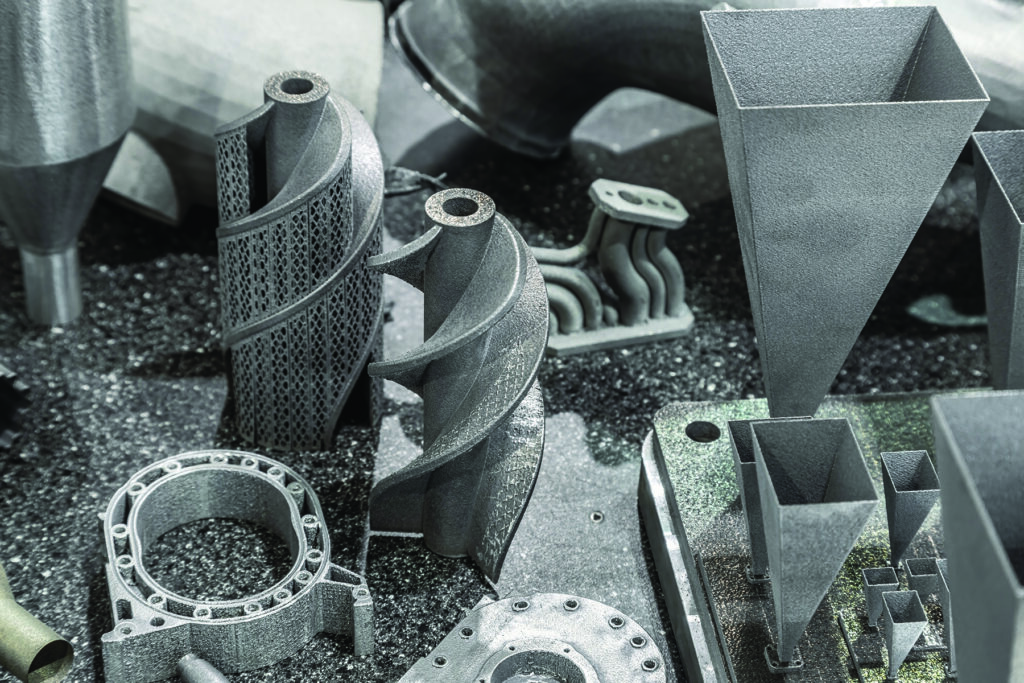
For in-house heat treat operations, the number one goal is to produce a reliable product with consistent in-service performance. Yet supply chain and specialized processes can cause consistency stressors. In this article, Heat TreatToday underlines the importance of consistent feedstock for in-house induction heat treater, National Steel Rule, and how the essential mill process of controlled decarburization can be actualized.
This informative piece was first released in Heat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition.
National Steel Rule manufactures rotary cutting rule for the corrugated box industry. Located in Linden, New Jersey, the company supplies products to the die making and die cutting industries globally. They have established a high standard of sourcing, researching, and testing material for their rule, in addition to a complete testing laboratory with both rotary and flat die cutting equipment.
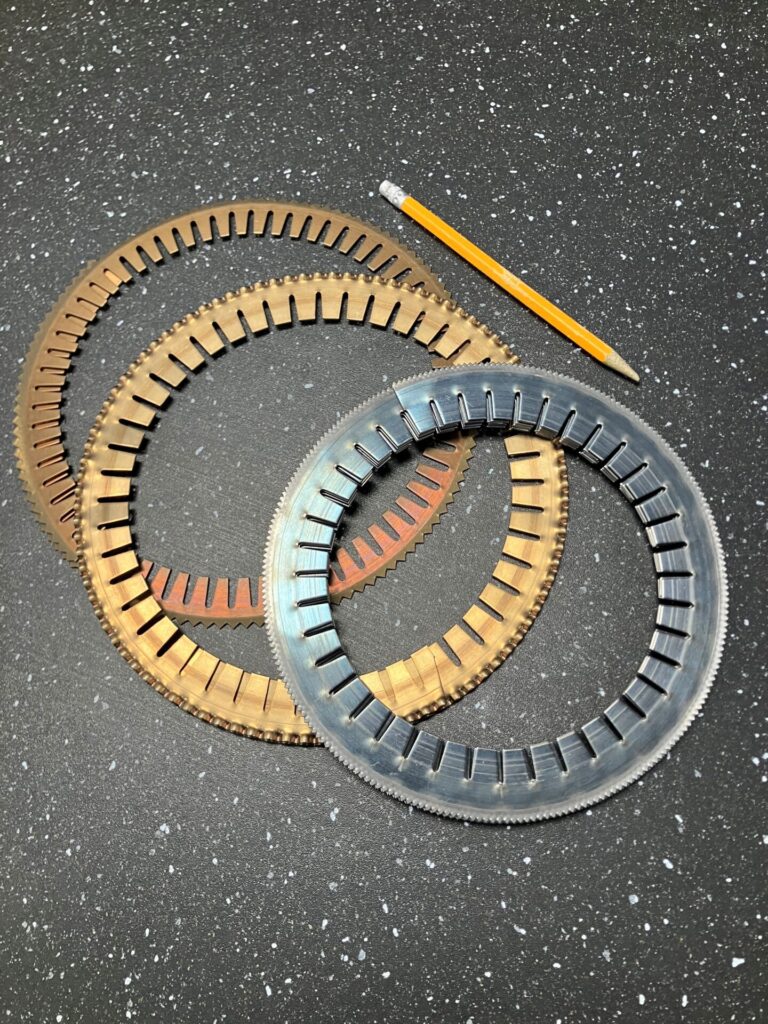
Their steel rule is purchased from a mill that performs a controlled decarburization on the entire feedstock. When National receives the steel feedstock, they work the steel to create teeth, employing induction hardening as part of the process. The finished cutting rule is then sold to steel rule die makers who mount these blades and an ejection rubber on laser cut wooden boards. The manufacturer must ensure their rule blades are sound, as even microscopic cracks will open during the die cutting process.
Figure 1. Small diameter bent rule | Image Credit: National Steel Rule
National’s rotary blades and other products rely on purchasing decarburized steel. “Flexibility and formability are paramount,” states Ed Mucci, president of the company, and Alexander Heucke, chief engineer. Cutting rule must be bent to form a circular blade; in service, that blade rotates to cut into the corrugated material. The curve geometry can be extreme, often bending up to a 7-inch interior diameter. As such, the purchase of decarburized steel is critical for the manufacturer’s business. At present, National sources the material internationally. Mucci explains, “Manufacturers aren’t using large quantities of decarburized steel, making it challenging to source, at least domestically.”
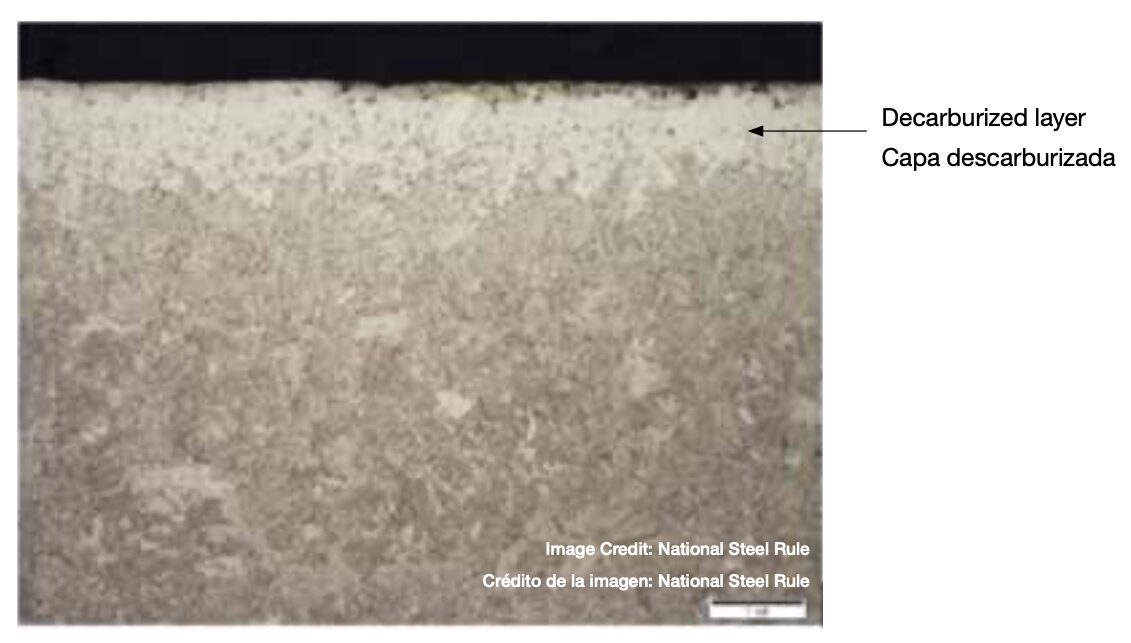
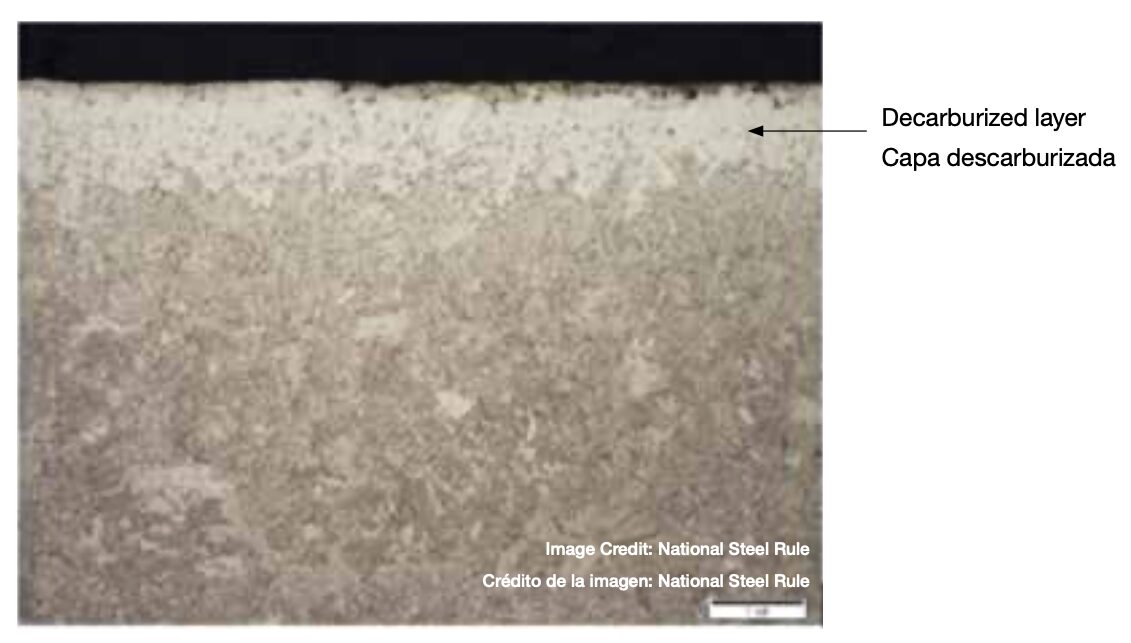
Rotary rule feedstock typically involves C36 (SAE 1036) to C50 (SAE 1050) carbon steel with a hardness range of 32–34 HRC. Mucci and Heucke note that their steel of choice has a total decarburization layer to a depth of 0.0005” depth, with partial decarburization of at least another 0.0005–0.00075”. This ensures that when the rule is bent, the surface stretches versus cracks. Bending the rule is itself a test of whether it has been properly decarburized, with metallurgical testing serving as a quality control verification that suppliers are producing the appropriate decarburization levels.
Precise Induction Hardening Teeth
While bending is essential to forming the appropriate curve, the teeth must be resistant to wear and breakage. National’s rotary cutting rule has performance expectations of at least 750,000 impressions on paper, itself a highly abrasive material. To do this, their in-house heat treat operations induction harden the edge of the rule to ensure a long die life.
There are two methods used to harden the teeth. The primary method is to shave a profile into the strip steel and then induction harden this edge. Serrated teeth are then ground in. “This gives us better control of hardening depth,” according to Mucci and Heuke. The second method is to induction harden after the serrated teeth are ground in. “We have to make sure we don’t harden the teeth too deeply, or we can affect the bendability.”
Induction hardening involves short cycles, and as such requires careful process control to guarantee consistent results; temperature-indicating crayons that melt at a specific temperature are used as one of the process control methods. Hardness testing is performed as well.
Screenshot
Decarburization Revisited
“Usually, one tries to prevent decarburization or even add carbon,” states Mark Hemsath, executive consultant at WINGENS CONSULTANTS and longtime expert and innovator in the thermal processing industry. “Decarb often occurs by accident in poorly designed annealing systems, especially in continuous-type furnaces.”
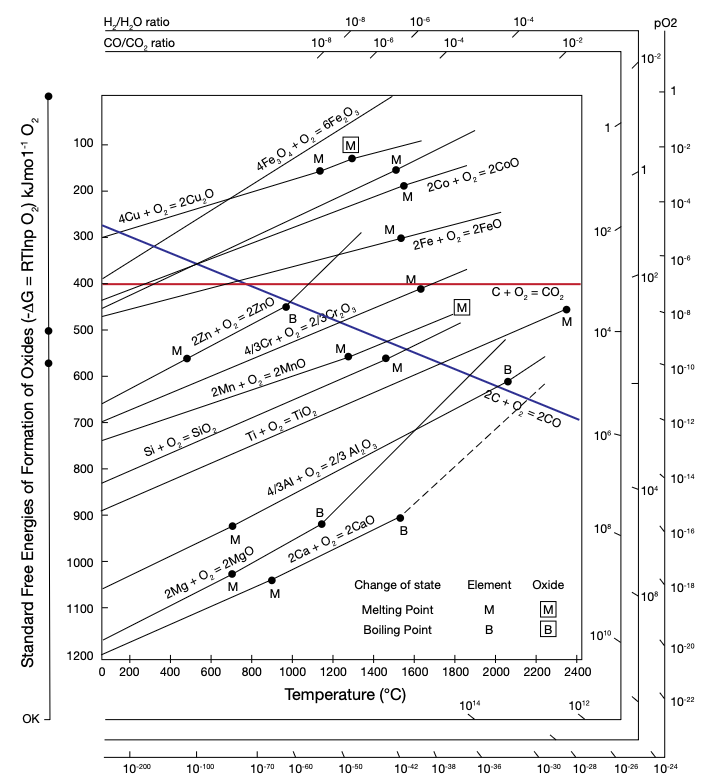
Figure 3. Ellingham Diagram depicting that hydrogen-to-water vapor relationship, the key to a successful, controlled decarburization.Figure 4. Typical bell-annealing furnace | Image Credit: RAD-CON
Oxygen, in the form of air or water vapor, is key to the decarburizing process. Less carbon on the surface means a softer, more malleable steel, and while the art of a controlled decarburization process is well known, it can be challenging. Decarburization is a process usually performed below 1500°F. “The preferred method is to use water vapor or steam as a source of the oxygen,” notes Hemsath, pointing to the stability of hydrogen-to-water vapor (H₂/H₂O ratio) derived from the Ellingham diagram. These H₂/H₂O ratios indicate the non-oxidizing qualities of the gaseous mixture, which will allow it to be the carbon reducing agent in the atmosphere. Most furnace companies can provide the necessary equipment and customize size specifications to make it suitable for this special process, and these furnaces are typically retort-based bell or pit type.
Two Methods to Control the Decarb
There are two ways that a decarburization process can be intentionally completed. The first is decarburizing the entire product. In this method, even decarburization is applied to the entire coil sheet surface. “This cold rolled steel, typically with lower carbon, is used for appliances that need enamel adhesion,” Hemsath explained, noting U.S. Steel and AK Steel, now a part of Cleveland-Cliffs, have used this form of controlled decarburization.
Another form of decarburization is selective surface decarburization. Hemsath shared, “If selective decarburizing is required only on the edges, then you could keep the coils tightly wound and the decarburization would affect mainly the coil edges. There would be ingress of carbon loss, reducing towards the center of the wound coil surfaces.”
Conclusion
“Decarburized steel just isn’t in high demand,” according to Mucci, as “most industries are looking to harden and temper the steels they use.” In fact, preventative steel decarburization is more typical and often emphasized in trade shows, technical presentations, and in thermal processing publications. Yet there are products that rely on intentional decarburization to be successful.
Controlled decarburization at the mill brings challenges, in part because successful, consistent decarburization is not often cost effective for the North American thermal processing market. These challenges encompass regional access issues, niche market access, equipment selection needs, and technical process execution.
National’s experience underlines the challenges North American mills face in providing local, in-house heat treaters with reliably, well-controlled decarburized steel that will maintain service life.
Acknowledgements: Heat TreatTodayextends thanks to Dan Herring, The Heat Treat Doctor® at The HERRING GROUP, Inc., who was instrumental in the development of this article.
Para las operaciones de tratamiento térmico internas (in house), el objetivo principal es producir un producto confiable con un desempeño consistente en servicio. Sin embargo, la cadena de suministro y los procesos especializados pueden generar factores que comprometen la consistencia. En este artículo, Heat TreatTodaydestaca la importancia de contar con material base consistente para el tratamiento térmico por inducción interno de National Steel Rule, y cómo se puede implementar el proceso esencial de descarburización controlada en la planta proveedora de acero.
Este artículo informativo se publicó por primera vez enHeat Treat Today’sApril 2026 Annual Induction Heating & Melting print edition. Traducido por Ana Laura Hernández Sustaita.
La empresa National Steel Rule produce reglas de corte rotativas para la industria del cartón corrugado. Ubicada en Linden, Nueva Jersey, la empresa suministra productos a las industrias de troquelado a nivel mundial. La compañía ha establecido altos estándares de abastecimiento, investigación y pruebas de material para sus reglas de corte, además de contar con un completo laboratorio con equipos de troquelado rotativo y plano.
