Ask The Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers, answer questions about heat treating, brazing, sintering, and other types of thermal treatments, as well as metallurgy, equipment, and process-related issues. In this installment, Dan Herring examines the essential role of heat treatment in gear performance: exploring the key material and design considerations for power transmission gears, the difference between through hardening and case hardening, and the atmosphere heat treatment processes — from carburizing and carbonitriding to nitriding and nitrocarburizing — that determine how well a gear handles load, wear, and fatigue in heavy-duty applications.
This informative piece was first released in Heat Treat Today’sFebruary 2026 Annual Air & Atmosphere Heat Treating print edition.
Have questions or feedback? We’d love to hear from you — reach out to our editorial team at editor@heattreattoday.com.
Gears play an essential role in the performance of many products that we rely on in our everyday lives. When we think about gears, we generally separate them into two categories: motion-carrying and power transmission. Motion-carrying gears are generally nonferrous alloys or plastics, while load bearing power transmission gears (Figure 1) are usually manufactured from ferrous alloys and are intended for heavy-duty service applications.
Figure 1. Typical off-highway truck power transmission gears | Image Credit: The Heat Treat Doctor®
Gear Materials & Engineering
Power transmission gears involve a wide variety of steels and cast irons. In all gears, the choice of material must be made only after careful consideration of the performance demanded by the application end-use and total manufactured cost, taking into consideration such issues as pre- and post-machining economics.
Key design considerations require an analysis of the type of applied load, whether gradual or instantaneous, and the desired mechanical properties, such as bending fatigue strength or wear resistance — all of which will define core strength and heat treating requirements.
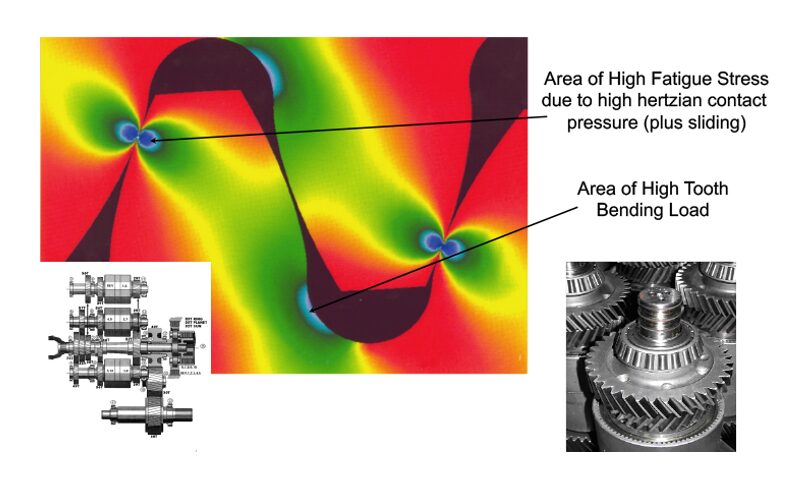
Figure 2. Stress profile in a heavy-duty transmission gear | Image Credit: The Heat Treat Doctor®
It is important for the designer to understand that each area in the gear tooth profile sees different service demands (Figure 2). Consideration must be given to the forces that will act on the gear teeth with tooth bending and contact stress, resistance to scoring and wear, and fatigue issues being paramount. For example, in the root area, good surface hardness and high residual compressive stress are desired to improve endurance or bending fatigue life. At the pitch diameter, a combination of high hardness and adequate subsurface strength are necessary to handle contract stress and wear and to prevent spalling.
Some of the factors that influence fatigue strength are:
Hardness distribution, a function of:
Case hardness
Case depth
Core hardness
Microstructure, a function of:
Retained austenite percentage
Grain size
Carbide size, type, and distribution
Non-martensitic phases
Defect control, a function of:
Residual compressive stress
Surface finish and geometry
Intergranular toughness
In the total manufacturing scheme, a synergistic relationship must exist between the material selection process, engineering design, and manufacturing (including heat treatment). A balance of the priorities in each discipline must be reached to achieve the optimization necessary for the ultimate performance of the gear design. This is often not an easy task.
Various atmosphere heat treatment methods are used for most types of gears including pre-hardening steps (e.g., annealing, normalizing, stress relief) and hardening processes (e.g., neutral hardening and case hardening).
Hardening
Neutral (aka through hardening) refers to heat treatment methods that do not produce a case. Examples of commonly through-hardened gear steels are AISI/SAE grades 1045, 4130, 4140, 4145, 4340, and 8640. It is important to note that hardness uniformity should not be assumed throughout the gear tooth. Since the outside of a gear is cooled faster than the inside, there will be a hardness gradient developed. The final hardness is dependent on the amount of carbon in the steel. The depth of hardness depends on the hardenability of the steel.
Through hardening can be performed either before or after the gear teeth are cut. When gear teeth will be cut after the part has been hardened, machinability becomes an important factor based on final hardness. The hardness is achieved by heating the material into the austenitic range, typically 815°C–875°C (1500°F–1600°F), followed by quenching and tempering.
Case Hardening
By contrast, case hardening is used to produce a hard, wear resistant case (surface layer) on top of a ductile, shock resistant interior (core). The idea behind case hardening is to keep the core of the gear tooth at a level under 40 HRC to avoid tooth breakage while hardening the outer surface to increase pitting resistance.
Carburizing
Figure 3. Atmosphere carburizing of large gears | Image Credit: Photograph courtesy of Aichelin Group
Atmosphere carburizing is the most common of the case hardening methods in use today and can handle a diverse range of part sizes and load configurations (Figure 3). In general, a properly carburized gear will be able to handle somewhere between 30–50% more load than a through-hardened gear. Examples of commonly carburized gear steels include AISI/SAE grades 1018, 4320, 5120, 8620, and 9310, as well as international grades, such as 20MnCr5, 17CrNiMo6, 18CrNiMo7-6, and 20MoCr4.
Atmosphere carburizing is typically performed in the temperature range of 870°C–955°C (1600°F–1750°F) although temperatures up to 1010°C (1800°F) are used for deep case work. Carburizing case depths can vary over a broad range, typically 0.13–8.25 mm (0.005–0.325 inches).
Carbonitriding
Carbonitriding is a modification of the carburizing process, not a form of nitriding. This modification consists of introducing ammonia into the carburizing atmosphere to add nitrogen to the carburized case as it is being produced. Examples of gear steels that are commonly carbonitrided include AISI/SAE 1018, 1117, and 12L14.
Carbonitriding is done at a lower temperature than carburizing, typically between 790°C–900°C (1450°F–1650°F), and for a shorter time. Combine this with the fact that nitrogen inhibits the diffusion of carbon, and what generally results is a shallower case than is typical for carburized parts. A carbonitrided case is usually between 0.075–0.75 mm (0.003–0.030 inches) deep.
Nitriding
Nitriding is another surface treatment process that has as its objective increasing surface hardness. One of the appeals of this process is that rapid quenching is not required, hence dimensional changes are kept to a minimum. It is not suitable for all gear applications; one of its limitations is that the extremely high surface hardness case produced has a more brittle nature than say that produced by the carburizing process. Despite this fact, in a number of applications, nitriding has proved to be a viable alternative. Examples of commonly nitrided gear steels include AISI/SAE 4140, 4150, 4340, and Nitralloy® 135M.
Nitriding is typically done in the range of 495°C–565°C (925°F–1050°F). Case depth and case hardness properties vary not only with the duration and type of nitriding being performed but also with steel composition, prior structure, and core hardness. Typically, case depths are between 0.20–0.65 mm (0.008–0.025 inches) and take from 10 to 80 hours to produce.
Nitrocarburizing (Ferritic or Austenitic)
Nitrocarburizing is a modification of nitriding, not a form of carburizing. In the process, nitrogen and carbon are simultaneously introduced into the steel while it is in a ferritic or at times an austenitic condition. A very thin “white” or “compound” layer is formed during the process, as well as an underlying “diffusion” zone. Like nitriding, rapid quenching is not required. Examples of gear steels that are commonly nitrocarburized include AISI/SAE grades 4140, 5160, 8620, and certain tool steels, such as H11 and H13.
Nitrocarburizing is normally performed at 550°C–600°C (1025°F–1110°F) and can be used to produce a 58 HRC minimum hardness, with this value increasing dependent on the base material. White layer depths range from 0.0013–0.056 mm (0.00005–0.0022 inches) with diffusion zones from 0.03–0.80 mm (0.0013–0.032 inches) being typical.
In Summary
There are many ways to heat treat gears. While atmosphere heat treatment (discussed above) is perhaps the most widely used technology today, other types of heat treatments, namely vacuum and induction hardening, are becoming more and more common methods. These will be discussed in Part Two.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
Ferritic nitrocarburizing (FNC) has emerged as a powerful, low-distortion heat treatment solution for automotive components, especially brake rotors, thanks to its wear resistance, corrosion protection, and compatibility with tight dimensional tolerances.
In this Technical Tuesday installment, adapted from a recent Heat Treat Radio conversation, Mike Holly, a retired GM metallurgical engineer, shares how FNC reshaped brake rotor technology at General Motors (GM), and what its future may hold for commercial and in-house heat treaters alike.
This informative piece was first released inHeat Treat Today’sAugust 2025 Annual Automotive Heat Treating print edition.
A Brake Rotor Problem Worth Solving
Ferritic nitrocarburizing (FNC) may not be new to the thermal processing world, but its potential is still unfolding, especially for heat treaters working with automotive components. With over four decades in the automotive and heavy truck industry, 32 of those with GM, Mike Holly’s perspective is forged in real-world experience. In the mid-2000s, he and a colleague tackled a costly issue: brake rotor warranty claims due to pedal pulsation and corrosion. The solution? FNC, if it could be controlled tightly enough to meet the dimensional demands of finished machined rotors.
From Concept to Production
Working with Kolene (in salt bath) and later Woodworth (in gas), the GM team optimized the process to FNC rotors after finish-machining without subsequent grinding. Stress relieving the castings ahead of machining helped eliminate dimensional shifts. This process innovation led to multiple patents and debuted in the 2009 Cadillac DTS and Buick Lucerne. Today, it’s used widely across GM platforms and by other OEMs.
