Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Friday: an exciting development for 5G’s applications in the metallurgical industry, allowing for the development of new materials and the reduction of energy consumption and emissions.
Jens Petri Head of Technologies and Partnerships SMS digital Source: LinkedIn
SMSGroup, a metallurgical company with North American locations, is building its own “private 5G Campus network” for research and development at its Hilchenbach location in the Siegerland. Together with Mugler and Ericsson, a private 5G infrastructure was set up here that enables not only the testing of the highest mobile communications standard currently available, but also the advancement of new developments for the metallurgical industry.
The use of a private 5G network offers a whole array of approaches to solutions, which SMS is now testing for the first time on an industrial scale and developing for customers in the metallurgical industry around the world.
The private 5G standalone Campus network used at SMS provides the basis for an initial test environment for the implementation of various 5G use cases. The network based on Ericsson Private 5G Technology (EP5G) was implemented by Mugler. Thanks to the efficient collaboration of all project partners, the system went live just four weeks after the project was launched.
Tests are carried out on applications from the fields of mobility and automated guided vehicles (AGV), the Industrial Internet of Things (IIoT), and lone worker applications. These are integrated and comprehensively tested at SMS’s Hilchenbach site, with the aim of optimizing their practical implementation. Moreover, the new private 5G network location serves as a platform for putting into practice the findings gained within the framework of the 5G-Furios research projects being run and funded by the state of North Rhine-Westphalia, the European Union’s Horizon 2020 project Zero-SWARM, and the CLOUD56 research project of the Federal Ministry for Digital and Transport (BMDV).
The SMS test environment offers a unique opportunity to test use cases internally and to present them to potential customers in a clear and illustrative way. The 5G Campus network represents an important step in the evaluation of advanced digitalization technologies and their applications in the steel industry.
Says Jens Petri, head of Technologies and Partnerships at SMS digital, “We serve the market with a sensor solution for production companies that is scalable and easy to integrate. Thanks to the 5G connectivity, it enables the transmission and processing of data to gain insights into the process that were jointly developed and tested at SMS group in Hilchenbach. SMS group is closing the gap between physics, sensor technology, OT, and IT.”
Heat Treat Today is partnering with two international publications:heat processing, a Vulkan-Verlag GmbH publication that serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Media publication that primarily serves the English-speaking globe. Through these partnerships, we are sharing the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat.
In this installment, explore important company partnerships with wide-spread industry effects as well as innovative new technologies from abroad.
TECHMO CAR Welcomes Anthony Tropeano as New Senior Advisor
Founded in 1961, TECHMO CAR drives innovation in the engineering and manufacturing of mobile and stationary equipment for the aluminum and metal production sector. (Source: Furnaces International)
"Anthony Tropeano of TT CONSULTING INC. has joined TECHMO CAR as a Senior Advisor for the US and Mexico market. Mr. Tropeano has spent over 40 years in the primary, secondary and downstream aluminum and metals worldwide market.”
New Tin Plate Complex from Partnership Between Danieli and Habaş Group
Caption: Situated in Aliağa near Izmir, the new facility will serve the needs of the packaging industry and the increasing need for cold-rolled and annealed thin sheets. (Source: heat processing)
"The facility, with a capacity of 900,000 tons per year, will produce a diverse range of steel grades, including T1 to T4 and DR7 to DR10. Among its offerings are 250,000 tons of tinplate, 150,000 tons of thin, continuous annealed cold-rolled coil, and 500,000 tons of semi-finished products. The complex comprises four crucial process areas: electrolytic cleaning, cold rolling and tempering, electrolytic tinning, and continuous annealing.”
SMS Group Partners with Turkish Plant Operator Kardemir to Digitize Blast Furnace 5
Using BFXpert solution from Paul Wurth, SMS Group has digitized a blast furnace belonging to Kardemir, Türkiye’s oldest blast furnace operator. (Source: Furnaces International)
"The Paul Wurth BFXpert system is a comprehensive package of systems for the chemical and thermal control of blast furnaces. It is an integrated level-2 process control and operator guidance system for superior blast furnace operation, utilizing the benefits of artificial intelligence to take process optimization to the next level and towards a fully autonomous blast furnace."
Karlsruhe Institute of Technology (KIT) Develops New Process for Sustainable Pig Iron Production
“By integrating the blast furnace and coking plant as well as the consistent recycling of process gases and heat, CO₂ emissions in steel production can be reduced.” (Source: heat processing.com)
"Around eight percent of global CO₂ emissions are caused by the steel industry. Professor Olaf Deutschmann from the Institute for Technical Chemistry and Polymer Chemistry (ITCP) at KIT is of the opinion that this must change quickly. In the long term, thanks to new hydrogen technologies, there is a climate-neutral perspective, but it will still be a few years before sufficient green hydrogen is available worldwide and newly built plants go into operation.”
Effective November 30, 2023, Joe A. Powell has sold his remaining shares in Akron Steel Treating Company, his family’s commercial heat treating business for over 80 years in Akron, Ohio, USA, to a fourth generation of new “family” ownership.
The team at AST will continue to deliver ISO and Nadcap aerospace heat treating and related metallurgical services to part making customers.
Joe A. Powell, AST’s Chairman of the Board, will remain active in the heat treating and metallurgical services community as president ofIntegrated Heat Treating Solutions, LLC. (IHTS). IHTS is a “heat transfer” consulting company for product development teams to enable more sustainable heat treating equipment and practices to be integrated into their new product designs. IHTS and its team of part making consultants enable their part making clients to deliver more “total added value” from heat treating and forging per BTU expended in making their products for their end users; including the design of the associated heating and quench cooling equipment for "leaner + greener, more sustainable, manufacturing" and for greater recyclability of metal alloys.
