Solar Atmospheres, Inc. announced their most recent acquisition, Certified Metal Craft (CMC) located in El Cajon (an East County suburb of San Diego). With nearly 55 years of serving the Southern California region, CMC and the Wiederkehr Family have established themselves as a source for heat treating and brazing services. With the addition of CMC to the Solar Family of Companies, CMC establishes Solar’s 6th nationwide location and bolsters their West Coast presence.
Derek Dennis President Solar Atmospheres California
CMC has extensive capabilities to include vacuum, aluminum, atmospheric, endothermic, salt bath and cryogenic processing and currently employs 25 dedicated employees. Servicing the aerospace, medical, and commercial markets, CMC is Nadcap-accredited and holds a long list of customer and prime approvals. Tim Wiederkehr will immediately assume the role of V.P. of Operations and report to Derek Dennis, president of Solar Atmospheres of California, Inc.
Derek Dennis states “Solar is excited to welcome the dedicated CMC team into the growing nation of Solar companies.” He adds, “Together, we will continue to grow our west coast footprint while solidifying our industry leading approach of being the ‘go-to’ choice for all heat treating & brazing needs with an unwavering commitment to honesty and integrity in all relationships.”
This press release is available in its original form here.
Kittyhawk, Inc., backed by the Dallas-based private equity firm Trive Capital, has acquired Stack HIP, LLC from Stack Metallurgical Group (SMG). The acquisition represents a significant expansion of capacity and capabilities in hot isostatic pressing (HIP) for aerospace, space, defense, and medical applications.
Operating from its facility in Albany, OR, Stack HIP provides HIP services to aerospace, defense, and medical clients by operating the largest high-pressure HIP vessels in North America. This enables them to process large, complex castings and additively manufactured metallic parts. Post-closing, SMG will continue to operate its classical heat treatment and aluminum special processing facilities in Portland, OR, Spokane, WA, and Salt Lake City, UT.
Brandon Creason President Kittyhawk
“We’re excited to welcome Stack HIP customers, employees, and suppliers into the Kittyhawk family,” said BrandonCreason, president of Kittyhawk. “Stack HIP will allow Kittyhawk to service mission critical parts up to 63” in diameter, enabling us to process the full array of components for our customers. At Kittyhawk, we commit every day to providing the best service and quality to our customers, and we’re thrilled to now do that with the added capabilities and dedicated employees of Stack HIP.”
Doug Puerta CEO Stack Metallurgical Group
Doug Puerta, CEO of SMG commented, “We look forward to continued collaboration with Kittyhawk to deliver a differentiated level of service, quality, and value to our shared customers. This transaction will allow both companies to further drive capacity, quality, and capabilities in our respective services to best serve the PNW market.”
“This is an important step in growing the platform specialized in this highly-differentiated HIP capability. [Kittyhawk] continues to benefit from strong industry tailwinds, and we are excited to support our customers by investing in capacity,” said David Stinnett, partner at Trive.
This press release is available in its original form upon request.
Two new specialist technology focused businesses, Lake City Heat Treat and Stack Metallurgical Group, have been acquired by Bodycote.
Bodycote has agreed to acquire Lake City Heat Treat based in Warsaw, Indiana, a Medical market HIP and vacuum heat treatment business; and Stack Metallurgical Group based in the Pacific Northwest of the U.S., a key provider of HIP, heat treatment and metal finishing services.
The businesses are complementary to the commercial heat treater’s existing operations and will both expand its geographic footprint in North America and provide additional customer reach. Comprising of two HIP and three heat treatment sites, the businesses will be integrated into Bodycote’s existing specialist technologies business and aerospace, defense and energy classical heat treatment business respectively.
Stephen Harris, Group Chief Executive of Bodycote plc, commented, “These investments are an important and exciting enabler of our strategy to further enhance and grow our Specialist Technologies businesses. In addition, they will also expand our footprint in Aerospace and Medical heat treatment on the West Coast and in Indiana in the U.S."
The heat treater also announced plans to open a new HIP plant utilizing one of their existing sites in greater Los Angeles. The capacity is intended to support the rapid growth in space and civil aviation markets in the Los Angeles area.
The combined gross consideration for the acquisitions is 119 million pounds ($145 million) on a cash and debt free basis. The net economic consideration is approximately 106 million pounds ($130 million).
