What are the ways to improve the cleaning process of component parts and reduce smoke from residue and environmental impact? Mercury Marine faced this challenge head on with a new system. Learn more about their solution in today’s Technical Tuesday case study written by Chris Tivnan the sales manager for North America at SAFECHEM North America Inc.
This informative piece was first released inHeat Treat Today’sAugust’s 2025 Annual Automotive Heat Treating print edition.
Mercury Marine’s Need for Clean
Mercury Marine is a world leading manufacturer of marine propulsion systems headquartered in Fond du Lac, Wisconsin. A subsidiary of Brunswick Corporation, Mercury Marine designs, manufactures, and distributes engines, services, and parts for recreational, commercial, and government marine applications.
Mercury Marine has an in-house heat treatment facility for the components they manufacture. These components include gear case parts, such as propeller shafts, pinions, forward and reserve gears, and clutches. The parts undergo typical manufacturing steps like turning, milling, or gear tooth generation. Some machines allow for dry cutting, while others involve hydraulic oil. In total, more than 170 distinct metal parts require cleaning before undergoing vacuum carburizing, hardening, tempering, and/or cryogenic treatments.
Carburizing with Closed-Vacuum Solvent Cleaning
But vacuum carburizing has not always been the technology of choice for Mercury Maine. Prior to 2023, parts and components underwent initial cleaning in an aqueous washer before proceeding to atmospheric carburizing. Then, they were quenched in oil and then underwent another round of cleaning with a water-based cleaner.
Figure 1. NANO vacuum carburizing system from ECM
Mercury Marine made the strategic decision to transition from atmospheric carburizing to vacuum carburizing in 2023. The shift was motivated by concerns related to smoke and environmental impact, particularly the evaporation of oil residuals during tempering. The desire for an overall environmentally friendlier process further fueled this change.
Vacuum carburizing benefits from more stringent cleanliness requirements on parts whereby all residue oils, greases, and debris must be removed entirely to prevent contamination of the furnace and the vacuum pump system. As a result of these considerations, Mercury Marine replaced their existing aqueous cleaning process with solvent-based cleaning, convinced that this solution provided superior and consistently reliable cleaning results.
Figure 4. With lipophilic and hydrophilic properties, DOWCLENE™* 1601 removes oils and greases just as effectively as certain polar contaminants like cooling emulsions or solids (e.g., particles and abrasives). Source: ECM USA
Their furnace equipment manufacturer ECM recommended a closed-vacuum solvent-based cleaning machine (Model: SOLVACS 3S) from the manufacturer HEMO. This design could be seamlessly integrated into their NANO vacuum carburizing system.
The vacuum cleaning machine runs on the modified alcohol solvent DOWCLENE™* 1601. Because of its lipophilic and hydrophilic properties, DOWCLENE 1601 can remove oils and greases just as effectively as certain polar contaminants like cooling emulsions or solids (e.g., particles and abrasives). The solvent also has low toxicity and good biodegradability.
Enabling High Environmental and Safety Standards
The switch from aqueous to solvent cleaning initially raised some safety concerns within Mercury Marine’s environmental safety committee. However, these concerns were swiftly addressed once the committee understood the operation of a closed vacuum cleaning machine and how it contributes to the highest safety and sustainability standards.
First, the airtight design of the machine virtually eliminates air emissions. The hermetically sealed construction means there is minimal risk of contaminating groundwater. Additionally, full machine automation removes operator handling and minimizes chemical contact.
Figure 2. While closed vacuum cleaning machines enable high-quality cleaning results with strong safety and sustainability standards, HEMO designs integrate seamlessly into furnace lines
Second, the machine’s built-in distillation unit enables continuous solvent recovery — as high as 95% in Mercury Marine’s case — thereby significantly reducing chemical consumption and waste while lowering overall cleaning costs. Distillation ensures that parts are consistently cleaned in fresh solvent. The effective cleaning result is further warranted by the high solvent quality in the rinsing step, followed by vapor degreasing as the last cleaning step, which is highly effective due to high temperature difference between parts and vapor. With the drying process below 0.1 psi, a perfect drying of the parts is guaranteed.
Additionally, unlike aqueous cleaning, solvent cleaning does not consume significant water, nor does it require wastewater treatment, providing a considerable cost and environmental advantage.
Using a simple test kit, solvent conditions can be easily monitored on a regular basis. Solvent lifespan can also be extended by adding stabilizers, reducing the need for frequent bath exchanges. Due to the high stability of the cleaner, only minimal stabilizer additions have been required since the machine was first put into operation.
Leveraging CFC for Solvent Cleaning
Another crucial factor supporting solvent cleaning is the use of carbon fiber composite (CFC) workload trays and fixturing of the heat treat batch in the cleaning machine. After cleaning the parts, the CFC fixtures are directly transferred into the vacuum furnace. This streamlined workflow eliminates the need to transfer parts between different fixtures, minimizing part damage or contamination while saving time. The durability and thermal stability of CFC fixtures make them ideal for such demanding applications.
Figure 3. Industrial robots streamline the loading and unloading of components in ECM’s vacuum furnaces and facilitate part transfers between systems, ensuring a fully automated heat treatment line
Since CFC is a highly absorbent material, it can soak up liquids during the cleaning process. Any remaining residue in CFC fixtures can be released during a vacuum heat treatment process, contaminating the oven, which will impact the process and cause improper heat treatment outcomes. Unlike aqueous cleaning, which leaves some liquids behind, solvent cleaning under vacuum conditions effectively removes these absorbed residues.
Additionally, CFC fixtures must be properly dried and moisture-free before entering the vacuum furnace. Moisture can lead to contamination, inefficient carburizing, oxidation, or vacuum system problems. Solvents dry much faster than water, mitigating the risk of water vapor migration into the vacuum carburizing system.
Superior Controllability and Quality Results
Since transitioning from atmospheric to vacuum carburizing, Mercury Marine has experienced many benefits due to a significantly more consistent and repeatable heat treatment process.
It is known that residual oxygen within the furnace atmosphere can react with alloying elements on the component’s surface. This interaction can lead to the formation of an oxidation layer, potentially affecting the compressive stress profile. Such layers need to be ground off. However, with vacuum carburization, these intergranular oxidations (IGO) no longer occur.
The vacuum carburizing process follows a precise “boost and diffuse” cycle, where the presence of carbon is transferred via acetylene. This approach provides superior controllability compared to atmospheric carburizing, where natural gas is used. Additionally, the absence of open flames and the energy-efficient design contribute to reduced greenhouse gas emissions.
In the past, Mercury Marine faced cleaning challenges following oil quenching. While maintaining clean quench oil is essential, frequent oil changes can be costly. When the quench oil was not cleaned frequently enough, deposits adhered to parts, especially drive shafts with spiral oil grooves for passage. Despite attempts at aqueous cleaning, such debris could persist, and additional blasting was needed to remove them.
Vacuum carburizing has eliminated this problem as the parts now undergo gas quenching instead of oil quenching, removing the aqueous cleaning step altogether.
The investment in a new furnace system, along with the integrated closed vacuum solvent cleaning machine, has proven highly beneficial. The fully automated system ensures that technicians are not manually handling baskets, while parts are cleaned to the highest standard, enabling a seamless vacuum carburizing process. Mercury Marine has expressed great satisfaction with the results, recognizing the system as a valuable addition to their manufacturing operations.
About The Author:
Chris Tivnan Sales Manager North America SAFECHEM North America Inc.
With two decades of experience in the chemical industry, Chris assists manufacturers in determining the right choice of cleaning agent and their parts cleaning operation. He also manages relationships with regional distributors as well as local OEMs/OEAs.
In this Heat TreatRadioepisode, host Doug Glennsits down with Fernando Carminholi, the business development manager at Hubbard-Hall, to discuss solvent and aqueous cleaners and why cleaning is a crucial step in both pre and post thermal processing to ensure quality part outcomes. Fernando offers practical guidance, discusses solvent vs. aqueous cleaning methods, common pitfalls, and upcoming EPA regulations that could impact the industry.
From production to engineering to quality, there are valuable insights for everyone on optimizing cleaning process for better part quality, longer furnace life, and maintaining compliance in the latest regulatory environment.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn:Welcome toHeat TreatRadio.I would like to start off with some parts cleaning basics. Do all parts need to be heat treated? Why do we do cleaning? And what are the risks of not cleaning?
General Parts Cleaning (01:40)
Fernando Carminholi: Thank you for this opportunity to talk about cleaners and the importance of cleaning. We’re going to focus on the cleaning before the heat treat, but there is also a cleaner after the heat treat when you remove quenching agents.
You asked how to know if parts need to be cleaned. And my answer to that is “yes,” and it could be “maybe” as well. The “maybe” is because some really light oily parts with light oil go to the furnace and there is not a problem. I would say that maybe 10% of all the parts heat treated do not need cleaned in any kind of operation. They go from stamping or deep drawing straight to the furnace.
But the rest — the 90% — will require cleaning. And that’s exactly what we’re going to talk about today.
Approximately 30%–35% will pass through a solvent cleaning. When we’re talking about solvent cleaning, there are two different ways to clean parts. One is the well-known technology of open-top degreasers. You have your solvent in a proper tank, and then you have some chillers on top to hold the vapor; this is called a “vapor degreaser.” You see a lot of these machines on the market from the 80s and 90s.
Another way to use solvents is in a closed vacuum machine, which is a more technologically updated machine.
And the rest of parts, I would say more than 50%, are cleaned in water-based cleaners, which could be in a spray application, a spiral tunnel, or immersion.
And normally, what kind of oils do we clean? As the years go on, there are new regulations for the oils with all the modernization. Every year the R&Ds work with new kinds of oils — cooling fluids, rust inhibitors, forming lubricants, and deep drawing compounds. Plus, they could be synthetic, and every year the oils become more difficult to remove. That’s the big challenge for the cleaning operation.
Doug Glenn: I assume the solvents must keep up with the changes in the chemistry of the cleaners?
Fernando Carminholi: Sure. Both of the systems have to keep up: the solvents and the aqueous.
Doug Glenn: If I’m hearing you right, Fernando, you’re saying that probably 90% of parts in in the heat treat process are cleaned. Maybe 35% of those get solvent-based cleaning and the rest aqueous-based.
I’ve heard that there are various reasons why we clean. Obviously if you’re going into a vacuum furnace, there are different reasons for why you clean than if you’re going into an air and atmosphere furnace. You’re wanting to make sure you don’t drag all those contaminants into a vacuum furnace. That’s one reason why you clean, right?
Fernando Carminholi: Exactly. But most will be more atmospheric furnaces. And then what do you drag in? Most of the clients we’re talking about move high volumes inside the furnace.
Let’s think about it in two different ways. If you don’t clean at all, or you have a bad cleaning, what is the problem? If you don’t have a cleaner at all because it’s a really light, clean oil and part that doesn’t drag that much oil, it could be fine.