Pictured in the image above: AST’s new shareholder team, and Joe A. Powell, Chairman of the Board, are pictured from left to right: Matt Moldvay, President; Steve Powell, Vice President of Quality, Christina Powell Somogye, Vice President of Administration; Joe A. Powell, Chairman; and Joe N. Powell, Vice President of Sales. (Source: AST)
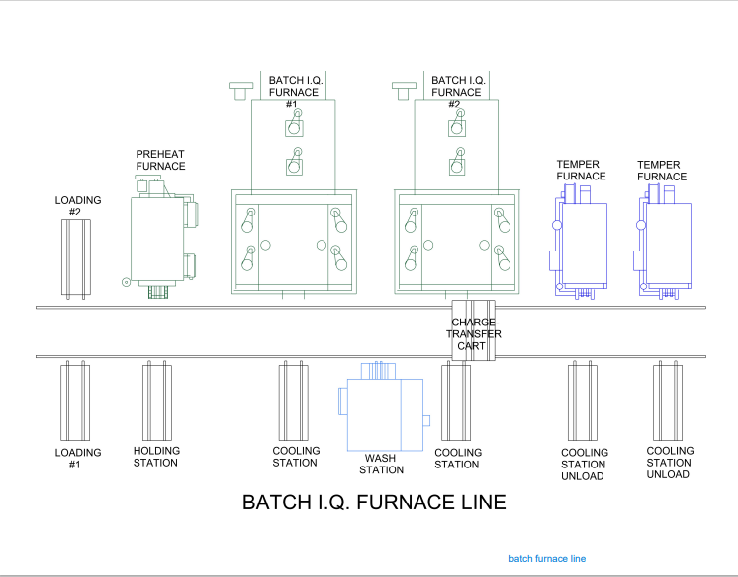
Our readers and Heat Treat Radiolisteners will remember a recent episode entitled "Heat Treat Radio #102: Lunch & Learn, Batch IQ Vs. Continuous Pusher, Part 1." Today's Technical Tuesday article is a continuation of this dialog, with Michael Mouilleseaux, a boot-on-the-ground North American heat treat expert from Erie Steel here to answer your questions on the maintenance of batch and continuous pusher furnace systems.
Doug Glenn, Heat TreatToday's publisher,Karen Gantzer, associate publisher/editor-in-chief, join in this Technical Tuesday article.
Stay tuned for a Part 2 continuation of the Lunch and LearnHeat Treat Radio episode, coming to Heat Treat Radio in a couple weeks.
Below, you can watch the video or read from an edited transcript.
Michael Mouilleseaux
General Manager at Erie Steel, Ltd.
Sourced from the author
Introduction to Maintenance
Doug Glenn: We would like to move on to maintenance of the batch furnace and the continuous furnace. What is the cost of maintaining and operating these furnaces?
Michael Mouilleseaux: When they are utilized in a carburizing environment, there is always excess carbon that falls out or precipitates out of the atmosphere, and it ends up as elemental carbon in the bottom of the furnace.
What do you do with that? In furnaces that are using a carburizing environment, the burnout of the furnace is easily the single most important piece of preventative maintenance that you can perform. How is that performed? First, the furnace is vacated; there is no product in the furnace, the temperature is reduced — typically, you want it down around 1500°F or 1550°F — and you introduce room air into the furnace. The room air ignites the carbon. It’s a very primitive operation.
So, what temperature does carbon burn at? It burns at 3000°F.
You need to be very careful. It’s a controlled burn because you can actually damage the furnace through refractory, through the alloy that’s in the furnace, or it can get away. How do you do control it? On one level, you’re just looking at the temperature control. If you have it set at 1550, you’re going to say, “I’m only going to put air as long as the temperature of the furnace does not go up more than 25°F or 50°F.” It’s somewhat dependent upon the piece of equipment and is one of those things that you learn empirically; there is not a hard and fast rule for it.
Then, you can shut off the air. If there is no oxygen, then the source for combustion is taken away and you stop that operation. If you need to do it more rapidly than that, you may need to flood the furnace with nitrogen. Typically, if you have to flood the furnace with nitrogen to do it, you’ve been a little too aggressive in your burnout.
How long do you perform that? The great thing with oxygen probes is that you can utilize your oxygen probe to help you learn when you have burnt out the furnace. You’re not getting an actual carbon atmosphere, but what you do get is a readout from the probe. What you can do is perform the burnout operation until you attain that level and then you know that you’ve done a sufficient job in burning it out. That’s the single most important piece of preventative maintenance that’s done on a furnace used for carburizing.
Doug Glenn: Is that both in batch and in continuous?
Michael Mouilleseaux: Identical, yes.
Doug Glenn: I’ve got a couple other questions about furnace burnouts as someone who’s not a furnace operator. You said that there’s “carbon dropout” in the furnace. I know that in some furnaces, parts of the atmosphere may precipitate onto the coolest part of the furnace. Is that what is happening, or are we talking about carbon powder at the bottom of a furnace?
Michael Mouilleseaux: It is carbon powder, and it becomes more egregious. The powder then begins to accumulate into pebbles, nuggets, and larger size pieces. That’s more problematic. When it is in a powdered form, that is the best.
The question will be: How often do you have to do this? As with everything, the answer is — it depends. It depends on what you’re doing; it depends on how aggressive you are in your carburizing.
