, I have a few things going on at work,” and she said, “Well, might I suggest something? I have a question: Can you do anything about them, right now?” and I said, “Well, no,” and she said, “Well, I suggest that you worry about them when you can do something about them.”
It was absolutely the best piece of advice I ever got because I learned how to put some of those things on a shelf and deal with them when I could deal with them. I think it saved me a lot of grief and a lot of stress, over the years.
Obviously, Chet and Roger. They gave me the confidence to think that I was good enough to do this. Jim Balk, up at Hansen/Balk, was a real mentor, and he gave me the confidence that I was heading in the right direction, and we shared many of the same philosophies about how you take care of customers.
I’ll talk about Lance Miller who really put the love of the industry inside of me; I can’t say enough about Lance.
And then you look down through that long list of the notables in the industry: A shoutout to Roger Jones who’s going through a battle, right now, with cancer. Roger, we love you and we hope that everything comes through for you. John Hubbard, who’s a really good friend of mine and who was an industry giant with his career and his seat at Bodycote. Like I said, Jack Ross, and just the different people, Doug, that I’ve met over the years who were just phenomenal people.
MTI, right now, I believe, is in very capable hands with Tom Morrison and his staff. I feel very good to still be part of MTI.
Life Lessons (19:15)
Doug Glenn: Any lessons that you’ve learned, like the one that your mother-in-law gave you, which I think is a valuable one: “Don’t worry about it until you can do something about it.” Is there anything else that you’ve learned, as a “senior” in the industry, that you think is worth discussing?
Yes, I did just call you a senior!
Doug Peters: My parents stuffed a lesson right inside of me: be a finisher. Put all the tools away where you found them.
One of things from being in business that I can tell you is very valuable — when your name is on the sign, you accept all blame. I’ve never, in 44 years, ever thrown one of my employees under the bus to a customer. I accept the blame. Because, when something goes wrong in this building, it is something that I take responsibility for. You do not ever throw somebody under the bus; you go back and you work with them to perhaps correct the behavior, the execution, or something.
But that one’s been really important to me because, you know, you do not tear down a person’s dignity, as you work with them, whether it’s a customer or one of the folks that you work with inside of your building. So, that one has been very, very important to me.
Doug Glenn: As you’ve worked, over the years, I’m sure the way you started working, back when you were a young man and as you’ve progressed up through, were there any disciplines you developed that really helped make you either a better person or a better businessman, or anything of that sort — anything that maybe even you continue, to this day, in disciplines?
Doug Peters: Number one is being up really early in the mornings, when you have personal time. Because a lot of people complain that they don’t have personal time. They lose themselves in their vocation. My father was a big contributor to that. Dad used to go to work at 7:00 in the morning. He was a railroad engineer so he’d get up at like 4:30/4:45am. I said to him one day, “Dad, why do you do that?” And he looked at me and he grinned and he said, “Because you’re not!” The point was that that was his time.
“I think you have to make family time. I don’t care how busy you think you are; you have to be able to create that balance, and you have to force that balance to happen.”
Doug Peters, Founder & CEO, Peters’ Heat Treating
And I think you have to make family time. I don’t care how busy you think you are; you have to be able to create that balance, and you have to force that balance to happen. For instance, I was home every night by 5:30pm: I had dinner with my children, I played with them, we worked on homework, and when they were young, I’d help bathe them. And if I needed to go back to work, I would kiss Jackie and go back out the door after the kids were snugged in their beds.
Jackie, on the other hand, used to bring the kids to the shop. In the early days, I’d be working weekends, and she’d pack up a whole dinner and she’d come over and she’d bring the dog and the picnic table and be outside and we’d have a family dinner together. But I think, when we were together, we never really tried to not talk business because we always had our family first, business second, so that made that formula easy.
The only goal that we ever had for the company, Doug, was to be with our children when we wanted to be with them. When Diana graduated from college, I looked at Jackie and asked, “What’s the goal now?” and she said, “To be with our children when we want to be with them.” At that point, that’s been the only major goal that Jackie and I have ever had with Peters’ Heat Treating.