Su regla de acero se adquiere de una planta proveedora de acero que realiza una descarburización controlada en todo el material. Cuando National recibe el material, procesa el acero para generar los dientes, empleando endurecimiento por inducción como parte del proceso (ver la imagen principal al inicio de este artículo). La regla de corte terminada se vende posteriormente a fabricantes de troqueles de regla de acero, quienes montan estas cuchillas junto con una goma de expulsión sobre tableros de madera cortados con láser. El fabricante debe asegurarse de que las cuchillas de las reglas estén libres de defectos, ya que incluso grietas microscópicas se abrirán durante el troquelado.
Figura 1. Regla de acero doblada de diámetro pequeño | Crédito de la imagen: National Steel Rule
Las cuchillas rotativas y otros productos de National dependen de la compra de acero descarburizado. “La flexibilidad y la conformabilidad son fundamentales”, afirma Ed Mucci, presidente de la empresa, y Alexander Heucke, ingeniero en jefe. La regla de corte debe doblarse para formar una cuchilla circular; durante el servicio, la cuchilla rota para cortar el material corrugado. La geometría de la curvatura puede ser extrema, llegando a doblarse hasta un diámetro interior de 7 pulgadas. Por lo tanto, la compra de acero descarburizado es crítica para el negocio del fabricante. Actualmente, National obtiene el material a nivel internacional. Mucci explica: “Los fabricantes no utilizan grandes cantidades de acero descarburizado, lo que dificulta su abastecimiento, al menos a nivel nacional”.
El material para las reglas rotativas suele ser acero al carbono C36 (SAE 1036) a C50 (SAE 1050) con un rango de dureza de 32–34 HRC. Mucci y Heucke señalan que el acero que utilizan presenta una capa de descarburización total de 0.0005” de profundidad, con una descarburización parcial adicional de al menos 0.0005”–0.00075”. Esto garantiza que cuando una regla se dobla, la superficie se elongue en lugar de agrietarse. Doblar la regla es, en sí mismo, una prueba para comprobar si se ha descarburado correctamente, y las pruebas metalúrgicas sirven como verificación de control de calidad para garantizar que los proveedores estén produciendo los niveles adecuados de descarburización.
Endurecimiento Preciso por Inducción de los Dientes
Si bien el doblado es esencial para formar la curvatura apropiada, los dientes deben ser resistentes al desgaste y la rotura. La regla de corte rotativa de National tiene una expectativa de desempeño de al menos 750,000 impresiones en papel, que es en sí mismo un material altamente abrasivo. Para lograrlo, las operaciones de tratamiento térmico internas endurecen por inducción el borde de la regla, garantizando una larga vida útil del troquel.
Existen dos métodos usados para endurecer los dientes. El método principal es maquinar el perfil de la tira de acero y posteriormente endurecer por inducción el borde. Posteriormente los dientes son rectificados. “Esto nos da un mejor control sobre la profundidad de endurecimiento”, comenta Mucci y Heuke. El segundo método consiste en endurecer por inducción después de rectificar los dientes. “Debemos asegurarnos de que el endurecimiento de los dientes no sea muy profundo, ya que esto puede afectar la capacidad de doblado”. El endurecimiento por inducción implica ciclos muy cortos, y por lo tanto requiere un control minucioso del proceso para garantizar resultados consistentes. Entre los métodos de control del proceso se utilizan crayones indicadores de temperatura, que se funden a una temperatura específica. También se realizan pruebas de dureza.
Figura 2. Detalle de la capa descarburizada | Crédito de la imagen: National Steel Rule
Revisitando la Descarburización
“Generalmente se intenta prevenir la descarburización o incluso agregar carbono a la superficie”, comenta Mark Hemsath, consultor ejecutivo en WINGENS CONSULTANTS y reconocido experto e innovador en la industria del tratamiento térmico. “La descarburización a menudo ocurre accidentalmente en sistemas de recocido mal diseñados, especialmente en hornos de tratamiento continuo.”
Figura 3. Diagrama de Ellingham que muestra la relación hidrógeno-vapor de agua, clave para una descarburización controlada exitosa. Figura 4. Horno típico de recocido tipo campana. | Crédito de la imagen: RAD-CON
El oxígeno en forma de aire o de vapor es la clave del proceso de descarburización. Menor porcentaje de carbono en la superficie indica un acero más blando y maleable, y si bien el arte de un proceso de descarburización controlada es bien conocido, puede resultar un desafío. El proceso de descarburización suele realizarse por debajo de 1500°F (815°C). “El método preferido es usar vapor de agua o vapor como fuente de oxígeno”, señala Hemsath. Esto se basa en la estabilidad de la relación hidrógeno-vapor de agua (H2/H2O) derivada del diagrama de Ellingham. Estas relaciones H2/H2O indican las propiedades no oxidantes de la mezcla gaseosa, lo que permite que actúe como agente reductor de carbono en la atmósfera del horno. La mayoría de las empresas fabricantes de hornos pueden proporcionar el equipo necesario y personalizar las dimensiones para hacerlos adecuados para este proceso especial. Estos hornos suelen ser de tipo campana o tipo foso con retorta.
Dos Métodos para Controlar la Descarburización
Existen dos formas de realizar intencionalmente un proceso de descarburización. La primera consiste en descarburar todo el producto. En este método, la descarburización se aplica de manera uniforme en toda la superficie de la lámina o bobina. “Este acero laminado en frío generalmente con menor contenido de carbono, se utiliza en electrodomésticos que requieren una buena adherencia del esmalte”, explica Hemsath. Empresas como U.S. Steel y AK Steel (ahora parte de Cleveland-Cliffs) han utilizado esta forma de descarburización controlada.
Otra forma es la descarburización selectiva en la superficie. Hemsath explica: “Si la descarburización solo se requiere en los bordes, se podrían mantener las bobinas enrolladas firmemente, por lo tanto, la descarburización afectaría principalmente a los bordes. Se produciría una pérdida de carbono que disminuiría hacia el centro de las superficies enrolladas”.
Conclusión
“El acero descarburizado tiene mucha demanda, ya que la mayoría de las industrias buscan endurecer y templar los aceros que utilizan”, indica Mucci. De hecho, la prevención de la descarburización del acero es más común y suele destacar en ferias industriales, presentaciones técnicas y publicaciones de procesamiento térmico. Sin embargo, existen productos que dependen de la descarburización intencional para funcionar correctamente.
La descarburización controlada en la planta proveedora de acero presenta desafíos, en parte porque lograr una descarburización exitosa y consistente no suele ser económicamente viable para el mercado norteamericano de tratamiento térmico. Estos desafíos abarcan problemas de acceso regional, acceso a nichos de mercado, necesidades de selección de equipos y ejecución de procesos técnicos.
La experiencia de National destaca los desafíos que enfrentan las plantas proveedoras de acero de América del Norte para proveer a las empresas de tratamiento térmico interno, acero descarburizado de forma fiable y bien controlada que mantenga su vida útil.
Agradecimientos: Heat TreatToday agradece a Dan Herring, The Heat Treat Doctor®, The HERRING GROUP, Inc.,quien fue fundamental en el desarrollo de este artículo.
Today’s Technical Tuesday highlights the second installment in a multi-part series by Nikolai Alexander and The Heat Treat Doctor® Daniel H. Herring, diving into the controlled heat treatment strategies required to unlock IN 718’s exceptional high-temperature strength, toughness, and corrosion resistance. From solution annealing and duplex aging to hot isostatic pressing and additive manufacturing considerations, the authors explore how precise process control and equipment selection directly shape microstructure and performance in critical applications.
This informative piece is from Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition. For part 1 on the history, production, and general applications, read Heat Treat Today’sFebruary 2026 Annual Air & Atmosphere Heat Treating print edition.
Introduction
IN 718 was developed for and is extensively used in the aerospace industry. Today, the superalloy and its modifications are heavily relied upon, including IN 718Plus® (US Patent No. 6.730.264 B2), which is designed for operating service temperature to 705°C (1300°F), approximately 55°C (100°F) above that of IN 718. (IN 718Plus will be the subject of a future article by the authors). This article reviews the heat treatment of IN 718 and the need to control both equipment and process variability. Also discussed is the method of additive manufacturing (AM) to produce component parts and the heat treat challenges it poses, including the need to HIP (hot isostatically press) the material to achieve maximum property benefits.
Heat Treatment of IN 718
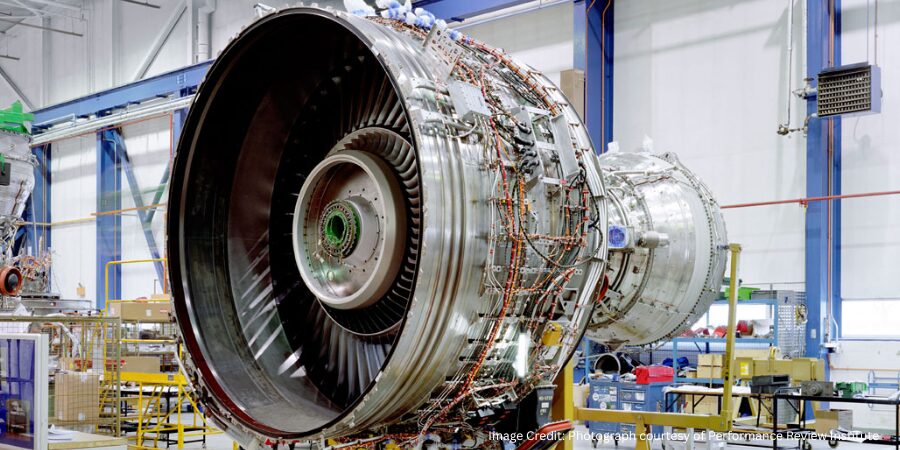
Figure 1. Typical vacuum furnace used for heat treating IN 718 | Image Credit: Solar Manufacturing
IN 718 is typically heat treated in a vacuum furnace given that it is a sensitive alloy and easily oxidized. Processing in an all-metal shielded furnace (Figure 1) offers advantages for keeping the parts bright after the aging process, without the need to wrap them.
Graphite-lined vacuum furnaces, often with molybdenum heating elements, can also be used provided appropriate precautions are taken. The furnace must be extremely leak tight with a rate of rise under 5 microns Hg per hour. Processing in vacuum is typically done in the 10⁻⁵ torr range. Argon as a partial pressure or cooling gas is necessary to avoid nitriding or oxidation. An alternative, albeit older technology, approach is the use of a vacuum-purged argon atmosphere box furnace with a retort.
From a metallurgical perspective, the amount, morphology, and distribution of the delta (δ) phase have a great influence on the properties of IN 718. During heat treatment, delta phase is extremely important for optimizing mechanical properties, particularly at high temperatures to control migration and precipitation in IN 718. The delta phase inhibits grain growth (by pinning the grain boundaries) and enhances creep and fatigue performance. However, excessive or poorly controlled precipitation is detrimental to other properties like ductility and fracture toughness.
Optimization of delta phase distribution includes selecting the proper solutionizing temperature, between 980–1040°C (1800–1900°F) depending primarily on nickel content, where the delta phase is stable (and thus precipitates out). Thermomechanical working can also achieve this effect by forming more globular-shaped particles rather than acicular (needle-like) ones (Guan, et al. 2023).
There are a number of heat treatments that can be performed on IN 718, including stress relief, homogenizing, solution annealing, precipitation hardening (aka aging), and HIP.
Stress Relief
Stress relief is typically performed at the mill and is a compromise between the amount of residual stress one would like to remove and the possibly harmful effects to both high temperature properties and corrosion resistance. For wrought alloys, stress relief at full annealing temperature is recommended since intermediate temperatures might cause aging. Hold times are one hour per inch of section thickness. For castings, stress relief is especially important when dealing with complex shapes, which may be prone to cracking in subsequent operations or when dimensional control is important.
Homogenization
Homogenization heat treatment is applied to IN 718 for the uniform distribution of alloying elements and dissolution of detrimental phases after its processing through casting and additive manufacturing (AM) routes. There is a definite relationship between laves phase fraction (i.e., the brittle intermetallic compound formed due to niobium segregation during solidification) and homogenization time at various temperatures 1140–1170°C (2085–2140°F). With an increase in homogenization temperature, the time required for dissolution of laves phase and reduction in laves phase fraction reduces drastically. Also, at a given temperature the reduction in laves phase fraction has been shown to occur with the increase of time (Eliasen and Somers 2010).
Full Annealing
Figure 2. Full annealing of IN 718 alloy bars | Image Credit: Solar Atmospheres, Inc.
The process of full annealing involves complete recrystallization and dilution of all or most of the secondary phases to reach maximum softness (Figure 2).
The process is typically run at 955°C (1750°F) holding one hour per inch of cross-sectional area. If welding is to be performed on the component, annealing should be performed immediately after the welding operation. It is noteworthy that niobium additions help overcome cracking problems during welding.
Solution Annealing
Solution annealing (aka solution heat treating) is designed to dissolve secondary phases to prepare the alloy for age hardening and produce maximum corrosion resistance. An added benefit is homogenization of the microstructure.
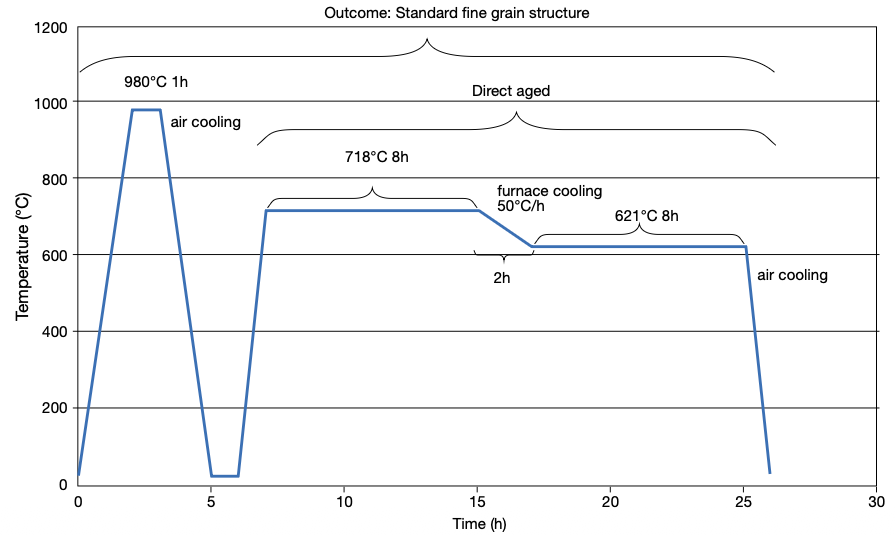
Figure 3. Standard heat treatment cycle of IN 718 | Image Credit: Polasani and Dabhade 2024
A typical heat treatment of IN 718 involves a two-step process — solution heat treating and then age hardening — to control the mechanical property response of the material (Figure 3).
For bar stock, a typical cycle might involve solution annealing at 955°C (1750°F) followed by a 2-bar quench under argon or nitrogen (which can be used if post machining will be performed). This is followed by duplex aging at 730°C (1350°F) for eight hours followed by a vacuum or rapid cool to avoid surface reactions (such as oxidation) and (depending on whether further precipitation is needed) to 650°C (1150°F) and another hold for eight hours followed by a gas fan quench.
Solution annealing at 925–1010°C (1700–1850°F) with its corresponding aging treatment is considered the optimum heat treatment for IN 718, where a combination of rupture life, notch rupture life, and rupture ductility is of greatest concern. The highest room-temperature tensile and yield strengths are also associated with this treatment. In addition, because of the fine grain developed, it produces the highest fatigue strength (Herring 2019).
By contrast, solution annealing at 1040–1065°C (1900–1950°F) with its corresponding aging treatment is the treatment preferred in tensile-limited applications because it produces the best transverse ductility in heavy sections, impact strength, and low-temperature notch tensile strength. However, this treatment tends to produce notch brittleness in stress rupture (Herring 2019).
Aging/Duplex Aging
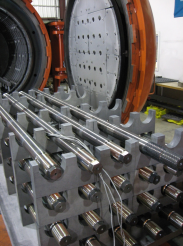
Figure 4. Duplex aging of IN 718 land-based turbine rods | Image Credit: Solar Atmospheres, Inc.
The aging process is designed to strengthen the material, forming precipitates from the supersaturated solid solution mastic from the solution annealing step.
Duplex aging (Figure 4) involves a two-step heat treatment process and on IN 718 is performed around 730°C (1350°F) for eight hours followed by a vacuum cool or in some cases a rapid cool to avoid surface reactions (such as oxidation) and (depending on whether further precipitation is needed) down to 620°C (1150°F) and another hold for eight hours. This is followed by a gas fan quench. The first soak temperature is intended to initiate precipitation of phases influencing strength and hardness properties. The second soak temperature further refines the microstructure and optimizes the material’s properties based on the phases developed in the initial aging and cooling stages.
Hot Isostatic Pressing
Hot isostatic pressing (HIP) combines high pressure and high temperature to influence the density and microstructure of IN 718 (Figure 5). It is critically important to improve the mechanical strength of shape cast and additive manufactured components to homogenize the as-built microstructure and minimize variation in mechanical properties. It helps to eliminate residual stresses, close pores, close cracks and ensures the material is properly fused (Shipley 2023).