In the boost phase, we talked about carburizing at upwards of 1%. As soon as you exceed the saturation level of carbon, you’re going to precipitate out the excess carbon. What is that number? It’s different for every temperature. At 1500°F, it’s .9 or .85; at 1750°F, it’s 1.25. But to attain that, you’re actually putting natural gas into the furnace, and the amount of natural gas that you put into the furnace and its dissociation rate — the rate that it breaks down — can then subsequently be diffused into the parts; all of that comes into play.
With saturation levels of carburizing, there is always some residual carbon that’s in the furnace.
Doug Glenn: You mentioned that carbon burns at around 3,000 degrees. Are you taking the furnace up to that temperature?
The great thing with oxygen probes is that you can utilize your oxygen probe to help you learn when you have burnt out the furnace. You’re not getting an actual carbon atmosphere, but what you do get is a readout from the probe. What you can do is perform the burnout operation until you attain that level and then you know that you’ve done a sufficient job in burning it out. That’s the single most important piece of preventative maintenance that’s done on a furnace used for carburizing
Michael Mouilleseaux: No. The burnout cycle is at 1500 or 1550. You raise that carbon to that level and introduce oxygen, and what you want is a slow burn.
We next think about the systems involved in the furnace. First there is the heating system. In a gas-fired furnace, some critical things to consider are burner recovery, burner adjustment, and the amount of excess air that results in that burner adjustment. That’s a preventative maintenance operation that needs to be performed on a regular basis. It probably doesn’t need to be done daily, but monthly is optimal. If everything is very steady, including the barometric pressure, then you don’t need to do all of those adjustments.
Now, electric furnaces have SCRs that fire the elements, and you have to pay attention to the tuning of those things to make sure that they’re operating at optimum performance. One of the ways that you can do that, in a batch furnace, is if you look at the recovery time.
For example, if you have a load that weighs 4000 lbs. and you put it in the furnace and you know that it takes an hour and a half for the furnace to recover to temperature, but then all of a sudden, it takes an hour and 45 minutes, or an hour and 50 minutes, or two hours, obviously the burners are not producing the same amount of heat. The burners are not pumping the requisite amount of BTUs to achieve that recovery time. Could that be related furnace circulation? Could it be related to the insulation in the furnace? At an extreme, it could. Typically, though, it’s related to burner or SCR tuning.
Those are the kinds of things that are very easy to pay attention to.
"Electric furnaces have SCRs that fire the elements, and you have to pay attention to the tuning of those things to make sure that they’re operating at optimum performance. One of the ways that you can do that, in a batch furnace, is if you look at the recovery time."
Setting up PM Through Controls System
The control schemes in the PLC are typically very robust. So, you can establish a program and the PLC is going to say, “I want to heat it at this rate, I want the carbon potential to be .4%, I want to hold this at two hours at temperature, and then I want to initiate a quenching cycle.” Typically, PLCs are quite robust.
The thing you have to be careful with is obviously not just power outages, but brownouts. Brownouts are when you don’t quite lose all voltage, but you lose some of it. If you don’t have some kind of a filter on the power you can mitigate with, or have an uninterruptable power supply for the PLC, you can damage those things, resulting in some major work on the PLC.
The other part of that is the furnace circulation. We’ve got fans in these furnaces, and we circulate the atmosphere. The primary stages of heating in the furnace are convection, until we get to 1200 degrees. How do we convect the heat? We have the atmosphere in the furnace, the fan circulates, it washes the atmosphere down the radiant tubes, it heats up the atmosphere, the atmosphere comes into contact with the components, and we’re convection-heating the parts.
Once we get to 1200 degrees or more, then the primary method of heating becomes radiant heating. That’s where the radiant tubes are then the primary means of transferring energy. But the fans become very important. Are they balanced? Is the RPM correct? Is the amp reading on the fan? Those are areas to look at.
You have to understand how the furnace operates when it’s healthy — the furnace manufacturer can help you and/or you just learn empirically. For instance, what would it mean if, all of a sudden, I’m drawing much fewer amps on a circulating fan and it’s running very rough? Quite possibly, we’ve lost a fan blade.
Then there is the atmosphere control system. All that we just described is applicable to both continuous and batch furnaces. The furnace needs to be sealed and you want a couple inches of water column pressure — excess pressure — in the furnace relative to atmosphere pressure, since safety is the number one concern.
The atmosphere that we’re talking about in most of these furnaces is endothermic atmosphere. It’s a reducing atmosphere, meaning that it’s combustible. If, of course, we have combustion in a closed vessel, that’s called an explosion.
The reducing atmosphere, in and of itself, is if you look in a furnace that is at anything above 1200 degrees where it’s red, up to 1700–1800 degrees where it’s going to be yellow to white — and there is no flame . . . . People are absolutely amazed when they look in an atmosphere furnace and they see no flame. What you should see is everything in a relative, uniform color. The parts should be a uniform color. If you look at the tubes, they should be a little lighter because the tubes will always be somewhat above the temperature of the parts . . . .
Back to the atmosphere: We want to be sure that the atmosphere stays in the furnace and that we maintain that pressure in the furnace. So, what would be a cause to lower the pressure in the furnace? A door leak or a leak in a fan. It could be, if you have a mechanical handling system, a leak through that system. Those are all places to look.
The PM on that? For maintaining the level of lubrication in the fan bearings, see that they’re cooled so that the outlet temperature of the coolant — be it air or water — should be higher than the inlet temperature; that shows that they’re being cooled.
I can’t tell you an absolute number, but I can say that for the equipment that we have, we have numbers that we’ve developed; we know that if the outlet temperature of the water is 20 degrees higher than it is going in, we’re doing a good job of cooling the bearings.
