An electric box furnace, currently headed to a Midwest equipment provider, will ultimately be installed at a Snap-on production facility that services tool and die support within the company’s production line.
The model QDD29 economical dual-chamber heat treating and tempering oven from L&L Special Furnace has a compact over/under design that saves floor space and provides reliable heat treating in-house.
QDD29 economical dual-chamber furnace (Source: L&L Special Furnace)
The top chamber is primarily deployed for heat treating tool steels at temperatures up to 2200°F; the tempering chamber is suited to temperatures up to 1250°F and has a recirculation baffle that makes it suitable for small aluminum work as well. The hardening and tempering chambers have interior dimensions of 12” wide by 8” high by 24” deep, with total external dimensions of 55” wide by 70” tall by 56” deep.
The QDD29 is controlled with digital single setpoint controls along with overtemperature protection. Solid-state relays drive the heating elements in a control circuit.
This press release is available in its original form upon request.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
EVERGREEN KILN TECHNOLOGIES, LLC, located in Niagara Falls, U.S.A., and SUZHOU KILNPARTNER Mechanical Technology Co., Ltd., located in China, officially announced their strategic partnership to service and support the growing demands of the North American lithium-ion battery market.
This partnership will provide the market’s battery material producers with access to modern and innovative kiln system solutions for producing cathode (LFP, NMC) and Anode Active Materials.
EVERGREEN KILN TECHNOLOGIES, LLC will operate as a subsidiary of CAN-ENG FURNACES INTERNATIONAL, LTD. (CAN-ENG), where CAN-ENG will share over 60 years experience designing and developing customized thermal processing solutions.
This partnership between the two companies encompasses various areas including marketing, brand collaboration, technological development, production, and engineering, as well as after-sales services. The goal of the companies is to create innovative methods for the thermal processing of battery powder and provide kiln solutions to clients in North America.
This press release is available in its original form here.
Renewable fuels or hydrogen have entered the scene as these are fuels that contain little or no carbon. So, no carbon in the fuel means no CO2! These fuels present an excellent opportunity to significantly reduce carbon.
This Sustainability Insight article was composed by Brian Kelly, manager of Application Engineering at Honeywell Smart Energy and Thermal Solutions (SETS) and president of the Industrial Heating Equipment Association. It can be found in Heat Treat Today's August 2023 Automotive Heat Treatingprint edition.
The need to understand the impact of greenhouse gases (GHGs), especially carbon-based emissions, on climate change is gaining much more interest recently from organizations that have industrial heating processes. Most industrial heating processes are fueled by carbon-based fossil fuels such as natural gas, propane, fuel oil, diesel, or coal. In basic terms, if you have combustion processes in your organization, you are emitting carbon (CO2). Impacts on climate change due to these carbon emissions have prompted government and corporate actions to reduce carbon. These actions are creating unique new opportunities for more sustainable and lower carbon process heating methods. In this article, we will focus on ways to reduce carbon in typical fossil fuel fired heat treat thermal processes. First step: Figure out where you are today. Do you know?
Assess Your Carbon Footprint
Brian Kelly
Image Source: Honeywell
More and more companies are interested in understanding their GHG/carbon footprints, so they can determine what processes are their biggest CO2 offenders, and on what assets to focus on in order to have the largest impact on reducing carbon. Whether your thermal processes are being heated by fossil fuels (typically natural gas) or electrically, each will have a carbon footprint. Fuel gases are being burned to provide the heat and they produce CO2 as a result. Most electrical power is currently being produced by fossil fuels, so electricity will have a CO2 amount associated per kW. What can be done to burn less fuel in your furnaces or ovens, which directly relates to reducing CO2?
Tune Your Combustion Systems
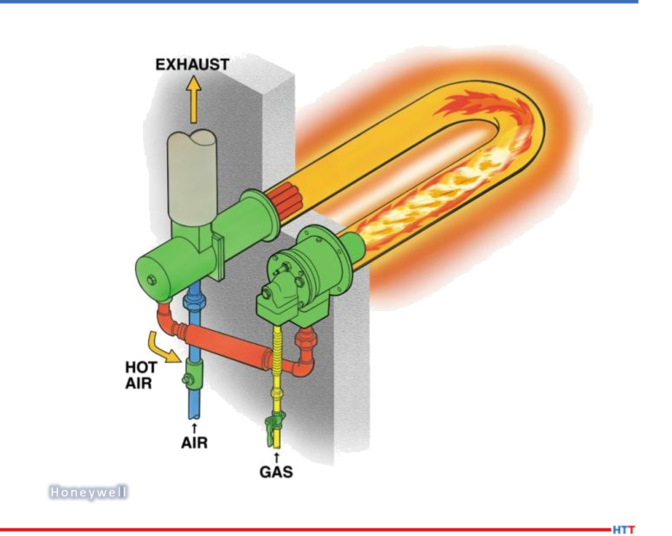
Radiant tube burner with plug recuperator in a U-tube
Source: Honeywell
Over time combustion systems drift and are not at their optimum air/fuel ratio. By simply tuning your burner system on a routine basis, you can fire at the optimum air/fuel ratio for the process and be as efficient as possible. For example, if a furnace is firing on natural gas, operating at 1800°F, and currently operating at 35% excess air, tuning your burners to 10% excess air could save approximately 15% in fuel consumed. The fuel costs will be reduced, and the resulting CO2 will be reduced by that same percentage!
Maintain Your Furnaces/Ovens
A simple review of your furnaces or ovens to observe any hot spots, openings, faulty seals, or refractory issues will identify areas that will cause your systems to operate less efficiently, thus using more energy. Repairing these problems and consistently maintaining them will have the systems running more efficiently and producing as little carbon as possible.