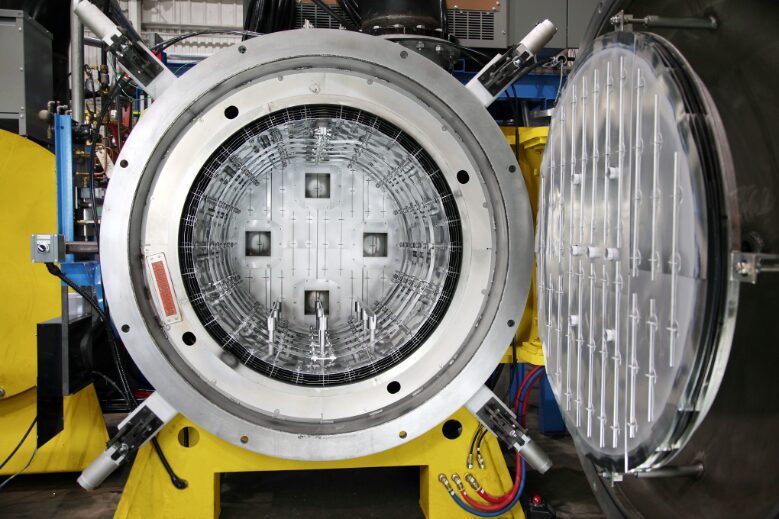
Figure 5. Typical HIP furnace capable of high temperature/pressure | Image Credit: Quintus
For example, it has been reported (Lee, et al. 2006) that four hours at 2155°F (1180°C) under a pressure of 25.5 ksi (175 MPa) is optimal to improve the microstructure (grain size and segregation) along with tensile properties of IN 718 castings.
Future Outlook
Additive manufacturing (AM) of IN 718 (and superalloys in general) is becoming an increasingly important method for component part manufacturing. It allows complex 3D shapes to be formed without the difficulties inherent in casting, forming, and machining of these alloys.
Electron beam-powder bed fusion (E-PBF) and laser-beam powder bed fusion (L-PBF) have shown great promise for processing IN 718 and other nickel-based superalloys. An absolutely necessary, if not critical, step in the process is post-HIP to heal cracks and homogenize the microstructure.
Heat treating will continue to play an important role in enhancing the properties of IN 718. It will be necessary to update the standard heat treatment requirements (e.g., AMS5662 and AMS5663) to incorporate powder metallurgy (PM) and AM technologies to optimize properties for components made by these methods.
More investigation is needed to optimize solutionizing and aging temperatures for modified IN 718 chemistries. For example, the effect of the cooling rate after aging treatments on the precipitate size and morphology and subsequent mechanical properties of the alloy must be explored in more detail (Eliasen and Somers 2010). And from a heat treatment perspective there is interest in case hardening (nitriding, low-temperature carburizing) of IN 718 (Sharghi-Moshtaghin, et al. 2010, Eliasen and Somers 2010).
Finally, AM processes rely on layer-upon-layer melting. As such, modeling, sensor technology, process temperature monitoring and control of surface displacement improve the build. Emerging trends suggest that the integration of machine learning and artificial intelligence for real-time quality control and process optimization will be a key part of the manufacturing strategy moving forward (Babu, et al. 2018).
References
Akca, Enes, and Gursel, Ali. 2015. “A Review on Superalloys and IN718 Nickel-Based INCONEL Superalloy.” Periodicals of Engineering and Natural Sciences 3 (1): 15–27.
Babu, S. S., N. Raghavan, J. Raplee, S. J. Foster, C. Frederick, M. Haines, R. Dinwiddie, M. K. Kirka, A. Plotkowski, Y. Lee, and R. R. Dehoff. 2018. “Additive Manufacturing of Nickel Superalloys: Opportunities for Innovation and Challenges Related to Qualification.” The Minerals, Metals & Materials Society and ASM International: 3764–3780.
del Bosque, Antonio, Fernández-Arias, Pablo, and Vergara, Diego. 2025. “Advances in the Additive Manufacturing of Superalloys.” Journal of Manufacturing and Materials Processing 9 (215): 1–31.
Chandler, Harry, ed. 1996. Heat Treater’s Guide: Practices and Procedures for Nonferrous Alloys. ASM International.
Croft Systems. n.d. “The Difference between a Wellhead & Christmas Tree.” https://www.croftsystems.net/oil-gas-blog/the-difference-between-a-wellhead-christmas-tree/.
Decker, R. F. 2006. “The Evolution of Wrought Age-Hardenable Superalloy.” Journal of The Minerals, Metals & Materials Society, September: 32–36.
Eliasen, K. M., T. L. Christiansen, and M. A. J. Somers. 2010. “Low-Temperature Gaseous Nitriding of Ni-Based Superalloys.” Surface Engineering 26 (4): 248–255.
Guan, Hao, Wenxiang Jiang, Junxia Lu, Yuefie Zhang, and Ze Zhang. 2023. “Precipitation of δ Phase in Inconel 718 Superalloy: The Role of Grain Boundary and Plastic Deformation.” Materials Today Communications 36 (August).
Herring, Daniel H. 2011. “Stress Corrosion Cracking.” Industrial Heating, October: 22–24.
Herring, Daniel H. 2012. Vacuum Heat Treating: Principles, Practices, Applications. BNP Media II, LLC.
Herring, Daniel H. 2019. “The Heat Treatment of Inconel 718.” Industrial Heating, June: 12–14.
Lee, Gang Ho, Ang Ho, Minha Park, Byoungkoo Kim, Jong Bae Jeon, Sanghoon Noh, and Byung Jun Kim. 2023. “Evaluation of Precipitation Phase and Mechanical Properties According to Aging Heat Treatment Temperature of Inconel 718.” Journal of Materials Research and Technology 27 (Nov–Dec): 4157–4168. https://doi.org/10.1016/j.jmrt.2023.10.196.
Lee, Shin-Chin, Shih-Hsien Chang, Tzu-Piao Tang, Hsin-Hung Ho, and Jhewn-Kuang Chen. 2006. “Improvements in the Microstructure and Tensile Properties of Inconel 718 Superalloy by HIP Treatment.” Materials Transactions 47 (11): 2877–2881.
Loria, Edward A. 1988. “The Status and Prospects of Alloy 718.” Journal of Materials, July: 36–41.
Polasani, Ajay, and Vikram V. Dabhade. 2024. “Heat Treatments of Inconel 718 Nickel-Based Superalloy: A Review.” Metals and Materials International: 1204–1231.
Sharghi-Moshtaghin, Reza, Harold Kahn, Yindong Ge, Xiaoting Gu, Farrel J. Martin, Paul M. Natishan, Arrell J. Martin, Roy J. Rayne, Gary M. Michal, Frank Ernst, and Arthur H. Heuer. 2010. “Low-Temperature Carburization of the Ni-Base Superalloy IN718: Improvements in Surface Hardness and Crevice Corrosion Resistance.” Metallurgical and Materials Transactions A 41A (August): 2022–2032.
Shipley, Jim. 2023. “Hot Isostatic Pressing and AM: How to Improve Product Quality and Productivity for Critical Applications.” Metal AM 9 (3).
U.S. Patent No. 3,046,108.
Acknowledgments:This paper would not have been possible without discussions, guidance and contributions from a number of individuals in both the heat treat industry and academia.
Dan Herring “The Heat Treat Doctor®” The HERRING GROUP
Dan Herring, who is most well known as The Heat Treat Doctor®, has been in the industry for over 50 years. He spent the first 25 years in heat treating prior to launching his consulting business, The HERRING GROUP, in 1995. His vast experience in the field includes materials science, engineering, metallurgy, equipment design, process and application specialist, and new product research. He is the author of six books and over 700 technical articles.
Nikolai Alexander Hurley Intern The Heat Treat Doctor®
Nikolai Alexander Hurley is a young academic, interning with The Heat Treat Doctor®.
Selecting the right furnace is critical to achieving consistent results in normalizing and isothermal annealing of forged steel components. In this Technical Tuesday installment, Arturo Archavaleta of NUTEC Bickley, examines the thermal principles behind each process and evaluates common continuous furnace types to help heat treaters select the best solution for their specific applications and production goals.
This informative piece was first released in Heat Treat Today’sFebruary 2026 Air & Atmosphere Heat Treating print edition.
Introduction
Industrial furnace manufacturers support a wide range of thermal processes across the ferrous and non-ferrous metals industries, including forging, heat treatment, and low-temperature curing and drying applications. Within these areas, furnace design and process selection play a critical role in achieving consistent metallurgical results and efficient production.
This article focuses on continuous furnace systems used for the normalizing and isothermal annealing of forged steel parts, examining how different furnace configurations support the thermal and metallurgical requirements of these heat treatment processes.
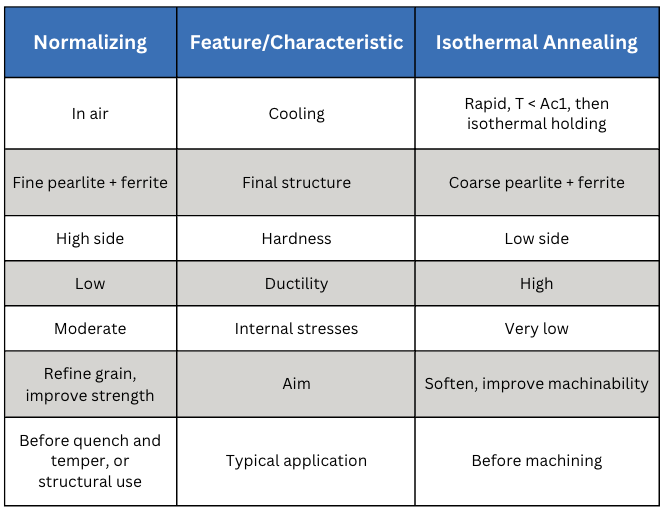
Normalizing
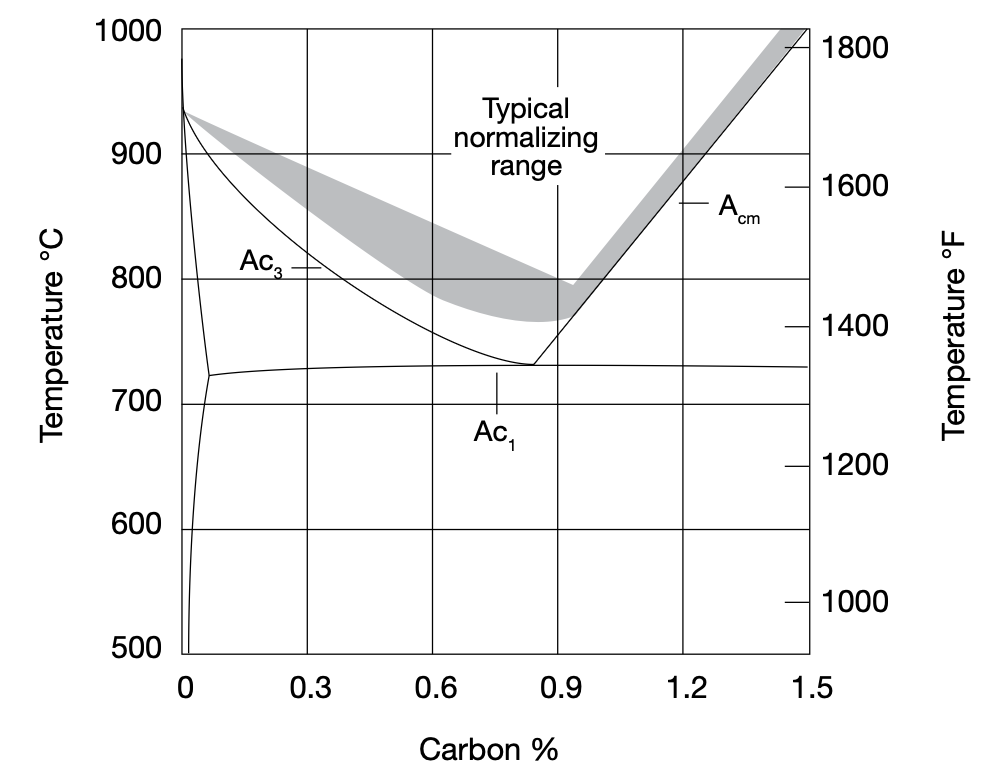
From a thermal point of view, normalizing is an austenitizing process followed by slow air cooling. Normalizing steel is carried out by heating it to approximately 30°C–50°C (54°F–70°F) above the critical Ac3 temperature — the temperature at which the transformation to a homogeneous austenitic structure is complete — and then cooling with air to room temperature.
Figure 1. Partial iron-iron carbide phase diagram showing the typical normalizing temperature range for plain carbon steel. (ASM Handbook 1991, p. 35)Figure 2. Normalizing temperature curve | Image Credit: NUTEC Bickley
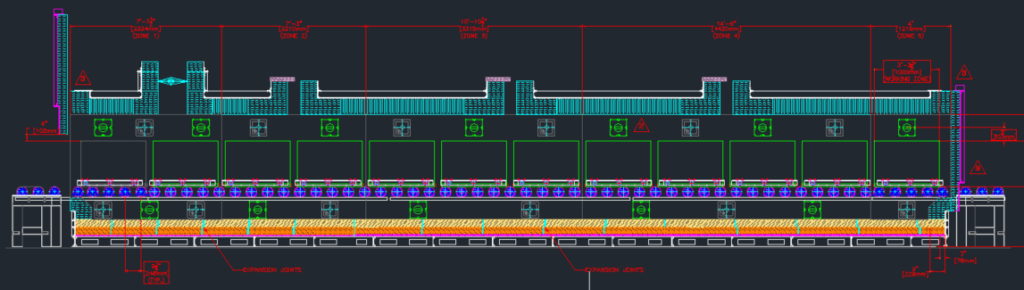
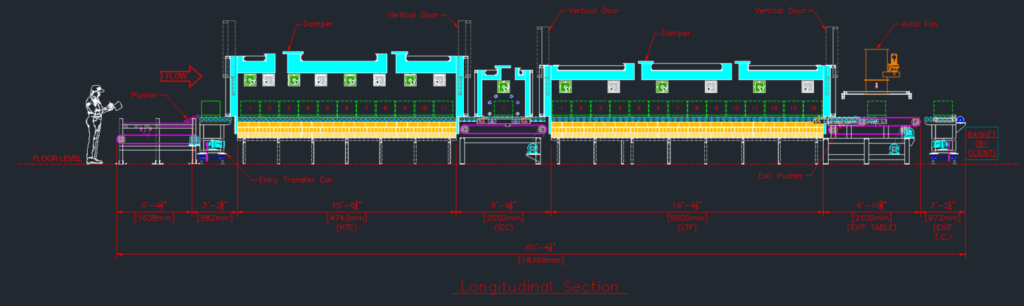
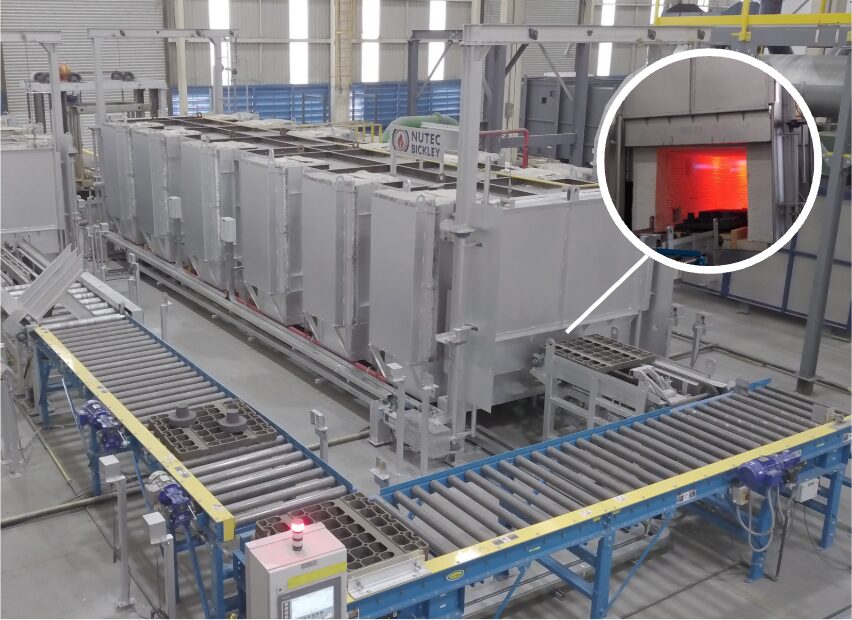
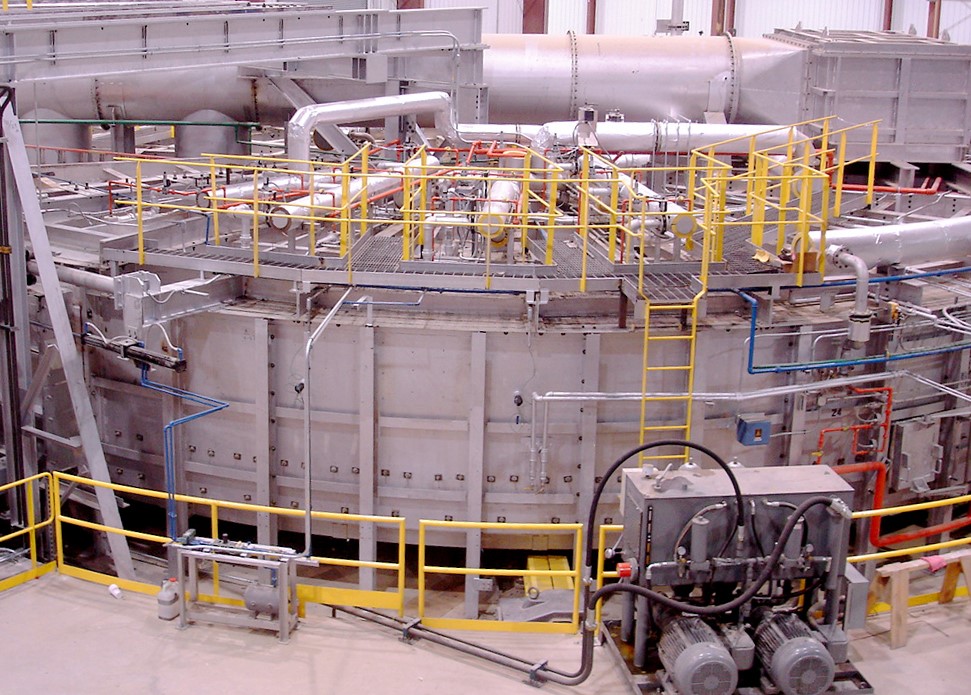
Figure 3. Example of a continuous furnace for normalizing forged parts | Image Credit: NUTEC Bickley
Why Normalize?
