




![]()

Vice President of Sales
CAN-ENG Furnaces International Limited
Source: Can-Eng Furnaces International
Manufacturers of high volume, high strength precision automotive fasteners have constantly faced increased product quality standards, delivery and price pressures over the last decade. These pressures force manufacturers to seek new developments and creative methods for improving their long-term competitive positions.
This Technical Tuesday article by Tim Donofrio, vice president of sales at CAN-ENG Furnaces International Limited, will discuss two developments of mesh belt heat treatment systems – innovative tempering and dephosphating systems – that have been successfully integrated and exploited by manufacturers to maintain their competitive position.
Heat Treat Today first published this Original Content article in the Air and Atmosphere 2021 print magazine. Access the digital version of the magazine here. Contact Karen Gantzer for more information on how to contribute to future editions.
Introduction
Methods for heat treating threaded fasteners have evolved significantly over the last 20 years. Earlier versions of low-capacity shaker hearth, rotary hearth, and plate belt systems have now become extinct in favor of modern, highly efficient, continuous soft handling mesh belt heat treatment systems.

Source: Can-Eng Furnaces International
Today’s mesh belt fastener heat treatment systems (Figure 1) integrate soft handling techniques that use bulk dunnage unloading and sophisticated metering systems. These metering systems uniformly distribute fasteners across the conveyor width, avoiding any inconsistent loading that could vary the heat-up and soak times which can impact the fasteners’ mechanical properties distribution. Fasteners are conveyed through various washing, austenitizing, quenching, tempering, and post-treatment soluble oil processes, while carefully controlling critical processing parameters that ensure compliance to DIN EN ISO-898 fastener manufacturing standard and, more recently, Automotive Industry Action Group (AIAG) CQI-9 heat treatment system assessments.
With the integration of soft handling conveyors and low inertia part transfers, modern mesh belt furnaces can significantly reduce the opportunity for part damage and the likelihood of part mixing. Further system efficiencies are realized through external furnace load preparation, allowing for precise presentation of fasteners to the conveyor belt, resulting in minimal empty belt gaps between lots for part traceability integrity.
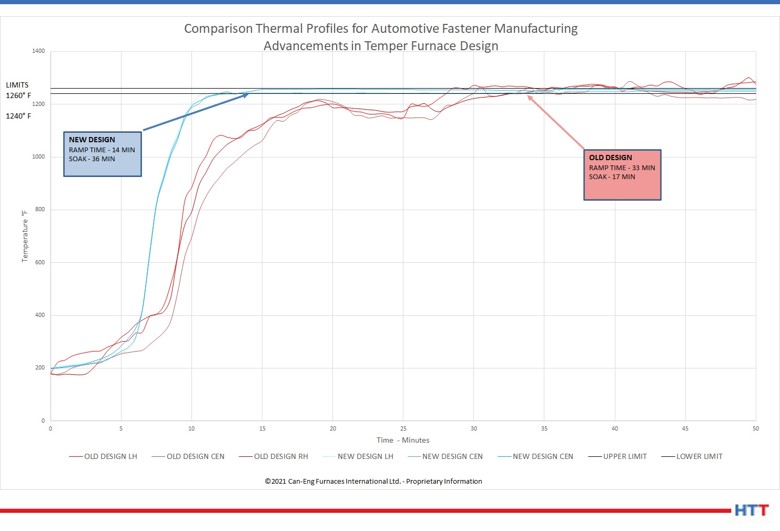
profiles following integration of technology advancements
Source: Can-Eng Furnaces International
Temper Furnace Uniformity Improvements
With increased quality objectives placed upon fastener manufacturers, furnace systems must be more and more precise. One of the most critical steps in the fastener heat treatment process is tempering, which is performed after austenitizing and quenching. Tempering is performed to increase iron-based alloy toughness, resulting in the reduction of excess hardness that occurs after subjecting the fastener to temperatures below the critical temperature for a defined period of time required for transformation. As quality restriction limits are imposed, so is the need to reduce the product temperature variation to meet the desired metallurgical and mechanical properties distribution.
With advancements in tempering furnace design, modern high capacity (+6000 lbs/hr) mesh belt temper furnaces can achieve product temperature uniformities of ±10°F or better, which is half of the allowable temperature uniformity survey (TUS) limits set out in AIAG CQI-9 assessment at ±20°F for continuous tempering furnaces (Figure 2).
These improvements in performance are made possible through the use of modern computational fluid dynamic (CFD) modeling tools. CFD modeling gives engineers the ability to conduct higher level analysis and optimization of the furnace’s forced recirculation and heating systems, internal furnace geometry, and product-to-airflow relationship.
Today, users of modern temper furnaces enjoy design improvements that increase the overall process reliability, while also exceeding the quality expectations of their customers.
Integration of Dephosphate Removal Systems
For a long time, washers integrated into continuous heat treatment systems have been considered to have companion equipment status, with not much attention paid to their product quality and total cost of ownership. The importance of washer design is currently changing, mainly due to a desire to protect furnace internal components, increase uptime, and improve the quality of the final product.
Washer design configurations include rotary drum, belt, and batch bin systems. For the purpose of this discussion, we will focus on the continuous rotary drum and belt washers for integration with high-capacity mesh belt fastener heat treatment systems (Figure 3). Both systems, if properly designed, can provide suitable performance, with each system providing enhanced features depending upon the fastener size and performance expectations. Careful consideration should be taken during the application review process to identify the configuration that best suits the range of products that will be processed.
Most modern manufactured fasteners are mechanically formed from carbon and alloy steel coils and are normally coated with a phosphate lubricant which is applied to reduce cold forming friction and increase tooling life and part quality. It is widely understood that DIN EN ISO 898 Part 1, Class 12.9 requirements for fasteners specifies that phosphate lubricants be removed prior to heat treatment as phosphate elements can diffuse into the austenite during the heat treatment process and form delta ferrite, which can lead to fastener brittleness and crack propagation failures.