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
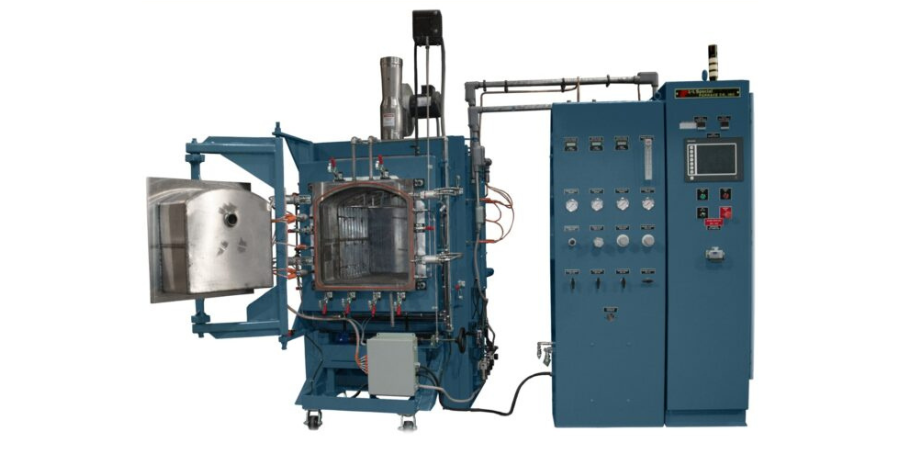
Marle Group, a global manufacturer of orthopedic prostheses, has expanded its heat treating potential with the acquisition of a new furnace. The furnace on order will be used for the heat treatment of cobalt implants.
This Vector® vacuum furnace, supplied by SECO/WARWICK, will provide the high temperatures, pure environment, temperature uniformity, and quick cooling necessary for the Cobalt alloy hardening process.
Antoine Escbach
Factory Director
Marle Group
LinkedIn
In the words of Antoine Eschbach of Marle Group, “The furnace we ordered solves the challenges faced by anyone who has to heat treat cobalt alloys in a production process. . . . Knee implantology is a field that is developing rapidly especially in developed countries, such as United States of America and in many European countries. Our mission is to create the highest quality implants which raise the living standard of people around the world, and the Vector furnace will help us to achieve this goal."
In order for cobalt alloys to be used in implantology, they must be deprived of their ferromagnetic properties. This shiny, hard metal loses this property only when it reaches a temperature higher than 1131°C/2067.8°F. Such a high temperature makes it necessary to use a vacuum furnace in the implant production process.
The solution on order uses two gases - nitrogen for cobalt hardening and argon to achieve purity of the process during heating. It is also equipped with a dew point sensor for each of the gases, thanks to which the phenomenon of water vapor condensation and, consequently, the possibility of the processed load’s surface oxidation is eliminated.
Also significant for the cobalt treatment process is also a quick cooling system based on a gas blower ensuring a maximum hardening pressure of 15 bar abs.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Those familiar with vacuum heat treatments are surely acquainted with the vacuum heat treatment of titanium and how such furnaces create the ideal environment for titanium's heat treatment. However, not all titanium and its alloys are created equal. Enter the beta titanium alloy.
In this best of the web article from TAV Vacuum Furnaces, discover the potential applications for beta titanium alloys, as well as the effects that various vacuum heat treatments can have on the mechanical properties of the alloy. Additive manufacturing (AM) technologies, specifically laser powder bed fusion, are gaining increased interest in the treatment of beta titanium alloys, due to their efficiency and their cost-cutting potential. Learn more about the chemistry and applications of this unique material below.
An excerpt:
Beta titanium alloys have an unique combination of desirable properties: their high specific strengths, creep resistance, oxidation and corrosion resistance, excellent temperature resistance up to 600°C and hardenability, make them very attractive for aerospace applications. On the other hand, the excellent biocompatibility and low elastic modulus, closer to that of human bone compared to other alloys, make Ti beta alloys an excellent material for biomedical applications.
A retort furnace with an Inconel 602CA alloy retort has been shipped from Pennsylvania to a leading manufacturer of motor laminations, located in Midwestern U.S. The laminations are deployed for motors in various aerospace, military, automotive, medical and industrial fields.
