Today, we look to our European information partner, heatprocessing, to discover how environmental awareness has been influencing heat treat relationships internationally.
Battery Development for Sustainable Use
"Joint Venture Primobius, between the Australian Neometals company and the German SMS group, is showcasing its concept for the industrial recycling of lithium-ion batteries[. . .]"
"Large volumes of material can be mechanically shredded on-site in smaller 'spoke systems'. Central 'hub systems' can be used to recycle the 'black mass'. The mechanical and hydrometallurgical processes cause comparatively low CO2 emissions. They enable purchasers of recovered materials to battery recycling without limits. Doing so, they reduce their environmental footprints. They come out on top with high recovery percentages for the sought-after material lithium."
"Magnitogorsk Iron and Steel Works (MMK), Russia, and SMS group, Germany, have signed a Memorandum of Understanding (MoU). This MoU states the intention of both companies to cooperate in the development and use of decarbonisation technologies in order to reduce – potentially to zero – CO2 emissions."
"The Memorandum is valid for five years from the date of signing. Pavel Shilyaev, CEO of MMK and Burkhard Dahmen, CEO of SMS group, signed the document jointly."
"The new 200-KW TRKSX (Tenova Self-ReKuperative Flameless) SmartBurner was successfully tested with a variable fuel mixture of natural gas and hydrogen to potentially eliminate CO2 emissions during the combustion process. The system works in flame and flameless mode with the aim to keep nitrogen dioxide emissions well below the strictest future limits."
TSUBAKI NAKASHIMA (TN),an international manufacturer of industrial precision balls, ball screws, rollers, cages, and sheet metal parts recently upgraded their endothermic generator. The generator will now be able to giveprecise regulation of the gas mixing ratio, reduce pollutant emissions, and remove the necessity to manually correct settings on a day-to-day basis.
UPC-Marathon helps TN retrofit an endothermic generator
TN received the EndoInjector™ from UPC-Marathon, a division of Nitrex. The upgraded system provides automated regulation of the efficiency and composition of the endothermic protective atmosphere, which aided in lowering operating costs. TN will also have more control over dew point measuring with UPC-Marathon's AtmoSense™ system.
"[T]he precise regulation of the gas mixing ratio," Zbigniew Terelak, shift manager at Hartownia TN Polska Sp. z o.o comments, "[...] allows for precise regulation of the efficiency [of the mixture] even with a small demand for the endoatmosphere and it constantly ensures the optimal composition of the mixture for its production, improving the efficiency of the device and extending its life."
Looking for Endothermic generators? See listings for products in the Heat Treat Buyers Guide
For the next series of articles on heat treaters and combustion, the focus will be on the cost of natural gas and how we can reduce its consumption. Given significant movements in natural gas prices, it is essential we shift our focus to this important pocketbook issue.
This Technical Tuesday column appeared inHeat Treat Today’s November 2021 Vacuum Furnaceprint edition. John Clarke is the technical director at Helios Electric Corporation and is writing about combustion related topics throughout 2021 for Heat Treat Today.
John B. Clarke Technical Director Helios Electrical Corporation Source: Helios Electrical Corporation
What Is the Cost To Operate My Burner System?
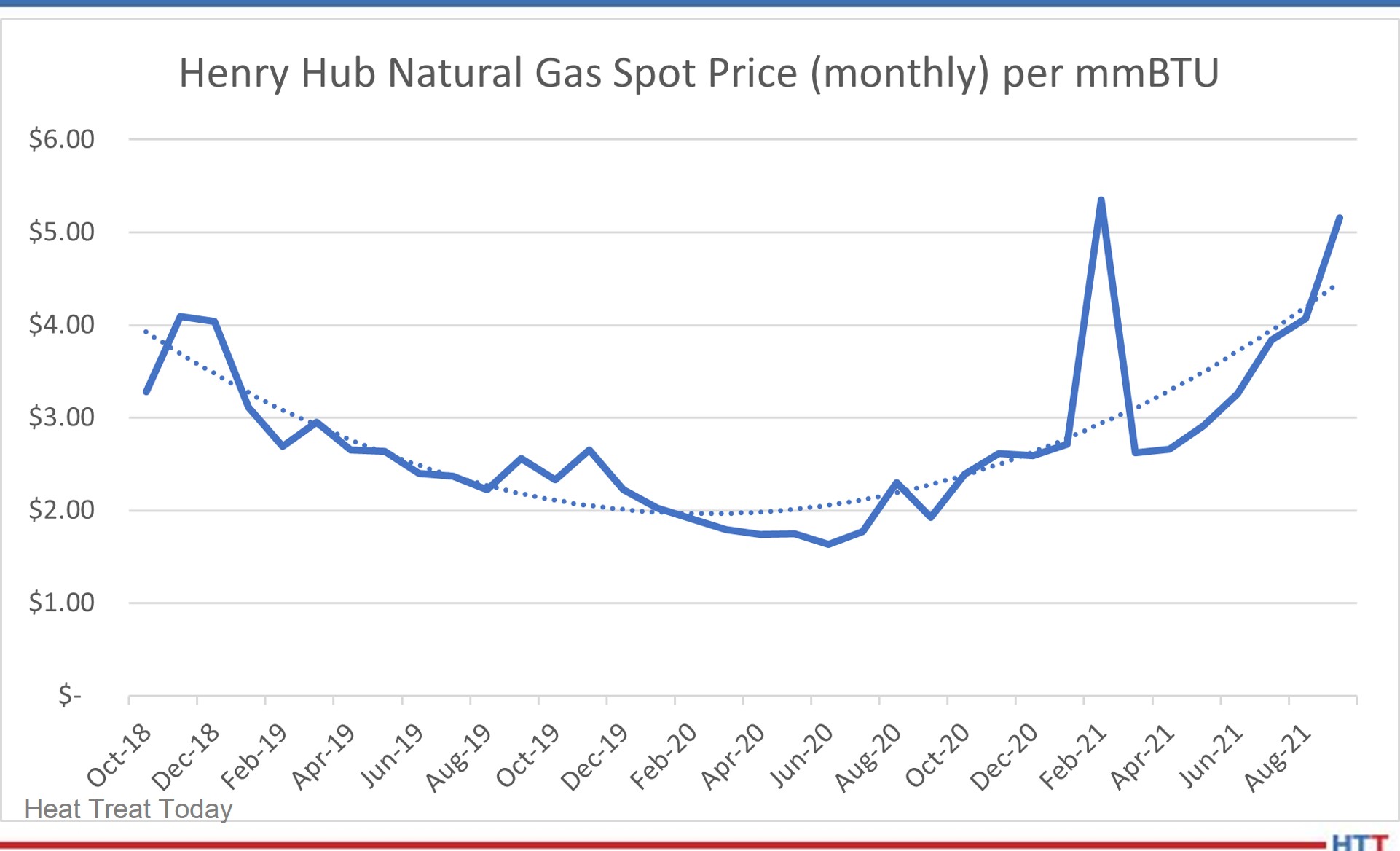
We will begin this and future articles by looking at natural gas prices and price forecast(s) that are published by the Department of Energy’s Energy Information Agency (EIA). Unlike the price for gasoline, we don’t drive past large, illuminated billboards displaying the current price of natural gas on our way to work, even though it is a significant operating cost for all heat treaters. Even if you operate primarily electrically heated equipment, natural gas is likely used to generate your electrical power. Obviously, neither HeatTreatToday or this author make any claims as to the accuracy of these projections. In other words, please don’t shoot the messenger. The American taxpayer funds this agency and it is only reasonable that we see what they have to say.