Source: Can-Eng Furnaces International
A recent trend in the industry is the increase in demand for integrated inline pre-heat treatment dephosphating systems. Although not a new requirement to the North American fastener market, more demand has recently been recognized largely due to increased demand for 12.9 strength class fasteners and increased localization of European automotive fasteners (Volkswagen/Audi), who specify strength class 10.9 and greater be dephosphated before heat treatment.
To satisfy these demands, modern heat treatment manufacturers are often integrating inline continuous dephosphating capability as part of their pretreatment strategies. The aqueous chemical removal of phosphate can be by acid or alkaline, however due to the risk of hydrogen-induced brittle fracture, the alkaline processes are preferred. Pretreatment wash systems implement a multi-stage process that includes:
- Oil removal & rinse
- Dephosphate
- Rinse 1
- Rinse 2
- Drying
Careful consideration must be taken to guarantee wash solutions are completely removed and fasteners are properly rinsed prior to entry into the high temperature furnace to ensure protection of the furnace internals and product quality concerns.
The fasteners are conveyed either by independent conveyors or continuous rotary drums that transport fasteners through each stage of the washing and dephosphating process. Careful consideration and control of wash solution concentration, solution circulation, product dwell time, solution temperatures, and avoidance of contamination is integrated into the equipment design as it is paramount to successful dephosphating integration and final product quality.
The effectiveness of the removal of phosphate is determined by colorimetric analysis, also known as the “blue test.” In this test, a defined quantity of product with a known surface area is immersed into a chemical solution, which will react with any residual phosphate present to form a blue color. The intensity of the color is proportional to the amount of phosphate present.
The effective removal of the phosphate layer prior to the heat treatment is critical to the final fastener quality. Modern dephosphating systems, when properly integrated with the pretreatment and heat treating system, can provide the manufacturer with improved processing flexibility and product quality performance at the lowest cost per pound to process.
About the Author: Tim Donofrio, vice president of sales at CAN-ENG Furnaces International Limited, has more than 30 years of thermal processing equipment experience. Throughout his career, he has held various positions within the custom engineered forging, commercial heat-treating services, and custom engineered heat treating equipment industries.