Reduces internal stresses after forging
Improves dimensional stability
Produces a homogeneous microstructure
Ensures a consistent structure across batches of forged parts
Helps better control potential problems in subsequent hardening or surface heat treatment processes
Isothermal Annealing
Isothermal annealing is a heat treatment applied to steels to soften their structure, improve machinability, and standardize their mechanical properties. It consists of heating the steel to the austenitizing zone — above Ac3 for hypoeutectoid steels (<0.8% carbon) and above Ac1 for eutectoid steels (≥0.8% carbon) — holding it until the desired austenite is achieved. The parts are then rapidly cooled to an isothermal temperature (usually 550°C–650°C/1020°F–1200°F) and held there until the transformation of the austenite to a fine pearlite is complete. Finally, parts are cooled in air.
It is essential to understand the isothermal transformation (IT) diagrams of the steels treated by these processes, as the ITs predict the desired microstructure after transformation, the transformation temperature, and the time required for this to occur.
Figure 5. Example of an isothermal annealing furnace for forged parts | Image Credit: NUTEC Bickley
Main Objectives of Isothermal Annealing
The principal aim is to achieve a more homogeneous and softer structure than that obtained with conventional annealing. This helps:
To reduce internal stresses
To improve machinability and ductility
To achieve reproducible properties (by eliminating variability in the cooling rate during furnace annealing)
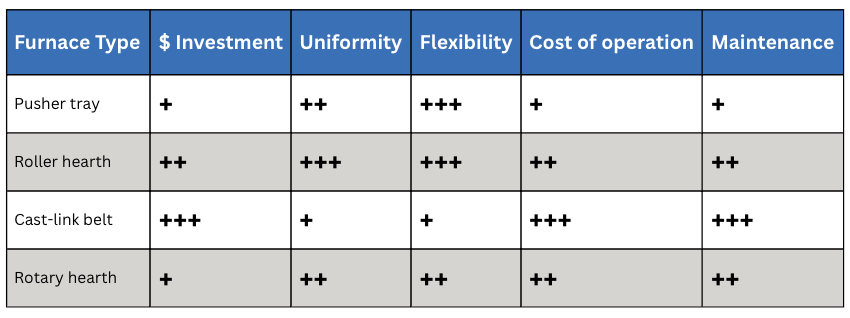
Table A. Comparative Summary — Normalizing v. Isothermal Annealing
Types of Furnace
The most typical continuous furnaces used for normalizing and isothermal annealing are as follows:
Pusher tray system
Roller hearth conveyor
Cast-link belt conveyor
Rotary hearth system
Let’s look at each one in turn and consider the advantages and disadvantages.
Pusher tray furnaces (Figure 6) offer many advantages, including a lower initial investment cost than other options. They have fewer mechanical components exposed to high temperatures requiring extensive maintenance, and the main equipment (tray pusher and puller) requires less maintenance. Short trays can be used in the direction of movement with good stability, and parts can also be loaded hung on the trays. Because the trays are closer together, the length of the furnace is shorter.
There are, however, some drawbacks. Most pusher tray furnaces only have burners firing above the load, which can affect temperature uniformity. Because of this, heating times can increase and there is less space for burners in areas of high heat demand. While main equipment maintenance is low, the trays tend to warp, resulting in additional costs. Finally, loading can be difficult and is not easily automated.
Unlike pusher tray furnaces, roller hearth furnaces (Figure 7) have burners that fire both above and below the load, making it easier to achieve uniform temperature. There is also more space for burners in areas of high heat demand. As with pusher tray furnaces, parts can also be loaded hung on trays.
In contrast, the initial investment for roller hearth furnaces is higher. There is additional maintenance due to the roller conveyor, including lubrication of bearings, chains, and roller replacement costs based on lifespan. Longer trays are also needed for good stability, increasing the furnace length.
Cast-link Belt Furnaces
Figure 8. Cast-link belt furnace | Image Credit: NUTEC Bickley
Cast-link belt roller hearth furnaces (Figure 8) offer a simplified loading system using automation to place parts directly on the conveyor belt (with parts lying flat only) or even in bulk. The configuration also allows for shorter furnaces, distributing more load width-wise.
Conversely, there are several disadvantages, including a very high initial investment cost due to the alloy belt, along with costs associated with belt replacement. These furnaces require more energy because the belt must be reheated as it cools down on its return. They also require maintenance for the roller conveyor, bearings, chains, and the belt traction system. Like pusher tray furnaces, they only have burners firing above the load, making temperature uniformity more difficult to obtain.
Rotary hearth furnaces (Figure 9) have a moderate initial investment and carry many advantages. They allow for manual or automatic loading since parts are placed directly on the hearth (flat or in bulk), or can be loaded hung on trays using automatic loaders or robots. They occupy less floor space and have better thermal efficiency, since all the heat is directed to the product.
As with pusher tray and cast-link belt furnaces, most rotary hearth furnaces only have burners firing above the load, which can affect temperature uniformity. They typically require robots or loaders for high-volume, continuous production. While they occupy less floor space, the layout is unconventional because loading and unloading occur from the same side.
In Summary
Selecting the appropriate furnace for normalizing or isothermal annealing ultimately depends on the desired material properties, production volume, parts, and operational priorities. Each furnace type offers distinct advantages and trade-offs in terms of temperature uniformity, flexibility, maintenance, and cost, making it essential to evaluate both metallurgical requirements and practical plant constraints (Table B).
Table B. Comparative Summary
By understanding how heat treatment objectives align with furnace design — and partnering with a supplier who understands as well — you can make informed decisions to select and customize the most suitable furnace for your specific applications.
About The Author:
Arturo Arechavaleta Vice President, Metal Furnaces NUTEC Bickley
Arturo Arechavaleta, VP of Metal Furnaces at NUTEC Bickley, is a mechanical and electrical engineer (AA) and holds an MBA. He has 35 years of experience in the furnace industry, including the field of engineering, working on challenging projects, leading multidisciplinary teams, and managing business units.
A new study from the Umweltbundesamt (the Federal Environment Agency in Germany) outlines a clear, technically grounded pathway for achieving CO2-neutral process heat across energy-intensive industries. This Technical Tuesday installment highlights the study’s key findings, offering North American heat treaters a concise look at the technical feasibility, economic pressures, and strategic choice involved in moving beyond fossil-fuel-based thermal processing.
This informative piece was first released inHeat Treat Today’sJanuary 2026 Annual Technologies To Watch print edition.
Introduction
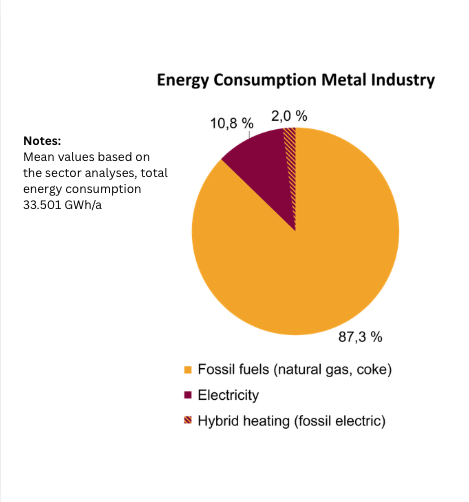
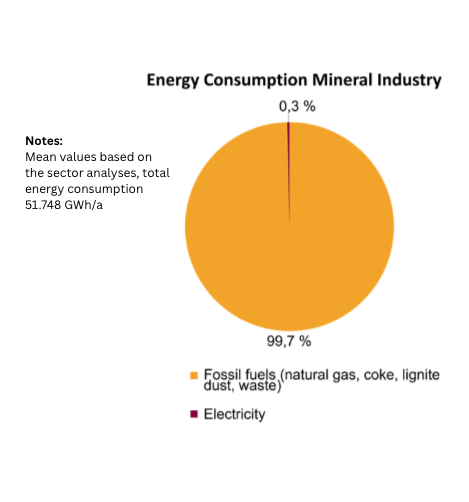
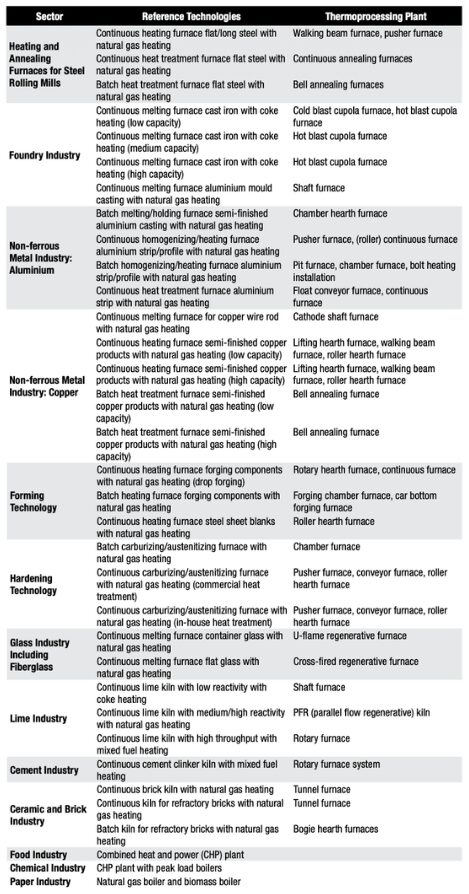
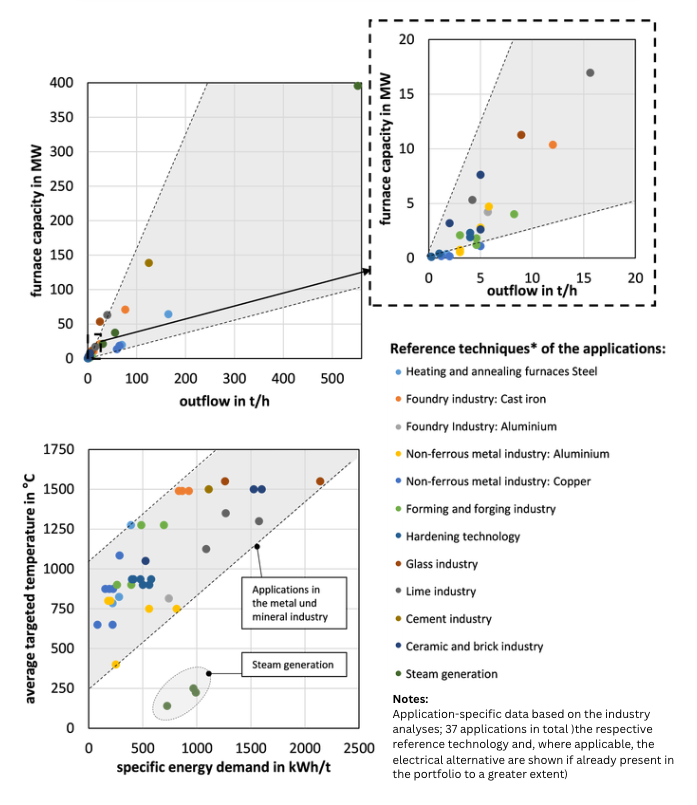
Figure 1. Metal Industry – distribution of total annual energy consumption by energy source | Image Credit: SchwotzerFigure 2. Mineral industry – distribution of total annual energy consumption by energy source | Image Credit: SchwotzerTable A. Overview Examined Dectors, Associated Reference Technologies, and Thermal Processing Systems | Image Credit: Schwotzer
Efforts to mitigate climate change are crucial, particularly in Germany where there is a significant amount of energy-intensive industry, to achieve ambitious climate targets while preserving jobs and international competitiveness. Currently, process heat generation is heavily dependent on the use of fossil fuels, especially natural gas, with a low utilization of renewable energies. Fossil energy sources dominate the metal industry, accounting for 87.3%, while electricity represents 10.8%, and hybrid heating systems make up 2.0%. The mineral industry shows an even stronger dependence, with fossil fuels accounting for 99.7%. These figures illustrate the challenges and potential for technological innovations to provide CO2-free process heat in these sectors.
Although some sectors are already either using technologies for CO2-neutral process heat supply or are planning to do so, there is no comprehensive overview of the technical possibilities for generating process heat in energy-intensive industries in the context of future economic framework conditions.
In this study, technologies for the CO2-neutral supply of process heat are considered from a technical, economic, and ecological perspective. The study was conducted for thirteen industries and thirty-four exemplary applications in the metals and minerals industries, as well as for the cross-cutting technology steam generation industry (Table A). For each application, alternative CO2-neutral technologies are examined for their technical feasibility, economic viability, and ecological impact. The focus is on the electrification of plant technology, the use of hydrogen, but also hybrid systems, and, in some cases, the use of biomass. From this comprehensive review of the current situation and the possible alternative technologies, findings and recommendations for implementation will be developed for industry, policymakers, and researchers to support the transformation to CO2-neutral process heat generation.
Study Method
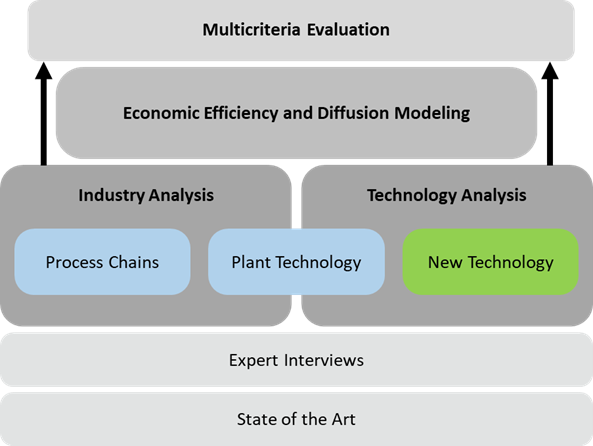
Figure 3. Study approach | Image Credit: Schwotzer
The study is based on an industry and technology assessment of the state of the technology (Figure 3). The results from the metal and mineral industries and the cross-sectional technology of steam generation were analyzed and summarized in consultation with experts. The central process chains were examined for each sector and the most important processes in terms of energy were identified. Each process chain contains several processes in which specific thermal process plants (industrial furnaces) are used, which are grouped into plant types. Based on the selected processes and plant types, applications are defined for further consideration. A reference technology and two to four CO2-neutral alternative technologies (new technologies) are assigned to each application. Key figures such as specific energy requirements, process-related emissions, or investment costs are used for comparison.
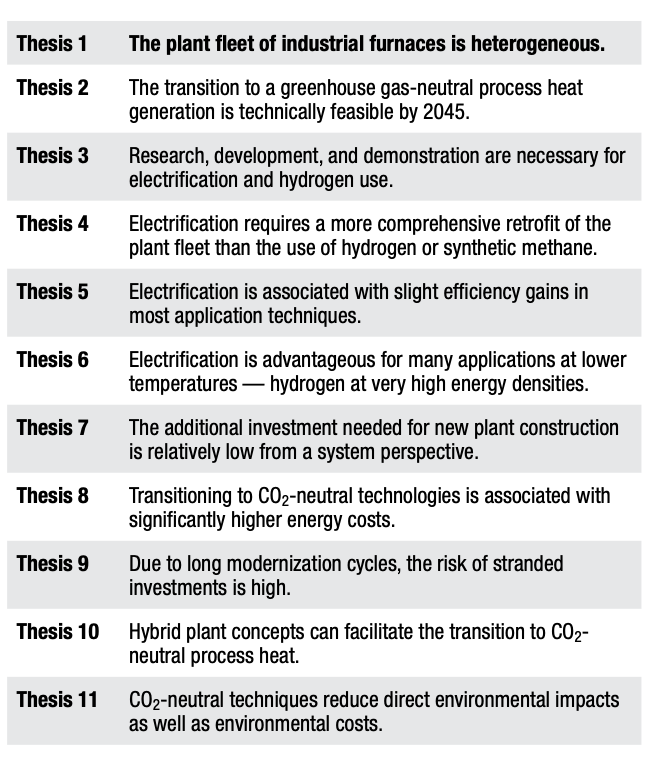
Table B. Theses Summary of Study Results | Image Credit: Schwotzer
The central findings of the study are summarized in eleven theses on the transformation of process heat generation (Table B). In this article, Theses 1, 2, 6, and 9 are presented in detail, providing a broad overview of the essential findings. For a more in-depth examination of the theses, see the link to the original study.
The Plant Fleet of Industrial Furnaces is Heterogeneous
The metal and mineral industries are characterized by numerous small process plants (throughput of less than 20 tons per hour and plant capacity of less than 20 MW). At the same time, there are large facilities with significantly higher throughput and corresponding higher plant capacities. Figure 4 shows a selection of technical examples from the study. Examples of large plants include heating and annealing furnaces in the steel industry with capacities of up to 170 tons per hour or cathode shaft furnaces in the copper industry with throughputs of up to 80 tons per hour. It is observed that the specific energy requirement of a plant correlates with the process temperature. The higher the required temperature of a process, the higher the specific energy requirement.
Figure 4. Classification of the considered applications and reference technologies in the plant fleet in Germany based on characteristic parameters | Image Credit: Schwotzer
Additionally, the cross-sectional technology of steam generation was examined. The most up to date technology includes natural gas boilers or combined heat and power (CHP) systems. Industry-specific characteristics play a minor role in the selection of technology for achieving CO2 neutrality. The technical requirements for end applications are less different compared to industrial furnaces. This includes performance, throughput, pressure, and temperature.
A transition to CO2-neutral process heat generation encompasses various technical possibilities and obstacles, as well as investment costs and space requirements, depending on the industry and application. Accordingly, the necessary adaptation measures require a differentiated approach to the transition to CO2-neutral process heat generation. An effective strategy to achieve CO2 neutrality should take into account the unique characteristics of each industry’s production processes, as well as the specific challenges and opportunities they present.
