Optimized heat treat performance starts long before parts reach the furnace. In this Technical Tuesday installment, Chris Tivnan of SAFECHEM North America Inc. highlights how SEW-EURODRIVE‘s switch to solvent-based cleaning enabled faster cycles, reliable residue removal, and consistent results.
This informative piece was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
In the world of industrial motion systems, precision, durability, and efficiency are non-negotiable. SEW-EURODRIVE, a manufacturer of advanced drive solutions, focuses on delivering performance-driven gearboxes and industrial drives that power everything from airport walkways and roller coasters to heavy-duty conveyors in manufacturing plants. At the heart of this capability lies the careful heat treatment of steel components, specifically gears and pinions, processed to exacting standards for strength and longevity.
From Atmospheric Carburizing to New Demands
Since 2002, SEW-EURODRIVE had relied on a well-established process: aqueous cleaning, followed by atmospheric carburizing, oil quenching, and a second aqueous cleaning process. The approach was reliable but not without limitations.
Their gas-fired furnaces demanded costly maintenance, such as re-bricking the hot zone, replacing furnace rails, and frequently tuning the burners to ensure safety. Oil quenching created a messy environment and required an additional post-quench wash. For smaller parts, the process was also highly labor-intensive. Operators had to manually build furnace loads, then shot blast parts after heat treatment. Processing several hundred thousand gears and pinions per year in this way translated into significant time and manpower.
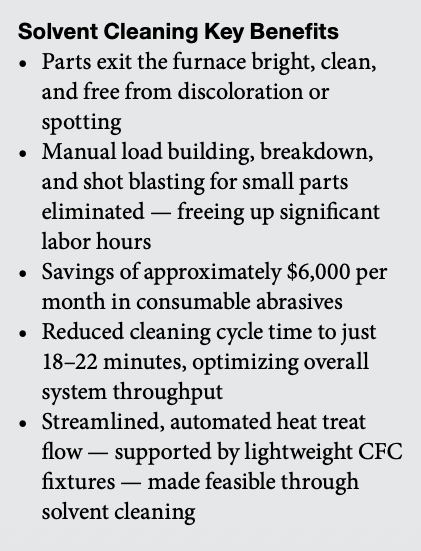
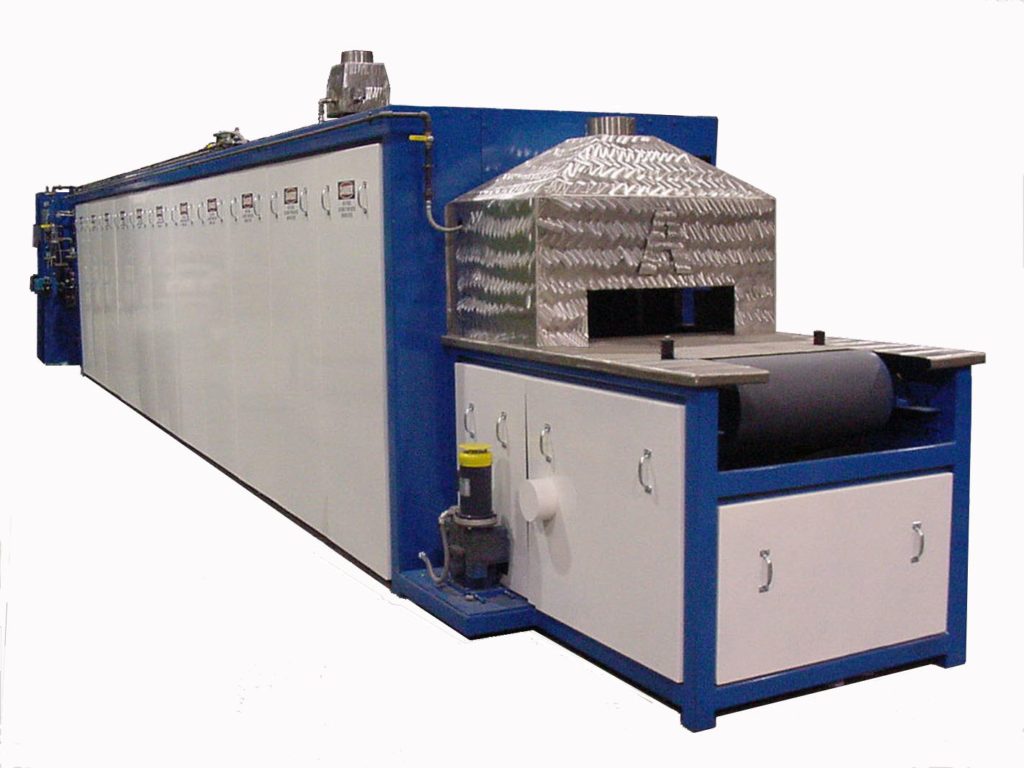
Figure 1. Advanced robotics drive SEW-EURODRIVE’s fully automated cleaning and vacuum carburizing line — delivering higher throughput, consistency, and precision. Image Credit: ECM & SEW-EURODRIVE
SEW-EURODRIVE maintained five atmospheric furnaces on site, but to improve efficiency they envisioned a new setup: continuing to run large parts in the existing furnaces while shifting smaller, higher-volume gears and pinions to a vacuum carburizing line with robotic automation.
Why Vacuum Carburizing and Why Cleaning Matters
The ECM NANO vacuum carburizing system, designed for small batch sizes, allowed SEW-EURODRIVE to integrate robotic loading and unloading, a crucial step toward automation. Vacuum carburizing also offered tighter process control, reduced distortion, and more consistent results than atmospheric methods.
However, vacuum carburizing is unforgiving when it comes to cleanliness. Unlike atmospheric furnaces, which can tolerate some surface contamination, vacuum furnaces demand perfectly clean parts. Any residue from machining oils, coolants, or metal shavings risks compromising part quality and furnace integrity.
This is where cleaning — often treated as a secondary or preparatory step — became the cornerstone of SEW-EURODRIVE’s process reengineering. The HEMO hybrid cleaning machine, capable of running both aqueous and solvent programs, was selected to provide maximum flexibility. The system runs on the modified alcohol solvent DOWCLENE™ 1601.
Overcoming Initial Concerns
For a company committed to environmental responsibility, introducing a solvent-based process was not taken lightly. Concerns about waste disposal, flammability, and worker exposure were thoroughly evaluated. However, the hermetically sealed HEMO cleaning system, designed for safe solvent handling and minimal emissions, provided the reassurance the Environmental Health and Safety (EHS) team required.
Beyond the demands of vacuum carburizing itself, another decisive factor for solvent cleaning is the use of carbon fiber composite (CFC) fixtures in the cleaning and heat treat line. Lightweight yet highly durable, these fixtures make automated handling of smaller batch sizes possible. However, their porous structure tends to absorb liquids during cleaning. Any residual moisture or oils can later release in the furnace, risking damage to the hot zone and compromising part quality.
Compared with aqueous cleaning, solvent cleaning evaporates completely and removes absorbed residues far more effectively, leaving both parts and fixtures perfectly dry. In this way, solvent cleaning makes automation with CFC not only feasible but reliable. Multiple test cycles, conducted both at HEMO’s and ECM’s facilities, confirmed the performance: only solvent cleaning reliably removed the oils and coolants that could otherwise lead to furnace fouling or part discoloration.
A Technical and Operational Leap Forward
By March 2025, the fully integrated cleaning and vacuum carburizing line was in full production. The new process — solvent cleaning, vacuum carburizing, gas quenching, and tempering — represented a dramatic leap forward, both technically and operationally.
Figure 2. Full integration of HEMO cleaning and ECM vacuum technology enables a streamlined, automated workflow. | Image Credit: ECM & SEW-EURODRIVE
Parts now exit the furnace bright and clean, with no spotting or discoloration. The smaller batch sizes of the vacuum furnace system enable robotic loading, helping to achieve a streamlined, automated heat treat flow, especially critical for high-volume parts.
Manual processes once needed to build and break down furnace loads, as well as to shot blast parts post-treatment, have been fully eliminated for small components. This shift has not only freed up significant labor hours for larger parts that still require traditional handling but has also eliminated roughly $6,000 per month in consumable abrasive costs.
“In the past, it would take us two weeks to process an order of 25,000 gears and 25,000 pinions through the manual steps. That manpower is no longer needed on a very large section of our product family,” explained Chris Rollins, SEW-EURODRIVE’s Heat Treat Supervisor.
The hybrid cleaning system, equipped with aqueous and solvent cleaning technologies, was selected to provide maximum flexibility in removing different types of machining soils. This versatility ensured that the system could adapt to any future cleaning requirements. In practice, after extensive testing, SEW-EURODRIVE determined that solvent-only cycles best matched the needs of their vacuum carburizing line, offering the shortest cycle times and most consistent cleaning results.
While hybrid programs run in about 30 minutes and aqueous cycles in around 50 minutes, solvent-only cycles achieve the same high cleanliness in just 18 to 22 minutes — fast enough to keep pace with furnace loading and optimize overall throughput.