Let’s start with a quick definition. Henry Hub is a gas pipeline located in Erath, Louisiana that serves as the official delivery location for futures contracts on the New York Mercantile Exchange. This hub connects to four intrastate and nine interstate pipelines. It is unlikely any industrial consumer pays the Henry Hub price alone for the natural gas they consume. There are a great many other factors that determine the price that appears on your monthly bill; but the Henry Hub price is indicative of pricing trends and represents a consistent way to discuss the cost.
A good website to bookmark in your browser is www.eia.gov/naturalgas/weekly/. It is a quick read and will be the primary reference for my monthly sidebar. Let’s first look at the spot price trend. The spot price is the current price at which a natural gas can be bought or sold for immediate delivery at the Henry Hub. There is volatility in the price of natural gas because of supply, demand, and trading activities (speculation), but when we expand the time horizon, it provides a representative look at the pricing trend. This trend will be reflected in the price we will pay in the future. The prices quoted are in terms of U.S. Dollars per 1,000,000 BTU — roughly 1,000 SCF of natural gas.
The EIA also provides forward-looking projections — but we will leave it to the reader to explore this information on the EIA website. The intent of this series of articles is not to provide the basis of trading futures, but rather to provide some ideas on how to save money.
We can see a definite upward trend. When we combine this data with our understanding that natural gas is increasingly being used to displace coal to generate electricity and North America’s increasing capacity to export liquified natural gas (LNG), there is reason to believe this is a durable trend. We can expect to pay more next year than the recent past to heat our equipment. And in time, this higher fuel cost will lead to higher electrical rates.
How Can I Save Natural Gas?
To save natural gas, we can optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air. Ideally, we should take advantage of all these opportunities — provided the effort pays for itself. In general, operators of heat processing equipment are aware of these opportunities but are not always confident when determining the payback for their investments in time and capital. We will endeavor to bring clarity to these decisions by not only discussing opportunities, but also discussing how to quantify the value of the opportunities. The following are the questions that will be answered in future articles:
Optimizing the Process:
How do I know when the material I am heating is at the desired temperature?
Do I have excessive factors of safety built into my process to compensate for not knowing the temperature at the core of the part being heated?
How much fuel can I save with a shorter cycle?
Reducing Air or Containing Heat:
Is my furnace or oven at the correct internal pressure?
Is it time to rebuild door jams?
How much fuel is wasted because I am not containing heat within the furnace or letting excessive air reduce my combustion efficiency?
Reducing the Heat Exiting the System:
Can I justify installing recuperators to preheat combustion air?
Can the heat from my system be used to preheat work? If so, will I shorten my cycle time and save fuel?
No one likes rising energy prices, but if the trend is up, it is better to recognize reality and invest accordingly. It is our wish that future columns will provide ideas and tools to help you get the most from the energy you consume. If you have specific requests or questions that might guide our discussions, please let us know.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
An integral quench furnace line was recently commissioned to a manufacturer of specialty nut and bolt assemblies in the eastern U.S. The furnace design will help the client increase their load size, allowing for higher throughput per load.
