In today’s News from Abroadinstallment, we highlight several major global developments — from low-carbon steelmaking initiatives to meltshop modernization and new tube production capacity to the electrification of foundry operations — reflecting ongoing efforts to improve efficiency, reduce emissions, and modernize thermal processing worldwide.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Low-Carbon Steel Project Builds on EAF Route
Marcegaglia and Danieli jointly announced the signing of an agreement related to the implementation of a major steelmaking and flat-rolling facility investment in Fos-sur-Mer, France. | Image Credit: Danieli
“Marcegaglia and Danieli have signed an agreement to implement a new steelmaking and flat-rolling facility in Fos-sur-Mer, France. The plant is set to produce over 2 Mtpy of liquid steel and up to 3 Mtpy of hot-rolled stainless and carbon steel coils, covering approximately 35% of Marcegaglia’s total coil and slab demand.”
“The plant will include a modern electric arc furnace, a single-strand continuous caster for thick slabs and a conventional hot-strip mill. Danieli highlighted that this configuration will ensure production efficiency, stable operations and product quality across a range of flat steel grades.”
Kardemir ordered a unified digital architecture from Primetals Technologies to optimize the processes of its entire meltshop. | Image Credit: Kardemir
“Steel producer Kardemir has awarded Primetals Technologies a contract to modernise the automation environment at its meltshop in Karabük, Türkiye. The project includes modernising the automation for three LD converters (BOFs) for single ladle furnaces (LFs), and one vacuum degasser (VD). Each converter is designed for 120-ton heats.”
“The Level 2 process optimisation system will integrate all BOF, LF, and VD units into a single digital architecture, connecting metallurgical, operational, and planning data in one environment. This ‘steelmaking backbone’ provides operators and metallurgists with a shared interface and standardised procedures, improving data consistency, process execution, and transparency across shifts.”
New tube plant in Altmünster has officially opened. | Image Credit: Wuppermann Metalltechnik GmbH
“Wuppermann Metalltechnik GmbH (WMT) has officially opened its new tube plant at the Altmünster site with a ceremonial event. More than 100 guests — including business partners and employees, as well as representatives from politics and industry — attended the event on April 24, 2026 and were given an exclusive insight into one of Europe’s most modern tube plants.”
“Through this investment, WMT is not only expanding its own production capacity but also significantly broadening its product range: the new state-of-the-art facility will manufacture, among other things, complex special profiles with wall thicknesses of up to 4 mm and an extended range of dimensions and strengths. Steel grades such as DP800, DP980 and 22MnB5, with tensile strengths of up to 1,000 MPa, will be processed.”
Phil Limbach (left), managing director of Beinbauer Group and Till Schreiter, CEO of ABP Induction Systems GmbH, at the contract signing. | Image Credit: ABP Induction Systems GmbH
“With the signing of the contract by Phil Limbach, member of the management of the Beinbauer Group, and ABP CEO Till Schreiter, as well as a joint site visit by the project teams of Beinbauer Casting and ABP Induction, the official starting signal was given for a groundbreaking major project.”
“In the coming months, the Schwerte foundry will undergo a fundamental technological transformation. The existing cupola furnace will be replaced by a modern, electrically powered induction melting furnace. For Beinbauer Casting, this project represents more than just a technological upgrade…The new electric arc furnace enables more sustainable production, the fulfillment of new [client] requirements, and long-term growth at the German site.”
Manual loading and batch transfers are giving way to robotic material handling in modern heat treat operations. In this Technical Tuesday installment, Dennis Beauchesne, general manager of ECM USA, examines how automation improves repeatability, boosts productivity, and reduces operator exposure to hazardous conditions near furnace hot zones — and how robotics, vision systems, and mobile transport technologies are helping heat treat facilities build safer and more efficient production environments.
This informative piece was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
Robotic material handling is rapidly transforming modern heat treat operations traditionally dependent on manual loading and batch transfer. As heat treaters face increased pressure to improve throughput and working conditions while maintaining strict quality standards, automation has become a strategic investment.
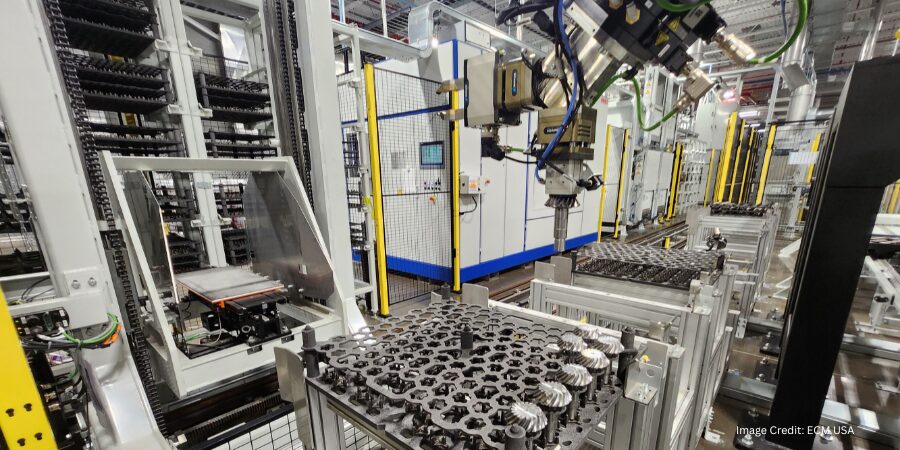
Figure 1. SEW-EURODRIVE (Lyman, SC) robotic integration by ECM Robotics features a rear robot and pallets on the left and open area on the right for dunnage storage and management | Image Credit: ECM USA
Heat treat material handling is more than simple part movement. Parts must first be positioned onto fixtures or loaded into bins which are transferred, placed into the furnace, and then moved again for quenching and/or tempering — sometimes under undesirable conditions depending on the installed technology. Additionally, a robot needs to store dunnage in the designated robot area during the processing of the parts in the furnace and then reuse it when the parts are unloaded from the furnace. Dunnage can also be stored in the heat treat area and handled by automation (Figure 1). Robotics and automation promote efficiency and repeatability in this process, which is difficult to achieve with manual operations.
Robotic Advantages
The most significant advantages of robotic material handling are repeatability, consistency, and reduction of work force. Robots execute the same motions cycle after cycle, which ensures uniform loading and proper spacing between parts within fixtures or baskets. For example, in vacuum furnaces, correct part placement is essential to achieving even heat distribution and minimizing distortion. Automated loading eliminates error caused by human fatigue or procedure changes, leading to more consistent and desirable metallurgical results and reduced scrap/re-work.
Improved throughput and increased productivity are other major justifications for robotic integration. Heat treatment can hold-up manufacturing due to cycle times and variable material flow. Robotic systems streamline loading and unloading, reduce wait time between cycles, and allow furnaces to operate at optimal capacity. In high-volume environments, robotics can be managed with upstream machining and downstream finishing processes to create a continuous, automated production line. This level of integration shortens lead times and supports just-in-time manufacturing.
Safety is equally if not more important, as handling baskets or fixtures near hot zones increases operator risk of burns and injuries. Integrating robotics improves workplace safety by removing operators from direct exposure to these hazards. This solution also addresses labor shortages by allowing skilled personnel to focus more on process optimization and quality control rather than repetitive physical tasks.
Specifically in vacuum heat treatment, robotic systems are particularly beneficial. Vacuum furnaces require precise loading to maintain thermal uniformity and protect sensitive components. Automated loaders can transfer loads between heating chambers, quench cells, and temper furnaces in a continuous process flow that minimizes temperature loss and handling delays. Metallurgical results (e.g., hardness, case depth, distortion) are also directly influenced. This is especially helpful for critical and sensitive applications, such as aerospace components and medical devices.
Robotic Components Explained
For manufacturers with in-house heat treat or commercial shops processing multiple part types, the flexibility to program and handle a wide range of part geometries, weights, and batch sizes is vital for efficient operations. Quick-change grippers, adaptive tooling, mobile transport, and vision systems are key robotic components to achieve this goal (Figure 2). Vision systems of today are far more advanced in assisting with the programming phase than those from just a few years ago.