Upgrade Your Firing Systems To Be More Efficient
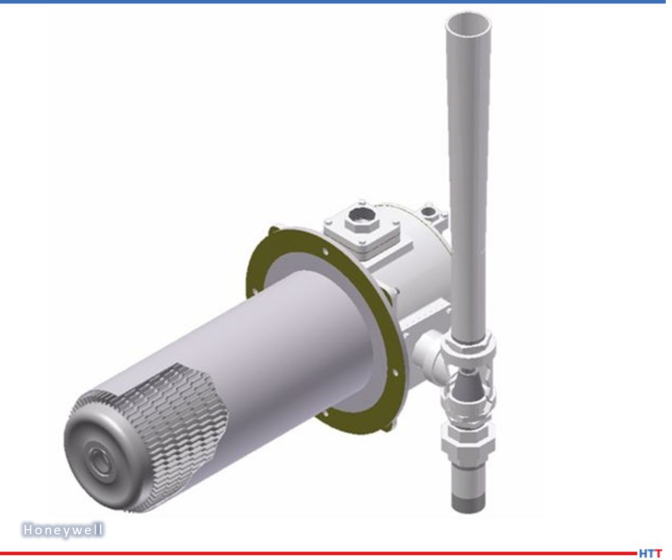
Direct fired self-recuperative burner
Source: Honeywell
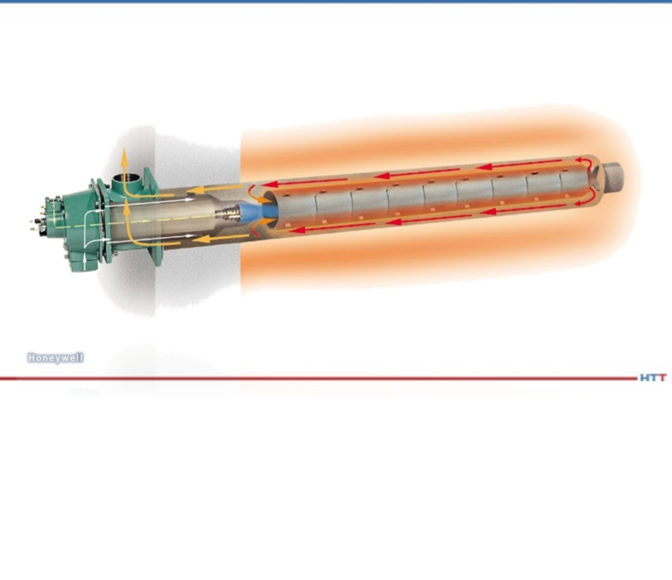
Incorporating preheated combustion air into furnace combustion systems can significantly reduce fuel consumption and therefore the resulting carbon. The two main methods for introducing hot air into a combustion system are recuperation and regeneration. The most popular air preheating method in heat treating applications is recuperation. For a direct fired furnace, this can take the form of a central stack recuperator or self-recuperative burners. Self-recuperative burners have grown in popularity in recent years as they get rid of the need for hot air piping, recuperator maintenance, and most are often pulse fired, which will not only maximize efficiency but also promote temperature uniformity in the furnace and often be lower in emissions. For indirect fired (radiant tube) furnaces, you can apply/add a plug recuperator to an existing cold air fired burner in a furnace that has a U or W-tube to preheat the combustion air or apply self- recuperative burners installed in Single-Ended Radiant (SER) tubes to optimize your furnace firing. The SER tube material can be upgraded to silicon carbide which allows higher temperatures/flux rates that can provide the opportunity to increase throughput and reduce the possible CO2 per cycle.
Combustion air preheating can result in energy savings of close to 25% over cold air combustion.
Renewable Fuels/Hydrogen
Renewable fuels or hydrogen have entered the scene as these are fuels that contain little or no carbon. So, no carbon in the fuel means no CO2! These fuels present an excellent opportunity to significantly reduce carbon. Hydrogen has been of interest because it has the opportunity to be a zero-carbon industrial fuel when produced with renewable energy such as wind, solar, hydro, or nuclear power. As these methods become more prevalent, they bring down the price of hydrogen and increase its availability. This could be a significant driver to greatly reduce CO2 in thermal processes. These topics as well as many others are being discussed in an on-going Sustainability Webinar series hosted by IHEA to provide education and insight into the ever-changing sustainability landscape.
Single ended self-recuperative radiant tube burner
Source: Honeywell
About the author:
Brian Kelly is manager of Application Engineering for Honeywell Smart Energy and Thermal Solutions (SETS) and current president of the Industrial Heating Equipment Association (IHEA).
Find heat treating products and services when you search on Heat TreatBuyers Guide.com
Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, aHeat TreatRadio podcast series where an expert in the industry breaks down a heat treat fundamental with Doug Glenn, publisher ofHeat TreatTodayand host of the podcast, and theHeat TreatTodayteam. This conversation with Dan Herring, The Heat Treat Doctor®, zeros in on heat treat ovens versus atmosphere furnaces.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback!
Doug Glenn: Welcome everybody. This is another Lunch & Learn event with the staff of Heat Treat Today and the illustrious Dan Herring, The Heat Treat Doctor®. Dan, we’re always very happy to spend some time with you.
We are here to learn a little bit about some basics about heat treat equipment, mostly ovens, air and atmosphere furnaces, and possibly vacuum furnaces.
Dan Herring: It’s always a pleasure, Doug, and hello everybody.
It is an exciting topic for me because I happen to love heat treat equipment. Let’s start with industrial ovens.
All About Ovens (01:42)
Years ago, industrial ovens were very easy to differentiate from furnaces. I’m going to give you my understanding of the differences between ovens and furnaces, and then talk a little bit about some general characteristics of all types of heat-treating equipment.
Ovens are typically designed for low-temperature operation. When I talk about low-temperature operation, years ago the definition was “under 1,000° F.” That definition has changed over the years. We now usually say either under 1250°F or under 1400°F. All of that being said, there are some ovens that run all the way up to 1750°F. But what we’re going to concentrate on are, what I call, “the classic temperature designations for ovens.”
Universal oven from Grieve Source: Grieve
First of all, ovens are typically rated at 500°F, 750°F, 1000°F, or 1250°F. If you see a heat treat operation that’s running — certainly under 1450°F — but even under 1250°F, it may be being done in either an oven or a furnace.
Let’s talk about some of the distinguishing characteristics of ovens, so everyone gets a feel for it.