But let’s think about a big operation with lots of oil, maybe fasteners or a kind of part that carries more oil to the furnace; it will produce a lot of drag and it will burn. You will have furnace contamination that will contaminate the oxygen and the carbon — it can cause decarbonization which can affect the hardness and the mechanical properties of the parts. The easiest way to see that this is happening is if there is a lot of smoke, which is common.
Fasteners that may carry more oil to the furnace
Doug Glenn: It is common. And one thought I had is not only will it potentially affect the parts, but it can impact the life of your furnace because you’re getting a lot of contamination, it’s going to need more maintenance, and you can damage your furnace.
Fernando Carminholi: Definitely. It will need more maintenance and shorten the life of the furnace. The smoke can also cause an uneven heat distribution inside the furnace and can lead to warping, cracks, and inconsistent hardness on the part. And that’s the result of no cleaning at all.
Now look at it another way. If you have the cleaner, machine-cleaning solvents or water based, and somehow you’re not cleaning the parts well, you can drag more than oil to the furnace. You can drag other compounds. With water-based cleaners in particular, you can drag the rinses together with all the chemicals.
And you have a different areas, like in nitriding or FNC operations, where the area with the oil that was not cleaned well will suffer some soft spots and unformed hardness — like the opposite of using sunscreen on the beach. You can cause surface defects like heating stains and areas that are well heat treated as well as areas where the structure is not as expected.
Doug Glenn: It’s almost like unintentionally using a stop-off paint on your part.
I want people who may not have dealt with parts cleaning in the past to hear some of these things: Not all parts need cleaned. A good number of parts do. If oil on the surface, or contamination, or spottiness on the finish of the part is not an issue, then you may not need to wash. But a very large percentage of parts that are heat treated do get washed in either solvents or aqueous-based, water-based solvents. And it’s good for the life of your furnace, the interior furnace, the maintenance of your furnace, and the properties of the parts.
Legislation (11:40)
I want to move on to a second topic that I thought would be very enlightening to some of our more experienced parts cleaning people. That is the area of legislation that Hubbard-Hall is aware of that’s going to be coming down the pike that we need to be aware of. Can you talk a little bit about the legislation regarding parts cleaning?
Fernando Carminholi: When we’re talking about legislation, everything that the EPA stated, let’s separate again into two different topics: water based and solvent based. When we’re talking about water-based cleaners, you have to watch out for what kind of raw materials you’re using.
What is the cleaner formulation? Because if you don’t rinse well, that’s something that you need to control in your process. If you don’t rinse well, you’re going to be dragging a lot of those materials. That can cause all the problems that we’ve already talked about. But legislation for water-based cleaners is less problematic.
I would like to wave a red flag right now because if you’re working with some product that will be restricted, you need to change.
And then, for example, you have some restrictions with some surfactants. And it’s based, but, for example, none of the latest. All those new formulations, I would say that they’re already free of.
Another big topic to discuss, and something that everyone is talking about now, is products containing PFAS. It could be in both a water-based cleaner and in the solvent.
Doug Glenn: What are those two things that you mentioned?
Fernando Carminholi: PFAS are fluorinated compounds. You see a lot of these in Teflon based, fire extinguisher foam, and in a lot of different things in the industry. These are forever chemicals. So far there is not a good, stable way to treat and eliminate these chemicals from the drinking water. This is something that the industry is regulating: how to treat and how to waste those chemicals because some of those compounds.
We’re talking about PPT (part per trillion); it’s a really low amount in the drinking water. But this is something to watch out for on the chemicals. This is something that is already suffering restriction, and it’s a hot topic.
Doug Glenn: Are these rules that are coming down federally based or are they state based?
Fernando Carminholi: These are federal. If you look up PFAS, all the surface finishing world and the wastewater world is talking about them. If you look at Congress, a lot of regulations from the government are talking about maybe having different states with different numbers. This is something that is already defining the rules and defining how to analyze and how to treat it.
Hubbard-Hall already does PFAS-free manufacturing. We decided not to work in this way.
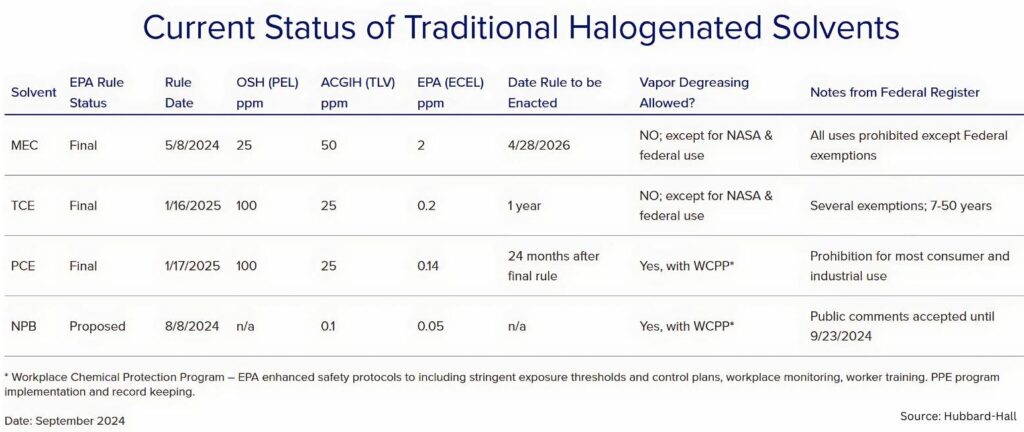
I would like to switch gears a little bit here. With regulations, normally we talk more about the solvents. The solvents we’re talking about — methylene chloride, TCE (trichloroethylene), perchloroethylene, propyl mide — are the halogenated solvents that are already on the list. The EPA is working on this already.
I have a cheat sheet with some numbers I would like to bring up. If you go on the Hubbard-Hall website, you can find this table. To create this chart, we took all the regulations and put them in one table for different solvents. When the EPA rule was stated, for example, methylene chloride is already finishing. The rule was dated March 2024. All companies have until March 2026 to stop using this solvent as a cleaner.
Click the image for more information
There are exceptions. For example, if you use them for NASA or federal use, you have a little bit more time. For TCE, you have less than one year; by January 2026th, you’re not going to be able to use TCE as a vapor degreaser.
There are some alternatives for that. If you’re using an open-top machine, fluorinated solvents are an alternative; they have low global warming potential and are non-flammable, stable products. Those are available on the market.
Another alternative is modified alcohol, which is the best choice. This is a formulated alcohol. It’s not a book solvent. It’s a formulated product. It has a good cleaning ability and a good permeability because that’s the beauty of the solvent. It can go between the parts or inside the holes to clean everything. And modified alcohols can be used in the vacuum cleaning machine. It will work almost the same as the vacuum furnace. But on the cleaning side you have all the equipment running in a vacuum and you have a distillation process that will remove oil and the water from the part.
Doug Glenn: I’m curious about that chart that we were looking at. As you know, most of our readers and listeners are manufacturers who have their own in-house heat treating and we get a lot of commercial heat treaters, too. But our core audience are those manufacturers who have their own in-house heat treat. How many of them do you think are using either solvent or water-based solutions that are going to be ruled out by these regulations?
Fernando Carminholi: I would say that today 20% use halogenated solvents that need to be ruled out and switched for another technology. In some states, such as New York and Minnesota, this is already in place. They cannot use them. But the final date rule to be enacted, for example, for TCE would be January of 2026.
The unique one that is just proposed but is not finalized yet is the NPB. I think that will take between 3–5 years to be fully restricted.
Doug Glenn: It seems safe to say that there’s a significant number of people out there currently using cleaning solvents that will be outlawed over the next 3–5 years, so they need to start looking for another technology?
Fernando Carminholi: I would like to wave a red flag right now because if you’re working with some product that will be restricted, you need to change. Or use the same equipment. But as I told you, the fluorinated solvent would be 3–4 times more expensive.
On the other hand, if you’re going to buy equipment to use modified alcohol, there are not that many equipment manufacturers and that’s the limit. If 20% of this market needs to change, they will expect to change six months before. I would say that today you have equipment manufacturing expecting to deliver equipment in six months.
Doug Glenn: People need to keep in mind the lead time that they’re not going to get that equipment that quickly.
Aqueous Based vs. Solvent Cleaners (25:07)
Doug Glenn: Let’s jump in and talk about the pros and cons of using aqueous (or water-based) versus solvent cleaners. What’s the difference and why would we choose one over the other?
Fernando Carminholi: This is a really extensive debate. You can see some videos at the Hubbard-Hall website talking about this. What I see in the market is that companies selling only solvent will always talk poorly about the water-based. Companies that sell only water-based products are talking bad about the solvents and regulations.
I would say that Hubbard-Hall plays on both sides. We understand the best usage for different applications. I would try to go on the really high level. “Hey, I am the solvent side; I need to keep on the solvent side.” Or, “I need to go for a water based.”
First of all, you need to understand the contamination. What kind of oil? We’re talking about the cooling fluid, rust inhibitor, dip drawing, a lot of heavy, chlorinated oil, whether it contains sulfur, or whether it is a polar or nonpolar-based — that would decide what kind of solvent or water-based product you’re going to use. Normally, when you have an oil-based hydrocarbon, it tends to be easier to remove with solvents. When you have a water-based cooling agent or rust inhibitor, that’s easier to remove with a water base. This is one thing to consider, but it doesn’t mean that if you have a hydrocarbon you cannot remove it with water.
A discussion about waste and cost of parts cleaning
Another thing that you need to take a look at is the part geometry. If it is a flat part, it’s easy to remove oils with a spray. Or you may need ultrasonics to remove oils if there are a lot of blind holes and parts really close to each other. That’s an advantage of going to the solvents here because even if you use a really good surfactant, which will change the surface tension, the solvent tends to have a much better permeability — that’s the term for cleaning the really deep holes and the parts really close to each other.
Another thing to consider is I would call overall the EHS. That means what is the company? Is it okay to use inside the factory? Do I need VOCs? Do I need aqueous to be VOC free? For solvents you need to check how flammable they are.
Waste in Cleaning (29:07)
When we’re talking about waste and footprint — what is the difference between the systems? The footprint for solvent is smaller because all you need is the degreaser machine, open top or vacuum cleaner. You clean and you dry. Normally, the drying process is way easier with the solvent.
Plus, you don’t have all the other processes needed for the water based. All the waste generated from the solvent that you have is possibly some water that came from the water-based rust inhibitor or even the oil or some cleaner that is already gone. You have this weighed and then you send for a partner that will pick it up and take care of the waste.
For aqueous, this is different. You will need rinses. You will need a temperature to dry. You need blowers; you need heaters. The o-rings [ET1] may be needed to dry the parts, and that’s a problem. If you leave the water behind, it can lead to corrosion, for example. So that’s a big difference between solvent and water-based.