Figure 1. Doug Glenn and Mike Holly discussing laser cladding, grinding, and carbides in FNC
Initially, implementation required close collaboration with external heat treaters and careful process validation. GM chose to pilot the technology on low-volume, premium platforms before expanding to high-volume vehicles like trucks.
“Eventually,” said Holly, “the best setup was to co-locate FNC operations with machining and casting facilities. That reduces shipping costs and protects dimensional tolerances.”
Why FNC Works
“FNC is a thermal chemical case hardening process,” Holly explained. “It diffuses nitrogen and carbon into ferrous materials at subcritical temperatures, typically 560 to 590°C (1040°F to 1090°F). That creates a hard, wear- and corrosion-resistant surface with minimal distortion.”
The benefits are compelling: compressive residual surface stress improves fatigue life; resistance to adhesive and abrasive wear boosts durability; and there’s virtually no hazardous waste. For heat treaters managing precision parts or looking to support sustainability goals, FNC checks several boxes.
Unlike carburizing or carbonitriding, FNC operates below the critical transformation temperature of steel. This means fewer dimensional changes and minimal phase transformations, making it ideal for components that have already been finish-machined. Parts emerge from the process with a compound layer and a diffusion zone that enhances performance without requiring post-processing.
Figure 2. Close up photograph of a disc brake. Source: Pexels/Agustin Olmedo
Still, it’s not for every application. “The shallow case depth (10 to 20 microns) limits FNC’s use in high-load or rolling contact fatigue applications, like ring and pinion gears,” said Holly. “But for lightly loaded gears, brake backing plates, clutch discs, and now brake rotors, it’s a great fit.”
To make FNC viable for finished parts like brake rotors, precise control over fixturing and orientation is essential. “Vertical orientation in the furnace is crucial,” said Holly. “And you must stress relieve parts, at least where the geometry or casting process warrants it.”
Fixturing strategies are typically proprietary to commercial heat treaters, but OEMs require dimensional accuracy to be statistically validated. Proper stress relief, careful racking, and consistent atmosphere control are all part of ensuring tight tolerances and minimizing scrap.
Applications Beyond Brakes
FNC isn’t just for brake rotors. It’s used in numerous applications where wear, corrosion resistance, and dimensional control are critical. Lightly loaded gears, hood struts, locking mechanisms, clutch pack discs, and brake backing plates all benefit from FNC.
In non-automotive sectors, FNC has been applied to hydroelectric gates, military components, and even stainless steels where added surface strength and wear resistance are needed.
Opportunity for Heat Treaters
For in-house and commercial heat treaters, the expanding use of FNC presents an opportunity. Whether supplying OEMs or developing in-house capability, the process can offer a competitive edge in applications requiring low distortion and enhanced surface properties.
Figure 3. Hydroelectric gates can benefit from being FNCed
However, Holly emphasizes that consistency and precision are paramount. OEMs, he explained, don’t need to know the proprietary fixturing methods used by commercial heat treaters, just that the finished parts meet all dimensional specifications.
“Show us statistically that your lateral runout, your thickness and your wheel mount surface meet our specs,” he said.
In-house heat treat operations should prioritize tight process control, consistent dimensional outcomes, and scrap minimization. As with most thermal processes, success lies in mastering the details.
Preparing for Euro 7
The process’s low temperature and environmental profile are key drivers. And now, its role in upcoming regulatory changes could make FNC even more relevant. The European Union’s Euro 7 regulation, expected to begin rolling out in 2026, includes strict limits on brake dust emissions. Holly sees two viable solutions on the horizon: FNC and laser cladding.
“FNC with niobium alloying is the low-cost alternative,” said Holly. By alloying gray iron brake rotors with niobium before FNC, Holly’s team is developing enhanced surface hardness through niobium carbides, without post-process grinding or exotic feedstocks. It’s a scalable path for meeting wear and emission goals while keeping costs in check.
Alloying for the Future
In response to Euro 7 and increasingly aggressive friction materials, Holly is working with clients to improve the case properties of FNC rotors through alloying. Niobium, a known carbide-former, is added during the casting phase to enhance both case and core properties.
“There is a heavy truck rotor application that was niobium alloyed for many years, and that was advertised as a 1-million-mile rotor,” said Holly. “In the heavy truck industry, it’s all about uptime — keeping the trucks out of the shop and on the road.”
This alloying strategy leverages existing infrastructure and doesn’t require major capital investment, a significant advantage over competing technologies like laser cladding, which demands specialized equipment, multiple process steps, and expensive materials.
Cladding vs. FNC: The Economic Equation
While laser cladding offers impressive wear resistance, it brings substantial cost and environmental considerations. The materials involved (nickel, chromium, molybdenum) are expensive and volatile. Post-process grinding generates nickel-laden swarf, which requires special handling and disposal.
FNC, by contrast, uses common gases like ammonia and natural gas. It’s performed in batch processes that are well-suited to high volumes and heavy parts. And it can be integrated into existing facilities without massive investment.
While cladding may be necessary for extreme-duty applications, FNC, especially with niobium alloying, offers a highly competitive solution for most mainstream automotive needs.
The Road Ahead
As regulatory pressure increases and OEMs push for performance and sustainability, FNC is well-positioned to meet the challenge. Holly continues consulting with clients in North America, Europe, and South America, supporting FNC development and publishing papers at industry events like SAE Brake Colloquium and EuroBrake.
For heat treaters, whether in-house or commercial, staying ahead means understanding not just the metallurgical fundamentals but also the evolving regulatory and performance landscape. FNC presents heat treaters with a scalable, efficient, and regulation-ready solution to meet evolving performance and emissions demands.
About The Expert:
Mike Holly Lead Consultant Mike Holly Metals LLC
Mike is currently a consultant with Mike Holly Metals LLC, specializing in heat treatment, coating, casting, metal forming and joining operations. He has 42 years of experience in industry, including 32 years at the General Motors Materials Engineering department where he was assigned to support automotive and truck chassis applications. He holds 15 patents and was key in the development of Ferritic Nitrocarburizing Brake Rotors. Mike has a bachelor’s degree in metallurgical engineering from Wayne State University and a master’s degree from Purdue University.
For more information: Contact Mike Holly at mike.holly72@att.net.
To listen to Heat Treat RadioEpisode 117: How GM Started & Grew FNC for Brake Rotors click here.
Heat treatment impacts almost every facet of our lives, yet few people are aware of how important this practice is to a modern way of living. Heat treatment is a process which changes the microstructure of a metal, such as hardening, carburizing, tempering, and many others.
When a metal is formed, it undergoes heat treatment in order to make it longer lasting, change its structure so that it becomes harder or softer, or reduce the tendancy toward cracking which can form during manufacturing. To help us appreciate the impact of heat treatment on our daily lives, Tiffany Ward, daily editor for Heat Treat Today, has prepared this illustrative post.
Breakfast of Champions
You wake up in the morning and roll yourself out of bed, greeting a foggy sunrise through the window. You stumble to the kitchen to fire up your cast iron skillet.
Cast iron contains a minimum of 2% carbon
At one time, that same cast iron skillet lived a provincial life, known as simply: iron. Cast iron is made from iron with greater than 2% carbon, which is in the form of graphite. When that iron was “cast,” it was melted at a high temperature, and once cooled, it transformed into a very stable material that heats and cools uniformly. Perfect for your sunny-side-up eggs.
At the foundry, someone poured the molten metal into a mold to form the exact shape your pan is in today, and then it underwent numerous heat treat processes: annealing, normalizing, tempering, and even graphitizing (a process of converting carbon into graphite). The particular processes the skillet underwent depend upon the chemistry of the cast iron.
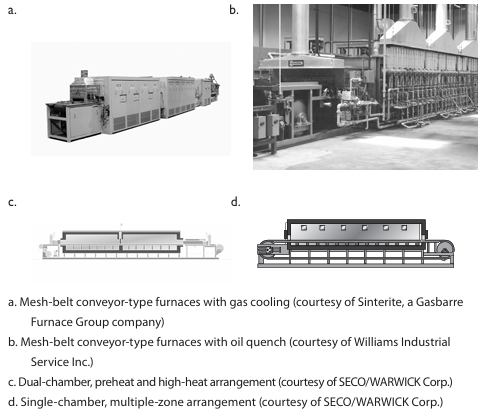
Almost all cast iron has carbon and nitrogen added to its surface in a process called ferritic nitrocarburizing plus post-oxidation. This heat treatment gives a shallow surface layer to the pan for better wear resistance. The skillet is heated up between around 1550°F and 1650°F inside a protective atmosphere of Endothermic gas. Endothermic gas is a generated heat treat atmosphere. It is made up of approximately 40% hydrogen, 40% nitrogen, and 20% carbon monoxide. The Endothermic gas is enriched with both a hydrocarbon gas (i.e., natural gas or propane) and ammonia so that carbon and nitrogen can be added to the iron.
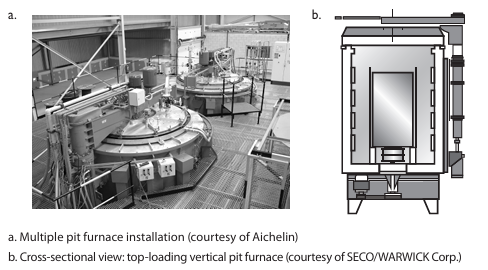
There are a variety of different furnaces that can be used for ferritic nitrocarburizing. Box, pit, and tip-up furnaces are used due to their large capacity. For cast iron skillets, one common choice is the pit furnace — a cylindrical furnace typically located in the floor of a factory. Pit furnaces can hold a lot of heavyweight items, making them a good fit for the cookware now resting on your stove.
Figure Source: Herring, Daniel H., Atmosphere Heat Treatment Volume 1, BNP Media II, LLC, 2014.
You pull a knife out of your drawer and begin slicing an apple. The blade reflects a beam of sun from the window, but it isn’t your best knife. You’ve noticed that some of your knives are sharper and can resharpen more easily than others; this is because of the quality of the original material used and the heat treatment process employed in manufacturing the knife.