L&L Special Furnace shipped the model XLC3348 XLC3348 which has an effective work zone of 23” x 23” x 36” and uniformity of ±15°F above 1,200°F. The control system includes one control loop along with six zones of heating volume that can be adjusted to achieve the required temperature gradients. The model XLC3348 satisfies all requirements for AMS2750F class 3 uniformity and type B instrumentation. The process gas lines are required copper refrigeration lines along with stainless steel to ensure a very low dew point in the process gasses.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
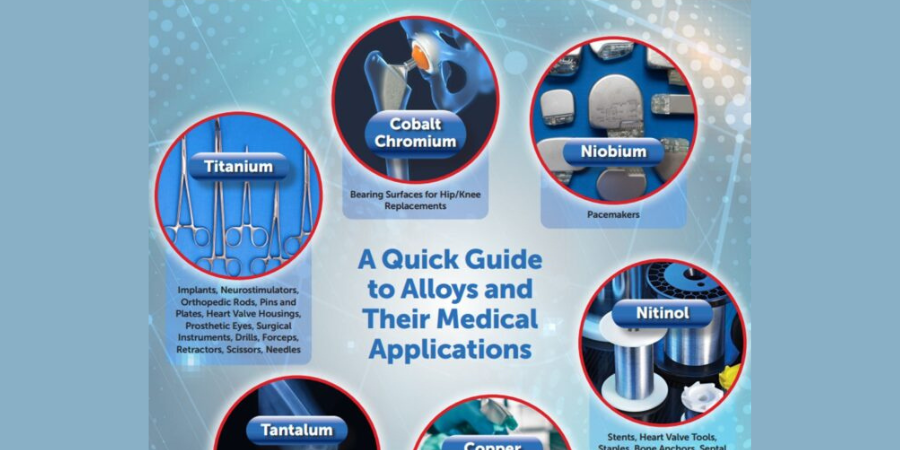
Do you know what are the most popular alloys in the medical market? What are their applications? This medical alloys reference graphic gives a quick overview of alloys and their specialized uses in the medical industry.
Ask average people walking along the street what metal/alloy comes to mind when they think of medical uses - things like hip and shoulder joints, the orthodontia their kids might wear, the forceps used to remove stitches - they might come up with the answer "titanium." While this certainly is correct, there are lots of other metals and metal alloys that are used in the medical industry. They probably wouldn't answer "nitinol," a titanium alloy. Nitinol is actually used in the aforementioned braces! Nitinol can be found in other things too: stents, staples, septal defect devices, etc. Take a look at the graphic to see what all these alloys, in fact, can do; you might be surprised!
Such important implements, devices, and components that are used in and on the human body need to be durable and reliable. These medical pieces can improve the quality of life (to put it mildly) or actually save a life (to put it dramatically). Some of these alloys are actually used in and around the heart and blood vessel system! Only the best of the best will do to make up these medical items; lives are literally preserved and saved with them.
What alloys have you found in medical applications? Maybe you have experience with a loved one or yourself incorporating one of these medical pieces in your life? Are you a heat treater involved in the making of these products? Let Heat Treat Today know in the Reader Feedback.
Download the full graphic by clicking the image below.
Heat treating solutions are important for more than keeping an airplane flying in the sky or a bridge suspended above the water. These two examples are high profile, but what about the heat treating solutions that do not zoom through the air or mark the skyline above rivers? In the medical industry, heat treating solutions are often unseen unless something goes wrong.
When it comes to medical implant and device heat treating, what options are available to manufacturers that will benefit patients? What should we know about the heat treating processes that make metal parts functional as knees, hips, and elbows? Find out in this expert analysis from Quintus Technologies and ECM USA, Inc.
This Technical Tuesday article was first published in Heat Treat Today's December 2022 Medical and Energy print edition.
Introduction
Dan McCurdy, former president at Bodycote, Automotive and General Industrial Heat Treatment for North America and Asia, knows full well just how much time, energy, and pain the right medical heat treating practice and alloy composition can save a patient. Dan’s wife suffered from complications due to a nickel allergy in a traditionally thermally-processed ASTM F75 knee implant. She dealt with constant inflammation, swelling, and pain. Physical therapy and a second procedure did nothing to ease the discomfort. The best medicine for Dan’s wife? A specially heat treated medical implant (more of Dan's story can be found at the end of this article).
Contact us with your Reader Feedback!
