AGF DEFCOM, a metal additive manufacturing company, has expanded its vacuum heat treating capacity with the addition of a second furnace, increasing throughput for thermal processing operations while reducing scheduling constraints. The investment is expected to support growing production requirements and improve turnaround times for clients requiring vacuum heat treatment of additively manufactured components.
AGF DEFCOM recently installed a second Mentor Pro vacuum furnace from Solar Manufacturing. The additional furnace expands its in-house heat treating capabilities, enabling more jobs to be processed simultaneously while improving workflow efficiency and reducing bottlenecks.
The second furnace complements AGF DEFCOM’s existing vacuum heat treating operation and increases overall processing capacity. It is designed for precision thermal processing under high-vacuum conditions and is used for applications requiring controlled heat treatment.
The addition reflects AGF DEFCOM’s continued investment in expanding its manufacturing and thermal processing capabilities for clients in the metal additive manufacturing sector.
Press release is available in its original form here. Edit: The original press release mentions the vacuum furnace is from Solar Atmospheres. It has been updated in this press release to Solar Manufacturing, as confirmed by Solar Atmospheres.
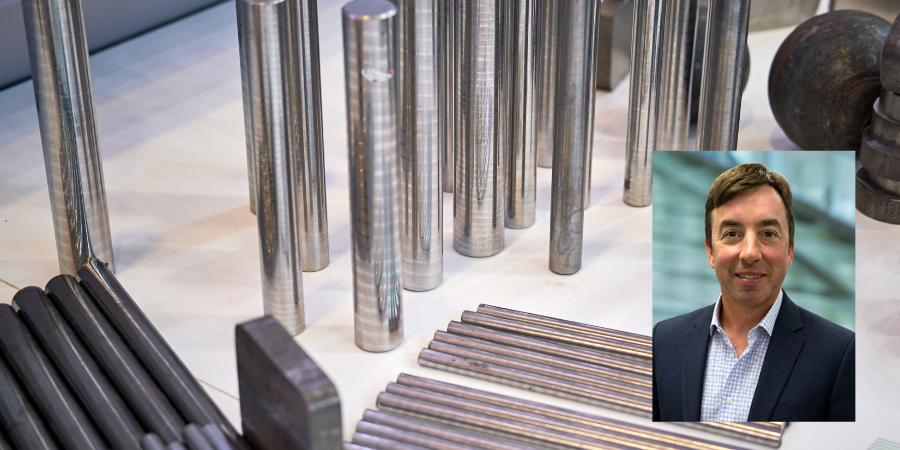
Federal funding will support expanded domestic production of titanium plate and large-format titanium components for defense applications, helping strengthen U.S. manufacturing capacity for mission-critical materials. The initiative supports efforts to scale advanced titanium processing technologies that reduce reliance on conventional production routes while increasing supply chain resilience for aerospace, defense, and other strategic industries.
IperionX, an American titanium metal and critical materials company, has been awarded up to $6.8 million through the U.S. Department of War’s Office of the Secretary of War-Submarine Workforce and Industrial Base (OSW-SWIB) program to expand manufacturing capabilities at its Titanium Manufacturing Campus in Virginia. The award is part of a broader, multi-organization effort to increase domestic production of high-performance titanium alloy products, including ballistic-grade titanium plate for land and maritime defense platforms.
The project will be completed in two phases. An initial $200,000 will fund project scoping and testing. Pending successful completion of Phase 1, IperionX expects to receive an additional $6.4 million to expand the manufacturing capacity and purchase capital equipment for its Virginia facility.
Conventional titanium plate production involves multiple thermal and metallurgical processing steps, including sponge production, vacuum melting and remelting, ingot or slab casting, breakdown forging, hot rolling, repeated annealing, and final surface conditioning. These processes contribute to long production lead times, high capital and energy requirements, and material yield losses.
IperionX’s patented titanium technologies are designed to simplify and shorten this production route. Its proprietary HAMR™ process can produce low-cost titanium powder from titanium materials or recycled titanium while its HSPT™ and THRM™ technologies processes hydrogen-enabled thermodynamics and powder metallurgy processing to deliver high-performance, wrought-like titanium properties without reliance on conventional melt-remelt-forge pathway.
Anastasios (Taso) Arima CEO IperionX Source: IperionX
Together, these technologies support IperionX’s powder-to-plate titanium manufacturing platform, which aims to reduce process steps, improve material utilization, lower energy consumption, and strengthen domestic supply-chain resilience. “By combining lower-cost titanium feedstocks with our patented HAMR™, HSPT™ and THRM™ technologies, we are developing a more efficient domestic manufacturing platform for high-performance titanium plate and components,” said Taso Arima, CEO of IperionX.