Perhaps the knife you chose to use today was made from high carbon steel such as 1095. The blade was heat treated using a process of hardening, quenching, and tempering. After the blade was formed, it entered a continuous mesh-belt furnace and was quenched in either oil (in the case of a 1095 steel), or in the case of stainless steel or tool steel, cooled in still air.
Source: Dan Herring, The HERRING GROUP, Inc.Figure: Batch integral-quench furnace system installation (courtesy of AFC-Holcroft). Dan Herring, The HERRING GROUP, Inc.
At the same time of hardening and quenching, the handle was joined to the blade in a process called brazing. The entire knife was heated up to an austenitizing temperature and rapidly cooled in the quenching process, giving it a particular hardness level.
The hardening process can be performed in a vacuum furnace or an atmosphere furnace. The atmosphere is typically nitrogen or, more commonly, a nitrogen/hydrogen mixture. Another option is nitrogen plus dissociated ammonia (dissociated ammonia is 75% hydrogen, 25% nitrogen).
A typical temperature for the heat treatment of high carbon 1095 steel knives is 1475ºF. Stainless steels are run at higher temperatures, typically in the range of 1800º/1950ºF and tool steels even higher, to around 2200ºF.
After breakfast you head to the bathroom. You are anxious to rid yourself of unshaven scruff, carefully running a razor over your face. The razor blades were hardened and tempered for sharpness, so that you get a smooth, clean shave.
Like knives, razor blades are hardened and are made of a medium to high carbon steel. Unlike knives, they are hardened in a continuous strip form. Envision all of your razor blades as a single, thin strip, run continuously through a furnace to heat and cool them. The blade is heated in a protective atmosphere as it runs through the furnace. On one end of the furnace is a reel that coils the strip and at the other end is an un-coiler.
Continuous style furnaces have alloy tubes inside of them that are very small in diameter, typically one inch, which run the entire length of the furnace. As the razor strip is run through the tube it is exposed to an atmosphere of nitrogen and hydrogen, typically with 3% hydrogen, to protect the razor blade surface from oxidation. Once heated, the blade enters cooling either by surrounding the tube with water or by blowing forced air on the tubes.
A process called tempering follows hardening and quenching. When you harden a material you make it stronger, but less ductile, so there is a concern that the razor blade might break. The tempering process improves ductility, removing some of the hardness but improving flexibility.
Dan Herring, The Heat Treat Doctor®, describes the balancing act this way: “On one end of the teeter totter, metallurgically, are strength properties and on the other side of the teeter-totter are ductility properties. It’s always a challenge to properly balance the teeter-totter. If you get the hardness too high, what happens to the ductility? It’s very low. As a result, the material is super hard but may crack easier. On the other hand, if ductility is too high, the material is super flexible so that it can bend like a branch of a tree in the wind, but it has little strength. You need a balance of strength and ductility in all heat treated products, which is accomplished in part by proper tempering.”
Our lives are touched by heat treatment at every turn. Highly technical processes play their role in the formation of even the most common household items. While heat treatment may seem to some a niche industry, its impact on everyday life is ubiquitous.
A special note of thanks to Dan Herring, The Heat Treat Doctor®, for his insights and contributions which informed this post.
In this Heat TreatRadioepisode, host Doug Glenn converses with Mike Holly on his extensive experience in ferritic nitrocarburizing (FNC). Listen as they discuss Mike’s career at General Motors, where he implemented FNC to improve brake rotor performance. This episode delves into the technical aspects of FNC, its benefits such as enhanced wear and corrosion resistance, and its application beyond automotive, including military and industrial uses.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (00:36)
Doug Glenn: Welcome to another episode of Heat TreatRadio.
I have the great privilege today of talking with Mike Holly who I think you’re going to find very fascinating; I know I have in the conversations we’ve had so far. We’re primarily going to talk about ferritic nitrocarburizing (FNC) because Mike has some great experience in that area. But first I want to welcome you, Mike, and give you an opportunity to tell us a bit about you and your work history.
Mike Holly: I’m currently retired but I am working as an engineering consultant on my own, primarily in the areas of heat treatment, casting, welding, coding, and plating. I specialize in automotive and heavy truck applications. As far as my education, I’m a graduate metallurgical engineer with a bachelor’s from Wayne State University in Detroit and a master’s from Purdue. I have 43 years of experience in the auto and heavy truck industry; 32 of those years were with General Motors who I retired from. I was assigned to the materials engineering group in Warren, Michigan, and I specialized in driveline, exhaust, steering, chassis structures, and brake applications, primarily metal applications.
Mike Holly, lead consultant for Mike Holly Metals LLC, on ferritic nitrocarburizing
FNC and Brake Rotors (02:30)
Doug Glenn: The topic that we want to focus on today is FNC. Although if you think of anything else that might be of interest to our thermal processing people, feel free to deviate. How did you get introduced to ferritic nitrocarburizing or case hardening in general?
Mike Holly: I’ve always been involved with heat treatment and case hardening as a metallurgical engineer working on heavy gearing applications. I’m very familiar with FNC and way back in the mid-2000s (about 2005), we were looking at our warranty. In brakes, we saw an opportunity to improve the performance of our brake rotor by reducing brake judder, or pedal pulsation, which caused a lot of customer dissatisfaction. It caused a lot of warranties, knowing that these vehicles would be brought in to be serviced.
We were aware of FNC being done on brake rotors. It had been tried, but brake rotors are a highly dimensional, critical part, and control of distortion is paramount. With prior efforts, that distortion was completely out of control. And that’s why it never went anywhere. So, another team member and myself at GM took it offline and worked out the details so we could FNC-finish machined rotors with no subsequent grinding.
And we were able to do that, working with a company in Detroit at the time called Kolene. We were working in salt, but later on we did change the process to gas. The learnings between salt and gas pretty much transferred completely. We issued some patents, both for the FNC process itself and as it applies to brakes and some subsequent processing to improve the corrosion resistance of the rotor. My name is not on the patent as my prior employer owns the rights.
Doug Glenn: That is often the case, right? If you’re working for somebody, it’s their patent and not yours. How many patents were you involved with?
Mike Holly: I believe the number is 14 different patents. Some relate to the process directly; some relate to the interaction and the selection between the brake rotor and the friction material. There are quite a few patents that my prior employer has on this process. The first application was in 2009 in the Cadillac DTS and the Buick Lucerne. That’s where the rotors were first used.
Success with FNC (05:36)
Doug Glenn: Backing up to 2005, what do you think had made the FNC unsuccessful up to that point?
Mike Holly: Control of the output: The FNC process that was being used produced almost a solid white layer and we could not get the stopping power out of the friction material. This has to do with the application of something called a transfer layer. We discovered that you need porosity to get the transfer layer down.
Also, orientation of the brake rotor in the process is important; the patents tell you in the specs to orient the parts vertically.
Doug Glenn: Are you talking about the orientation of the rotor in the furnace?
Ferritic nitrocarburizing is a case hardening heat treatment. We are actually making a composite material. It’s within the families of nitriding, carbonitriding and carburizing. These are all done at different temperatures, and they produce different case depths. But again, you are making a composite material.
Mike Holly
Mike Holly: Yes. So it wasn’t anything we invented.
To try to control distortion further, we stress relieved the castings. We took all the residual stresses out from the founding, or the casting, of the part prior to machining, and then put the parts through ferritic nitrocarburizing, fully machined, no other grinding necessary; doing so, we’re able to maintain the critical dimensions.
A brake rotor is a safety critical part, so there are a lot of steps and validations to get that implemented.
Doug Glenn: It sounds like before 2005, and correct me if I’m wrong on this one, Mike, they were FNCing unfinished parts? They were FNCing the rotors before they were machined?
Mike Holly: No, they were doing finished parts and discovered that the dimensions, but the lateral runout and the thickness were so out of control that they would have to go in and subsequently grind to get it back in the dimension. But the FNC case depth is only 10 to 20 microns. You may wind up just grinding the case right off!
What Is FNC? (08:38)
Finish machining FNCed parts really can’t be done without removing the FNC, and then you lose the benefit. It’s a difficult matter to heat treat finished machined parts. It is done. But it was control of dimensions that made the difference.
Doug Glenn: Let’s take a step back then. I want to talk some very basics. You can give us a little metallurgy lesson for people who might not know what FNC is. Can you tell us about what we are doing in this process?
Mike Holly: Ferritic nitrocarburizing is a case hardening heat treatment. We are actually making a composite material. It’s within the families of nitriding, carbonitriding and carburizing. These are all done at different temperatures, and they produce different case depths. But again, you are making a composite material.
FNC is a thermal chemical treatment. We diffuse carbon and nitrogen into the surface of the iron. This strengthens the iron and provides not only a wear-resistant case but corrosion resistance. That’s a peculiar advantage to FNC.
We can specify for steels, stainless steels, gray irons, nodular irons, a whole host of ferrous materials. FNC can be performed in a gaseous atmosphere, molten salt or even a fluidized bed. You involve two gases: a source of carbon, which could be carbon dioxide or natural gas, and a source of nitrogen, which is typically ammonia.
The process is done subcritical, which means below the critical temperature of like 723°C (1333°F) — it’s well below that. It’s performed at around 560°C to say 590°C (1040°F to 1090°F). It produces a very hard wear and corrosion-resistant case from 10 to 20 microns and thickness.
Screenshot from the ECM USA advertisement (embedded in the podcast video) highlighting the ferritic nitrocarburizing processing they provide
Benefits of FNC (10:35)
So, what are the benefits? Why would we even do this? For one thing, it’s done at such a low temperature that it’s a low distortion heat treatment; we’re not going through the transformation temperature.
Doug Glenn: For example, just for those who don’t know, like carburizing — that means going above critical.
Mike Holly: That’s right. With FNC, we get an improved fatigue durability due to the higher surface strength. Ferritic nitrocarburized parts have a compressive residual stress on the surface, and that’s beneficial for fatigue. It’s resistant to adhesive and abrasive wear, it provides a fairly good surface finish, and, very importantly, it improves corrosion resistance compared to other processes.