Technical Transformation to CO2-Neutral Production is Feasible
Despite the wide variety of plants and specific challenges, the transition to CO2-neutral process heat generation is technically feasible by 2045. The solutions will vary depending on the industry and application, and the effort required to transition from currently used reference technologies to CO2-neutral alternatives varies significantly.
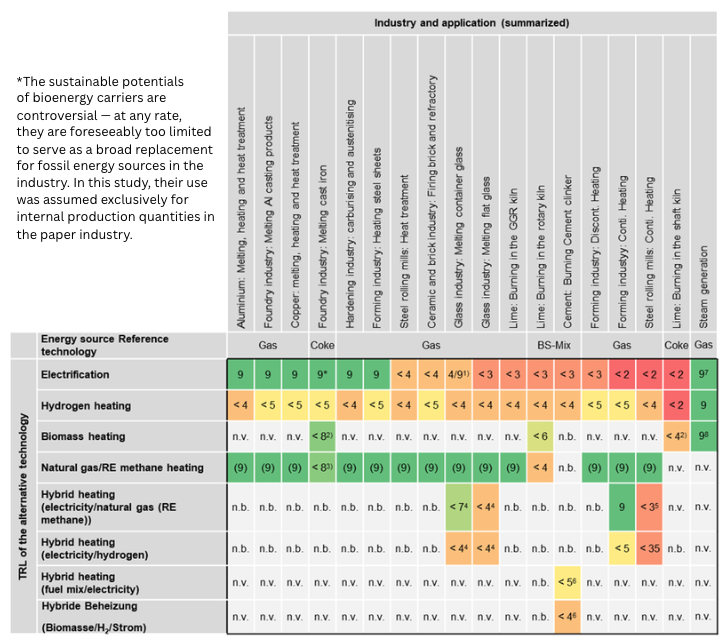
The heterogeneity of industrial furnaces has a significant impact on the feasibility of deploying CO2-neutral technology in the future. While electrification is already highly advanced and most up to date in applications such as the foundry industry, bulk forming, or melting of aluminium with induction furnaces, it shows comparatively low technological maturity in sectors like the lime and cement industry, which are associated with fundamental technical challenges; see Figure 5. This significant heterogeneity in the existing plant stock and terms of technology readiness level (TRL) (European Commission 2014) requires consideration in transformation strategies.
Figure 5. Technology readiness level (TRL) of the alternative technologies (summarized) | Image Credit: Schwotzer
Both hydrogen and electrification can have a significant impact, although further research and development are needed in many areas. Across applications, it is evident that electrification generally requires the construction of new facilities. Transitioning from natural gas-operated reference technology to hydrogen involves less technical effort in terms of plant technology and can be accomplished by retrofitting the burner technology. Additionally, using hydrogen requires local infrastructure (pipes, valves) and its impacts on process and product quality need to be tested. Industrial-scale facilities are not yet available, resulting in a TRL of < 5, according to the study. However, with ongoing research and development in many projects, the TRL for many applications is expected to rise quickly in the coming years.
Scaling all alternative technologies to an industrial level and testing them in operational deployments are crucial. Some technologies face significant technical barriers, such as the continuous heating in steel rolling mills. These processes and their plant technology are characterized by very high process temperatures and production capacities, requiring heating technologies with a high energy density, which are not possible with current most cutting-edge electrical heating technologies. The use of hydrogen also presents a particular technological challenge, especially in areas where solid fuels like coke are currently used, such as in shaft kilns for lime burning or in cupola furnaces of iron foundries. As a result, alternative, bio-based fuels are being considered for these applications.
However, for these fuels to be a viable option, they need to be produced in sufficient quantity and quality. On the other hand, CO2-neutral techniques for steam generation using hydrogen and for electrification are already available for industrial use today.
The continuation of this article will be released in Heat TreatToday’sSustainable Heat Treating Technologies edition (May 2026) where electrification versus hydrogen and a frank reckoning with the cost of new investments will be examined.
References
European Commission. 2014. Annex G – Technology Readiness Levels (TRL). Extract from Part 19 – Commission Decision C(2014)4995, “Horizon 2020 – Work Programme 2014–2015. General Annexes.” Brussels: European Commission.
Fleiter, Tobias, et al. 2023. CO2-Neutrale Prozesswärmeerzeugung: Umbau des industriellen Anlagenparks im Rahmen der Energiewende. Dessau-Roßlau: German Environment Agency (Umweltbundesamt).
All results in this article derive from the study “CO2-neutral process heat generation” (German: „CO2-neutrale Prozesswärmeerzeugung – Umbau des industriellen Anlagenparks im Rahmen der Energiewende: Ermittlung des aktuellen SdT und des weiteren Handlungsbedarfs zum Einsatz strombasierter Prozesswärmeanlagen”). The authors of this article would like to thank everyone who contributed to the study, listed in the published study. The study and further documents are on the website of the Federal Environment Agency in Germany (Umweltbundesamt).
This editorial is published with permission from Heat TreatToday’s media partner heat processing, which published this article in March 2024.
About The Authors:
Dr. Christian Schwotzer Department for Industrial Furnaces and Heat Engineering RWTH Aachen University, Germany schwotzer@iob.rwth-aachen.de
Katharina Rothhöft, M.Sc. Department for Industrial Furnaces and Heat Engineering RWTH Aachen University, Germany rothhoeft@iob.rwth-aachen.de
What if your furnace could run faster, cheaper, and cleaner — without major capital investment?Carl Nicolia, president at PSNERGY, LLC, discusses how using waste heat recovery and smart combustion monitoring can cut cycle times in half, reducing gas consumption, and eliminating zone temperature variations.
This informative piece was first released inHeat Treat Today’sOctober 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
Optimizing combustion and reclaiming waste heat can dramatically improve furnace performance. A real-world bar and coil annealing case study shows how simple retrofits reduced ramp cycle time, cut gas consumption, and eliminated zone temperature variation. The results demonstrate how heat treaters can boost throughput, lower costs, and improve quality without major capital investment.
The Challenge of Industrial Furnace Efficiency
Industrial furnaces are the backbone of metals processing, enabling heat treatment, annealing, forging, and countless other applications. Despite their importance, these furnaces are inherently inefficient. In most cases, less than half of the energy generated by burning natural gas actually reaches the load. Energy is continuously lost through exhaust gases, radiant losses, opening losses, and the heating of fixtures and refractory walls.
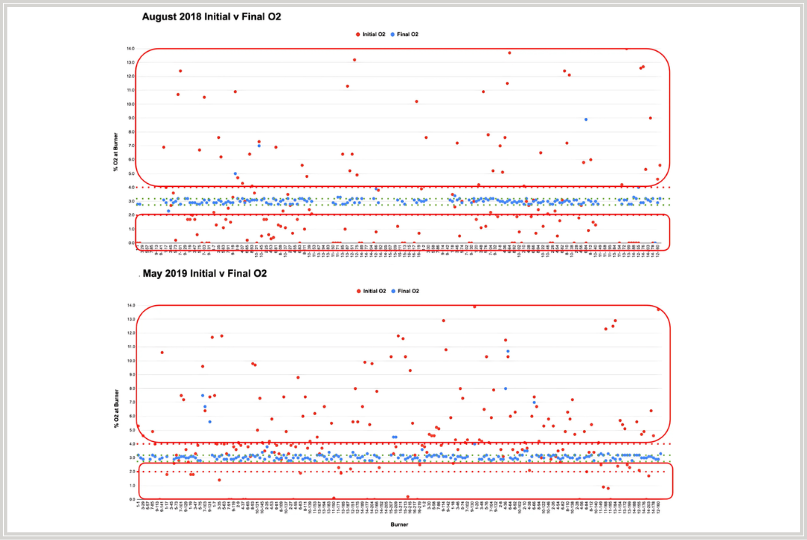
On top of this inefficiency, combustion ratios drift over time. Burners fall out of tune, air-to-fuel ratios shift, and temperature distributions across zones become imbalanced. Even with regular maintenance, most furnaces run well below their optimal performance for a significant portion of their operating lives. See figures 1a and 1b, which illustrate how quickly furnaces drift out of tune. Therefore, regular monitoring and adjustment are essential to avoid energy losses and reoccurring performance issues.
This raises a critical question for heat treaters and metal processors: how much efficiency is being left on the table? And more importantly, what would it mean for throughput, energy costs, and product quality if some of that efficiency could be reclaimed?
The following case study of a bar and coil annealing furnace provides a compelling answer.
Figure 1a, 1b. A demonstration of temperature drift that happened in a furnace that was serviced in August 2018 and then again in May 2019. The red points represent oxygen levels measured at each burner when the PSNERGY team arrived on site, while the blue points show oxygen levels immediately after tuning. Although the furnace was optimized during the August 2018 service, the system had already shifted far from optimal conditions within a few months (May 2019). This highlights the inherent inefficiency and constant variability of combustion systems. Source: PSNERGY, LCC
The Application
The facility in this example operates a batch furnace dedicated to bar and coil annealing. The furnace is equipped with 14 non-recuperated U-tube burners across two heating zones.
While reliable, the furnace faced two persistent challenges: long cycle times and inconsistent temperature uniformity across the two zones. Both issues reduced throughput and posed risks to product quality and delivery while also driving up energy costs.
The Problem
The problems facing this manufacturer were not unusual. Long cycle times limited furnace productivity, creating bottlenecks in meeting customer demand. At the same time, uneven zone temperatures made it difficult to maintain uniform metallurgical properties in the product.
With natural gas prices trending upward, energy costs compounded the problem. Every additional hour in the cycle not only resulted in lost throughput, but also higher gas consumption.
The Objective
The project set out with three clear objectives:
Reduce total cycle time: By shortening ramp-up time, the furnace could complete more loads per month, increasing throughput.
Improve zone uniformity: Temperature variation between zones not only affected quality but also required longer soak times to ensure the coldest parts of the load met specifications. Eliminating this variation would allow for both higher quality and shorter cycles.
Lower gas consumption: With energy representing a major portion of operating costs, reducing fuel usage was essential to improving competitiveness and profitability.
The Solution
This improvement method went beyond the traditional practice of tuning a furnace every six to twelve months. Instead, it involved a broader approach utilizing waste heat recovery and digital monitoring tools to achieve optimal combustion at every burner.
The process involved:
Installing ceramic radiant tube insert assemblies into the U-tubes
Utilizing a combustion monitoring and alerting system to measure air-to-fuel ratio at all burners on the furnace
Adjusting all burners to operate within an optimal excess oxygen window (typically between 2.8% and 3.2%) and maintaining those settings over time
Ensuring balance between zones allowing the furnace to deliver uniform heating to the load
Figure 2. Before vs. after RIT installation. Source: PSNERGY, LLC
The project began with installing waste heat recovery on all 14 of the non-recuperated U-tubes. In this case, ceramic radiant tube inserts (RTIs) were used because they are quickly and easily installed and capture waste heat normally lost out the exhaust, keeping the energy inside the furnace. Additionally, the RTIs improve temperature uniformity, and reduce gas consumption (see Figure 2).
Installing combustion monitoring at each burner is key to keeping the improvements in place. Instead of waiting for issues to show up in product quality, operators can see what is happening at the burners in real time. When a burner starts drifting out of balance or tune, they have the data to correct it immediately. Constant visibility helps the furnace stay efficient and consistent.
Precision is important when considering the physics of combustion. Measuring excess oxygen at less than 1% (running rich) indicates incomplete combustion is occurring, leading to carbon monoxide and soot formation. At the other extreme, running with too much excess air (running lean) wastes energy. Even 5% excess oxygen results in roughly 13% less energy to the load, while 7% excess oxygen increases those losses to 21%, all while burning the same amount of natural gas.
The Results
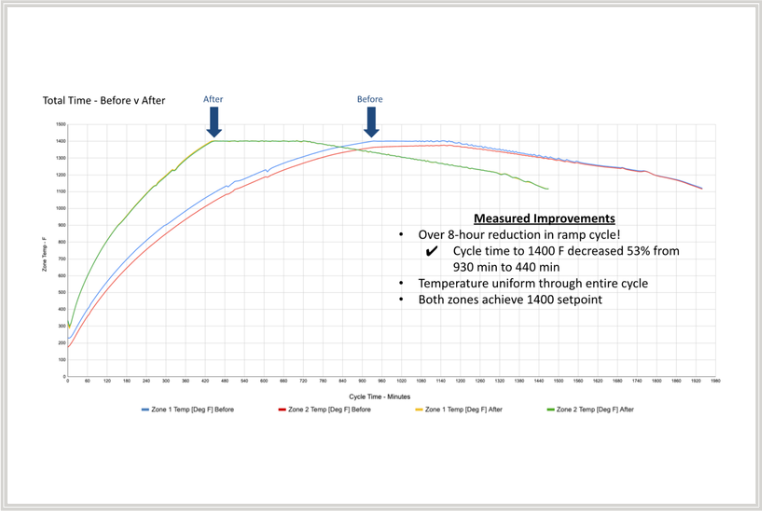
The outcomes of this project were dramatic.
Ramp cycle reduced by 53%. Prior to any improvements, the furnace cycle time was 30 hours, with ramp-up time accounting for a major portion of the overall cycle. After optimization, ramp-up time was reduced by 8 hours, enabling faster turnaround and greater throughput.
Gas consumption reduced by 59% per load. Improved combustion efficiency means that less fuel is required to reach the same metallurgical results. This reduction directly lowers operating costs and CO2 emissions per ton.
Zone temperature variation eliminated. By balancing combustion across zones, the furnace achieves uniform heating, reducing the risk of quality issues and minimizing the need for extended soak times.
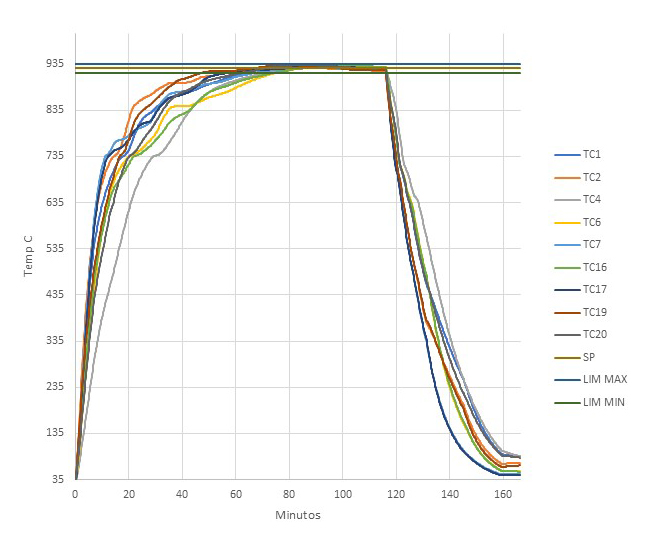
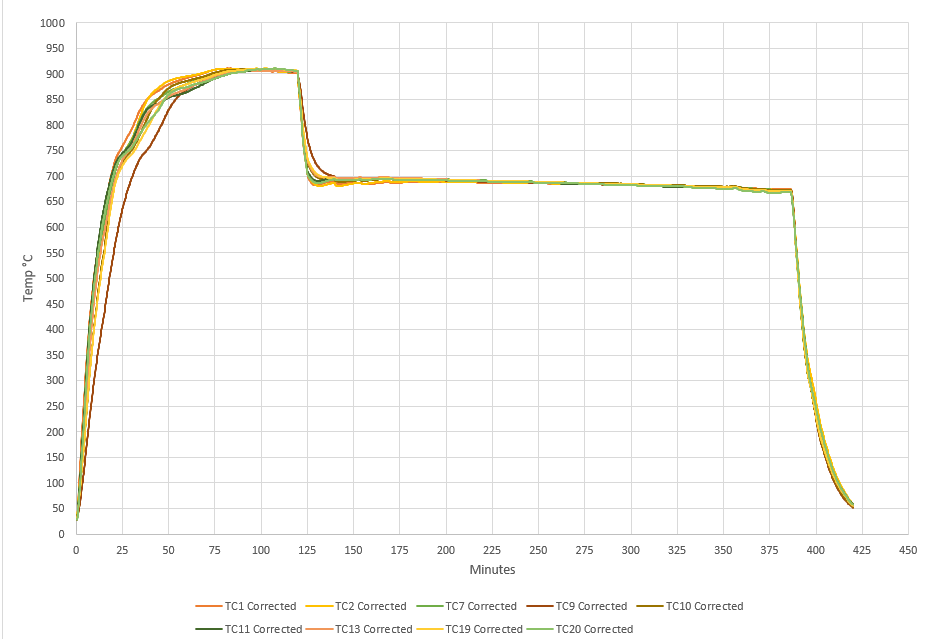
Figure 3. Graph shows Zone 1 and Zone 2 uniformity (identical curves depicted by yellow and green lines) after the combustion monitoring improvements. Source: PSNERGY, LLC
For the manufacturer, these results translated into both immediate savings and long-term operational advantages. Throughput increased while emissions and quality risks were reduced (see Figure 3).
Broader Implications for Industry
While this case study focuses on a single bar and coil annealing furnace, its implications extend across the heat treat and metals industries.
Most industrial furnaces, regardless of size or application, experience similar inefficiencies. Over time, combustion drifts away from optimal conditions, often unnoticed until performance or quality issues arise. Standard practice, tuning once or twice a year, is rarely enough to maintain proper function.
Capturing waste heat and utilizing technology to monitor and maintain combustion represent major opportunities for manufacturers. By reclaiming even a portion of the 10–30% efficiency losses that occur between tunings, facilities can realize double-digit improvements in throughput and energy consumption.
The return on investment can be substantial. In most cases for these improvements, it’s months. Additional throughput alone will often justify the investment. In many locations, natural gas providers have incentives in place for these projects as they are proven to make substantial reductions in energy use. Just as important, optimizing combustion extends the life of burners and tubes, reduces maintenance emergencies, and stabilizes furnace operation; again, reducing cost and improving efficiency.