Gas quenching has also replaced oil quenching, eliminating the need for a second aqueous wash and the associated challenges of soap concentrations, rinses, and tank maintenance. Beyond weekly solvent checks and routine discharges, maintenance requirements for the cleaning machine remain low.
“With aqueous cleaning, it’s always a delicate balance to get the right amount of soap for cleaning without leaving spots,” explained Rollins. “With solvent cleaning, we don’t see spotting, rust, or any contaminants. The vacuum process also helps reduce distortion, so we have more consistent parts.”
Cleaner Start, Cleaner Finish
Optimizing heat treat results meant looking beyond the furnace for SEW-EURODRIVE. With vacuum carburizing, cleanliness is no longer optional — it’s critical. The integration of the hybrid cleaning technology unlocked the full advantages of the vacuum carburizing furnace system: automation, speed, quality, and consistency.
This process reengineering experience demonstrated that heat treat success starts far earlier, in the cleaning phase, and that true optimization comes from understanding how each part of the system supports the others. In this case, the cleaner the start, the cleaner the finish. “The new system has made us faster, leaner, and more confident in every part that leaves the line. Solvent cleaning wasn’t just a switch — it was the key to making vacuum carburizing work,” concluded Rollins.
About The Author:
Chris Tivnan Sales Manager SAFECHEM North America Inc.
With two decades of experience in the chemical industry, Chris Tivnan of SAFECHEM North America Inc. counsels manufacturers on the right choice of cleaning agent and their parts cleaning operation. He also manages relationships with regional distributors as well as local OEMs/OEAs.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 20 news items, including Advanced Heat Treat Corp.’s Iowa expansion to grow carburizing and hardening capacity, Allied Graphite’s collaboration with Harper International and ONEJOON Gmbh to scale vertical furnace technology for battery-grade graphite production, Vac Aero International’s AS9100 certification achievement at its Greenville facility, and more!
Equipment
1. Advanced Heat Treat Corp. (AHT), a global provider of commercial heat treat services and metallurgical solutions, is expanding its Waterloo, Iowa, facility to increase capacity for carburizing, through hardening, normalizing, and other heat treatment processes. The 18,000 sq. ft. project broke ground on April 6 and is expected to be completed by fall 2026.
2. Treatnorte, a commercial heat treat company, will add a new vacuum furnace supplied by SECO/WARWICK to support vacuum heat treatment of tool steel, improving process control and consistency for components used in manufacturing applications.
3. RTX’sPratt & Whitney, a North American aerospace manufacturer headquartered in East Hartford, Connecticut, is investing $100 million to expand production capacity through advanced manufacturing processes, including heat treatment of forged engine components, to support increased output of commercial and military aircraft engines. The expansion is expected to strengthen supply for aerospace programs and improve throughput of critical engine parts used across global aviation fleets.
4. A U.S. national laboratory has selected a plasma gas atomization (PGA) system supplied by Retech, a division of SECO/WARWICK Group in support of a critical materials initiative. The pilot-scale program will enable advanced powder development for next-generation materials used in high-performance manufacturing and emerging technologies.
5. Wallwork Group is doubling its hot isostatic pressing (HIP) capacity with the installation of a second HIP system supplied by Quintus Technologies to support improved component integrity and performance for aerospace applications.
6. Andis Company, a U.S.-based manufacturer of grooming tools, has completed a controls upgrade on a vacuum heat treat furnace used for hardening components. With support from ECM USA, the upgrade supports continued operation of a system critical to its production.
7. A U.S.-based aerospace manufacturer is expanding its heat treat capabilities for bearing components with the addition of vacuum heat treatment furnace supplied by SECO/WARWICK. The Vector vacuum furnace is equipped with a 15-bar absolute high-pressure gas quenching system that has been customized to meet the client’s requirements by integrating the low-pressure carburizing (LPC) option. The move supports increasing production capacity, process quality, and operational flexibility.
8. HYUNDAI-POSCO Louisiana Steel has selected SMS group to supply rolling mill technology for a new steel plant in Louisiana set to begin operations in 2029. The multi-billion-dollar project will produce high-quality automotive steel using advanced hot and cold rolling processes, supporting domestic supply for U.S. automakers and strengthening North American steel manufacturing capacity.
9. Gazi Metal has awarded Pomini Tenova a contract to supply a foundation-free roll grinding machine to expand roll shop capacity at its Karasu facility in Türkiye. The equipment is designed to improve precision, increase throughput, and streamline installation, supporting higher production efficiency for cold-rolled steel operations.
Groundbreaking at AHT’s Iowa facilityVacuum furnace for tool steel heat treatmentPratt & Whitney’s $100 million expansion in Poland
Advanced powder development for next-generation materialsHot isostatic pressing (HIP) capacity expansion at WallworkControls upgrade at Andis CompanyVacuum heat treatment furnace supplied by SECO/WARWICK for U.S. aerospace manufacturerSMS Group and Hyundai Steel delegation at the SMS Campus in GermanyRoll shop capacity expansion at Gazi Metal’s Karasu facility
Company & Personnel
10. Allied Graphite is working with Harper International and ONEJOON GmbH to scale vertical furnace technology for battery-grade graphite production. Led by CEO Andy Goshe, this partnership to develop, validate, and provide engineering data for vertical furnace solutions will support the company’s progress toward commercial-scale production.
11. Velontra, a Cincinnati, Ohio-based startup, partnered with Innovative 3D Manufacturing, a rapid prototyping company in Franklin, Indiana, to produce propulsion system components using laser power bed fusion (L-PBF) technology from Renishaw. The approach enables rapid prototyping while addressing material use, dimensional tolerances, and cost constraints.
12. Signature Vacuum Systems, a small manufacturer of vacuum furnace equipment, recently implemented an Employee Ownership Trust (EOT), placing partial ownership of the company into a trust that benefits its employees. The transition reflects a growing interest among small- to mid-sized manufacturing companies in alternatives to traditional ownership succession — particularly as many in the industry face workforce turnover and the challenge of preserving decades of accumulated knowledge.
13. Bluewater Thermal Solutions promotes David Farnham to CFO, effective April 27, 2026. In this role, David will oversee all aspects of finance, accounting, planning and analysis, and financial strategy, partnering closely with operations and executive leadership to drive long-term, sustainable growth.
14. Phoenix Heat Treating has added a third Pratt & Whitney-certified LCS representative to expand its ability to certify aerospace hardware in-house and support aluminum solution heat treating work. The move is expected to improve lead times and strengthen process control for aerospace manufacturers and machine shops supplying Pratt & Whitney programs.
15. The Precision Metalforming Association has appointed Mark Getsay as managing director as part of a broader leadership restructuring aimed at strengthening member engagement and supporting growth across the North American metalforming industry. The transition also includes the promotion of Katlyn Stratis to executive director of member services and the creation of a new membership leadership role, reinforcing support for manufacturers and suppliers serving precision metalforming and related manufacturing sectors.
16. AICHELIN Americas has appointed Wm. Wright & Associates as a regional representative to support its portfolio of thermal processing equipment, technologies, and services across North America. The partnership expands access to brands like AFC-Holcroft, Nitrex, and UPC-Marathon, aiming to improve local support, streamline service, and strengthen lifecycle solutions for manufacturers.
17. ABB AB Sweden and SMS group GmbH have agreed to work in partnership to jointly market and further develop FC Mold X (Flow Control Mold X), and electromagnetic flow-control system for thin and medium slab continuous casting.
18. Skuld LLC is leading a project in the Defense Advanced Research Projects Agency (DARPA) Rubble to Rockets (R2R) program to develop methods for converting scrap metal into usable components through advanced manufacturing approaches. Skuld contributes research in alloy characterization, casting evaluations, and AI-supported design methodologies. It is collaborating with partners including Worcester Polytechnic Institute, Foundry Casting Systems, MatMicronia LLC, and other research partners working across materials science, AI/machine learning, and advanced manufacturing.
Vertical furnace technology for battery-grade graphite productionAdditively manufactured afterburner casing for the hypersonic propulsion systemSignature Vacuum System co-founders Tim Horning (left) and Greg Kimble (right)
David Farnham, newly promoted CFO of Bluewater Thermal SolutionsMark Getsay, newly appointed managing director at Precision Metalforming AssociationAAB AB Sweden and SMS group leadership working together
Kudos
19. Vac Aero International‘s Greenville, South Carolina facility has achieved AS9100 certification.
20. Hindalco-Almex Aerospace Limited has secured the NADCAP certification for the Non-Destructive Testing (UT) process which is a hallmark of aerospace quality.
The Greenville Vac Aero team posing with its AS9100 certificationHindalco-Almex Aerospace Limited’s NADCAP certification
Signature Vacuum Systems, a small manufacturer of vacuum furnace equipment, recently implemented an Employee Ownership Trust (EOT), placing partial ownership of the company into a trust that benefits its employees. The transition reflects a growing interest among small- to mid-sized manufacturing companies in alternatives to traditional ownership succession — particularly as many in the industry face workforce turnover and the challenge of preserving decades of accumulated knowledge.