Ovens always have a circulating fan. If you see a piece of equipment without a circulating fan, it can’t be an oven. At these low temperatures, the heat transfer — in other words, how you heat a part — is done with hot air or circulating hot air. So, ovens always have fans.
In most cases — and years ago in all cases, but today in most cases — ovens are metal lined. If you were to open the door of an oven and look in, and you see a metal-lined chamber, that would typically be an oven.
The fan and the type of insulation or lining that’s used is very characteristic for distinguishing features of ovens.
Today, however, there are ovens that use fiber insulation and even some ovens that have refractory-insulated firebricks, refractory in them. The lines are a little bit blurred, but typically you can distinguish them by the fact that they have fans and are metal lined.
Ovens come in either “batch” or “continuous” styles. If the workload inside the unit, the piece of equipment, is not moving, we call that a batch style furnace. If the workload is somehow being transferred through the unit, we call that a continuous furnace. Ovens and furnaces can be both batch and continuous.
Ovens and furnaces can both be either electrically heated or gas fired.
One of the distinguishing characteristics of ovens is that if they are gas fired, they are, what we call, “indirectly heated.” This means your burner, your combustion burner, is firing into a closed-ended tube, a radiant tube, as we call it, so that the products of combustion do not “intermix.” They do not create an atmosphere that’s used inside the oven. In fact, the majority of ovens run with an air atmosphere – that’s another distinguishing feature.
However, there are ovens that can run inert gases. Those ovens typically have continuously welded shells. Again, that’s an exception rather than a rule, but there are ovens of that type.
There are also vacuum ovens out there. We actually have an oven chamber on which we can pull a vacuum. They are less common than their cousins, the air ovens, but they are out there in industry.
We have the method of heating and type of movement of the hearth or movement of the load that typically is consistent between ovens and furnaces.
What I’d like to do is just show everybody a couple of pictures of some very typical, what I’m going to call, “batch ovens.”
Doug Glenn: Because ovens are typically low temperature, you’re able to have metal on the inside, right? If it was higher temperature, you’d start experiencing warping. Is that the primary reason why you tend to see metal in an oven and not in a furnace?
Dan Herring: That’s correct, Doug.
"Metal lined oven" Source: Dan Herring
The lining can be made of steel: it can be made of “aluminized’ steel,” it can be made of zinc-gripped steel (those are just coatings), it can be just steel, and they can be made of stainless steel (a 300 series stainless steel). That’s why you have the different temperature ratings and the different types of materials that this metal interior can be made from.
If you open the door of a metal-lined oven or an oven that had a metal lining, you would typically see what’s pictured here.
"Double door shelf oven" Source: Dan Herring
Ovens can be very small or they can be very, very large. What you’re seeing on the screen is a “double door shelf” oven.
It is very similar to your ovens at home. You open the door, there are shelves, and you can put trays on the various shelves. These can be small, to the point where, sometimes, they can sit on a benchtop. Sometimes they can be very, very large and be floor-mounted, as this one is.
This is an example of a batch oven, something that you would load, and the load stays stationary within the oven. Then, when you’re ready, you unload it.
Ovens can come in slightly larger sizes.
"A larger horizontal oven . . . . a fan system sitting at back" Source: Dan Herring
That’s a picture of a larger, horizontal oven. The door on this particular oven is closed shut, but you can see the fan system — that’s that yellow arrangement that’s sitting in back of this particular oven.
There is another style of oven.
"Walk in oven" Source: Dan Herring
We call this a “walk-in” oven — very creative, because you can walk into it. I’ve seen batch ovens that are very, very small and very, very large — ones that will fit on a benchtop and ones that are a hundred feet long.
You can see the heat source on the right hand side. Remember, whether it’s electrically heated with sheathed elements or if it’s gas-fired with, typically, an atmospheric-type burner, again, you have circulating air past either the electric elements or circulating air past the tube into which the burner is firing. You’re relying on convection — or moving hot air — to transfer that heat energy to your load.
These are just some different styles of different types of ovens, so everyone can see them. I don’t want to take too long, but I’ll show you another picture of one.
"Industrial oven . . . . typical oven in typical heat treat shop" Source: Dan Herring
This is an industrial oven. You can see the fan; it has a yellow safety cover on it. You can see the fan mounted on top, and this is a typical oven that you’d find at a typical heat treat shop.
Ovens have the characteristics that I pointed out. I’ll bring up one more picture which you might find interesting.
"Monorail conveyor oven . . . . with u-shaped radiant tubes" Source: Dan Herring
Since there are a variety of oven shapes and sizes, this happens to be a monorail conveyer oven. What you’re looking at is the inside of the oven. You’ll notice that in the ceiling there are hooks. The loads are actually placed on the hooks and sent through or pulled through the oven. This happens to be a gas-fired unit, and you can see that it has U-shaped radiant tubes into which you’re firing.
This oven is fiber-lined and not metallic-lined. You’ll also notice that because you see different colors of the tubes, this particular shot was taken and you destroyed the uniformity of temperature within the oven. Usually, they’re very tight.
Ovens are typically in the ±10°F range for temperature uniformity, sometimes in the ±5°F range.
Those are basically some pictures of ovens, whether they be batch or continuous, for everyone to see and think about, from that standpoint.
Q&A on Ovens (16:58)
Bethany Leone: What is the reason for the increase in temperature range for what classifies an oven?
Dan Herring: The main reason is the materials of construction have gotten better, so we’re able to withstand higher temperatures. But going to some of these temperature ratings, one of the things that heat treaters look at is if I have a process that runs at 1,000°F or 970°F (let’s take an aluminum heat treat example where a process is running at 970°F), I could run that in an oven rated at 1,000°F but I’m right at the upper limit of my temperature.
It's much better to buy an oven rated at 1250°F and then run a process such as 970°F where I have a margin of safety of the construction of the oven, so the oven will last longer.
However, industrial ovens tend to last forever. I’m the only person on this call old enough to have seen some of these ovens retired. It’s not unusual that an oven lasts 40 or 50, or sometimes 60 years.