Conclusion
Industrial furnaces are indispensable, but they do not have to be inefficient. This bar and coil annealing case study demonstrates that even established furnace systems can achieve impactful performance gains through retrofit combustion optimization.
By focusing on cycle time, energy use, and zone uniformity, manufacturers can unlock faster throughput, lower costs, and higher product quality, while also reducing emissions and operating stress.
The lesson for heat treaters is clear: combustion is not just a background process, it is the heartbeat of the operation. Maintaining combustion properly through the use of easily implemented technology can turn a productivity drain into a competitive advantage.
About The Author:
Carl Nicolia President PSNERGY, LLC
Carl Nicolia is president of PSNERGY, LLC, which provides modern solutions to combustion problems, improving equipment life, enhancing productivity, and reducing emissions through smart application of proprietary products, services, and technology.
What do Mars rovers, sniper pods, and rotor grips have in common? Uphill quenching — a thermal-mechanical technique that uses liquid nitrogen and high-velocity steam to dramatically reduce stress and distortion.
In today’s episode of Heat TreatRadio,Greg Newton, Newton Heat Treating CEO, joins host Doug Glenn to take a dive deep into this little-known but highly effective process for controlling residual stress in aluminum alloys. Guest John Avalos, Newton’s quality engineer and IT/Digital Transformation Manager, joins the conversation.
Get the full picture of how this thermal-mechanical method improves machinability, enhances precision, and extends component life, especially in aerospace and optical applications.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (2:20)
Before we even start talking about the process, let’s talk about your qualifications and experience. How did you get in heat treating and aluminum heat treating?
Greg Newton: In 1968, my father opened up a heat treating facility in the city of industry. From age 13 on, I had a summer job and weekend job. It’s part of my blood. In the early ‘70s, we were the first heat treater to purchase an X-ray diffraction machine, which is a non-destructive way of checking for residual stresses beneath the surface of aluminum alloy and different alloys; we concentrated on aluminum. It’s an old analog Rigaku machine; it’s still running. It gives me great data, so why change it out for a half-million-dollar new machine? That’s how we got started.
There was a pilot project with Northrop Grumman for controlling residual stresses, taking glycol out of the laboratory and putting it in production. Now, one thing I didn’t like about that project was that we gave all the data to Northrop and then they wrote a spec and gave it to the world. I didn’t feel we got our fair payback for it.
When theM1 tank optics came along and they knew we had X-ray diffraction on premises, they wanted to take something basically out of the laboratories. The patent names it “thermal mechanical uphill quenching,” which describes the process perfectly. We use it because of the residual stresses created during the quench cycle. When you go from roughly 1000°F down to room temperature rapidly, that’s what sets up your mechanical properties in aluminum.
What Is Uphill Quenching (5:02)
Doug Glenn: Let’s take a 30,000-foot view for someone who has no concept of what an aluminum alloy is. What is uphill quenching?
Greg Newton: It’s the inverse process of the quenching cycle in the solution heat treat cycle. You’re going roughly from 1000°F to room temperature, hot to cold. A part can’t cool instantly. What happens? The outside cools first. It shrinks, and you get a compressive shell. By the laws of thermodynamics, I have an equal and opposite action happening in the core of that part. So, it develops tensile stresses to hold up that compressive shell. They’re in equilibrium when I’m done with the part and I send it back to the machine shop.
Then, they’re going to remove material from one side; they’re going to gun drill it. That’s when challenges arise, because at the point of after-quench, we have the compressive shell and the tensile stresses in the core. They are in equilibrium. When I remove material away, that compressive shell moves, and that’s where aluminum becomes very difficult to machine.
Newton Heat Treating’s thermal processing equipment
Source: Newton Heat Treating
Doug Glenn: Does uphill quenching solve this problem?
Greg Newton: It solves the problem, for all parts, all shapes, all sizes. Parts that don’t lend themselves to flip flopping, which never solves the problem. You might machine away some compressive shell, rejig the part, flip it over, remove a little of the compression on the other side, but you still have those tensiles. The tensiles are the bad guys. That’s what’s causing a failure in use and propagating cracks.
Doug Glenn: Tensile stresses are the ones pushing out, whereas the compressive strengths are the ones that are pulling in.
Greg Newton: And a compressor shell can actually be advantageous for certain types of fatigue, like creep.
Doug Glenn: Is uphill quenching predominantly done on aluminum or exclusively done on aluminum?
Greg Newton: It is predominantly done on aluminum. We’ve done a little bit on titanium. It had fair results with it. Alcoa developed uphill quenching in the late ‘50s. That’s how old this technology; it’s nothing new. Back then, though, engineers used to design things 2.5 times as robust as they needed to be, just because we didn’t know how much residual stresses were inherent in the manufacturing of these parts. But now, with trying to get aircraft, car, and all other types of components to be as light and as thin as possible, this process comes into play. It has finally come of age.
Neutralizing Stresses with Uphill Quenching (7:50)
Doug Glenn: So you have the compressive and tensile stresses, and uphill quenching basically is helping to neutralize or to balance those so that when you go to machining and you’re doing some machining, you’re not going to get what you would anticipate with a distortion or something of that sort.
Greg Newton: Well, again, we go back to the original patent name that describes the process perfectly. Thermal, mechanical, uphill grade. We’re not stretching it with a hydraulic press to 1.5–3% to dislocate the lattices. We’re using a thermal gradient. That’s our energy. That’s our machine.
It’sa little hard to wrap your head around. We’re going to compress and get the dislocation that way. Well, what put those stresses in was that thermal gradient of the quench roughly going from 1000°F to room temperature. How can we reverse that? Aluminum, unlike steels, is almost annealed soft in an as-quenched (AQ) condition.
So that is the optimum time, as the original patent tells you. There are so many misconceptions out there. When you do it in a hardened condition, you’ve lined up everything against yourself. You’ve increased yield strength. You want to do it when the material is as soft as possible. For aluminum, you want to either do it immediately after quench, within an hour, or retard the natural aging by putting it in a sub-zero freezer.
Doug Glenn: The uphill quenching is neutralizing those stresses, so there could be further processing without as much “fear.”
Greg Newton: That’s correct. We’re going to go from -320°F and heat it up with a high-velocity steam blast, back up past room temperature.
Doug Glenn: We’ll get to the actual process, I just wanted to make sure we’re understanding why we’re doing it.
Greg Newton: The machinability of aluminum are close-tolerance parts: They diamond hone our laser optics to a millionth of an inch in aluminum.
Doug Glenn: Wow.
John Avalos: That’s a tight tolerance.
Doug Glenn: Yeah, that’s a tight tolerance. So basically, uphill quenching is just the inverse of the quench.
Greg Newton: That’s all it is.
Doug Glenn: Coming downhill on the quench, then we’re going back uphill. Is this similar to a temper process for a ferrous material?
Greg Newton: We’re not changing any of the mechanical properties. All we’re doing is a realignment of the lattice parameter of the inner crystalline structure.
Doug Glenn: That sounds so different.
Greg Newton: If you picture that compression pushing in and the tensiles pulling out, we’re relaxing them back to a neutral state.
Want to read more about the Newton Heat Treating’s story? Click the image for a full article.
John Avalos: But the main point is that it doesn’t change the temper at all.
Greg Newton: It does not change any of the mechanical properties.
Doug Glenn: Is uphill quenching predominantly or exclusively used in aerospace or are there other markets where you use it as well?
Greg Newton: There are other markets — any close-tolerance parts in aluminum and the alloys. It’s extremely effective on all alloys; 6061 is used in the laser industries or laser optics. We do a lot with the optical industry.
Doug Glenn: So it’s not just aerospace, but a good chunk of it is.
Greg Newton: Nothing on Mars hasn’t come through our hands. I mean, all the gating and sending antennas, all the optical housings, the wheels even were cold stabilized, because they’re trying to make them so light. They’d gun drill them and they would collapse.
Doug Glenn: Did you say “nothing on Mars”?
Greg Newton: All the parts for the Mars rovers have come through our facility.
Actually, our first parts were on Voyager. We’d been looking at this process, and JPL (NASA Jet Propulsion Laboratory) came to us requesting us to try uphill quenching the parts. Dr. Martin Lo from JPL hand-carried these parts over that are still sending data on Voyager that is outside the influence of our sun. Isn’t that incredible?
Doug Glenn: That is incredible. I think it’s just so fascinating what this industry does that people don’t know about.
Getting Technical: The Uphill Quenching Process (12:37)
Doug Glenn: Let’s jump into it and talk technical. What is involved in the uphill quenching process?
Greg Newton: You take these heat treated parts and either perform the uphill quench within an hour or retard the natural agent, that’s key. There are companies that try to uphill quench in a hardened state, and you will get some reduction in stresses, probably more than you will get from any straight thermal stress relief where you’re just lowering the yield strength and popping some of the lattices, but this is nowhere near what you’ll get in an AQ condition.
Doug Glenn: Timeliness is important here. That’s probably the first point.
Greg Newton: Very, very important. So some of the equipment you’ll need includes a large door, depending on how big the part is. And you know, we have a 3,000-gallon tank here on premises and we are ready to put a 6,000-gallon one in. Then, all you’re utilizing the LN2 for is its coldness. It’s not like other steel heat treaters and stuff where it’s in the atmosphere. We’re just using it for…
Doug Glenn: Let me interrupt you, Greg. You said an acronym. What is LN2?
Greg Newton: Liquid nitrogen.
Doug Glenn: I assumed, but just want to make sure.
Greg Newton: The boiling point at sea level is -320°F.
Doug Glenn: So you’re taking it down.
Greg Newton: Right. You also need some sort of steam boiler or steam generator; we have both on premises. You may need an accumulator depending on the size of the parts you’re doing, because you’re using the steam, trying to reverse the delta T of the quench as fast as possible.
John Avalos: It’s a rapid process.
Doug Glenn: That’s why steam is very effective at rapidly heating.
Greg Newton: As the original report tells you, the difference is that you’ll get over 80% reduction in stresses utilizing LN2 and steam versus boiling water. The maximum’s around 19%. We’ve done our own testing and have gotten about 20% — so, significantly higher. Doing it in an AQ condition is key. The original report tells you that you get nothing out of doing the process in a hardened condition, which is done by many of my competitors.
We’ll do it any way the client wants it. While we have boiling water capabilities, but I try to talk the client into doing it the preferred way, which is in an AQ condition with LN2 to steam. That’s how you get to your biggest temperature differential, your delta T. You’re trying to match the delta T of the quench of the heat treat quench in reverse. That’s all you’re trying to do.
Doug Glenn: It sounds simple. So far, we have covered needing aluminum as-quenched, as soon as possible. You’re dipping it into LN2 to take it down to -320°F, roughly. Right?
Greg Newton: Depending on the thickness of part, it’s not a soaking cycle like solution heat treating would be, but you do want to make sure that part is completely at that temperature.
Doug Glenn: So you’re taking it down to -320°F, then immediately taking it out, and you’re hitting it with steam for how long, and what’s the criteria?
Greg Newton: It depends on the size, the shape, and the configuration. We have many, many steam fixtures out here that can be slightly modified. If you have a good production run, it’s best to design a fixture specific to that part. Bell Helicopter does this for the rotor grips for the Hueys when they were re-engineered.
Doug Glenn: Are you taking it up then to a specific temperature?
Greg Newton: Yes, we want be above 160°F for casting; 180°F, we prefer, for raw product.
Doug Glenn: Okay, and once it’s back up to that temperature, is the process done?
Greg Newton: You are done. Now there are many specs that repeat the process. I think this is mostly to make up for lack of fixturing, a part-specific fixture, so you can make up with subsequent processing. It does come out of the history of the past of when they really didn’t understand, before the original patent. There used to be tricyclic stress relieving where they would take it from dry ice into boiling water.
One of the advantages of steam, and the reason why you get much better results with steam versus boiling water, is the fact that it’s a higher temperature. It blasts away any ice that’s forming on that part, on the surface of it and it’s a turbulent flow over that part. So it readily transmits that energy quicker.
John Avalos: Can you also talk about the X-ray diffraction and how you use that to measure how effective the process is?
Greg Newton: When we took over this project and we wanted to prove it out, we learned a lot of things. When an engineer patents something, he usually controls everything. And it’s not that they’re wrong, it’s that they are .000001% right. In the real world, it makes no difference. So, you tend to throw those things away because they have no real relevance here on earth or in space.
So,we stumbled upon some other things that were advantageous to buy X-ray diffraction.
The standard operation involved first, getting the part, heat treating it, and then directly after quench, and take a reading because we know after a solution heat treated, we have that perfect setup between the compressive shell and the tensiles and the core. They’re going to be equal. Or close to it.
The thicker the section of the part, the more stresses, because it takes longer to cool. When you get into parts with two-inch cross sections and quarter-inch webbing, that’s when you get a lot of oil canning and all hell breaks loose. We can solve that.
I remember there was a bot part we had for the 767 or 757. It was the pilot’s window, and they were failing in service. The bot had a whole shift Boeing was paying to re-machine all out-of-tolerance parts on the shelf, until they finally they were over-machined and had to be thrown away. We had a hard time. I did parts for nothing to prove it to them, and they adopted it. But then the union fought them, and now that division is closed.
You have to evolve or else you will go the way of the dinosaurs.
Doug Glenn: You can’t fight with science. Ultimately you can’t fight with the truth of metallurgy.
I think we have the basic process down; it doesn’t sound that complicated. It’s a reverse of the quench process, essentially.
“Aluminum alloy 6061 is a forgiving alloy…It lends itself to uphill quenching because of its lower yield than the 7,000 series. We also do work in the 7,000 series.” Source: Theworldmaterial.com
Greg Newton: Attention must be paid to the details, though.
Doug Glenn: Yes, exactly. I have talked with a couple of other people about this process, and I’ve been told that the aluminum alloy is somewhat important in the process depending on what alloy you have. Is that the case?
Greg Newton: Aluminum alloy 6061 is a forgiving alloy, and most of the optics we do are some form of that. It’s a forgiving alloy in many, many ways. It lends itself to uphill quenching because of its lower yield than the 7000 series. We also do work in the 7000 series. It takes a little better steam fixture, perhaps a little more attention to detail. Rough machining comes into play, regarding how much rough machining is done prior to the final solution heat treat and the uphill quench.
John Avalos: There are lots of factors.
Greg Newton: We like to be involved in the beginning, not as an after fact. The best successes we’ve had is when the company knows it’s going to be a problem part, so they get us involved in the beginning. Then, we set it up right and everything goes smoothly, instead of after.
Doug Glenn: You had mentioned the X-ray diffraction and the testing of it. Is there anything more we want to say on that?
Greg Newton: After the solution heat treat, I’m going to get that perfect ratio of my compressive shell and the tensiles. After the uphill quench, we’ll measure again, and then once after aging, because aging can have a slight effect on your stress levels.
That will give us an internal baseline, and we do it for all clients on all first articles. I encourage clients to pay for it, but to a lot of machinists, it’s just an extra cost. But should they ever have a problem in the future? The proof has always been in the pudding. I send it back to them because I can’t tell you how many skeptics we’ve had that call me back and say, “dang, it really worked.” And then they think it’s that magic. Some of the failures that have come from the successes and thinking, “Now I can make up the lost time. I’m going to make twice the cuts, twice as deep, twice as fast.” Then you induce stresses by machining parts.
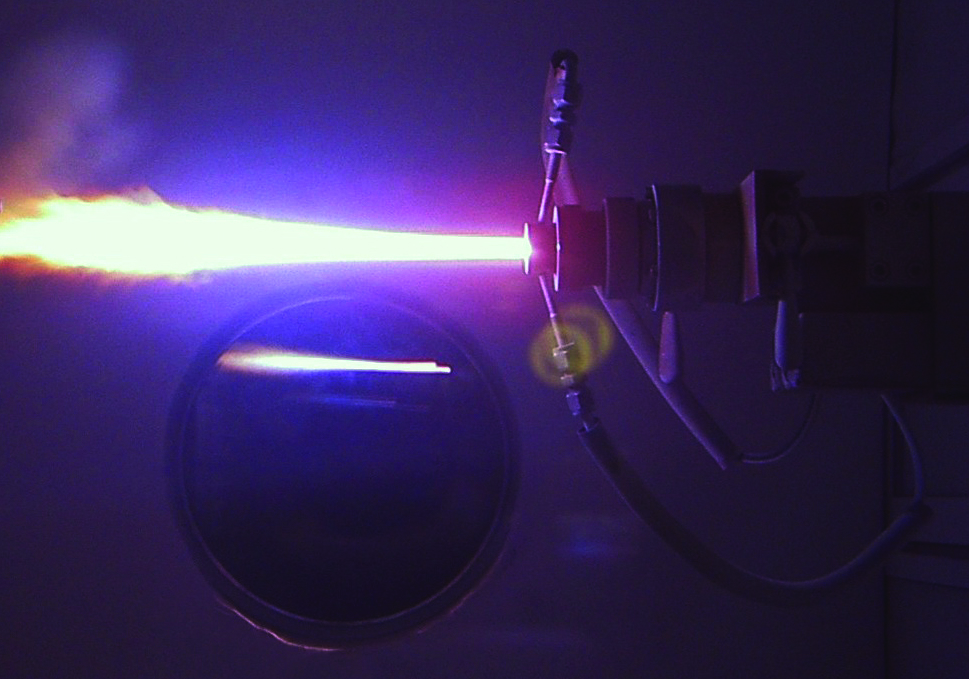
Newton Heat Treating’s equipment for cold stabilization Source: Newton Heat Treating
Doug Glenn: You mentioned that when the engineer initially does the patent, they control everything; they put a lot of standards in there. It sounds to me that in your practical application of this process, you found out which one of those instructions are important, and which ones are maybe not as important.
Greg Newton: We have completely refined the process.
Doug Glenn: Now you know you don’t need to waste time on item X because it really doesn’t matter so much. The correlation for success may be more tied with another item.