While EOTs are still relatively new in the United States, the structure has gained traction as a way to align long-term business stability with employee engagement. For Signature, the decision was rooted in both legacy and practicality, maintaining a close-knit culture while positioning the company for future growth.
To better understand the decision and what it means moving forward, Heat TreatToday compiled key insights from the company’s announcement.
How did Signature Vacuum Systems get its start?
Co-founders Tim Horning (left) and Greg Kimble (right) | Image Credit: Signature Vacuum Systems
Signature Vacuum Systems traces its origins to a long-standing partnership between co-founders Greg Kimble and Tim Horning, who first met in 1978. The company was incorporated in 2002, with its earliest orders fulfilled out of a kitchen and a basement. Today, the company employs 15 people, and has furnaces installed as far away as Japan.
What type of vacuum furnace systems and thermal processing applications does Signature support?
Signature manufactures industrial furnaces for thermal processing applications in the metals and ceramics industries. Standard products include furnaces for processes such as brazing, sintering, and heat treating, and custom-engineered products ranging from steam-heated ovens to high-temperature ceramic sintering furnaces.
Vacuum brazing furnace | Image Credit: Signature Vacuum Systems
What factors influenced the decision to pursue employee ownership?
“We explored a couple of avenues with some folks that were interested in buying the company. But ultimately, we wanted to continue our legacy and keep our team employed here. We’ve developed a real family-like environment over the years, and we care about our people and their wellbeing,” says Greg Kimble.
Why is maintaining company culture an important consideration in this transition?
For smaller, specialized manufacturers, particularly in the heat treat and thermal processing space, culture and technical knowledge are closely intertwined. Maintaining that continuity can be just as important as financial outcomes, especially as experienced workers retire and industry knowledge becomes harder to replace.
What made an Employee Ownership Trust (EOT) the right fit?
“We chose the EOT structure for a couple different reasons. We liked the ease of structure of an EOT, as well as being able to modify aspects as necessary down the road. We’re also a smaller company, and the cost of an EOT was much more feasible for our size and revenue,” said Heather Bell, operations manager at Signature Vacuum Systems.
What is an EOT, and how does it function?
An Employee Ownership Trust is a structure in which a trust holds shares of a company on behalf of employees. Owners can sell stock shares to the trust and typically be paid over time. These shares then give employees some governance of the company. Eligible employees in the trust will participate in profit sharing, which enables employees to share in the company’s success. While widely used in the United Kingdom, the model is still emerging in the United States.
How might this transition affect employee engagement?
“I’m greatly looking forward to higher engagement from all our employees. They have so much to offer and valuable suggestions to give, but they didn’t always have an avenue in the past to make them heard as easily,” said Heather Bell.
How does this approach relate to broader workforce trends in manufacturing?
Ownership transitions like this are increasingly tied to industry-wide concerns about workforce retention and knowledge transfer. In technical fields like heat treating and furnace manufacturing where expertise is built over decades, models that encourage long-term employee investment can help maintain both capability and continuity.
What support was involved in executing the transition?
The company worked with Common Trust, along with advisors including JHP Advisors and the Strategic Early Warning Network (SEWN), to structure and implement the Employee Ownership Trust.
What does this transition signal for the company’s future?
The move positions Signature to grow from a place of stability, maintaining leadership continuity while creating opportunities for increased employee participation and long-term alignment.
What perspective do company leaders offer to others considering this model?
“I would suggest it to other business owners. I think it’s a great option to have,” said Greg Kimble. Heather Bell adds, “it’s well worth it. We feel that we’ve paved the way for the future of both the company and our employees.”
Press release is available in its original form here.
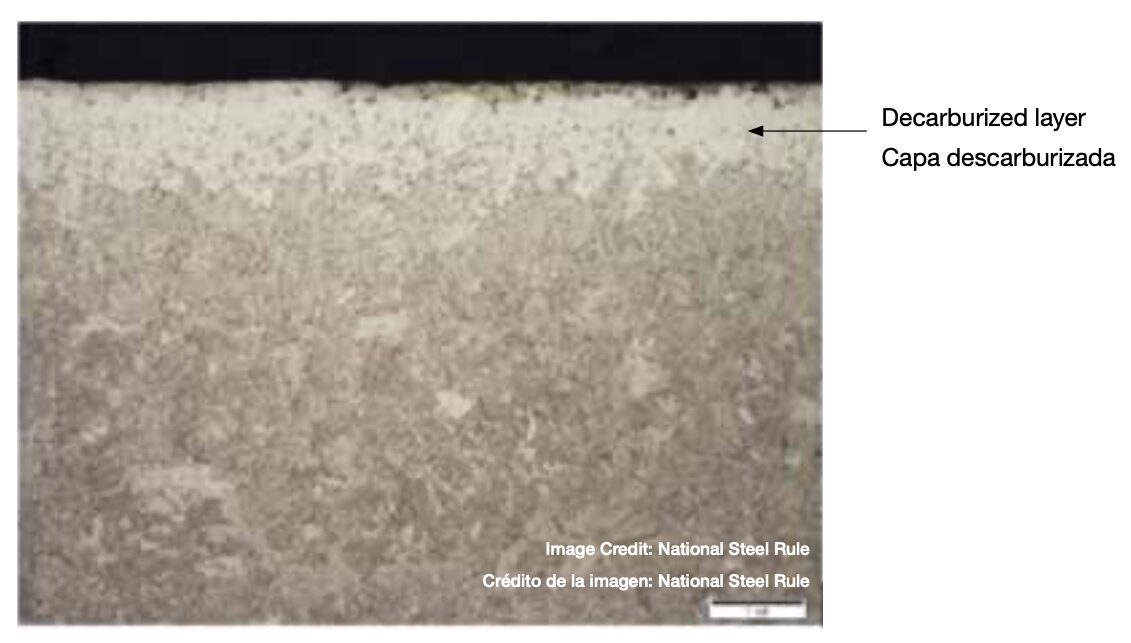
For in-house heat treat operations, the number one goal is to produce a reliable product with consistent in-service performance. Yet supply chain and specialized processes can cause consistency stressors. In this article, Heat TreatToday underlines the importance of consistent feedstock for in-house induction heat treater, National Steel Rule, and how the essential mill process of controlled decarburization can be actualized.
This informative piece was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
National Steel Rule manufactures rotary cutting rule for the corrugated box industry. Located in Linden, New Jersey, the company supplies products to the die making and die cutting industries globally. They have established a high standard of sourcing, researching, and testing material for their rule, in addition to a complete testing laboratory with both rotary and flat die cutting equipment.
Their steel rule is purchased from a mill that performs a controlled decarburization on the entire feedstock. When National receives the steel feedstock, they work the steel to create teeth, employing induction hardening as part of the process. The finished cutting rule is then sold to steel rule die makers who mount these blades and an ejection rubber on laser cut wooden boards. The manufacturer must ensure their rule blades are sound, as even microscopic cracks will open during the die cutting process.
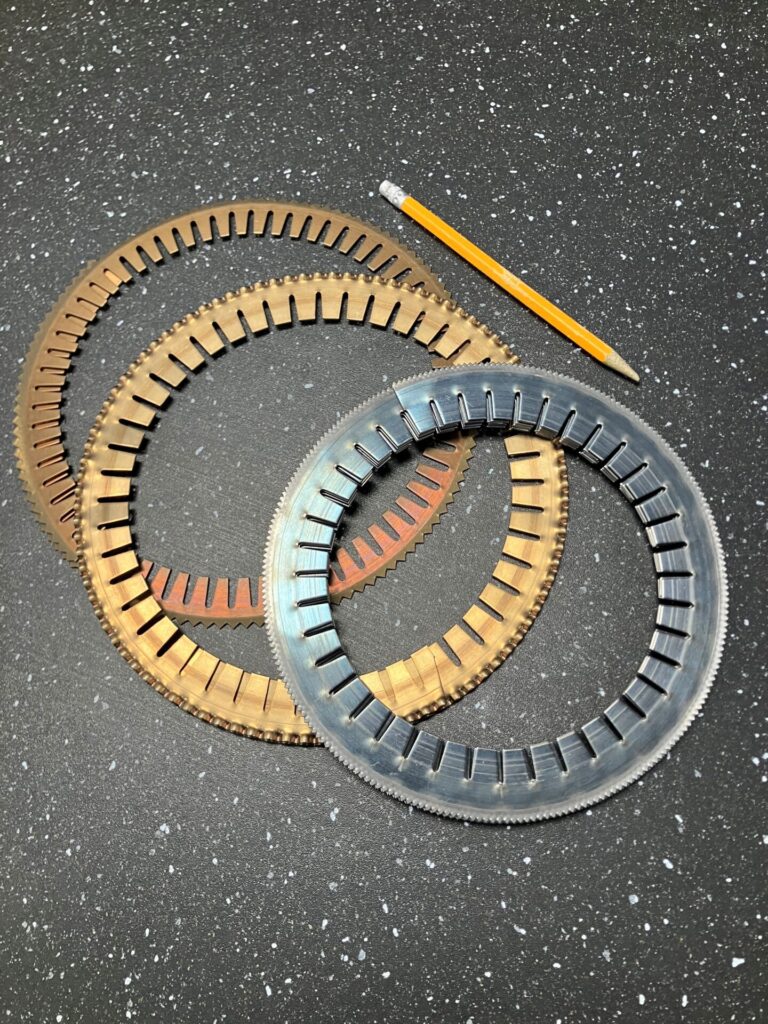
Figure 1. Small diameter bent rule | Image Credit: National Steel Rule
National’s rotary blades and other products rely on purchasing decarburized steel. “Flexibility and formability are paramount,” states Ed Mucci, president of the company, and Alexander Heucke, chief engineer. Cutting rule must be bent to form a circular blade; in service, that blade rotates to cut into the corrugated material. The curve geometry can be extreme, often bending up to a 7-inch interior diameter. As such, the purchase of decarburized steel is critical for the manufacturer’s business. At present, National sources the material internationally. Mucci explains, “Manufacturers aren’t using large quantities of decarburized steel, making it challenging to source, at least domestically.”
