A Pennsylvania company recently heat treated and quenched a fabricated 47,000-pound gear. In addition to this gear, about a month ago, its reverse image (with the helix in the opposite direction) was also heat treated. The halves will be matched when grinding is complete to make a complete gear to drive a rolling mill for a steel plant.
Mark Podob President Metlab Source: LinkedIn
The gear, the largest Metlab has ever treated, measured 12' in diameter and has a 30” face width. Material was 18CrNiMo6-7, and case depth required was a nominal 0.275” effective case depth with a surface hardness of HRC 58 – 62. Typical taper on a gear this size is about 0.030”. Carburizing time to achieve the required case depth is about 10 days in the furnace at 17250F. After lowering the temperature of the furnace and gear to 15500F, it is quenched in oil. The transfer time from the pit furnace into the quench tank is less than a minute.
After quench, the gear will be double tempered, sandblasted and prepared for shipment to the Midwest for final grinding. Mark Podob, president at Metlab, commented, "To our knowledge, the furnace used to heat treat this series of four gears is the largest pit carburizing furnace in the United States . . . . [T]he two 47,000 pound gears are the largest that Metlab has carburized and hardened in its 25 year history."
Photographs show the gear at 1550°F being lowered into the oil tank.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Following a formal process, Sheffield Forgemasters have placed an order of over $25 million for seven new furnaces — 3 forging and 4 heat treat — for the company’s proposed 14,000+ ton forging line. The large, open die forge will replace the company’s existing forging press and will complement its smaller press to serve defense and commercial markets.
Andritz, a company with North American locations, will supply the furnaces which will have up to 1,102 tons of capacity and will have rail-mounted car-bottoms which can roll in and out for the loading of ultra-large components.
“The furnaces will be the mainstay of our new heavy forging line, delivering both heat-treatment and main forging heating cycles, using the latest burner technologies for optimum efficiency and heat control," commented Steve Marshall, manufacturing transformation director at Sheffield Forgemasters. “New innovation in furnace technologies includes dual-fuel burners which can switch to hydrogen if the technology to move away from natural gas becomes viable."
Main photo l to r: Roman Mueller-Huenervogt from Andritz Metals and Steve Marshall from Sheffield Forgemasters, sign the furnaces contract.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
On site at heat treat operations, gas-fired furnaces can be a significant source of carbon emissions. But depending on the desired heat treatment, an alternative approach that combines induction through heating and intensive quenching could be the “green ticket.” Learn about the ITH + IQ technique and discover how certain steels may benefit from this approach.
This Technical Tuesday article was composed by Edward Rylicki, Vice President Technology, and Chris Pedder, Technical Manager Heat Treat Products and Services, at Ajax TOCCO Magnethermic Corp., and Michael Aronov, CEO, IQ Technologies, Inc.It appears in Heat Treat Today's May 2023 Sustainable Heat Treat Technologiesprint edition.
Introduction
Chris Pedder, Technical Manager Heat Treat Products and Services, Ajax TOCCO Magnethermic Corp. Source: Ajax TOCCO Magnethermic Corp.
Induction heating is a green, environmentally friendly technology providing energy savings and much greater heating rates compared to other furnace heating methods. Other advantages of induction heating include improved automation and control, reduced floor space, and cleaner working conditions. Induction heating is widely used in the forging industry for heating billets prior to plastic deformation. Induction heating is also used for different heat treatment operations such as surface and through hardening, tempering, stress relieving, normalizing, and annealing. However, the amount of steel products subjected to induction heating in the heat treating industry is much less compared to that processed in gas-fired furnaces.
Contact us with your Reader Feedback!
Gas-fired heat treating equipment is a major source of carbon emissions in the industry. As shown in Reference 1, induction through heating (ITH) followed by intensive quenching (IQ) (an “ITH + IQ” technique) eliminates, in many cases, the need for a gas-fired furnace when conducting through hardening and carburizing processes — the two most widely used heat treating operations for certain steel parts. Eliminating gas-fired furnaces will result in significant reduction of carbon emissions at on-site heat treat operations.
Dr. Michael Aronov, CEO, IQ Technologies, Inc. Source: Ajax TOCCO Magnethermic Corp.
The goal of this article is twofold: 1) to evaluate carbon emissions generated during through hardening of steel parts and carburizing processes when conducted in gas-fired furnaces, and 2) to discuss how these emissions can be reduced to zero using the ITH + IQ process.
Evaluation of Carbon Emissions for Through Hardening and Carburizing Processes
Ed Rylicki, Vice President Technology, Ajax TOCCO Detroit Development & Support Center Source: Ajax TOCCO Magnethermic Corp.
Most through hardening and carburizing operations for steel parts are conducted in batch and continuous integral quench gas-fired furnaces. Assumptions made for evaluating CO2 emissions produced by a typical integral quench furnace are presented in Table 1. Note: The values of carbon emissions presented Table 1 are conservative since they don’t consider the amount of CO2 produced by furnace flame screens and endothermic gas generators used to provide a controlled carburizing atmosphere in the furnace. Also, it’s assumed that the furnace walls are already heated through when loading the parts, so there are no heat losses associated with the thermal energy accumulated by the furnace walls.
Table 1. Assumptions for calculating of carbon emissions by integral quench furnace Source: Ajax TOCCO Magnethermic Corp.
Emissions Generated During the Through Hardening Process
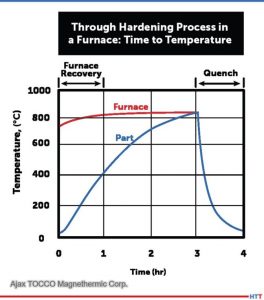
A furnace time/temperature diagram for the through hardening process considered is presented in Figure 1. Carbon emissions Ehard produced by the furnace considered during heating of the load to the austenitizing temperature prior to quenching are calculated by using the following equation,
(Equation 1) Ehard = k • Qhard
where:
■ k = the emission coefficient (equal to 0.050 • 10-3 kg per 1 kJ of released energy when burning natural gas (see Reference 2) ■ Qhard = thermal energy required for heating up the above load from ambient to the austenitizing temperature
A value of Qhard is calculated by the equation below,
■ M = load weight, kg ■ C = steel specific heat capacity (kJ/kg°C) ■ Ta = part austenitizing temperature (°C) ■ To = part initial temperature (°C) ■ Eff = furnace thermal efficiency (a ratio of the furnace thermal losses to the gross heat input)
From equations (1) and (2), the amount of carbon emissions produced by the above furnace during one hardening operation is 40.2 kg. To determine an annual amount of carbon emissions, calculate the number of hardening cycles per year (Nhard) run in the furnace. From Figure 1, a duration of one hardening cycle is 4 hours (3 hours for austenitizing of the parts plus 1 hour for quenching the parts in oil and unloading/loading the furnace). Thus, Nhard is equal to:
Nhard = 360 day • 24 hour • 0.85 / 4 hour = 1826
Figure 1 Source: Ajax TOCCO Magnethermic Corp.
