![]() In January 2021, Hubbard-Hall hosted a free webinar with Thomas Wingens of Wingens International and Michael Onken of SAFECHEM. These two experts described the influencing factors for technical cleanliness and some solutions for washing. This Technical Tuesday, we are sharing an Original Content overview of what happened at the virtual event.
In January 2021, Hubbard-Hall hosted a free webinar with Thomas Wingens of Wingens International and Michael Onken of SAFECHEM. These two experts described the influencing factors for technical cleanliness and some solutions for washing. This Technical Tuesday, we are sharing an Original Content overview of what happened at the virtual event.
To learn more, watch the recorded webinar here. Additionally, listen to Thomas Wingens on "Parts Washing" on Heat Treat Radio.
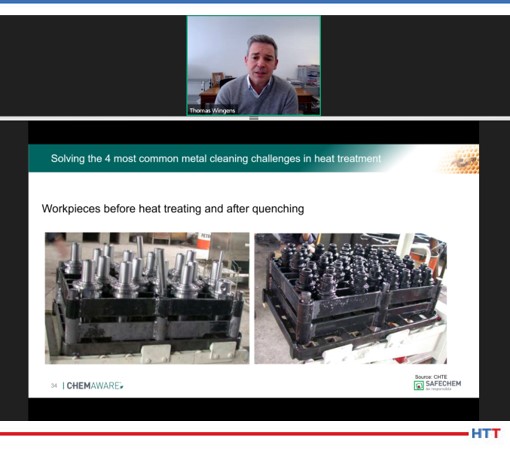
This year, we are seeing a lot of online-adapted education for the heat treat industry. One of these webinars was "Solving The 4 Most Common Metal Cleaning Challenges In Heat Treatment" hosted for free by Hubbard-Hall. Jeff Davis, SVP of business development and distribution at the chemical supplier, introduced experts Thomas Wingens, longtime metallurgist with a lifetime of exposure in the heat treating industry, and Michael Onken, market development manager at SAFECHEM. Here is a brief rundown of what they talked about.

Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
How Do You Clean | Why Do You Clean | Who Cleans
The audience indicated that if they cleaned, they overwhelming used water-based cleaners on their products.
The experts then gave four clear reasons why heat treaters should clean:
- Optics -- get rid of stains
- Achieve Uniformity -- resolve soft spots and stop-off paint issues
- Brazing Voids -- prevent the appearance of bubbles on your part
- Contamination of the Furnace -- all furnaces, even vacuum furnaces, are susceptible to contamination
- Smoking Parts -- if not cleaned well, left-over oil on a part can smoke up
With all of these reasons and with the specificity of the part, all heat treaters should pay attention to how they clean their products, but especially commercial heat treaters. The reason? Commercial heat treaters are in the most challenging situation with cooling fluid contamination, corrosion protection, chips, dirt, and dust as they treat a variety of different parts at their facility. As a note, the experts noted that commercial heat treaters could remove these contaminants with sandblasting, pickling, and sputtering.
4 Challenges - 4 Solutions
One by one, Wingens shared a cleaning challenge that Onken immediately responded to.
1 - Residual Contamination Results in Insufficient Hardening (T.W.)
Residual contamination may be because the cleaning method you are using is insufficient or non-existent. Still, Wingens noted there is clear evidence that insufficient cleaning for nitriding and ferritic nitro caburizing (FNC) leads to white spots. This, among other things, is a cause for concern and may compromise the part quality.
1 - Consider Cleaning Factors, Regulations, and Requirements (M.O.)
If you are running into this cleaning challenge, you have to first consider specific factors, regulations, and requirements for implementing optimal cleaning, says Onken.
- Time. You want cleaning to be as short as possible because "time is money."
- Temperature.
- Mechanics of the cleaning machine.
- Chemistry of the Cleaning Agents. Alkaline, neutral, or and organic solvents? You must know what type of contaminations you have on the surface -- if it's polar or non-polar -- in order to use the correct solvent in cleaning the part.
- Are the contaminants fat, resins, oil, petroleum or salts, emulsions, emulsions?
Additionally, there are several factors of the part itself, pricing, and Environmental Health & Safety standards that do come into play, as Onken lists in the slide below.