Gasbarre Thermal Furnace System's integral quench furnace system
The Gasbarre Thermal Processing Systems furnace line includes an integral quench furnace, parts washer, temper, and associated material handling and load storage, and it is designed to process 24” wide x 24” long x 20” tall loads weighing up to 1,500 pounds. It includes custom designed material handing that will eliminate the need for cast base trays.
Looking for integral quench furnaces? See listings for products in the Heat Treat Buyers Guide
On this Technical Tuesday, dive deep into this article to learn Industry 4.0 heat treating solutions to enduring problems. As author and captive heat treater Joseph Mitchell, director of Operations & Technology for The Miller Company, says, "These solutions have the capability to mitigate incessant (and costly) problems in our thermal and metal processing industry." Let's take a closer look at Industry 4.0 solutions to the problem of coil wraps "sticking" during batch annealing.
Joseph Mitchell Director of Operations & Technology The Miller Company
As US manufacturing recovers from the ill effects of a seemingly unremitting pandemic and corollary supply chain challenges, the advance of Industry 4.0 and Industrial Internet of Things (IIOT) necessitates manufacturing industries reevaluate their business practices. For maximum profitability, business "as usual" simply will no longer suffice. Jason Ryska, global chief engineer at Ford Motor Company, suggests even production behemoths overlook the obvious:
In many production processes, data analytics provides the agility to keep up with market trends and technology advancements. An exception to this trend is automotive production, a multi-billion-dollar industry that is underutilizing data collection and underestimating the potential improvement that may come from understanding the data being collected.
This quote is from a technical article written by Ryska in which he discusses current state and offers a glimpse of future state that is gained by a manufacturer investigating potential new solutions for old process problems by applying Industry 4.0 technologies.1
Metal industry leaders may ask, to the quote above, could we replace "automotive production" with "heat treating?" I believe there is a strong argument against such an exchange of words; however, in-depth examination at the plant level indicates deficiencies exist for the heat treating industry related to acceptance of IIOT technology and application of data analytics. Where do we observe the shortcomings? Perhaps, as suggested by Ryska, in our day-to-day comfort zone: "over reliance on employee experience and interpretation vs. physical measurements."
This keen insight into the current state of automotive manufacturing can be equally applied to different manufacturing landscapes throughout U.S. industry. Reviewing a familiar heat treating problem will help to illustrate the need for and applicability of digital monitoring and data collection for decision making and future development of advanced analytics like machine learning and AI. These solutions have the capability to mitigate incessant (and costly) problems in our thermal and metal processing industry.
Yellow brass finished width coils; alloy C26800
Heat Treat Industry
In manufacturing, the same problems often occur again and again. In the metals industry, casting and thermal processing, in conjunction with continuing operations, present daily challenges to product quality. Troublesome and costly conundrums – like residual stress, distortion, cracking/poor forming in downstream operations, and poor surface quality/coating adhesion – occur regularly, causing waste, rework, late delivery, and lost profit.
Metallurgists, engineers, and technologists all understand the frustration of untold hours devoted to researching solutions to material processing problems. Some already have well known solutions while others may randomly appear seem, after causing much angst, to disappear (sometimes not as quickly as would be preferred). Regardless of that type of problem, the time, effort, and resources put into finding the solution cannot be redeemed.
The advance of Industry 4.0 and, more specifically, IIOT into modern manufacturing can provide our metal production sector the ultimate tools for unraveling costly and recurring quality issues. We understand this progression will be gradual and very slow.
Nonetheless, implementation of digital technologies is critical for our heat treating/materials processing industry. The fact CQI-9 4th ed. requires all instrumentation and process controls be digital by June 2023 supports the emphasis placed on eliminating analog based instruments and reengineering manufacturing processes for implementation of digital data collection and, thereby, steering heat treaters (automotive suppliers and, hopefully, non-automotive industrial heat treaters) toward eventual adoption of Industry 4.0 technologies.
In this article, we review a specific quandary typically encountered during batch annealing and examine why application of digital monitoring and data collection, and eventual integration of Industry 4.0 technologies, would facilitate understanding and assist in resolving the problem.
Typical gas fired bell annealing furnace; inner cover on base
Gas fired annealing furnace; heating bell being lowered into place
The Problem (Define)
A report, written in 1940 by T.J. Daniels, titled "The Prevention of Sticking in Bright Annealing Sheet Steel" is interesting for many reasons, and, for purpose of this article, provides an example of an early 20th century heat treating headache which, unfortunately, is still with us in the present century.2
The report consists of two parts:
Part I - Investigation of Factors Influencing Sticking
Pressure
Annealing temperature
Length of time at temperature
Part II - Prevention of Sticking
Multiple varieties of trial suspensions tested
Temperature, pressure, and time held constant for each test
Trials performed 2x each
Trials performed 3x for promising suspensions
Despite the efforts and subsequent process improvements in heat treating and manufacturing processes as discussed in Daniels' report, we find the following, equally interesting 21st century report, addressing the same subject in Hot and Cold Rolling Processes, Sticking and Scratching Problems After Batch Annealing, Including Coil Compression Stress Effects, by J.J. Bertrandie, L. Bordignon, P.D. Putz, and G. Volger.3
This 2006 report discusses the same sticking phenomenon (coil wraps adhering together after batch annealing) and expands its research into an accompanying quality problem that may occur in conjunction with or subsequent to batch annealing: material scratching. The report documents field trials and laboratory investigations.