Doug Glenn: The reason the solvent is not an issue so much with the drag out, where you keep part of the cleaning solution on the products, is because of evaporation? Solvents evaporate much quicker than water.
Fernando Carminholi: Yes, that’s right. That’s why old open-top vapor machines could be a problem because the EPA [MS2][JM3] tightens limits every year. When you have an old machine with chillers on the top, you have the vapor phase, which is when you heat up your solvent. And then you have the chillers, which is the coil to condensate back. If the chiller is not working well, the solvency will go to the atmosphere. At the end, when you take out your part, it will dry up really easily. When you go for the closed system, you don’t have this emission.
That is another big difference between solvent and water-based. When you have a machine based on the solvent, you feel the machine. Normally, we’re talking about five to ten drums of product, and the consumption is really low. Clients spend one drum every 2 or 3 months for solvent depending on the system. For aqueous, you need all the rinses. So every time that you run a load, you go through the rinse, and you drag solution out of your tank, so the consumption will be higher for water based.
The Cost Debate (33:07)
Doug Glenn: So as far as variable cost, your aqueous system might have a higher operational cost?
Fernando Carminholi: That’s another good debate. The operational costs need to include the equipment as well.
Doug Glenn: I was going to ask about the difference between capital equipment costs. You said the solvent is a smaller footprint, does that mean it is a lower price?
Fernando Carminholi: Yes, I would say for the aqueous, if you need to include ultrasonic, for example, because you need an invasive way to use the waves to clean the parts, it will increase the cost. However, normally the cycles for the water based are lower. You can produce more parts.
No clear winner here when talking about cost
For example, if you were cleaning parts in a plant that already has a wastewater system, you will need to treat the water (possibly 1 to 2 gallons per minute depending on the flow rate on the rinses). This water needs to be treated before it is dumped into the sewage. You also need to follow the regulations and the limits.
But the cost overall depends on the parts. If we start to talk about cost, there’s a big difference now. Not that long ago, before Covid, water used to be cheap. But now water is very expensive. Energy is very expensive. Waste is very, very, very expensive. Then if you take all this rework, it is unacceptable. We like to say, cleaners can be cheap, but poor cleaning is always expensive.
The cleaning process will be cheaper than the heat treated part or even the steel or grinding or blasting. If you take the overall cost, cleaning is nothing. But if you don’t do the best that you can do, it can cause a huge problem, and that’s one thing to keep in mind.
Doug Glenn: Product failure, most notably. The more critical the part, the more important to make sure it’s cleaned.
Is it safe to say there’s no clear winner here when we talk about cost of equipment versus cost of operation for aqueous or solvent?
Fernando Carminholi: It really depends on the parts, the level of cleanliness that you want, and the kind of oil you’re using.
If you have a part that cannot be cleaned with aqueous because there’s a lot of holes and you need to clean inside the holes or the parts are close together, then there is no comparison. But you can bring up a lot of factors and put them side-by-side.
Solvent could be more expensive because of the chemical consumption, but for aqueous you need more equipment. When you’re talking about a vacuum cleaning machine, it will be a substantial capital expense for the equipment — over $1 million.
I’m seeing equipment manufacturers for the vacuum washing machine. They’re looking at the market and they see the problem of the mix of oils and cooling and you can use what they call a hybrid system. On the same machine you can use water-based fluid and then go to the solvent fluid. That’s a new feature in the market.
Doug Glenn: That’s very interesting. It’s a hybrid piece of equipment that starts with an aqueous wash and then finishes up maybe with a solvent washer?
Fernando Carminholi: Exactly.
Cleaning and the Environment (39:03)
Doug Glenn: Let’s move on to the fourth and final topic. I want to wrap up this third thing that we’re talking about as far as the pros and cons of aqueous versus solvent. If a listener has questions about which system makes the most sense for them, I’m sure your team at Hubbard-Hall can help them answer that question.
Fernando Carminholi: The best way to evaluate is to get a picture of your situation. We look at your costs, the pros and cons that you have today, your timeline for changing, whether you’re solvent regulated, for example.
We can do a scenario on how much you’re going to spend on the new line if you need a new line. We do have a prototype line where we can run some tests, different cleaners or solvent, or open-top machine. We can run different scenarios, evaluate the costs, and find a more environmentally friendly solution.
Doug Glenn: The last question I do want to ask you is about the cleaning process. How do we make it more efficient, profitable, and environmentally friendly?
Fernando Carminholi: The chemical manufacturers look it up in different ways. Let’s start with the solvent. Like I told you, there are a few. It’s a really low drag out. But it is dependent on the solvent, especially talking about modified alcohol. All the oil that you bring on the part could contain product that would change the pH of the chemical, and it could go really acidic or it could go really alkaline. That will screw up your machine; that will attack your parts. So, you lost the solution. You can have problems with the seal casket. You can attack the parts if you go acidic.
There are some ways to extend the life, and then you can analyze the solvent. You can add some stabilizers to continuously use the same solution because this is a fairly new technology. About ten years ago, the chemical manufacturers developed way better stabilizers to handle these new kinds of oil that we mentioned to extend the shelf life or the life of the solvent as much as we can. That’s a big savings.
On the aqueous side, what can be done? The problem here is why you dump your process. It’s because oil as well. Hubbard-Hall does work with a feature that’s a piece of equipment that is a membrane filtration. We built this equipment internally. We have sold it to many clients already. This technology has been on the market for 40 years; it’s well tested. This technology filters the oil out of the cleaner to extend the life of the cleaner.
I will give one example. We have a client with parts that are brake calipers. They need to dump the cleaners every 2–3 weeks. That’s a cost to put chemicals is a cost to treat. With the membrane filtration, it’s been more than five years without dumping the solution.
We understand that it recovers like 98% of the cleaner in the future oil that you don’t need. This changes the cost a lot. That’s why there are a lot of variables that we can put on the equation. That’s why I ask listeners with this problem that if you’re looking for the solution, we’re more than happy to jump in and evaluate one system or another and compare costs for what you have.
Doug Glenn: Does that membrane filtration system you’re talking about work on both solvent and water based?
Fernando Carminholi: No, normally the solvent has the distillation process to separate the solvent, the water, and the oil.
The main drain will work only on the water based and when you use product that will emulsify the oil. And emulsifying means the cleaner is able to mix the oil and the water like you see in milk when you have 2% of fat.
Doug Glenn: All right. Well, Fernando, I really appreciate your time and your being here.
Fernando Carminholi: Thank you for this opportunity. I hope that all the subscribers understand a little bit more clearly how important the cleaning process is before the heat treat.
About The Guest
Fernando Carminholi Business Development Manager Hubbard-Hall
Fernando Carminholi is the business development manager at Hubbard-Hall, a six-generation family business that develops, services, and supplies specialty chemicals for ferrous and non-ferrous metals. A chemical engineer graduate from E.S.P.M. in Sao Paulo, Brazil, he oversees the company’s distribution channels and business development team. Fernando has extensive experience in the chemical specialty products industry for surface finishing, focusing on industrial parts cleaning, metal pre-treatment, and functional electroplating.
Cemented carbide is often used interchangeably with other terms in the industry to describe a popular material for tool production. However, the specifics of what makes up a cemented carbide, and how this material can be processed, are not so widely discussed.
In this best of the web article, discover the composition, applications, and processes involved in sintering cemented carbide, as well as how vacuum furnaces play an essential role for this material. You will encounter helpful diagrams and resourceful images depicting each step of the process.
An Excerpt:
“Hard metal, or cemented carbide, refers to a class of materials consisting in carbide particles dispersed inside a metal matrix. In most cases, the carbide of choice is tungsten carbide but others carbide forming element can be added, such as tantalum (in the form of TaC) or titanium (in the form of TiC). The metal matrix, often referred as ‘binder’ (not to be confused with wax and polymers typically used in powder metallurgy) is usually cobalt, but nickel and chromium are also used. This matrix is acting as a ‘cement,’ keeping together the carbide particles (hence the ‘cemented carbide’ definition).”
Sludge, scale, and dirt are all undesirables in quench oils that can cause detrimental effects during quenching. Bag filtration and centrifuge filtration are put to the test in this investigation. Compare the results before you make your next purchase.
This Technical Tuesday article, written by Greg Steiger, senior account manager, and Michelle Bennett, quality assurance specialist, at Idemitsu Lubricants America, was originally published in November 2023’s Vacuum Heat Treatmagazine.
Introduction
The primary role of a quench oil is to dissipate the heat from a quenched load safely, quickly, and uniformly. Both sludge and heat scale have a higher heat transfer coefficient than quench oil and dissipate heat more than this quench medium. This can affect the performance of a quench oil.
To obtain the desired metallurgical results, the operation of a quench system must be both consistent and uniform. The presence of sludge from quench oil oxidation and scale within the quench oil, pump, and heat exchangers can lead to variability in key parameters such as grain size, hardness, case depth and surface finish. The best way to minimize the detrimental effects of sludge and scale is to remove these contaminants by filtration. This article will compare the two most popular types of commercial filtration available for oil quench systems: bag filters vs. centrifuge filtrations.
This article will compare the two most popular types of commercial filtration available for oil quench systems: bag filters vs. centrifuge filtrations.
Test Methods
To simulate a two-stage bag filter, the following lab procedure was followed.
A 300-mL sample of used quench oil was passed through a 75-micron filter paper. The filtrate from the 75-micron filter was then filtered through a 25-micron filter paper. To simulate the pressure typically found in an industrial bag filter, the filtration in both the 75-micron and 25-micron papers was aided by a vacuum pump that pulled used quench oil through the filter paper.
To simulate the effects of centrifugal separation, a benchtop centrifuge was used. A 300-mL sample of used quench oil was placed in a centrifuge tube and centrifuged for 25 minutes at a speed of 3,500 RPM. An additional 300-mL sample was placed in an identical centrifuge tube and centrifuged for 180 minutes at 3,500 RPM as well.