The project is a systematic metallurgical study to demonstrate how THRM/HSPT microstructural engineering can be used to achieve ballistic performance. It complements separately DoW-funded IperionX programs for powder-to-plate production. Together, these DoW-funded activities provide an alternative pathway that has the potential to reduce the U.S. dependency on imported titanium sponge.
Press release is available in its original form here.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: a new specialty alloy development program highlights how manufacturers are accelerating the qualification and scale-up of emerging materials for advanced applications. The initiative combines melting and plasma gas atomization capabilities to help manufacturers develop small-batch alloys for aerospace, defense, medical, energy, and other advanced manufacturing sectors.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A new alloy development program aimed at accelerating specialty and small-batch alloy production has been launched, supporting powder metallurgy and advanced manufacturing applications across aerospace, defense, medical, energy, and other industries. The initiative is designed to streamline the transition from alloy design and testing to powder production, helping manufacturers advance qualification and development efforts for emerging materials.
Image Credit: Continuum Powders
Continuum Powders has launched Custom Foundry Runtime (CFR), a program that provides clients with access to specialty and small-batch alloy production using the company’s proprietary melt and atomization platform. The offering is intended to support rapid alloy development, validation, and scale-up for applications requiring custom material compositions.
Jon Cozens CEO Continuum Powders
“Custom Foundry Runtime represents an important evolution for Continuum Powders,” said Jon Cozens, CEO of Continuum Powders. “We’re seeing growing demand for flexible alloy development and securing processing capabilities, particularly for [clients] working with highly specialized or precious materials. CFR gives companies access to advanced atomization infrastructure without forcing them into traditional large-scale production models that don’t fit their needs.”
CFR enables production runs ranging from a few kilograms to larger pilot-scale quantities, allowing clients to evaluate material performance before committing to full-scale manufacturing. The program is designed to support a range of materials, including titanium, nickel-based alloys, precious metals, and other specialty compositions.
The platform combines melting and plasma gas atomization capabilities to produce metal powders for qualification programs, research and development efforts, and advanced manufacturing applications. Continuum states that the program is intended to reduce development timelines while providing a pathway from laboratory-scale alloy creation to production-ready powder supply.
Press release is available in its original form here.
Intalus, a U.S.-based manufacturer, is expanding its metal additive manufacturing capabilities through the acquisition of two electron beam powder bed fusion (EB-PBF) systems, a thermal processing technology used to produce high-performance metal components. The investment reflects continued growth in additive manufacturing, where downstream thermal processing is often used to optimize microstructure, density, and performance.
The order includes two eMELT machines from Freemelt, a developer of EB-PBF systems for metal additive manufacturing. Intalus will initially utilize the systems for technology and application development based on Freemelt’s open E-PBF platform, focusing on MedTech applications using titanium as a base material for future serial additive manufacturing. Following this phase, additional applications are expected to be evaluated using other refractory materials, including tungsten. Delivery of the first system is planned for the end of the third quarter of 2026.
Daniel Gidlund CEO Freemelt
“Entering into this agreement with Intalus represents an important milestone as we establish our first industrial presence in the U.S.,” said Daniel Gidlund, CEO of Freemelt.
The collaboration is intended to develop over time, with Intalus holding an option to expand the installation with two additional production machines, supporting a potential transition from development to serial production.
As metal additive manufacturing adoption expands, thermal processing remains an important step in qualifying components for demanding applications. Heat TreatToday has previously reported on the use of hot isostatic pressing (HIP), stress relieving, and other thermal processing methods used to improve the density, microstructure, and performance of additively manufactured metal parts. As noted in Dan Herring and Nikolai Alexander’s article published in Heat Treat Today’sAnnual Aerospace Heat Treating magazine (March 2026), thermal processing and HIP can play a key role in achieving final material properties and reducing internal defects. Readers interested in the relationship between additive manufacturing and thermal processing can explore additional Heat TreatToday coverage in related articles here: AM Drives Hypersonic Engine Development Demand and Can You HIP It? Investigating Hot Isostatic Pressing.