The amount of investigative work described in this second report is noteworthy and the results provide data-backed conclusions. However, the problem addressed, potential causes studied, and solutions prescribed did not eliminate the phenomenon of sticking following batch anneal of ferrous and nonferrous coils. Fast-forward fifteen years to 2021 and the sticking phenomenon remains a topic of discussion (and source of grief) for heat treaters across continents.
My experience with a heat treater located in the Midwest, who occasionally encountered coil wraps sticking together during batch anneal of sheet steel, resulted in experiments with anti-sticking agents applied using a spray system, as well as studies for improved control of cooling the furnace charge. The cooling temperature gradient influences contraction of outer wraps which, if pressure is excessive, may result in wrap adhesion (cementation): growth of crystals across material wraps.
Although sporadic, costs were significant when sticking occurred. Unfortunately, the success of our experiments was limited due to time constraints and production requirements (nothing new here). As we know, a hit-or-miss success rate is not good for business; consequently, continuous improvement (CI) must be built into the system. Fortunately, technology is allowing this CI business approach by way of Industry 4.0.
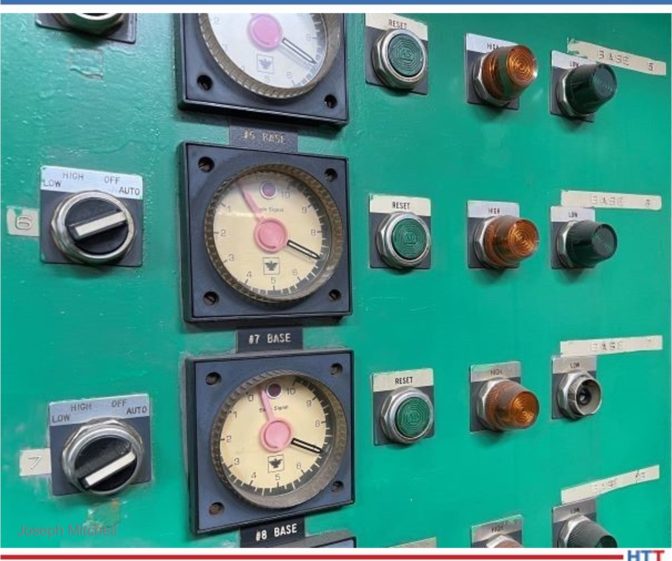
Per CQI-9 rev. 4, analog process monitoring is coming to an end
Descriptive Analytics (Measure)
I first will acknowledge many industrial processing plants operate using, shall we say, not exactly new or sufficiently updated equipment. Also acknowledged is the necessity of skilled and experienced personnel for monitoring and performing critical tasks. Nonetheless, with all else being equal, the fact this quality defect persists suggests industrial heat treaters need new solution for this old and burdensome problem. In short, transformation to digital technologies must occur in the metals processing industry for improved understanding and resolution of regularly occurring problems coming from complex manufacturing/processing systems.
At minimum, for study and resolution of our sticking problem, I recommend a supervisory control and data acquisition system (SCADA). Management should have "eyes" on the process at all times. SCADA allows digital process monitoring (real-time), process alarms (out-of-spec parameters), and automatic control (process adjustment) that will help improve process control at site location or via remote access. Likewise, data acquisition for historical review is critical for answering the question, "what happened and when?"
Digital collection and transfer of data (cloud-based or in-house server) and use of statistical analysis (data analytics) will help a company improve production through the development of predictive maintenance models, building understanding of equipment capability for effective and efficient processing, and defining key process parameters for best quality.
SCADA may be incrementally introduced into a manufacturing system (e.g., a single bell/box annealing furnace) and scaled accordingly. Another strategy is investment in IIOT technology software/apps/system. My experience includes investigation of IIOT as a service with MindSphere. This technology is scalable and can be integrated with legacy equipment for eventual connection with both old and new machines/processes. This is a more practical option considering few small-to-midsize heat treaters have cash for an all-at-once approach.
During initial installation stages, be sure to capture key process variables and the need for strategic placement of data gathering sensors based upon best opportunities for process impact like:
furnace atmosphere / time / temperature
material cleanliness / required microstructure / coil tension
strip thickness / strip width / process routing / pre & post processing
Data input from locations other than annealing furnace are of equal concern:
As noted earlier, I understand use of equipment that is in disrepair or outdated is a reality for some heat treaters; fortunately, use of SCADA system would provide necessary data to justify purchasing new equipment and/or upgrading old equipment. A data driven proposal presented in unbiased digital format is an advantage for showing upper-management current state-of-affairs and possible return on investment (ROI) if funding is provided and investments are made.
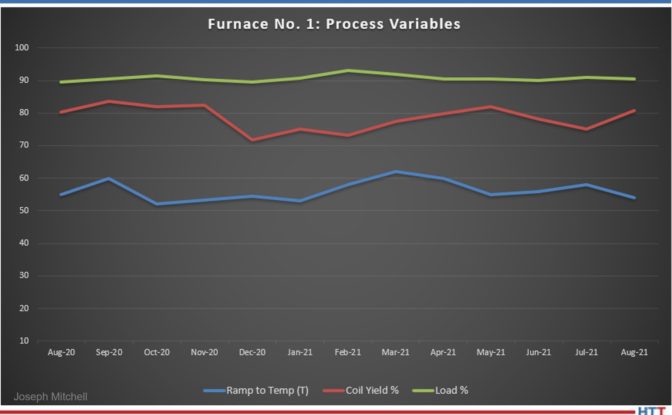
Digital monitoring of process variables: easy access of data for historical review and troubleshooting
Diagnostic Analytics (Analyze)
At this point, we have a SCADA (or similar) system in place, either for a given furnace/machine, work-cell, or eventually for an entire manufacturing/processing system. In our case, the process parameters associated with sticking, and therefore the ones which need to be monitored, include temperature, time, pressure, surface condition, and reactivity.4 The stage for descriptive analytics is set; data is collected/summarized, but no direct decisions/predictions develop from this digital data stream. We learn "what happened” and proceed with the question, "why" did "X" happen? Thereby, we enter the world of diagnostic analytics in the quest for root causes, seeking to understand unusual events: why did no sticking occur when we processed alloy "A" last week, but this week alloy "A" exhibits sticking?