And a critical environmental concern is there’s no hazardous waste treatment or landfill involved. These gases are readily available. There’s really no waste treatment that we have to concern ourselves with.
Why don’t we do every gear this way? It has to do with the case depth; these are very shallow cases. For heavily loaded parts like ring and pinion high point gearing, we need a thicker case to resist the rolling contact fatigue.
In that application we have to go to carburizing or carbonitriding. And for some shafts where we get very high bending stress, we have to use induction hardening, which is a case hardening treatment that doesn’t use diffusion. You’re just modifying the microstructure of the surface.
FNC has a unique niche: It’s subcritical, has good wear and corrosion resistance, and it improves the fatigue properties.
Doug Glenn: I want to ask you about other applications for FNC besides brake rotors.
First, let me ask you this since you’re talking about the shallow case depth. I’m thinking to myself, you’ve got the rotor and you’ve got your friction product (which we would consider to be the pads that are mounted to the caliper, let’s say on a car). Are those pads not also kind of grinding off the shallow case depth of the rotors?
Mike Holly: It could if you had an aggressive enough friction material. In one of the designs that we had to make was selection of friction materials. And at the time the non-asbestos organic friction materials worked very well with FNC.
But as we go up in aggressiveness, one of the projects I’m working on is improving the case wear resistance of the FNC brake rotors. We’re doing that by alloying gray iron with niobium. We alloy with niobium and form niobium carbides in the case. This greatly improves the wear resistance on the iron side. So that’s how we’re addressing the more aggressive friction materials that would typically be used in Europe.
Applications of FNC (14:51)
Doug Glenn: I want to come back to that niobium, too, so we’ll probably hit on that again. What other applications of FNC have you seen?
Mike Holly: It’s used where wear distortion and corrosion resistance are very important. Many lightly loaded gears will fit into this category. Struts, the devices that hold up your hoods, they’ll be FNC. Some locking mechanisms are FNC. Brake backing plates are currently done. And I think one of the biggest applications is clutch pack discs, which are small 1040, 1050 steel materials (that may not be the only alloy that’s used). They’re FNCed to improve the wear resistance in the case.
Why don’t we do every gear this way? It has to do with the case depth; these are very shallow cases. For heavily loaded parts like ring and pinion high point gearing, we need a thicker case to resist the rolling contact fatigue.
Mike Holly
An upcoming application I’m working on is chassis cradles and frames. We stamp these pieces out of steel, and we weld them. But when we weld them, the weld heat affected zones can lose strength. What we’ve come up with is by using a niobium alloy, a high strength, low alloy steel, and FNC heat treating it, all the weld heat affected zones have good fatigue performance, along with the rest above the cradle. That’s something I worked on at GM, and there’s a patent on that.
And brake rotors are the latest application which has benefited from FNC treatment. They provide very long-term durability, reduce brake judder, and they’re very commonly used for electric vehicles. Because of the regenerative cycle, there is not a lot of friction application. We have to be very concerned about corrosion buildup on an electric vehicle application.
Doug Glenn: When you start mentioning about car frames and things of that sort, have you gotten at all involved with this giga cast thing for Tesla? I mean is there any FNC going on there?
Mike Holly: Well, I’m not sure what Tesla is doing, but with chassis structures, you’re not only balancing strength. Strength is important; you’re also balancing stiffness. Stiffness could be related to the metal. Now steel has very high Young’s modulus value compared to aluminum. The way you have to make that up with aluminum is through section properties: Thickness and shape.
There’s always competition between steel and non-ferrous materials, whether it be cast aluminum or fabricated aluminum and steel. They each have their advantages, and there have been many vehicles made with both types of construction. Where stiffness is critical, typically steel dominates. That’s the story of chassis structures.
Doug Glenn: When we spoke before, I think you mentioned that there are some non-automotive applications for FNC like golf clubs and some other things?
Mike Holly: I have seen it performed at a company in Michigan where they’re doing, for example, very large gates that are used for hydroelectric plants. They’re FNCing the gate to improve its erosion resistance from water. It’s done in many military applications for devices that would hold onto ordinance. It can be used on stainless steels to improve their wear and strength. There are non-automotive applications for sure.
If you attend the Shot Show this month, January 2025, you’ll know that a lot of firearms are known to need FNC treatment. Learn more at https://shotshow.org/
FNC at General Motors (19:52)
Doug Glenn: I want to ask you a question about the business side of FNC. A lot of times there’s a lot of inertia to keep things the way they are, right? A lot of our advertisers have trouble breaking in with new technologies. From your perspective as one of the lead guys on this for GM, what did it take to get the FNC process into your production schedule?
Mike Holly: First, we had to prove that this is something that would benefit the client. The client would benefit twofold: The vehicles would resist distortion and corrosion; that would improve the performance of the brake in terms of resisting pedal pulsation.
Also, warranties can be very costly. Adding this type of enhancement reduces warranty costs. But you do have to balance the cost reduction of warranty versus the cost of the process. Initially it was very costly, but we wanted to see how it would perform in real time. And at game speed, which means in the customer’s hands.
There was a very willing group at GM, the Cadillac people, who wanted to be first. And they were willing to do this. It turned out quite well. And since that time, it’s been adopted by many car platforms including many competitors.
General Motors, the first to use FNC processed rotors on their pickup trucks and big SUVs, with Ford not far behind; in this Heat Treat Today article from April 2023, Michael Mouilleseaux reflects on the very commercial Mike Holly references in his interview: “I was shocked the first time I saw the commercial: a Silverado pickup truck, out in the snow, and the speaker saying, ‘We now have an 80,000-mile brake system because of a heat treating process called FNC!'” Read more at: https://www.heattreattoday.com/featured-news/how-tip-ups-forever-transformed-brake-rotor-manufacturing/
Doug Glenn: Do you have any idea what it was about the guys in the Cadillac DTS division that made it more attractive, more palatable to them than others?
Mike Holly: They wanted to be first. They wanted to offer a premium vehicle with premium performance. They advertised it in their brochures.
When it was adopted by the truck platforms, which was a really big deal in terms of volume, it was actually advertised on one of the Super Bowls early on. I still have that.
Doug Glenn: That would be very interesting to see a Super Bowl ad talking about brake rotors.
Mike Holly: Brakes and FNC. You know, the customer is king, and you have to provide something that they’re willing to go along with. Ultimately, we have to make money. Those were key characteristics.
Starting Out with FNC (23:26)
Doug Glenn: At that point did you just jump in full bore — buy the equipment and do it yourself? Or did you first start by doing some outsourcing of it?
Mike Holly: It was originally done in the existing supply base. We used existing heat treaters. The furnaces were not optimized for brake rotors; parts were being shipped a lot.
Before we started purchasing equipment, we wanted to make sure this was going to operate in real time at game speed as we expected. As the platforms were added, it was very clear from the beginning (and we know this from highly machined gearing) that the best thing is to have the heat treat shop right in the manufacturing facility. That way you’re not shipping these very dimensionally critical parts all over the place. And the dunnage is expensive.
Today the FNC operations are co-located for the most part with the machining plant. And in many cases, you’ll see the foundry, the machining plant and FNC all in the same locale. This eliminates shipping and transferring costs, maintaining your highly machined parts and eliminating the handling. These are heavy parts, and the furnaces have to be designed to accept the thermodynamic load of large parts. And it’s preferred to do it by the ton — a lot of parts at once. And these are batch processes, so they’re very receptive to that.
Part Fixturing (25:23)
Doug Glenn: Earlier you mentioned the criticalness of fixturing. Is there anything more you can say about that? We don’t want to disclose any secrets.
Mike Holly: Generally, our patents will just say vertical orientation. The heat treat suppliers all have different furnaces, so that’s for them. They design their own racking, and that’s their property. They don’t have to disclose that.
The OEMs just require dimensional control. So, show us statistically that your lateral runout, your thickness and your wheel mount surface meet our specs. And, of course, the guidance that the parts should be oriented vertically and should be stress relieved before machining is out there.
As far as the intimate details of the rack and how heavily loaded the furnace is, that’s all their efficiencies, and they own that. I don’t reveal that to anybody. That’s theirs. It’s not for me to cross fertilize the industry with that.
Early Players in FNC (26:49)
Doug Glenn: For posterity’s sake, it would be nice to know who some of the early players were in this. Obviously, your DTS Cadillac division were kind of the end users. But who were the people outside of GM who helped out?
Mike Holly: I’ll give some credit here: I mentioned Kolene. I think they’re out of the salt bath business now. The original salt bath heat treater was KC Jones in Hazel Park, Michigan, and then the gas processing was basically first implemented at Woodworth in Detroit.
Doug Glenn: I’m familiar with them, and I think they’re still doing it, right? From what I understand, Woodworth’s got a huge business in that.
Mike Holly: They are still doing it. They’re a very dominant player, but other players have entered the market and been very successful. It can be done. And from the OEMs perspective, competition is great.
I was involved in developing processors not only in North America, but in Asia and South America.
Doug Glenn: Were there are a lot of hoops to jump through for the folks at Woodworth or Kolene, for example? Do you have any tips or suggestions for companies who are wanting to supply stuff like that to GM?
Mike Holly: Initially there were a lot of lessons learned. We were able to work through that — mainly to get the scrap rate down. Now it’s down to very low levels. There’s continual learnings like stress relief, for example. It’s since been discovered that not all brake rotors need to be stress relieved. Depending on the geometry of the rotor, they may not develop a lot of residual stresses in the casting operation. Or the casting operations could be different if you have, say, a vertical part line with very long shakeout, the cooling rate is rather slow. We’ll develop minimal residual stresses that you may not have to stress relief. But at the end of the day, the dimensions must be met, and 100% of these parts are typically checked for dimensions.
The latest change occurring that’s driving new ideas is the Euro 7 regulation, the dust emission.