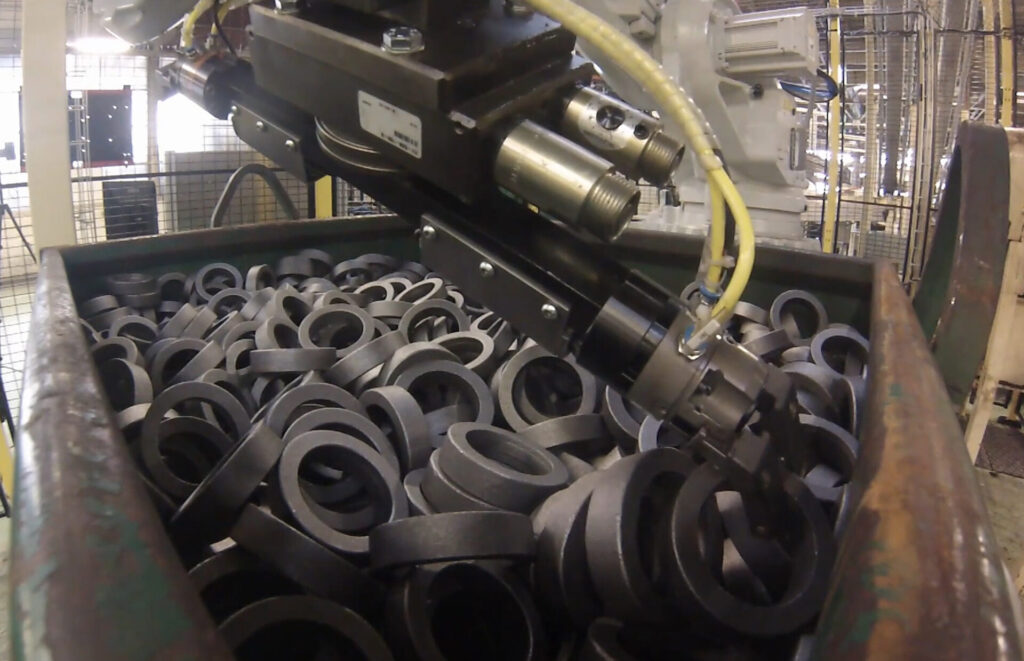
Figure 2. ECM Robotics manipulating parts | Image Credit: ECM USAFigure 3. AGV (automated guided vehicle), a portable robot that follows a path, delineated physically (e.g. lines on the floor) or through other guide posts (e.g. radio waves, magnets, lasers) | Image Credit: ECM USA
After the load building, automated mobile robots (AMR) or automated guided vehicles (AGV) can also be used to transport loads to and from the furnace. These mobile robots are integrated into factories to automate the transport of loads between different areas without requiring fixed infrastructure (rails or magnetic strips). This system coexists easily with operators and other equipment and adapts well to production floor changes. Integration of AMRs and AGVs frees up operators for more value-added tasks and reduces manual labor time (Figure 3).
Quick-change grippers or end effectors are tailored to the specific application and conditions when in use. Their design focuses on optimizing part clamping, friction, and contact while considering part geometry, cycle constraints, and precision requirements. Gripping technologies are available as pneumatic, electric, magnetic, or vacuum and can handle even the most delicate or fragile components in soft (flimsy) or hard state. Heat treat specific robotics companies, like ECM Robotics, also provide robotic machine vision systems. Integration of these vision systems improves precision and handling to optimize pick & place, palletizing, bulk unloading, and assembly.
For example, by identifying parts based on the diameter or number of teeth on the gear, these systems can then sort and track them within a heat treatment cell through part marking, tray/fixture encoding (QR codes), and weight scenarios or simply virtually through software, which removes the need to use any hardware tracking. Vision systems go beyond the physical movement of parts; by checking for surface imperfections and integrity, they are advantageous for quality assurance purposes.
The most common issue in the heat treating industry when integrating with robots has been fixture warpage. Modern 3D cameras can detect bent or warped pins and alloy trays to allow for movement to a new position. This capability allows for much more robust loading and unloading using moderately warped fixturing, which is common in heat treat operations. While the best consistency typically comes with the use of carbon fiber composite (CFC) trays, it is not necessary to upgrade to all CFC fixtures to get consistent loading and unloading as the system can be designed to handle either alloy trays or CFC as well as some systems with both.
In a recent vacuum furnace installation, a heat treater automated their gear cutting operation to prepare the dunnage before low pressure carburizing. The robotics integration simplified part storage by specific location to allow the robot to “see” with its vision system. Parts were then scanned using QR coding by laser marking and automatically connected to the part’s recipe as stored in the system. Typically, in a modular system using low pressure carburizing, individual cells are utilized and production is recipe driven. In this case, after a part was scanned, the recipe was uploaded into the next available cell, and the scanned parts and heat treat fixture were moved to the cell.
Capital Investment
While the initial capital investment in robotics can be significant, long-term returns are quickly realized through process optimization, better working conditions, reduced re-work, higher up-time, improved quality, and reduced labor hours. Predictive maintenance features and diagnostic monitoring further reduce unscheduled downtime. As manufacturers evaluate total cost of ownership, robotic material handling often proves to be a strategic solution that supports both operational efficiency and competitive positioning.
Future Impact on the Industry
In an industry where precision, repeatability, and reliability are essential, robotic material handling is increasingly valuable for modernizing heat treatment operations. By combining automation with advanced furnace technology or upgrading material handling of older furnace equipment, manufacturers can achieve safer workplace conditions, higher metallurgical quality, and greater overall process efficiency.
Looking ahead, the role of robotics in heat treatment will continue to expand alongside industry trends. Data-driven automation, AI-assisted scheduling, and collaborative robots are opening new possibilities for smarter, more connected facilities. Rather than replacing human expertise, robotics complement it by providing process precision and efficiency to allow heat treat professionals to focus on process innovation and more value-added responsibilities.
References
International Federation of Robotics. 2023. World Robotics Report.
Dennis Beauchesne brings experience of over 200 vacuum carburizing cells installed on high pressure gas quenching and oil quenching installations. He has worked in the thermal transfer equipment supply industry for over 30 years, 24 of which have been with ECM USA where he is the General Manager.
For more information: Contact Dennis Beauchesne at DB@ECM-USA.com.
Aerospace firm Velontra is leveraging metal additive manufacturing (AM) technology to support hypersonic propulsion development. Their choice of laser powder bed fusion (L-PBF) for rapid prototyping is an AM method that requires post-processing technologies — hot isostatic pressing (HIP) being key to bring these types of AM parts to their full potential.
The original source was published in Metal AM, and the following content has been adapted for our Heat TreatToday audience.
Aerospace firm Velontra is using metal additive manufacturing (AM) technology to advance hypersonic engine development, signaling continued momentum in high-performance propulsion and downstream demand for post-processing capabilities.
Velontra, a Cincinnati, Ohio-based startup, partnered with Innovative 3D Manufacturing, a rapid prototyping company in Franklin, Indiana, to produce propulsion system components using laser power bed fusion (L-PBF) technology from Renishaw. The approach enables rapid prototyping while addressing material use, dimensional tolerances, and cost constraints.
Joel Darin CTO Velontra
“Compact hypersonic propulsion systems are highly sought after by space companies, so, to remain competitive, we must develop parts quickly,” explained Joel Darin, CTO of Velontra. “In aerospace, we know that the best way to learn is by doing things, particularly if you want to be the first to launch a new technology.”
While the focus is on AM production, the resulting components require post-processing to achieve final material properties. Parts produced via L-PBF are typically subjected to stress relief and heat treatment to stabilize microstructures formed during rapid solidification. For high-temperature aerospace alloys, hot isostatic pressing (HIP) may also be applied to reduce internal porosity and improve structural integrity.
This requirement is consistent with broader industry findings for nickel-based superalloys used in propulsion systems. As noted in Dan Herring and Nikolai Alexander’s article published in Heat Treat Today’sAnnual Aerospace Heat Treating magazine (March 2026) covering IN 718 processing, powder bed fusion methods often rely on post-HIP to heal cracks and homogenize the microstructure.
To learn more about why HIP is critical for AM superalloys, read this overview of IN 718 heat treatment.Explore this look at emerging technologies to learn more about how HIP is scaling with AM.
As adoption of AM expands in aerospace applications, supporting technologies such as heat treating and HIP are expected to scale alongside it. Industry perspectives highlighted in Heat Treat Today’sMedical & Energy Heat Treat magazine (December 2025) indicate that HIP capabilities are evolving in response to increased demand from additive manufacturing and advanced materials development.
The integration of AM with post-processing underscores the role of heat treating in enabling next-generation propulsion systems, where component performance under extreme conditions remains a key requirement.
Press release is available in its original form here. Main image shows the additively manufactured afterburner casing for the hypersonic propulsion system with several components combined into one part. | Image Credit: Renishaw
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: a plasma gas atomization (PGA) platform selected by a U.S. national laboratory highlights how advanced powder production is being developed at pilot scale to bridge research and industrial application in critical materials.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A U.S. national laboratory has selected a plasma gas atomization (PGA) platform in support of a critical materials initiative. The pilot-scale program will enable advanced powder development for next-generation materials used in high-performance manufacturing and emerging technologies.
The system will be supplied by Retech, a division of SECO/WARWICK Group. The PGA system is designed to transition processes from validation to broader industrial deployment.
National laboratories play a role in bridging the gap between metallurgical discovery and manufacturable solutions. While early-stage research confirms material properties, pilot-scale systems evaluate process reliability, repeatability, and economic feasibility. The PGA platform aims to address these requirements through controlled processing and scalable parameters.
The system will contribute to strengthening domestic supply chains and reinforcing U.S. technical capabilities in critical materials.
Earl Good President Retech Source: Retech
“National labs are focused not only on proving what’s possible, but on proving what’s practical,” said Earl Good, president of Retech. The PGA platform enables movement from controlled pilot-scale experimentation to production-scale capability. Its design allows processes to be scaled once validated, without requiring significant redesign, he added.
Beyond individual equipment capabilities, the platform is designed for integration with existing lab infrastructure, allowing coordination across operations, maintenance, and training. This enhances cost efficiency while maintaining performance standards.
As demand grows for domestic production of critical materials, the company continues to develop scalable solutions aimed at strengthening supply chains and materials innovation.
Press release is available in its original form here.