Ovens are used in the heat treating industry for processes such as tempering, stress relief, for aluminum solution heat treatment, aluminum aging operations, and to do some precipitation hardening operations that run in these temperature ranges. Ovens are also commonly found in plating houses where you’re doing a hydrogen bake-out operation after plating. You also do various curing of epoxies and rubbers and things of this nature in ovens.
There are a variety of applications. Ovens are used also for drying of components. Ovens are used for drying of workloads, these days, prior to putting in your heat treating furnace. Many times, our washers are inefficient when it comes to drying. You take a wet load out of a washer and put it into a low-temperature oven, maybe running between 300°F and 750°F. Consequently, you both dry the washing solution off the parts and you even preheat the load prior to putting it into the furnace.
Heat Treat Today team enjoying a Lunch & Learn session
Doug Glenn: One of the things I’ve always distinguished ovens by is the term “panel construction” opposed to “beam construction.”
If you can imagine a sheet of metal, some insulation, and another sheet of metal – that’s a panel. It’s got enough insulation in it because the temperatures are not excessively high, but you really only need those three layers. You take those panels, you put them in a square or whatever, put a lid on it, put a bottom on it, and you basically have an oven, right?
Where furnaces are not typically constructed that way; they are constructed more where you have a support structure on the outside and then a heavy metal plate and then you build insulation on the inside of that. It doesn’t even need to have metal on the inside — it can be brick or another type of insulation.
Many people claim — and I’m sure there are some very strong ovens — that the oven construction is not as hardy, not as rugged. That’s one other minor distinction, but the main distinction is ovens tend to be lower temperature.
Dan Herring: Yes, that’s very correct, Doug. In panel-type construction, there is typically mineral wool insulation in between the two panel sheets; and it’s rated for obviously very low temperature.
There are, what we call, “light duty” and “heavy duty” ovens. Heavy duty ovens have that plate and support structure — those I-beams or channels — supporting the external structure.
Doug Glenn: You reminded me of something, Dan: We talk about ratings – oven ratings, furnace ratings, and that type of stuff. That’s pretty important and we haven’t really discussed that much. But if a furnace is rated at a certain temperature, you do not want to take that furnace beyond that temperature because there are real safety issues here.
There was one picture that Dan showed where you could see the metal interior, and there was like a gasket, if you will, around the whole opening. That gasket is only rated to go up so high in temperature. If you go over that temperature, you’d end up deteriorating that gasket, if you will. It could cause a fire, it could cause a leak, it could cause all kinds of issues. And that’s only one example.
One other one he mentioned was fans. There is almost always a fan in an oven, and if you take the temperature of that oven over its rated temperature, all of sudden the bearings in that fan start . . . well, who knows what’s going to happen.
You always want to know the rating of your oven and furnace, and don’t push the rating.
Dan Herring: Yes, if you exceed temperature in an oven, typically the fan starts to make a lot of noise and you know you’re in trouble. You only do that once. But those are excellent points, Doug, absolutely.
So, the world of ovens -- although it’s they’re an integral part of heat treating -- are a “beast unto themselves,” as I like to say. Construction is a factor, and other things.
All About Atmosphere Furnaces (24:50)
Furnaces, interestingly enough, can be rated both to very, very low temperatures all the way up to very, very high temperatures. In other words, you can see industrial furnaces running at 250° or 300°F or 500°F or 1000°F, — at typical temperatures that you would associate with oven construction — but you can also see furnaces running at 1700°F, 1800°F, 2400, 2500, 3200°F. There are some very interesting furnaces out there.
But furnaces, although they can run in air — and there are a number of furnaces that do — they typically run some type of either inert or combustible atmosphere inside them. Furnaces typically have an atmosphere, and they do not always have a fan. The rule is the higher you go up in temperature, the more any moving part inside your furnace becomes a maintenance issue. Many times, furnaces do not have fans in them.
They can be electrically heated. They could also be gas-fired. In this particular case, they can either be direct-fired or the burners are actually firing into the chamber; and the products of combustion become your atmosphere. They could be indirect-fired — like we discussed with ovens — into a radiant tube as a source of heat or energy.
Furnaces typically have plate construction. It’s typically continuous welded, they have channels or I-beams surrounding the structure to make it rigid, insulation is put on the inside. Traditionally it’s been insulating firebrick, but in what I’ll call recent years (20 years or so) fiber insulations have come about, and they perform very, very well.
Fiber insulations reduce the overall weight. They have advantages and disadvantages. A refractory-lined unit can have a great thermal mass due to the storage of heat inside the insulation, so when you put a cold load into a brick-lined furnace, the heat from the lining will help heat the load up quickly.
You don’t have quite the same heat storage in a fiber insulation. At the same time, when you go to cool a furnace, a fiber-lined furnace will cool very quickly as opposed to a refractory furnace which cools a lot slower.
Again, furnaces can be batch style, they can be continuous style, they can be fairly small in size. The smallest ones that I’ve seen, typically, are about the size of a loaf of bread. Conversely, you have furnaces that are so large you can drive several vehicles or other things inside of them.
A 14-foot long car bottom furnace Source: Solar Atmospheres of Western PA
As a result of that, what distinguishes them are typically their temperature rating and the fact that they use an atmosphere. Some of the atmospheres are: air, nitrogen, argon. I’ve seen them run endothermic gas and exothermic gas which are combustible atmospheres, or methanol or nitrogen-methanol which are also combustible atmospheres; they can run steam as an atmosphere. I’ve seen furnaces running sulfur dioxide or carbon monoxide or carbon dioxide as atmospheres. The type of atmosphere that is used in an industrial furnace can be quite varied.
We have several different furnace categories that typically are talked about: Batch style furnaces are configured as box furnaces. They are very similar in shape to the ovens that we looked at. Pit style furnaces are where you have a cylindrical furnace that actually is quite tall and fits down, usually, into a pit that’s dug in the factory floor.
You also have mechanized box furnaces. Those, typically, today, would be called integral quench furnaces or sometimes batch quench furnaces or “IQs.” There are belt style furnaces, gantry, tip-up, and car-bottom furnaces. There is a wide variety of batch style furnaces, all of which have the characteristic that once you put the load into the chamber, it sits there until it’s been processed and until it's time for you to remove it.