Rotary rule feedstock typically involves C36 (SAE 1036) to C50 (SAE 1050) carbon steel with a hardness range of 32–34 HRC. Mucci and Heucke note that their steel of choice has a total decarburization layer to a depth of 0.0005” depth, with partial decarburization of at least another 0.0005–0.00075”. This ensures that when the rule is bent, the surface stretches versus cracks. Bending the rule is itself a test of whether it has been properly decarburized, with metallurgical testing serving as a quality control verification that suppliers are producing the appropriate decarburization levels.
Precise Induction Hardening Teeth
While bending is essential to forming the appropriate curve, the teeth must be resistant to wear and breakage. National’s rotary cutting rule has performance expectations of at least 750,000 impressions on paper, itself a highly abrasive material. To do this, their in-house heat treat operations induction harden the edge of the rule to ensure a long die life.
There are two methods used to harden the teeth. The primary method is to shave a profile into the strip steel and then induction harden this edge. Serrated teeth are then ground in. “This gives us better control of hardening depth,” according to Mucci and Heuke. The second method is to induction harden after the serrated teeth are ground in. “We have to make sure we don’t harden the teeth too deeply, or we can affect the bendability.”
Induction hardening involves short cycles, and as such requires careful process control to guarantee consistent results; temperature-indicating crayons that melt at a specific temperature are used as one of the process control methods. Hardness testing is performed as well.
Screenshot
Decarburization Revisited
“Usually, one tries to prevent decarburization or even add carbon,” states Mark Hemsath, executive consultant at WINGENS CONSULTANTS and longtime expert and innovator in the thermal processing industry. “Decarb often occurs by accident in poorly designed annealing systems, especially in continuous-type furnaces.”
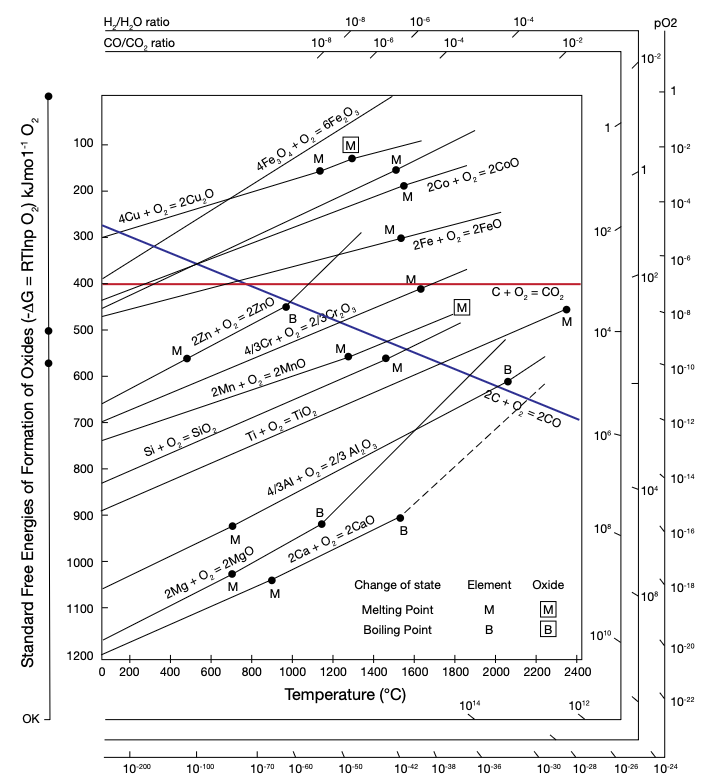
Figure 3. Ellingham Diagram depicting that hydrogen-to-water vapor relationship, the key to a successful, controlled decarburization.Figure 4. Typical bell-annealing furnace | Image Credit: RAD-CON
Oxygen, in the form of air or water vapor, is key to the decarburizing process. Less carbon on the surface means a softer, more malleable steel, and while the art of a controlled decarburization process is well known, it can be challenging. Decarburization is a process usually performed below 1500°F. “The preferred method is to use water vapor or steam as a source of the oxygen,” notes Hemsath, pointing to the stability of hydrogen-to-water vapor (H₂/H₂O ratio) derived from the Ellingham diagram. These H₂/H₂O ratios indicate the non-oxidizing qualities of the gaseous mixture, which will allow it to be the carbon reducing agent in the atmosphere. Most furnace companies can provide the necessary equipment and customize size specifications to make it suitable for this special process, and these furnaces are typically retort-based bell or pit type.
Two Methods to Control the Decarb
There are two ways that a decarburization process can be intentionally completed. The first is decarburizing the entire product. In this method, even decarburization is applied to the entire coil sheet surface. “This cold rolled steel, typically with lower carbon, is used for appliances that need enamel adhesion,” Hemsath explained, noting U.S. Steel and AK Steel, now a part of Cleveland-Cliffs, have used this form of controlled decarburization.
Another form of decarburization is selective surface decarburization. Hemsath shared, “If selective decarburizing is required only on the edges, then you could keep the coils tightly wound and the decarburization would affect mainly the coil edges. There would be ingress of carbon loss, reducing towards the center of the wound coil surfaces.”
Conclusion
“Decarburized steel just isn’t in high demand,” according to Mucci, as “most industries are looking to harden and temper the steels they use.” In fact, preventative steel decarburization is more typical and often emphasized in trade shows, technical presentations, and in thermal processing publications. Yet there are products that rely on intentional decarburization to be successful.
Controlled decarburization at the mill brings challenges, in part because successful, consistent decarburization is not often cost effective for the North American thermal processing market. These challenges encompass regional access issues, niche market access, equipment selection needs, and technical process execution.
National’s experience underlines the challenges North American mills face in providing local, in-house heat treaters with reliably, well-controlled decarburized steel that will maintain service life.
Acknowledgements: Heat TreatTodayextends thanks to Dan Herring, The Heat Treat Doctor® at The HERRING GROUP, Inc., who was instrumental in the development of this article.
A U.S.-based aerospace manufacturer is expanding its heat treat capabilities for bearing components with the addition of vacuum heat treatment processes, including high-pressure gas quenching and low-pressure carburizing. The move supports increasing production capacity, process quality, and operational flexibility.
Image Credit: SECO/WARWICK
SECO/WARWICK has supplied a Vector vacuum furnace equipped with a 15-bar absolute high-pressure gas quenching system that has been customized to meet the client’s requirements by integrating the low-pressure carburizing (LPC) option. With a working zone of 900 mm x 900 mm x 1200 mm (36 in x 36 in x 48 in), the system is designed to process large loads, including parts with critical dimensions, while maintaining cleanliness and parameter repeatability.
The furnace configuration includes a cylindrical heating chamber that ensures temperature uniformity of ±5°C (±10°F). A convection heating system improves heat transfer at lower temperatures, while directional gas quenching enables better process control for components with more complex geometries.
Operating under vacuum conditions, the system helps limit sublimation of alloying elements from the load surface, while the gas quenching system provides a maximum quenching pressure of up to 15 bar abs. It is complemented by the LPC option, enabling precise surface hardening within a single, integrated technological cycle.
Maciej Korecki Vice President of the Vacuum Segment SECO/WARWICK Group
“In this project, the [client] was looking for a solution that would combine a large working area, a short delivery time, and an excellent price-to-performance ratio. Vector meets these expectations, and thanks to the LPC option and advanced quench control, it gives users great flexibility in processing a wide range of components,” emphasizes Maciej Korecki, vice president of the Vacuum Segment at the SECO/WARWICK Group.
The installation enhances the manufacturer’s ability to meet stringent aerospace requirements while increasing throughput for heat treated bearing components used in demanding operating environments.
Press release is available in its original form here.