Mike Holly
FNC and New Technologies (29:39)
Doug Glenn: Let’s jump back to the process a little bit. This may have to do with some technology moving forward. But is there any alternative to FNC at this point? Any competitive processes?
Mike Holly: The latest change occurring that’s driving new ideas is the Euro 7 regulation, the dust emission. And I can describe that if you’re interested in a very short description.
They’re basically new rules from the European Commission. They’re intended to provide cleaner vehicles in terms of emissions and air quality. The latest implementation date appears to be 2026. They have a rollout date of when you have to meet the requirements. And it is particularly focused on brakes and tire-related emissions.
This is according to the SAE; I’ll give them credit where credit is due. They basically tell us that with Euro 7, brake particle emissions (size in the PM10 range; inhalable particulate around ten microns and smaller like dust and pollen and 2.5 microns) must reduce by 25% to 30% to a maximum of, say, seven milligrams per kilometer.
It’s a very complicated regulation. I think the latest data I’ve seen is 20, 35, but even if it’s 2035, we have to start working on that today.
The two technologies that I think are going to come to the forefront is going to be FNC and laser cladding, which you may have seen coming out of Europe. In laser cladding, we’re going to clad the brake rotor, the thermal spraying type of application with a very hard wear-resistant layer of titanium carbide. That will require post-grinding.
What I’m working on is FNC and enhancing the case properties by alloying the iron with niobium. Now, is this an entirely new idea? I don’t think so. Most metallurgists will tell you that even in carbides and grades we use different steels to improve either the case or core properties. Alloying additions are well-known in the heat treat industry. I’m boosting the hardness of the FNC case with niobium carbides. It also benefits the core by improving the strength of the core.
I think those are the two technologies involved.
I think niobium plus FNC is certainly the low-cost approach. Will it be compatible with all friction materials? In the most aggressive friction materials out there, you might have to go to laser cladding. But I think for the majority of friction materials, FNC on its own or FNC plus niobium will work, and they’re very low-cost type additions. Niobium alloying with cast iron is very well-known, and it’s been done in the past. It doesn’t require a lot of capital investment. If you already have FNC-heat treated rotors, you don’t have to buy furnaces. In my opinion, it is the low-cost option to accomplish the objective of meeting Euro 7.
Doug Glenn: I want to go back to that process of niobium a little bit just to be clear. The niobium is alloyed into the rotor to start with, right?
Mike Holly: That’s correct.
Doug Glenn and Mike Holly discussing laser cladding, grinding, and carbides in FNC
Doug Glenn: You’re not infusing it with….?
Mike Holly: No.
Doug Glenn: Ok, you’ve got the niobium and the carbides in the rotor to start with, and you’re just FNCing it as usual.
Mike Holly: It’s an alloy furnace addition at the foundry. It has been done in either electric or cupola melting. There is a heavy truck rotor application that was niobium alloyed for many years, and that was advertised as a 1 million-mile rotor. It had a very high niobium addition, so it affected the machinability of the part.
In the heavy truck industry, it’s all about uptime — keeping the trucks out of the shop and on the road. It accomplished the client’s objective.
Doug Glenn: You mentioned advertising again. I’ve got to go back and find this DTS advertisement on the Super Bowl.
Mike Holly: I think it was a truck application, Silverado Sierra.
Doug Glenn: I’ve got to find that.
The cladding process, if we’re talking about which one of these processes might win out if there was competition between them, is the cladding process done piece by piece? How do they clad a rotor? In FNC you’re not doing it piece by piece.
Mike Holly: One at a time.
Doug Glenn: Do you think the cost element will be the deal-breaker there, besides the fact that you’re adding cladding and post-grinding?
Carbides that could be used in ferritic carburizing: niobium, titanium and tungsten
Mike Holly: Yes, those are very costly. But the most costly part of it is the materials. You have to put an adhesion layer down, that’s basically a 316-type stainless steel all done with laser type thermal spray application and then a second layer of the carbide.
There are a couple carbides that could be used; titanium carbide is the favorite now. Niobium carbide could be used. Tungsten carbide can be used, but that has some environmental effects; I think tungsten has fallen out of favor. 316 contains both nickel chromium and molybdenum. Nickel is traded on the London Metal Exchange. Your ability to control costs with nickel is minimal. Nickel and molybdenum, especially, is used in other applications such as high temperature alloys. So, you’re going to get competition from the turbine engine material.
In the case of FNC, ammonia, natural gas, carbon dioxide, and propane are all readily available worldwide. They are not controlled by any LME (London Metal Exchange) or anything like that.
Also, once you grind the surface, you have to deal with the grinding swarf. You cannot just put nickel to drain; that has to be treated. And, of course, you would like to recover it.
But I don’t want to throw the laser cladding people completely under the bus; it produces a very hard, wear-resistant layer.
Doug Glenn: It sounds like there may be applications where the cladding makes sense, but for your everyday truck and car you probably don’t need that high end rotor.
Mike Holly: I think we have to get back to basics. What does the brake do? It’s an energy conversion device. It’s converting mechanical energy to heat, or in the case of regenerative braking, it’s charging a battery. There’s the brake rotor, the metallic surface and the friction material. It has to be looked at as a system. What are the performance objectives that we intend to meet? And what is the desired durability and cost?
Doug Glenn: It seems like from what you’re describing FNC would have a huge cost advantage.
Mike Holly: I think so.
Current State of Brake Rotor Industry (39:05)
Doug Glenn: In your consulting work which you mentioned earlier, you’re working on improving the wear life of these rotors using FNC by incorporation of niobium?
Mike Holly: Yes. I published an SAE paper recently, and I’m going to publish another one in the upcoming North American colloquium and also in EuroBrake. My clients are sponsoring various tests and evaluations both here, in Europe and in South America. We’re getting a lot of good data, but competition makes us better. It truly does. You see it at these brake meetings. There’s always the cladding people, and there’s always the FNC people.
Doug Glenn: What is the leading brake event in the United States?
Mike Holly: In my opinion, it would be the SAE (Society of Automotive Engineers) Brake Colloquium. But there’s also the regular SAE congress. In Europe, it would be EuroBrake. And I think there’s comparable activities in Asia.
Doug Glenn: I just thought of a question I wanted to ask you before: You said Euro 7 is for brakes and tires, and they’re concerned about the particles created by both when they’re used — tire wear on the roads or brake friction?
Mike Holly: Yes. And they’re concerned about the microplastics from the tire. I think the tire people have a bigger job than the brake people do. But brakes are a fairly significant challenge.
Doug Glenn: I’m laughing because I’m thinking it depends how you drive. Some people are a little heavier on the brakes than others.
Are you fairly confident that Euro 7 will come to the U.S. at some point?
Mike Holly: I’m not a regulations expert, but I think it likely will. It’s more of a political question. I understand from talking to some contacts in Asia that they plan on adopting it. We’ll see; it’s definitely going to add cost.
Doug Glenn: Yes, most regulations do.
Final Thoughts (42:18)
Doug Glenn: Is there anything else you would like to add before we wrap up?
Mike Holly: I not only work on brakes; I’ve also worked in suspension springs. Some of those are microalloyed to improve their properties. I can do CQI-9 audits. I’ve worked on coatings and platings (hard chrome or electroless nickel). If someone would need an extra hand, I get to help out.
Doug Glenn: You’ve got my vote. When did you retire from GM?
Mike Holly: I retired in 2021, and I currently live near Green Bay, Wisconsin.
Doug Glenn: And you’ve built your own consultancy, which is great. Thanks for taking the time to visit with us. I appreciate your expertise.
Mike Holly: Thank you.
About The Guest
Mike Holly Consultant Mike Holly Metals LLC
Mike is currently a consultant with Mike Holly Metals LLC, specializing in heat treatment, coating, casting, metal forming and joining operations. He has 42 years of experience in industry, including 32 years at the General Motors Materials Engineering department where he was assigned to support automotive and truck chassis applications. He holds 15 patents and was key in the development of Ferritic Nitrocarburizing Brake Rotors. Mike has a Bachelor of Science in Metallurgical Engineering from Wayne State University and a Masters from Purdue University.
The advent and increasing adoption of electric vehicles (EVs) has brought a wave of change to the automotive supply chain, including the heat treating industry. While the internal combustion engine (ICE) and all its related components may one day become a thing of the past, there are several key areas of every vehicle that aren’t going anywhere fast. In this Technical Tuesday article, Rob Simons, metallurgical engineering manager at Paulo, discusses the difference between EV and ICE vehicles and the latest heat treating trends to be aware of.
This informative piece was first released in Heat Treat Today’s August 2024 Automotive print edition.
ICE vs. EV Technology
The most apparent difference between EVs and ICE vehicles is that, with EVs, fuel and internal combustion engines are no longer needed. The two vehicle types rely on different sets of key components, and when it comes to making the cars run, EVs use fewer parts that require heat treatment.
Table 1. Existing ICE technology vs. EV technology
Without ICE systems, EVs require fewer fasteners, shafts, gears, and rods — all parts that are typically heat treated. But that doesn’t mean heat treatment is less critical for EVs. In fact, certain parts require additional attention on EVs when compared to ICE vehicles, and many safety-critical parts remain the same across both categories. Let’s begin our discussion with the differences in braking systems between the two technologies and what that means for heat treatment.
Latest Trends in Disc Brake Rotors
How EV Brake Systems Work
There’s no question that electric power innovations have completely revolutionized the way vehicles (and the automotive industry) operate. The regenerative braking system is just one aspect of this. Instead of relying on the conventional hydraulic system every time you press the brakes (which uses friction to decelerate), manufacturers have found a way to use the vehicle’s kinetic energy to put the electric motor into reverse, slowing down the vehicle and returning energy to the battery.
Although regenerative braking is more efficient, hydraulic braking still has one key advantage: stopping power. EVs today are equipped with conventional braking mechanisms for emergency purposes.
The Rust Conundrum
To address recurring rotor corrosion, heat treaters introduced ferritic nitrocarburizing (FNC). FNC is a thermal process traditionally used for case hardening, and for brake rotors, it’s used to achieve corrosion resistance.