Press release is available in its original form here.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: the completion of a strategic investment project at a U.S. vacuum metallurgy facility highlights ongoing efforts to expand plasma gas atomization (PGA) and advanced materials processing capabilities. The project reflects continued investment in the infrastructure behind high-performance manufacturing.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A strategic investment in vacuum metallurgy and advanced materials processing capabilities has been completed in the U.S., expanding capacity for plasma gas atomization and manufacturing operations serving aerospace, defense, energy, medical, and specialty materials sectors.
SECO/WARWICK concludeds Retech’s Strategic Investment Project in the U.S. | Image Credit: Retech
SECO/WARWICK and Retech marked the completion of the project during a ceremony at Retech’s facility in Buffalo, New York. Attendees of this milestone event to commemorate the expansion of Retech’s capabilities included representatives from PFR TFI, the Embassy of the Republic of Poland in Washington, D.C., and the U.S. Congress.
The event program included presentations on the growth of the SECO/WARWICK Group, the company’s operations in the United States, Retech’s technological capabilities, and the results of the investment project. Participants also toured Retech’s laboratories and technological facilities, where the Group’s U.S. company presented its processes and solutions. The investment expands Retech’s infrastructure, research, and technology base to support client needs across industrial markets.
Earl Good Managing Director Retech Systems, LLC Source: Retech
“This project is strategically important for Retech. It enables us to expand our technological capabilities, develop our laboratory resources, and respond even more effectively to the needs of [clients] operating in the most demanding industries. Buffalo is an important point on the U.S. industrial map, and Retech, as part of the SECO/WARWICK Group, combines American engineering expertise with the organization’s global potential,” emphasized Earl Good, managing director of Retech.
The project was co-financed by the Foreign Expansion Fund 2 FIZ AN. As part of the cooperation, Retech secured a long-term $10 million loan from the Fund for the development of metal powder production technology, including the development and installation of plasma gas atomizer (PGA) furnaces and the expansion of manufacturing and assembly operations. The investment was undertaken to support continued growth in advanced metallurgical technologies and related markets.
Image Credit: SECO/WARWICK Group
Press release is available in its original form here. Main image shows the shop floor at Retech’s headquarters in Buffalo, New York. Image Credit: Retech
DSH Technologies, a provider of debinding and sintering services for metal injection molding (MIM) and additive manufacturing (AM) applications, has relocated its operations to the headquarters of its sister company, Elnik Systems, a manufacturer of debinding and sintering furnace systems, in Pineville, North Carolina. The transition brings together DSH’s debinding and sintering service operations with Elnik’s furnace manufacturing activities, creating a centralized location for clients seeking thermal processing equipment, metallurgical support, and production services.
Bryan Sherman Chief Metallurgist DSH Technologies
The move is intended to improve collaboration between engineering, manufacturing, and service teams while providing clients with expanded access to technical resources. “This relocation brings the expertise of both companies together in a single facility and advances our shared goal of innovating faster and delivering new solutions to the market,” says Bryan Sherman, chief metallurgist at DSH Technologies.
The move reflects a shared vision between the two companies to streamline manufacturing operations and better support clients and partners across the metal parts manufacturing markets.
Press release is available in its original form here.
IperionX has commissioned new powder metallurgy equipment to expand U.S. titanium component manufacturing capacity, supporting the production of near-net-shape parts for defense, aerospace, and industrial applications. The technology forms titanium preforms that can be sintered and forged into finished components, increasing production flexibility and supporting high-volume manufacturing pathways.
The company announced the commissioning of a 300-ton, six-axis SACMI powder metallurgy press at its Titanium Manufacturing Campus in South Boston, Virginia. The press triples IperionX’s existing powder metallurgy capacity and expands the range of titanium components that can be manufactured domestically using its powder metallurgy technologies.
SACMI powder press at IperionX’s titanium manufacturing campus, Virginia, and examples of complex parts that can be produced by powder metallurgy using IperionX titanium metal powder. | Image Credit: IperionX
The SACMI press provides higher compaction force, multi-axis movement, improved repeatability, and enhanced geometry control compared with conventional uniaxial pressing systems. These capabilities are intended to support programs requiring more complex component designs, tighter process control, and higher-volume production.
The press utilizes titanium powder produced through IperionX’s HAMRTM titanium process and forms neat-net-shape titanium preforms that can then be sintered and forged using the company’s HSPTTM process. Components targeted by the manufacturing platform include fasteners, gears, brackets, actuators, and other titanium parts used in defense, aerospace, industrial markets.