Following our statistical study used in descriptive and diagnostic analysis that was performed using data analysis software, we continue applying statistical methods for our investigation. The objective is discovery and confirmation of relationships and/or trends, which may relate to, or show causes for, sticking (coil wraps adhering together).
Predictive Analytics (Improve)
Rarely in a heat treating/material processing dilemma is the root cause readily disclosed; my experience in heat treating is that "bad" phenomenon often occur and disappear with impunity, leaving root cause analysis a moot point. We breathe a sigh of relief and enjoy the quiet before the next storm.
In the past, this unfortunate scenario likely resulted from one of two things: first, the inability to measure multiple variables simultaneously; and second, if a system is in place identifying and monitoring key variables, then management's inability of correlating (note: correlation may not ≠ causation) effects of multiple process variables. This inability leads to dependency and/or relationships preventing meaningful and/or accurate interpretation of data. At best, this does no more harm than allow the continued ill-effects of current problem, but at worst, it leads to incorrect conclusions, possible worsening of the problem at hand, and new problems.
Here is where management of forward-thinking companies -- focused on developing optimal manufacturing efficiencies, equipment effectiveness, increased profit, and competitive advantage --differentiate themselves by advocating application of digital technologies. In this case, it means moving toward artificial intelligence (AI); smart machines/machine learning.
Many options related to machine learning software and machine connectiveness are available (e.g., Siemens, GE Digital, Samsara, etc.). Your SCADA system provider is a great place for beginning investigation into predictive/prescriptive software solutions using machine learning tools.
Another example of a systems approach for digital transformation is Smart Prod ACTIVE. Profiled in Foundry Trade Journal last winter, this information and communication technology (ICT) platform, designed for optimizing foundry production, illustrates the growing possibilities for increased competitive advantage and profit growth based upon implementation of digital technologies, such as EnginSoft - smart ProdACTIVE.5
Prescriptive Analytics (Control)
Heat treating consists of many interrelated processes and/or systems. Prescriptive analytics, by way of simulation software/modeling tools, leads to applicable solutions; as Luigi Vanfretti, an associate professor of electrical, computer, and systems engineering at Rensselaer Polytechnic Institute, states, "You need to have a way to understand the interaction of the systems, and, in an integrated way, you need to optimize them together."6
Digital data collection and advanced analytics open the door for data-driven decisions and improved understanding of a process. When we are able to investigate cause-effect relationship(s) and our modeling tools suggest appropriate/optimal adjustment for non-normal process variation, we can achieve standardization of a given heat treating process, possibly even aimed at specific equipment in a manufacturing system.
In other words, the optimization factors of bell furnace "A" may not be optimal for bell furnace "B." The parameters for various aspects of the manufacturing system may need adjustment based on equipment performance/condition or other factors (e.g., coil mass, time at soak temperature, surface roughness (rolls), incoming strip cleanliness, etc.).
In this manner, continuous improvement throughout the manufacturing system becomes a part of our day-to-day business.
Chart recording; still valid, but not user friendly for data retrieval and statistical analysis
Digital Integration/Transformation
We examined a 21st century approach for resolving a 20th century problem: coil wraps sticking together post-anneal. This material processing phenomenon typically encountered when batch annealing ferrous or nonferrous materials may result from many interrelated process variables; that is, one or more sources of non-normal variation within a thermal processing system and/or manufacturing process.
The heat treating system, as well as the manufacturing system which is comprised of numerous material processes both upstream and downstream, requires continuous monitoring. As supported by CQI-9 (4th ed.), digital instrumentation is deemed necessary (for automotive suppliers) for surveillance and documentation of thermal processing parameters. Acquisition of digital data (e.g., SCADA) facilitates advanced analytics for predicting process outcomes and thereby prescribing optimal solutions which lead to process improvements.
Thus, application of digital monitoring/data collection, advanced analytics, and integration of Industry 4.0 technologies will enhance understanding, provide heretofore unknown process correlations/relationships, and thereby lead to problem mitigation.
As we close this article, some may ask, is digital transformation essential in our heat treating industry? Is IIOT and the all-encompassing Industry 4.0 a necessity for industrial heat treaters and others involved in material processing?
Perhaps a well-worn quote from W. Edwards Deming provides our answer: "It is not necessary to change. Survival is not mandatory."
About the Author: Joseph Mitchell is director of Operations & Technology for The Miller Company, a service slitting center which supplies bronze and specialty copper alloy precision metal strip. With a BS in Industrial Management and MBA from Lawrence Technological University, his interests include metallurgy and practical application of Industry 4.0 concepts/digital technologies for developing business strategy that provide optimal use of assets, energy, and process controls within the metals and automotive industry.