The exception is in an integral quench furnace. You push the load typically either directly into the heating chamber or into a quench vestibule and then into a heating chamber; you heat it in one chamber, you transfer it out, and you quench it into another chamber.
Those are some of the distinguishing features of batch style equipment. I’ve got a couple of pictures here that you might find interesting.
"A box furnace . . . . sometimes difficult by sight alone to tell an oven or box furnace" Source: Dan Herring
Here is a “box furnace.” You might say, “Oh, my gosh, it looks like an oven!” I see a fan on top, and it’s a box style. From the outside, it’s hard to tell whether it’s an oven or a furnace.
When you look at this unit, you might see that it’s made of plate construction. It would be difficult to tell if this unit were a heavy-duty oven or furnace unless you, of course, opened the door and looked inside. You would typically see either fiber insulation or insulating firebrick in these types of units.
Sometimes, just by sight alone, it’s very difficult to tell if it’s an oven or a furnace. But there are other telltale signs.
"A box furnace with retort" Source: Dan Herring
Now, this is a box furnace with a retort inside it. The workload is placed, in this case, into a metal container that’s physically moved on a dolly into the furnace itself. This is what we call a box furnace with a retort.
The process takes place inside the retort. You’ll notice that there’s a flow-meter panel there, of different gases, that are introduced directly into the retort. This style of furnace is very interesting because the furnace itself, outside the retort, is simply heated in air. It’s a relatively inexpensive construction. Also, when the time comes that the process is finished, usually you can remove the retort and introduce or put a second retort into the furnace while the first retort is cooling outside the furnace. It lends to increased production, from that standpoint.
But this is typically a box furnace; it looks like a big box. The shell does not have to be continuously welded because the process takes place inside the retort. You might be able to see, just past the dolly, there is a dark color and that is the blackish retort that’s actually being put in.
Doug Glenn: I think the reasoning of the retort is to protect the airtight atmosphere, right?
Dan Herring: That’s correct, Doug. The idea is the fact that it’s an effective use of your atmosphere.
The other thing you can do with a box furnace with a retort is you can pull a vacuum on the retort. As a result of this, you can actually have a “hot wall” vacuum furnace. That is what is defined as a hot wall vacuum.
The next type of atmosphere furnace we’re going to look at is pretty distinct or pretty unique: This is a pit style furnace.
"A pit style furnace . . . . there is probably 4X as much furnace below the floor" Source: Dan Herring
What you’re seeing here is only that portion of the furnace that is above the floor. There is probably four times as much furnace below the floor as there is above. OSHA has certain requirements: there must be 42 inches above the floor not to have a railing or a security system around the pit furnace, because you don’t want to accidentally trip and fall into a furnace at 1800°F. We don’t want to say, “Doug was a great guy, but the last time I saw him . . .”
In this particular case, there is a fan which is mounted in the cover of this pit style furnace. Most pit furnaces are cylindrical in design; however, I have seen them rectangular in design. Some of them have a retort inside them; unlike the picture of the box furnace with the retort, the retort is typically not removable, in this case. Of course, there are exceptions. There are nitriding furnaces that have removable retorts.
I think this is a very distinctive design. If you walked into a heat treat shop, you’d say, “You know, that’s either a box furnace or an oven.” Or, if you looked at this style of furnace, you can clearly see it’s a pit furnace, or what we call a pit furnace.
Two other examples, one of which is just to give you an idea of what we call an “integral quench furnace.” I think this is a good example of one:
"An integral quench furnace, an in-out furnace" Source: Dan Herring
They’re made by a number of manufacturers. The integral quench furnace is probably one of the more common furnaces you’re able to see. It has, in this case, an oil quench tank in front and a heating chamber behind.
This would be an “in-out” furnace; the workload goes in the front door and comes out the front door. But once the workload is loaded into an area over the quench tank (which we call the vestibule), an inner door will open. The load will transfer into the heating chamber in back. That inner door will close, the workload will be heated and either brought up to austenitizing temperature, carburized or carbonitrided, the inner door will then open, the load will be transferred onto an elevator and either lowered down into a quench tank (typically oil) or, if the unit is equipped with a top cool, the load is brought up into the top cool chamber to slowly cool.
These styles of furnaces do processes like hardening, carburizing, carbonitriding, annealing, and normalizing. You typically don’t do stress relief in them, but I’m sure people have. These furnaces have a wide variety of uses and are quite popular. Again, the style is very distinctive.
They typically run a combustible atmosphere, and you can see some of that atmosphere burning out at the front door area.
There are also, what we call, continuous furnaces or continuous atmosphere furnaces. They are furnaces where you have a workload and somehow the workload is moving through the furnace. A good example of that is a mesh belt conveyor furnace.
There are also what we call incline conveyor, or humpback-style furnaces. The mesh belts are sometimes replaced, if the loads are very heavy, with a cast belt: a cast link belt furnace. The furnaces can sometimes look like a donut, or cylindrical, where the hearth rotates around. We put the workload in, it rotates around, and either comes out the same door or comes out a second door.
A lot of times, rotary hearth furnaces have a press quench associated with them. You’re heating a part, or reheating a part in some cases, getting it up to temperature, removing it, and putting it into a press that comes down and tries to quench it by holding it so that you reduce the distortion.
There are other styles of furnaces typical of the “faster” industry which are rotary drums. Those furnaces you would load parts into, and you have an incline drum (typically, they’re inclined) with flights inside it. The parts tumble from flight to flight as they go through the furnace, and then usually dump at the end of the furnace into a quench tank.
For very heavy loads, there are what we call walking beam furnaces where you put a workload into the furnace. A beam lifts it, moves it forward, and drops it back down. Walking beam furnaces can handle tremendous weights; 10,000 to 100,000 lbs in a walking beam is not unusual. Any of the other furnaces we’re looking at wouldn’t have nearly that type of capacity.
There are some other fun furnaces: shaker furnaces. How would you like to work in a plant where the furnace floor is continuously vibrating, usually with a pneumatic cylinder so it makes a tremendous rattle, all 8 or 10 hours of your shift? That and a bottle of Excedrin will help you in the evening.