In this episode ofHeat TreatRadio, host Heather Falcone sits down with Doug Glenn, publisher ofHeat TreatToday, to break down the most important heat treat industry events on the horizon. From the massive international state of the THERMPROCESS trade show to the technical knowledge of Furnaces North America, they explore where those in the industry can learn, network, and grow. The conversation also highlightsHeat TreatToday’sown events, includingHeat TreatBoot Campand Helium Leak Detection seminars. Together, they offer practical guidance on choosing the right events to stay engaged and informed in today’s heat treating landscape.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (00:05)
Heather Falcone: Hi, I am Heather Falcone and welcome to Heat Treat Radio. Today we are talking about a variety of upcoming events in the industry in 2026 and beyond. Joining me today is Doug Glenn, publisher of Heat Treat Today, and longtime host of Heat TreatRadio. Doug has had a front row seat to this industry for years, from the technical side to the people driving it forward. He’s also someone that I consider a mentor and a friend. I’m looking forward to digging into this conversation with him.
It’s an honor to sit down together with this one, Doug, as it’s kind of a bit of a hand off and a nod to the legacy that you’ve built here.
Doug Glenn: It’s a pleasure, and I couldn’t think of a better person to hand it off to. Heather, you’re doing great, and I appreciate you taking the time to do it and having the courage to do it.
Heather Falcone: Obviously, you have recorded over a hundred episodes, so I have so much to learn for you. Thank you so much for trusting me with this.
Key Events for 2026 and Beyond (1:19)
Heather Falcone: Doug, walk us through 2026 and beyond. We have so much going on for events. What are the key events that people should have on their radar?
Doug Glenn: We often say at Heat TreatToday that we believe people are happier, and they make better decisions when they are well informed. Our whole goal is to make people happy by giving them good information so they can make better decisions, and that that always works well. We do that in a variety of ways. Primarily it’s through our print publication — the technical articles that go out in that print publication. Our most popular product is our print publication. Most of that deals with heat treating, thermal processing, technologies, materials, etc.
But there’s also the element of continuing to sharpen your saw, as Stephen Covey says; keep yourself fresh. To that extent, attending industry shows, events, and educational seminars is helpful.
There’s a there’s a big show coming up in Germany in 2027. It’s called THERMPROCESS, but it’s actually one of four events that are all metals related, so we will talk about that whole quartet of shows. I will also talk about Furnaces North America because it is the leading thermal process/heat treat event of 2026. Then also we also have two Heat TreatToday events that I think might be helpful. Our Heat TreatBoot Camp, and then also our Helium Leak Detection seminars.
Those are the events I’m going to talk about today, but there are more events than that. If you are interested in learning more about important industry events, visit our website, heattreattoday.com, and look under Resource tab. There is the Industry Events calendar. That would be a real good place to start because we try to put all of the events that we think are important to most heat treaters and suppliers of the industry.
It’s important to note, when we talk about heat treat, we have to be very careful. We are not only talking about commercial heat treaters. That’s only about 10 to 15% of the audience that we reach. We are talking about captive heat treaters. That’s who Heat TreatToday is meant to be helpful to.
Heather Falcone: Reaching the broader industry at large is always our goal. Making sure that everyone has access to this. When you have an in-house heat treat operation, sometimes you can be even more isolated. So getting those companies exposed to as much information and data as possible.
THERMPROCESS 2027 (4:26)
Heather Falcone: Speaking of that, if someone can only commit to one or two events this year, I think we should really start with THERMPROCESS, because that one kind of rises to the top. We can unpack that a little bit first.
Doug Glenn: I think that’s a really good idea. The show itself, THERMPROCESS 2027 (thermprocess-online.com), is only one of four [in a trade fair quartet]. That show does not take place until June 21–25 of 2027. It’s over a year away. But the reason we need to talk about it now is because, unlike shows here in the United States, this is a huge show, and if you want to exhibit there, which many of our listeners may be suppliers in the industry, applications need to be in by the end of May of this year, not next year. So I wanted to make sure people are aware of that.
To give you a sense of what’s going on in that event, I want to provide a site map of the campus where THERMPROCESS is taking place. First thing to know is that there are four shows altogether. It’s held only every four years in Dusseldorf, Germany. Looking at the map, they call it “The Bright World of Metals,” you’ll notice the four logos across the top, which are GIFA, METEC, THERMPROCESS, and NEWCAST.
This is a huge campus. If you were to walk from the upper left corner, the Merkur Spiel Arena, all the way down to the east entrance, that would take you probably 10 to 15 minutes.
GIFA is a foundry show, and is located in halls 11 through 17. The dark blue on the map is all GIFA.
METEC is the gray on the map, halls 1, 4, and 5. This show is basically steel making, metallurgy, etc.
THERMPROCESS is in one hall, hall 10, and it’s the largest hall. It’s larger than any heat treat show here in the United States by far.
NEWCAST is basically a metallurgy show, steel processing, some forging as well. That’s in halls 14 and 15.
This show is open five days, from 9 a.m. until 5 p.m., all five days. If you were to spend your time walking through this show, it would basically take you all five days to go through this. It’s a huge event.
Let me give you a sense of this size. The total attendance for this entire event for 2023, which was the last one that they had, was 63,000 attendees. Even if you divide that by four, because there’s four different shows, that’s almost 16,000 people per show. To give you a sense of size difference in the United States: our biggest heat treat show, typically Furnaces North America or the ASM Heat Treat Show, attendance is no more than 2,500 people, including exhibitors and everything. You can get a sense that this is the right show.
It’s held in Dusseldorf, Germany. Germany of all countries in the world knows how to do trade shows. There are booths in these halls that are double decker booths, large booth displays. There are even restaurants on the upper level — it is a full event. Companies will spend millions of dollars just on this show.
My suggestion is, if you’ve never been to this show, or if you have a need for a full understanding in the thermal processing/heat treating industry, this is the premier event in the world, as far as I’m concerned. China has some big shows as well. I believe this one is more international. You will see people from all over Europe and the United States as well. 63,000 people total.
For just THERMPROCESS, there are 276 exhibitors, and the show takes up 8,400 square meters, which is about 90,000 square feet. Over on the Foundry side, obviously the biggest show here, taking up almost six halls, there are 854 exhibitors in about 41,315 square meters or 445,000 square feet of booth space. These are big shows.
Heather Falcone: It’s massive.
Doug Glenn: It is massive. There are companies exhibiting there from all over. Not only Western Europe, but Eastern Europe too, Turkey, Middle East, Saudi Arabia, China, India, etc. The United States, to be quite honest, is not always that well represented.
I think this is probably one of the more important things that I wanted to mention about this event. Heat TreatTodayis promoting and sponsoring a pavilion there at THERMPROCESS. If you would like to be part of that pavilion, you can call me and we’ll see what we can do.
It’s a big deal, it’s a big show. May 31 of this year is the exhibitor deadline. For those of you who are interested in attending, which I highly recommend, thermprocess-online.com is the website.
If you’ve never been to Dusseldorf, it’s definitely worth going just to see Dusseldorf. There’s this place in Dusseldorf, a section of the town called the Altstadt, which is the old city. It’s a great place, hundreds of restaurants and great to experience the culture. It’s worth it after the show ends.
Also, the public transportation in Germany is very good. There are trams that run, which make it pretty convenient to get to the exhibit hall.
Heather Falcone: What kind of company roles do you think would be best suited to attend THERMPROCESS? Who do you think would most benefit from this event?
Doug Glenn: You would want more of your upper management personnel attending this event, not so much your furnace operators. You could do that — it would not be a problem taking the furnace operators over there. But it’s typically more engineers and up. One big difference between this show and most shows in Germany compared to shows in the United States: there is not a conference associated with it. They do offer some technical presentations, typically five or six a day in the small auditorium on the show floor. So you might get 30 different technical presentations, but this is primarily a trade show. It is a show where people sit down in their meeting rooms in their booths where they can close the door and have a private meeting, and they buy and sell there.
This is a show where if you want to do business, this is the premier event. In my 30 plus year experience, this has been the most impressive show, for thermal processing/heat treating, so I highly recommend attending.
Furnaces North America (14:28)
Heather Falcone: That’s a great point that you brought up, the difference between a trade show and the technical presentations. Compared to Furnaces North America (FNA), it’s a whole different ball game.
Doug Glenn: FNA is October 12–14, 2026 in Indianapolis. The website for that event is furnacesnorthamerica.com.
The difference is marked between THERMPROCESS and FNA. It’s just a whole different category in a variety of ways. The number of exhibitors is going to be somewhere in the range of 150 to 200, maybe right on the upper end. The trade show hours are typically a little bit shorter, maybe 11 a.m. to 5 or 6 p.m. It’s only a two-day show, not a five-day show. And there are a lot of technical sessions that are held. There’s a much better opportunity for more formal learning, if you will, where you can go to some classroom environments.
Furnaces North America is owned and operated by the Metal Treating Institute (MTI), which Heather and I are both members of, which is great. MTI is the world’s largest association of commercial heat treaters. While MTI is commercial heat treaters, Furnaces North America is really intended for captive heat treaters, as well as commercial heat treaters, to help advance the technology, knowledge of processes, and materials in the North American market.
It is a good event. It starts on a Monday night, the 12th of October, with a nice opening reception. Then Tuesday is a full day of conferences and the trade show. Wednesday, the conferences begin again in the morning, and then the trade show is open until around 2 p.m. So it’s a rather abbreviated show compared to THERMPROCESS.