To understand the stories behind final medical products, Heat Treat Today asked Quintus Technologies and ECM USA, Inc. to share two different approaches on medical implant and device heat treatment. These two companies at the forefront of the medical heat treating industry shared about hot isostatic pressing (HIP) with additive manufacturing, and vacuum heat treating. Read their answers to our questions and learn how, when it comes to implantable medical devices, heat treating can be the best medicine.
How do you ensure your equipment maintains the precise specifications required in the medical industry? What specifically is necessary to maintain compliance when it comes to medical implants?
Quintus Technologies
Chad Beamer Applications Engineer Quintus Technologies
Quintus Technologies has observed a trend in bringing Nadcap to the medical industry. Historically the medical industry has focused on the standards and regulations for the quality management system of their approved supplier, but a consistent transition to technical aspects of critical processes (including HIPing) is becoming the norm. Quintus Technologies’ background is one of delivering HIP equipment in line with Nadcap and AMS2750 specifications. The medical industry requires best-in-class temperature uniformity and accuracy; systems designed with production driven flexibility (such as thermocouple quick-connectors for T/C sensor installation
to minimize downtime); HIP furnaces equipped with uniform rapid cooling (URC®) for optimized cycle productivity; active involvement in standards committees; and working directly with the industry.
Requirements are increasing in terms of productivity and the introduction of more complex surface requirements. It is crucial to work closely with the industry to reduce oxidation of orthopedic implants during the HIP and heat treatment processes.
Steering of the HIP cycle is key, along with in-HIP heat treatments to achieve the desired microstructure for the application, which is a standard offering for High Pressure Heat Treatment™ (HPHT™) equipment.
ECM USA, Inc.
Dennis Beauchesne General Manager ECM USA, Inc.
Some of the features that are most important are leak rate at deep vacuum along with a chamber and furnace design that does not contribute to any contamination. In our systems, these features, along with others, are of the utmost importance when supplying equipment for the medical implant market.
What are the top 3–5 key requirements or compliance/quality issues needed to heat treat medical implants?
Quintus Technologies
There are several industry standards that have been released to establish key requirements for the HIP process that are often leveraged for medical applications demanding performance and reliability. For example, Nadcap has released AC 7102/6 which details the audit criteria for HIP. This document was developed with significant input from the industry and the government to define operational requirements for quality assurance. It offers a checklist for the HIP processing of metal products and includes requirements for:
managing the equipment per pyrometry standard AMS2750
qualifying technical instructions and personnel training
handling product during the loading and unloading operations
complying with gas purity requirements of the pressure medium
controlling temperature, including uniformity and accuracy evaluations and management
These aspects are critical to ensure product quality meeting medical customer requirements and expectations. Recent additions beyond conventional requirements highlighted above include high speed cooling in the HIP process (>200 K/min) for some materials which is important for metallurgical results.
ECM USA, Inc.
Key requirements include thermal performance (both uniformity and ramp control); real-time vacuum and gas management; traceability and production lot follow up through human machine interface (HMI); quality procedures for all sensor calibrations; and remote access for control and troubleshooting.
Can you share an example of how your equipment could be used to heat treat a medical implant/device from start to finish?
Quintus Technologies
Many medical implants — whether fabricated using conventional processing techniques such as casting, or more novel approaches such as additive manufacturing — require HIP to eliminate process related material defects. Defects include shrinkage porosity for castings and lack-of-fusion and keyhole defects for fusion based additive manufacturing techniques. These defects can have a negative impact on product quality, impacting performance and reliability. Once HIP has been applied to a material, post processing is often not complete, with additional thermal treatments required to achieve the optimum microstructure leading to the desired material properties and performance. Such thermal treatments are material and process dependent, but could include a stress relief, solution anneal, rapid cooling or quenching, and aging and are often applied in separate heat treat equipment.
Hot Isostatic Press QIH 60 offering our most advanced Uniform Rapid Cooling (URC®) furnace technology with industry leading temperature control and accuracy
Quintus Technologies has introduced HIP systems providing capabilities beyond conventional densification. Decades’ worth of work in equipment design, system functionality, and control now offers an opportunity to perform HIP and heat treatment in a combined cycle, referred to as HPHT. Combined HIP and heat treatment for castings and AM implants can mitigate the risk of thermally induced porosity, as well as grain growth, which can offer advantages for mechanical and chemical properties in implants. This methodology provides a more sustainable processing route with improved productivity and energy efficiency. A joint HIP and heat treatment offers significant advantages with lead time, and this improvement in lead time couples well with the demands placed on the personalized medical implants. It also offers opportunities to further optimize microstructures for improvement in material properties coupled with ease of manufacturability. HPHT and modern HIP equipment may allow for a higher performing material system, which produces an implant with improved reliability and life.