Greg Newton: The boiling water aspect becomes so appealing to my competition because you don’t need to use your brain to design steam fixtures and other processes. We have designed many steam fixtures over the years, and they’re semi generic. We can change the inserts for cylindrical parts. We have found it’s very advantageous to steam inside and out, simultaneously. When it says high-pressure steam, I have engineers up with their cameras and I say, “No, no, back away about 30 feet.”
Doug Glenn: Step back from the part. That sounds interesting. The design of the fixtures for the impingement of the steam sounds very similar to me to something we’ve talked to Joe Powell of Akron Steel about. He talks about that high-intensity quench, not uphill quenching, but downhill quenching in this case, where it’s really super critical that you quickly and uniformly cool the entire outer shell at the same time.
It sounds like these fixtures you’re talking about are somewhat along that same line that they need to be hitting the part at the right place, right time, right volume.
John Avalos: They represent the configuration of the part as close as we can anyways, so that we get a nice even steam blast.
Greg Newton: We’ll tend to concentrate steam in thicker areas, back off on thinner areas.
Challenges in Uphill Quenching (25:00)
Doug Glenn: What are the biggest challenges that you face when performing uphill quenching?
Greg Newton: Overcoming the misconceptions of when and how to do it can be challenging as there are so much different variables. We have capacity for boiling water and steam, but we prefer to do the best method possible, and give my clients the best, because the price is the same. I’d rather have a happy client. Then, I think, boiling water sometimes gives it a bad name when it doesn’t work. They often throw out the entire system, the baby with the bath water.
Cyclic thermal shock process Source: Newton Heat Treating
Doug Glenn: In the actual process itself, fixturing can be an issue, placement and configuration of the steam is an issue. I’m guessing part configuration can be challenging, the thick to thin cross-section. What are some of the difficult aspects of uphill quenching or difficult parts.
Greg Newton: One day, Lockheed calls me, and they had a sniper pod for the F16. They tread machined this 1,600-pound hand forging three times and were trying to go to a one piece, monolithic part. They had one more shot until they were going to lose the contract.
So, Don of Lockheed came to me asking if we could do it. They wanted to send me 1,600-pound hand forging and I said, “No, no, you need to rough machine this thing.” I asked how much the part weighed when they were done — “168 pounds.” That’s crazy!
I told them they needed to rough machine the part and then send to me. So, they rough machined it, and I get a part that is 1,200 pounds, but it was 6061. I told them we’ll give it our best shot. We did do multiple stabilizations on that part — I think we stabilized it three times, but it worked.
He was worried about getting this big hand forging back on the machine, because it did move a lot during uphill quenching. We did, in between post-heat treat, straighten it, uphill quench it, then straighten it; each run time it moved less, and, you know, you’re inducing stresses by straightening through the process as well. The third time, we uphill quenched it, checked if we needed to straighten it, and we didn’t. We shipped it, and they got through this. We saw another two or three more.
The challenge is what they think the process will do and what it’s capable of. I don’t think that would’ve worked for the 7000 series. You really want to get it within 150 thousandth to 100 thousands of control, because of the dispersoids they put in the super alloys, making it tougher to uphill clench.
Doug Glenn: What is your most interesting part that you have uphill quenched?
Greg Newton: The rotor grips for the old Hueys. When they re-engineered them and doubled the horsepower, they went from the two blades that you see on the mash that they could hear from 30 to 40 miles away. They increased the horsepower of the engines and went to four composite blades, but the rotor grip itself that they wrapped the carbon fibers around was a 2014 die forging.
But they had machining problems. They would make one pass over it and it would curl up about three quarters of an inch. So, Gene Williams came down from Bell Helicopter and spent a week with me. Bell doesn’t like anybody else’s data; they want to create their own data. So, he was out there with his camera, measuring and doing everything for a week. We got through the machining and they’re dead flat. Now, when I get rid of the stresses, I get rid of all the stresses: the compressive shell and the tensiles. So, they went back to these rotor grips and peened them, glass beaded them. This gave it a nice, even compressed shell without the negative effect of the tensiles in the core.
Now they are getting 8 to 10 times the life expectancy out of these parts, which makes sense on a fatigue curve, because you don’t know where you’re starting on that fatigue curve. Most of the curves go “whoop” [Editor’s Note: Greg demonstrates the exponential swoop of the graphic arc.], and you know you’re in that quarter and then you’re done. They store parts at 50% of their intended life for when they can’t get new parts and pray they get the new ones.
Weget the problem parts, and that usually gets my foot in the door.
Doug Glenn: You mentioned earlier that if a company is developing a part or if they’re having an issue, it’s better for the client and for you guys that the sooner they talk to you the better. Most people don’t think the commercial heat treater or the processor can be that helpful, but with guys like you who have an expertise in the area, it’s probably well worth having an early phone call.
Greg Newton: No heat treater really loves to see final finished parts. It’s a violent process. We would rather have a little beat on that.
Ideal Parts and Benefits (30:45)
Doug Glenn: What type of parts should uphill quenching be performed? Can you give us a quick overview of the types of parts that you’ve uphill quenched?
Greg Newton: Any close-tolerance parts or any parts that are moving and machining out of tolerance are good for uphill quenching.
Doug Glenn: What benefit does uphill quenching have over similar or competitive processes?
Greg Newton: With straight thermal stress relieving, in which you’re just raising the temperature of the part, you have to be careful of losing your temper when doing it. To get a real stress relieve, you need to go up 600-700 degrees, and in doing that, you’re going to blow your temperatures right out in aluminum. So, you tend to use 25 degrees below zero for longer periods of time, and you might lower it. That tends to break the most highly strained lattices because you’ve lowered that yield strength a little bit and they’ll pop. That might be enough to get you through that part, the machining.
Is it going to move later in service? Probably. When heating up and cooling it down, especially in space; when you have an unstable part in space and it turns towards the sun gets 200-300 degrees (turns away from space in the vacuum), now you’re thermo cycling. It is a different type of stress relieving, and it can move those mirrors. Any slight movement in those mirrors, and you’ve lost your integrity.
They can figure out mathematically the coefficient of thermal expansion out in space, but warpage is difficult.
Radius of Industry (32:43)
Doug Glenn: You have an expertise in aluminum. What is the radius out of the city of industry that you’re getting clients from?
Greg Newton: We have received Israeli tank mirrors and German tank mirrors. We get parts shipped from the East Coast daily. Hamilton’s products, they attribute their position with the success of their uphill quenching on almost of all their cylindrical parts. They have a better product than anybody else, and they told me that they attribute much of that success the stability of their, their aluminum.
Doug Glenn: Is there anything that you thought of as we’re talking that you want to add into the conversation?
John Avalos: I’ll add that we’re the leaders in this process. There are a lot of similar processes Greg mentioned with boiling water. What that does is it forms the ice barrier around the part. By using steam blasting and uphill quenching, it removes that barrier — a barrier simply doesn’t form.
Greg Newton: Ice is a great insulator.
Doug Glenn: It reminds me of the vapor barrier when you’re trying to quench. It’s an insulator.
Greg Newton: Regarding the X-ray diffraction, having process control is important. You’re spending 10 times a normal heat treat, you’re throwing money in a problem, and there is nobody else that has any process control. To me, that’s playing Russian roulette with five in the chamber, not one. Your chances of success are slimmer. We want to know when something goes wrong. Why did it go wrong? Without any sort of can imagine, if we threw out EC and Rockwell out of our heat treatment and say, “Look, the charts look good! It must be good,” we’d have airplanes falling out of the sky daily.
Heat Treat Radio episode #124 with host Doug Glenn and guests Greg Newton and John Avalos
You have a very expensive problem. I would like to see a little more process control that everybody’s using. Nadcap is trying to tie that up as we speak.
Doug Glenn: Very good. Well, gentlemen, thank you very much I hope the listeners have enjoyed this as well. I think it’s a very interesting, somewhat unique process, and it’s good to talk with you two guys about it.
Greg Newton: I challenge any machine shop out there to send me their biggest nightmare in aluminum
Doug Glenn: He just threw down the gauntlet: Send him your worst stuff, and he’ll see if he can fix it. Anyhow, thanks, Greg and John, thank you so much. I appreciate you guys.
About the Guest
Greg Newton Owner, President, CEO Newton Heat Treating
Greg Newton is the owner, president, and CEO of Newton Heat Treating. Founded by his father in 1968, Greg became president of Newton Heat Treating in 1995 and has decades of experience leading numerous projects in the heat treating industry. Greg has focused specifically on aluminum alloys — specializing in heat treating, uphill quenching, and other advanced thermal processes.
The thermal processing industry is a good example of how the on-site production of hydrogen by water electrolysis can be beneficial for many of its processes and for reducing the CO2 of its plants. In today’s Technical Tuesday, David Wolff, industrial sales director at Nel Hydrogen, discusses how, from plasma spray to metal AM binder jet to annealing at rolling mills, industries across medical, automotive, and beyond are looking to water electrolysis for hydrogen production.
This informative piece was first released inHeat Treat Today’sDecember 2024 Medical & Energy Heat Treat print edition.
Hydrogen atmospheres are widely used in high temperature thermal processing, including annealing, brazing, PM, MIM, and binder jet AM sintering, metal-to-glass sealing, and related processes such as thermal spray. Hydrogen helps heat treaters achieve acceptable product characteristics. It’s used as a very powerful reducing agent, and it actively cleans surfaces as compared to inert gas atmospheres which only displace oxygen.
Relative to hydrogen’s use in helping plants decarbonize, it’s a fact that major OEMs buying heat treating services and heat treated products are demanding that their suppliers report their decarbonization progress. To meet the needs, hydrogen generation is becoming ever more compelling to heat treaters to ensure hydrogen for atmosphere needs inside the plant, and to help minimize their carbon footprint.
The Clean Energy Supply Conundrum
Most U.S. heat treating facilities get their atmosphere components delivered by truck. The truck emits CO2 and the hydrogen on that truck is likely “gray” hydrogen made from natural gas. Hence, the carbon footprint from their hydrogen use is notable. Importantly, the electricity grid operators are actively seeking ways to enhance the business success of providers of low carbon electricity. The key issue with those providers — solar, wind, hydro, and nuclear — is that they cannot easily follow the ups and downs of demand. Instead, consumers get electricity from those resources when the wind is blowing, the sun is shining, or the river is high. In the case of nuclear plants, they preferentially run at near fixed output, day and night. They run continuously regardless of demand. As the grid demand is very low at night, they get very low prices for the electricity they generate. They only make money for 12 or so hours a day. That’s why a lot of nuclear plants are threatening shutting down for economic reasons.
Taking Advantage of Low Demand Period Energy Prices for Use During High Demand Hours
Consider this scenario: What if a client with electrolysis capacity to produce hydrogen, such as a heat treater, could buy electricity at lower nighttime prices to make the hydrogen it needs during the day shift for its various processes, perhaps even heating their furnaces? The clean energy provider would be pleased to have more income during its low demand, low price times. The heat treat plant is happy saving money buying decarbonized electricity at low demand prices to make clean hydrogen for its various thermal processes and to operate its furnaces. And, the heat treat company’s OEM clients demanding decarbonization are satisfied, too.
How To Get Started
The scenario described above is a practical and real one for the heat treat industry today. Nel Hydrogen recommends that a heat treat company begin with a plan. That plan may comprise several phases. It’s important to seek out a knowledgeable hydrogen partner in this endeavor to specify exactly what’s needed. For heat treat applications, users generally would want compact equipment, extreme hydrogen purity, load following, near-instant on and instant off, and sufficient hydrogen pressure that make it flexibly suited for a variety of thermal processes, and for hydrogen storage addition at a later time if desired.
Figure 1. Compact hydrogen generators using water electrolysis for thermal processing applications (Source: Nel Hydrogen)
Both batch and continuous processes can be served. Batch processes may benefit from a small amount of surge storage at the outset. By combining on-site hydrogen generation with a small amount of in process hydrogen surge storage if needed, on-site hydrogen generation can be used to meet the needs of batch processes such as batch furnaces and thermal spray. By carefully choosing generation rate and pressure, and surge storage vessel volume and pressure capacity, the combination of generation with surge storage can provide maximum process flexibility while minimizing the amount of hydrogen actually stored.
The presence of a small amount of hydrogen surge storage also protects clients’ parts in case of an electric interruption that stops hydrogen production. The surge storage hydrogen can protect the parts while they cool under a reducing atmosphere.
In practice, specific client priorities such as minimum hydrogen storage, or lowest system capital cost, or highest degree of expandability, or least amount of space occupied, can be met by choosing the specific hydrogen generator capacity and surge storage system employed for any particular production challenge.
Examples of Thermal Processors Producing Hydrogen On Site with Water Electrolysis
Decarbonization will be a near-future requirement as part of the global effort to evolve towards a cleaner, greener world. On-site hydrogen generation in industry makes great sense to align with those initiatives. Right now, the thermal processing industry is experiencing the benefits of producing hydrogen on site for its production processes, and the decarbonization demand will be easier to accommodate with that infrastructure in place.
Here are a few examples of companies performing a variety of thermal processes that have made the decision to use water electrolysis to produce hydrogen on site:
Plasma Spray of Cast Iron Cylinder Liners
One of the most compelling examples has been implemented by two different U.S. automakers to accommodate the increasing use of low-weight aluminum engine blocks in today’s high efficiency vehicles. Aluminum blocks must have a cast iron lining on the inside of the cylinder bore to maximize the durability of the engine. (Older readers may recall the notorious Chevy Vega that used an aluminum engine without a cast iron liner. The author’s wife had one Vega which burned through three engines!)
Figure 2. Plasma torch used to spray-apply metal coatings in additive
manufacturing processes (Source: Shutterstock)
The traditional approach to provide a cast iron liner was to drive a sleeve into the aluminum engine block. However, a new technology has been commercialized by which the cast iron liner is spray-applied using a plasma torch. The torch uses hydrogen and argon gases to add energy and maintain the necessary low oxygen atmosphere. The plasma spray was a new addition to engine production facilities that had not previously been equipped with hydrogen supply and thus elected to generate their own to minimize delivered hydrogen and avoid the need for hydrogen inventory and extensive supply piping.
The electrolyzers recommended for plasma spray applications are compact and produce high purity hydrogen of better than UHP grade at 200+ psig pressure, with less hydrogen stored than would fill a party balloon bouquet. About the size of a washing machine or refrigerator, depending on the model, each unit is low maintenance, compact, quiet, and can be installed nearly anywhere in a facility.
Metal Additive Manufacturing (AM) Binder Jet
One of the most exciting approaches to metal AM is the technology called binder jet, which creates a near net shape part using polymer and wax binders to adhere metal powders. After the part is formed, the binders are chemically or thermally removed. Then the part is sintered to attain near net shape and full part density. Hydrogen is required for the sintering atmosphere to prevent oxidation of the part during the sintering process. Binder jet technology promises to provide for mass production of individually customized parts at high production rates and consequently lower costs than parts produced individually.
Figure 3. Binder jet metal AM parts sintered in a hydrogen atmosphere (Source: Shuttershock)
Many new metal AM production facilities are being established in factories that are not already equipped for the delivery, storage, and internal piping/distribution of hydrogen. As such, many have chosen instead to use zero inventory hydrogen made on site to minimize infrastructure investments. Electrolyzers for small-scale applications requiring up to 230 scf/hr of hydrogen gas at 99.999+ % purity are advised for metal AM. About the size of a large refrigerator, the units require minimal facility floor space, are easy to maintain, and can be installed in any non-classified space. Applications for AM include medical, electronics, industrial, and automotive components.
Annealing at Rolling Mills
Plate and strip metal are processed in rolling mills where the thickness of the metal is reduced by alternating “cold” rolling steps followed by intermediary hot annealing steps. Cold rolling makes the metal more brittle, so it is necessary to have an annealing step following each rolling step. The metal is alternately thinned and then softened for what could be several iterations. Hydrogen is required for the annealing steps to maintain metal surface quality while heated. Because of the periodic market disruptions in delivered hydrogen from plant outages or trucking interruptions, several rolling mills have chosen to generate hydrogen on site to augment or entirely replace their delivered hydrogen supply. The benefits that the plants experience are primarily focused on supply reliability. Of course, they are also eliminating the carbon footprint associated with truck delivery. In this case, the carbon footprint of the generated hydrogen is determined by the particular electricity generating mix that serves the plant site.
Most often at rolling mills, electrolyzers that produce up to 1,140 scf of hydrogen gas at 99.999+ % purity are best suited for the hydrogen requirement. These units replace the need for hydrogen tube trailers or liquid hydrogen storage. They can be installed in the mill or can be containerized outdoors, offering flexible siting and reduced operational safety risks compared to delivered hydrogen.
Figure 4. Steel rolls are heated in an annealing step to soften the metal during production. (Source: Istock)
On Track Towards Decarbonization
Described in the examples above, once the means to generate hydrogen is chosen at a thermal processing facility, the company can move further along the decarbonization journey. This may be to apply a strategy as outlined in the electricity scenario whereby the company takes advantage of low demand rates or institutes an alternative creative idea. Certainly, as more and more clients demand proof that suppliers are reducing their carbon footprint, more strategies will be developed and implemented to serve the thermal processing industry. Simply generating hydrogen on site removes the trucking emissions factor and is a beneficial and practical starting point.
About the Author:
David Wolff Eastern Regional Sales Manager Nel Hydrogen
David Wolff has 45 years of project engineering, industrial gas generation and application engineering, marketing and sales experience. He has been at Nel Hydrogen for over 25 years as a sales and marketing leader for hydrogen generation technologies.
For more information: Nel Hydrogen at sales@nelhydrogen.com.
Roller hearth furnaces are known as the work horses of the heat treating industry. Though they may be common, these furnaces still hold some surprises — namely, their diverse applications, potential to be fully automated, and long life span. Five industry leaders provide insight into the current furnace features and how to optimize them for annealing heat treat. As you read, notice the different emphases each expert addresses.