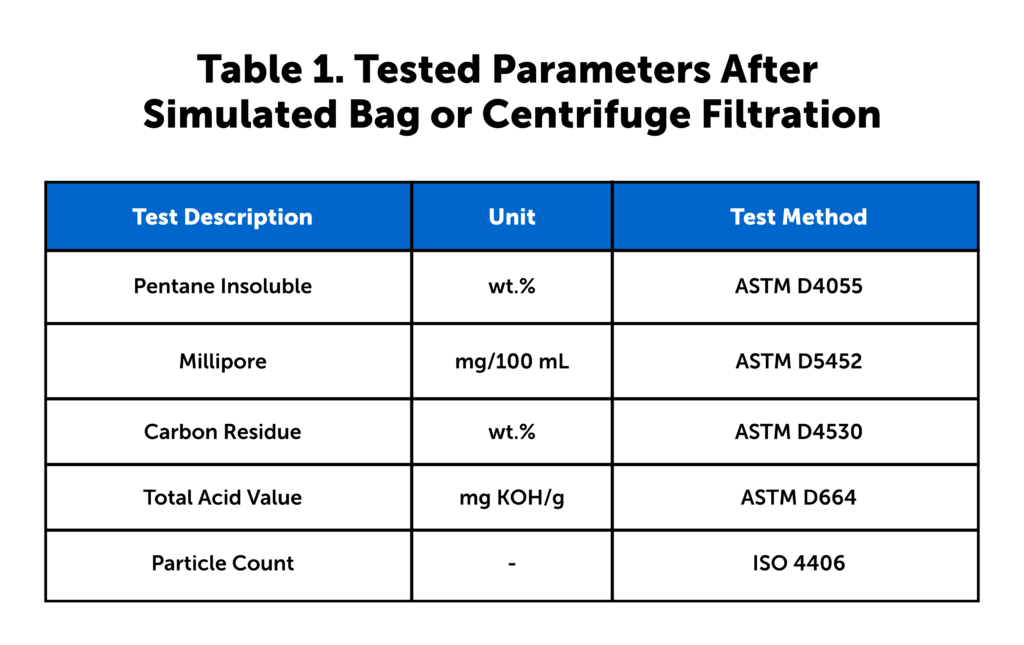
In addition to the lab testing of dirty quench oil samples, we monitored the particle count and pentane insolubles in samples from an in-use heat treating furnace. This study began with charging the furnace with clean quench oil that was filtered using a single stage 25-micron filter and collected after each filtration. At the conclusion of each timed centrifuge session, the filtrate and the centrifuged sample were tested across five tests, see Table 1.
Table 1. Tested parameters after simulated bag or centrifuge filtration (Source: Idemitsu Lubricants America) Note on Table 1: Pentane insolubles measure sludge and scale present in the quench oil after the filtration through the barrier filter or after the centrifuge. Millipore testing is a measure of the overall cleanliness of the quench oil after either filtration or centrifuging. Carbon residue testing measures the Conradson carbon in the filtered or centrifuged quench oil and is designed to determine if any of the quench speed improver additive in the quench oil has been removed via filtration or centrifuging. By measuring the total acid number (TAN) of the quench oil, it is possible to determine if the quench oil is becoming oxidized and beginning to create unwanted sludge. The ISO Particle Count tests for solids contamination, providing a quantitative value for the number of particles that are larger than 4 μm, 6 μm, and 14 μm.
Filtration Results
Because industrial quench oil filters are under a slight pressure, it would be very difficult to replicate this in a laboratory setting. To simulate the slight pressure found in industrial oil filters, we used a Buchner funnel connected to a vacuum pump to simulate the industrial pressure vessel. A similar setup is depicted in Figure 1.
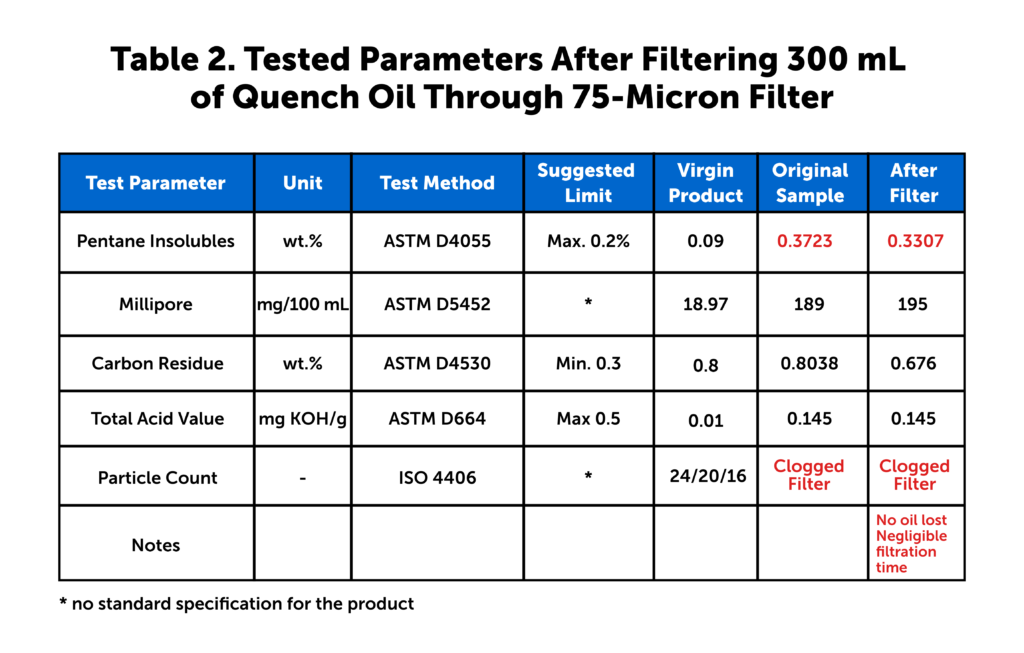
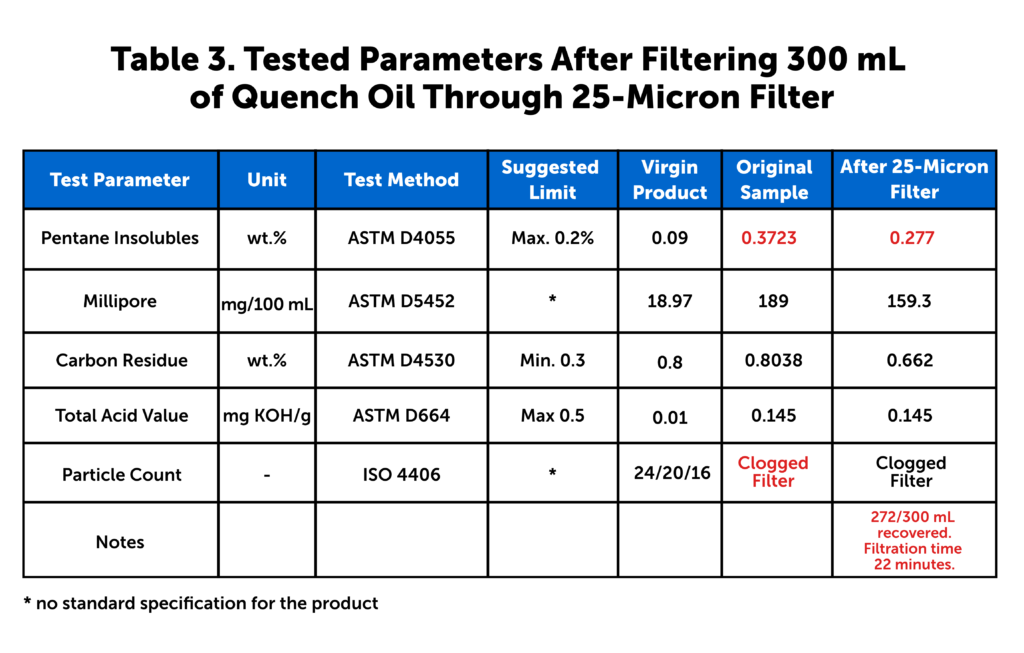
The results post-filtration are depicted in Table 2 and Table 3.
Table 2. Tested parameters after filtering 300 mL of quench oil through 75-micron filter (Source: Idemitsu Lubricants America)Table 3. Tested parameters after filtering 300 mL of quench oil through 25-micron filter (Source: Idemitsu Lubricants America)
Another popular method of filtration in a heat treating facility is through a centrifuge. While it is impractical to use a full-size industrial centrifuge in a lab, the same results can be achieved through the use of a smaller sample size and a benchtop centrifuge. A benchtop centrifuge similar to the one seen in Figure 2 was used to produce the results in Tables 4 and 5 (below).
Understanding the Test Methods: Bag/Barrier Filtration
Figure 3. Polyethylene felt filter bag and filter canister (Source: SBS Corporation)
Bag (or barrier) filtration is the most common type of filtration used in quench oil filtration. For the heat treater, there are many different size filters available, as well as different configurations varying in the number of canisters and filters. The filter creates a barrier that particles greater than the pore size in the barrier cannot pass. The primary reasons for its popularity are economics, simple operation, and design. A typical polyethylene bag filter and filter cannister can be seen in Figure 3.
The most common filter sizes are 50-micron and 25-microns. Both 5-micron and 25-micron filters were used in this investigation because the test sample contained a high level of pentane insoluble. Additionally, since it is commonly thought that using a 50-micron filter will cause blinding and clogging, we chose a 75-micorn filter and a subsequent filtration step of using a 25-micron filter to simulate a common two-stage quench oil filter.
Understanding the Test Methods: Centrifuge Filtration
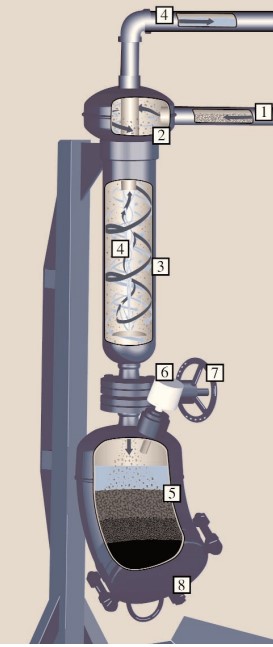
Using a centrifuge to filter out sludge and scale is also commonly used in many heat treating operations. The difference between centrifugal filtration and barrier filtration is centrifugal filtration relies on gravity, friction, and centrifugal force to separate the particles from a quench oil instead of a physical barrier (Figure 4).
Figure 4. Horizontal centrifugal filtration (Source: SBS Corporation)
In the horizontal centrifugal filtration diagram, the dirty oil enters the tangential opening (section #1) and is forced into a spinning motion. A centrifugal force (occurring in section #2) is based on the spinning pentane insolubles, scale, and any other solids contained in the dirty oil.
In section #3, the friction created by the flow of the solids, scale, and other undesirables encountering the steel body of the centrifugal separator creates a low viscosity shear layer. In section 4, the clean liquid travels through a vortex and leaves through a side discharge. The slowing velocity of the undesirables allows gravity to pull them into the debris collection area in section #5. The now cleaned oil regains its velocity and continues through the vortex created by the centrifugal forces acting on the solids to a center discharge and back to the quench tank. As the debris fills section 6, a light will illuminate, indicating the receptacle is full and needs to be emptied.
Once the undesirables fill the debris collection area, an indicator light signals the receptacle is full and a gate knife control valve (section #7), is manually closed so the debris collector can be opened via the closure (section #8).