Within the medical industry, fine grain AM microstructure, repeatability, and low porosity are key concerns. There are many reported benefits by applying the combined HPHT route such as reduced number of process steps, reduced cycle time and lead time, and improved process and quality control. Other advantages include spending less time at elevated temperatures helping to preserve the fine grain AM microstructure by minimizing grain growth. Tight control and steering of the cooling rates during the different steps of the HPHT cycle ensures repeatability of the properties. Manufacturability can be improved through HPHT as this approach reduces the cooling or quench severity during cooling segments which can often lead to part distortion or cracking. Improved functionality and
control go hand-in-hand with the high quality and reliability demanded in the medical industry.
ECM USA, Inc.
We have several customers making titanium alloy prothesis for various applications: shoulders, hips. Our furnaces are used for post printing processes, such as stress relieving and solution annealing.
Given concerns of metal poisoning, do you know of any changes in alloy composition of medical devices over the last decade?
Quintus Technologies
There are some metals that are becoming more common for implants, including tantalum, magnesium, CP Titanium, etc., and there have been major steps in improving ceramic materials to compete with metals for many applications.
ECM USA, Inc.
As a vacuum furnace equipment supplier, we are not deeply involved in the entire process of material selection. In the early stages of 3D printing joint replacements, from 2013 to 2014, we saw cobalt being part of some alloys. Lately it seems, indeed, that there is a trend in removing that element from the finished parts.
A Happy Ending
Dan McCurdy Former president, Bodycote, Automotive and General Industrial Heat Treatment for North America and Asia
(The rest of Dan's story from the beginning of the article....) The effects of metal poisoning and metal allergies post-surgery can be devastating. In the narrative below, Dan McCurdy shares the story of his wife’s struggle with an allergic reaction to a knee implant, and the heat treating solution that proved to be the best medicine for her.
My wife, an avid runner up and down the hills of Cincinnati, was diagnosed with osteoarthritis in both knees at the age of 53. Her orthopedist suggested a knee replacement for the most degraded one. The replacement was a well-known brand, made from investment-cast ASTM F75 (nominally a Co-Cr-Mo alloy) with full FDA-approval. After a successful surgery and diligent physical therapy, her recovery plateaued, and she experienced chronic inflammation, swelling, and pain.
A blood test, designed to detect allergies to materials used in orthopedic implants, showed a reaction to nickel that was nearly off the charts. We were surprised, as she had previously tested negative for nickel allergies through skin patch testing. The ASTM F75 specification allows for up to 0.5% bulk nickel as a tramp element in implantable devices; however, depending on foundry practices, the concentration of tramp alloys at any point on the surface of a casting can vary significantly. Titanium implants may be the solution to this, but FDA-approved titanium alloys can still contain up to 0.1% Ni.
The solution for my wife, as it turned out, was a different material, originally developed for the nuclear industry, along with an innovative heat treatment process. Created with an alloy of zirconium and niobium (with a maximum nickel content of 0.0035%), her new knee was heat treated at a high temperature in an oxidizing environment, which converts the soft zirconium surface into hard ceramic zirconia, increasing hardness and wear resistance. With this specially heat treated implant in place, my wife is back to nearly 10K steps a day.
References
[1] Magnus Ahlfors and Chad Beamer. “Hot Isostatic Pressing for Orthopedic Implants.” quintustechnologies.com/knowledge-center/hot-isostatic-pressing-for-orthopedic-implants. Quintus Technologies. 2020.
[2] Chad Beamer and Derek Denlinger. “Hot Isostatic Pressing: A Seasoned Player with New Technologies in Heat Treatment — Expert Analysis.” www.heattreattoday.com/processes/hot-isostatic-pressing/hot-isostatic-pressing-technical-content/hot-isostatic-pressing-a-seasoned-player-with-new-technologies-in-heat-treatment-expert-analysis/. Heat Treat Today. 2020.