Annual CO2 emissions from one integral quench batch gas-fired furnace are 40.2 • 1836 = 73,807 kg, or more than 73 t
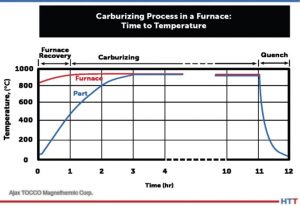
Emissions Generated During Carburizing Process
A simplified furnace time/temperature diagram for the carburizing process considered is presented in Figure 2. Carbon emissions (Ecarb) produced by the above furnace during the carburizing process are calculated by the following equation,
(Equation 3)
Ecarb = k • Qcarb
where:
■ Qcarb = a thermal energy expended by the furnace during the carburizing process. A value of Qcarb amounts to two components:
(Equation 4)
Qcarb = Qcarb1 + Qcarb2
Qcarb in the following equation is:
■ Qcarb1 = energy required for heating up the load to the carburizing temperature
■ Qcarb2 = energy needed for maintaining the furnace temperature during the remaining duration of the carburization process (for compensation of the furnace thermal losses since the parts are already heated up to the carburizing temperature)
A value of Qcarb1 is calculated using equation (2) where the part carburizing temperature Tc is used instead of part austenitizing temperature Ta (see Table 1):
A value of Qcarb2 is a sum of the flue gas losses and losses of the thermal energy through the furnace walls by heat conduction. Qcarb2 is evaluated from the following considerations. Since the assumed furnace thermal efficiency is 65%, the furnace heat losses are equal to 35% of the gross heat input to the furnace. Hence, the furnace heat losses Qloss1 during the load heat up period (the first 3 hours of the carburizing cycle, see Figure 2) are the following:
Thus, the total amount of the thermal energy expended by the furnace during the carburizing cycle is Qcarb = 0.887 • 106 + 0.827 • 106 = 1.71 • 106 kJ. The total amount of the CO2 emissions from carburizing of the load in the furnace considered according to equation (3) is: Ecarb = 0.050 • 10-3 • 1.71 • 106 = 85.7 kg. To determine an annual amount of carbon emissions from one carburizing furnace, calculate the number of carburizing cycles run in the furnace per year. Per Figure 2, a duration of one carburizing cycle is 12 hour (1 hour for the furnace recovery plus 10 hour for carburizing of parts at 927°C plus 1 hour for quenching parts in oil and for unloading and loading the furnace). Thus, the number of carburizing cycles per year Ncarb is:
Ncarb = 360 day • 24 hr • 0.85 / 12 hr = 612
Figure 2 Source: Ajax TOCCO Magnethermic Corp.
Annual CO2 emissions from one integral quench batch carburizing furnace is about 85.7 • 612 = 52,448 kg, or more than 52 t.
Reducing Carbon Emissions Using the ITH + IQ Process
Reference 1 presents results of two case studies of the ITH + IQ process on automotive input shafts and drive pinions. The study was conducted with a major U.S. automotive part supplier. A two-step heat treating process was used for the input shafts, consisting of batch quenching parts in oil or polymer using an integral quench gas-fired furnace for core hardening followed by induction hardening. This two-step method of heat treatment is widely used in the industry for many steel products. It provides parts with a hard case and tough, ductile core.
Substituting the “ITH + IQ” method for the two-step heat treating process not only eliminates the batch hardening process, but also requires less alloy steel for the shafts that don’t require annealing after forging. Thus, in this case, applying the ITH + IQ technique eliminates two furnace heating processes for the input shafts, resulting in the reduction of the CO2 emissions to zero for the shafts’ heat treatment. Per client evaluation, as mentioned in Reference 1, the hardness profile in the intensively quenched input shafts was similar to that of the standard shafts. Residual surface compressive stresses in the intensively quenched shafts were greater in most cases compared to that of the standard input shafts, resulting in a longer part fatigue life of up to 300%.
Per Reference 1, the environmentally unfriendly carburizing process can be fully eliminated in most cases for automotive pinions when applying the ITH + IQ method and using limited hardenability (LH) steels that have a very low amount of alloy elements. A case study conducted for drive pinions with one of the major U.S. automotive parts suppliers demonstrates the intensively quenched drive pinions met all client’s metallurgical specifications and passed both the ultimate strength test and the fatigue test. It was shown that the part’s fatigue resistance improved by about 150% compared to that of standard carburized and quenched in oil drive pinions. In addition, distortion of the intensively quenched drive pinions is so low that no part straitening operations were required.
Conclusion
Coupling Ajax TOCCO’s induction through heating method with the intensive quenching process creates a significant reduction of CO2 emissions produced during heat treatment operations for steel parts. For the through hardening process, eliminating just one batch integral quench gas-fi red furnace will reduce carbon emissions by more than 73 ton per year. For the carburizing process, eliminating just one batch carburizing furnace will reduce carbon emissions by more than 52 ton per year. Note that for continuous gas-fired furnaces, the carbon emission reduction will be much greater due to higher continuous furnaces production rates (hence a much higher fuel consumption).
Per our experience, the ITH + IQ process can be applied to at least 20% of the currently through-hardened and carburized steel parts. Per two major heat treating furnace manufacturers in the U.S., there are thousands of atmosphere integral quench batch and continuous furnaces in operation in the U.S. That means hundreds of gas-fired heat treating furnaces can be potentially eliminated, drastically reducing carbon emissions in the U.S., supporting a lean and green economy.
Ed Rylicki has been in the induction heating industry for over 50 years. He is currently Vice President Technology at Ajax TOCCO Detroit Development & Support Center in Madison Heights, Michigan.
Mr. Chris Pedder has over 34 years of experience at Ajax Tocco Magnethermic involving the development of induction processes in the heat treating industry from tooling concept and process development to production implementation.
Dr. Michael Aronov has over 50 years’ experience in design and development of heating and cooling equipment and processes for heat treating applications. He is CEO of IQ Technologies, Inc. and a consultant to the parent company Ajax TOCCO Magnethermic.
Full-service commercial heat treating solutions provider Akademi Metalurji incorporated a turnkey nitriding installation to save on process gases and production time, and also process wider-dimensioned parts.
The project includes a mid-sized pit-type furnace, advanced controls, three process technologies, and accelerated cooling. The latter add-on equipment will help reduce cycle times, optimize production between batches, and run more cycles.
This new system allows the company to overcome efficiency and quality challenges they faced at the Gebze, Turkey, facility; the prior system consumed excessive amounts of process gases and yielded inconsistent nitriding results. Nitrex, a Canada-based company with international locations, provided the NX-1015 pit furnace, which offers an effective work zone of 39” d x 59” h (1000 x 1500 mm) and a load capacity of 4400 lbs. (2000 kg). The supplied library of Nitreg®-based recipes is tailored to meet different application requirements, resulting in a hardened surface that is highly wear-resistant, particularly useful for applications like machinery components, tooling, dies, and molds, where Akademi Metalurji specializes.
The system was successfully installed and commenced operations in April 2023.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, aHeat TreatRadio podcast series where an expert in the industry breaks down a heat treat fundamental with Doug Glenn, publisher ofHeat TreatTodayand host of the podcast, and theHeat TreatTodayteam. This conversation with Dan Herring, The Heat Treat Doctor®, zeros in on heat treat ovens versus atmosphere furnaces.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback!
Doug Glenn: Welcome everybody. This is another Lunch & Learn event with the staff of Heat Treat Today and the illustrious Dan Herring, The Heat Treat Doctor®. Dan, we’re always very happy to spend some time with you.
We are here to learn a little bit about some basics about heat treat equipment, mostly ovens, air and atmosphere furnaces, and possibly vacuum furnaces.
Dan Herring: It’s always a pleasure, Doug, and hello everybody.
It is an exciting topic for me because I happen to love heat treat equipment. Let’s start with industrial ovens.
All About Ovens (01:42)
Years ago, industrial ovens were very easy to differentiate from furnaces. I’m going to give you my understanding of the differences between ovens and furnaces, and then talk a little bit about some general characteristics of all types of heat-treating equipment.
Ovens are typically designed for low-temperature operation. When I talk about low-temperature operation, years ago the definition was “under 1,000° F.” That definition has changed over the years. We now usually say either under 1250°F or under 1400°F. All of that being said, there are some ovens that run all the way up to 1750°F. But what we’re going to concentrate on are, what I call, “the classic temperature designations for ovens.”
Universal oven from Grieve Source: Grieve
First of all, ovens are typically rated at 500°F, 750°F, 1000°F, or 1250°F. If you see a heat treat operation that’s running — certainly under 1450°F — but even under 1250°F, it may be being done in either an oven or a furnace.
Let’s talk about some of the distinguishing characteristics of ovens, so everyone gets a feel for it.
Ovens always have a circulating fan. If you see a piece of equipment without a circulating fan, it can’t be an oven. At these low temperatures, the heat transfer — in other words, how you heat a part — is done with hot air or circulating hot air. So, ovens always have fans.
In most cases — and years ago in all cases, but today in most cases — ovens are metal lined. If you were to open the door of an oven and look in, and you see a metal-lined chamber, that would typically be an oven.
The fan and the type of insulation or lining that’s used is very characteristic for distinguishing features of ovens.
Today, however, there are ovens that use fiber insulation and even some ovens that have refractory-insulated firebricks, refractory in them. The lines are a little bit blurred, but typically you can distinguish them by the fact that they have fans and are metal lined.