Anastasios (Taso) Arima CEO IperionX Source: IperionX
The six-axis press is capable of up to 24 pressing cycles per minute, equivalent to approximately 11 milion single-cavity parts annually under operation assumptions. The system is also designed to integrate with additional HSPT furnace capacity expected to arrive in June to support customer qualification, low-rate initial production, and the continued scale-up of titanium component manufacturing.
“Titanium is a critical material, but its use has often been limited by cost and supply chain challenges. By combining our U.S.-sourced titanium powder, patented HAMRTM process, powder metallurgy pressing, and HSPTTM sintering and forging, IperionX is building a more scalable platform for domestic titanium manufacturing,” said Anastasios (Taso) Arima, CEO of IperionX.
Press release is available in its original form here. For additional context, watch a short video from IperionX discussing the newly commissioned powder metallurgy press and its planned role in scaling titanium component production embedded above.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: a plasma gas atomization (PGA) platform selected by a U.S. national laboratory highlights how advanced powder production is being developed at pilot scale to bridge research and industrial application in critical materials.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A U.S. national laboratory has selected a plasma gas atomization (PGA) platform in support of a critical materials initiative. The pilot-scale program will enable advanced powder development for next-generation materials used in high-performance manufacturing and emerging technologies.
The system will be supplied by Retech, a division of SECO/WARWICK Group. The PGA system is designed to transition processes from validation to broader industrial deployment.
National laboratories play a role in bridging the gap between metallurgical discovery and manufacturable solutions. While early-stage research confirms material properties, pilot-scale systems evaluate process reliability, repeatability, and economic feasibility. The PGA platform aims to address these requirements through controlled processing and scalable parameters.
The system will contribute to strengthening domestic supply chains and reinforcing U.S. technical capabilities in critical materials.
Earl Good President Retech Source: Retech
“National labs are focused not only on proving what’s possible, but on proving what’s practical,” said Earl Good, president of Retech. The PGA platform enables movement from controlled pilot-scale experimentation to production-scale capability. Its design allows processes to be scaled once validated, without requiring significant redesign, he added.
Beyond individual equipment capabilities, the platform is designed for integration with existing lab infrastructure, allowing coordination across operations, maintenance, and training. This enhances cost efficiency while maintaining performance standards.
As demand grows for domestic production of critical materials, the company continues to develop scalable solutions aimed at strengthening supply chains and materials innovation.
Press release is available in its original form here.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: the U.S. Department of War (formerly Department of Defense) has awarded contracts to two dozen U.S. manufacturers to produce additively manufactured metal and polymer parts for defense programs. The contracts were issued through the Defense Logistics Agency (DLA) as part of the Joint Additive Manufacturing Acceptability (JAMA) IV pilot parts program.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
The Pentagon has awarded contracts to produce additively manufactured metal and polymer parts for defense programs. The awards, issued through the Defense Logistics Agency as part of the Joint Additive Manufacturing Acceptability (JAMA) IV pilot parts program, allow the Department of Defense to issue task orders to 24 participating manufacturers capable of producing parts using additive manufacturing technologies.
The awards are structured as a firm-fixed-price, indefinite-delivery/indefinite-quantity (IDIQ) contracts with a maximum value of approximately $9.8 million. The contract includes a one-year base period running through February 24, 2027, with four one-year option periods.
The JAMA IV pilot parts program supports the procurement of additively manufactured components for U.S. military clients, including the Army, Navy, Air Force, and Marine Corps. By awarding contracts to multiple manufacturers, the program establishes a pool of suppliers eligible to compete for task orders related to additively manufactured parts.
Metco Industries has added a new seven-zone continuous belt sintering furnace to improve process control and consistency in the production of powdered metal components. The installation supports tighter thermal processing parameters and enhanced monitoring capabilities, helping ensure repeatable results for parts used across industrial manufacturing applications.
Continuous belt furnace installed at Metco Industries incorporating fully digital atmosphere control technology developed in-house at Abbott Furnace Company | Image Credit: Abbott Furnace CompanyParts entering the sintering furnace | Image Credit: Abbott Furnace Company
The furnace was engineered and manufactured by Abbott Furnace Company, incorporating fully digital atmosphere control technology developed in-house. Digital flow control, advanced monitoring, and data-driven diagnostics allow operators at Metco to track furnace performance in real time and adjust sintering conditions as needed.
The technology is designed to improve repeatability and provide greater visibility into furnace operations. These capabilities allow manufacturers to optimize thermal processing conditions and maintain more consistent production outcomes.
Press release is available in its original form here. Main image shows the full seven-zone continuous belt furnace installed at Metco Industries. Image Credit: Abbott Furnace Company