When carbon-footprint assessment happens during material selection for CAE simulations and product design, the result is more informed and sustainable decisions.In this Technical Tuesday installment, Mariagrazia Vottari, chief technical officer at Total Materia AG, shows how informed material choices can identify lower-impact alternatives without compromising structural, mechanical, or physical requirements.
This informative piece was first released in Heat Treat Today’sMay 2026 Sustainable Heat Treat Technologies print edition.
Introduction
Governments and industries worldwide are setting increasingly ambitious targets to reduce greenhouse gas (GHG) emissions and strengthen environmental responsibility across supply chains. New sustainability frameworks, mandatory reporting requirements, and carbon-pricing mechanisms are accelerating the shift toward low-carbon production, including stricter expectations for transparent environmental data and lifecycle assessments.
Consequently, global supply chains must adapt quickly, integrating sustainability considerations from the earliest stages of product design through manufacturing, distribution, and end-of-life management. Environmental performance, traceability, and responsible material selection are becoming essential elements of modern engineering and product-development strategies.
Materials themselves represent a major share of global GHG emissions, increasing from 5 to 11 global net anthropogenic GHG emissions (GtCO₂-eq) between 1995 and 2015, and rising from 15% to 23% of global totals. For most products, materials dominate the carbon footprint until manufacturing is complete.
Accurate material selection in early product design and CAE (computer aided engineering) simulations is critical. Beyond traditional factors, such as mechanical performance and cost, engineers must now consider carbon footprint, environmental impact, lightweighting, regulatory compliance, and supply chain optimization to reduce overall emissions.
Therefore, sustainable product design will incorporate Life Cycle Assessment (LCA) of materials using selected indicator(s) providing environmental impact to materials selection. For example, in the automotive industry, ranking (c) is often calculated as c = 0.4 × mass + 0.2 × cost + 0.4 × CF.
Other more complex decision-making models for materials selection have been proposed. This exemplifies the need for reliable and simplified calculation of carbon footprint (CF) value for thousands of diversified structural materials, from carbon and stainless steel to special alloys, nonferrous metals, and polymers, considering their manufacturing routes, processing, finish, and transport. A full LCA study is demanding in terms of both data collection efforts and user expertise requirements, while streamlined LCA often uses generic data related to the materials production, energy used for their processing, and transportation. Typically, streamlined LCA uses only a fraction of the inputs to estimate carbon footprint compared to the full LCA inventory. This article presents recent developments designed to help engineers in the CAE simulation field to cope with these challenges.
Streamlined LCA Methodology
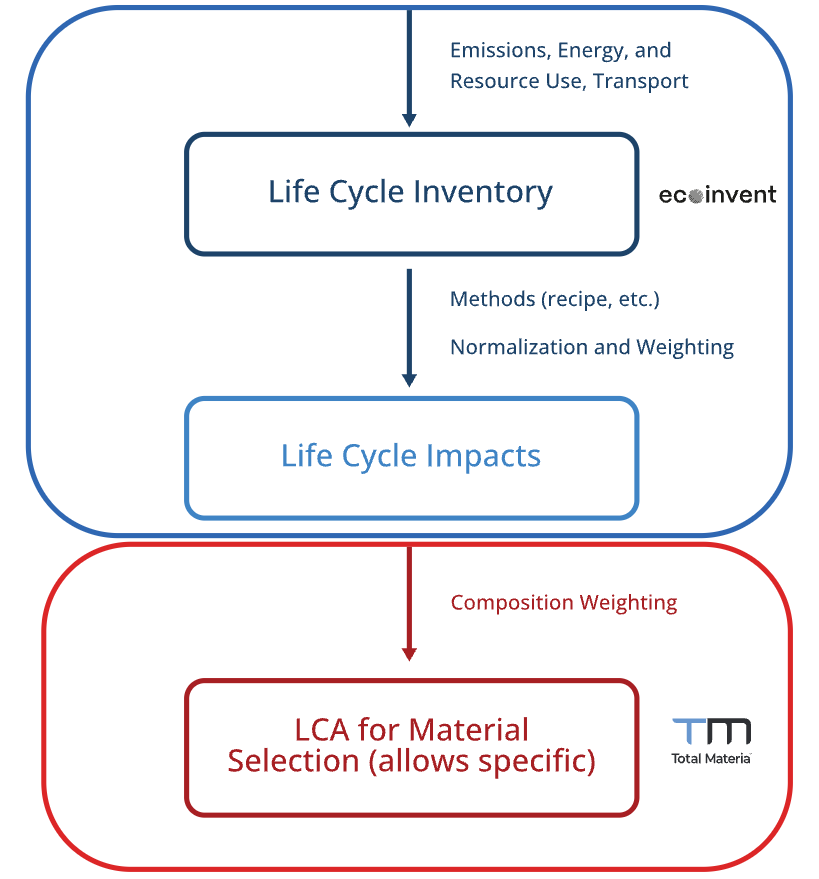
Figure 1. LCIA assessment approach | Image Credit: Total Materia
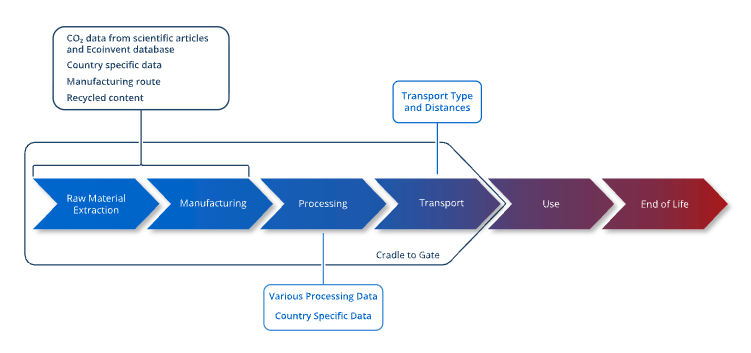
There are numerous simplification approaches in LCA; the following describes the approach that combines the composition of alloys with carbon footprint values of base metal and alloying elements production. The LCA tool described in the current study (Figure 1) can cover a variety of ferrous and non-ferrous alloys due to the use of:
Chemical compositions from a large database containing structural material properties, which comprises more than 500,000 materials; and
Country, manufacturing route, processing, and transport-specific life cycle inventory (LCI) collected from Ecoinvent v3.10, along with relevant data from scientific articles.
Goal, Scope, Functional Unit and System Boundaries
The aim of this LCA is to quantify the impact of steel and various non-ferrous alloys (Al, Cu, Mg, Ni, and Ti based) according to ISO 14040 standards, analyzing the influence of the composition on the carbon footprint.
The functional unit has been defined as 1 kg of produced material, considering the country of manufacturing and processing as well as transport to the buyer’s gate.
The scope of this study is to estimate the environmental impact of the production and the transport of materials (cradle to gate), accounting for raw materials extraction, manufacturing, and processing.
Inventory Data and Impact Category
Ecoinvent’s Life Cycle Inventory Assessment (LCIA) datasets were used where possible, including:
Base metals
Alloying elements, utilized in the manufacturing calculation through chemical composition weighting
Processing, quantified in kg CO₂-eq per kg of material, per kg of removed material, or per m², varying with the type of processing
The energy mix, allowing country-specific calculation
Transport, covering a wide range of routes
Calculations are based on the cut-off system model, the IPCC 2021 no LT LCIA method, and the climate change Global Warming Potential (GWP100) indicator.
Additional sources were used from scientific literature for data not available in Ecoinvent. The calculation scope expanded with:
Scrap content adjustment manufacturing contributions from various countries/regions
Contributions from different manufacturing routes
Various processes in different countries/regions
For intensive electricity-consuming processes, such as hot rolling, cold rolling, and stamping, electricity consumption data (measured in MJ/kg or kWh/kg) has been collected. This data, combined with the energy mix information from Ecoinvent, contributes to the final calculation.
Figure 2. System boundaries | Image Credit: Total Materia
The final CO₂-eq score is the cumulative sum of contributions from material production (manufacturing), processing, and transport as shown in Figure 2, illustrating the system boundaries considered in the study.
Analysis CF Results
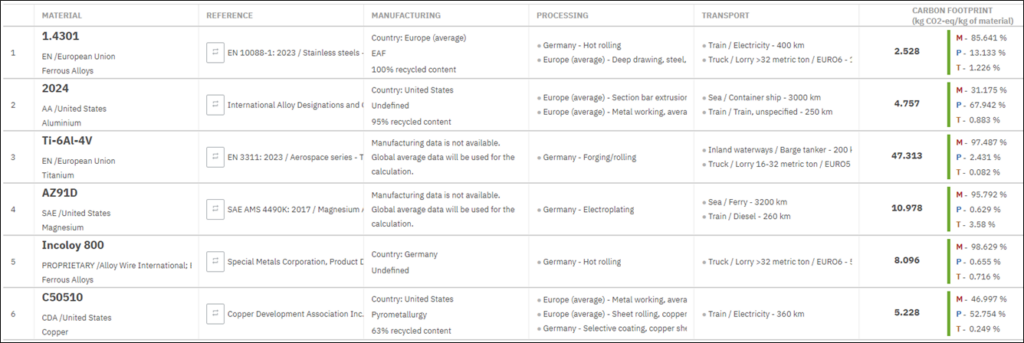
In this work, six different alloys that are commonly used have been selected for the carbon footprint analysis. The chemical composition of alloys is defined by specific standard, while details on studied alloys production are presented in Figure 3.