Discussion
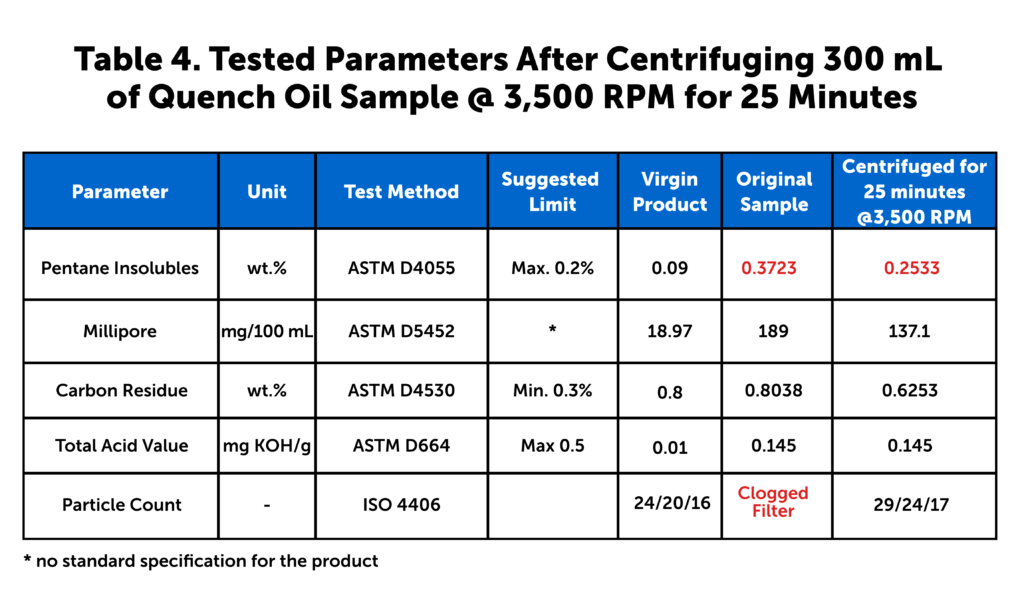
Table 4. Tested parameters after centrifuging 300 mL of quench oil sample @ 3,500 RPM for 25 minutes
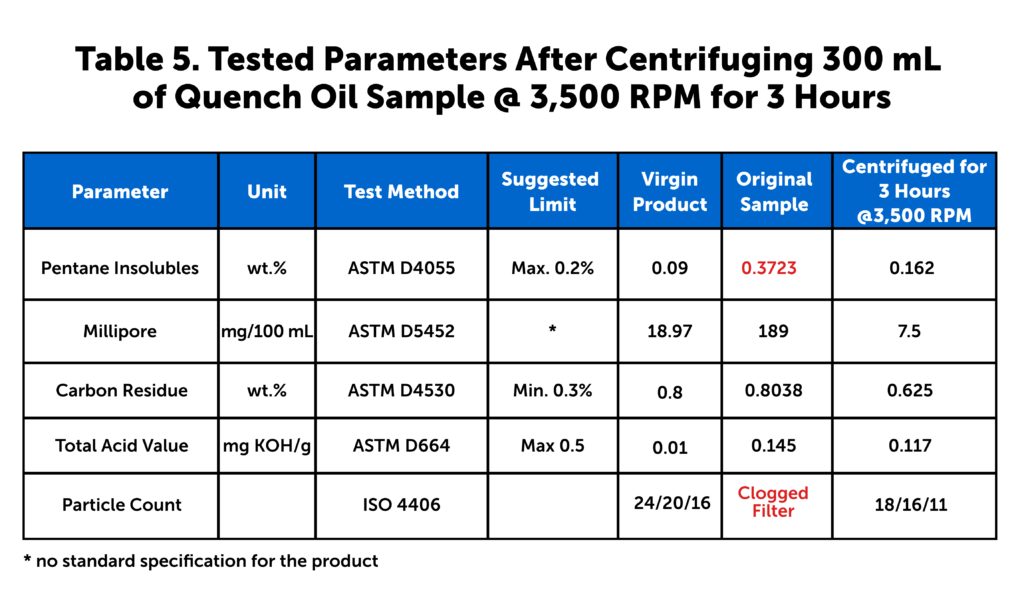
(Source: Idemitsu Lubricants America)Table 5. Tested parameters after centrifuging 300 mL of quench oil sample @ 3,500 RPM for 3 hours
(Source: Idemitsu Lubricants America)
As seen in Tables 2 and 3, filtration does improve the overall cleanliness of the dirty quench oil. The weight percent of the pentane insolubles showed a significant improvement when filtered through the 25-micron fi lter. However, the level of pentane insolubles was still outside of the suggested limits for the quench oil.
This was not seen when the quench oil was filtered through a 75-micron filter. The 75-micron filter had little or no effect on the Millipore results. The Millipore results increased when filtered through a 75-micron filter. This leads us to believe some of the particles within the dirty oil were forced through the 75-micron filter and not through the 25-micron filter, as the 25-micron filter showed an improvement in Millipore results.
An ISO particle count was not possible on the original used samples or the filtered samples because the filter clogged on all three test samples.
The largest difference in results lies in the carbon residue testing. The level of carbon residue is essentially the same after both the 75-micron and 25-micron filter samples. Both of the carbon residue levels are within the normal suggested limits. However, the high level of sludge in the original dirty sample is likely removing some of the quench speed improver from the quench oil. The removal of the quench speed improver changes the performance of the quench oil over time.
In examining the results of the centrifuge testing in Tables 4 and 5, it is clear centrifuging for 25 minutes has better effect on the cleanliness of the oil sample than filtering through a 25-micron filter. The level of pentane insolubles after centrifuging for 25 minutes at 3,500 RPM is still outside of the suggested limit. However, running the centrifuge for three hours under the same conditions not only brings the pentane insolubles within the suggested limits, the Millipore and particle counts also see an improvement over the virgin oil sample results. The carbon residue levels behave much the same as they do in the filtration tests.
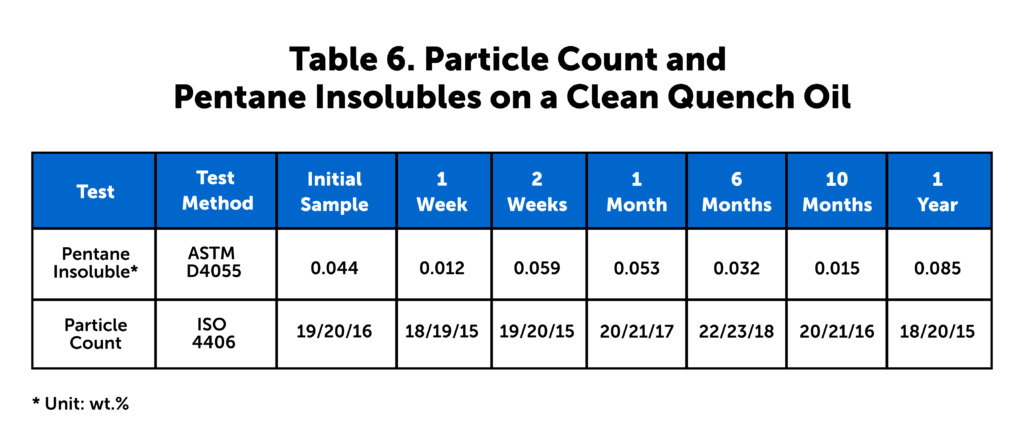
What is significant is the year-long study we conducted using actual customer data. In this study, a furnace was dumped, cleaned, and then filled with clean virgin oil. The authors then tested the ISO particle counts and pentane insolubles for one year after the furnace was charged with clean oil. These results are seen in Table 6. These data show essentially no change in the particle counts and a slight improvement in the level of pentane insolubles over the one-year period.
Table 6. Particle count and pentane insolubles on a clean quench oil (Source: Idemitsu Lubricants America)
Conclusion
From the testing conducted, it is clear the filtration through a 75-micron filter has little to no effect upon the tested parameters and the performance of the quench oil. The high levels of pentane insolubles will likely clog heat exchangers, pumps, and valves within the quench system. The dirty oil will also likely cause metallurgical issues such as isolated soft spots due to the slower heat transfer of the dirty oil. The results of filtering a dirty oil through a 25-micron filter show some improvement in the pentane insoluble levels. However, the result is still outside of the recommended limits for the oil. Additionally, the ISO particle counts were not able to be tested due to the overall dirty condition of the filtered sample.
In contrast to the bag filter samples, the centrifuge samples showed a marked improvement over the dirty sample. While the pentane insoluble level was slightly out of the recommended limit for the 25-minute centrifuge sample, all results were within the recommended specifications for the three-hour centrifuge sample. In some cases, such as the particle count, the centrifuge sample had better results than the virgin sample.
While the centrifuge and filter results both show how hard it is to effectively clean a dirty quench oil, the results from the year-long study show very little difference in particle counts and a slight decrease in pentane insolubles, which can be explained through the normal addition of virgin make up oil to the quench system.
It is clear both centrifuge separation and bag filtration can improve the overall condition of a dirty quench oil. However, if your level of dirt, sludge, and scale reaches near the levels of the tested sample, a centrifuge is better at removing these than filtration. Overall, the data show the most important and efficient method is to begin filtering a clean quench oil as soon as the quench tank is charged.
About The Authors
Greg Steiger is the senior account manager at Idemitsu Lubricants America. Previous to this position, Steiger served in a variety of technical service, research and development, and sales and marketing roles for Chemtool Incorporated, Witco Chemical Company, Inc., D.A. Stuart Company, and Safety-Kleen, Inc. He obtained a BS in Chemistry from the University of Illinois at Chicago and recently earned a master’s degree in Materials Engineering at Auburn University. He is also a member of ASM International.
Michelle Bennett is the quality assurance specialist at Idemitsu Lubricants America, supervising the company’s I-LAS used oil analysis program. Over the past 12 years, she has worked in the quality control lab and the research and development department. Her bachelor’s degree is in Chemistry from Indiana University. Michelle is a recipient of Heat Treat Today’s 40 Under 40 Class of 2023 award.
Discover expert tips, tricks, and resources for sustainable heat treating methods Heat Treat Today's recent series. And, if you're looking for tips on combustion, controls systems, or induction in general, you'll find that too! Part 1, today's tips, digs into cleaning and maintenance
This Technical Tuesday article is compiled from tips in Heat Treat Today's May Focus on Sustainable Heat Treat Technologiesprint edition. If you have any tips of your own about induction and sustainability, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
1. Maintenance of Induction Coils Used in Hardening Applications
Contact us with your Reader Feedback!
Soap and hot water will remove sticky quench and debris. Source: Induction Tooling, Inc.
How should you maintain induction coils used in hardening applications? Elbow grease — a little goes a long way. After each use, a simple solution of soap and hot water will remove sticky quench and debris. Scrub hardened dirt with a Scotch-Brite pad. Check for pitting, arcing, and insulator damage. If all is good, use a hot water rinse, and it’s ready for use. If the inductor is to remain on the machine for an extended period, it is advised to wash it and the associated bus daily. Check for damage. Following this simple procedure will reduce business waste.