Learning Through Difficulties (22:37)
Doug Glenn: That’s great.
Well, you’ve addressed the other question I was going to ask you and that was about work/life balance.
Jackie and Doug Peters receiving the Winslow Award Source: Peters’ Heat Treating
As you know, 40 some years, not every day is sunshine and roses — sometimes there can be difficult times. Can you recall a difficult time and — if you’re comfortable talking about it — what was it and what did you learn from it?
Doug Peters: Well, we’ve had two fires, one in each plant. Each fire was not a result of anything that was a delinquency on our part. But having to take each one of those buildings and sift through the rubble and to rebuild each one of them certainly was, I think, a character tester.
Losing key employees at the wrong time. All it did was reinforce why you do contingency planning, why you cross train, etc.
The one thing Jackie always said was it was wonderful being married to somebody that liked what he did for a living because I seldom came home, downtrodden. There were a lot of nights, in the early days of building the company, I’d be crawling into bed at 10:30pm when the phone would ring and 3rd shift would be calling off when we only had two guys up there, and I’d pull my pants back on and go back to work and then stay the whole next day. I did that numerous times as we built this company.
Those, somebody might say are “trials and tribulations,” but to me, it was just part of the job. It’s what I signed up to do and there’ll be no whining. You got your pants on, you went to work, and you were fortunate that you had a job to go to.
Career Highlights and Advice to the Next Generation (24:17)
Doug Glenn: Obviously, there were some valleys there, like the fires and things of that sort. How about the highlight? If you could pick one thing that was the highlight of your career, what would it be?
Doug Peters: There were a number of highlights: Watching the kids go through school and be successful in their respective careers, watching my wife be president of MTI in 2015 was a super, super highlight for me, and being fortunate to be asked to serve in the institute and to win the Heritage Award was something that was very special to me.
Here, in Meadville, we have what’s called the Winslow Award. It was started by Dr. Harry Winslow many, many years ago to go to the person that contributes the most to making sure that the Meadville economy is sound. I was the proud recipient of that in 2022. The list of names in that award, locally, is just amazing, too.
To not have made a bunch of enemies is something. You know, you have those instances where you’re in a difficult time — a job that’s gone bad or whatever. I’m very proud to say that, most of the time, when I see somebody that I haven’t seen in a while, I’m glad to see them and I think they’re glad to see me.
Doug Glenn: Last question for you, then: You and I both are getting up there as being “seniors” in the industry. Is there any piece of advice you would give to younger people?
Doug Peters: I think, first and foremost, don’t lose sight of who you are. I’ll go back to my father again. Dad looked at me one time and said, “Don’t become what your job is.” This all stemmed from him being a really beautiful woodworker. He could do woodworking that was gorgeous, and I asked him one time, “Why don’t you do this for a career?” and he said, “Well, it would be a job then!” And, in the course of that conversation, he looked at me and he said, “Don’t become what your job is. Be a great person that enjoys the job you chose.” I always tried to make sure that that’s who I was because I chose this vocation because I love to serve people, not because I loved to heat treat. It just so happened that heat treating was the vehicle that fulfilled my dream of serving people.
Dad was spot-on. Because, you know, when you retire, how many people do you see that are completely lost after they’ve walked out of their place of employment and they don’t know who they are? For me, that’s not been the case. I’ve been completely fulfilled. It was time. I’m happy to be on to the next stage in my life.
So, don’t become what your job is, is the first piece of advice I’m going to give these folks. Secondly, “Eat the frog.” Do the most unpleasant thing that you have to do every day, first, because your day is only going to get better. An MTI seminar that I went to gave me that piece of advice.
Last, but not least, take the three most important things you have to do tomorrow and write them down on a notebook and put them right in front of your computer at your desk at work so the next day when you walk in, there are only three things that are clouding your mind instead of list with 50 things. But if the day gets worse, turn the page, and write one down and take the other two off the list. It will help you focus and it will keep you moving forward.