This Technical Tuesday was originally published inHeat Treat Today’sJanuary/February 2024 Air and AtmosphereHeat Treatprint edition.
Application Determines Customizable Furnace Features
This type of furnace is highly customizable, and, as Tim Donofrio, VP of Sales at Can-Eng Furnaces International explains, knowing the application will determine furnace features.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Tim Donofrio Vice President of Sales Can-Eng Furnaces International, Ltd. Source: Can-Eng Furnaces International, Ltd.
The following is based on roller hearth furnaces operating at or above 1400°F.
Annealing furnace features depend upon the material being processed and the metallurgical process being carried out. They can be provided with a wide variety of features for preheating, annealing, slow cooling, oxidizing or bluing and accelerated cooling.
Preheating features include direct or indirect heating applications, under air or controlled atmospheres. Preheating in some cases requires features for burn-off of residual blanking fluids prior to entry into the critical anneal chamber and as such, the off -gas must be appropriately addressed.
Annealing can be a direct or indirect heating application using natural gas, blended hydrogen/natural gas, and electrical energy sources. Process protective atmospheres include N2, Exothermic gas, Endothermic gas, N2 + H2, and H2. In some cases, process atmospheres must be carefully controlled and monitored to very low O2 PPM levels to ensure correct oxides are formed or, alternatively, a bright oxide-free finish is achieved, something very critical when annealing electrical steels for transformer core and motor annealing. Today we see a rise in the use of roller hearth furnaces for the manufacture of transformer core and motor cores, processing electrical steels and amorphous metals. This is largely a result of the electrification of the world.
Post-annealing cooling and bluing are paramount to the process success. In most cases, cooling and soaking stages are provided through the integration of direct and indirect cooling methods that include air, water, and externally chilled atmospheres that can be directly injected into the furnace system and recirculated.
How Is Your Roller Hearth System Unique?
Roller hearth furnaces are the work horse of the industry; they are used for a variety of other heat treating applications. For example, roller hearth furnaces can also be used for low temperature curing, tempering, and aluminum heat treating applications. These lower-temperature roller hearth furnaces do not operate above 1400°F and are built with different fabrication and refractory standards. Of course, additional high temperature applications include neutral hardening, case hardening, carbonitriding, isothermal, and spheroidizing annealing and normalizing.
Roller hearth furnace
Can-Eng Furnaces International offers roller hearth annealing furnaces that meet the stringent demands of today’s manufacturers where safety, product quality, and equipment reliability are at the top of our engineers’ minds during design and development. Can-Eng has developed a strong user base that has benefited from design features that ensure tight temperature control and repeatable thermal profiles while also tightly controlling process atmospheres. This is achieved by integrating some of the best available heating and atmosphere technologies while being combined with state-of-the art automation and robotics to deliver the lowest cost of ownership processing systems to our clients.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Our company promotes hands-on and classroom multi-level training of operators, maintenance staff, and engineers. This provides a complete and full understanding of the equipment and the opportunity to train within the company for future talent development.
What Are the Furnace’s Operational Advantages?
Can-Eng integrates operator-friendly features that contribute to the reduction in energy and atmosphere consumption while minimizing the carbon footprint and emission levels. Combined with on-board system diagnostics, monitoring, and data collection, these allow for minimal operator involvement.
What Is the Most Common Heating Method?
Today, the most common methods are both natural gas and electric. However, Can- Eng works to integrate features that provide our partners with the benefits of reusing waste heat sources such as flue gases within the system or facility to improve operating efficiencies.
What Are the Challenges in Operating This Type of Furnace?
These (atmosphere control, maintenance, uptime, and temperature control) are all typical challenges that are addressed in design. The key is to design flexibility, ease of use, and operator-friendly features to avoid problems in the future when the client wants to process different products in a different way.
Training and Maintenance To Optimize Uptime
Bob Brock, sales engineer at AFC-Holcroft, emphasizes the importance of training and maintenance to best operate the roller hearth system.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Bob Brock, Sales Engineer, AFC-Holcroft
Roller hearth furnaces are designed to provide greater uptime, ease of maintenance, and trouble-free operation and are always custom-designed to meet our clients’ specific processing requirements.
Modular designs are available to accomplish basic heating, holding, and cooling segments but also to incorporate burn off, cyclic spheroidizing, bluing, fast cooling, and blast cooling under controlled atmospheres ranging from Endothermic to Exothermic gases, nitrogen, hydrogen, and products of combustion. A broad range of material handling automation and control platforms providing total data monitoring, controlling, tracking, and acquisition capability are also offered.
How Is Your Roller Hearth System Unique?
AFC-Holcroft has designed, built, and commissioned hundreds of roller hearth manufacturing, and fi eld support teams have extensive knowledge and experience with annealing, isothermal annealing, normalizing, carburizing, and solution and aging processes for ferrous and nonferrous applications. This expertise has well positioned us in the roller hearth furnace market.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
3D image of annealing roller hearth furnace Source: AFC-Holcroft
We use a two-step approach when training operators on our equipment. First, hands-on training provides the best opportunity to learn equipment operation, startup and shutdown procedures, as well as maintenance tasks. Second, we follow up hands-on training with classroom discussions to further the operator’s knowledge of equipment and the use of our operating manual. Our two-step approach arms our client operational team with the confidence and knowledge they need to be successful from day one.
What Are the Furnace’s Operational Advantages?
Roller hearth furnaces are designed and built with longevity and uptime in mind. From our integrated preventative maintenance reminders, robust construction, and user-friendly controls, it’s not uncommon to see our equipment still in operation for 50 years or longer.
What Is the Most Common Heating Method?
Natural gas continues to be the predominate heating source in North America, although we have seen an increased interest for alternate heating sources like electric, hydrogen, and bio over the last several years. We anticipate this trend to continue as companies invest in minimizing their carbon footprint, and can provide clients with carbon footprint analysis and operational costs on our equipment.
What Are the Challenges in Operating This Type of Furnace?
Routine equipment maintenance is key to operational uptime. AFC-Holcroft offers a wide range of preventative maintenance programs for our clients. The services can be customized to include hot and cold inspections, thermal imaging, burner tuning, and equipment optimization analysis.
Consistency Is Key To Increase Furnace Life
Given that the roller hearth furnace is a continuous system, understanding how the system works and operating at the correct, consistent rate is crucial for success. Jacob Laird, mechanical engineer at Premier Furnace Specialists, dives in deeper.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Premier Furnace Specialists (PFS) is capable of building annealing furnaces for a wide range of workloads. We have built small batch normalizing furnaces with simple manual roller hearths, as well as 120+ foot long fully automated annealing roller hearths with multi-zone control and automatic load staging. We also offer a variety of controlled heating/cooling systems and atmosphere generators and gas dryers to provide optimal annealed part quality. Controlled cooling systems may include: radiant tube indirect cooling, atmosphere forced convective cooling, and post-process forced convective cooling with ambient air.
How Is Your Roller Hearth System Unique?
Jacob Laird Mechanical Engineer Premier Furnace Specialists, Inc./BeaverMatic Source: Premier Furnace Specialists, Inc./BeaverMatic
One of the unique uses for annealing furnaces is for soft magnetic steel alloys aft er they have been cold worked or formed. This is often used for products inside electrical equipment such as electric motors or transformers where grain growth and residual stresses may affect the magnetic properties of the material. The most cost-effective process for this heat treatment is through a continuous atmosphere with a reducing atmosphere (often provided by a lean Exothermic gas atmosphere). For this process, the atmosphere requires a specific range of hydrogen alongside a controlled heating and cooling recipe with multiple stages.
Premier Furnace Specialists also provides the accessory equipment that can be required for a complete annealing operation. We will build the Exothermic gas generators (rich and lean), Exothermic gas dryers (air and water cooled), nitrogen/methanol/hydrogen (or other bulk atmosphere) gas trains/delivery systems, water recirculation and convective cooling systems, load management equipment/software, and any other required pre/post processing equipment right here at our facility in Farmington Hills, MI. By building all of the ancillary equipment alongside the annealing furnace, it allows the client to benefit from installation of the entire system at once, identical spare parts across all pieces for easier maintenance, identical control systems with consistent terminology for ease of operator training, a single contact source for all engineering assistance and troubleshooting, as well as a service department capable of quickly responding to requests for both our equipment and any other equipment the customer may already have.
A 16 ½ ft. wide x 9 ft. high x 125 ft. long roller hearth furnace with four
heating zones and two cooling zones. Maximum temperature of 1500°F,
nitrogen gas atmosphere.
Concerning efficiency, combustion heating systems can be customized with preheat and recuperation systems, recuperative or regenerative burners, or multi-legged radiant tubes to minimize gas train complexity and NOx emissions while maximizing efficiency and profitability. Electrically heated systems can be equipped with SCR power controls which minimize temperature swings at setpoint, provide optimum work chamber uniformity by eliminating heat surges, and conserve energy by reducing current draw at operating temperature. Processes can also be equipped with digital atmosphere analyzers, flowmeters, and gauges capable of displaying the remote equipment conditions at localized control stations or on mobile devices.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Specifically for roller hearth furnaces, operators and maintenance personnel must understand the rollers and drive systems to ensure products continue processing at a correct rate. For continuous systems in particular, drive failures may result in the loss of large volumes of product that often cannot be recycled as well as lengthy purge/shutdown/ startup times.
As an example, chain and sprocket driven rollers just only be locked down on the drive side of the furnace so that thermal expansion allows them to grow on the idle side. Otherwise, the sprockets may walk out of alignment and cause a multitude of long and short-term issues such as rollers seizing and warping, drive faults, load crashes, and timing issues between multiple driven segments.
Th e best practice would be for operators to be trained to understand how major components of the furnace may affect the part quality. This knowledge will also assist in troubleshooting issues that may arise and correcting them before they become worse.
What Are the Furnace’s Operational Advantages?
Roller hearth furnaces can handle a large assortment of part sizes by varying the roller diameters and spacing between them. For small parts, the rollers can be used to drive a mesh/cast belt or convey trays. For long parts, they can rest on the rollers with multiple support points. The bar, pipe, and tubing industries use incredibly long roller hearth furnaces while many industries process heavy wire coils in them. By segmenting the roller drives and utilizing VFDs or servomotors, roller hearth furnaces become capable of staging loads, customizing processing times, and oscillating at temperature to prevent rollers from warping under heavy loads.
What Is the Most Common Heating Method?
Premier has seen a steady demand for gas fired roller hearth equipment, but most quotes nowadays also request pricing for an electric alternative to compare against. The end user’s facility location and local utility regulations are typically the deciding factor.
What Are the Challenges in Operating This Type of Furnace?
A common challenge for any continuous furnace is maintaining consistent production and limiting shutdowns or idle periods. Large continuous furnaces burn up a significant amount of energy even when idling, so any time spent not in production becomes costly. Even when the equipment sits powered down, start-up procedures including insulation dry-outs, inert gas purge requirements, and atmosphere seasoning can take days until production can resume.
However, once consistent production is maintained, part quality, part consistency, and energy efficiency can be noticeably better than batch equivalents.
Issues can be avoided by noting areas of concern as they arise and following routine maintenance procedures until scheduled annual or biannual shutdowns (often around holiday breaks). Then additional time can be given to address potentially major issues with service visits and inspections by OEM service teams.
An Eye on Energy
Reiterating the customizable nature of this style furnace, Ryan Sybo, project manager at SECO/WARWICK USA, comments on the attention on energy usage that clients and suppliers share.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Ryan Sybo, Project Manager,
SECO/WARWICK USA
We offer a wide variety of options as a custom furnace company. We can tailor the furnace to meet the unique needs of individual clients. On annealing furnaces specifically, we offer a controlled cool chamber and a steam blue chamber.
Individual roll sections can be started, stopped, reversed, oscillated, and run at the same speed or at different speeds for maximum process versatility.
Atmosphere integrity is assured through welded gas-tight shells, sealing doors, and pressure control systems.
Fast and slow heating and cooling rates are possible. Plus, pre-heating can be employed.
Post-heat treating processes like steam blue are possible.
Furnace doors are specially constructed and insulated for operation within the temperature zones in which they are located, minimizing stress and warpage caused by temperature differences.
Heating and cooling sections incorporate dependable, high-quality components for long-life operation.
High-speed transfer between sections allows closely spaced workloads or work trays with separation during transfer through doors, assures optimum use of hearth space, and minimizes atmosphere mixing. All door openings can be adjusted to workload heights, permitting faster operation and minimizing atmosphere mixing.
How Is Your Roller Hearth System Unique?
The controlled cool chamber offers precise control of the cooling rate. The steam blue chamber is used to develop a blue oxide, Fe3O4, for electrical insulation characteristics.
Our company has been designing and manufacturing furnaces for over 123 years, and we have been exploring new refractory materials and more energy-efficient burners and recuperators, as well as offering state-of-the-art atmosphere controls.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Our furnaces are all built to the latest NFPA 86 and OSHA standards, however, safety training like HMI is also important.
What Are the Furnace’s Operational Advantages?
Several of this furnace’s operational advantages include:
Continuous Unlimited Work Flow: Provides better efficiency than batch processing since the workload can continuously feed into the furnace.
Quick, Easy Installation: For SECO/WARWICK USA, these are normally built at our manufacturing facility and tested, then disassembled into sections to fit on a truck or shipping container.
Long Life: A 40-year lifespan is typical. Less stress on furnace components from faster or constant temperature recycling when compared to belt, chain, or pusher units.
Smaller Factory Footprint: Manufacturers can save about half of the floor space than with multiple batch units.
Flexible Operation: Roller drives can be slowed, sped up, or stopped. Process parameters can be changed, any atmospheres can be used from H2 to air, plus door separations can be used between sections for better separate processing functions.
Lower Production Costs: Each furnace is custom-designed for continuous operation at the desired operating temperatures. Less waste from heat-up and cool-down cycles used in batch systems and in-line processing makes energy recuperation easier to integrate.
What Is the Most Common Heating Method?
Gas fired is the most common, however, we have been seeing a lot of inquiries for electrically heated roller hearth furnaces.
Geographic location is also a big determining factor because some areas have more access to natural gas that can offer reduced operating costs.
What Are the Challenges in Operating This Type of Furnace?
There are no challenges in operating this type of furnace due to our custom-engineered, user-friendly automatic furnace controls. Preventative maintenance can be included in our control systems to remind operators and maintenance personnel to service the equipment. Furnace data and alarms are logged and ready for download and review.
Leveraging Efficient Designs To Process Heavy Workloads
Kelley Shreve, general manager at Lindberg/MPH, hones in on the significance of roller hearth furnace workload capacity as a lynchpin to heat treat operations.
What Features Do You Offer on Your Roller Hearth Furnace for Annealing Various Materials?
Kelley Shreve General Manager Lindberg/MPH Source: Lindberg/MPH
Our roller hearth furnaces are designed to meet the need for accurate, consistent, and efficient processing of heavy workloads. Features include a sturdy roll design for smooth load motion, high-efficiency heating systems for rapid heat transfer, integrated control systems for accuracy of operation and ease of troubleshooting, and material handling systems that simplify operation. Together, these features provide furnaces that will make operations more competitive.
How Is Your Roller Hearth System Unique?
What separates Lindberg/MPH from competitors is our ability to take standard designs and customize them so they are tailor-suited to meet the exact client specifications and floor plans.
Extensive experience in ultra-clean heat treating helped us improve roller hearth equipment as well. Traditionally designed furnaces have transfer sections open to air, which allows rapid heat loss and causes scaling or discoloration of the work. Our proven design shields the work with a directed flow of protective atmosphere through double-door transfer sections. This also ensures isolation of furnace zones that must not be cross-contaminated. An independent, high-speed roll system minimizes transfer time and heat loss. The sight-ports allow direct viewing of work-in-process for easy troubleshooting. The result is clean, consistent work.
What Are Best Practices for Training In-House Operators on Roller Hearth Annealing?
Lindberg/MPH offers complete installation packages which include installation, startup, and training. In-house operators are fully trained on all aspects of operations while our service technician is present.
What Are the Furnace’s Operational Advantages?
Our roller hearth furnaces combine the latest technology in process controls, atmosphere systems, and material handling systems. These furnaces are designed to carry very heavy workloads at high production rates at the lowest possible operating cost. Other advantages are that a roller hearth can be designed to run a multitude of different processes as required.
What Is the Most Common Heating Method?
Roller hearth furnaces can be supplied with either gas fired or electric heating. Gas fired Single End Recuperated Tubes (SERT) provide economical, rapid heating. Electric heating offers reliable, low-maintenance operation using elements tailored to atmosphere application.
What Are the Challenges in Operating This Type of Furnace?
Annealing produces
parts with reduced
hardness and a uniform
microstructure as a
preparation for further
processing. The furnace
has a high-heat section
followed by a controlled
cooling module.
Endothermic, Exothermic,
and nitrogen-methanol
atmospheres are typically
used.
A challenge for this type of furnace is proper maintenance. Operators should manage this challenge by monitoring the preventative maintenance (PM) features and indicators that are available. Setting in place and following a regular PM schedule is going to help ensure the equipment operates dependably and problem free.
How long have you been heat treating automotive gears? Which thermal processing techniques do your operations gravitate towards? In this best of the web article, uncover some of the common heat treatment functions and the properties they create in gears. Let us know what you think of this general overview of the world of heat treating gears in our Reader Feedback form!
Contact us with your Reader Feedback!
Additionally, when you read to the end of the article, future trends that we can anticipate for heat treaters in the automotive industry are offered; as one might guess, they include digital and energy-saving technologies.
An excerpt: “Automotive gear heat treatment (process) includes two aspects: firstly, conventional heat treatment such as annealing, normalizing, quenching, tempering, and quenching and tempering; secondly, surface heat treatment, which encompasses methods like surface quenching (e.g., induction quenching, laser quenching) and chemical heat treatment (e.g., carburizing, carbonitriding, nitriding, nitrocarburizing).”