Ovens come in either “batch” or “continuous” styles. If the workload inside the unit, the piece of equipment, is not moving, we call that a batch style furnace. If the workload is somehow being transferred through the unit, we call that a continuous furnace. Ovens and furnaces can be both batch and continuous.
Ovens and furnaces can both be either electrically heated or gas fired.
One of the distinguishing characteristics of ovens is that if they are gas fired, they are, what we call, “indirectly heated.” This means your burner, your combustion burner, is firing into a closed-ended tube, a radiant tube, as we call it, so that the products of combustion do not “intermix.” They do not create an atmosphere that’s used inside the oven. In fact, the majority of ovens run with an air atmosphere – that’s another distinguishing feature.
However, there are ovens that can run inert gases. Those ovens typically have continuously welded shells. Again, that’s an exception rather than a rule, but there are ovens of that type.
There are also vacuum ovens out there. We actually have an oven chamber on which we can pull a vacuum. They are less common than their cousins, the air ovens, but they are out there in industry.
We have the method of heating and type of movement of the hearth or movement of the load that typically is consistent between ovens and furnaces.
What I’d like to do is just show everybody a couple of pictures of some very typical, what I’m going to call, “batch ovens.”
Doug Glenn: Because ovens are typically low temperature, you’re able to have metal on the inside, right? If it was higher temperature, you’d start experiencing warping. Is that the primary reason why you tend to see metal in an oven and not in a furnace?
Dan Herring: That’s correct, Doug.
"Metal lined oven" Source: Dan Herring
The lining can be made of steel: it can be made of “aluminized’ steel,” it can be made of zinc-gripped steel (those are just coatings), it can be just steel, and they can be made of stainless steel (a 300 series stainless steel). That’s why you have the different temperature ratings and the different types of materials that this metal interior can be made from.
If you open the door of a metal-lined oven or an oven that had a metal lining, you would typically see what’s pictured here.
"Double door shelf oven" Source: Dan Herring
Ovens can be very small or they can be very, very large. What you’re seeing on the screen is a “double door shelf” oven.
It is very similar to your ovens at home. You open the door, there are shelves, and you can put trays on the various shelves. These can be small, to the point where, sometimes, they can sit on a benchtop. Sometimes they can be very, very large and be floor-mounted, as this one is.
This is an example of a batch oven, something that you would load, and the load stays stationary within the oven. Then, when you’re ready, you unload it.
Ovens can come in slightly larger sizes.
"A larger horizontal oven . . . . a fan system sitting at back" Source: Dan Herring
That’s a picture of a larger, horizontal oven. The door on this particular oven is closed shut, but you can see the fan system — that’s that yellow arrangement that’s sitting in back of this particular oven.
There is another style of oven.
"Walk in oven" Source: Dan Herring
We call this a “walk-in” oven — very creative, because you can walk into it. I’ve seen batch ovens that are very, very small and very, very large — ones that will fit on a benchtop and ones that are a hundred feet long.
You can see the heat source on the right hand side. Remember, whether it’s electrically heated with sheathed elements or if it’s gas-fired with, typically, an atmospheric-type burner, again, you have circulating air past either the electric elements or circulating air past the tube into which the burner is firing. You’re relying on convection — or moving hot air — to transfer that heat energy to your load.
These are just some different styles of different types of ovens, so everyone can see them. I don’t want to take too long, but I’ll show you another picture of one.
"Industrial oven . . . . typical oven in typical heat treat shop" Source: Dan Herring
This is an industrial oven. You can see the fan; it has a yellow safety cover on it. You can see the fan mounted on top, and this is a typical oven that you’d find at a typical heat treat shop.
Ovens have the characteristics that I pointed out. I’ll bring up one more picture which you might find interesting.
"Monorail conveyor oven . . . . with u-shaped radiant tubes" Source: Dan Herring
Since there are a variety of oven shapes and sizes, this happens to be a monorail conveyer oven. What you’re looking at is the inside of the oven. You’ll notice that in the ceiling there are hooks. The loads are actually placed on the hooks and sent through or pulled through the oven. This happens to be a gas-fired unit, and you can see that it has U-shaped radiant tubes into which you’re firing.
This oven is fiber-lined and not metallic-lined. You’ll also notice that because you see different colors of the tubes, this particular shot was taken and you destroyed the uniformity of temperature within the oven. Usually, they’re very tight.
Ovens are typically in the ±10°F range for temperature uniformity, sometimes in the ±5°F range.
Those are basically some pictures of ovens, whether they be batch or continuous, for everyone to see and think about, from that standpoint.
Q&A on Ovens (16:58)
Bethany Leone: What is the reason for the increase in temperature range for what classifies an oven?
Dan Herring: The main reason is the materials of construction have gotten better, so we’re able to withstand higher temperatures. But going to some of these temperature ratings, one of the things that heat treaters look at is if I have a process that runs at 1,000°F or 970°F (let’s take an aluminum heat treat example where a process is running at 970°F), I could run that in an oven rated at 1,000°F but I’m right at the upper limit of my temperature.
It's much better to buy an oven rated at 1250°F and then run a process such as 970°F where I have a margin of safety of the construction of the oven, so the oven will last longer.
However, industrial ovens tend to last forever. I’m the only person on this call old enough to have seen some of these ovens retired. It’s not unusual that an oven lasts 40 or 50, or sometimes 60 years.
Ovens are used in the heat treating industry for processes such as tempering, stress relief, for aluminum solution heat treatment, aluminum aging operations, and to do some precipitation hardening operations that run in these temperature ranges. Ovens are also commonly found in plating houses where you’re doing a hydrogen bake-out operation after plating. You also do various curing of epoxies and rubbers and things of this nature in ovens.
There are a variety of applications. Ovens are used also for drying of components. Ovens are used for drying of workloads, these days, prior to putting in your heat treating furnace. Many times, our washers are inefficient when it comes to drying. You take a wet load out of a washer and put it into a low-temperature oven, maybe running between 300°F and 750°F. Consequently, you both dry the washing solution off the parts and you even preheat the load prior to putting it into the furnace.
Heat Treat Today team enjoying a Lunch & Learn session
Doug Glenn: One of the things I’ve always distinguished ovens by is the term “panel construction” opposed to “beam construction.”
If you can imagine a sheet of metal, some insulation, and another sheet of metal – that’s a panel. It’s got enough insulation in it because the temperatures are not excessively high, but you really only need those three layers. You take those panels, you put them in a square or whatever, put a lid on it, put a bottom on it, and you basically have an oven, right?
Where furnaces are not typically constructed that way; they are constructed more where you have a support structure on the outside and then a heavy metal plate and then you build insulation on the inside of that. It doesn’t even need to have metal on the inside — it can be brick or another type of insulation.
Many people claim — and I’m sure there are some very strong ovens — that the oven construction is not as hardy, not as rugged. That’s one other minor distinction, but the main distinction is ovens tend to be lower temperature.
Dan Herring: Yes, that’s very correct, Doug. In panel-type construction, there is typically mineral wool insulation in between the two panel sheets; and it’s rated for obviously very low temperature.
There are, what we call, “light duty” and “heavy duty” ovens. Heavy duty ovens have that plate and support structure — those I-beams or channels — supporting the external structure.
Doug Glenn: You reminded me of something, Dan: We talk about ratings – oven ratings, furnace ratings, and that type of stuff. That’s pretty important and we haven’t really discussed that much. But if a furnace is rated at a certain temperature, you do not want to take that furnace beyond that temperature because there are real safety issues here.
There was one picture that Dan showed where you could see the metal interior, and there was like a gasket, if you will, around the whole opening. That gasket is only rated to go up so high in temperature. If you go over that temperature, you’d end up deteriorating that gasket, if you will. It could cause a fire, it could cause a leak, it could cause all kinds of issues. And that’s only one example.
One other one he mentioned was fans. There is almost always a fan in an oven, and if you take the temperature of that oven over its rated temperature, all of sudden the bearings in that fan start . . . well, who knows what’s going to happen.
You always want to know the rating of your oven and furnace, and don’t push the rating.
Dan Herring: Yes, if you exceed temperature in an oven, typically the fan starts to make a lot of noise and you know you’re in trouble. You only do that once. But those are excellent points, Doug, absolutely.