The Solution: Corrosion-Resistant Rotors with FNC
To address recurring rotor corrosion, heat treaters introduced ferritic nitrocarburizing (FNC). FNC is a thermal process traditionally used for case hardening, and for brake rotors, it’s used to achieve corrosion resistance.
Figure 1 shows a perfect example of the difference that FNC makes. These are pictures of brake rotors from electric vehicles owned by two Paulo team members — one has brake rotors that were ferritic nitrocarburized and show no signs of rust, whereas the other did not go through the FNC process.
Figure 1a. EV brake rotor without FNC
Source: PauloFigure 1b. EV brake with FNC
Source: Paulo
Ferritic Nitrocarbonizing Process
FNC is a case hardening technique that uses heat, nitrogen, and carbon to toughen up the exterior of a steel part, improving its durability, decreasing the potential for corrosion, and enhancing its appearance. FNC is unique in that it offers case hardening without the need to heat metal parts into a phase change (it’s done between 975–1125°F). Within that temperature range, nitrogen atoms can diffuse into the steel, but the risk of distortion is decreased. Due to their shape and size, carbon atoms cannot diffuse into the part in this low-temperature process. However, carbon is necessary in the FNC process to generate desirable properties in the intermetallic layer.
Heat Treated Materials for Automotive Seating Components
Safety-Critical Components
Like brake rotors, many automotive seating components (like mechanisms for seat recliners) are here to stay. Thermal processing is used to achieve stringent specifications that are put in place to keep drivers safe in the event of a collision. EV seat components and the thermal processes used to make them crash-ready are identical to those of ICE vehicle components.
Figure 2. To achieve the stringent specifications for components like seat recliners, identical
thermal processing is implemented for both EVs and ICE vehicles.
Seating Components
Generally, these components are case hardened (either carburized or carbonitrided), typically using one of the following materials:
1010 and 1020 carbon steel: These are plain carbon steel with 0.10% carbon content, fairly good formability, and relatively low strength.
1018 carbon steel: 1018 is a grade that’s often chosen for parts that require greater core hardness and better heat treatment response than 1010 or 1020.
10B21 boron steel: Boron steels are becoming more popular in the automotive industry due to their excellent heat treatment response.
4130 alloy steel and 8620 alloy steel: Alloy steels are more responsive to heat treatment than plain carbon steels, so the thermal processing specifications for parts made from these materials are often adjusted to account for the material’s innate strength properties.
Seat Belt Latches
High-strength seat belt latches are usually made from the following materials:
4140 and 4130 alloy steels: 4140 alloy steel is one of the most common engineering steels used in manufacturing. For seat latches and hooks, 4140 and 4130 will be neutral hardened to increase their strength and hardness throughout due to the high performance and precision required of these parts.
1050 carbon steel: 1050 is a medium carbon steel that contains 0.47–0.55% carbon content. Carbon steels are a less expensive choice when compared to alloy steels such as 4140 or 4130.
Seat Frames and Brackets
Seat frames (also known as seat brackets) give car seats their shape using slender pieces of steel joined together to form the skeleton of the seat. These components are often made from boron steels:
10B21 or 15B24 boron steel: These are a good choice for seat brackets because they are only marginally more expensive than other steels used in seating but have impressive toughness, have a good heat treat response, and are weldable.
A Closer Look: Case Hardening for Seating Components
Case hardening diffuses carbon or carbon and nitrogen into the surface of a metal from the atmosphere within a furnace at high temperatures. Adding carbon or carbon and nitrogen to the surface of steel hardens a metal object’s surface while allowing the metal deeper underneath to remain softer, creating a part that is hard and wear-resistant on the surface while retaining a degree of flexibility with a softer, more ductile core. This softness and ductility create toughness in parts, allowing them to respond to stress without failing. Case hardening is a general term for this heat treating method. Depending on the materials and specifications for the part, we apply various case hardening techniques, including carburizing and carbonitriding.
Figure 3. When it comes to heat treating, innovations are rarely exclusive to EVs.
Carbonitriding
During carbonitriding, parts are heated in a sealed chamber well into the austenitic range — around 1600°F — before nitrogen and carbon are added. Because the part is heated into the austenitic range, a phase change occurs, and carbon and nitrogen atoms can diffuse into the part. Carbonitriding is used to harden surfaces of parts made of relatively inexpensive and easily machined or formed steels, which we often see in automotive metal stampings. This process increases wear resistance, surface hardness, and fatigue strength. It is also good for parts that require retention of hardness at elevated temperatures.
Neutral Hardening
Also called through hardening, neutral hardening is a very old method for hardening steel. It involves heating the metal to a specified temperature and then quenching it, usually in oil, to achieve high hardness/strength. In this process, the primary concern is increasing hardness throughout the part, as opposed to generating specific properties between the surface and the core of the part.
All of the metal components of a seat belt, including seat belt loops, tongues, and buckles, are neutral hardened. Specifications typically dictate that these components are hardened to up to 200 thousand pounds per square inch (ksi).
Because seat belt components are visible to the end consumer, their cosmetics are important in addition to their mechanical properties. It’s important to keep the furnace free of soot and thoroughly clean the parts both before and after heat treatment. Proper cleaning readies the part for secondary processing, ensuring the success of activities like polishing and chrome plating.
The Convergence of EV and ICE Vehicles
To learn more about automotive heat treating, download the free Paulo Heat Treat Guide at paulo.com/AutoGuide.
The EV revolution has significantly transformed automotive manufacturing. Despite these changes, EV parts remain remarkably similar to those of their internal combustion engine (ICE) counterparts. Consequently, any advancements in materials or heat treating processes are swiftly adopted across the entire automotive sector. When it comes to heat treating, innovations are rarely exclusive to EVs.
About the Author:
Rob Simons Metallurgical Engineering Manager Paulo
Rob provides internal and external customer support on process design, material behavior, job development, reduction of variation, and physical analyses at Paulo. He holds a Bachelor of Science in Metallurgical Engineering from the Missouri University of Science & Technology (formerly known as the University of Mines and Metallurgy) and has worked at Paulo since 1987. Rob has analyzed several million hardness data points and/or process behaviors, leading him to develop many process innovations in the metallurgical field.
Needing to learn more about the fundamentals and latest developments of stop off coatings? Mark Ratliff, president of AVION Manufacturing Company, Inc., applies his background in chemical engineering to understand and create what makes the best stop-off coatings/paints for carburizing and other heat treat processes. In this episode, Mark and Heat Treat Radio host, Doug Glenn, uncover the varieties of coatings, their uses, and the future of coating solutions.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Chemistry in Coatings: Mark Ratliff’s Start in the Industry (00:22)
Contact us with your Reader Feedback!
Doug Glenn: I have the really great honor today of talking with Mark Ratliff from AVION Manufacturing. We’re going to do a “painting class” . . . kind of, but not really. Industrial paint — we’re going to talk about stop-off paints and things of that sort.
Mark has been working at AVION, currently located in Medina, Ohio, since 1994. He graduated with a Bachelor of Science degree in chemical engineering from the University of Cincinnati. Prior to that — I did not know this about you, Mark — he worked at Shore Metal Treating with your father, huh?
Mark Ratliff: That’s correct, yes.
Doug Glenn: How long was he there?
Mark Ratliff: Well, he started the company. I went working there and was loading baskets of parts since I was about 8 years old. He would pay me $5.00 for a basket, “under the table,” and that was a lot of money back then. I was really rich, at the time!
Mark Ratliff, President, Avion Manufacturing (Source: AVION Manufacturing)
Doug Glenn: That’s pretty cool. It is very interesting to see people’s backgrounds and how they got involved in the industry. A lot of people start young, you know? You may win the record though — 8 years old! The labor board may be calling about your childhood.
Why Use Stop-Off Paints? (01:54)
Let’s talk today. Technically, we want to talk about something that not everybody may know about, and I think you and your company are kind of experts on these things, and that’s stop-off paints. Just from a 30,000-foot view — and you don’t have to go into a lot of detail here, Mark — what are stop-off paints and why do we use them?
Mark Ratliff: Stop-off paints are protective barrier-type coatings. What they do is prevent either carburization or the nitriding process from entering into the steel. They were created probably well over 50 years ago as a replacement for copperplating these parts. In the past, a long time ago, they would copperplate the part that they did not want carburized or nitrided. That’s a time-consuming process as well as being very expensive. The stop-off coatings were developed as an economical alternative to copperplating.
AVION Line of Stop-Offs (Source: AVION Manufacturing)
DougGlenn: When you say “copperplating,” does that mean it was actual thin sheets of copper metal?
MarkRatliff: That’s correct, yes.
Doug Glenn: And you actually had to wrap whatever you did not want nitrided or carburized in this copper and that would keep it from nitriding?
Mark Ratliff: That’s correct, yes.
Doug Glenn: Just in case people don’t know — but I would imagine that most people that are listening to this do know — nitriding and carburizing are both surface hardening technologies in which either nitrogen (in the case of nitriding) or carbon (in the case of carburizing) are infused into the surface. That, of course, gives improved wear properties, typically corrosion properties to those areas that receive the infusion of the metal.
Why do people not want the nitrogen or carbon to be infused to certain areas of the part?
MarkRatliff: When you harden a part, as with carburization or nitriding, a lot of times hardness equates to brittleness. So you may induce certain stress in various parts, in various areas.
Also, if you want to do a post-heat treatment machining on the part, it would be virtually impossible if that part were carburized or nitrided because the surface is so hard that the tool can’t cut through it to do further machining on the part.
“If you want to do a post-heat treatment machining on the part, it would
be virtually impossible if that part were carburized or nitrided because the surface is so hard that the tool can’t cut through it to do further machining on the part.”
— Mark Ratliff, AVION Manufacturing
Doug Glenn: Gotcha.
Can you give a couple examples of parts, and if you can do a description of where on those parts you might apply a stop-off coating?
Mark Ratliff: Well, a lot of times the end user (the customer) is painting an end of a shaft where he’ll heat treat the shaft and make the shaft harder, but he wants to spin a thread on the end of that shaft. That’s a prime example of why you would use a stop-off coating.