In this article, explore the importance of alternative advanced manufacturing processes and the effects of post-process heat treating of DMLS titanium alloy parts. In a recent study, a team at Worcester Polytechnic Institute (WPI) evaluated the effects of these processes. Read along to see what they found.
This Technical Tuesday article was first published in Heat Treat Today's December 2022 Medical and Energy print edition.
Contact us with your Reader Feedback!
Jianyu Liang Professor of Mechanical and Materials Engineering at Worchester Polytechnic Institute Source: WPI
According to Markets and Markets reports, the metal implants and medical alloys market 1 will reach $17.64 billion by 2024, at a CAGR of 9.4%, with titanium metal implants and medical alloys accounting for the largest share of the market. Since it was first reported in the 1940s that titanium had excellent compatibility with human bones, titanium has been used in a wide range of biomedical applications, including arthroplasty and bone replacement, prostheses, craniofacial, maxillofacial, and dental implants, as well as surgical instruments and healthcare goods. 2,3
Although Ti-6Al-4V alloy was originally developed for aerospace applications, its many attractive properties — such as high strength-to-weight ratio, satisfactory biocompatibility, and good corrosion resistance — resulted in it being one of the most widely used biomedical alloys. 4
However, Ti-6Al-4V alloy is very difficult to machine. Traditional Ti-6Al-4V manufacturing processes include casting, wrought (forging/milling from ingots), and powder metallurgy (P/M), with wrought products accounting for 70% of the titanium and titanium alloy market. 5
In recent decades, additive manufacturing (AM) processes have been rigorously
Richard Sisson Key Heat Treat Researcher and Lecturer at Worchester Polytechnic Institute Source: WPI
developed as an alternative advanced manufacturing process for Ti-6Al-4V, especially in personalized biomedical applications. Alternate processes, including powder-bed fusion (PBF), directed energy deposition (DED), and sheet lamination (SL) have been applied in AM processing of titanium and its alloys. 6 Direct metal laser sintering (DMLS), a PBF technology, was the first commercial rapid prototyping method to produce metal parts in a single process and is one of the most widely used AM technologies to manufacture Ti-6Al-4V parts. 7 However, even with the protective oxide film (mainly TiO2), titanium alloys still suffer from pitting and crevice corrosion. Localized breakdown of the protective film leads to the formation of pits. These pits can grow and propagate into macroscopic cracks, which lead to catastrophic failure in orthopedic applications. 8,9
It was reported that post-heat treatment of Ti-6Al-4V parts fabricated by AM techniques could improve its mechanical properties, especially increasing ductility and fatigue strength.
Yangzi Xu Yield & Module Process Engineer at Intel Corporation Source: WPI
However, the changes in corrosion behavior with various post-heat treatments of Ti-6Al- 4V parts fabricated by AM techniques have not been fully understood. In a recent study, a team at Worcester Polytechnic Institute (WPI) evaluated the effects of various post-process heat treatments (including solution treatment and aging, annealing, stress relief, and hot isostatic pressing (HIP)), on the corrosion behavior of Ti-6Al-4V parts manufactured by DMLS. The researchers then proposed a desirable posttreatment procedure that can obtain a good combination of mechanical properties and corrosion behavior of as-printed parts in a simulated body environment. 10,11,12
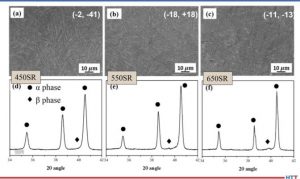
Ti-6Al-4V dumbbell-shaped tensile testing bars were fabricated by DMLS, according to ASTM standards. The microstructure, phase fraction, porosity, and residual stress of as-printed parts were examined and compared to those of the commercial Grade 5 alloy. It was found that the as-printed samples, mainly composed of acicular α’ martensite phase with a small amount of nano-scaled β precipitates, dispersed in the α’ matrix due to rapid cooling during laser processing, whereas the Grade 5 alloy has an α + β two phase with an equiaxed microstructure. The β phase fractions in the as-printed and Grade 5 alloy were 1.6% and 20%, respectively, based on the results of x-ray diffraction refinement. Furthermore, porosity and defects due to lack of fusion or entrapped gas were observed in the DMLS samples. The rapid cooling rate also resulted in residual tensile stress in the as-printed parts.