References
1 J. Ryska, Industry 4.0 Meets the Stamping Line - Ford Motor Company's stamping division looks to leap into Industry 4.0 the same way Henry Ford led the transformation from Industry 1.0 to 2.0, Advanced Materials and Processes, Feb/Mar 2020, Vol 178, NO 2, p 25-28.
2 T. Daniels, "The Prevention of Sticking in Bright Annealing Sheet Steel,” Thesis; submitted for degree requirements, MS Chemical Engineering, Georgia School of Technology.
Welcome to another Technical Tuesday for 18 hard-hitting resources to use at your heat treat shop. These include quick tables, data sets, and videos/downloadable reports covering a range of heat treat topics from case hardening and thermocouples to HIPing and powder metallurgy.
Defining Terms: Tables and Lists
Table #3 Suggested Tests and Frequencies for a Polymer Quench Solution (in article here)
Case Hardening Process Equipment Considerations (bottom of the article here)
Two simulations of a moving billet through heating systems (in article here)
Fourier’s Law of Heat Conduction (in article here)
Webinar on Parts Washing (link to full webinar at the top of the review article here)
Materials 101 Series from Mega Mechatronics, Part 4, Heat Treatment/Hardening here
Heat Treat TV: Press-and-Sinter Powder Metallurgy here
BONUS: 39 Top Heat Treat Resources
Heat Treat Today is always on the hunt for cutting-edge heat treat technology, trends, and resources that will help our audience become better informed. To find the top resources being used in the industry, we asked your colleagues. Discover their go-to resources that help them to hone their skills in the 39 Top Heat Treat Resources on this page of the September print magazine.
A high-uniformity box furnace has been delivered to Soil Lab, a community-based workshop based in Chicago, as part of the 2021 Chicago Architecture Biennial. The furnace received a fast-track shipment of four weeks to be part of the biennial workshop program in which local community groups will experiment and gain knowledge of ceramic production and various processes.
TheL&L Special Furnace Co., Inc. Model XLE 3636 is a front-loading, refractory-lined box furnace and has an effective work zone of 34” wide by 34" high by 32" deep. There is a horizontal double pivot door with a safety power cutoff switch. A ceramic hearth and standoffs are provided as a workspace for various ceramics and ceramic-based products. Additionally, the furnace has a series of inlets on the side and an outlet on the top. These can be capped off when not in use to preserve heat, and can provide a "candling" effect where various ceramic byproducts can be removed from the furnace. Some of these byproducts can be corrosive and need to be removed from the system.
Pictured in the main image above: Soil Lab team photo, (L to R) Vester, Bruun, Martin, Ni Chathasaigh
Designing ultra-efficient aircraft, lightweight automobiles, and modern power generation systems requires new materials with higher strength-to-weight ratios that can withstand higher operating temperatures for longer periods of time. These lighter weight, heat-tolerant materials help increase fuel efficiency and save energy, but characterizing these materials poses several challenges.
In this Technical Tuesday article, Dr. Erik Schwarzkopf, staff scientist at MTS Systems, will help you discover solutions to these challenges that will improve high-temperature testing of composites. This is the special focus article that appears in the Heat TreatToday November 2021 Vacuum Heat Treat Systems print edition. Return to our digital editions archive on Monday November 15, 2021 to access the entire print edition online!
Dr. Erik Schwarzkopf Staff Scientist at MTS Systems
Testing at high temperatures can be complicated because “elevated temperature” means different things to different researchers. In general, there are three distinct temperature ranges for materials that have the highest strength-to-weight ratios. The first is for polymer matrix composites, or PMCs, from 392°F to 932°F (200°C to 500°C). The second is for metals, from 1472°F to 1832°F (800°C to 1000°C). The third is for ceramic matrix composites, or CMCs, which are tested up to 2732°F (1500°C). In each range, there are tradeoffs that test engineers need to consider in order to measure material properties at elevated temperatures and acquire high-quality results.
Problems arise when dealing with objects that need to touch the specimen or be near the specimen, such as grips, extensometers, furnaces, and chambers. The problems tend to be systemic, so solving an issue with one component tends to raise issues with another component.
In many cases, these issues start with specimen geometry. For example, PMC and CMC specimens are flat, and they cannot be grabbed in the same way as a round, threaded, or button-head metallic specimen. For gripping PMCs, cost-effective and easy-to-use hydraulic wedge grips are a good choice. Hydraulic wedges can apply consistent pressure to protect the fragile PMC specimen fibers from crushing and are able to maintain the correct pressure even as the chamber and wedge head heat up. These grips are relatively large, so they are often paired with a larger environmental chamber. The environmental chamber is typically larger than the furnaces required for higher temperature tests, but the thermal mass of the grips and chamber leads to very stable temperatures.
However, the larger chamber makes it difficult to use contacting extensometers, which test engineers would normally use in these applications. With a smaller chamber, you can situate the sensing technology outside the chamber and allow it to translate motion from the contact arm; but with a larger chamber, you cannot effectively translate that motion outside the chamber because the arm gets too long. The extensometer needs to be inside the chamber — but the elevated temperature damages the sensitive electronics.
"One of the best ways to increase high-temperature testing success is to work with a solution provider who understands the entire test."