Doug Glenn: That’s really good advice.
You know, you were talking about not becoming your job, which reminded me of a picture I saw of you, years ago, sitting behind a drum set. Tell us about that, just a little bit.
Doug Peters: I started playing the drums when I was in 8th grade. My father was a drummer, and he was a USO drummer. He was a sergeant in the Transport Corp, during World War II, in the European theater, and dad taught me how to play the drums. I did take some lessons, for a short time, but not as long as I would’ve liked to have.
Then, I had a rock band, and I’ve continued to play, over the years, and I play with artists on records. I’ve played, pretty much, my whole life, and I’ve enjoyed it.
Doug Glenn: That’s the human side and that’s great.
Doug, thanks very much. I appreciate the time you’ve taken to visit with us.
Doug Peters: Well, thank you, Doug. It’s always a pleasure.
About the Expert
Doug Peters with his wife, Jackie (Kuhn) Peters, founded Peters’ Heat Treating company in 1979. Over his career, Peters has served on numerous community service and industry trade association boards. He is past president of the NW Chapter National Tooling and Machining Association as well as the millennial president of the Metal Treating Institute.
Mike Moyer Vice President of Sales, Solar Atmospheres, Eastern PA
Solar Atmospheres of Souderton PA commissioned a new vacuum furnace capable of utilizing high pressure gas quenching (HPGQ) at 20-Bar (about 300 PSI) to meet demanding cooling rate specifications for the heat treatment of nickel-based superalloys in the aerospace and power generation industries.
The vacuum furnace, manufactured by sister company Solar Manufacturing, has a working hot zone of 24” x 24” x 72” and utilizes unique hot zone design features to increase the quench rate. The furnace is rated for operation to 2400°F and temperature uniformity plus/minus 10°F.
Mike Moyer, vice president of Sales at Solar Atmospheres comments, “The furnace utilizes a 600-HP cooling motor and fan with a creative gas nozzle design to maximize gas flow as it moves through the hot zone and the heat exchanger and back across the workload.”
The full press release from Solar Atmospheres is available upon request.
How long until heat treat operations use hydrogen for combustion? Considerations like cost and pipeline infrastructure are key in answering this question. For these industry experts, the consensus is clear: It is uncertain when, but hydrogen is coming. Doug Glenn, publisher of Heat Treat Today, moderated a panel of four industry experts in 2023 during which they addressed topics about advancements and challenges surrounding hydrogen combustion. Read an excerpt of their answers below. For the full interview go to www.heattreattoday.com/hydrogen2023.
What’s New for Hydrogen?
Dr.-Ing. Joachim G. Wuenning President/Owner WS Wärmeprozesstechnik GmbH
Joe Wuenning: In Europe, several steel companies are getting large funds to really go in on the hydrogen road to make green steel. If you have green steel, you will also convert the downstream processes. These places are large locations where the steel plants are running.
Automotive companies will ask for green steel. How long will it take until the heat treat shop will get to the point of using hydrogen for combustion is uncertain, but I’m sure it will be, in the end, coming also there.
Brian Kelly Applications Engineering Manager Honeywell Thermal Solutions
Brian Kelly: We have seen projects secured that have come to fruition firing on hydrogen. They’ve fired on hydrogen to prove it works and then moved back to natural gas since the H2 supply is not readily available.
What we’ve seen in the U.S. is a slowdown in some of the inquiries and questions about hydrogen. There may be a slowdown in the fervor of the talk about hydrogen, but it is certainly in the background and maybe a little bit more towards how do we be more green until hydrogen gets here?
Robert Sanderson Director of Business Development Rockford Combustion
Bob Sanderson: We’ve seen more inquiries, specifically from a lot of laboratory users who are trying to develop new engines, processes, and combustion products and looking for all the support and the technology to safely handle transport and bring that hydrogen into the lab under various test conditions.
A few users, too, want to understand: If they make the change to hydrogen, what’s going to happen with the rest of their systems?