As industry tries to become more “green,” a number of companies are switching from lubricants that are petroleum or mineral oil-based to water-based (“aqueous”) lubricants instead. However, some of these companies then make the mistake of not changing their degreasing fluids that they use to remove these lubricants prior to their next processing operations, and stay with their standard degreasing fluids, such as acetone or alcohol, which are not effective at fully removing water-based lubricants. Instead, they need to run tests to find an appropriate alkaline-based degreasing fluid for such water-based lubricants, since alkaline-based degreasers will be effective at removing such lubricants. Commonly available dish-detergents (alkaline-based) have been shown to be highly effective for such use.
How clean is clean enough? Insufficient cleaning before heat treating can interfere with results; insufficient cleaning after heat treating can impact perception of the part. Discover four methods of measuring part cleanliness that can take place within your heat treat operations in this article provided by SAFECHEM Europe GmbH.
This Technical Tuesday article is drawn from Heat Treat Today's March Aerospace Heat Treatingprint edition. If you have any information of your own about cleaning after heat treating, our editors would be interested in sharing it online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
Previously we talked about the importance of cleaning for demanding heat treat applications — in particular gas nitriding, or ferritic nitrocarburizing (FNC), low pressure carburizing (LPC), and brazing. So, if cleaning is a nonnegotiable for certain heat treatment processes, one might ask: how clean is clean enough?
Contact us with your Reader Feedback!
The basic definition of clean is removing unwanted substances, particles, and contaminations. However, when applied to surface cleaning, “clean enough” is determined by what you want to do next in your processing. Parts are generally clean enough if satisfying outcomes can be achieved in the subsequent application.
First, Do You Know the Expectations?
Unlike measuring hardness, monitoring or determining part cleanliness is by no means a straightforward matter.
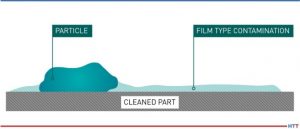
There are two different kinds of contaminations to consider:
Particle contaminations
Film-type contaminations
Types of contamination Source: SAFECHEM Europe GmbH
Whereas there are industry definitions or standards for particle contaminations (e.g., VDA-19 or ISO-16232 for the automotive industry), standards for film-type contaminations are not yet fully established.
This inadequacy also explains why many companies do not fully know what to expect when it comes to cleanliness, and they do not fully grasp the potential impact that insufficient cleaning could cause.
Especially when it comes to the heat treat industry, it is important to differentiate between the component cleanliness requirements before and after heat treatment.
Film-type contaminations are the primary factor which could negatively impact heat treat results. Requirements on particle contaminations (VDA-19) usually come from the automotive industry and need to be ensured/monitored after heat treatment.
Therefore, a distinction must be made between a) surface requirements for heat treatment and b) client cleanliness requirements on the final components.
What Is the Right Measurement Method?
The analysis of film-type contaminations and particle contaminations are two different subject matters. Measurement methods for one cannot replace the measurement methods for the other. Often, it is quite common for companies to have requirements on both film-type contaminations (e.g., surface energy in dyne/cm or mN/m) and particle contaminations (e.g., max. particle load) in their component drawings.
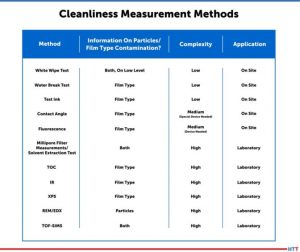
Some common measurement methods for determining contaminations include:
White wipe test: A simple visual inspection test using a clean and dry white wipe to wipe across the surface for the detection of colored residues. Because contaminations can negatively impact heat treat results, inspection should take place prior to heat treatment. The test is limited to colored particles whose size can be perceived by the eye.
Water break free test: An easy test to check if oil droplets might be present on the surface is when parts are rinsed with clean water at an angle. If there are contaminations, water will separate around those areas, showing a “break” in the water surface.
Dyne testing: This method is commonly used for measurements of film-type contaminations. Dyne inks and fluids are applied to a substrate for measurement of its surface energy. The surface energy (measured in dyne/cm or mN/m) can be identified as the highest dyne solution that wetted out the substrate surface. The higher the dyne level, the better the adhesion of the surface for painting, coating, or bonding. However, the test does not provide information on the types of contaminations present.
Millipore filter measurements/solvent extraction test: This measures surface contamination on parts as a weight per 0.1 m2. Samples are obtained by flushing the cleaned part with an organic solvent where particulates are collected on a filter disc (solvent will be evaporated off later). The test can determine the nature, number, sizes of particles, and if there are reflecting/ non-reflecting metallic particles. Moreover, oil film on parts can be measured after evaporation of the extraction solvent. For automotive, aerospace, or electrical, the level of cleanliness typically ranges between 0.01–0.001g per cm2.
In general, these methods differ in their complexity and informative value, and also if they can be carried out on site or off site (e.g., in a laboratory). The table below provides an overview of common measurement methods:
Cleanliness measurement methods Source: SAFECHEM Europe GmbH
Determining Cleanliness — An Art and a Science in Itself
As you now see, the variances and potential limitations of different measurement methods can add to the complexity of cleaning validation. Consider the following:
Should you measure a specific surface area, or the entire part? And how do you measure pre-assembled components with different parts molded together?
It might be easy enough to measure surface cleanliness, but what about blind holes and crevices?
Visual inspections have many shortcomings. It is subjective, time consuming, and does not cover total level of contamination. The quality of inspection will very much depend on the operator. While automated particle counting is efficient and objective, it does not offer insights on specific contaminants.
Extraction methods targeting nonvolatile residues (NVR) can help determine a total level of contamination, but not spot contamination. It does not account for inextricable contaminants either, which could impact part functionality.
Meaningful Measurement Begins with Understanding the Big Picture
This is why, in order to measure and monitor cleanliness in a meaningful and reliable way, you should consider:
What potential contaminations could come about in your process/facilities?
What contaminants are you looking to remove?
What are the next processing steps?
What are the risks involved in removing the contaminants?
What are the risks associated with the potential residue?
Since every test has its own limitations, you should be mindful of the test specifications, too — for example, how it is conducted, result variability and reproducibility, as well as biases.
Cleaning can be a crucial step in heat treat, but more cleaning does not always equal better. More cleaning also implies more costs, more time, more resource usage. What’s really key is understanding what you, or your clients, are trying to achieve.
As you see, cleaning and measurement require expertise and knowhow — context is everything. Reach out to a cleaning specialist or trusted cleaning solutions expert for advice. If insufficient component cleanliness seems to be affecting your heat treat results, our cleaning specialists, along with our partners, would be happy to advise.
When was the last time the parts washer was cleaned? For many heat treaters, answering this question and keeping data on cleaning schedules and outcomes may not be at the top of their priority list. Learn how a data-driven approach to cleaning heat treated parts can have an impact well beyond the cleaning phase.
This Technical Tuesday article, written by Greg Steiger, senior account manager at Idemitsu Lubricants America Corp., was first published in Heat Treat Today's August 2022 Automotive print edition.
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Introduction
For many years heat treaters have virtually ignored their washers. It was not uncommon for these washers to be dumped and recharged whenever someone thought about it. Often the question “When was the last dump and recharge?” was met with the “I don’t know” shoulder shrug or “When the parts were dirty.” So why do parts need to be cleaner than ever before? The easy answer is because it is what customers are demanding. The more difficult answer is because as quality standards have improved over the last several decades, the need for parts with tighter tolerances has also increased.
Contact us with your Reader Feedback!
Many readers will wonder what part cleanliness has to do with tighter tolerances. The answer is the quench oil residue that was once acceptable to leave on the parts affects the tolerances of the part. For example, a buildup of oil in the threads of a part will have an impact on how the part threads into its mating part. Cleanliness affects post heat treat processes such as plating and painting as many residues cannot be plated or painted over. Part cleanliness also influences the shop environment in a heat treat operation. A clean, oil free part will not produce smoke in temper like a part with oil residues will.
Furthermore, when asked how the washer was recharged the typical answer was to drain the cleaner solution and then replace the cleaner solution with fresh water and enough cleaner to bring the concertation to the desired level and then restarting the washer. There was virtually no thought to removing the sludge that had built up over the years since the washer was last thoroughly cleaned. Little time was spent mucking out the sludge, and even less time and thought were expended on determining if the spray nozzles were clogged or properly aimed at the load. When energy, labor, cleaner chemistry, and disposal costs were all very low, this was the typical method of operating washers.
Now (with labor, disposal, energy, and cleaner prices all increasing along with the nationwide labor shortage) is the time to change those old habits and recognize the preclean and post quench washers are two ways to improve part cleanliness and the bottom line. The method of change for these habits is to allow data to be the guide in operating the washers in a heat treatment operation. The data will determine what the optimal concentration range is to obtain the cleanest parts. The data will show when the soil loading in the washer is too high. The data will reveal the maximum tank life for the cleaner solution. In other words, data should be used to maximize the efficiency of the washers.
Basic Cleaner Chemistries
The term alkalinity in its most basic description is a pH above 7.0. At this pH, the cleaner efficacy is improved as is the overall rust protection of the parts in the quenched load and any mild steel used in the washer construction. All alkaline cleaners share several types of common raw materials. They are alkaline builders, surfactants, corrosion inhibitors, and sequestering agents. However, where the
cleaner chemistries differ is in the types of alkaline builders used to create the alkaline pH. Many older formulations and less expensive products use caustics, carbonates, phosphates, and silicates as their alkaline builders.
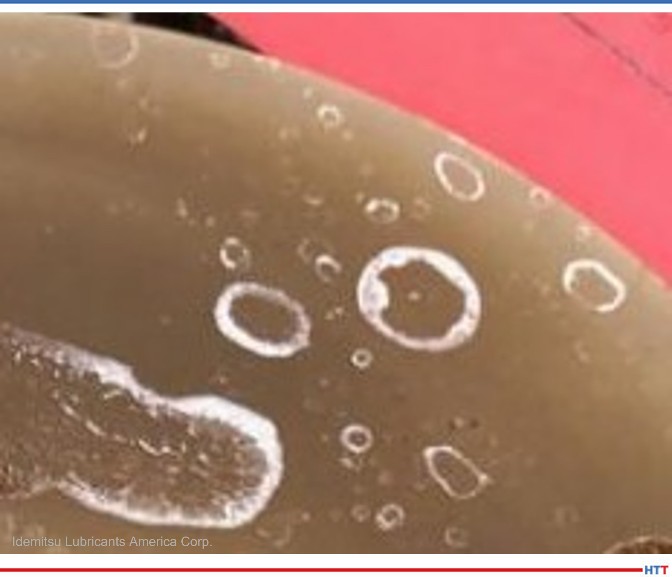
Figure 1. Hard residue of powdered alkaline builders Source: Idemitsu Lubricants America
While these are now commonly used in the liquid form, they are all powder based. The biggest issue with using powder based alkaline builders lies in the residue they leave behind when the water evaporates. These residues are the hard white residues seen in Figure 1.