A lot of times, the parts are made with the threads already on, but you don’t want those threads to be hardened because, again, hardness equals brittleness, and those threads would crack off after heat treatment. That would be an area where you would apply a stop-off coating.
Doug Glenn: Tell us a little bit about the actual physical “properties" of these stop-off coatings. We also call them “stop-off paints.” I’m assuming a lot of times these are just painted on — it’s a liquid format.
Mark Ratliff: They are all supplied in liquid form with the viscosity ranging right around 3500–8500 centipoise (cP). For the carburizing stop-off, we have two different kinds. (This is not new in the industry; most people know the formulations of the stop-offs.)
We have boric acid-based stop-offs; we have two different kinds of that — a waterborne and a solvent borne. The idea behind the boric acid-based stop-offs is that as the boric acid thermally decomposes, it creates a boron oxide glass. This glass is actually the diffusion barrier of the carbon. What’s nice about the boric acid-based stop-offs is that they’re water washable after the heat treatment process; the coating and the residue can get washed off.
Another type of stop-off coating that we have is based on silicate chemistry. A silicate chemistry is basically like putting a glass on the part. It’s more of a ceramic-based coating. It works very, very well, but the drawback of the silicate-based stop-offs is that you have to bead-blast the parts after heat treatment; it does not wash off in water.
Doug Glenn and Mark Ratliff
Doug Glenn: So, you’ve got to brush it off.
Mark Ratliff: You’ve got to brush it off, mechanically, correct.
Doug Glenn: That’s interesting.
When I think of painting something on and then putting it into a furnace, the first thing I think of is that paint is going to get completely obliterated in the furnace. But you just kind of answered that question. Those things will either transform into a glass or a ceramic of some sort after they’ve been in high heat for a while, and that’s what creates the barrier.
Mark Ratliff: That’s correct.
You have the active ingredient in the stop-offs — you either have the silicate or you have the boric acid. Those are the active ingredients. The vehicle that the paint itself — be it the water-based latex or the solvent-borne bead — those do, indeed, get charred off. They get burned off, leaving the active ingredient behind.
Doug Glenn: Are you able to use either of those — the water-based or the solvent-based — in vacuum furnaces? Do you have any trouble with off-gassing and things of that sort?
Mark Ratliff: Yes, a little bit. We’ve got to be careful in the vacuum furnace market because you do have the off-gassing. The combination of the vacuum and the heat at once can cause the coating to boil and blister. We do recommend pre-heat treatments when doing a vacuum operation.
Doug Glenn: And the pre-heat just kind of helps it adhere to the part without the blistering, I guess?
Mark Ratliff: That’s correct. And it drives off a lot of the residual water or solvent that might be left in the coating.
Different Chemistry, Different Technology: Plasma Nitriding Stop-Off Coatings (08:32)
Doug Glenn: Okay, good.
Now I understand that there is a new product coming out on the nitriding end of things. Can you tell us a little bit about that and why you’re developing it?
Mark Ratliff: We’ve been making a nitriding stop-off coating since 1989 when we came out with our water-based version. We actually had it patented. We were the first on the market with a water-based nitriding stop-off. This particular stop-off has been used in the industry for 45 years now.
We got called by a current customer asking, “Hey, do you have a plasma or an ion-nitriding stop-off?” At the time, we did not. So, we developed a new plasma — aka, ion-nitriding — stop-off, and that’s a different chemistry, different technology. It is going to be available in the market very soon.
Doug Glenn: Interesting.
I’m curious about this: Are stop-off paints used more in carburizing or nitriding?
Mark Ratliff: By far, carburizing — it’s probably 10 to 1 carburizing to nitriding, for sure.
Doug Glenn: Okay, gotcha.
This episode of Heat TreatRadio is sponsored by AVION.
So, you’ve been doing this for 30 or some years, right?
Mark Ratliff: It will be my 30th anniversary in the month of April.
Doug Glenn: Very nice! Well, congratulations.
Mark Ratliff: I did work for my father prior to that, when he ran AVION for many years before that.
Doug Glenn: Well, congratulations, first off — that’s good. It shows longevity, which is good.
Memorable Moment of Innovation (11:11)
Doug Glenn: Has there been a memorable challenge that you had to deal with, with these stop-off paints?
Mark Ratliff: One thing I’m particularly proud of, Doug, is we always had the water-based carburizing stop-off coating — both varieties — the boric acid-based and the silicate-based. I had a few customers reach out to me and say, “Hey, we’re doing heat treatment for the aerospace industry or for the automotive industry, and they don’t like water-based coatings on their parts,” because you run into corrosion, you run into rust, and so forth and so on. So, these customers asked me to create the solvent-borne, which we did about seven or eight years ago.
One thing I’m particularly proud of is, I got called by the Fiat Chrysler plant in Michigan (they’re going by Stellantis, now), and unbeknownst to them, their current stop-off provider, at the time, changed the formulation. (That was due to the REACH regulations in Europe.) Since they changed the formulation, Stellantis started seeing all these problems. So, they reached out to me and asked, “Do you have an equivalent? We’d like a solvent-borne stop-off.” I was quick to respond, “Oh, by the way, yes, we do. And yes, our product is better,” because even though it’s solvent-borne, we created a nonflammable stop-off coating. In addition to being nonflammable, the solvent that we used in the coating is VOC exempt — VOC meaning volatile organic compounds — which are basically air pollutants that people want to avoid when using these stop-off coatings.
AVION Green Label pail (Source: AVION Manufacturing)
Doug Glenn: Okay, very interesting. I was going to ask you — because I saw on your website — about your green label, which you kind of hit on with the VOC part, but can you tell us a little bit about the green label products that you have and why you’re calling them “green label”?
Mark Ratliff: We called it “green label” a long time ago — that was our original stop-off which kicked off our business 50+ years ago. But I think you’re referring to our eco green label which we created about two years ago.
We’ve been getting a lot of pressure to remove VOCs from our coatings. Clients like John Deere and Caterpillar said, “Hey, we love your coating, but if you could do anything to get the VOCs out of it, we’d really appreciate it.” So, that was one of the biggest goals and one of the biggest accomplishments — to create a coating that didn’t have any of these VOC or HAP (hazardous air pollutants)-type solvents in the coating, and we have successfully done that.
Doug Glenn: That’s good. Especially in the ‘green movement’ that’s going on today, that’s obviously very important.
What coating solution should heat treaters be looking at, in the near future? Is it just VOC stuff, the lack of VOC, or what?
Mark Ratliff: Well, yes, of course. I mean, we’re proud to say that all of our coatings are virtually VOC-free. We are still making the original green label because some customers are not happy to change, so we still offer that. But every single one of our coatings right now have a less than 10 gram/liter VOC threshold, and we’re really quite proud of that.
But, you know, as you’re talking about new coatings coming to the market, we’re coming out with the plasma nitriding stop-off. But we’re also looking into a stop-off for salt bath carburizing. We’ve had a couple people reach out to us, just recently, asking, “Do you have a coating that we can use to paint on the parts that go into a salt bath carburizing operation?”
Doug Glenn: That would be interesting because there is a bit of abrasion going on there, yes?
Mark Ratliff: There is, correct.
Final Questions: Supply Chain, Technical Assistance, and Target Markets (14:51)
Doug Glenn: Now, that’s interesting.
I have two additional questions for you. One has to deal with supply chain issues. Have you guys had any issues with being able to deliver quickly or anything of that sort, ala Covid?
Mark Ratliff: Sure. Right after Covid, we had trouble getting the main ingredient for the carburizing stop-off coating which is boric acid. Currently, I have three suppliers that supply that to me, and there was a point in time where none of them could get the material because the manufacturer of this product was not delivering east of the Mississippi. So, I had to do several days of researching and scrounging around, and I found a distributor in California that said, “Yes, we can get it to you, but you have to buy a whole truckload, which we were very happy to do.”
Doug Glenn: Yes, you take what you can get, at that point.
But no issues now?
Mark Ratliff: No, everything is pretty much back to normal. I mean, gone are the days where you could pick up the phone and get material delivered to you in three days, but most of our raw materials get delivered in under two weeks, and we keep a pretty adequate inventory of all of our raw materials so that we don’t run out of anything.
Doug Glenn: So, you get the raw materials. Do you do your own formulations there? I mean, do you actually do the mixing and all that stuff?
Mark Ratliff: We do. Everything is all done here, in-house, correct.
Doug Glenn: Finally, technical assistance and competency on your guys’ part: Do you have people on your staff — yourself or others — that if a customer calls in with an issue, you can help talk them through it?
“[Look] at the copperplating method: It’s, number one, very expensive, and number two, from what I’ve been told, it’s not very environmentally friendly — you’re working with a lot of hazardous ingredients, hazardous waste."
— Mark Ratliff, AVION Manufacturing
Mark Ratliff: Absolutely. So, I’m the “go to guy” here at AVION. If anyone has any technical questions, I’m the one that’s going to be answering them. And if it’s something where I need to come out to the plant, I’ll get in my car or get on a plane and visit that customer, if the quantity of it dictates that.
Doug Glenn: Yes, sure; it’s got to be a good business opportunity, obviously. But I’m sure you can use the phone to answer questions too.
Mark Ratliff: Yes, most of the time it’s by phone.
Doug Glenn: So, Mark, in the marketplace, is there an ideal client, someone who maybe should be considering stop-off paints that isn’t currently using it? Is there someone out there that you would say, “Hey, you know, if you’re doing this, maybe you ought to think about stop-off paints, if you’re not already doing them.”
Mark Ratliff: Well, I would certainly still target those that are copperplating. Look at the copperplating method: It’s, number one, very expensive, and number two, from what I’ve been told, it’s not very environmentally friendly — you’re working with a lot of hazardous ingredients, hazardous waste. So, those are the types of people that I will continue to target for stop-off coatings.
Doug Glenn: Well, Mark, listen, that’s great. Hopefully, this has been a good primer for people who didn’t know what stop-off paints/coatings were, and hopefully they can get ahold of you if they need something. I appreciate you being with us.