Mark Hannum Manager of Innovation and Combustion Laboratory Fives North American Combustion
We have seen some early hydrogen requests going on which have tapered off a bit. I think it goes hand in hand with users becoming more familiar with the systems and having more of their questions answered. But I think some of it also depends a bit on the market pressures and the demands. The cost of natural gas has gone down dramatically. It’s going down faster than the cost of hydrogen is coming down. Hydrogen is going to keep coming down and keep becoming more and more affordable. Then it will reenter into the marketplace.
Mark Hannum: Probably the biggest thing is some of the regulatory and law changes that have happened. The Inflation Reduction Act certainly puts in place a lot of supports for hydrogen production and hydrogen-based systems for decarbonization.
Burgeoning Users of Hydrogen
Kelly: New inquiries have come from a lot of different places for us. We’ve had food and beverage, some heat treating, and plastics. Some of the inquiries have been waste to energy, sequestering CO2, and capturing the hydrogen. That’s how we’re going to produce it.
Wuenning: Our business is in the steel and heat treating industry. I’m not so much in touch with the other industries, but I think it would come from everywhere — everywhere the people are willing to pay for it. Of course, we have never beat natural gas on price, so far. Hydrogen is never going to come free out of the ground. But we all know the reasons why we want to get rid of the fossils.
In heat treat, we see another tendency, and that is the use of ammonia. We try to check out whether we can use ammonia because with hydrogen you need pipeline connections, and it will take quite some time until the pipelines will carry hydrogen to the last little heat treater somewhere in the countryside.
Hannum: One of the nice things about hydrogen is if you have a clean source of water and electricity, you might be able to make hydrogen in a remote location. You might not need to pipeline it; you could make the gas and use it on site.
The need for pipeline infrastructure is a key issue in the use of hydrogen.
In the steel industry in Europe, these major investments are being played out and committed to, but we’re years away from being adopted, for day-in and day-out use.
There are a lot of segments that are performing really meaningful tests at the industrial scale because they’re all trying to de-risk the switch from natural gas to hydrogen. Are there any process-side impacts that they need to understand that would impact product quality or product suitability or any of those things? All that stuff is going on now, and I think it’s going to take a couple of years for everyone to sort of work through and have a good understanding of whether there’s anything they need to be worried about beyond just the fuel switch itself, if there’s any process.
Sanderson: A lot of the push I’ve seen has come out of the aerospace and the automotive industries, not so much on the products that they make but more on the manufacturing side of it.
Advancements and Challenges with Hydrogen
Sanderson: We’re doing a lot more work now with stainless materials. There is quite a bit of involvement using stainless and other materials that have higher nickel contents and other materials to help work into the grain boundaries.
Working with hydrogen has some unique challenges compared to other fuels. It’s the smallest atomic molecule out there and it just wants to permeate into everything. With a lot of the higher, high-end pressures, there is a lot of chance of steel embrittlement, but if you can get away from those higher ends and try and get down to more usable, friendly working pressures, you don’t stand as much risk on the hydrogen embrittlement and dealing with leaks and permeability. So, just helping people understand that those are some of the changes that need to come into play for a safe, long-term solution in their applications.
Hannum: We have installed some hydrogen-firing capability in our lab; it was about a $400,000 investment. So, at this point, we can fire a substantial amount of input for longer durations than we could before. So, that’s really helpful when we’re looking at what the impacts are across our entire burner product range, when we look at a conversion from natural gas to hydrogen.
It also lets us perform some process-based studies where we can really simulate industrial processes and have a longer duration hydrogen firing. So, we’ve been able to support some customers by simulating some of their processes here and actually firing the materials that they would normally fire at their plant to look at hydrogen impact on those materials.
We’ve also gone to a couple of our customer sites and participated in studies with them. One of those earlier this year, right after THERMPROCESS, was Hydro Aluminum in Spain; we melted aluminum with hydrogen without any natural gas. That was, I think, the first industrial scale melting of aluminum with hydrogen.