So, the world of ovens -- although it’s they’re an integral part of heat treating -- are a “beast unto themselves,” as I like to say. Construction is a factor, and other things.
All About Atmosphere Furnaces (24:50)
Furnaces, interestingly enough, can be rated both to very, very low temperatures all the way up to very, very high temperatures. In other words, you can see industrial furnaces running at 250° or 300°F or 500°F or 1000°F, — at typical temperatures that you would associate with oven construction — but you can also see furnaces running at 1700°F, 1800°F, 2400, 2500, 3200°F. There are some very interesting furnaces out there.
But furnaces, although they can run in air — and there are a number of furnaces that do — they typically run some type of either inert or combustible atmosphere inside them. Furnaces typically have an atmosphere, and they do not always have a fan. The rule is the higher you go up in temperature, the more any moving part inside your furnace becomes a maintenance issue. Many times, furnaces do not have fans in them.
They can be electrically heated. They could also be gas-fired. In this particular case, they can either be direct-fired or the burners are actually firing into the chamber; and the products of combustion become your atmosphere. They could be indirect-fired — like we discussed with ovens — into a radiant tube as a source of heat or energy.
Furnaces typically have plate construction. It’s typically continuous welded, they have channels or I-beams surrounding the structure to make it rigid, insulation is put on the inside. Traditionally it’s been insulating firebrick, but in what I’ll call recent years (20 years or so) fiber insulations have come about, and they perform very, very well.
Fiber insulations reduce the overall weight. They have advantages and disadvantages. A refractory-lined unit can have a great thermal mass due to the storage of heat inside the insulation, so when you put a cold load into a brick-lined furnace, the heat from the lining will help heat the load up quickly.
You don’t have quite the same heat storage in a fiber insulation. At the same time, when you go to cool a furnace, a fiber-lined furnace will cool very quickly as opposed to a refractory furnace which cools a lot slower.
Again, furnaces can be batch style, they can be continuous style, they can be fairly small in size. The smallest ones that I’ve seen, typically, are about the size of a loaf of bread. Conversely, you have furnaces that are so large you can drive several vehicles or other things inside of them.
A 14-foot long car bottom furnace Source: Solar Atmospheres of Western PA
As a result of that, what distinguishes them are typically their temperature rating and the fact that they use an atmosphere. Some of the atmospheres are: air, nitrogen, argon. I’ve seen them run endothermic gas and exothermic gas which are combustible atmospheres, or methanol or nitrogen-methanol which are also combustible atmospheres; they can run steam as an atmosphere. I’ve seen furnaces running sulfur dioxide or carbon monoxide or carbon dioxide as atmospheres. The type of atmosphere that is used in an industrial furnace can be quite varied.
We have several different furnace categories that typically are talked about: Batch style furnaces are configured as box furnaces. They are very similar in shape to the ovens that we looked at. Pit style furnaces are where you have a cylindrical furnace that actually is quite tall and fits down, usually, into a pit that’s dug in the factory floor.
You also have mechanized box furnaces. Those, typically, today, would be called integral quench furnaces or sometimes batch quench furnaces or “IQs.” There are belt style furnaces, gantry, tip-up, and car-bottom furnaces. There is a wide variety of batch style furnaces, all of which have the characteristic that once you put the load into the chamber, it sits there until it’s been processed and until it's time for you to remove it.
The exception is in an integral quench furnace. You push the load typically either directly into the heating chamber or into a quench vestibule and then into a heating chamber; you heat it in one chamber, you transfer it out, and you quench it into another chamber.
Those are some of the distinguishing features of batch style equipment. I’ve got a couple of pictures here that you might find interesting.
"A box furnace . . . . sometimes difficult by sight alone to tell an oven or box furnace" Source: Dan Herring
Here is a “box furnace.” You might say, “Oh, my gosh, it looks like an oven!” I see a fan on top, and it’s a box style. From the outside, it’s hard to tell whether it’s an oven or a furnace.
When you look at this unit, you might see that it’s made of plate construction. It would be difficult to tell if this unit were a heavy-duty oven or furnace unless you, of course, opened the door and looked inside. You would typically see either fiber insulation or insulating firebrick in these types of units.
Sometimes, just by sight alone, it’s very difficult to tell if it’s an oven or a furnace. But there are other telltale signs.
"A box furnace with retort" Source: Dan Herring
Now, this is a box furnace with a retort inside it. The workload is placed, in this case, into a metal container that’s physically moved on a dolly into the furnace itself. This is what we call a box furnace with a retort.
The process takes place inside the retort. You’ll notice that there’s a flow-meter panel there, of different gases, that are introduced directly into the retort. This style of furnace is very interesting because the furnace itself, outside the retort, is simply heated in air. It’s a relatively inexpensive construction. Also, when the time comes that the process is finished, usually you can remove the retort and introduce or put a second retort into the furnace while the first retort is cooling outside the furnace. It lends to increased production, from that standpoint.
But this is typically a box furnace; it looks like a big box. The shell does not have to be continuously welded because the process takes place inside the retort. You might be able to see, just past the dolly, there is a dark color and that is the blackish retort that’s actually being put in.
Doug Glenn: I think the reasoning of the retort is to protect the airtight atmosphere, right?
Dan Herring: That’s correct, Doug. The idea is the fact that it’s an effective use of your atmosphere.
The other thing you can do with a box furnace with a retort is you can pull a vacuum on the retort. As a result of this, you can actually have a “hot wall” vacuum furnace. That is what is defined as a hot wall vacuum.
The next type of atmosphere furnace we’re going to look at is pretty distinct or pretty unique: This is a pit style furnace.
"A pit style furnace . . . . there is probably 4X as much furnace below the floor" Source: Dan Herring
What you’re seeing here is only that portion of the furnace that is above the floor. There is probably four times as much furnace below the floor as there is above. OSHA has certain requirements: there must be 42 inches above the floor not to have a railing or a security system around the pit furnace, because you don’t want to accidentally trip and fall into a furnace at 1800°F. We don’t want to say, “Doug was a great guy, but the last time I saw him . . .”
In this particular case, there is a fan which is mounted in the cover of this pit style furnace. Most pit furnaces are cylindrical in design; however, I have seen them rectangular in design. Some of them have a retort inside them; unlike the picture of the box furnace with the retort, the retort is typically not removable, in this case. Of course, there are exceptions. There are nitriding furnaces that have removable retorts.
I think this is a very distinctive design. If you walked into a heat treat shop, you’d say, “You know, that’s either a box furnace or an oven.” Or, if you looked at this style of furnace, you can clearly see it’s a pit furnace, or what we call a pit furnace.
Two other examples, one of which is just to give you an idea of what we call an “integral quench furnace.” I think this is a good example of one:
"An integral quench furnace, an in-out furnace" Source: Dan Herring
They’re made by a number of manufacturers. The integral quench furnace is probably one of the more common furnaces you’re able to see. It has, in this case, an oil quench tank in front and a heating chamber behind.
This would be an “in-out” furnace; the workload goes in the front door and comes out the front door. But once the workload is loaded into an area over the quench tank (which we call the vestibule), an inner door will open. The load will transfer into the heating chamber in back. That inner door will close, the workload will be heated and either brought up to austenitizing temperature, carburized or carbonitrided, the inner door will then open, the load will be transferred onto an elevator and either lowered down into a quench tank (typically oil) or, if the unit is equipped with a top cool, the load is brought up into the top cool chamber to slowly cool.
These styles of furnaces do processes like hardening, carburizing, carbonitriding, annealing, and normalizing. You typically don’t do stress relief in them, but I’m sure people have. These furnaces have a wide variety of uses and are quite popular. Again, the style is very distinctive.
They typically run a combustible atmosphere, and you can see some of that atmosphere burning out at the front door area.
There are also, what we call, continuous furnaces or continuous atmosphere furnaces. They are furnaces where you have a workload and somehow the workload is moving through the furnace. A good example of that is a mesh belt conveyor furnace.
There are also what we call incline conveyor, or humpback-style furnaces. The mesh belts are sometimes replaced, if the loads are very heavy, with a cast belt: a cast link belt furnace. The furnaces can sometimes look like a donut, or cylindrical, where the hearth rotates around. We put the workload in, it rotates around, and either comes out the same door or comes out a second door.