The door seals in furnaces, typically, are brick on brick. Typically, they use a wedge system to seal the doors in the furnace. But, of necessity, these are wear items. Therefore, in preventative maintenance, you might notice a burnout around a door where you hadn’t had one before. That tells you that atmosphere is leaking out of that door and so a repair is needed in the near future.
An interesting thing about a batch furnace: Most of them only have one door. So, it’s quite easy — you can open the vestibule and, in a maintenance operation, if you gassed up the furnace, you could see.There is always going to be some atmosphere coming around the door because that’s where the atmosphere goes into the vestibule, but it should be at the top; it shouldn’t be around the sides, and it definitely shouldn’t be at the bottom. It should be very consistent.
That’s one of those things that, again, you empirically learn. You look at it — it’s a visual operation to say what you’re doing.
There are two other systems: First, the quench system. We talked about how critical the quench system is. The RPMs of the prop, the amp draw of the motors for the props — those things should be very consistent. I think they should be monitor and data logged. The reason for that is you want to know when you quench a load that the RPMs of those props are what you have set it for. When you introduce a load into the quench, the amp draw is, of necessity, going to increase. That’s because you’ve put something in the path of the quenchant so, in order to maintain that flow, you’ve increased the amount of work that it takes to rotate those props.
That’s the kind of thing that you want to monitor. If the amp draw is changing, that means that there’s something in the quench system. Could it be the bearings? Could it be the motor? Those are some things that you’d need to take a look at and be certain of. Obviously, the props need to be in balance; you don’t want any vibration in them.
Doug Glenn: This is also true on the continuous furnace. You’ve got three or four green props in the batch furnace, and it would be the same in the continuous furnace.
Source: Erie Steel, Ltd
Maintenance of Quenchant
Michael Mouilleseaux: Also, there is the maintenance of the quenchant. I’m of the belief that the quench should be continuously filtered. I’m not a fan of batch filtering. I’ve been doing this long enough that I’ve done that, and it just isn’t successful. Quite possibly there are operations that allow it.
If you’re carburizing, you’re going to have particulate in the quenchant because that same atmosphere precipitation of carbon finds its way into the quench. It’s going to be on the parts, it’s going to be on the trays, it’s going to be dragged in there. So, you have this particulate carbon in the quench and it acts as a catalyst to break down the oil.
One way to extend the life of the oil is to make sure that you’re continuously filtering that out. People say 50 microns or 100 microns or 25 microns. Experientially, I’m going to say that it’s going to be 25 microns. If you have a 100-micron filter, that’s great for getting the pebbles out of the quench or the scale, if that were to be an issue with your customer’s parts, but that’s not sufficient to filter out the particulate that’s going to be of the size that’s going to catalyze the breakdown of your quenchant.
Doug Glenn: I assume that if you’re providing for some sort of continuous filtering of your quench, that’s built into the quench structure. The quench tank is built for that, right, and you’re continually flowing it through this filter?
Michael Mouilleseaux: I’m not going to say that no manufacturers offer sufficient quench filtering, but I am not aware of anyone that offers a quench filtration system that’s sufficient. Most of these things end up being standalone. You want to draw the quenchant from the bottom of the tank in one quarter, you want to put it through a series of filters, and you want to put it back into the furnace at the opposite end of the quench tank.
I can say with certainty, that a batch furnace which has not been filtered well, if you remove the quenchant from the furnace after six months — definitely after 12 months — of using it in daily carburizing, you’re going to take 55-gallon drums of sludge out of the furnace, and the sludge is essentially carbon that’s mixed in with the oil.
For that same furnace, with a sufficient quench filtration system, there will be little pockets in the four corners of the quench tank, but that’s about it.
CQI-9, Nadcap and all of those standards have a requirement for monitoring of quenchant. One of the monitors should be particulate because that lets you know how good a job you’re doing in filtering.
Having done it properly, one can say, “Well, I have to replace my quench oil,” — fill in the blank — “once a year, once every six months, once every two years.” Properly maintained and filtered, the quenchant does not have to be replaced very often.
You’re going to drag out a little oil on every load. You want to let the load drip so that you’re not taking that precious quench oil and just putting it in the wash and washing it off. But in a batch furnace, you could have a couple hundred gallons a month to four hundred gallons, depending on the size of the furnace, of add-back that you’re putting in there. Is that sufficient to maintain all of the additives that are in the quenchant? Is that something that you need to monitor? Typically, the manufacturer can do that for you. You get monitoring and you see what the quench speed is, what is the viscosity, flash – all of those important pieces of information.
Now, it doesn’t come for free. A filtration system is costly, and the filters are costly. A year’s worth of quenchant is five years’ worth of filters. In my mind, that’s a good tradeoff.
Karen Gantzer: So, Michael, when the process is filtering the quench, does this happen during production downtime?
Karen Gantzer
Associate Publisher/ Editor in Chief
Heat Treat Today
Michael Mouilleseaux: No, it’s done continuously. Even when the furnace is not running on the weekend, you’re still filtering the oil. You’re going to be taking 20-50 gallons out of the quench tank but you’re putting it right back in. It just passes through filters.
Some people have utilized centrifuges. It’s a very successful way of filtering out carbon particles in oil. The caveat on that is you don’t want the oil above 140 degrees. If you get the oil above 140 degrees and for every 20 degrees you go up, you start doubling the oxidation rate of the oil.
In high-temperature oil, we do a fair amount of modified marquenching. We do it in closed canisters. The seals must be temperature-tolerant, but it is very successful.
