In this two-part series, Dr. Gopal Nadkarni, an associate professor of mechanical engineering at the University of Akron, revisits the American origins and impacts of the Jominy test while exploring how rapid quenching technologies are exposing its limitations. Discover how a new approach builds on ASTM foundations to better reflect today’s high-performance cooling methods.
This informative piece was first released in Heat Treat Today’s April 2026 Annual Induction Heating & Melting print edition.
Introduction
For nearly a century, the Jominy End-Quench Test has shaped how North American engineers design alloys, specify steels, and heat treat critical components across automotive, oil and gas, heavy machinery, and aerospace industries. It involves one small piece of steel and a stream of water. Simple, repeatable, and powerful, it was revolutionary for its time. But it derived from a different world of manufacturing. Furnaces were batch loaded. Parts required hand transfer. Quenching utilized tanks with modest agitation — not high-pressure sprays, induction-to-quench lines, or high-performance water systems.
Today’s rapid quench technologies reveal a key limitation: the classic Jominy test can systematically underestimate what many steels are capable of under aggressive convective cooling. Why? Because film boiling — a vapor layer at the steel surface — chokes heat transfer right where it matters most.
In order to take advantage of a wider range of materials and processing methods, a shift in how to leverage this test is necessary. The discussion that follows elaborates on this American origin story of the Jominy’s test and what challenge the film boiling layer posed 75 years ago versus today.
Pursuing Performance: The Origins of the Jominy Test
In 1947, Fred P. Peters wrote in Scientific American that hardenability was no longer just a technical trend; it was a revolution changing how the steel industry did business. He was describing a shift in which clients wanted to move away from buying a grade based on chemistry specs alone to buying a product that would guarantee performance.
*Hardenability: the ability of a steel to harden to a certain depth. Hardness, by comparison, is the measurement of how hard a material is at a given location. High hardenability ensures desired properties and microstructure at a given depth for critical components; this leads to more efficient optimized part designs.
But there was a problem: Steelmaking was, and still is, a complex science with unavoidable variability arising from chemical, thermal, and metallurgical processes involved. From batch-to-batch, a single supplier could achieve different hardenability results. That variability caused headaches for manufacturers.
Two metallurgists working with General Motors, Walter Jominy and A.L. Boegehold, proposed an elegant solution: standardize the cooling conditions instead of chasing exact chemistry. Pinpointing the “maximum hardness at center” had been an estimate derived from submerging several steel bars of various diameters in a quench tank. Speaking to the Detroit Chapter of American Society of Metals, the metallurgists pushed for an end-quench test using a standardized one-inch round bar, heated uniformly, and quenched at one end with a water jet. Their practical solution replicated the range of cooling rates from the maximum cooling rate (water) at the quench face to the slowest cooling rate (air) at the other end of the bar. The resulting hardness profile became a “fingerprint” of that alloy’s hardenability.
That fingerprint changed everything.
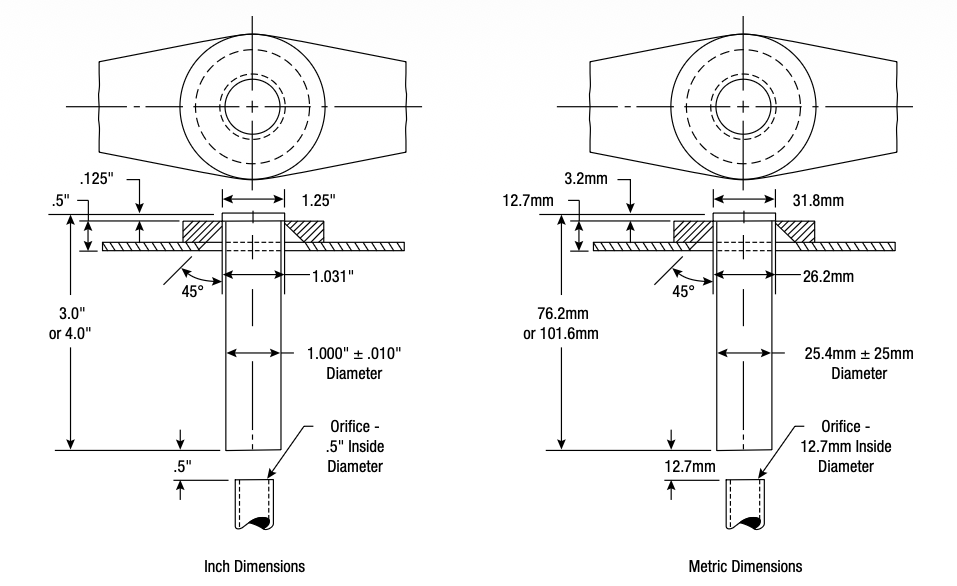
Metallurgists could now rapidly compare alloys from different suppliers or with minor chemistry differences. Additionally, design engineers could specify hardenability bands rather than tight chemistry limits. Steelmakers could adjust compositions and quickly verify performance. Scrap heats dropped. Costs fell. Customers gained predictable, repeatable results. ASTM A255 formalized the method, and the Jominy test became the global language of hardenability (Figure 1).