Wuenning: We have now put into place an electrolyzer for making our own hydrogen, and not relying on the bottles coming in or on ammonia supply. We installed a big ammonia tank so that we can run the ammonia tests on site, develop the crackers and account for them. And, of course, we are involved in several research projects together with universities and some sites that do all these things to try it out.
Kelly: The latest this year is an investment for one of our factories to have an electrolyzer-type system, so a full-blown, cradle-to-grave type of system to be able to produce the hydrogen. Muncie is investing in that whole substructure with the capability of increasing to tube tankers before the electrolyzer comes so there is significant investment on that end. And from the product end, we’ve just kept testing and looking at the whole product line, not just burners, but all the controls and things to be associated with hydrogen firing.
In addition to the controls behind the system, we must also think about the development of simpler and/or more complicated systems. These updated systems are necessary because of changes in air/fuel rations and all the concerns that pop up when using different fuels.
These systems need to take into account what the process is requiring, namely holding tighter air/fuel ratios and also being less dependent on low temperature air-heating applications, but also being able to use higher temperatures and higher oxygen rates with some excess air. We’ve been working on those types of systems and looking at that when the clients are in a situation where they can fire on either fuel. How critical it is to hold capacity and air/fuel ratio and things of that nature, and how can we make that as easy as possible for the client?
But, yes, a lot of activity on that basis. And even in product development looking at the future — lower NOx and lower emissions burners that go in conjunction with hydrogen. In the lower and high temperature range, we’ve got to look at a burner that can fi re via flex-fuel type burner. Maybe not just hydrogen and natural gas but something in biofuels or renewable-type fuels.
İnsu Teknik, a leader in the gas springs sector of the automotive industry, continues to pioneer innovation as a key supplier for after-market and OEMs, both in Turkey and internationally, having recently implemented a pit furnace with advanced technologies at its in-house heat treat facility in Bursa, Turkey.
İnsu Teknik and Nitrex team members with pit furnace installation
Source: Nitrex
As a first-time partner with Nitrex, İnsu Teknik has strategically invested in advanced heat treat technology, focusing on continuous improvement to enhance the quality of gas springs, operational efficiency, and environmental sustainability. Central to their decision was İnsu Teknik’s commitment to environmentally responsible manufacturing practices, which led them to seek a greener solution.
Commissioned in the last quarter of 2023, the system — featuring a large-capacity pit furnace — combines three key process technologies: Nitreg® controlled nitriding, Nitreg®-C controlled nitrocarburizing, and ONC® in-process post-oxidation. These technologies enhance the surface properties of gas spring rods, notably improving wear and corrosion resistance, and offering considerable operational advantages.
The system ensures uniform case depth and precisely managed nitride/nitrocarburizing layer formation, optimizing the mechanical properties of the gas spring rods. It minimizes part distortion — an advantage of operating at lower temperatures compared to salt bath nitrocarburizing — and eliminates the need for post-finishing operations due to the cleaner surface achieved through gas nitrocarburizing, thereby streamlining the manufacturing process.
A Tuff Sport brand gas spring by Insu Teknik. The rods undergo nitriding to enhance hardness and corrosion resistance, ultimately extending the lifecycle of the gas spring.
Source: Nitrex
Marcin Stoklosa, manager of Technical Sales — EMEA region at Nitrex, shared these insights, “The commissioning process was executed seamlessly, marking İnsu Teknik’s strategic shift towards greater control over their production processes. What sets this system apart is its versatility in meeting the specific requirements of various gas spring applications across various industries, including automotive, agriculture, machinery, marine, furniture, medical equipment, and more.”
The original press release from Nitrex is available here.
Find Heat Treating Products And Services When You Search OnHeat Treat Buyers Guide.com
Vacuum heat treat operations expand for ZDT Glimag, an entity providing services in the field of vacuum heat treatment, laboratory tests, and production of parts for mining machines.
The addition of this Vector® vacuum furnace will be the third vacuum furnace from SECO/WARWICK. The current design has an operating space of 600 x 600 x 900 mm and will be equipped with numerous options to allow a wide range of heat treatment processes for various steel grades. Main processes will include vacuum brazing, FineCarb® vacuum carburizing, and high-pressure hardening. The design of the chamber size will enable efficient heat treatment of large packages of test and research elements.