A lot of times, rotary hearth furnaces have a press quench associated with them. You’re heating a part, or reheating a part in some cases, getting it up to temperature, removing it, and putting it into a press that comes down and tries to quench it by holding it so that you reduce the distortion.
There are other styles of furnaces typical of the “faster” industry which are rotary drums. Those furnaces you would load parts into, and you have an incline drum (typically, they’re inclined) with flights inside it. The parts tumble from flight to flight as they go through the furnace, and then usually dump at the end of the furnace into a quench tank.
For very heavy loads, there are what we call walking beam furnaces where you put a workload into the furnace. A beam lifts it, moves it forward, and drops it back down. Walking beam furnaces can handle tremendous weights; 10,000 to 100,000 lbs in a walking beam is not unusual. Any of the other furnaces we’re looking at wouldn’t have nearly that type of capacity.
There are some other fun furnaces: shaker furnaces. How would you like to work in a plant where the furnace floor is continuously vibrating, usually with a pneumatic cylinder so it makes a tremendous rattle, all 8 or 10 hours of your shift? That and a bottle of Excedrin will help you in the evening.
As a last example, the monorail type furnaces where we saw that you hang parts on hooks. The hooks go through the furnace and heat the parts.
I’ll show you just a couple of examples of those. These are not designed to cover all the styles of furnaces but this one you might find interesting.
"A humpback style furnace" Source: Dan Herring
This is a typical continuous furnace. This would be a humpback style furnace where the parts actually go up an incline to a horizontal chamber and then go down the other side and come out the other end. These furnaces typically use atmospheres like hydrogen, which is lighter than air and takes advantage of the fact that hydrogen will stay up inside the chamber and not migrate (or at least not a lot of it) to floor level.
Atmosphere Furnaces Q&A (47:30)
Evelyn Thompson: Are the inclined sections of the furnace heated? Why do the parts need to go up an incline? Just to get to the heated part of the furnace?
Dan Herring: If you’re using an atmosphere such as hydrogen, it’s much lighter than air. If you had a horizontal furnace just at, let’s say, 42 inches in height running through horizontally, the hydrogen inside the furnace would tend to wind up being at the top of the chamber or the top of the furnace, whereas the parts are running beneath it! So, the benefit of hydrogen is lost because the parts are down here, and the hydrogen tends to be up here.
By using an incline conveyor, once you go up the incline, the hydrogen covers the entire chamber and therefore the parts are exposed to the atmosphere.
I did a study a few years ago: About 5–6% of the types of mesh belt furnaces in industry are actually this incline conveyor type.
Another good example is the fact that people like to run stainless steel cookware. I’ve seen pots, pans, sinks, etc. Sometimes you need a door opening of 20 or 24 inches high to allow a sink body to pass into it. Well, if that were a conventional, horizontal furnace, you’re limited to, perhaps, 9 to maybe, at most, 12 inches of height.
Typically you never want to go that high, if you can help it. 4–6 inches would be typical. So, there would be a tremendous safety hazard, among other things, to try to run a door opening that’s 24 inches high. But in an incline furnace, the height of the door can be 20, 24, 36 inches high. The chamber is at an 11° angle, and you must get up to the heat zone, but they run very safely at that.
Karen Gantzer: Could you explain what a retort is?
Dan Herring: Think of a retort — there are two types — but think of one as a sealed can, a can with a lid you can open, put parts in and then put the lid back on. The retort we saw in that box style furnace is that type. It is a sealed container. We typically call that a retort.
Now, in that pit furnace we saw, there could be a retort inside that one and they could be sealed containers, but typically they’re just open sides, that are made of alloy. Sometimes we call those “retorts” as opposed to “muffles” or “shrouds,” in another case. Muffles don’t have to be a sealed container, but they typically are. That’s the way to think of them.
Karen Gantzer: Thank you, Dan, I appreciate that.
Bethany Leone: Dan, thank you for joining us. It was really a valuable time.
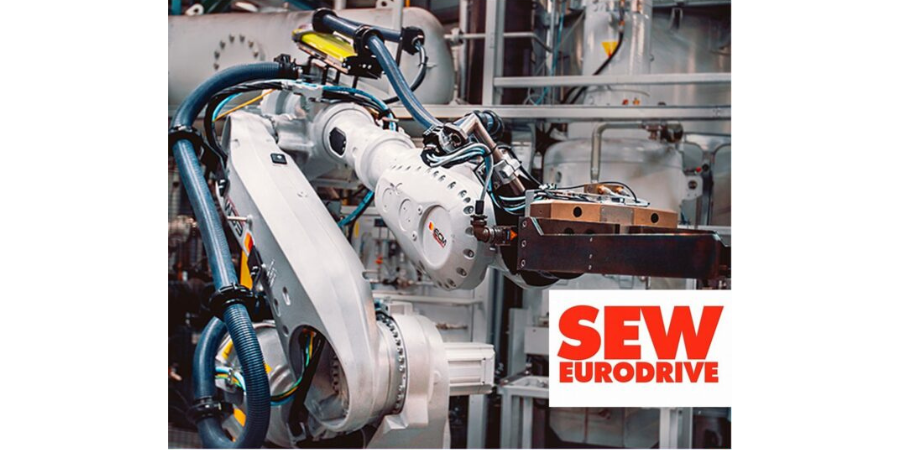
SEW-EURODRIVE has commissioned a modular NANO vacuum furnace system completely integrated with advanced automation for their Lyman, SC, facility.
It is the third NANO system with integrated robotics from ECM USA within the last two years. This 6 chamber, 20 bar quench NANO vacuum furnace system has 16 tempering positions, advanced solvent based washer (both oil and water based contaminants), and robotic workload assembly/disassembly.
Dunnage management is also provided and fully automated within the robotics configuration.
The system was specifically designed to run multiple materials (including carburized grades and tool steels) and will increase production for various load scenarios and processes. SEW-EURODRIVE MOVITRANS® (SEW-EURODRIVE’s patented inductive energy power transfer supply system) will also be incorporated within the vacuum furnace transfer system.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Induction heat treating: no harsh chemicals, gases, or even CO2 emissions. But to get there, heat treaters should first understand how to plan for an induction design and fabrication project upfront. Consider these five important factors before you dive into induction.
This Technical Tuesday article was composed by John Chesna, general manager at Induction Tooling, Inc. and honoree in Heat Treat Today's 40 Under 40Class of 2022. It appears in Heat Treat Today's May 2023 Sustainable Heat Treat Technologiesprint edition.
Introduction
John Chesna General Manager at Induction Tooling Source: Induction Tooling, Inc.
There are many less than obvious factors to consider when preparing and planning for induction. So where to start? There are five important factors that manufacturers with in-house heat treat operations should understand in order to successfully prepare an induction heating project and design.
Contact us with your Reader Feedback!
But first, what is induction heating? Induction heat treating is the process in which a high frequency conductor (induction tool) induces currents (eddy currents) into an electrically conductive workpiece. Without ever touching the work-piece, the current generated and the resistance causes heating. Ever since its proven usefulness around the time of World War II, induction has been chosen as the go-to heat treatment for a variety of applications across many industries including agricultural, medical, and transportation. Now, it seems that most industries have taken advantage of induction heat treating, and its popularity will likely only continue to increase with the push for the use of “clean” and “green” energy.
#1 Plan for Inductor Wear
One of the most important factors to an induction project is realizing the inductor/ coil is a wear item. It can be highly engineered, hand fabricated, machined, or even 3D printed. Yet, in the overall process, it is still a wear item: an item that will eventually require replacement or repair. The inductor is exposed to the worst of the elements during the induction process and can fail from standard use, accidents, or unforeseen circumstances. Inductor designers are constantly being challenged to create tools that will last longer, require less maintenance, or run more cycles. All of those can be achieved, but the inductor will eventually require replacing and that is not a bad thing!
A properly serviced and maintained inductor will ensure quality parts are being produced. As the inductor wears, the efficacy degrades, leading to undesirable results. Repair of the inductor will correct this issue and ensure the parameters required for the desired heat treat pattern are restored. Depending on production needs, a good principle is to have more than one inductor on hand so that while one is being repaired the spare inductor can remain on the machine to keep up with manufacturing demand. Planning for this is important for the project’s timing and budget.