Known Limitations and Rapid Quench
Heat treaters know the Jominy test is a simplification. The specimen is a straight bar, not a gear or forging. Only one end is quenched. The cooling method represents one type of quench: water, not oil, polymer, or gas.
There’s also a compositional limitation; highly alloyed steels often show little variation along the four-inch test length.
But one limitation has taken on new importance in modern heat treatment: the vapor blanket.
The Vapor Blanket Problem
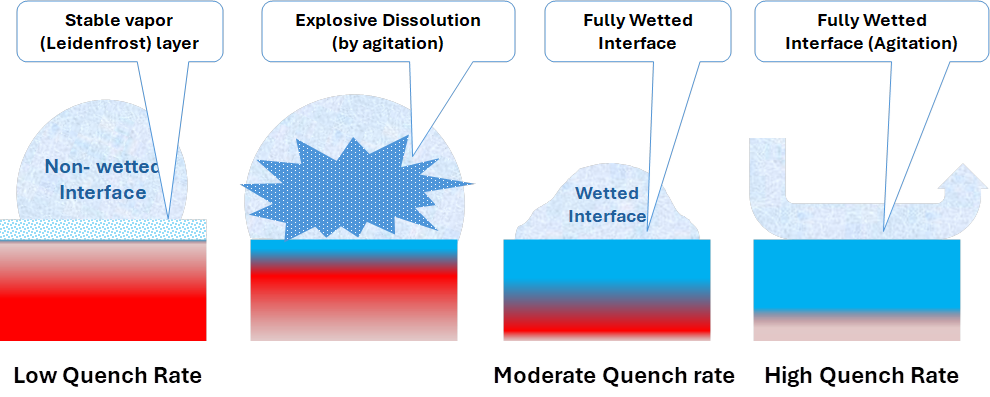
When red-hot steel hits water, a vapor layer instantly forms on the surface. This “Leidenfrost layer” acts like insulation. Heat transfer drops until the vapor film collapses and nucleate boiling begins.
That means the cooling severity at the Jominy face is not just “water quench.” It is water quench through a steam barrier.
So, the hardenability curve we measure reflects steel transformation behavior plus a boiling-limited surface condition. If that vapor layer is removed or shortened, the cooling rate at the surface rises, and the steel may harden deeper than the standard Jominy curve suggests.
Heat treaters know this problem firsthand. Agitated water tanks try to break up the vapor film, but removal is inconsistent. The result can be uneven hardening — the “spotty” surfaces everyone has seen. And the usual workarounds are to add alloy, carburize deeper, or accept extra process time and cost. In other words, the industry learned to design around the vapor blanket instead of eliminating it. The “Leidenfrost Layer” describes this insulating vapor blanket phenomenon that occurs when liquid meets a hot surface significantly hotter than its boiling point.
A Different Philosophy: Rapid Quenching
Over the past two decades, a new approach has gained traction: do not accept film boiling — remove it.
Researchers, such as Dr. Kobasko and Dr. Aronov, showed through modeling and experiments that high-velocity, high-pressure water flow can consistently suppress the vapor layer, a method known as Intensive Quenching™. This approach pushes the hot surface quickly into high heat transfer by removing the vapor film and has been referred to as High Convective Quenching, High-Pressure Convective Quenching, and Rapid Quenching.
The result is more than faster cooling.