Additionally, when the water evaporates from cleaners using these alkaline builders the residue can clog the spray nozzles within the washer cabinet. More recent formulations have begun using a product called an amine as an alkaline builder. Amines are liquids mixed with water. Therefore, when the water evaporates a liquid is still left behind. The film from an amine is more uniform, does not leave a powdery residue, and does not clog the spray nozzles in the washer cabinet. Additionally, amines have better buffering capabilities and help keep the pH of the cleaner in the mild pH range of between 9.0 and 10.5. When water is sprayed on a warm piece of steel, the water beads up and forms droplets.
The purpose of the surfactants in an alkaline cleaner is to prevent this from happening. The surfactants help the cleaner to wet out over the load more evenly. Surfactants also assist in the cleaning process by providing detergency to the cleaner. To provide short-term indoor corrosion protection, alkaline cleaners also have a short-term corrosion inhibitor formulated into the cleaner. This short-term protection is only intended to provide work-in-process protection. This protection is typically no more than a few days of protected indoor storage. Lastly, sequestering agents are used to allow the alkaline cleaners to be used in hard water. The sequestering agents chemically react with the minerals in hard water preventing them from precipitating out as hard water soaps and salts.
Alkaline cleaners can also be distinguished by those that emulsify the oils they remove and those that separate the oil they remove. In a typical dunk spray post quench washer, the load enters the washer and is lowered into the cleaner solution where the solution is agitated. The agitation allows the surfactants or detergents to provide the cleaning. During this period of agitation, the cleaner and quench oil combine to form a mechanical emulsion and potentially, a chemical emulsion. (The difference between a mechanical and chemical emulsion is a chemical emulsion is a more permanent emulsion and a mechanical emulsion stops when the mechanical agitation stops.) Once the mechanical agitation stops, a still period, or dwell, should then occur. This will allow the mechanically emulsified oil to separate from the cleaner solution. After this dwell period is over, an air knife or a set of nozzles will blow the oil layer into a separate chamber where the oil can be skimmed and removed from the cleaner solution. The elevator then brings the load up and out of the cleaner solution and into the spray cabinet. At this point it becomes highly imperative as much oil as possible is removed from the top of the cleaner solution. If the oil is not removed, the elevator will simply bring the load through a layer of oil, which is redeposited throughout the load. Once the load is in the spray cabinet, the cleaner solution is pumped through the spray nozzles onto the load. This spraying action is to remove any lingering soils and remaining oils. The solution pick-ups for these nozzles are typically in the middle portion of the dunk tank.
Designers of the equipment chose this spot because any free-floating oil will not be picked up and sprayed through the nozzles. For cleaners emulsifying oils the cleaner and oil emulsion is then sprayed and redeposited back onto the load. This will create issues in the temper where the water evaporates, and the oil left behind will create smoke and other vapors.
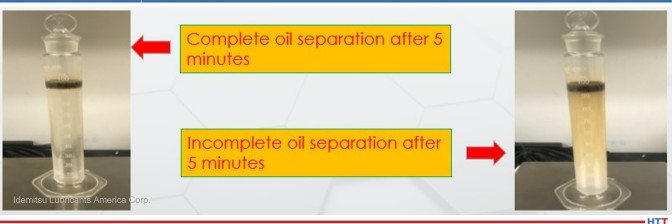
Figure 2. A 5% cleaner solution heated to 160°F was made of each cleaner to test oil separation abilities. Source: Idemitsu Lubricants America Corp.
For cleaners not emulsifying oils, the oil is not redeposited on the parts and the smoke and other vapors from emulsifying cleaners are greatly reduced or eliminated in temper. Figure 2 shows the difference between emulsifying and non-emulsifying cleaners.
While the source of alkalinity does not create smoke and other vapor issues in temper, the alkalinity source does create issues in temper and in the spray portion of the washer. In the temper, cleaners using alkaline builders such as caustics, carbonates, phosphates, and silicates will leave behind a white powder residue as seen in Figure 1. This residue is caused when the water in the cleaner solution evaporates and leaves behind the powder of the alkaline builders. Water evaporation in cleaners with powder alkaline builders will cause spray nozzles to clog and heating elements to foul. Cleaners using an amine as the alkaline builders do not have these issues. The difference in heating elements can be seen in Figure 3.
Selecting a Cleaner
Figure 3. Heating element comparison of an amine cleaner vs. powdered alkaline builder cleaner Source: Idemitsu Lubricants America
The proper selection of a cleaner can be the difference between a highly satisfied customer and a completely dissatisfied customer. The requirements for a cleaner are as follows:
• Part cleanliness that exceeds customer
expectations
• Long sump life
• No residue
• Ability to split quench oil from cleaner
• Rust-free parts
• Low foam
• Low to moderate pH
• Hard water stability
When selecting a cleaner, a heat treater typically has two opportunities to influence the overall part
cleanliness. The first opportunity lies before the heat treatment process begins with a precleaning step. The second opportunity is with the post quench cleaning operations. When choosing a cleaner for these operations it is important to know what soil will be removed during the cleaning. The answer to the post quench cleaning is obvious, a quench oil. However, the soils on the parts incoming to the heat treatment process vary greatly. These soils may include oil and water based rust preventatives, water soluble coolants, cutting oils, and mill oils.
Typically, the soils removed before the parts are placed into the furnace are easier to remove than the quench oil from the post quench washer. This allows for the same cleaner to be used in both operations. By using the same cleaner in both preclean washer and post quench washer, heat treaters don’t have to worry about purchasing two different cleaners or have the concern of mixing the cleaners by placing the incorrect cleaner in the wrong washer system.
Once the soils to be removed have been identified, the next criteria to look at in selecting a cleaner are the operating temperatures of the washer, the pH of the cleaner, and foaming characteristics of the cleaner. Typically, the foaming characteristics and the operating temperature of the washer are directly related.
The type of surfactants or detergent additive used in alkaline cleaners have a property called the cloud point. At operating temperatures below the cloud point, the cleaner will form a dense and heavy foam that inhibits the cleaning efficacy of the cleaner. At operating temperatures above the cloud point, the surfactants are soluble in water and work as detergents and do not create foaming. An operating temperature of 140°F–160°F is the ideal operating temperature to remain above the cloud point, maximize the efficacy of the detergents, and minimize foaming tendencies of the cleaner. The cloud point phenomena can be seen in Figure 4.
Figure 4. Demonstration of a surfactant cloud point Source: Idemitsu Lubricants America
The higher the pH the easier it is to clean many soils from the parts. The pH of a cleaner plays multiple roles in the parts cleaning process. A pH above 8.0 also helps provide corrosion protection on mild and carbon steels. However, as the pH climbs, skin sensitivity becomes an issue. At a high caustic pH such as 12 or above chemical burns on skin can occur. At lower pH levels of between 9 and 10.5, such as those provided by amine-based chemistry, skin sensitivity is greatly reduced.
Another advantage to amine-based chemistry lies in the lack of a perceptible residue that is often seen on parts after temper or around the washer itself. Figure 5 shows a typical part residue after temper from an emulsifying caustic cleaner. Figure 6 shows the residue found on a washer using a caustic cleaner.
Figure 5. Part residue using an emulsifying caustic cleaner Source: Idemitsu Lubricants America
Figure 6. Caustic alkaline cleaner residue Source: Idemitsu Lubricants America
In addition to leaving the residues seen in Figures 5 and 6, caustic cleaners also have the potential disadvantage of clogging spray nozzles when the water evaporates leaving behind the same type of residue in the spray nozzle. The clogged spray nozzles will then reduce the efficacy of not only the cleaner, but also the oil skimmer as well as the spray nozzles that are used to push the floating oil into the quenchant tank where floating oil is removed via an oil skimmer.
A cleaner should be compatible with hard water. In many areas the aquifers and wells where water is drawn from contain high amounts of minerals and salts. These hard water minerals and salts exacerbate any residue issues and create an ideal environment for rust and corrosion to begin. If the minerals and salts are left unchecked, they will eventually form chloride ions and mini voltaic cells. These mini voltaic cells are the beginning stages of the corrosion process. The sequestering agents in an alkaline cleaner will chemically react with the minerals and salts thereby not allowing the free chloride ions and the mini voltaic cells to form.
Using Data To Efficiently Operate a Washer
There are many reasons heat treaters dump and recharge their parts washers. The most common reasons typically are: “we dump the washer once a month because we always have”; “we dump the washer whenever the parts get dirty”; or “we never dump the washer.” Very infrequently is the answer “the soil loading is too high.” That is because to know what the soil loading is, the washer has to be operated by using data. Using data, heat treaters can optimize the efficacy of the cleaner solution, maximize the dump interval of the cleaner, reduce the amount of sludge in the washer, and lessen downtime.
The key in establishing a dump cycle is to know when the cleaner has reached its soil loading limit. Typically, this is around 2%. Soil loading is the amount of soil that is mixed in with the cleaner. The soil consists of a mixture of the soils removed, dissolved salts, and soaps along with anything else that makes its way into the washer. The 2% limit will be reached quicker in the post quench washer than in the preclean washer as more soil is removed in the post quench washer. In addition to soil loading, the proper data approach should also include the cleaner concentration by an alkalinity titration, concertation by Brix, tramp oil, cast iron chip rust test, and chloride level.
A brief explanation of each test and the reasons for performing the test are individually listed below.
pH
A good pH range is between 9.2 and 10.5. Within this range, most people coming into contact with the cleaner solution will not have an issue with skin sensitivity. At a pH above 10.5 skin sensitivity dramatically increases. As the pH begins to trend lower and eventually becomes acid below 7, the corrosion protection properties of the cleaner decline.
Concentration by Brix
This test measures everything that is dissolved within the cleaner solution. This includes salts, soaps, and removed soils. The Brix% is measured with a handheld refractometer reading in Brix%. The Brix% is then compared to a chart specific to the cleaner being tested. The Brix% will typically be higher than the concertation when tested via an alkalinity titration as the Brix% captures the amount of cleaner dissolved in water, along with salts, soaps, and removed soils. The concertation limits for the Brix% should have a maximum no more than 2.0% above the concentration by alkalinity.
Concentration by Alkalinity
This is a titration that can be performed in a lab or at the washer. A weak acid such as 0.1N HCl and an indicator such as phenolphthalein is used. The method and concentration multiplier depends on the specific cleaner used. Many methods count drops of acid used, while others use milliliters used to change the color of the indicator. The supplier of the cleaner will likely provide an initial concentration test kit and instructions on how to use the kit. A good concentration range for a preclean washer is between 2% and 3% and a post quench washer should have a concertation range of between 4% and 5%.
Soil Loading
The difference between the concentration by Brix% and concentration by alkalinity is the soil loading. This value should not exceed 2%. When the soil loading exceeds 2% it is time for a dump and recharge of the cleaner solution.