Heather Falcone: It’s one of the more unique events because often, when you’re at a trade show, you do want to try and get some learning in, but you also want to get out and see the vendors on the floor. So they’ve set it up really well so that you never have to miss a concurrent session. In fact, they don’t even have the trade show floor open during the conferences. So, it ensures the exhibitors do not have to leave the trade show to attend session, and it lets people attend sessions without feeling guilty that they’re not out there hitting the booths at the trade show.
Doug Glenn: Exactly, they can actually go and do some of the learning as well. If I remember correctly, Heather, you’ve been involved with program development of FNA in the past.
Heather Falcone: Yes, I tend to do a session or so. Last time I think I talked about industry involvement, which is similar to the topic today. Getting involved in the industry is one of the best things you could do for yourself and your company.
Doug Glenn: That’s FNA in a nutshell. There are still some booths available. Although I don’t anticipate that will last long. Call or go to furnacesnorthamerica.com to check in on that, or contact me or Heather, and we can steer you in the right direction.
Heather Falcone: I honestly believe anyone would benefit from going to FNA because of the technical sessions. There’s a lot of learning to be had, even down to someone that’s more operational. It’s not just meant for that owner level. It’s pretty approachable.
Doug Glenn: I would agree. The expense of going to FNA is also substantially less than the expense of going to THERMPROCESS over in Germany. So you do see a good number of shop floor personnel at this, but it is also a good place to send your upper management personnel, depending on the size of your company, and your decision makers, as far as capital expenditures go. It is a good place to bring those people. You can gather a lot of information in a very short time walking around this show.
Heather Falcone: You can cover a lot of ground and really get some good relationship and networking going. It’s a great setup.
Heat Treat Today Events (19:20)
Heather Falcone: Let’s discuss the Heat TreatToday events, I think that there’s some truly unique offerings.
Doug Glenn: While Furnaces North America is not a Heat TreatToday-owned and operated event, we are the exclusive media sponsor of the event. But Heat TreatToday also has its own events.
Firstly, we have our most fun event, which is called Heat TreatBoot Camp. It was a brainchild of mine quite a few years ago because I tend to have a mile wide and an inch deep knowledge of the industry. I am no expert in any one area, but I have this experience of being here and absorbing over 30 years worth of information and relationships. So I thought to myself, wouldn’t it be nice to be able to share some of that information with people who are just wanting to get their heads wrapped around the North American heat treat market? What is it, who’s there, what are we doing, what are the materials — all that good stuff.
So we put together this event called Heat TreatBoot Camp. It is not heavily technical — you don’t need to know metallurgy or anything of that sort to attend. And it’s not just focused on any one piece of equipment, any one company’s equipment, or any one process, like brazing. It is cross-cutting. If you’re coming into the industry, or if you’ve been in the industry for a long time but have only focused on point X because that’s what you’re paid for, you can attend Heat TreatBoot Camp to get a broader view of this whole market. The added benefit of that is that you might find out there are other areas that your company could add that could potentially be profitable.
This is our fifth year coming up. It’s going to be held in Cleveland, Ohio, from Monday, September 14 to Wednesday, September 16, 2026. Our first four events were held in Pittsburgh, which is a great city. But we’re going to Cleveland this year, which should be very good.
Here are the five things that we cover: heat treat markets, materials, processes, products, and players. By players, we mean, Who are the companies that manufacture the equipment… Equipment, components, supplies, materials? That’s the players.
We start the event on Monday night with a very nice opening reception. It’s usually just a nice time to get together and meet each other. Tuesday is the bootcamp day. It’s grueling, it’s a solid day of intensive learning, talking, slideshows, passing on knowledge. Thomas Wingens from WINGENS Industrial Consultancy is my partner and we teach the lectures. Thomas focuses more on the technical side because he’s a metallurgist. So he tries to explain processes and materials in terms that people who are not metallurgists can understand.
Wednesday morning is another half day of classes, and then it’s officially over at the end of the half day. However, we offer an optional heat treat plant tour afterwards on Wednesday afternoon. It is very cool actually because people who have never been to a heat treat shop can experience one.
When we were in Pittsburgh, we went to two. We alternated between Penna Flame Industries in Zelienople, PA, and Solar Atmospheres of Western Pennsylvania in Hermitage. Both are an hour from downtown Pittsburgh. Now that we’re going to Cleveland, we will be visiting Euclid Heat Treating, which is going to be a blast.
That’s bootcamp. It’s really worthwhile. You can visit heattreatbootcamp.com to learn more or you can go to our website, heattreattoday.com and look under events and hit Heat TreatBoot Camp. Feel free to register. If your company is bringing three or more people, get ahold of me and I’ll give you a discount code so you can get a little bit of a deal on registration. It’s a great event. It’s not overly technical. We had a couple company owners who bought furnace manufacturers and so have come to listen and learn. It’s meant for personnel in sales, marketing, and engineering to a certain extent as well. It’s really targeted at suppliers, but we have had quite a few captive heat treaters and commercial heat treaters who have also attended.
Heather Falcone: It’s a very approachable event and anybody should try it. This is a good opportunity for folks that are not necessarily exposed to a lot of the operations. Your HR people even. What’s a great chance to understand what your floor people are going through so that your HR can serve them better? Or accounting or anybody who hasn’t been exposed to the ins and outs of the industry. It’ll give them such a nice strategic understanding across the board without getting too heavy. Really good bang for the buck for such a short amount of time.
Doug Glenn: “Two plus years of industry knowledge in two days.” It’s like drinking out of the proverbial fire hydrant. Very worthwhile.
Helium Leak Detection Seminars (26:00)
Heather Falcone: Let’s finish off by talking about Dave and the seminars.
Doug Glenn:Dave Deiwert is a helium vacuum leak detection expert who has been in the industry many, many years. These are single-day, in-person seminars where attendees will learn hands-on tips. Dave has leak detection equipment from several different suppliers. He will explain the theory behind helium leak detection, and provide solid, practical advice on how to do it. We had our first one this year in March in Charlotte, which was well attended.
The next helium leak detection seminar is in Philadelphia on June 10th, and then we’ll have one in Long Beach, California on August 12. Our final one is scheduled the day after the Furnaces North America event ends in Indianapolis. It’s going to be located right in that neighborhood. The idea was, go to Furnaces North America, stay an extra day, and attend the Helium Leak Detection seminar. It’s scheduled for the October 15 in Indianapolis.
Doug Glenn: It is a lot going on. It is a lot going on, and I want to give a shout out to our in-house events director who’s just taking on the role this year, Karen Gantzer. Karen’s been doing a great job squaring all this stuff away. We give her this wild thing and she’s taken it by the horns and is getting it done.
Heather Falcone: With a smile always!
We covered a lot of ground today. I’m really excited about what we’ve got to be able to offer to the industry. This has been unpacking these, helps them understand exactly what might speak to them individually.
It was a lot of fun spending a little time with you. You’re a mentor, you’re the legacy. You brought us over a hundred episodes of radio, I’m going to say it until I’m blue in the face!
Doug Glenn: Yeah, well it’s nice to not have to ask the questions. It’s nice to actually be able to answer them, so thank you. I appreciate you allowing me to come on.
About the Guest
Doug Glenn Publisher Heat Treat Today
Doug Glenn is the founder and publisher of Heat TreatToday, a thermal processing industry consultant, and a longtime industry voice and conference speaker with over 30 years of experience. He spent two decades as publisher of Industrial Heating magazine, where he helped expand its global reach, and has played a key role in launching major industry events, including Furnaces North America.
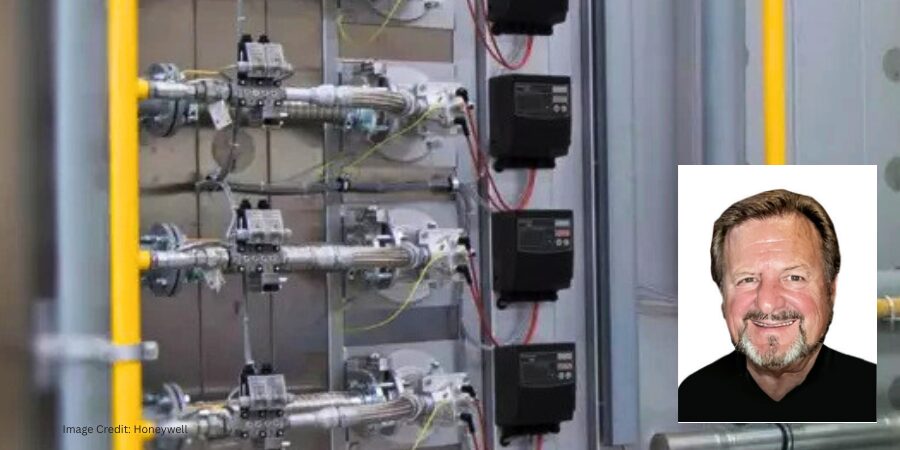
Jim Roberts of U.S. Ignition engages readers in a Combustion Corner editorial about keeping industrial burners in tune — examining how everything from simple orifice plates to sophisticated burner control units (BCUs) and P-type radiant tubes drive efficiency and temperature uniformity in modern heat treating furnaces.
This editorial was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
In part 2 of this series (Aerospace Heat Treating, March 2026), we talked about how balancing the pressure can save gas and reduce emissions. So, how do they do it?