The last part is going to be the quench heating and cooling. Typically, at the first part of the week when you’re starting up the furnace or if you’re going from operation A to operation B and it requires a higher temperature quenchant, you’re going to use either gas or electric elements that are going to heat it. Those things need to be monitored so that they’re available when you need them. The last thing that you want to do is start out the week and find out that the quench heaters don’t work; then, you’re trying to find a couple of dummy loads that you can heat up to put into the quench to heat up the quenchant before proceeding with operations.
Then, of great, importance is quench cooling. In petroleum-based quenchants, you’ve got a flashpoint of 400 degrees plus or minus — could be 350, could be 450, depending upon the quenchant that you’re using. You don’t want the temperature of that oil to approach that flashpoint. You do that by using a quench-cooling system. It’s a big radiator. You’ve got a pump, and you set it when you want the pump to go on. You pump the oil out to the quench coolant, and when it comes back, once you’ve attained what your temperature is, then you stop.
Doug Glenn: I’ve got a couple quick questions on this. First, is the quench heater an immersion tube?
Michael Mouilleseaux: Yes. Gas-fired tubes and gas-fired units are very small u-tubes that go into the quench tank. Electrical units have got elements that are tolerant to that.
Doug Glenn: Typically, you’re using those because you’re actually using the quenchant and always putting hot things into it, so once the quench fluid is up to temperature, it’s not a problem. You’re using that quench heater just to get the thing up to temperature. So after that, most of the time, you’re using the cooler to keep it cool, correct?
Michael Mouilleseaux: Absolutely. That’s a control scheme. The last thing that you want to do is set the quench heater so that it’s within five degrees of setpoint and set the quench cooling so that it’s within five degrees of setpoint — then, the temperature just sits there, with heating and cooling fighting each other. You’re heating and cooling oil unnecessarily. You want to give yourself some bandwidth on that.
Material Handling System
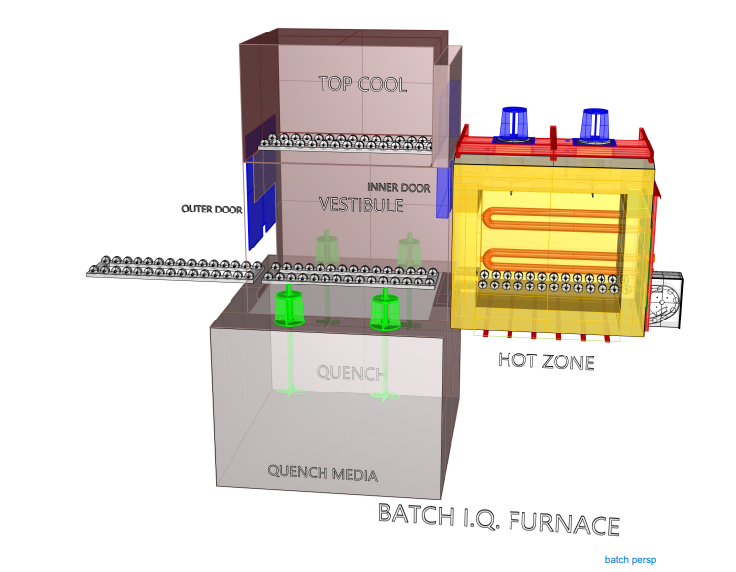
Last is going to be the material handling system. In the batch furnace, many have what we call a “rear handler.” We saw the cart and it would push the load into the vestibule, the inner door would open, and it would push the load into the furnace. It’s always preferable to push hot loads, not to pull on them. The reason is that the base trays are alloy and the compressive strength is much higher than the tensile strength is. If you’re pulling on loads, you’re going to break trays.
Once the load is in the furnace, you would have a rear handler so when the cycle is terminated and the inner door opens, you would have a mechanism — it may have a flat bar that’s half the width of the tray — that actually pushes the load into the quench vestibule.
There it’s pushed by the charge car and the inner door is open. That same handler, from the charge car, pushes it into the furnace. Now, when the cycle is terminated, there is a handler in the rear of the furnace that pushes it into the vestibule for quenching.
The exception is right here: When it’s taken out of the vestibule, typically the charge car goes in and grabs it and pulls it out. But, at that point, you’re at 100 or 200 degrees so, at that temperature, you have no material effect upon the strength of the alloy.
Doug Glenn: Okay, the motion it took it from the tray on the left inside is going to push it in and then the next step it’s also going to push it into this “hot zone,” correct?
Michael Mouilleseaux: Yes.
Doug Glenn: But what you’re saying is, when it’s coming out of the hot zone, there’s probably a mechanism on the far righthand side of the hot zone that’s going to push it back. Nothing is going in to pull it out because it’s hot.
Michael Mouilleseaux: Extended reach cars put the load into the vestibule and then put it into the hot zone.
There are some rear handlers that, rather than being a simple push function, have a dog mechanism that allows them to go and get the load in the vestibule and pull it into the furnace. Personally, I am not a fan of that; I like the extended reach car because when you’re pushing something, it is very easy to determine if you’ve put it in the right location. If you grab a load and pull it, you could lose the attachment on that load and then it’s not put exactly where you want it to be.
You can put amp meters on these things so that the amount of force that the motors require to pull in or push out a load. The one thing you need to be cognizant of is that it’s going to take more power — a higher amp draw — to push a 4000-pound load than it is a 2000-pound load. Once you understand what that is, you can monitor these furnaces and then they start making sense to you.
A Louisiana-based foundry — a supplier of iron, stainless, and specialty alloy castings for paper/pulp, energy, mining, and petrochemical customers — is getting financial support for infrastructure investments from the state as part of a three-phase effort to expand its 3D printing operation for sand molds.