Tramp Oil
A tramp oil test measures the ability of the skimmer to effectively remove the quench oil from the top of the cleaner. This test is simple to run and can be run by most heat treaters. Simply fill a 100 ml graduated cylinder with the cleaner solution from either the preclean or post quench washer and allow the cylinder to stand idle for 20 minutes. Then simply read the amount of oil that has separated from the cleaner. A maximum level of 2% tramp oil shows the oil skimmer is effectively removing the tramp oi from the cleaner.
Cast Iron Chip Rust Test
Running the cast iron chip test requires dry machined cast iron chips and is best left to your cleaner supplier. The purpose of running the cast iron chip test is to ensure the corrosion protection formulated into the cleaner is not being depleted. This test uses a scale published by ASTM with a rating system of 0 to 5, where 5 is the worst and 0 is the best. To successfully pass this test a result of no more than 1 should be achieved. It is important to remember, cast iron chips have more surface area than a steel part and cast iron is also more porous and prone to oxidation than steel. Therefore, a test result of 1 is not a reason for concern.
Chloride
The chloride test is another test that is best left up to your cleaner supplier because the easiest way to test is through expensive instrumentation. The purpose of testing for chlorides is to prevent the situation for a mini voltaic cell to form. If the chloride level exceeds 150 ppm in a cleaner solution a mini voltaic cell can form and the corrosion process begins. As this process begins, the pH will begin to fall as will the corrosion protection of the cleaner.
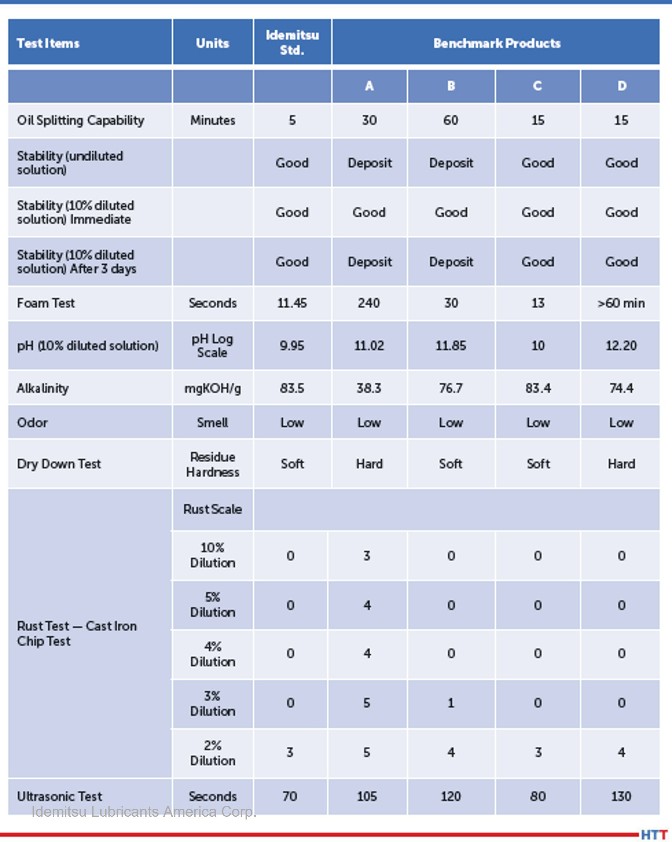
In Table 1 several commercially available cleaners were tested and evaluated using the criteria above. The cleaners tested were both those that emulsified oils and split the oils. Testing also includes both amine-based and caustic-based cleaners.
Discussion
Imagine if the dump cycle went from four weeks for a post quench washer to 10 weeks for the same washer by using a data-driven approach described in this paper. The savings would not only be in the cost of the cleaner used but would extend to less downtime and more efficient use of maintenance as employees no longer need to clean out a washer every month. Customer expectations for clean parts have changed over the past years. What was acceptable as little as five years ago is no longer acceptable today. What hasn’t changed is the way preclean and post quench washers have operated. While it is difficult to assign an economic value to exceeding the cleanliness standards of customers, it is not difficult to assign an economic value to parts not meeting your customer’s standards. That economic cost can be as high as lost business. By using a data-driven approach the decisions made in how to operate a washer are no longer kneejerk reactions. Instead, these decisions have a historical data-driven approach to them.
About the Author: Greg Steiger is the senior key account manager of Idemitsu Lubricants America Corp. Previously, Steiger served in a variety of research and development, technical service, and sales marketing roles for Chemtool, Inc., Witco Chemical Corporation, D.A. Stuart, and Safety-Kleen. He obtained a BS in chemistry from the University of Illinois at Chicago and recently earned a master’s degree in materials engineering at Auburn University. He is also a member of ASM. Contact Greg at gsteiger.9910@idemitsu.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Pre- or post-heat treat process cleaning might sound like an afterthought, especially when considering the expense. But this process can be effective and economical depending on the cleaning agent.
Learn about cleaning in this comprehensive best of the web. You'll walk away knowing what type of cleaning is best for your heat treated parts. Enjoy!
An excerpt:
"Chemical polarity makes it possible to fulfill a great variety of cleaning requirements. Polarity influences the characteristics of a substance such as its solubility, as well as its ability to function as a solvent."
What's most important when heat treating: time, quality, costs, aesthetics?
With competing demands, you need to discern when cleaning parts pre- or post-heat treat is a beneficial, or even necessary, step. In today's Technical Tuesday, provided by SAFECHEM, dive into this topic -- to clean or not to clean -- and examine 6 easy questions you can ask yourself when planning any heat treat load.
Is Cleaning a Must in Heat Treat?
The answer is neither a simple "yes" nor a simple "no" – it depends.
In the past, cleaning has not been given much attention to in heat treatment, and the step is often bypassed. However, the attitude is slowly changing. On the one hand, product specifications and higher quality requirements are driving the demand for cleaner products – both visually and qualitatively. On the other hand, evolving materials used in upstream manufacturing has amplified the need for cleaning. Environment-friendly cutting fluids, for example, can go deep into the substrate where their complete removal is necessary to ensure successful thermal treatment.
Contact us with your Reader Feedback!
But still, the question remains: should you clean or not clean?
To answer that, we need to differentiate between cleaning pre-heat treat, and cleaning post-heat treat.
The main goal of cleaning pre-heat treat is to remove upstream contaminants such as cutting oils, coolants, chips and dust to ensure a clean, smooth surface. Their remnants could otherwise become baked on surfaces which might require costly processes to remove. Pre-cleaning is also key to protecting the furnaces. It prevents the formation of smoke and oil vapors resulting from burned oils, which in itself is also an environmental and worker safety issue.
Pre-Heat Treat Cleaning Key To Nitriding and Carburizing
The reality is that the majority of heat treaters have not fully recognized the need for cleaning prior to heat treat (with the exception of brazing). And this is of particular concern for demanding applications such as nitriding and carburizing, where a cleaned surface is fundamental to achieving good heat treat results.
"Cleanliness conveys quality, standard and care, while also offering protection to critical furnace equipment. For certain heat treat applications, including gas nitriding, ferritic nitrocarburizing and low pressure carburizing, cleaning is almost non-negotiable. For others, cleaning could be a competitive advantage that helps differentiate your products." Photo Credit: Adobe Stock
Insufficient cleaning can lead to challenges such as non-uniform layers, soft spots and stop-off paint issues. Particularly with nitriding, spotty nitriding layers may not be obvious to the eyes and can only be detected under microscope. Phosphate additives in corrosion inhibitors can also work themselves deep into the surface of deep drawn parts, which can cause spotty nitriding patterns if not removed properly.
When it comes to cleaning post-heat treat, cleaning is a standard step after oil quenching where most heat treaters rely on water-based systems to do the job. Of course, it is common knowledge that water and oil do not mix well, so residues could still remain. Therefore, how clean the parts need to be will depend very much on the end-use application (e.g., will the parts be shipped to clients? Will they be machined further?) as well as client quality requirements. Medical applications, for example, would have strict residual particle size limitations in place.
The Real (Hidden) Risk of Not Cleaning
Tackling a heat treat failure where cleaning is an apparent contributing factor needs not be problematic. The real challenge lies in cases where the heat treat process seems to have worked – while in fact it has not.
Complaints about unexpected nitriding/carburizing layers, or component problems with equipment, can arise when parts are in the final assembly, are already in use, or are even out there for many years. The link between these issues and (the lack of/insufficient) cleaning can become very hard to detect by then.
Hence, the pain point for heat treaters does not have to be “in the present.” Client claims issues that come back to bite in the future represent a far greater risk, precisely because of their unpredictability. Cleaning should not be taken lightly because it can mitigate future problems that heat treaters are not necessarily aware of at this point.
The Bottom Line Is This . . .
Cleaning is good housekeeping. Cleanliness conveys quality, standard and care, while also offering protection to critical furnace equipment. For certain heat treat applications, including gas nitriding, ferritic nitrocarburizing and low pressure carburizing, cleaning is almost non-negotiable. For others, cleaning could be a competitive advantage that helps differentiate your products.
When assessing your need to clean, consider these questions:
What would be the cost of not cleaning? I.e., what damage could potential claims cause in terms of money, time, delays, client trust and corporate reputation?
What are the costs to maintain/replace your furnace?
What are the technical justifications?
What are your client expectations in terms of quality, aesthetics, and applications?
What are your corporate standards in terms of health, safety and the environment (HSE)?
Are you producing parts for high-value manufacturing sectors such as aviation, automotive, or medical devices, where your product quality can make or break your business?
Needless to say, cost will be a key driving factor. Do you have a high enough utilization rate to justify the cost of investing in a cleaning system? If not, outsourcing to job shops could be a potential option.
If you do have the cost argument to invest in an in-house solution, do not cut corners! Don’t be tempted to choose the cheapest cleaning option available. Companies do that and realize years later that the system is not working properly and have to shell out another large sum to upgrade their equipment. Because it is not always obvious that your heat treat failures are a direct result of poor cleaning, as a best risk mitigation policy, take a step above rather than a step below – no one loves paying twice!
Welcome to another Technical Tuesday for 18 hard-hitting resources to use at your heat treat shop. These include quick tables, data sets, and videos/downloadable reports covering a range of heat treat topics from case hardening and thermocouples to HIPing and powder metallurgy.
Defining Terms: Tables and Lists
Table #3 Suggested Tests and Frequencies for a Polymer Quench Solution (in article here)
Case Hardening Process Equipment Considerations (bottom of the article here)
Two simulations of a moving billet through heating systems (in article here)
Fourier’s Law of Heat Conduction (in article here)
Webinar on Parts Washing (link to full webinar at the top of the review article here)
Materials 101 Series from Mega Mechatronics, Part 4, Heat Treatment/Hardening here
Heat Treat TV: Press-and-Sinter Powder Metallurgy here
BONUS: 39 Top Heat Treat Resources
Heat Treat Today is always on the hunt for cutting-edge heat treat technology, trends, and resources that will help our audience become better informed. To find the top resources being used in the industry, we asked your colleagues. Discover their go-to resources that help them to hone their skills in the 39 Top Heat Treat Resources on this page of the September print magazine.