#2 Types of Inductor Designs
Determining a specific inductor design will be necessary to properly heat parts. The inductor creates the magnetic field in the workpiece, and typically the inductor is shaped to couple closely where heat treatment of the part is desired. Additionally, if quenching is required for the heating application, this function will be considered in the inductor’s design. The inductor’s design must deliver the electrical energy and quench medium to the workpiece while allowing accessibility for material handling purposes. For this reason, inductors take on many different designs.
Six turn multi-turn inductor Photo Source: Induction Tooling, Inc.
Pancake inductor with strap supports Photo Source: Induction Tooling, Inc.
MIQ (Machined Integral Quench) scanning inductor with removable quench plate Photo Source: Induction Tooling, Inc.
Common inductor designs include:
Pancake: used for heating flat surfaces
Single turn or multi-turn: commonly shown as copper tubing wrapped around cylindrically around the workpiece
Hairpin: typically, a simple back and forth loop used to heat long lengths internally or externally on the workpiece
Split return: used to focus the energy in particular areas of the workpiece
MIQ (machined integral quench) paddle: the most commonly used design for scanning applications
#3 Power and Frequency
Know the power supply and/or work-head power and frequency. Depending on the composition of the part that requires processing, the power and frequency of the equipment will help estimate the depth of the pattern that can be achieved, as well as help determine how successful the part will be for induction heating. Irregularly shaped geometries with points, holes, or sharp edges sometimes cause difficulty establishing eddy currents where the induction pattern is desired. Some parts, after review, are good candidates for induction heat treatment but cannot be processed with the existing power supply and/or work-head setup.
If an inductor is being built to mount to existing induction equipment, it is important to know the scope of parts that are currently being processed or expected to be processed on the machine. The electrical circuit of the power supply, work-head, and inductor must load match to the part. If a variety of parts are being run then multiple styles of inductors may exist or will be required to be used. Different designs of inductors, e.g., single-turn, multi-turn, or split return used on the machine will change the transformer effect and capacitor requirements of the system. Availability to tune the system capacitance and inductance becomes vitally important for operation. Please note that adjusting capacitance can be dangerous and should only be done by a trained technician. Newer power supplies function differently than older models, yet load tuning needs to be considered.
#4 Part Details
A detailed pre-induction print is needed. The print should list the material as well as the desired heat treatment pattern to determine the inductor design. As the print specifies the pattern, it should also provide limits. Inductors are then typically designed to the shape of the part. The inductor may require an integrated quench, electrically insulating protective coating, locators, or additional assembly fixturing depending on the part’s size. An inductor built for one part may be used or tried on a similar part. However, the same results cannot be expected to render on the part for which it was not designed. If the manufacturer knows that a family of parts will be run, the full scope should be presented to inductor designers for consideration before the build.
#5 Material Handler
Ideally an inductor supplier would be contacted to develop the induction heating process for a part; then, that information should be shared with the material handling designer. That would be the ideal, but that’s not the way it usually happens. Sometimes, a machine is built to process a part that no longer is in use, so the machine is now being retrofitted to process different parts. The design of a new inductor is needed to accommodate this existing machine which may create size constraints to the inductor’s design.
The contact style, how the inductor mounts to the work-head, will need to be determined. There are a variety of commonly used power supplies and work-heads available from OEMs in the market. As each OEM keeps their contacts standard to their equipment, there is no singular standard footprint in the market. Once the contact style has been determined, the inductor can be designed for maximum power delivery efficiency. How the part and inductor are presented to each other is important. The centerline distance, a measurement from where the inductor mounts to where the part will be processed, needs to be known. The centerline determines the required length of the inductor and indirectly how much room is available for the inductor’s design.
Conclusion
Due to the variety of factors, no two projects are ever the same. Induction heating is an exciting technology, and I encourage everyone to learn more about it.
About the Author: John Chesna is the general manager of Induction Tooling, Inc. and has been involved with the induction heat treating industry for over 8 years. He is a graduate of the University of Akron with a Bachelor of Science in Mechanical Engineering Technology. His responsibilities include overseeing day-to-day operations including the design, manufacturing, and testing of induction heat treating inductors. Additionally, John was a recipient of Heat Treat Today's 40 Under 40 award in 2022.
Bill St. Thomas Business Development Manager Lindberg/MPH Source: Lindberg/MPH.com
An electrically heated, full muffle, mesh belt conveyor furnace was recently shipped from its Michigan manufacturer. This heat treat furnace is designed for treating pressed powdered material.
Lindberg/MPH'sfurnace is designed for applications with a maximum process temperature of 1,832°F that utilize a nitrogen or clean dry filtered air process atmosphere. The unit includes a water-cooling section. The conveyor system features a 14 inch wide mesh belt with belt stop alarm to provide an audible and visual indication in case of a conveyor stoppage.
“This furnace utilizes nine high temperature zones which provides the customer the flexibility for time/temperature profile adjustments to develop and meet their specific process requirements.” commented Bill St. Thomas, business development manager at Lindberg/MPH. "
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
For heat treat operations, use of hydrogen comes with questions about price-point, safety, and storage or delivery. Read this case study to learn how a manufacturer with in-house heat treat, Riverhawk Company, contended with these questions and decided to meet stringent production requirements for pivot bearings by leveraging on-site hydrogen and a hydrogen furnace.
This original content article was written by Marie Pompili, a freelance writer, for Heat Treat Today's May 2023 Sustainable Heat Treat Technologies print edition.
For companies using hydrogen furnaces for heat treating operations, questions always surface surrounding the provision of the necessary hydrogen. Should we have it delivered in cylinders? Do we have the room outdoors for a large storage tank? Can we generate it ourselves? For Randy Gorman, maintenance supervisor at Riverhawk Company, the overriding question is always, “How do we handle hydrogen safely?” The ultimate solution the company chose was the installation of an on-site hydrogen generator. How and why the in-house heat treater came to that conclusion is an interesting story.
Making a History
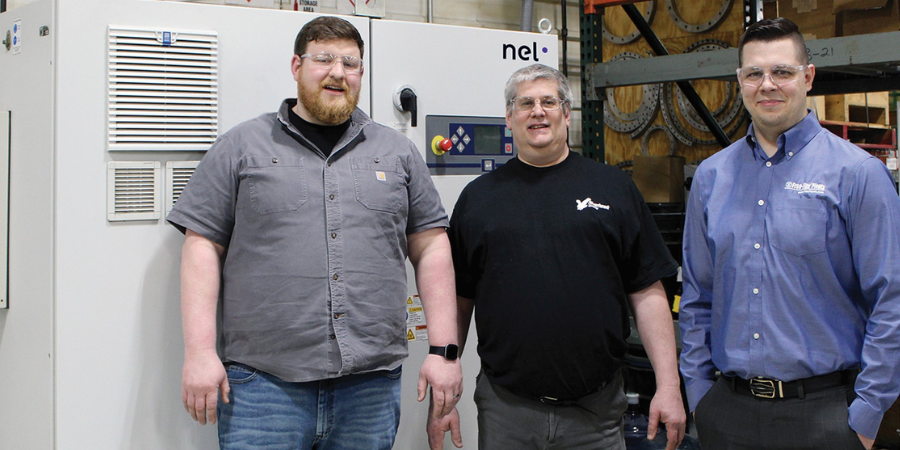
Riverhawk staff (L to R): Spencer Roose, Flex Pivots Manager; Randy Gorman, Maintenance Supervisor; and Josh Suppa, Pivot Department Engineer Source: Nel Hydrogen
Contact us with your Reader Feedback!
Located in New Hartford, NY, Riverhawk Company was established in 1993 as a value-added provider of hydraulic tooling. The company quickly grew from a “buy and assemble” operation to a manufacturer with 14 CNC machine tools, 21 conventional machines, and all the necessary peripheral devices, tools, and software. Through a period of smart acquisitions and the development of new product lines, Riverhawk became one of the leading manufacturers of tensioners, powertrain couplings, and accessories for the turbomachinery industry; the instrumentation product line of legacy torque and vibrations measuring instruments; and the Free- Flex® pivot bearings, which are very well known in high performance industry sectors.