One way to solve this issue with contacting extensometers is to use video extensometry and digital image correlation. These non-contacting strain measurement devices can be located outside the chamber, away from the heat that would damage other extensometers. A chamber with a window will let you look inside and measure motion in real-time. But this solution is not without its complications, either. You need a light inside the chamber to illuminate the specimen for the camera, and at some temperatures, the specimen’s illumination (or blackbody radiation) reduces the contrast and accuracy of video extensometry. You can mitigate these problems by using blue LEDs to illuminate the chamber and optical filtering to minimize blackbody effects and enhance contrast.
PMCs and CMCs are typically engineered as flat structural components, but given the gripping challenges presented by flat specimens, some people have wondered why we cannot just use round specimens instead. Even with metals, it is often not possible to obtain a large enough portion of the material to make a round specimen, especially if the goal is to test material that has been in service. Sometimes, a small specimen is extracted from a larger component — specifically, turbine blades from jet engines. The blades that see the hottest application temperatures are grown from single crystal seeds with cooling holes to let air through. These intricately shaped blades do not have enough bulk to create a round specimen. Also, when the interdendritic spacing of a single crystal is similar to the specimen dimensions, the specimen might act quite differently than a bulk, round specimen.
Gripping specimens in high-temperature applications remains a challenge. A test engineer would normally use high-temperature grips for most high-temperature applications. But the CMC testing temperature range exceeds 1832°F (1000°C) and these grips would start to lose strength. Ideally, the grip should be as hot as possible to minimize the gradient, just not so hot that the grip itself starts to get soft. If a specimen is long enough, cold grips could be used. But some specimens cannot be made long enough, for the same reasons they cannot be made round. Even if cold grips are used, larger gradients are then introduced, which means more tests need to be run due to the variations in those gradients, and that adds expense.
To address these challenges in the highest temperature ranges, look for a grip that can be actively cooled in two different ways, depending on what temperature range is required. These versatile grips can be placed in an area of the furnace that is relatively less hot than the center zone. If the center zone is 2192°F (1200°C), the top and bottom portions are closer to 1832°F (1000°C). With active cooling, the grip can stay in the cooler part of the chamber and still hold the specimen in place with an acceptable gradient. For testing metals up to 1832°F (1000°C), you can use a grip that is moderately cooled. For testing CMCs up to 2732°F (1500°C), look for a grip that is aggressively cooled.
One of the best ways to increase high-temperature testing success is to work with a solution provider who understands the entire test. Many labs attempt to build high-temperature testing solutions by assembling components from different providers. Unfortunately, the interdependencies and tradeoff s are too entangled. The extensometry expert may not understand how to make their offering work through a window or inside of a chamber. Grip experts may be able to make cold grips work, but the gradient is so large that it calls the test results into question. Find a provider that can offer the systems integration expertise you need to reduce testing variability, allowing you to run fewer tests and get accurate results.
About the Author: With more than 30 years of experience in materials testing, metallurgy, and system engineering, MTS Systems staff scientist Dr. Erik Schwarzkopf frequently shares his testing expertise in technical articles and conference presentations.
For more information: Contact Dr. Schwarzkopf at erik.schwarzkopf@mts.com
Want a free tip? Check out this read of some of the top 101 Heat TreatTips that heat treating professionals submitted over the last three years. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for “101 heat treat tips” on the website! This grab bag of 10 tips focuses on how to keep your heat treating costs down, either by maintenance strategies or product and process decisions.
By the way, Heat TreatToday introduced Heat TreatResources this year; this is a feature you can use when you’re at the plant or on the road. Check out the digital edition of the September Tradeshow magazine to check it out yourself!
Oxygen Analysis as a Cost Saver
Investing in and using an oxygen analyzer on a regular basis can provide significant fuel cost savings and, at the same time, optimize uniformity and maximize capacity.
(Super Systems, Inc.)
New Diffusion Pump Technology Increases Production Output
Gain immediate positive net cash flow with a lease to own finance option by upgrading your diffusion pumps with the new immersion heater technology. The new style heater will extend oil life and reduce energy consumption. New heater technology can increase production by eliminating the need of dropping your pump every time you change oil for faster maintenance turn around. Drop in place pump design with improved performance.
(Leybold Vacuum USA)
TZM Moly Alloy for Structural Vacuum Furnace Components
For over 30 years, there has been a molybdenum alloy called TZM (Moly-0.5%Ti-0.1%Zr) which is far superior to pure molybdenum in vacuum furnace structural applications. TZM is slightly more expensive than pure moly, so OEM furnace companies use pure moly to keep their costs down for competitive reasons. But they could be offering it as an option for their buyers. Pure molybdenum metal undergoes recrystallization at temperatures as low as 2000°F. The recrystallized structure is very brittle at the grain boundaries, resulting in a structural component that also is very brittle. If you have a vacuum furnace with moly components, you have undoubtedly seen this with older parts. TZM alloy, however, does not recrystallize until around 2500°F, and even then it does not exhibit the brittle behavior of pure moly, because the recrystallized grain size is still very fine. TZM is also stronger than pure moly, as much as 3 to 4 times the strength at temperatures above 2000°F. For a 10-15% premium in cost, you can dramatically extend the life of your moly structural components in your furnaces.
(Grammer Vacuum Technologies)
How Much Lost Money Flows Through the Walls of Your Furnace
In a strict sense, heat flows through the insulating lining of your furnace wall: the lower the outside temperature in the furnace shell, the less heat is lost and, consequently, less money.