Figure 1. ECOMAX® with eductor and burner control unit BCU | Image Credit: Honeywell
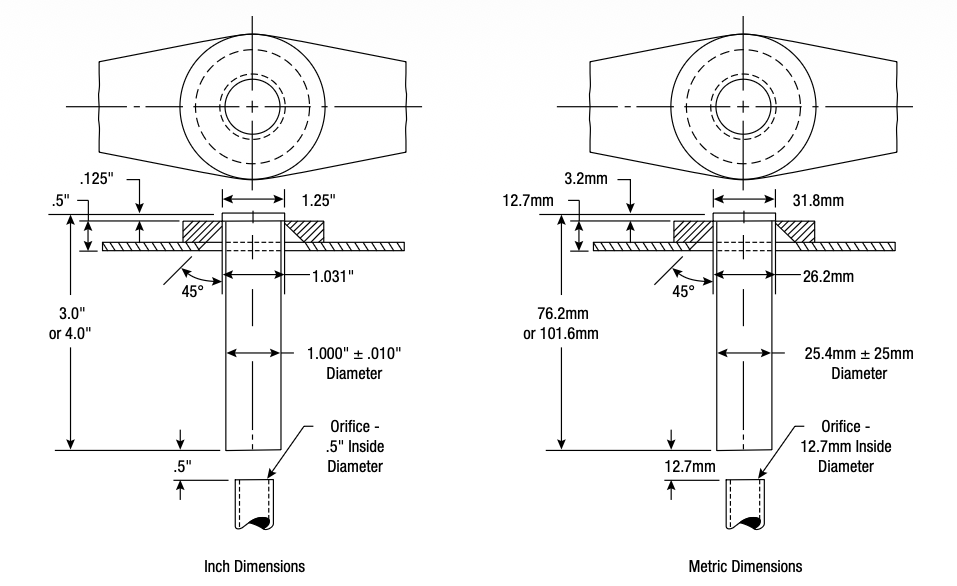
There are some fairly sophisticated and exacting control systems that can use flow meters that compensate and monitor pressure fluctuations. The air and gas valving will then react to inputs from the orifice meters and pressure monitors. Some systems may even extract a sample of the flue gas at the exhaust, much like the sensors on your automobile catalytic converter. The use of these burner control units (BCUs) keeps burners tuned to exacting performance. A lab setup example of that technique is shown in Figure 1.
Other setups are quite simple and perform at their best on the normal setting. In other words, if the process temperature is 1850°F, engineers design burners to perform optimally at that temperature and for thermal input to be achieved 90% of the time. In this scenario, orifice plates and control valves set for that optimum performance hold the combustion system steady at that input; variations are minimal.
The burners may not run perfectly when coming up to heat, but that is hopefully a short-term situation, and as the furnace comes up to heat the burner, systems settle into a desired tune range. Think of these as the dragsters at a racetrack. We’ve all seen how they shudder and quake while waiting to go flat out down the racetrack. But when gas is pushed into them, they blow fire, smooth out, and go to unbelievable performance levels. Only we furnace guys would make that comparison… or maybe just this guy.
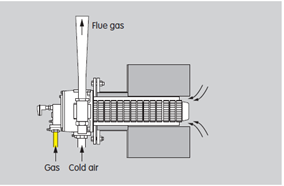
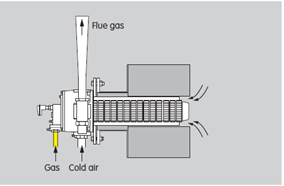
It bears noting that recirculation patterns can take on many variations depending on the type of heat treating you may be doing. Direct fired systems for stress relieving and straight up hardening operations use a high velocity direct fired system (Figure 2). That is where the aforementioned eductor pulls the flue gases out of the furnace and over the heat exchanger. Recirculation takes place in front of the burner in a high velocity stream exiting the nozzle. A percentage of the chamber gases gets pulled into that flue stream.
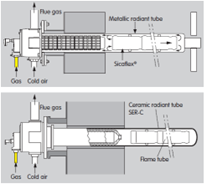
Figure 2. ECOMAX® in direct heating systems | Image Credit: HoneywellFigure 3. Examples of the design and the flue gas flow pattern | Image Credit: HoneywellFigure 4. Schematics of P-type and double P-types tubes | Image Credit: Honeywell
In the case of controlled atmosphere furnaces, where radiant tubes are utilized for the heating system, all sorts of different techniques exist. In the designs of recuperative recirculating style burners (i.e., FGR burners, flue gas recirculation), the tube designs are diverse and varied. Early designs of single ended tubes (SER) were the first to utilize recirculation designs (Figure 3).
Later, steel mills began to experiment and use P-type and double P-type tubes for strip annealing lines and galvanizing lines (Figure 4). You can see in these figures that the flue gases get pulled around, and we get the benefit of heat we have already generated and gas we have already burned. This creates a very good improvement in tube temperature uniformity and heat delivery. The arrows on the figures show the flow pattern of the gases.
So, in conclusion, there is no conclusion. Design improvements will continue to be made as long as we have requirements for efficient and emission-responsible operations in our heat treating plants and furnaces. Understanding that the world requires heat treating to be available for just about everything, and that we need to address those needs with ever-improving technologies… now THAT is pressure.
Till next time.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
In this two-part series, Dr. Gopal Nadkarni, an associate professor of mechanical engineering at the University of Akron, revisits the American origins and impacts of the Jominy test while exploring how rapid quenching technologies are exposing its limitations. Discover how a new approach builds on ASTM foundations to better reflect today’s high-performance cooling methods.
This informative piece was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
Introduction
For nearly a century, the Jominy End-Quench Test has shaped how North American engineers design alloys, specify steels, and heat treat critical components across automotive, oil and gas, heavy machinery, and aerospace industries. It involves one small piece of steel and a stream of water. Simple, repeatable, and powerful, it was revolutionary for its time. But it derived from a different world of manufacturing. Furnaces were batch loaded. Parts required hand transfer. Quenching utilized tanks with modest agitation — not high-pressure sprays, induction-to-quench lines, or high-performance water systems.
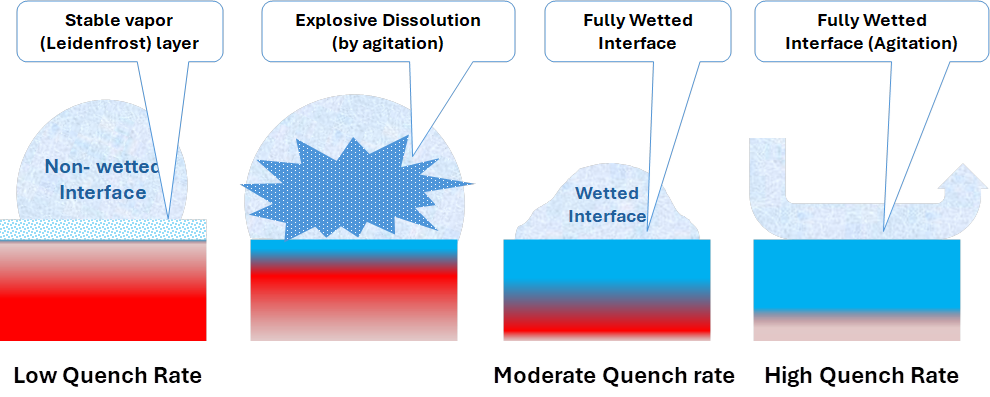
Today’s rapid quench technologies reveal a key limitation: the classic Jominy test can systematically underestimate what many steels are capable of under aggressive convective cooling. Why? Because film boiling — a vapor layer at the steel surface — chokes heat transfer right where it matters most.
In order to take advantage of a wider range of materials and processing methods, a shift in how to leverage this test is necessary. The discussion that follows elaborates on this American origin story of the Jominy’s test and what challenge the film boiling layer posed 75 years ago versus today.
Pursuing Performance: The Origins of the Jominy Test
In 1947, Fred P. Peters wrote in Scientific American that
hardenability
was no longer just a technical trend; it was a revolution changing how the steel industry did business. He was describing a shift in which clients wanted to move away from buying a grade based on chemistry specs alone to buying a product that would guarantee performance.
*Hardenability: the ability of a steel to harden to a certain depth. Hardness, by comparison, is the measurement of how hard a material is at a given location. High hardenability ensures desired properties and microstructure at a given depth for critical components; this leads to more efficient optimized part designs.
But there was a problem: Steelmaking was, and still is, a complex science with unavoidable variability arising from chemical, thermal, and metallurgical processes involved. From batch-to-batch, a single supplier could achieve different hardenability results. That variability caused headaches for manufacturers.
Two metallurgists working with General Motors, Walter Jominy and A.L. Boegehold, proposed an elegant solution: standardize the cooling conditions instead of chasing exact chemistry. Pinpointing the “maximum hardness at center” had been an estimate derived from submerging several steel bars of various diameters in a quench tank. Speaking to the Detroit Chapter of American Society of Metals, the metallurgists pushed for an end-quench test using a standardized one-inch round bar, heated uniformly, and quenched at one end with a water jet. Their practical solution replicated the range of cooling rates from the maximum cooling rate (water) at the quench face to the slowest cooling rate (air) at the other end of the bar. The resulting hardness profile became a “fingerprint” of that alloy’s hardenability.