The efficiency of processes is also influenced by the ability to cool at 15 bar (which, unlike the old furnaces, eliminates the need to wash the parts after the process). In combination with inverter control, the system also helps reduce power consumption peaks, which are so problematic today. Another big advantage is low heat losses and appropriate temperature uniformity in the heating chamber, which is resistant to rapid wear and is easy to use and service.
Beata Kowalewska President of the Management Board – Financial Director of ZDT Glimag Source: LinkedIn
Beata Kowalewska, president of the Management Board – Financial Director of ZDT Glimag, comments: “Since the 1960s, we have been designing prototypes, conducting research and technological tests, and implementing new technologies for mining. We are currently in the process of materializing the project titled ‘Implementation of an innovative product resulting from research and development work: a brake pad with a composite friction layer with increased abrasion resistance,’ implemented under the European Funds for a Modern Economy (FENG) 2021-2027 Program. FENG is a program supporting entrepreneurs in the area of broadly understood innovation. It places great emphasis on R&D activities.”
He continues, “The new SECO/WARWICK furnace fits perfectly into the policy of broadly understood modernity implemented in this project. It will streamline and expand the scope of heat treatment processes and improve their economics, taking into account energy savings and the graphite chamber efficiency. It will also ensure the process cleanliness and velocity. With the FineCarb® vacuum carburizing option, the technology also increases our flexibility and research capabilities. Additionally, this technology will allow us to perform more difficult processes requiring extremely low contamination levels, thanks to the ability to obtain the appropriate vacuum needed for these processes.”
Maciej Korecki VP of the Vacuum Furnace Segment SECO/WARWICK Source: SECO/WARWICK
Maciej Korecki, VP of the Vacuum Furnace Segment in the SECO/WARWICK Group, comments on ZDT Glimag saying, “It is a center very well oriented in the metal heat treatment industry, constantly testing new, innovative solutions that in turn make the mining industry more efficient. The new Vector will introduce revolutionary changes in the hardening plant, introducing innovation and a very wide range of precise processes.”
The Vector® line vacuum furnaces can be used in most standard vacuum carburizing, hardening, tempering, annealing, supersaturation, and brazing processes. At the same time, the solution can be adapted to the recipient’s individual requirements, and therefore to a specific industry, an attribute necessary for research centers that test innovative solutions for external customers.
The solution‘s characteristic features are convection heating, i.e., a system improving the heat transfer efficiency when heating at lower temperatures, and directional cooling, which allows complex, flimsy, and long elements to be cooled in various ways, minimizing their deformations. An additional advantage is the vacuum carburizing option, which allows users to carry out precise processes to increase the steel surface hardness (carburizing) during the entire thermal process.
The original press release from SECO/WARWICK Group is available here.
Aalberts surface technologies, a global provider of specialized thermal processing, surface treatment, and material coating solutions, announced on Wednesday, February 14, 2024, that it is making changes to its U.S. portfolio in response to changing market dynamics. The provider has made investments in its Canton, OH, facility, adding austempering capabilities which will provide a logistically favorable option to clients located in the Midwestern, Eastern, and Northeastern U.S. markets. To balance the capacity available in the market with demand, the heat treat provider will be closing its plant in Ft Smith, AR.
Steve Wyatt President Aalberts surface technologies – HIP | Braze | Heat Treatment
Source: Aalberts Surface Technologies
“The decision to exit the austempering market in the South was a difficult one, but the market for austempering in the addressable market for our Ft Smith, AR plant simply is not sufficient to sustain the operation. We recognize the hardships that this difficult decision may create and will be working with our Ft Smith Team to minimize the impact as much as possible, including exploring opportunities at one of the many other Aalberts locations,” says Steve Wyatt, president of Aalberts surface technologies – HIP | braze | heat treatment.