The microstructure and phase changes due to different heat-treatment processes were examined and compared to those of the commercial Grade 5 alloy. The corrosion behavior of the heat-treated DMLS parts was studied in simulated body fluid by well-established electrochemical methods.
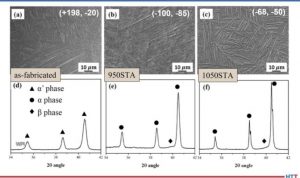
Microstructure: coarsening of the α lath thickness, more spherical β precipitates. Phase identification: narrowed α characteristic peaks (reduced compressive residual stress) Source: WPI
Transformation from α’ to α phase, coarsening of the α lath microstructure, and the development of β phase were observed in samples after heat treatments. The greatest fraction of β phase was obtained in the high temperature annealed sample. Enhanced corrosion resistance was found in all heat-treated samples. The reasons for improved corrosion resistance after heat treatments include: 1) a passive layer that was developed on the sample surface after heat-treatments; 2) increased β phase fraction and size after heat treatments that led to the reduction of the corrosion susceptible sites. Furthermore, only a single passive layer has been observed in the as-printed sample, whereas double passive layers have been observed in samples after heat treatments at temperature higher than 550°C. However, this second layer, which was largely composed of Al2O3 and V2O5, had very low corrosion resistance compared to that of the primary passive layer that was primarily TiO2.
Microstructure: coarsening of the α lath, and grain boundary can be observed Phase identification: narrowing of α characteristic peaks (reduced microstrain, increased grain size) and evolution of β phase Source: WPI
It was also found that the surface roughness had an exponential effect on the corrosion current density and calculated corrosion rate. A rough surface led to a higher corrosion rate, but a rough surface is known to enhance osteointegration. Therefore, surface roughness needs to be adjusted, based on specific applications.
Microstructure: no significant change in the α lath thickness Phase identification: narrowing of α characteristic peaks (reduced microstrain), evolution of β phase Source: WPI
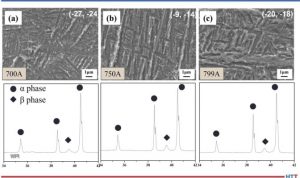
The effect of porosity was analyzed by using a crevice corrosion test. After a one-month immersion in Ringer’s solution at body temperature, pits were found on the Ti-6Al-4V sample surface near the pores in the as-printed samples, which was due to the formation of localized O2 concentration cells near the pore. Porosity in the as-printed parts was confirmed to impair crevice corrosion resistance. To reduce porosity, HIP was applied at three different temperatures. Based on polarization tests and electrochemical impedance spectroscopy tests, different degrees of reduction in porosity and corrosion-current density were observed in samples after HIP; this reduction was most significant after high-temperature HIP at 799°C (1470°F).
In summary, it was found that high temperature heat-treatment enhanced the corrosion resistance of DMLS Ti-6Al-4V parts. HIP was effective in reducing porosity and improving corrosion resistance. HIP below the annealing temperature (799°C, 1470°F) was recommended as a post-treatment for DMLSprintedTi-6Al-4V, to achieve a good corrosion resistance.
References
[1] “Metal Implants and Medical Alloys Market – Global Forecast to 2024,” 2019. https://www.marketsandmarkets.com/Market- Reports/metal-implant-medical-alloy-market-256117768.html.
[2] R. Bothe, et al., “Reaction of bone to multiple metallic implants.” Surgery, Gynecology and Obstetrics, 1940, 71:598–602.
[3] M. Sarraf, E. Rezvani Ghomi, S. Alipour, et al., “A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications,” Bio-des. Manuf., 2022, 5, 371–395. https://doi.org/10.1007/s42242-021-00170-3.
[4] L.-C. Zhang and L.-Y. Chen, “A Review on Biomedical Titanium Alloys: Recent Progress and Prospect,” Adv. Eng. Mater., 2019, 21: 1801215. https://doi.org/10.1002/adem.201801215.
[5] L. E. Murr, S. A. Quinones, et al., “Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications,” Journal of the mechanical behavior of biomedical materials, 2009, 2(1), 20-32. https://doi. org/10.1016/j.jmbbm.2008.05.004.