JB Shoaf President Howell Foundry
Howell Foundry plans to expand its 3D-printing capabilities following a $7.4 million update to its operation in St. Francisville, LA. This expansion is expected to create 26 new jobs and retain 22 current, according to an announcement by the Louisiana Economic Development agency. Work was scheduled to start in December for completion by the end of 2027, LED said.
The state will provide a $400,000 performance-based forgivable loan for infrastructure work, contingent upon Howell Foundry meeting investment and payroll targets. Also, the foundry is expected to participate in the state’s Quality Jobs and Industrial Tax Exemption programs.
The foundry emphasizes its ability to deliver complex parts with quick turnaround, using 3D-scanning to convert parts or patterns into reproducible programs, casting process simulation to plan and set-up production, and 3D-sand printing of molds and cores.
“Howell Foundry combines modern-day 3D innovations with proven craftsmanship in one of the oldest known trades to produce rapid and reliable solutions to its valued customers who are primarily located on the Gulf Coast,” stated company president JB Shoaf said. “We take great pride in being a local business that serves local businesses.”
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 34 news items, originally featured in the November and December print magazines.
Equipment Chatter
UPC-Marathon, a Nitrex company, commissioned an endothermic gas generator for a major automotive manufacturer in Brazil.
SECO/WARWICK will supply a Vector® vacuum furnace to a South American international manufacturer of weapons and military equipment.
Stahl Gerlafingen ordered from Danieli a K-Weld machine as well as a 2-MW Automation Q-Heat-system.
NITREX has installed a second set of nitriding/nitrocarburizing systems for a European hydraulics manufacturer.
An AQUAVAIRE Q3300H furnace from Algas-SDI is ready for shipment. This equipment is a gas-fired water bath vaporizer that converts liquefied petroleum gas into superheated vapor at a balanced pressure.
A vertical vacuum furnace from SECO/ WARWICK is heading to a company that provides repair and maintenance services for jet engines.
Turkish heat treater Reymak Makine As has integrated a Nitrex nitriding/ nitrocarburizing system.
Tratamientos Termicos Avanzados (TTA), a leader in plasma nitriding services for steel, recently received their first vacuum furnace from Ipsen. The Turbo2 Treater was shipped to their facility located in Monterrey, Mexico.
Endo generator for automotive manufacturerNew systems for Stahl GerlafingenAQUAVAIRE Q3300H
Company and Personnel Chatter
SAMPE North America announced LaNetra Clayton Tate, Ph.D. as the new vice president; Sarah Cox as the new president; and Daren Davis as the new secretary for the 2023–2024 term.
Donald Crist has been promoted to director of Global Sales at RoMan Manufacturing, Inc.
AFC-Holcroft announced a partnership with Sanken Sangyo, a Japan-based company in the thermal processing equipment industry
Partners Outokumpu and SMS group GmbH inaugurated a metal powder atomization plant in the presence of Minister President Hendrik Wüst.
Turgay Ozan started his new additional role as the president and regional manager of Pfeiffer Vacuum in North America.
Vamshi Vardhan Rapole has joined Danieli Group as a graduate engineer trainee.
Sheffield Forgemasters appointed Amy Grey as the chief financial officer.
Michel Siemon has been appointed CEO of Primobius, the lithium-ion battery recycling joint venture between SMS group GmbH and Neometals Ltd.
Bobbi Warren has been promoted to chief financial officer at RoMan Manufacturing, Inc.
Sheffield Forgemasters has announced the signing of a five-year contract renewal with Harsco Environmental.
SMS group GmbH and Steel Authority of India Limited (SAIL) have joined forces in a memorandum of understanding aimed at decarbonizing steel production in SAIL’s integrated steel plants.
Mark Przybylski started a new position as material handler of Manufacturing at Retech, a SECO/WARWICK Company.
SMS group GmbH welcomed Orascom Construction PLC to conclude the agreement signing of an alliance to help with future projects.
Thermal-Vac Arizona has announced the opening of a new Chino Valley, CA, shop for brazing, heat treating, testing, and machining services.
Hydro is set to install solar power at its extrusion factories in Sweden.
Mark Hemsath becomes the new president of Nitrex Turnkey Systems.
Joseph Scala of Leybold USA, Inc. wins Lifetime Achievement award for outstanding lifetime philanthropy after being named regional sales manager of VTS-Midwest for Leybold.
Nitrex and Linde renewed heat treating-focused joint marketing agreement and expansion into Europe.
Pfeiffer Vacuum’s President and Regional Manager,
Turgay Ozan AFC-Holcroft announced a partnership with
Sanken Sangyo, a Japan-based company in the
thermal processing equipment industry.A big year for Joseph Scala
Kudos Chatter
The GTS Mexico team completed a successful ISO/IEC 17025 audit with their accrediting entity.
The Driven to Reach Excellence and Academic Achievement for Males (DREAAM) program in Champaign, Illinois, toured Wirco, Inc.’s Champaign, Illinois, foundry.
SAMPE North America Board of Directors announced that Tim Shaughnessy, president and CEO of Rapid Cure Technologies, has been selected as the SAMPE 2023 Distinguished Service Award recipient. They also announced that Dr. Scott Beckwith, a renowned expert in the field of Materials Science, has been named the recipient of the prestigious Mort Kushner Lifetime Achievement Award.
After a 25-year career, Paulo’s heat treat manager in Murfreesboro, TN, Dave Lee, has retired.
Dan Essenmacher retired from AFC-Holcroft after 28 years with the company.