That fingerprint changed everything.
Figure 1. Diagram of the Jominy End-Quench Test | Reference: ASTM A255-02
Metallurgists could now rapidly compare alloys from different suppliers or with minor chemistry differences. Additionally, design engineers could specify hardenability bands rather than tight chemistry limits. Steelmakers could adjust compositions and quickly verify performance. Scrap heats dropped. Costs fell. Customers gained predictable, repeatable results. ASTM A255 formalized the method, and the Jominy test became the global language of hardenability (Figure 1).
Known Limitations and Rapid Quench
Heat treaters know the Jominy test is a simplification. The specimen is a straight bar, not a gear or forging. Only one end is quenched. The cooling method represents one type of quench: water, not oil, polymer, or gas.
There’s also a compositional limitation; highly alloyed steels often show little variation along the four-inch test length.
But one limitation has taken on new importance in modern heat treatment: the vapor blanket.
The Vapor Blanket Problem
When red-hot steel hits water, a vapor layer instantly forms on the surface. This “Leidenfrost layer” acts like insulation. Heat transfer drops until the vapor film collapses and nucleate boiling begins.
That means the cooling severity at the Jominy face is not just “water quench.” It is water quench through a steam barrier.
So, the hardenability curve we measure reflects steel transformation behavior plus a boiling-limited surface condition. If that vapor layer is removed or shortened, the cooling rate at the surface rises, and the steel may harden deeper than the standard Jominy curve suggests.
Over the past two decades, a new approach has gained traction: do not accept film boiling — remove it.
Researchers, such as Dr. Kobasko and Dr. Aronov, showed through modeling and experiments that high-velocity, high-pressure water flow can consistently suppress the vapor layer, a method known as Intensive Quenching™. This approach pushes the hot surface quickly into high heat transfer by removing the vapor film and has been referred to as High Convective Quenching, High-Pressure Convective Quenching, and Rapid Quenching.
The result is more than faster cooling.
Figure 2. Quench rate and surface reactions
Early formation of a martensitic surface shell creates compressive stresses that enhance fatigue and wear resistance. Parts can show deeper effective hardening and improved surface performance without increasing alloy content (Figure 2). Some studies even suggest differences in martensite morphology (twinned morphology) compared to conventional quenching (lath morphology). This is not just “harder steel.” It is a different thermal-mechanical response at the surface.
Rethinking the Jominy Test
If quenching technology has changed, should the hardenability test evolve too?
Research at the University of Akron has shown that the standard Jominy setup itself forms a vapor layer. Raising the jet height does not eliminate it. That means the test measures hardenability under a boiling-limited condition, not under maximum achievable heat transfer.
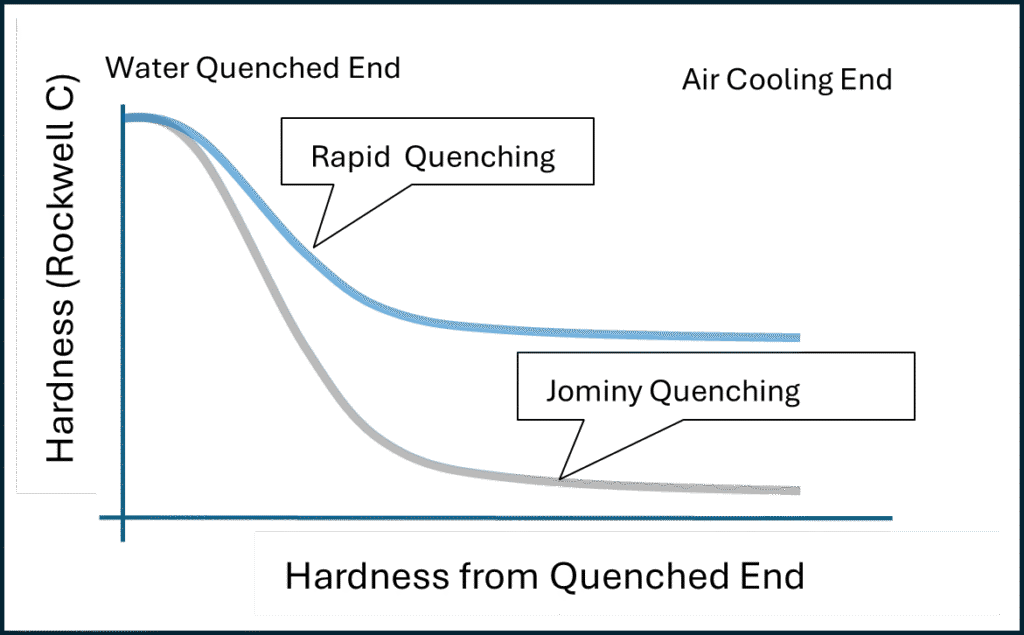
Figure 3. Standard vs. Rapid Quench Hardenability | Image Credit: Gopal Nadkarni
Working with industry partners, the university researchers developed a modified end-quench configuration that uses high-convective water impingement to strip the vapor barrier. The measurement philosophy remains Jominy-based i.e. measure hardness along the length of the bar. What changes is that the end of the flat bar is given a slight taper to allow it tightly seal into a chamber where a water jet is sprayed on the surface, much like a jet pressure washer. Modeling this scenario allows us to predict that the new pressure and flow conditions are sufficient to strip the vapor and keep it from reforming, thus creating conditions of maximum heat transfer without the continuous formation of the film. The old “umbrella” method of cooling does not ensure the removal of the vapor or film on surface. The result is a new method that reveals how steels behave under rapid quench — conditions increasingly used in advanced heat treat operations (Figure 3).
Why This Matters to Industry Now
For 75 years, engineers have relied on handbooks filled with Jominy curve diagrams. Those curves remain valuable, but they reflect a quenching severity rooted in mid-20th-century practice.
Today, heat treaters, steelmakers, and designers have a chance to expand that framework. A rapid-quench Jominy approach could help:
Optimize alloy design for modern quench systems
Improve simulation accuracy in digital twins
Reduce over-alloying and cost
Increase part performance and consistency
This is not about redefining hardenability. It is about recognizing that hardenability is expressed under a defined cooling boundary. As quenching technology advances, our standardized ways of describing steel response should advance with it.
In Part 2, we’ll look at how this modified Jominy approach aligns with ASTM philosophy, what simulation reveals, and how rapid quenching translates into real improvements for gears, heavy components, and other critical parts.
About The Author:
Dr. Gopal Nadkarni Associate Professor of Mechanical Engineering University of Akron
Dr. Gopal Nadkarni is an Associate Professor of Mechanical Engineering at the University of Akron and manages its Manufacturing Graduate Certificate Program. He brings extensive industry and innovation experience, having held previous leadership roles at industry and in technology ventures, with research and teaching focused on manufacturing, materials, and product design.
To contribute to ongoing industry-academia research regarding this topic, please contact Professor Gopal Nadkarni.
RTX’sPratt & Whitney, a North American aerospace manufacturer headquartered in East Hartford, Connecticut, is investing $100 million to expand production capacity through advanced manufacturing processes, including heat treatment of forged engine components, to support increased output of commercial and military aircraft engines. The expansion is expected to strengthen supply for aerospace programs and improve throughput of critical engine parts used across global aviation fleets.
The investment will be made at the company’s facility in Rzeszów, Poland, where operations will be expanded to include additional processing capabilities and production capacity. The site supports manufacturing for several engine programs. including GTF™, F135, and F100 platforms, which serve both commercial aviation and defense applications.
Piotr Owsicki General Manager Pratt & Whitney Rzeszów
The expansion is intended to address growing global demand for aircraft engines and related components. “This investment reflects our continued commitment to increase production capacity for our [clients] and deliver more, faster,” said Piotr Owsicki, general manager of Pratt & Whitney Rzeszów. The capital project, expected to be fully operational by 2028, will enable a 30% increase in output of critical engine parts such as rotating compressor and turbine disks.
Press release is available in its original form here.
Treatnorte, a commercial heat treatment company, will add a new vacuum furnace to support vacuum heat treatment of tool steel, improving process control and consistency for components used in manufacturing applications.
Image Credit: SECO/WARWICK
The furnace joining Treatnorte’s machine park is a medium size system from SECO/WARWICK, a global manufacturer of heat treatment equipment with operations in North America. It is configured to provide a broad process range and production flexibility.
The round heating chamber allows processing of relatively large parts, while the combination of high-pressure gas quenching (HPGQ) up to 15 bar abs, combined with dedicated low-pressure carburizing (LPC) technology, enables complete process cycles for a range of steels used by Treatnorte’s clients. The furnace provides temperature uniformity, convection heating at lower temperatures, and directional cooling, supporting control of quenching processes for complex geometries.
The furnace configuration also incorporates FineCarb technology, SECO/WARWICK’s low-pressure carburizing solution carried out in a vacuum atmosphere, where carbon introduction is precisely controlled through successive pulses of carbon-bearing gases. This process allows for uniform and repeatable carburized layers with minimal part distortion and reduced cycle time.
The equipment will serve both the Portuguese and Spanish markets, where it will support ongoing tool steel heat-treatment operations. “The ability to independently perform vacuum hardening and carburizing processes significantly increases operations independence, shortens the supply chain, and allows for better quality control. FineCarb technology, combined with 15-bar gas quenching opens up opportunities for Treatnorte to win more demanding projects for [clients] in Portugal and Spain,” said Nuno Carvalho from Treatnorte.