As a last example, the monorail type furnaces where we saw that you hang parts on hooks. The hooks go through the furnace and heat the parts.
I’ll show you just a couple of examples of those. These are not designed to cover all the styles of furnaces but this one you might find interesting.
"A humpback style furnace" Source: Dan Herring
This is a typical continuous furnace. This would be a humpback style furnace where the parts actually go up an incline to a horizontal chamber and then go down the other side and come out the other end. These furnaces typically use atmospheres like hydrogen, which is lighter than air and takes advantage of the fact that hydrogen will stay up inside the chamber and not migrate (or at least not a lot of it) to floor level.
Atmosphere Furnaces Q&A (47:30)
Evelyn Thompson: Are the inclined sections of the furnace heated? Why do the parts need to go up an incline? Just to get to the heated part of the furnace?
Dan Herring: If you’re using an atmosphere such as hydrogen, it’s much lighter than air. If you had a horizontal furnace just at, let’s say, 42 inches in height running through horizontally, the hydrogen inside the furnace would tend to wind up being at the top of the chamber or the top of the furnace, whereas the parts are running beneath it! So, the benefit of hydrogen is lost because the parts are down here, and the hydrogen tends to be up here.
By using an incline conveyor, once you go up the incline, the hydrogen covers the entire chamber and therefore the parts are exposed to the atmosphere.
I did a study a few years ago: About 5–6% of the types of mesh belt furnaces in industry are actually this incline conveyor type.
Another good example is the fact that people like to run stainless steel cookware. I’ve seen pots, pans, sinks, etc. Sometimes you need a door opening of 20 or 24 inches high to allow a sink body to pass into it. Well, if that were a conventional, horizontal furnace, you’re limited to, perhaps, 9 to maybe, at most, 12 inches of height.
Typically you never want to go that high, if you can help it. 4–6 inches would be typical. So, there would be a tremendous safety hazard, among other things, to try to run a door opening that’s 24 inches high. But in an incline furnace, the height of the door can be 20, 24, 36 inches high. The chamber is at an 11° angle, and you must get up to the heat zone, but they run very safely at that.
Karen Gantzer: Could you explain what a retort is?
Dan Herring: Think of a retort — there are two types — but think of one as a sealed can, a can with a lid you can open, put parts in and then put the lid back on. The retort we saw in that box style furnace is that type. It is a sealed container. We typically call that a retort.
Now, in that pit furnace we saw, there could be a retort inside that one and they could be sealed containers, but typically they’re just open sides, that are made of alloy. Sometimes we call those “retorts” as opposed to “muffles” or “shrouds,” in another case. Muffles don’t have to be a sealed container, but they typically are. That’s the way to think of them.
Karen Gantzer: Thank you, Dan, I appreciate that.
Bethany Leone: Dan, thank you for joining us. It was really a valuable time.
Over $9 million FedDev Ontario investment is helping Cyclone Manufacturing Incorporated (Cyclone) to add a heat treatment oven at its Milton facility, commercialize 1,500 parts, and support 110 jobs at Milton and Mississauga locations.
This investment through the Aerospace Regional Recovery Initiative, will help Cyclone expand its facilities in all its four locations. The expansions will also include commercialization of 1,500 parts, a temperature-controlled production area at one of its Mississauga facilities, increase the company’s ability to create new and larger aircraft metal parts, and continue to perform sub-assemblies for major OEMs like Bombardier, Boeing, Airbus and Embraer.
MP Adam van Koeverden and MP Rechie Valdez visited Cyclone Manufacturing Incorporated’s (Cyclone) Milton location Source: Cyclone Manufacturing Inc.
Adam van Koeverden, the Member of Parliament for Milton, along with Rechie Valdez, the Member of Parliament for Mississauga–Streetsville, visited Cyclone at its Milton facility. “This project will help Cyclone expand in a green way," commented van Koeverden, "supporting 110 local jobs while contributing to the growth of the aerospace sector here in southern Ontario.”
“Today’s investment will help the company emerge from the pandemic as a key player within the global aerospace supply chain," added Valdez.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Your system is great, but is your furnace performing the best it can? In this Original Content article from Alberto Cantú, vice president of Combustion, Control and Services at Nutec Bickley, learn three key performance evaluation methods and five tips to increase productivity. Check out how implementing these changes applies in the brief case study at the end.
Alberto Cantú VP Combustion, Control and Services Nutec Bickley
Adjusting furnace burners not only saves fuel, but can increase the return on investment (ROI) of heat treating operations when confronted with:
Problems reaching the desired temperature
Longer than expected processing cycles
Every kilogram of product that we fail to create has a corresponding impact on the ROI that we are able to obtain.
Adjusting your equipment may be the solution to reaching your ideal temperature, make your parts heat faster, and increase production. Learn more in this article.
Performance Evaluation Methods
We recommend the following:
1. Establish a benchmark of standard values in your industry to evaluate your performance in each furnace/process and discover the opportunities for improvement.
Example: For a reverberatory aluminum furnace, consumption should be between 2,000-2,500 British Thermal Unit (BTU)/pound. On the other hand a stack melter is in the order of 1,000 BTU/pound. (See “A Melt Performance Comparison” for example.)
2. Measure the oxygen level inside the industrial furnace to determine the current air/gas ratio and whether there is any infiltration.
If oxygen levels are high, the furnace will consume more fuel, flames will be cooled, and you run the risk of oxidizing your product (in the case of metals). If you introduce the correct volume of air, there should be no oxygen in the furnace, since it is all consumed in the combustion process.
This measurement can be conducted extremely rapidly without being expensive or invasive and will allow you to evaluate the status of your processes. If you measure it in-situ, which is more expensive, you will get a consistent reading. Alternatively, you can measure it manually with an oxygen probe. Doing it manually should take no more than a couple of minutes.
3. Obtain a thermographic image in order to determine the furnace wall temperature, to confirm the state of the insulation, and to verify that there are no relevant heat leaks that represent a danger to the furnace or its instruments.