Figure 3. Result of CF calculation for selected alloys | Image Credit: Total Materia
After specifying details on manufacturing (country, method, and recycled content), processing (country and processing applied), and transport (type and distance), the values of carbon footprint are determined for each alloy (Figure 3), providing the contribution of each stage of analysis.
The lowest environmental impact of all studied alloys was steel 1.4301 with a value of 2.5 kg CO₂-eq/kg. This is because a manufacturing route for the 1.4301 alloy was EAF (electric arc furnace) with 100% recycled content, where electricity is used to melt scrap steel and produce new steel, in contrast to BF-BOF (blast furnace-basic oxygen furnace) where extraction of iron ore is needed and relies heavily on coal or coke as a fuel source for the blast furnace, which emits significant amounts of CO₂ during combustion. Although numerous factors or variables play a role in determining the environmental impacts of metal production, one of the most significant parameters is recycled content.
Titanium alloy has the highest environmental impact of all studied alloys, emitting up to 47.3 kg CO₂-eq/kg of material. Ti-6Al-4V alloy was selected for this study even though it is very expensive and has a high energy consumption of production in the long and demanding Kroll process, because it is one of the most popular joint implant materials due to its biocompatibility, low density, and strength.
Although Al, Cu, and Fe-Ni-based alloys have similar CF values (4.7 to 8 kg CO₂-eq/kg), in the case of aluminum and copper alloys, the most significant contribution comes from the processing of those alloys (52 to 68%), unlike Incoloy in which processing contributes a modest 0.72%. The CF value for Incoloy 800 is three times greater than 1.4301 alloy. The high environmental impact of Incoloy 800 is mainly caused by nickel content (max. 10% in 1.4301 alloy, while max. 35% in Incoloy 800) and very high carbon footprint values for nickel itself. This is proof of why chemical composition cannot be neglected.
The effect of transportation is very small, only contributing up to 3.6% for selected transport parameters. However, it can have much higher relative contribution for low-impact alloys, especially over long distances. In Figure 4, the effect of different transport types shows that the selection of air transport can double the carbon footprint value of the material compared to sea transport (for the same manufacturing and processing parameters).
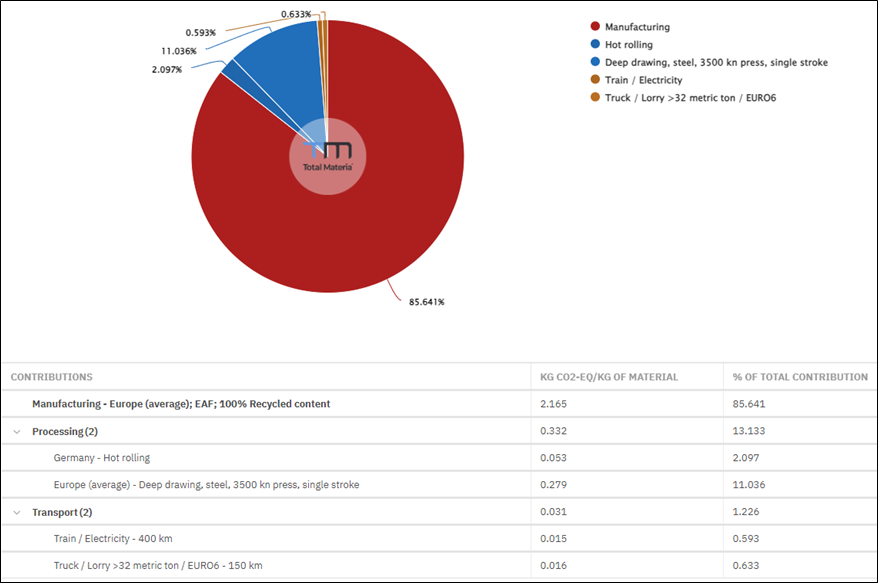
Figure 4. Effect of different transport types | Image Credit: Total MateriaFigure 5. Detailed contribution analysis for 1.4301 steel | Image Credit: Total Materia
Further contribution analysis can be made for each alloy given the detailed contribution for manufacturing and each processing step, as well as transportation type, as shown in Figure 5 for the 1.4301 steel. Results show that deep drawing increases carbon footprint with a factor of 5 in comparison with hot rolling. This suggests that such processes should be performed on locations having energy supplied from renewable sources.
Material Selection, Looking for a Greener Alternative
Besides identifying more environmentally sustainable manufacturing processes such as alternative production routes, higher scrap content, different locations, processing with lower energy demand, and greener transportation options, another approach to reducing the carbon footprint is to identify alternative materials with different chemical compositions but similar mechanical and physical properties.
Although the selection of alternative materials must consider various factors related to the availability, supply chain, etc., from the environmental point of view, the decision can be facilitated by using a proper cross-reference system that simultaneously suggests alternatives based on various criteria. There are two scenarios for material selection:
In the early design phase when the material is still not selected and when certain mechanical, physical, compliance and sustainability requirements should be fulfilled.
When a certain material already in use should be replaced with a greener alternative but maintain the same characteristics.
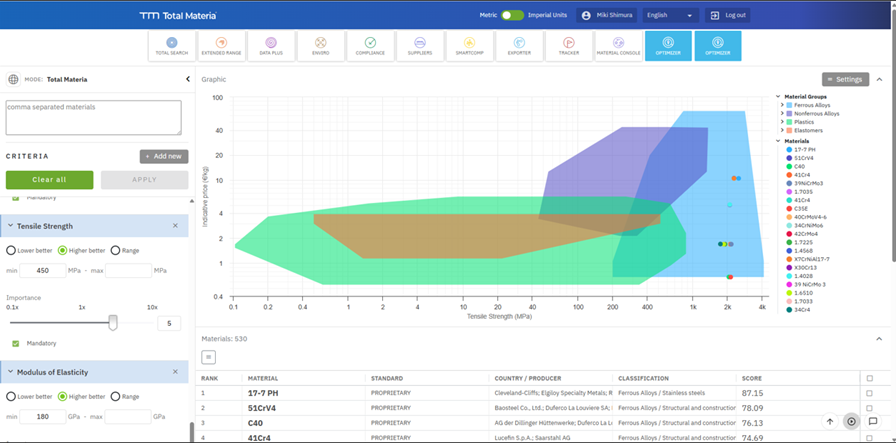
In the first case, material-selection tools like the Total Materia Optimizer can be used to support engineers in comparing and ranking materials based on multiple technical and regulatory criteria. This tool can evaluate thousands of potential candidates simultaneously and filter them according to user-defined parameters, such as mechanical performance, chemical composition, cost, regulatory status, or regional availability as shown in Figure 6.
Figure 6. Results of multicriteria search | Image Credit: Total MateriaFigure 7. Alternatives to 1.4301 steel based on cross references | Image Credit: Total Materia
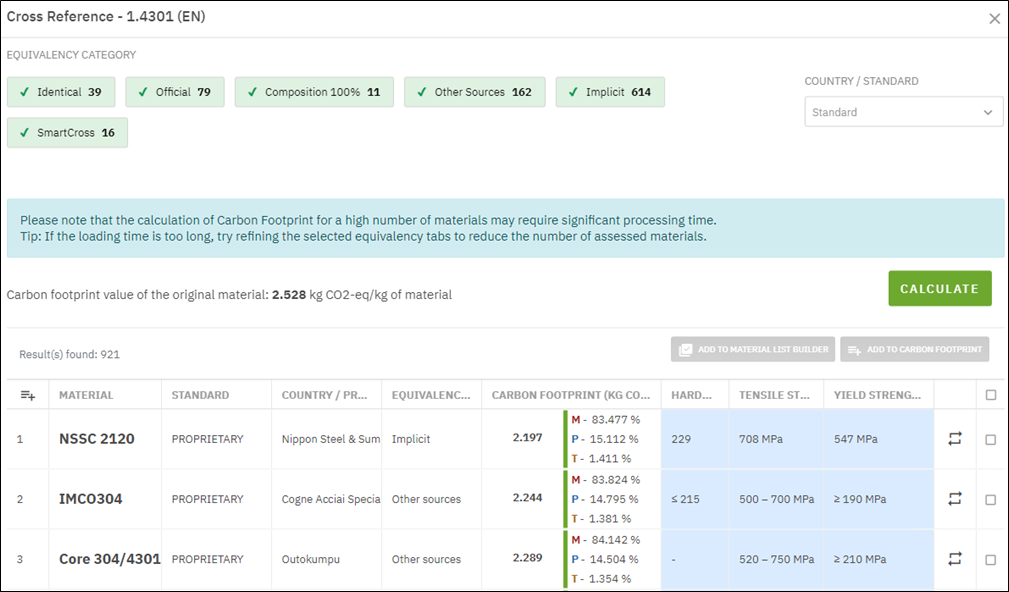
In the second case, when the material is already in use, finding an alternative material with a lower CF value is possible in a material-selection tool’s carbon footprint module through the cross-reference option. The system offers alternatives based on various criteria. As an example for this case, 1.4301 alloy is used with all set-up parameters from Figures 4 and 6 (with CF value of 2.528 kg CO₂-eq/kg). The analysis shown in Figure 7 suggests 921 alternative materials ordered by CF value in ascending order. In this view, a user can add additional columns with mechanical and physical properties to ensure that the material also fulfills the required characteristics. In this example, material NSSC 2120 meets the required mechanical and physical criteria, and the CF value is reduced from 2.5 to 2.2 kg CO₂-eq/kg (which is a reduction of 12%) compared to the initially selected material 1.4301.