Pivot Bearing Line Requires Improved Heat Treat Abilities
The Free-Flex® pivot bearing line is the focus in this heat treat/hydrogen story. Riverhawk purchased this line from Goodrich in 2004. It is the same product that was developed by Bendix more than 60 years ago. In fact, many of the original part numbers are the same, and the manufacturer strives to maintain the quality and performance characteristics that Bendix established more than six decades ago. Many of the manufacturer’s clients have been purchasing flex pivots for long-running applications, some of which are 25 to 50 years old.
Cantilevered-double ended thick spring. Riverhawk purchased the Free-Flex® pivot bearing line from Goodrich. Many of the company’s clients, in a wide range of critical industries, have been purchasing flex pivots for long-running applications. Source: Nel Hydrogen
If a product line could talk, the flex pivots could share some tales and compelling accounts about all it has seen and done in the world’s most critical and sophisticated applications — many in the military, commercial aerospace, outer space, industrial robotics, medical, clean rooms, information technology, semiconductors, and many more. In all of these challenging sectors, clients are well-known and demand exacting results.
Shortly after integrating the pivot line into its existing production processes, it became clear that the company needed to improve its heat treat function. After researching several options, Riverhawk purchased a new Camco batch hydrogen furnace.
The pivot line consists of flat springs crossed at 90° and supporting cylindrical counter-rotating sleeves. Standard Free-Flex® pivots are made from 410 and 420 stainless steel; however, certain special material compositions include 455 stainless, Inconel 718, titanium, and maraging steel. During the manufacturing process for the flexure bearings, Riverhawk uses the batch atmosphere heat treat furnace to braze the springs to the body halves using a braze alloy, and to simultaneously heat treat certain components in the assembly. The atmosphere used for the heat treating and brazing is a 100% hydrogen atmosphere — chosen because it is universally applicable to all the different metallurgy used for the flex pivots.
The Tension: Delivered vs. On-site Hydrogen?
The use of a batch atmosphere heat treat furnace requires that the hydrogen atmosphere be flushed from the furnace with inert nitrogen when a finished batch is unloaded and a new load is added. Likewise, the furnace must return to inert atmosphere again with nitrogen after the new load is added, and before hydrogen is again injected; hence, hydrogen is used in a batch-wise fashion. The function of the hydrogen atmosphere is to prevent oxidation of the metal surfaces, and to promote fluxing of the braze alloy during the thermal cycle.
Until 2009, Riverhawk used hydrogen-filled cylinders to provide hydrogen to their batch heat treat furnace. Each run of the furnace would use several cylinders of hydrogen. Increases in production rates required careful management of hydrogen gas supply to the furnace. Running out of hydrogen mid-run could sacrifice a whole batch of nearly completed parts.
In 2009, the company elected to move away from hydrogen cylinders and transition to a hydrogen supply approach less disruptive to their production process. The choices were either bulk stored hydrogen or on-site hydrogen generation. After extensive consideration, they chose a model H2 hydrogen generator from Nel Hydrogen because the zero-inventory hydrogen generation saved the company money as compared to the cost of permitting, construction, and compliance for bulk stored hydrogen approaches.
The approach that was not chosen — delivered, stored bulk hydrogen — was unappealing for several reasons. Chief among these were the capital cost of the hydrogen storage infrastructure, the requirement for permitting for the necessary hydrogen storage, the accompanying project schedule risk for permitting, the continuous compliance issues with stored hydrogen, and the price volatility of delivered hydrogen that would have made cost accounting more difficult.
“The state and local regulations were likely necessary; however, there was a lot to wade through to become compliant,” said Gorman.
Finding the Best Way
Fast forward 14 years to today and Riverhawk is once again analyzing its approach to handling its hydrogen requirement.
“The H2 model generator that we have has served us well for 14 years, several years beyond the typical life of a cell stack,” said Gorman. “But we need more capacity and redundancy due to the increased demand for our Free-Flex® products and to cost-effectively mitigate the risk of a hydrogen generator issue, leaving us without the use of our furnace.”
The company decided to go with a model H4 hydrogen generator from Nel Hydrogen, which doubles their capacity with two cell stacks and the capacity for three if and when needed. The new system features the same footprint as the former H2 model, which is important to them, and they are even gaining floor space as they will eliminate the number of cylinders formerly stored nearby. The additional free space to move about also appeals to Gorman’s top mandate for safety.
Josh Suppa — engineer of the Pivot Department at Riverhawk — has had hands-on experience with this particular generator series (pictured above). “The maintenance of it is easy, and if there ever is a rare issue, Nel is quick to respond either in person or if it’s something that they can walk us through, they take all the time we need to resolve the matter and get us back online quickly. From a product line and customer satisfaction perspective, we cannot take the risk of our heat treat operation to go down for long. It’s that integral to our success. It’s essential, really, and one of our core competencies.”
Riverhawk will soon use a model H4 hydrogen generator from Nel Hydrogen, which doubles their capacity with two cell stacks and the capacity for three if and when needed. The new system features the same footprint as the former H2 (pictured here). Source: Nel Hydrogen
Choosing On-Site Hydrogen Generation
Looking back on the initial decision to generate on site, one of the important issues that Riverhawk and Nel personnel had to determine was the most cost-effective configuration of the hydrogen generator and ancillaries to supply the hydrogen required for thermal processing. Had the manufacturer used a continuous furnace such as a belt furnace, then the calculations would have been easy, as the flow rate required would have been level and continuous. Instead, the batch furnace required more complex calculation because the hydrogen flow rate varies depending on the stage of the furnace cycle: fast hydrogen flow to fill the furnace, then slow to maintain the atmosphere, then no flow during parts removal and during loading. Additionally, there were many factors that affected the precise furnace cycles employed, including the size of the pivots in each batch, the number of parts loaded, and the specific metallurgy of the flex pivots in the batch. Overall, the cycle times can vary between 6 and 12 hours per batch.
It is important to seek out a knowledgeable hydrogen partner in this endeavor to specify exactly what’s needed, no more and no less. For heat treat applications, users generally would want compact equipment, extreme hydrogen purity, load following, near-instant on and instant off, and considerable hydrogen pressure that make it flexibly suited for a variety of thermal processes.
By combining on-site hydrogen generation with a small amount of in-process hydrogen surge storage if needed, on-site hydrogen generation can be used to meet the needs of batch processes, such as batch furnaces. By carefully choosing generation rate and pressure, and surge storage vessel volume, the process can provide maximum process flexibility while minimizing the amount of hydrogen actually stored.
In practice, client priorities such as minimum hydrogen storage, or lowest system capital cost, or highest degree of expandability, or least amount of space occupied can be met by choosing the specific hydrogen generator capacity and surge storage system employed for any particular production challenge.
In this case study, the optimum solution chosen was based on lowest capital cost and operating cost (including maintenance) while preserving the maximum possible expandability for production increases, and safety. These sound like common reasons and may be yours as well. Success continues at Riverhawk with the arrival of the new H4 generator in the coming weeks.
About the Author: Marie Pompili is a freelance writer and the owner of Gorman Pompili Communications, LLC.
If you are considering making the leap to laser heat treat, buckle up. Nic Willis, metallurgist/heat treat supervisor of Emerson Professional Tools — RIDGID® TOOLS, and recipient of Heat TreatToday's 40 Under 40 recognition in 2020, shares how he led the company to look at laser hardening for some of their induction heat treated projects. It’s a fascinating story that includes the decision-making process, the transition itself, and the continued implementation of this technology.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: We’ve interviewed you before, and it’s good to have you back. You are one of our 40 Under 40 Class of 2020 winners. Give a brief history about yourself.
Class of 2020, 40 Under 40 Source: Heat Treat Today
Contact us with your Reader Feedback!
Nic Willis: I’ve been in the heat treat world for about 5 years now. I’m the metallurgist and heat treat supervisor at RIDGID® TOOLS in Elyria, Ohio. We have a captive heat treating department where we specialize in neutral hardening, carburizing, carbonitriding, salt tempering. We do some induction hardening, vacuum hardening, and flame hardening, as well. There are a lot of heat treating applications at RIDGID, and it’s pretty exciting.