It is vital to check your entire system since sometimes the burners are correctly adjusted, but there are leaks in the doors or walls. The picture to the right shows leaks through the furnace door. If pressure is negative, this becomes an infiltration and you will see more oxygen in the furnace and, therefore, more fuel consumption.
Tips for Optimizing Operation of Your Furnaces
Some recommendations to increase furnace productivity are:
Modify the heating curve by adjusting the set point and increasing the initial temperature value to reach the required level faster.
Perform ramp-type reductions in temperature to increase production by shortening cycles.
Space out the individual parts in the load for greater heat transfer. Increasing the transfer area decreases the heating time and allows us to produce more.
Nutec Bickley’s IMPS system intersperses the use of burners to optimize heat transfer thanks to the principles of convection and radiation phenomena.
The use of regenerative and recuperative burners in radiant tubes makes it possible to improve the system’s energy efficiency by taking advantage of residual heat from the process.
Implementation
To conclude, here is an example of a customer with an aluminum homogenizing furnace where time was decreased 20% by modifying the temperature curve:
About the Author: Alberto Cantú is the vice president of Combustion, Control and Services at Nutec Bickley. Cantú has more than sixteen years of professional experience, including in the food industry, CFD software consultancy, heating and thermal treatment processes, and general manufacturing industry. He has written nine official publications in a variety of journals about residence time distribution and analyzing different designs. Cantú is also a well-recognized member ofHeat Treat Today’s 40 Under 40 Class of 2020; read more about him here.
18 AMS2750 compliant furnaces and ovens for the U.S. Government were recently completed and shipped. Air Force bases throughout the U.S. will use them to support airplane and helicopter repair and maintenance, processing a wide range of materials from aluminum to tool steels.
The models, supplied by Lucifer Furnaces, Inc., include 5000 Series Heavy Duty Single Chamber Furnaces, 8000 Series Dual Chamber Furnace/Oven combos, 4000 Series Recirculating Convection Ovens, and DU4 Series Dual Ovens. All models comply with AMS2750 Class 2 (+/- 10 F) and Class 5 (+/- 25 F) specifications with an instrumentation package that includes digital paperless recorder/controllers, high limit safety systems and SCR power supplies. TUS (temperature uniformity survey) and SAT (system accuracy test) access ports are built in for ongoing SATs and TUSs. All models are completely wired and temperature uniformity surveyed in-house prior to shipment.
(photo source: Cassio Nunes at unsplash.com)
All other images provided by Lucifer Furnaces, Inc.
A manufacturer of aerospace products will be receiving a new heat treating oven for processing parts in a reduced oxygen atmosphere, utilizing nitrogen. The oven is electrically heated, and will be operational at temperatures exceeding 1,000°F.
The electrically heated standard draw batch oven (SDB Series) is provided by Wisconsin Oven. The maximum continuous operating temperature of this electrically heated oven is 1,400°F and has the capability to operate at 230° F above ambient. The thermocouple uniformity survey (TUS) qualified temperature range is 800°F to 1,400°F.
Wisconsin Electric Oven (photo source: siovens.com)
Qualified work zone dimensions are 24” wide x 24” high x 48” deep. Overall chamber dimensions are 36” wide x 36” high x 60” deep. The construction of the walls and ceiling feature the “CAN” style construction with heavy plate exterior (1/2” thick oven front) and includes 4” of ceramic blanket, backed with 4” of 6-pound density, industrial board style insulation for a total wall thickness of 8". The interior ductwork and liner utilize 18 gauge 309 stainless steel.
(photo source: Kennedy Space Center on unplash.com)
Time for a solid case study. In this Heat Treat TodayTechnical Tuesday feature, José P. Sanchez, part of Ceramics Business Unit in Nutec Bickley, describes the installation of several high-temperature and low-temperature ovens and kilns at one of the largest plants of a worldwide refractory product manufacturer.
Read this Original Content piece to get the details about how this project was executed and what measures were implemented for successful follow-up service.
About the Client
The client is recognized worldwide for the manufacture of refractory products used in the steel industry and on this project we worked with one of its largest plants.
This project comprised the design, manufacture and installation of 13 ovens and two kilns with temperatures ranging from 390°F to 3,000°F (200°C to 1,650°C) and retrofits to two existing kilns, as part of a major redesign at the client’s plant.
The Challenge
Nutec Bickley had to design, manufacture/modify and install 17 ovens / kilns in the space of 12 months, so we had to be especially careful organizing ourselves in the following aspects:
Ensuring we had the required space in our plant for the pre-assembly of all these units
Coordinating the execution of the project in which more than 80 people participated directly
Coordinating the parallel installation of multiple pieces of equipment in the customer’s plant, where at times there were more than 30 of our personnel on site at the same time
Our Solution
One of the decisive factors in winning this contract was the fact that other suppliers only had the capacity to manufacture either low temperature ovens or high temperature kilns, with Nutec Bickley being the only one with the capacity to manufacture both.
Additionally, we demonstrated our experience and ability to design ovens/kilns in temperature ranges from 210°F right up to 3,270°F (100°C to 1,800°C).
(photo source: Nutec Bickley)
We offered an ideal option, enabling the client to take on a single supplier to supply all of this equipment and to have it delivered it as a turnkey project.
Equipment Supplied
The turnkey solution comprised the following equipment and technologies:
A high temperature convection oven (1,110°F/600°C) with nitrogen injection
Equipped with stainless steel baffles to direct gases into the chamber and achieve the required temperature uniformity
Equipped with a thermal incinerator to reduce VOCs
Two Carbell Kilns
Operating temperature: 1,600°C (2,910°F)
Maximum operating temperature of 1,700°C (3,090°F)
Nine temperature control zones
High alumina bubble brick insulation
High velocity burners
Ceramic fiber lined exhaust vent
Incinerators in the exhaust for volatile gases
Two Retrofits of Existing Equipment
A) Modification of a Carbell kiln from another plant
We renewed the MCC and control panels.
We updated the PLC and display.
The combustion system was modified to comply with the NFPA-86 standard.
B) Transfer of a kiln from another plant
Insulation was supplied using our Jointless system.