The austempering capabilities in Canton, OH, will startup in mid-February 2024 and be fully production ready by the end of March 2024. The decommissioning of the Ft Smith, AR, plant will begin in mid-February 2024, with production expected to cease when we have completed working with clients to transition their product, but not later than April 2024.
Oliver Jaeger CEO Aalberts surface technologies LinkedIn
“We are focused on optimizing our portfolio around the globe; this initiative is about responding to what the market needs and where it is needed. In our business, logistics is a significant percentage of the total cost of our services, therefore, we must constantly be seeking ways to minimize that cost for our customers. We are committed to growing in the U.S. and look forward to partnering with our customers to develop solutions that contribute to our mutual success,” says Oliver Jaeger, CEO of Aalberts surface technologies.
The original press release from Aalberts surface technologies is available upon request.
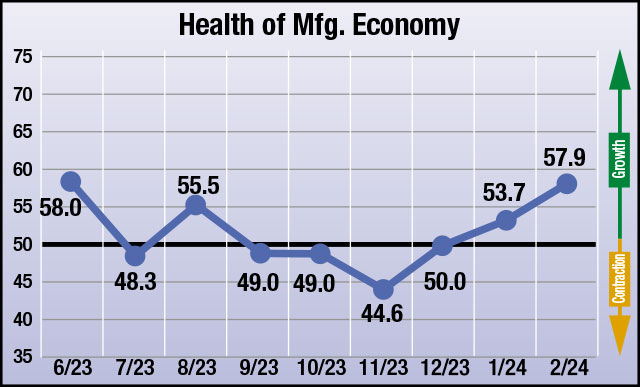
The four heat treat industry-specific economic indicators gathered by Heat Treat Today each month since June 2023 reflect the highest expectations for economic growth that we’ve seen. For this month of February, suppliers to the industry have particularly high expectations for one indicator.
The numbers, which were compiled in the second week of February, show that responding parties strongly anticipate inquiry levels and value of bookings to grow; it will be interesting to see if expectations for number of inquiries will increase at the same rate in future months. Industry suppliers are also expecting backlogs and overall health of the manufacturing economy to be up this month.
The results from this month’s survey (February) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in the Number of Inquiries from January to February: 71.0
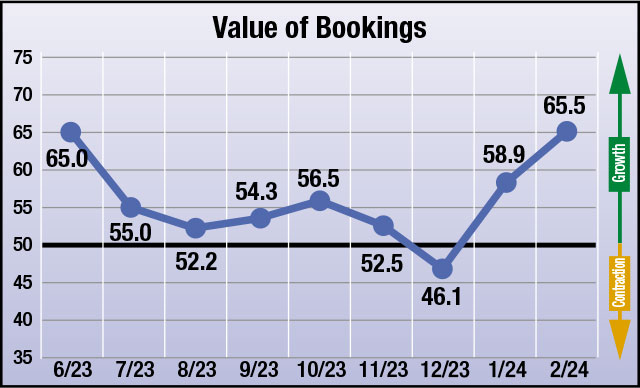
Anticipated change in Value of Bookings from January to February:65.5
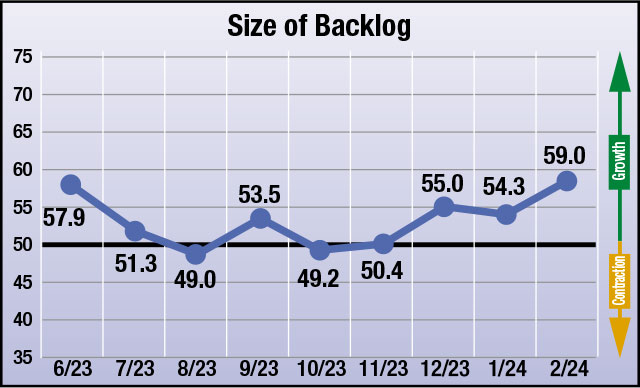
Anticipated change in Backlog Size from January to February: 59.0
Anticipated change in the Health of the Manufacturing Economy from January to February: 57.9
Data for February 2024
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four, heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com