Mark Ratliff: Okay, thank you very much, Doug. I appreciate it myself.
About the Expert
Mark Ratliff started at Avion Manufacturing in 1994 after earning his bachelor’s of science degree in Chemical Engineering at the University of Cincinnati. Prior to getting his degree, Mark spent many of his summer breaks working for his father at Shore Metal Treating where he gained a good deal of knowledge about the heat treating industry.
How long have you been heat treating automotive gears? Which thermal processing techniques do your operations gravitate towards? In this best of the web article, uncover some of the common heat treatment functions and the properties they create in gears. Let us know what you think of this general overview of the world of heat treating gears in our Reader Feedback form!
Contact us with your Reader Feedback!
Additionally, when you read to the end of the article, future trends that we can anticipate for heat treaters in the automotive industry are offered; as one might guess, they include digital and energy-saving technologies.
An excerpt: “Automotive gear heat treatment (process) includes two aspects: firstly, conventional heat treatment such as annealing, normalizing, quenching, tempering, and quenching and tempering; secondly, surface heat treatment, which encompasses methods like surface quenching (e.g., induction quenching, laser quenching) and chemical heat treatment (e.g., carburizing, carbonitriding, nitriding, nitrocarburizing).”
Case hardening is an essential process for many heat treating operations, but knowing the different types and functions of each is far from intuitive.
In this best of the web article, discover the differences between carburization, carbonitriding, nitriding, and nitrocarburizing, as well as what questions you should ask before considering case hardening. You will encounter technical descriptions and expert advice to guide your selection of which case hardening process will be most beneficial for your specific heat treat needs.
An excerpt:
Case hardening heat treatments, which includes nitriding, nitrocarburizing, carburizing, and carbonitriding, alter a part’s chemical composition and focus on its surface properties. These processes create hardened surface layers ranging from 0.01 to 0.25 in. deep, depending on processing times and temperatures. Making the hardened layer thicker incurs higher costs due to additional processing times, but the part’s extended wear life can quickly justify additional processing costs. Material experts can apply these processes to provide the most cost-effective parts for specific applications.
Nitriding and nitrocarburizing may be familiar terms in the industry, but which process — ion/plasma nitriding, gas nitriding, or nitrocarburizing — is best for your heat treat operations?
In this best of the web article from Advanced Heat Treat Corp., discover the specifics of each of these surface treatments and compare their benefits for wear resistance and corrosion resistance. Explore also the innovative technologies developed by the North American heat treater for optimization of these processes. for optimization of these processes. You will encounter technical diagrams, high quality images of nitrided/nitrocarburized parts, and in-depth technical comparisons of these processes.
An excerpt:
Well-controlled nitriding significantly enhances wear resistance and lowers coefficient of friction in many applications of steel components. For certain steels, nitrided samples show even better tribological behavior than carburized samples of the same steels.
Are your brake rotors heat treated? Travel back in time to discover how ferritic nitrocarburizing (FNC) became the heat treatment of choice for automakers’ brake rotors and why the tip-up furnace forever altered the production process for this part.
This Technical Tuesday article is drawn from Heat Treat Today's February Air & Atmosphere Furnace Systems print edition.If you have any information of your own about heat treating brake rotors, our editors would be interested in sharing it online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
The Problem: Brake Rotor Corrosion
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
In the early 2000s, corrosion was one of the top three issues that U.S. automotive manufacturers found negatively affected the perception of the quality of their cars. Brake rotors are made of cast iron. These components sit out in the elements, and in places like the U.S. Midwest where salt is often used on the roads, unprotected steel or iron will corrode or rust. Even on the coast, there is salt water in the air.
Contact us with your Reader Feedback!
What does rusting cause? The rotor rusts, and first, the cosmetics are negatively affected (i.e., rusty appearance). But more importantly, the first time you step on the brakes, it squeals like a pig, the vehicle shudders, and the driver feels pulsing in the pedal. He’ll also feel it in the steering wheel because the amount of rust coating one area is different from the amount of rust that’s on another. So, these brand new, forty- to seventy-thousand-dollar cars have orange rust over the brake rotor and a shaky drive. . . it’s not a good look!
Now, this is just a superficial coating of rust that will eventually abrade away; the rotor will look alright, the vehicle will stop better, and it won’t squeal. However, since the rust on the rotor wears off unevenly, the car may never have smooth braking.
A Move to FNC
In the early 2000s, all the big players were looking to FNC (ferritic nitrocarburizing) as a solution to corrosion, including Bosch Braking Systems, Ford, General Motors, Akebono, and the truck manufacturers. FNC was becoming popular since the process adds a metallurgical layer — called the “white layer” or “compound zone” — to the part, providing corrosion resistance and the bonus of improving wear.
Source: Oleksandr Delyk/Adobe Stock
To the OEMs, the benefits were perceived as:
The corrosion issue had an answer.
The life of the rotor doubled from roughly 40,000 to 80,000 miles. Although that meant half as many aftermarket brake jobs compared to before, consumers perceived it as a real advantage.
The rotors generated less dust. Brakes generate dust particles as the result of abrasion of the pads and the rotors. This particulate dust has been identified as both an environmental and a health concern. Now, flash forward to 2022: Electric vehicles are largely displacing the need to control emissions from ICE (internal combustion engine) vehicles. So, the new European standard on vehicle emissions implemented a requirement to control this dust that is harmful to the environment and which EV and traditional brake systems can emit.
But there were certain technical and practical challenges that automotive manufacturers faced when trying to implement this process at scale.
#1 Distortion. Brake rotors may distort during FNC. Since rotors are (gray iron) castings, the process temperature for FNC may stress relieve the rotor, causing it to change shape or distort, rendering it unusable as a disc brake rotor. It was determined that if the rotor castings were stress relieved prior to machining and FNC, the distortion issue was rendered moot.
#2 Loss of Necessary Friction. FNC gives the white layer on the surface of a part with a diffusion zone underneath. The compound zone has a very low coefficient of friction, which means excellent wear properties. However, manufacturers want friction between the rotor and the brake pads to slow the car down. Reducing the friction on the rotors extends the braking distance of the car.
". . .[M]anufacturers want friction between the rotor and the brake pads to slow the car down." Source: Unsplash.com/Craig MorolfLet me illustrate this: I ferritic nitrocarburized a set of brake discs for Bosch Braking Systems, which eventually went to Germany and then on a vehicle. The customer absolutely loved the corrosion resistance, but when it was time for the downhill brake test, the car went straight through an instrument house because the brakes couldn’t stop the car! Lesson: For rotors treated with FNC, the brake pads need to be made from a different frictional material!
#3 Cost. Overcoming the technical issues is simple. Stress relieving the casting at FNC temperatures before machining it would help the parts machine better and would eliminate distortion. Modifying the FNC process could reduce the depth of the white layer and, paired with the correct friction material, the acceptable braking capabilities were restored. Yet these additional steps presented a new challenge: higher costs.
The practical constraints of FNC in conventional batch or pit furnaces strained efforts to be cost-effective. The load (size) capacity of the conventional equipment, in conjunction with the time constraints of the FNC process presented a dilemma, as the OEMs’ benchmark was about one dollar per rotor.
Here Comes the Tip-Up
With traditional furnaces for FNC, there was just no way to reach the economics that were necessary for it. A bigger pit furnace might be the way to go, but they really weren’t big enough. So, here comes the tip-up.
Traditionally, a tip-up furnace has been used for processes with just air, no atmosphere. With direct fired burners, the furnace is used for tempering, stress relieving, annealing, and normalizing. Everything loads into the box, gets fired, and unloads, similar to a car-bottom furnace. With the appropriate external handling systems parts could be retrieved from the furnace and then quenched. This additional process increased the usefulness of the equipment and allowed for the processing of tubes, bars, big castings. . . big forgings for the oil industry and the like.
The question of how to heat treat brake rotors on a large scale still needed to be answered. It required a large, tightly sealed furnace with atmospheric integrity for excellent temperature uniformity. In ferritic nitrocarburizing, the processing range is about 950°F to 1050°F. It is well known that properties vary significantly across the temperature range. And they needed to be optimized to create the appropriate frictional properties for the rotors.
So, the answer was: Let’s make a tip-up furnace that can be sealed for atmospheric integrity, has the appropriate temperature uniformity, and can circulate gas evenly. A lot of this would have to be iterative — create, test, compare, repeat.
Tip-up furnace from Gasbarre Thermal Processing Systems Source: Gasbarre Thermal Processing Systems
The development of the perfect tip-up was essentially the work of one furnace manufacturer and one heat treater who together changed the industry.
American Knowhow Makes the Perfect Tip-Up
In the early 2000s, heat treaters worked with OEMs to develop a cost-efficient process in a tip-up. Manufacturers and service providers tested different methods, including atmosphere FNC and salt bath FNC.
By 2009, the perfect atmosphere furnace was complete and high volume brake rotors began to be processed for General Motors. The furnace manufacturer was JL Becker, Co., acquired by Gasbarre in 2011. The commercial heat treater was Woodworth, Inc., located in Flint, MI. Together, they spent a lot of time and money looking into FNC and figuring out how to make it work in a tip-up furnace.
General Motors was the first one to get on board, utilizing the FNC processed rotors on their pickup trucks and big SUVs, like the Escalade and Tahoe. Ford was not far behind using it on their F150 pickup truck. I was shocked the first time I saw the commercial: a Silverado pickup truck, out in the snow, and the speaker saying, “We now have an 80,000-mile brake system because of a heat treating process called FNC!”
It’s a great story of American knowhow and a collaborative effort between someone who saw a need and someone else who saw the way. To this day, if you want to get a replacement set of brake rotors for your car, go to a place like AutoZone; they will tell you that the difference in cost between the OEM parts and an off-brand is the fact that the off-brand is not heat treated.
About the author: Michael Mouilleseaux has been at Erie Steel, Ltd. in Toledo, OH, since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Michael has proved his expertise in the fi eld of heat treat, co-presenting at the Heat Treat 2019 show and currently serving on the Board of Trustees at the Metal Treating Institute.