Updated to meet NFPA-86 standard
12 Low-Temperature Convection Ovens (390°F to 660°F/200°C to 350°C)
(photo source: Nutec Bickley)
Two of them with forced cooling using extractors
Two of them with an incinerator to burn the volatile gases being vented to the atmosphere, greatly reducing pollution emissions
The other equipment was adapted to install more incinerators in the future.
Steel paneled ovens and mineral wool insulation
Design of baffles to direct gases into the chamber and achieve the required temperature uniformity
Project Benefits
Provided a comprehensive solution in the agreed timescale
Optimization of the use of floor space and improvements in operational logistics
SCADA system to monitor the uniformity of temperature in each cycle
Alarms in the event of sub-optimal temperature or where there is some discrepancy in the heating zones
Higher process quality and traceability in the case of rejects
Using some equipment from other plants reduced investment costs
Quickly service the 17 new, as well as the other, equipment
HSE supervisors in the field to monitor the operations of our mechanics and electricians
Knowledge to follow any type of safety standard in the design of combustion equipment. In this case it was NFPA 86-2019 (Class A oven and furnace design).
Opened our facilities at Nutec Bickley for visits to review progress of the oven manufacture
About the Author: José P. Sanchez is part of the Ceramics Business Unit in Nutec Bickley, in charge of sales in LATAM for kilns and major retrofits in the ceramic industry. He has been an active participant of multiple projects involving kilns and ovens in numerous industrial sectors, mostly refractories for the steel & aluminum industry.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s tips come to us from Nel Hydrogen covering atmospheric solutions and Wisconsin Oven Corporation with a tip on gas chamber issues. Additionally, Pelican Wire provides 4 quick tips on Thermocouples.
Heat TreatToday welcomes you to submit your own heat treat tip for Heat TreatToday's 2020 Fall issue to benefit your industry colleagues. You can submit your tip(s) to karen@heattreattoday.com or editor@heattreattoday.com.
Heat TreatTip #11
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost. (Nel Hydrogen)
Generate H2 and N2 on-site – saving money, improving safety, and reducing carbon footprint.
Heat TreatTip #12
Oven Chamber Failing the Test? Try This!
When having difficulties passing a temperature uniformity test, check the pressure of the heating chamber. This can be done with a pressure gauge that reads inches of water pressure. The best uniformity is achieved when the pressure is neutral or slightly positive (0” to +.25” wc). If the pressure is negative (even slightly), it can draw a stream of outside cold air into the chamber, causing cold spots. For the best results and ease of analysis, permanently mount a gauge to read the pressure. Any issues with pressure can be easily recognized and corrected. (Wisconsin Oven Corporation)
Heat TreatTip #70
Type N Thermocouple (Nicrosil / Nisil)
Type N Thermocouple (Nicrosil/Nisil): The Type N shares the same accuracy and temperature limits as the Type K. Type N is slightly more expensive and has better repeatability between 572°F to 932°F (300°C to 500°C) compared to Type K. (Pelican Wire)
Heat TreatTip #71
Know Your Thermocouple Wire Insulations
Know your thermocouple wire insulations. When is Teflon® not Teflon®? Teflon® is a brand name for PTFE or Polytetrafluoroethylene owned by Chemours, a spin-off from Dupont. FEP is Fluorinated Ethylene Propylene. PFA is Perfluoroalkoxy Polymer. All three are part of the Fluoropolymer family but have different properties. Of the three compounds, PTFE has the highest heat resistance, PFA second highest and FEP third. The higher the heat resistance the more expensive the insulation. Keep that in mind when specifying the insulation and only pay for what you need. (Pelican Wire)
Heat TreatTip #72
Resistance Temperature Detectors (RTDs)
Resistance Temperature Detectors (RTDs) are replacing thermocouples in applications below 1112°F (600°C) due to higher accuracy and repeatability. Typical constructions are multiconductor cables with nickel-plated copper conductors. (Pelican Wire)
Heat TreatTip #74
When to Use Type K Thermocouples
Type K thermocouples should only be used with the appropriate Type K thermocouple wire. Type K measures a very wide temperature range, making it popular in many industries including heat treating. An added benefit with Type K is that it can be used with grounded probes, ungrounded probes, and exposed or uncoated wire probes which are attached to the probe wall, measure without penetration, and have a quick response time respectively. (Pelican Wire)
Heat TreatTip #100
The Right Furnace Atmospheres Will Pay Dividends
Precision blended gas system provides the atmosphere needed at the most economical cost.
Save money on your furnace atmospheres by employing the driest and leanest furnace atmosphere blends possible. Furnace atmospheres are a compromise between keeping it simple and supplying exactly the atmosphere to meet the unique requirements of each material processed. Organizations have different priorities when it comes to atmospheres—heat treat specialists may want to be able to run as many different materials as possible using a limited array of atmosphere types, while captive heat treating operations often want exactly the atmosphere approach to maximize the benefits for their specific processes/products.
The dewpoint (water content) of the atmosphere in the furnace is a key factor in its performance. At high temperatures, water in the atmosphere can break down, releasing oxygen that can cause oxidation. You must maintain a high degree of reducing potential to achieve the surface finish and processing results desired. If the furnace atmosphere gas is wet, you’ll need a gas blend richer with hydrogen than you would if your atmosphere blend had a lower dewpoint (less water vapor content). Since hydrogen costs 10 times more than nitrogen, it is more economical to run a leaner atmosphere than a richer atmosphere. By running the driest atmosphere blend possible, you may find that you can lean down your atmosphere (consistent with the metallurgical needs of your product/process) by reducing the proportion of hydrogen and increasing the nitrogen. In doing so, you may recognize meaningful savings.
Check your furnace atmosphere raw materials and process and obtain the driest atmosphere possible. Control your atmosphere dewpoint by adding humidity as needed to the driest starting blend possible rather than accepting a wet atmosphere and trying to process your parts. You’ll achieve the best compromise of excellent results at the lowest cost. (Nel Hydrogen)










 Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, a
Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, a 


