The Project: Bringing Induction Hardening In-House (02:56)
Doug Glenn: RIDGID is a manufacturer with in-house heat treat. You do some outsourcing, but for the most part, you do your own heat treating.
Let’s talk a bit about your recent decision to change from one type of heat treating over to another type of heat treating.
Nic Willis: This particular project started when I was tasked with finding a way to bring an outsourced process in-house to our facility. That process was the induction hardening of a particular product line. I began by reaching out to different machine builders of induction hardening equipment.
One thing I noticed when I started to get some quotes was how much the tooling cost was going to be and what percentage of the project that was going to account for. Being somewhat new to induction hardening at the time, I was really taken aback.
We had also seen some quality issues with cracking of these components. I just happened to listen to an episode of Heat TreatRadio that had to do with laser hardening. After I got done listening to the podcast, I reached out to Laser Hard, Inc. We started a conversation about learning more about laser hardening and if it was a fit for this particular product line.
Did you consider any other possibilities besides bringing an induction process in or laser?
Nic Willis: It was pretty much between those two technologies. These components, like a lot of parts that are going to make use of either of these two technologies, have one area we want to keep ductile and then another (contact) area we want to have wear resistance. These particular components will get furnace-hardened first, and then they go out for the selective hardening process.
Induction vs. Laser Heat Treating (06:48)
Doug Glenn: What did the rest of the process look like? How long did it take, who was involved, what were some of the key questions that needed to be answered before a final decision could be made?
Nic Willis: For this particular application, it just so happened that the specifications that we required were a good fit for the laser process, namely case depth. One of the limitations of laser hardening versus induction is you’re not able to get as deep of a case with laser as you can with induction. For these components, that wasn’t really a factor. So, there was some initial vetting that went on.
After that, we sent some sample parts to Laser Hard that they would have processed. It took some testing on that end to get their parameters set up, and they cut up a lot of parts to check the case depth. Once we got that dialed in, the parts would’ve come back here to RIDGID where we did some life testing. We have a test apparatus that we use that basically cycles these parts to failure. From there, it turned out that these met or exceeded the life of the induction hardened components. At that point, we would have updated the drawings and approved laser hardening as a substitute process.
The Cost (08:34)
"[The project] needs to be somewhat, or at least, cost neutral." Source: Unsplash.com/Alexander MillsDoug Glenn: Do you have any sense or was there any calculation done of what you anticipated the cost savings would be?
Nic Willis: I can’t get into any specifics; but in order to get any type of substitution like this off the ground, it needs to be somewhat, or at least, cost neutral.
Doug Glenn: How about the maintenance of the equipment — laser versus induction?
Nic Willis: Like I mentioned before, the maintenance of the coils themselves is something that you don’t have to account for with laser. Any type of specialized tooling for laser is going to be on the work-holding end of the spectrum which can be adapted after the fact to improve cycle times and things like that.
Laser does not make use of a quenchant. The parts self-quench, meaning that the core material doesn’t get heated up and is cool enough to quench out the heated area. Anybody that’s familiar with induction knows that the quenching process can be kind of messy and needs to be contained.
The Winner: Laser Heat Treating (10:30)
Doug Glenn: Those are all good additional cost savings items. Laser won the day on this one. Have there been other parts that you’ve looked at potentially going to laser but decided to not do it?
Nic Willis: Yes. In Elyria, the parts that we make are our pressing tools to make our pipe wrenches and threading machines. With the threading machines, there is a lot of gearing. We’ve looked at some of our gears that we flame hardened, and they’re a lot bigger. It’s just not a good fit with laser. You would have to go tooth by tooth, which is going to really increase your cycle time. In those parts, you run into that issue with case step requirement.
Doug Glenn: Can you tell us what laser hardening is?
Nic Willis: It’s a form of selective hardening where you want some of the part to have a hard case for wear resistance. The rest of the part keeps its ductility. In this case, you’re using a laser — rather than an induction field or a flame — to heat up this specific area that you want to harden.
Doug Glenn: You mentioned “part holding.” I don’t want you to give away more than you can and want to respect all the propriety measures. Is this something where you’re spinning a part and laser, so you’re just actually lasering a specific area?
Nic Willis: Correct.
Doug Glenn: I know with flame hardening they’re actually spinning the part as it goes — or they can spin the part. Is laser something you can do that with?
Nic Willis: Yes, absolutely. But then you’re starting to talk about additional costs to build a specialized machine to do the hardening process. For me, I wanted something “off the shelf,” for lack of a better term. I didn’t want a super specialized piece of equipment.
Doug Glenn: In the decision-making process itself, did you and the team require to see laser hardening be done other places or did you work basically just with Laser Hard and make sure they could prove the process? How much of a pioneer were you willing to be? Were you willing to be one of the first people to ever do laser heat treating?
"[W]e sent some sample parts to Laser Hard that they would have processed." Source: Laser HardNic Willis: There is a company that is pretty close to Laser Hard, and some of their products are laser hardened (it’s not the same but it’s a similar application). I was aware of them. Laser hardening has been around for a long time. I think what’s made it more attractive nowadays is that the laser equipment itself has become more affordable. It’s not a new process, by any means. I would assume that it’s been around since lasers have been around.
Success with Laser Heat Treating for RIDGID® (16:40)
Doug Glenn: You’ve been through the decision-making process, and you’ve got it up and running. I assume you’re happy with what’s going on now. You’ve got it down now, and it’s a relatively smooth process?
Nic Willis: Absolutely. We’re looking at bringing the process in-house in the next few years. I’d like to say that it’s a dream of mine to see it done here on site in Elyria.
Doug Glenn: Looking back on the whole process of moving from wanting to bring it in-house, to deciding to go with laser — is there anything you would’ve done differently now, knowing what you know?
Nic Willis: That’s a good question. I think one thing that I really learned through the process was anytime you’re switching from a tried-and-true process to something new, whatever your reasons may be, it takes some time to get people on board. [blocktext align="left"]I think one thing that I really learned through the process was anytime you’re switching from a tried-and-true process to something new, whatever your reasons may be, it takes some time to get people on board.[/blocktext]
Like I mentioned earlier, we were setting the parameters with the laser, doing the metallurgical testing, doing the life testing — it wasn’t a bang, bang, bang type thing. More and more people were brought into the discussion. The commercial side has to be addressed, as well. There are always some question marks when you’re moving from one supplier to another, and that took some time.
I don’t know if I’d do anything different, but I’d tell myself to be a little more patient, given the opportunity.
Doug Glenn: That’s probably the great lesson, honestly. It does take patience and a little perseverance because you’ve got to prove the process. You’ve got to prove it, not only metallurgically, like you said, but you’ve got to prove it commercially.
Nic Willis: From the conceptual stage to when we actually were putting parts into the field, it was probably about two years.
Doug Glenn: When you first started, how long did you think it was going to take?
Nic Willis: I thought it would be relatively quick!
Doug Glenn: Right. A 6-month process turns into 2 years, easily, huh?
Nic Willis: Exactly.
Doug Glenn: Are there any other thoughts regarding the whole process of that transition or laser heat treating or anything that you’d like to share?
Nic Willis: A challenge that I’ve run into is you see success with one product line, and you want to see how far you can take it and expand it to these other product lines. We talked about how sometimes it’s not a good fit. I mentioned that with some of the gears and larger cylindrical-type components. I think induction definitely still has its place.
I’m working on some projects to bring some of our induction parts in-house. In these cases, based on case depth, part geometry, and things like that, induction, in some cases, is a better fit than laser. Although in this particular case, it made sense to switch from induction to laser, it’s not always a one-for-one type switch.
Doug Glenn: That’s excellent advice; you’ve got to take each part in its turn and figure out which is the best process for it.
About the expert:
Nicolas Willis is metallurgist/heat treat supervisor at Emerson Professional Tools — RIDGID® TOOLS. Nic is the metallurgical authority for all Emerson Professional Tool operations worldwide. He has been leading the modernization of the heat treatment department throughout the company, upgrading capital equipment and developing new processes to improve safety, increase throughput, and improve quality of RIDGID and Greenlee brand products. He was elected to the position of secretary of the Cleveland ASM chapter in 2020 and has served on the Research Committee of the Heat Treat Society.







 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com









 Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, a
Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, a