Paulo celebrates 80 years of heat treating history.
Bill Gasbarre, co-founder of Gasbarre Products, Inc., retired after 50 years.
Ipsen celebrates 75 years in Cherry Valley, IL, with a ceremony emceed by Heat Treat Today publisher, Doug Glenn.
Retirement of Paulo’s Dave LeeDoug Glenn with Patrick McKenna, president &
CEO of Ipsen USAStaff of the GTS Coahuila
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.com
Case hardening is an essential process for many heat treating operations, but knowing the different types and functions of each is far from intuitive.
In this best of the web article, discover the differences between carburization, carbonitriding, nitriding, and nitrocarburizing, as well as what questions you should ask before considering case hardening. You will encounter technical descriptions and expert advice to guide your selection of which case hardening process will be most beneficial for your specific heat treat needs.
An excerpt:
Case hardening heat treatments, which includes nitriding, nitrocarburizing, carburizing, and carbonitriding, alter a part’s chemical composition and focus on its surface properties. These processes create hardened surface layers ranging from 0.01 to 0.25 in. deep, depending on processing times and temperatures. Making the hardened layer thicker incurs higher costs due to additional processing times, but the part’s extended wear life can quickly justify additional processing costs. Material experts can apply these processes to provide the most cost-effective parts for specific applications.
An international electric vehicle manufacturer has selected a heat treat furnace supplier with North American locations for a second nitriding furnace to operate in parallel with an existing one.
The car maker already purchased an identical SECO/VACUUM nitriding furnace last year. The added heat treating capacity will ensure that the nitriding step does not become a bottle-neck in the plant’s high-pressure die casting tooling production process.
The retort furnace for gas nitriding has a chamber size of 1.6m (63”) diameter and 2.8m (110”) depth, accommodating a load up to 1m x 1m x 2.6m (40” x 40” x 100”). The furnace has 350 kilowatts of heating capacity divided into 3 heating zones. The durable Inconel 600 retort will offer many years of trouble-free service.
Peter Zawistowski
Managing Director
SECO/VACUUM Technologies
Source: SECO/VACUUM
Peter Zawistowski, managing director of SECO/VACUUM, said of the project, “This heat treat partner’s dies present quite a unique heat treating challenge. At SECO/VACUUM we love a good challenge, so we have built this solution with the dimensions and thermal capacity to nitride these large, heavy parts to exceed customer’s specifications”.
The nitriding furnace is also fitted with a device called a thermal oxidizer. Although the all-electric heat-treating process does not involve any combustion, the combination of ammonia and high temperatures still creates NOx emissions. The thermal oxidizer breaks down the harmful NOx molecules in the furnace discharge.
The tool and die market serving traditional and EV automotive markets uses vacuum heat treating technology extensively to produce bright, high-quality parts.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Are there rapid changes in the North American aluminum industry to accommodate trending technology, or does the aluminum market have a different focus? Enjoy this Technical Tuesday article, in which six industry players responded to the following survey from Heat Treat Today’s editorial team in August 2023.
Steady and Increasing Melters’ Demand
Contact us with your Reader Feedback!
Is demand increasing or decreasing for aluminum processing/melting equipment?
AFC-Holcroft: “Yes, we continue to see opportunities for a variety of furnaces for T5, T6, and other aluminum heat treating processes. We recently signed a license agreement with Sanken Sangyo in Japan to offer their aluminum rotary furnace designs in the U.S. and Canada.”
Can-Eng Furnaces Intl., Ltd.: “Yes, particularly in finished component heat treatment systems (T4, T5, T6, and T7 processes). The processing demand is coming from new vehicle (ICE, hybrid, electric) model line-ups that are focusing heavily on lightweighting body in white (BIW), structural, and suspension components that are being converted from steel to aluminum.”
Lindberg/MPH: “We have seen an increase in aluminum scrap melting in the recent past with larger capacity melters being quoted.”
Premier Furnace Specialists: “We’re seeing a steady demand for aluminum processing equipment. Typically, our clients are requesting either aluminum solution furnaces, drop bottom furnaces, or pre-heat furnaces. There has been an increased demand for larger furnace chamber sizes and heavier load capacities as more customers are requesting furnaces that can handle a variety of materials, temperature ranges, and processes. It seems the aerospace industry is driving most of the demand at the moment.”
SECO/WARWICK: “On the molten metal side of the SECO/WARWICK business, there are a few significant projects out there which are active, and the level of inquiries is good!”
Wisconsin Oven: “We have seen an uptick in aluminum solution treat and aging equipment in recent years.”
Tracy Dougherty Chief Operating Officer AFC-Holcroft LLC Tim Donofrio Vice President of Sales Can-Eng Furnaces International, Ltd.Kelley Shreve General Manager Lindberg/MPHJacob Laird Mechanical Engineer Premier Furnace Specialists, Inc./BeaverMaticDan Peterson Product Manager Molten Metal Furnaces SECO/WARWICK Corp.Mike Grande Vice President of Sales Wisconsin Oven Corporation
AM/3D: Allusive Adoption
Has additive manufacturing/3D printing contributed to current business levels?
AFC-Holcroft: “It’s been an ongoing topic, but volumes are still low, which has kept heat treating equipment investments at a minimum.”
Lindberg/MPH: “There have been more requests than in the past few years for sintering applications which, I believe, is largely driven by the increase in 3D metal printing manufacturing.”
Premier Furnace Specialists: “The company has been receiving a number of requests for smaller batch style ovens for the processing of additive manufactured/3D printed materials. We have also fulfilled a number of requests to alter existing or used systems to meet new process requirements.”