Conclusions
This approach for assessing the environmental impact of ferrous and non-ferrous alloys based on material composition and processing routes has been illustrated through a carbon footprint evaluation. It enables engineers to compare materials not only by cost and performance but also by their carbon intensity, supporting more informed and sustainable selection decisions. The method also helps identify greener manufacturing options, such as alternative routes, higher recycled content, lower-energy processing, or reduced-impact transport, early in product design while maintaining quality and performance.
Future improvements include expanding datasets to cover additional processing steps, incorporating more specific manufacturing routes — especially for non-ferrous alloys — and increasing regional coverage to reflect local energy mixes. These enhancements will further refine emission factors and improve the accuracy of carbon-footprint assessments.
Hertwich, E. G. 2021. “Increased Carbon Footprint of Materials Production Driven by Rise in Investments.” Nature Geoscience 14: 151–155.
Ermolaeva, N. S., M. B. G. Castro, and P. V. Kandachar. 2004. “Materials Selection for an Automotive Structure by Integrating Structural Optimization with Environmental Impact Assessment.” Materials and Design 25: 689–698.
Ic, Y. T., B. M. Hamzaoğlu, and M. Yurdakul. 2024. “A Robust Aluminum Material Selection Process in the Aviation Industry: A Linear Discrete System Stability Test Perspective for Fuzzy Multicriteria Decision-Making.” Arabian Journal for Science and Engineering.
Tasala Gradin, K. 2020. Simplified Life Cycle Assessment Approaches and Potential Impact Shifts. Doctoral thesis, KTH Royal Institute of Technology.
Treloar, G., P. Love, and J. Smith. 1999. “Streamlined Life Cycle Assessment: A Method for Considering Environmental Impact of Road Construction.” In Proceedings of the 15th Annual ARCOM Conference, edited by W. Hughes, 753–762. Liverpool John Moores University. Association of Researchers in Construction Management.
Gómez, P., D. Elduque, J. Sarasa, C. Pina, and C. Javierre. 2016. “Influence of Composition on the Environmental Impact of a Cast Aluminum Alloy.” Materials 9: 412.
Gutiérrez, I. G., D. Elduque, C. Pina, R. Tobajas, and C. Javierre. 2020. “Influence of the Composition on the Environmental Impact of a Casting Magnesium Alloy.” Sustainability 12: 10494.
Gutiérrez, I. G., D. Elduque, C. Pina, R. Tobajas, and C. Javierre. 2021. “Excel Tool to Assess the Environmental Impact of Steels Based on the Composition.” In 9th International Workshop on Simulation for Energy, Sustainable Development & Environment. ISSN 2724-0061.
Wernet, G., C. Bauer, B. Steubing, J. Reinhard, E. Moreno-Ruiz, and B. Weidema. 2016. “The Ecoinvent Database Version 3 (Part I): Overview and Methodology.” The International Journal of Life Cycle Assessment 21 (9): 1218–1230. (Version 3.10, 2023).
International Organization for Standardization (ISO). 2006. Environmental Management—Life Cycle Assessment—Principles and Framework (ISO 14040).
Broadbent, C. 2016. “Steel’s Recyclability: Demonstrating the Benefits of Recycling Steel to Achieve a Circular Economy.” The International Journal of Life Cycle Assessment 21: 1658–1665.
Norgate, T. E., S. Jahanshahi, and W. J. Rankin. 2007. “Assessing the Environmental Impact of Metal Production Processes.” Journal of Cleaner Production 15: 838–848.
Nilsson, A. E., M. M. Aragonés, F. A. Torralvo, V. Dunon, H. Angel, K. Komnitsas, and K. Willquist. 2017. “A Review of the Carbon Footprint of Cu and Zn Production from Primary and Secondary Sources.” Minerals 7: 168.
About The Author:
Mariagrazia Vottari Chief Technical Officer Total Materia AG
Mariagrazia Vottari is the chief technical officer at Total Materia AG, leading the Engineering Department and overseeing data content development and material intelligence initiatives. She has a background in mechanical engineering and nearly 20 years of experience in the industry, with a strong focus on materials engineering, data processing, and digital solutions for the manufacturing industry.
Andis Company, a U.S.-based manufacturer of grooming tools, has completed a controls upgrade on a vacuum heat treat furnace used for hardening components. The upgrade supports continued operation of a system critical to its production.
Andis Company finalized a PLC system overhaul on its ECM FLEX vacuum furnace, transitioning from an aging S7-300 processor and Profibus network to a newer S7-1500 series processor with Profinet communication. The upgrade also included remote input/output integration across the system. ECM USA supported the project planning and on-site execution, with the work completed on schedule and with minimal disruption to production.
The three-cell hardening modular furnace operates at approximately 950°C (1724°F) and includes a 20-bar gas quench, along with loading/unloading automation. Installed roughly 15 years ago to replace molten salt baths, the system supports clean heat treatment to avoid part discoloration and reduce the need for post-heat treat cleaning. The furnace remains central to Andis’s Wisconsin operations.
Tom Hoffelder Director of Manufacturing Support and Innovation Andis Company
The upgrade was initiated in 2025 following end-of-support announcements for legacy controls. “In 2025, we determined that we needed to fully replace the CPUs in our ECM vacuum heat treat system after Siemens announced end-of-support for significant portions of the controls,” said Tom Hoffelder, director of manufacturing support and innovation at Andis Company. “Because reliable day-to-day operation of our heat treat system is critical to our business, we worked closely [with ECM] to define the project scope and map out the execution plan.”
The project focused on modernizing hardware, improving long-term reliability, and maintaining throughput during installation. The updated controls and HMI remained familiar to operators, allowing the system to return to full production without additional training, Hoffelder added.
Press release is available in its original form here.
Welcome toHeat Treat Today’sThis Week in Heat TreatSocial Media. From cutting-edge AM to captivating metal artistry — and even a little big-league baseball energy — heat treat social media had a little bit of everything! We scrolled, watched, learned, and smiled our way through posts that remind us why this industry is equal parts science, craft, and creativity.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Additive Edge, Up Close
Additive manufacturing in action, this post highlights how cutting-edge tech is reshaping how complex metal parts come to life.
2. 15 Bar? No Sweat!
SECO/TALKS takes on the “15 bar sounds terrifying” reaction head-on, showing how modern vacuum furnace engineering keeps extreme pressure firmly under control.
3. Metal Masterpiece
From raw metal to lifelike portraits, layered wire mesh transforms into striking art — proof that even industrial materials have a creative side.
This side-by-side look at amorphous versus crystalline structures plays out like atomic-level order versus chaos — same material, totally different story.
6. May the 4th Be Metallurgical
Bodycote celebrates Star Wars Day with a deep dive into fictional metals like beskar…because apparently, even galaxies far, far away need good materials engineering.
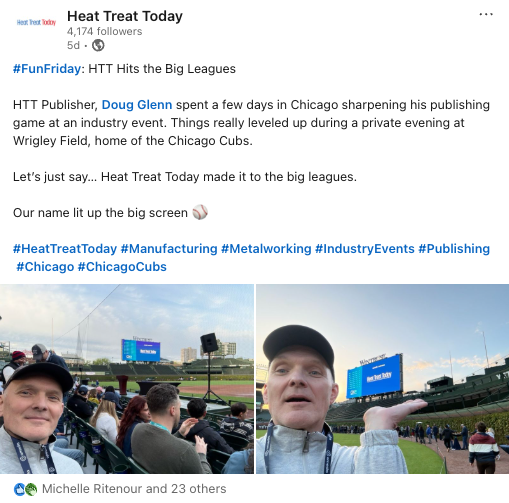
7. HTT Made it to the Big Leagues
Heat TreatToday lights up the big screen in Wrigley Field in true big-league fashion.
8. Bathroom Break, Metallurgy Edition
This reel turns a steel surface phenomenon into something oddly mesmerizing. Who knew that even mill scale can have a little wow factor?
The latest episode of Heat TreatRadio maps out the must-attend events — from THERMPROCESS to FNA — helping heat treaters decide where to learn, connect, and stay competitive.