Press release is available in its original form here.
Advanced carbon-fiber-reinforced carbon (C/C) composites are redefining fixturing performance in high-temperature aerospace heat treating and furnace brazing. In this feature article, Hirotaka Nagao, Ph.D., technical expert at CFC Design Inc., explores how C/C composites maintain strength and dimensional stability at extreme temperatures while reducing fixture mass, improving thermal uniformity, and increasing furnace productivity.
This informative piece was first released in Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition.
The Challenge of High-Temperature Integrity
In aerospace heat treating, and specifically furnace brazing, traditional metal fixturing often acts as a bottleneck for productivity. While stainless steel and super-alloys like Inconel or Hastelloy are common, they lose significant strength and begin to deform at temperatures above 700°C (1292°F), making them suspect for precision fixtures. For vacuum brazing processes involving aluminum and copper radiators or oil coolers, maintaining precise dimensional tolerance is a critical requirement for part performance and safety.
The emergence of carbon-fiber-reinforced carbon (C/C) composites offers a transformative solution, as these materials maintain high strength and rigidity at temperatures exceeding 2000°C (3632°F).
The Evolution of C/C Composites
C/C composites consist of high-strength carbon fibers reinforcing a carbon matrix, a combination that provides a unique set of mechanical properties. These materials first appeared in the 1960s and found practical use in specialized aerospace applications, such as spacecraft nose caps, wing leading edges, and aircraft brake materials by the 1980s. Historically, the cost of C/C composites limited their use to government-funded aerospace programs, but modern manufacturing advancements have brought the price range within the scope of general industrial applications.
Compared to graphite, C/C composites possess several times the strength and elastic modulus while offering far superior fracture resistance. Unlike traditional ceramics like silicon nitride or zirconia, which are vulnerable to thermal shock and can be fragile to handle, C/C composites offer high toughness and excellent resistance to radiation and corrosion.
While C/C composites offer exceptional thermal stability, their implementation requires careful management of specific material sensitivities. The primary concern is oxidation; in oxygen-rich environments, the material begins to degrade at temperatures exceeding 350°C (660°F), necessitating protective coatings or inert atmospheres. Furthermore, the initial capital investment for C/C components is significantly higher than that of graphite or standard metals, though this is typically balanced by their superior service life.
In high-temperature vacuum or atmosphere furnaces, direct contact between C/C composites and iron-containing metals must be avoided above 1000°C (1832°F) to prevent eutectic reactions; this is managed through physical separation or the application of barriers like boron nitride. Finally, for particulate-sensitive environments like semiconductor manufacturing, the inherent tendency of C/C composites to produce carbon dust is mitigated by applying specialized carbon coatings to seal the surface.
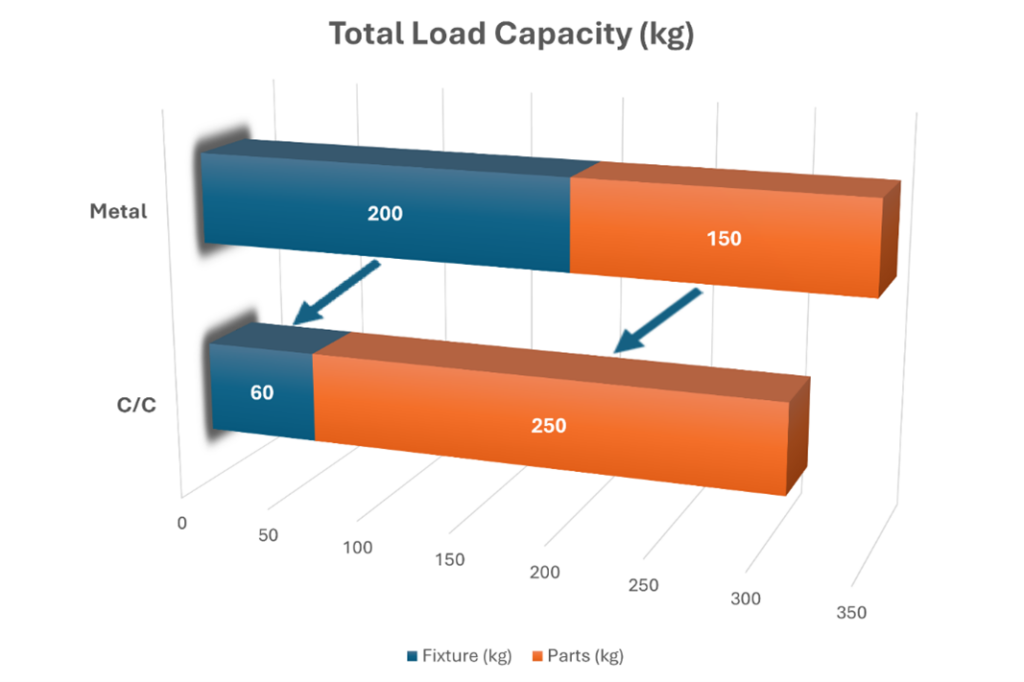
Figure 1. Comparison of total load capacity of C/C fixture and metal fixture | Image Credit: CFC Design/ACROSS USA
Material Performance: A Technical Comparison
The decision to switch from metal or ceramic to C/C composites involves a detailed understanding of the thermal and mechanical limits of each material class.
Heat-resistant alloys: Maximum service temperatures for standard heat-resistant alloys are often capped at 400°C (752°F) before mechanical properties degrade.
Super-alloys: Even advanced materials like Inconel and Hastelloy lose significant strength and suffer from permanent deformation above 700°C (1292°F), rendering them ineffective as springs or precision supports in high-heat environments.
Ceramics: While they offer high heat resistance, ceramics are vulnerable to thermal shock and can break when repeatedly cycled at temperatures exceeding 1000°C (1832°F). They also lack the toughness required for heavy industrial handling.
C/C composites: Advanced materials that combine carbon fibers with a carbon matrix offer an exceptional balance of lightweight strength and thermal resilience. These materials maintain their characteristics and mechanical strength from room temperature up to 2000°C (3632°F).
Structural Advantages of C/C Composite Fixtures
A primary advantage of C/C precision braze fixturing is the drastic reduction in “gross weight” within the furnace, which directly impacts the economics of the heat treat cycle.
Mass reduction: C/C material is approximately 20% the weight of metal, which drastically reduces the dead weight the furnace must heat.
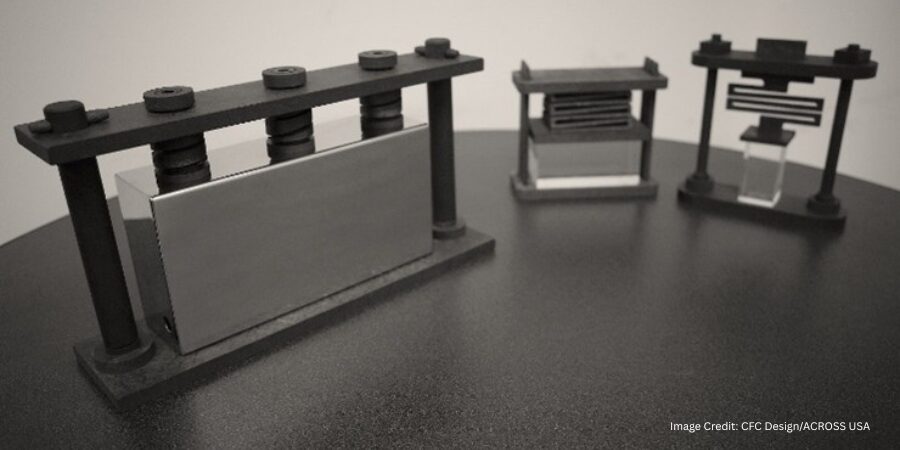
Increased capacity: In a specific industrial application, C/C fixtures weighing 66 kg (145 lb) replaced 200 kg (440 lb) stainless-steel fixtures.
Loading efficiency: In a furnace with a 350 kg (772 lb) total load capacity, this weight reduction allowed the “parts weight” to increase from 150 kg to 250 kg per cycle — a 66% increase in productivity.
Productivity gains: The ratio of total fixture weight to total load capacity was reduced by 70%, enabling more components to be processed in a single cycle.
Energy efficiency: Reducing the fixture weight lowers the total heat capacity of the load, allowing for faster heating times and a drastic reduction in the cost of energy per part.
Thermal Uniformity and Defect Reduction
Traditional metal fixtures often require supplementary “dead weights” to apply constant pressure during the brazing process. These weights, which can reach 20 kg or more, introduce significant thermal challenges:
Thermal shadowing: Large metal weights tend to block radiant heat waves, creating “shadows” that compromise heating uniformity.
Defect rates: Inconsistent heating leads to defective brazed parts and necessitates spacing parts further apart to ensure uniformity, which further limits productivity.
C/C solution: The compact design of C/C fixtures, combined with lightweight springs (weighing only 70 grams), eliminates these thermal barriers. This allows for a decrease in the defect rate and an increase in total process quantity.
The Physics of C/C Spring Technology
To replace heavy dead weights, engineers utilize C/C spring technology to apply a constant load throughout the heating cycle. These springs maintain their force as temperature increases, and the brazing begins once the melting point of the filler metal is reached.