[6] A. Hung Dang Nguyen, A. K. Pramanik, Y. Basak, C. Dong, S. Prakash, S. Debnath, I. S. Shankar, Saurav Dixit Jawahir, and Budhi Dharam, “A critical review on additive manufacturing of Ti-6Al- 4V alloy: microstructure and mechanical properties,” Journal of Materials Research and Technology, 2022, 18: 4641-4661. https://doi.org/10.1016/j.jmrt.2022.04.055.
[7] “Direct Metal Laser Sintering (DMLS) Technology,” Additive News. https://additivenews.com/direct-metal-laser-sintering-dmlstechnology/.
[8] O. Cissé, O. Savadogo, M. Wu, and L’H Yahia, “Effect of surface treatment of NiTi alloy on its corrosion behavior in Hanks’ solution.” Journal of Biomedical Materials Research, 2002, 61/ 3 :
339-345. https://doi.org/10.1002/jbm.10114
[9] Sara A. Atwood, Eli W. Patten, Kevin J. Bozic, Lisa A. Pruitt, and Michael D. Ries,”Corrosion-induced fracture of a double-modular hip prosthesis,” The Journal of Bone & Joint Surgery, 2010, 92/ 6: 1522-1525.
[10] Y. Xu, Y. Lu, K.L. Sundberg, et al., “Eff ect of Annealing Treatments on the Microstructure, Mechanical Properties and Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V,” J. of Material Eng and Perform, 2017, 26: 2572–2582. https://doi.org/10.1007/ s11665-017-2710-y
[11] Ibid.
[12] Z. Yang, Y. Xu, R. D. Sisson, & J. Liang, “Factors Influencing the Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V for Biomedical Applications,” Journal of Materials Engineering and Performance, 2020, 29/6: 3831-3839.
About the Authors
Professor Richard Sisson is a key heat treat researcher and lecturer at Worchester Polytechnic Institute. His main research interest is the application of diffusion and thermodynamics to the solution of materials problems. Currently, he is working on modeling the surface treatment of steels and the postprocessing of AM ceramics and metals. His research endeavors have resulted in over 300 publications and over 300 technical presentations.
Dr. Yangzi Xu is currently working at Intel Corporation as a Yield & Module Process Engineer. She received her PhD at Worcester Polytechnic Institute (WPI) and focuses her research on understanding the mechanical and electrochemical properties of AM Ti alloys with different types of heat treatments, and their corrosion performance in biofluid for potential orthopedic applications. Her background includes research in polymer and food science and engineering.
Professor Jianyu Liang is a Professor of Mechanical and Materials Engineering at Worchester Polytechnic Institute, with affiliated appointments in the departments of Civil and Environmental Engineering, Chemical Engineering, and Fire Protection Engineering. Her research work on nanomaterials, AM, agile manufacturing, machine learning for materials science and manufacturing engineering, and sustainability has been funded by NSF, NASA, DoD, ED, and industry. Her work has resulted in over 300 research papers and technical presentations. As an educator, Liang strives to equip students with the confidence, enthusiasm, knowledge, and skills to allow them to enjoy learning throughout their lives.
For more information
Department of Mechanical and Materials Engineering Worcester Polytechnic Institute, 100 Institute Road, Worcester, MA 01609 Or email jianyul@wpi.edu and sisson@wpi.edu
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
American titanium producer Perryman Company, in Houston, PA, has placed an order for the supply of two forging machines: a high-speed open-die forging press in the pull-down design and a hydraulic radial forging machine with two forging manipulators as well as the order and production control system for the entire forging line. The titanium materials are intended for parts in the aerospace industry and for medical applications.
The open-die forging press from SMS group will be used to forge cast titanium billets first to the required size. After that, they can be finish-forged in the radial forging machine to produce bars – round, square or flat – up to a maximum length of 14,000 millimeters.
Dr. Thomas Winterfeldt Head of Forging Plants SMS Group SMS Group
"We see strong growth in the aerospace industry and medical sector," emphasized Frank Perryman, president and CEO of Perryman Company. "This [new forging line] enables us to produce forgings for turbines and safety-relevant structures that comply with our high quality standards."
"With the whole SMS plant package, including digitalization tools and technology packages, Perryman is able to increase its production efficiency and maintain consistent quality levels," said Dr. Thomas Winterfeldt, head of forging plants at SMS group.
The forging line is scheduled to go on stream in Q1 2024.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com