10. Sleeves Up, Giving Back
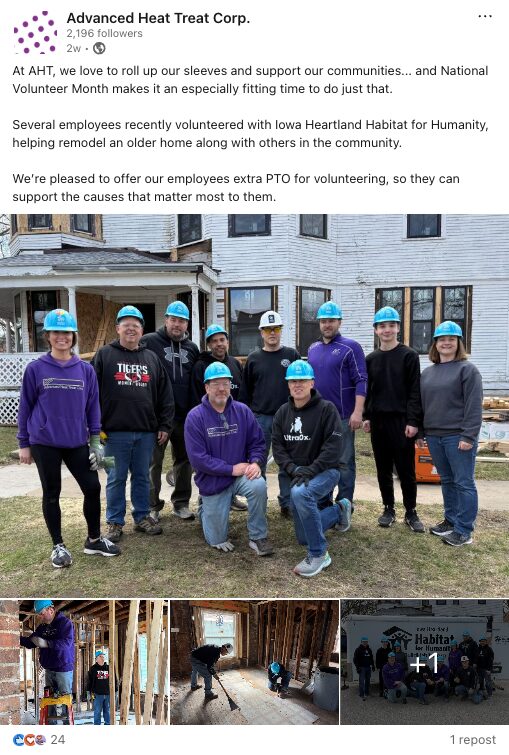
Advanced Heat Treat Corp. steps off the shop floor and into the community, rolling up their sleeves for hands-on volunteer work during National Volunteer Month.
Whether it’s giving back to the community, steel surface phenomenon in unexpected places, or metallurgy-inspired Star Wars debates, there’s always something fascinating heating up on social media. Have a great weekend!
Wallwork Group is doubling its hot isostatic pressing (HIP) capacity with the installation of a second HIP system to support improved component integrity and performance for aerospace applications.
The expansion at its facility in the United Kingdom supports aerospace components requiring the elimination of internal voids and improved mechanical properties, including parts produced by casting and additive manufacturing.
The new system is supplied by Quintus Technologies, a global manufacturer of high-pressure systems with operations in North America. The installation complements Wallwork’s existing thermal processing capabilities, which include vacuum heat treatment, plasma nitriding, and vacuum brazing, enabling a broader range of metallurgical services under one roof.
HIP processing subjects components to elevated temperature and isostatic gas pressure to remove internal porosity and improve structural integrity. The added capacity is expected to support increasing throughput for aerospace clients, where consistency and material performance are tightly controlled.
The expanded operation positions Wallwork to provide integrated thermal processing services to aerospace manufacturers seeking consolidated supply chains. By combining HIP with other heat treatment and surface engineering processes, the company aims to streamline processing routes and reduce handling between suppliers.
Simeon Collins Group Director Wallwork Group
Wallwork will present its expanded HIP capability and single-source aerospace support offering at FIA2026. “Farnborough 2026 is the ideal platform to show how Wallwork is investing in the future of aerospace manufacturing,” said Simeon Collins, group director of Wallwork. “Our second Quintus HIP significantly expands capacity for our [clients], while our full range of accredited thermal processing, surface engineering, and brazing services gives manufacturers a dependable single-source partner.”
Press release is available in its original form here.
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, examines the powerful reducing properties and high thermal conductivity that make hydrogen a critical atmosphere in metal thermal processing.
This informative piece on hydrogen’s role in sintering, annealing, and surface protection — including how it is sourced, how it behaves inside the furnace, and how operations can safely manage this flammable atmosphere under NFPA 86 —was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
Hydrogen is widely used in metal thermal processing for sintering of powdered metal fabrication technologies and for heat treatment (e.g., annealing, brazing) of bulk metal manufactured components. This column draws heavily from an interview the author had with Stephen Feldbauer Ph.D., director of Research & Development at Abbott Furnace. Abbott Furnace is a leading furnace manufacturer for continuous furnaces and furnace controls. As R&D Director, Steve leads Abbott’s work in pioneering furnace advances with a special focus on debinding and sintering.
Why Hydrogen?
Stephen Feldbauer, PhD Director of Research & Development Abbott Furnace
Hydrogen provides two desirable characteristics to heat treaters: very high chemical reducing potential and the highest thermal conductivity of any gas. The high reducing potential enables hydrogen to convert heated metal oxide coatings to pure metals. This is extremely helpful for successful sintering of powder metallurgical parts. Superior thermal conductivity enables rapid part heat up and cool down. Compared with either vacuum or inert gas atmospheres, hydrogen enables much faster throughput and achieves shorter furnace cycles.
Hydrogen-containing atmospheres are required to successfully sinter most iron-based metal parts, whether manufactured by powder metallurgy (PM), metal injection molding (MIM), or binder-jet metal additive manufacturing techniques. As-received, the iron-containing metal powders used for these advanced fabrication techniques are covered with an iron-oxide coating, making it virtually impossible to successfully sinter the particles together under reasonable temperature conditions. Reducing the oxide coating enables successful sintering.
Hydrogen-based atmospheres used with a tube or strand furnace are the primary surface protective technology used for drawn components (e.g., wire, tubing, and profiles). Hydrogen simultaneously protects the part surface from oxidation and allows metal to anneal, which softens it and restores toughness after it has been hardened by the drawing process.
Sourcing Hydrogen
Because of its high reactivity, hydrogen is almost never found in nature as a pure gas (H2). Instead, it is generally found as a component in a compound like water (H2O) or a hydrocarbon gas or liquid, such as methane (CH4), propane (C3H8), or longer hydrocarbon. In order to be used as a thermal processing atmosphere, hydrogen is liberated from these hydrogen-containing compounds to exist as a pure gas while in use in the hot furnace.
The liberation of elemental hydrogen from its compound carrier can happen at a remote plant operated by an industrial gas company provider, in which case the hydrogen would be compressed or liquified for delivery to the thermal treatment client, or may be conducted at the site of the thermal processor themselves through use of on-site generation equipment. User choices of approaches to pure hydrogen supply will be covered in future columns.
Inside the Furnace
Inside the hot furnace, hydrogen changes metal oxide coatings to pure metals by preferentially reacting with the metal oxides to produce pure metal and water vapor. Thus, the furnace atmosphere dewpoint (a measure of gaseous water content) will increase as the hydrogen simultaneously creates pure metal surfaces and produces water vapor as a byproduct. The water vapor is swept out of the furnace and replaced by the clean furnace atmosphere that flows counter current to the heated metal product. Furnace atmosphere controls for hydrogen-based atmospheres use dewpoint as a key operating parameter.
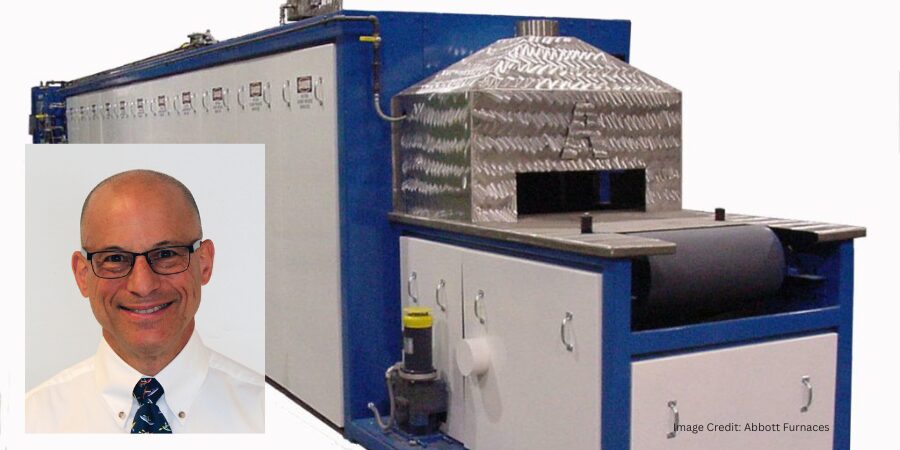
Hydrogen’s ability to protect the part surface from oxidation is critical in the annealing process. | Image Credit: Abbott Furnace
Since furnaces must open to admit parts for thermal processing, the furnace, the atmosphere system, and the procedures must all be designed to prevent unsafe conditions caused by hydrogen leaking out of the furnace, or air leaking in. Furnaces intended for a flammable gas atmosphere use doors, curtains, and pilot lights (i.e., flame curtains) to prevent hydrogen or other flammable gas from leaving the furnace without being combusted. These precautions avoid explosions inside or outside the furnace.
Furnaces for hydrogen-containing atmospheres utilize unique design and construction approaches to safely use this flammable atmosphere. In the U.S., furnace design and operation is guided by NFPA 86, the furnace code. NFPA 86 defines certain furnace design features and also defines standard operating techniques for safe operation with a combustible atmosphere, such as a hydrogen-containing atmosphere. Similar codes and standards are used in other countries.
Next month, this column will pick up the question of cost by looking at options for generation of hydrogen atmosphere blends. Generation of pure hydrogen will be a future topic.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.