SECO/WARWICK: “On the molten metal side, this would be what we call the powdered metals industry, we has not seen much interest in that area this year. One exception is an inquiry that our sister company Retech was fielding.”
Have international supply chain disruptions impacted demand for your company’s equipment?
AFC-Holcroft: “There are certainly disruptions, but we’re finally starting to see some improvements. Our team has worked hard to mitigate the supply chain challenges through unique forward-looking programs with our suppliers and clients. As far as demand goes, it has not had an impact at all. In fact, we are currently experiencing booking levels that we haven’t seen in more than 20 years.”
Can-Eng Furnaces Intl., Ltd.: “Clients are planning ahead to address the longer lead times.”
Lindberg/MPH: “We have noticed that supply chain issues in general, both domestic and international, have created an environment where lead times to build equipment have more than doubled. This has caused many clients to begin looking for alternative solutions to meet their needs, as they cannot wait two-thirds of a year for equipment. The largest delays are with refractory, gas burners, alloy, and many various control components.”
Premier Furnace Specialists: “Actually, we’ve seen an increase in demand for our equipment from various industries impacted by disruptions. Many companies seem to be reassessing their supply chains and expanding production capacity to avoid future disruptions.”
Dual pit furnace and water quench tank system designed and built for a client in the aluminum castings industry. It is used for aluminum solution heat treating of thick walled castings. Each furnace has a 4,000 pound gross load capacity and an operating temperature range of 300°F – 1100°F. (Source: Premier Furnace Specialists/BeaverMatic)
SECO/WARWICK: “Lately our clients are for projects that are further out, 1–2 years in some cases. Most of our end users are aware that prices are still moving up and deliveries are stretched out, however there have been some improvements of deliveries on MCC’s and PLC’s.”
Wisconsin Oven: “Not that we know of.”
The State of Sustainability in Aluminum Market
Has the sustainability push affected demand for your equipment?
Horizontal quench system used for the solution treatment of aluminum parts (Source: Wisconsin Oven)
AFC-Holcroft: “Again, no impact on demand, but our group has been offering many ‘green’ options on our equipment for years to assist our clients in the drive for a reduction in their carbon footprint.”
Can-Eng Furnaces Intl., Ltd.: “Yes, there’s more emphasis on reduced environment impact processes and equipment designs.”
Lindberg/MPH: “Not really. We have had a couple of RFQ[ET7] ’s come in related to green energy, but they are very slow-moving projects with a lot of R&D on the buyers’ end. Additionally, we have been asked to partner with these clients to develop a solution to help them meet the end goal.”
Premier Furnace Specialists: “For a minor segment of clients, the push for sustainability seems to be driving a demand for electrically heated equipment rather than natural gas. Even for those clients, however, the main deciding factors are still local utility costs, existing facility restrictions, and familiarity with existing equipment.”
SECO/WARWICK: “Environmental sustainability has definitely affected what our clients are looking for on most new inquires. Most have strict emissions requirements and are looking for combustion systems with lower NOx and higher fuel efficiency. Peripheral hooding is also commonly requested to capture emissions from around door openings and over charge wells. I would not say that sustainability has diminished the demand, however it has affected what they need with regard to emissions compliance.”
Wisconsin Oven: “Clients occasionally request energy-efficient features and designs, but not more often than in the past.”
Anticipating Growth and Novel Aluminum Applications
What plans are you making to meet future market demand?
AFC-Holcroft: “We are a global group and have recently restructured our organization to better serve our customers. We have also undergone a facility expansion to help reduce our carbon footprint and provide our clients with the best products and deliveries available in the market. This includes an expansion of our build to stock production planning to greatly reduce lead times on UBQ furnaces and EZ endothermic generators among other products.”
Can-Eng Furnaces Intl., Ltd.: “We have increased emphasis on electric battery vehicle component and materials processes and equipment design development. Additionally, we are planning further use of electric energy as an alternate heating source for system designs.”
Lindberg/MPH: “We are looking to work with vendors to create vendor managed inventory in order to reduce lead times, as well as hire additional employees to reduce labor driven lead times. We continually look for additional vendors to remain cost competitive and reducing the overall cost of manufacturing.”
Premier Furnace Specialists : “We’ve expanded vendor and supplier listings. We have also gained experience implementing existing and new alternatives for almost all of our furnace components. By reassessing our standard component choices and offering a variety to clients, we have been able to substantially reduce lead times which allows for more efficient and flexible production while reducing costs.
“We have also added new technology to aid in our manufacturing. Building parts in-house significantly cuts down on lead times and pricing. Thus, clients know that their equipment will have little or no downtime, saving them the time and stress of not running product.”
SECO/WARWICK: “We are adding engineers, field service technicians, etc. and having our “seasoned veterans” bring them up to speed! We have also moved to a larger new office location to accommodate future growth.”
Wisconsin Oven: “We have acquired additional floorspace in recent years and have been hiring aggressively in the last six months.”
We will be celebrating the holidays with family, and our offices will be closed from December 22 to January 1. Look for your next Heat Treat Daily e-newsletter on January 2nd!
2023 has been a year of many new things, and we are thankful to have seen many of you in-person. The heat treat community is one that is warm (pun intended) and vibrant.
We are looking to 2024 with much anticipation and hope for even more opportunities to work together and challenge ourselves and others with new ideas in the North American heat treat industry.
Thank you for the opportunities every day to serve and encourage you in our heat treat corner of the world. From the entire Heat Treat Todayteam, we wish you a very joyous and restful Christmas celebrating the birth of Jesus Christ!