1. Continuous Fiber Coil Springs
Figure 2. (left) New Z-type plate spring innovated for mass production and (right) continuous fiber coil spring
Modern C/C coil springs are manufactured such that the long carbon fibers are spirally continuous and not segmented during the machining process. Early C/C composite coil springs were fabricated by cutting shapes out of two-dimensionally reinforced long-fiber C/C blocks. This method had a significant drawback: the reinforcing fibers were segmented during processing. Because the fibers were cut, the material could not exhibit its full structural strength, leading to a decrease in the spring constant after repeated use in high-temperature environments.
To compensate for these limitations, a proprietary spring type was developed using long carbon fibers that are spirally continuous in one direction (Figure 2). Because these fibers are not segmented, they fully demonstrate their role as a reinforcing medium, resulting in a product that maintains a stable spring constant even after repeated cycles exceeding 1000°C (1832°F).
Durability: Because the reinforcing fibers are not cut, the spring fully demonstrates its strength and maintains a stable spring constant even after repeated use.
Performance: A single carbon spring can generate up to 24.5 kg of force while weighing only 26–84 grams. This provides an equivalent load to metal weights that are hundreds of times heavier.
2. New Type C/C Composite Spring: “Z-Type” Spring
While continuous-fiber coil springs are highly effective, they possess inherent manufacturing disadvantages. Neatly arranging long fibers in a spiral shape is complex and difficult to scale for mass production. Furthermore, because the spring size depends on specific mold dimensions, it has historically been difficult to produce a diverse variety of spring strengths and sizes.
To address the mass-production limitations and molding size constraints of coil-shaped springs, the “Z-type” plate spring was engineered to support large loads using a more efficient manufacturing process (Figure 2). Instead of a coiled architecture, this spring is fabricated in a zig-zag, serpentine pattern using a C/C composite plate.
Material design: The zig-zag pattern is achieved by using laminated plates where short carbon fibers are randomly oriented in a two-dimensional XY plane.
Shear modulus: This random orientation dramatically improves the in-plane shear modulus, allowing the Z-spring to support larger loads and offer a larger deflection allowance than coil-shaped versions.
Stability: In repeated load tests at 1250°C (2282°F), Z-type springs show a minimal 1% decrease in natural length during the first run and zero “setting” or deformation in subsequent cycles.
Mass production: Unlike coil springs, Z-type springs can be mass produced through water-jet machining from large C/C laminate plates.
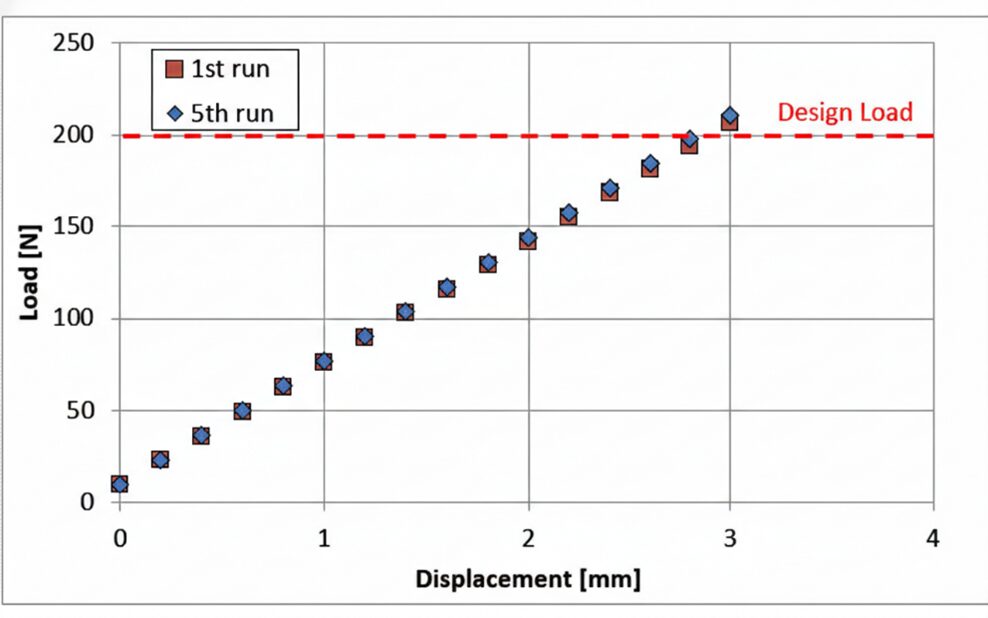
Figure 3 shows the displacement-load curve of the Z-type C/C composite spring. From this figure, satisfactory spring characteristics are exhibited, even in repeated load tests.
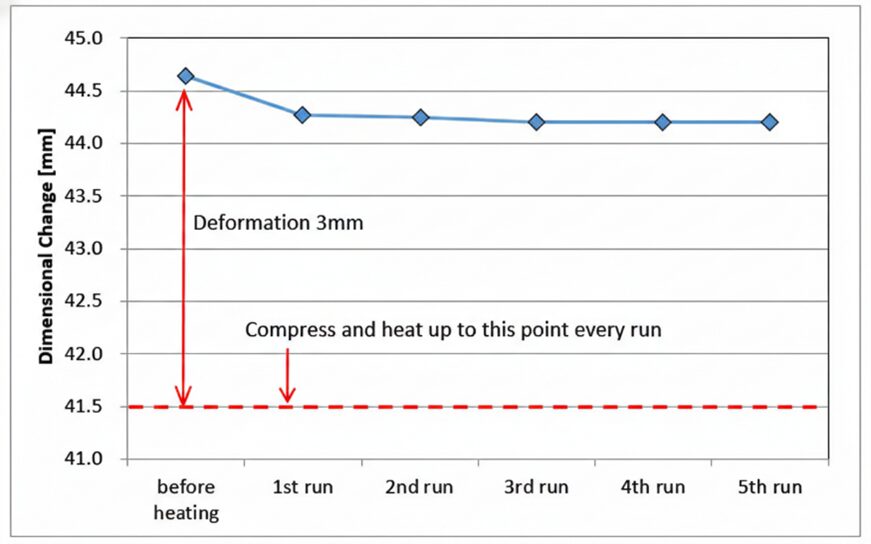
Figure 3. Displacement-load curve of the Z-type C/C composite spring | Image Credit: CFC Design/ACROSS USAFigure 4. Z-type C/C composite spring dimensions after heating and subsequent heating runs | Image Credit: CFC Design/ACROSS USA
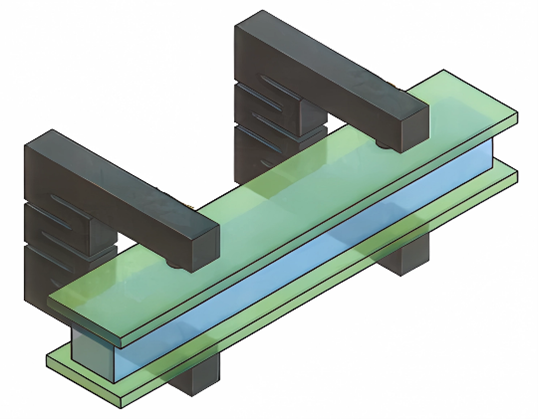
After heating the Z-type C/C composite spring in a compressed state at 1250°C (2282°F) for 30 minutes in a nitrogen atmosphere, spring characteristics were measured at room temperature and a repeated heating test was performed.
A decrease of about 1% in the natural length was observed only during the first heating run. However, the natural length did not change even if the heating was repeated after, and it was found that there was no setting at all.
Compared to coil-type C/C composite springs, C/C composite springs made from short-fiber reinforcing materials are characterized by very few shape restrictions and various configurations are achievable.
Advanced Applications: Clips, Bolts, and Large-Scale Fixtures
Figure 5. C/C clips in a sandwich arrangement. This design enables load application while bypassing the need for intricate custom fixture. | Image Credit: CFC Design/ACROSS USA
The versatility of C/C machining allows for specialized components that simplify complex furnace operations:
C/C clips: Developed to simplify fixturing, these clips act as integrated springs that sandwich parts directly, eliminating the need for complicated, heavy clamp structures.
Thermal expansion absorption: In high-temperature furnaces, graphite heaters can deform under their own weight or fail due to thermal stress at joint points. C/C bolts with a “notched” design act as integrated springs to absorb dimensional changes caused by thermal expansion, preventing damage to electrodes and joints.
Large-scale serpentine springs: Z-springs can be manufactured in large serpentine shapes, achieving deflections of up to 22% of their natural length (e.g., a 50 mm deflection on a 230 mm spring) while maintaining satisfactory spring characteristics.
Improving Plant Economics
The transition from heavy metal fixturing to high-performance C/C composites is no longer just a technical preference but a necessity for modern plant economics. For aerospace components that demand zero-distortion and high-precision brazing, C/C fixturing provides the thermal and mechanical stability required for 21st-century manufacturing.
About The Author:
Hirotaka Nagao, Ph.D., is a technical expert at CFC Design Inc. specializing in the development of advanced carbon-fiber-reinforced carbon (C/C) composite materials. With a doctorate in material science, his research focuses on high-temperature applications and improving production efficiency through innovative C/C fixture and spring designs for furnace brazing and heat treatment environments.