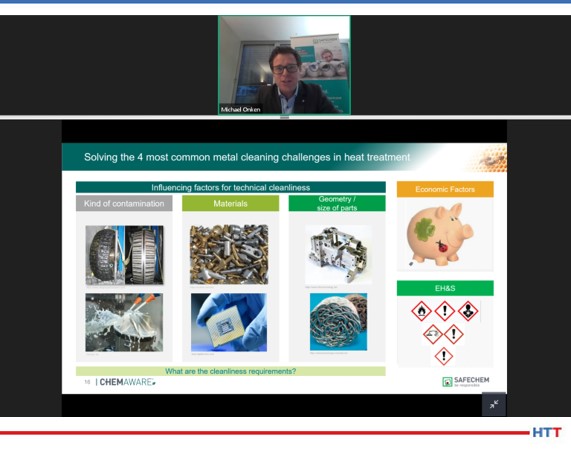
Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
2 - Surface Stains on Finished Product (T.W.)
This is a pretty straight forward challenge: you don't want the surface stain, so what do you do?
2 - Type of Contamination: Polarity (M.O.)
First, you want to clean "like-with-like." That is, if you have a water insoluble/non-polar contaminant like petroleum or wax, you want to clean with an insoluble/non-polar cleaner like halogenated solvents. Likewise, if the contaminants are water soluble/polar like salts or emulsion residues, then you clean with water-based cleaners. Check out the chart below that Onken shared at the webinar to see how specific cleaners are non-polar, polar, or even hybrid.
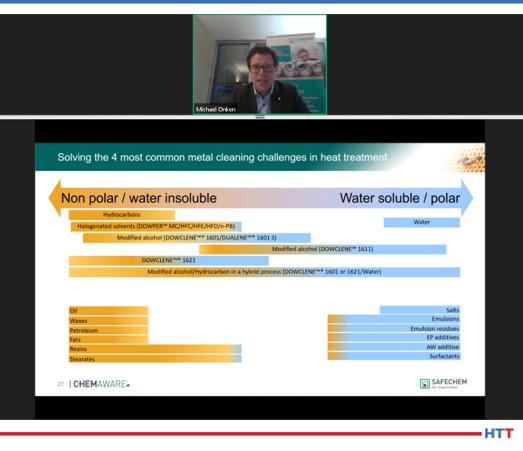
Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
Additionally, the way your load is situated can influence what cleaner you use. For a basket load, you'll want to use a cleaner with low surface tension like solvents since those can penetrate and move through the complex geometry of the load.
3 - Inconsistent Cleaning (T.W.)
The impact of a cleaner decreases in strength over time, particularly with solvents, leading to an oily surface. (See the example below.) What to do?
Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
3 - Process Stability (M.O.)
There are preventative measures, Onken highlights, that emphasizes process stability that can handle high through-put that will clean all of the parts you have uniformly:
- Solvents: These are 100% composed of solvent with a stabilizer. Monitor build up of acids only, not the concentration of cleaner itself.
- Water cleaner: These are 90-99% water mixed with other chemical(s). Therefore, they are much more complex. Check out alkalinity.
Bottom line: keep an eye on how your cleaners are doing so that you always know their quality before you use them.
4 - The Cost. (T.W.)
Wingens pointed out that it is costly to invest in a cleaner, and so how is a heat treater to mitigate this practical challenge?
4 - Efficient Product Use (M.O.)
First, look at efficiency of aqueous cleaning. Solvent cleaning is now in closed machines, not open machines. It is simply not that efficient to use an open machine because a lot of the cleaner disperses into the atmosphere when it is in use. That is why it is more common to see closed cleaning process. Vacuum Tight Machines close the processes even more.
Do what can to conserve material and keep the process efficient and effective.
Final Comments
The experts left the live webinar with a few final comments, noting that there is a move away from water-based cleaning because of the constraints of being able to do batch part cleaning (see solution #2). Additionally, they reiterated that investment costs are higher for closed system with a vacuum; but due to their efficiency, that investment can be paid-off fairly quickly.
If you are interested in catching the next webinar, "Do You Know Your Real Cost of Cleaning?" is happening next week, February 23, 2021 at 2:00pm ET. Again, the recorded webinar can be accessed here.
All images were captured during the live webinar on February 2, 2021.