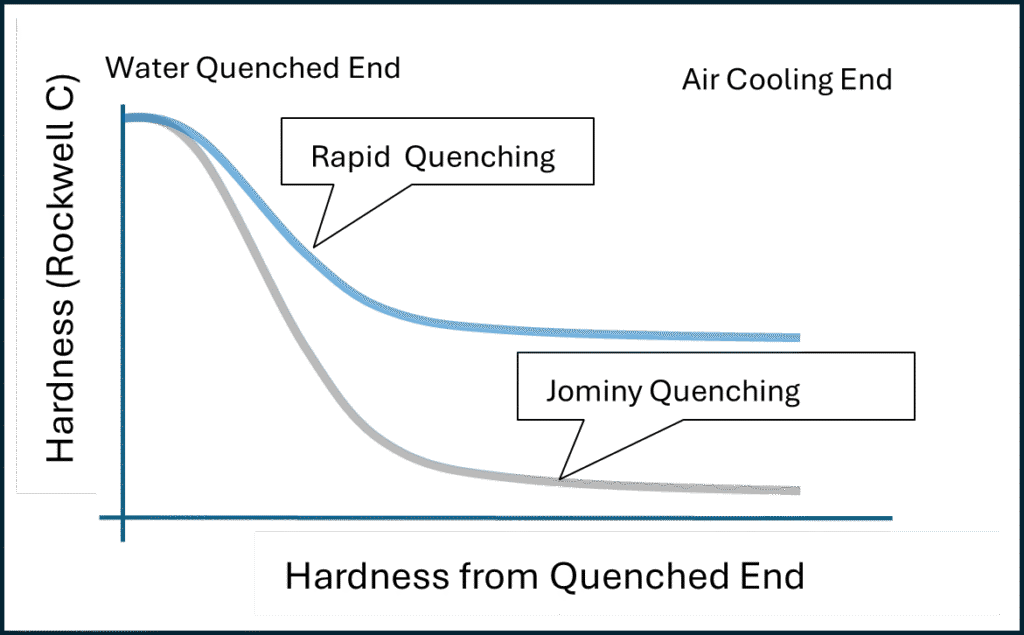
Early formation of a martensitic surface shell creates compressive stresses that enhance fatigue and wear resistance. Parts can show deeper effective hardening and improved surface performance without increasing alloy content (Figure 2). Some studies even suggest differences in martensite morphology (twinned morphology) compared to conventional quenching (lath morphology). This is not just “harder steel.” It is a different thermal-mechanical response at the surface.
Rethinking the Jominy Test
If quenching technology has changed, should the hardenability test evolve too?
Research at the University of Akron has shown that the standard Jominy setup itself forms a vapor layer. Raising the jet height does not eliminate it. That means the test measures hardenability under a boiling-limited condition, not under maximum achievable heat transfer.
Working with industry partners, the university researchers developed a modified end-quench configuration that uses high-convective water impingement to strip the vapor barrier. The measurement philosophy remains Jominy-based i.e. measure hardness along the length of the bar. What changes is that the end of the flat bar is given a slight taper to allow it tightly seal into a chamber where a water jet is sprayed on the surface, much like a jet pressure washer. Modeling this scenario allows us to predict that the new pressure and flow conditions are sufficient to strip the vapor and keep it from reforming, thus creating conditions of maximum heat transfer without the continuous formation of the film. The old “umbrella” method of cooling does not ensure the removal of the vapor or film on surface. The result is a new method that reveals how steels behave under rapid quench — conditions increasingly used in advanced heat treat operations (Figure 3).
Why This Matters to Industry Now
For 75 years, engineers have relied on handbooks filled with Jominy curve diagrams. Those curves remain valuable, but they reflect a quenching severity rooted in mid-20th-century practice.
Today, heat treaters, steelmakers, and designers have a chance to expand that framework. A rapid-quench Jominy approach could help:
- Optimize alloy design for modern quench systems
- Improve simulation accuracy in digital twins
- Reduce over-alloying and cost
- Increase part performance and consistency
This is not about redefining hardenability. It is about recognizing that hardenability is expressed under a defined cooling boundary. As quenching technology advances, our standardized ways of describing steel response should advance with it.
In Part 2, we’ll look at how this modified Jominy approach aligns with ASTM philosophy, what simulation reveals, and how rapid quenching translates into real improvements for gears, heavy components, and other critical parts.
About The Author:

Associate Professor of Mechanical Engineering
University of Akron
Dr. Gopal Nadkarni is an Associate Professor of Mechanical Engineering at the University of Akron and manages its Manufacturing Graduate Certificate Program. He brings extensive industry and innovation experience, having held previous leadership roles at industry and in technology ventures, with research and teaching focused on manufacturing, materials, and product design.
To contribute to ongoing industry-academia research regarding this topic, please contact Professor Gopal Nadkarni.
For more information: Contact Gopal Nadkarni at gnadkarni1@uakron.edu.