For example, an outside temperature on the oven shell of 160°F (71°C) equals a heat loss of approximately 190 BTU/hr ft2, just multiply this number by the square footage of the entire outside surface of the oven. A well-designed and well-maintained insulation can reduce the outside temperature of the shell, say 120°F (49°C), and heat losses would be close to 100 BTU/hr ft2, that’s 90% more heat lost and therefore fuel.
So, my Tip for today is: “Let’s go for the basics that don’t change, and it will always give good results.” By the way, how many furnaces are there in your plant and how many square feet do their surfaces add up to?
(Carrasco Hornos)
Never Go Cheap on These Two Things
There are 2 things in life you should never go cheap on: Toilet paper and combustion equipment! When upgrading or looking at new systems, spend the money to do it right. Designing on the cheap will only lead to operational and maintenance headaches. And trying to reuse the ancient artifacts when upgrading just to save a buck will cost you 10x that down the road. You don’t have to break your budget to do a quality job!
(Bloom Engineering Co., Inc.)
Don’t Be Cheap. Buy an IR Camera.
IR cameras have come way down in price—for a thousand dollars, you can have x-ray vision and see furnace insulation problems before they cause major problems—also a great diagnostic tool for motors, circuit breakers, etc. (And you can spot deer in the dark!)
(Combustion Innovations)
4 Reasons Not to Overlook Combustion System Maintenance
Anyone who has operated a direct fired furnace, especially one that relies on pressure balance ratio regulators for ratio control, knows that regular tuning is needed to keep the process running with the proper air to fuel ratio.
Here are 4 reasons not to skip regular combustion system tuning:
It can cost you money: Operating with more air than needed will reduce your furnaces efficiency and require you to burn more fuel. Conversely, operating air deficient, unless necessary for the process, results in unburned fuel being released with the exhaust gasses. In most cases the unburned fuel going up your stack is energy that you paid for.
It can decrease product quality and yield: For many ferrous metals too much excess air will result in excess scale formation at high processing temperatures. On the contrary other materials such as titanium need to be processed with excess air to prevent Hydrogen pickup.
It can reduce your furnace’s reliability: The burners on your direct fired furnace will have a defined range of acceptable air to fuel ratios for proper operation. If your system wanders outside of this range, which can be fairly tight with today’s ultra-low NOx burners, you could start to see flame failures that result in unplanned shutdowns.
It can be a safety hazard: Apart from the possibility of causing burner instability, running with too little air will increase CO emissions. Unless your furnace is designed to safety exhaust CO you could end up exposing personnel working near your furnace to this deadly gas.
(Bloom Engineering Co., Inc.)
Inspection Mistakes That Cost
Rockwell hardness testing requires adherence to strict procedures for accurate results. Try this exercise to prove the importance of proper test procedures.
A certified Rc 54.3 +/- 1 test block was tested three times and the average of the readings was Rc 54 utilizing a flat anvil. Water was put on the anvil under the test block and the next three readings averaged Rc 52.1.
Why is it so important that samples are clean, dry, and properly prepared?
If your process test samples are actually one point above the high spec limit but you are reading two points lower, you will ship hard parts that your customer can reject.
If your process test samples are one point above the low spec limit but you are reading two points lower, you may reprocess parts that are actually within specification.
It is imperative that your personnel are trained in proper sample preparation and hardness testing procedures to maximize your quality results and minimize reprocessing.
(Young Metallurgical Consulting)
Question the Spec! Save Money!
Before you specify a heat treatment, stop and consider your options. Rather than reusing an old specification, ask the design engineer to determine the stress profile, and base the hardness or case depth on real stress data. Is this complicated? Maybe. But especially for carburizing, why pay for more depth than you need, and why take the risk of inadequate strength? The 21st century is here. We have ways to help with the math. Let’s move beyond guess and test engineering methodology.
(Debbie Aliya)
The Right Furnace Atmospheres Will Pay Dividends
Save money on your furnace atmospheres by employing the driest and leanest furnace atmosphere blends possible. Furnace atmospheres are a compromise between keeping it simple and supplying exactly the atmosphere to meet the unique requirements of each material processed. Organizations have different priorities when it comes to atmospheres—heat treat specialists may want to be able to run as many different materials as possible using a limited array of atmosphere types, while captive heat treating operations often want exactly the atmosphere approach to maximize the benefits for their specific processes/products.
The dewpoint (water content) of the atmosphere in the furnace is a key factor in its performance. At high temperatures, water in the atmosphere can break down, releasing oxygen that can cause oxidation. You must maintain a high degree of reducing potential to achieve the surface finish and processing results desired. If the furnace atmosphere gas is wet, you’ll need a gas blend richer with hydrogen than you would if your atmosphere blend had a lower dewpoint (less water vapor content). Since hydrogen costs 10 times more than nitrogen, it is more economical to run a leaner atmosphere than a richer atmosphere. By running the driest atmosphere blend possible, you may find that you can lean down your atmosphere (consistent with the metallurgical needs of your product/process) by reducing the proportion of hydrogen and increasing the nitrogen. In doing so, you may recognize meaningful savings.
Check your furnace atmosphere raw materials and process and obtain the driest atmosphere possible. Control your atmosphere dewpoint by adding humidity as needed to the driest starting blend possible rather than accepting a wet atmosphere and trying to process your parts. You’ll achieve the best compromise of excellent results at the lowest cost.
(Nel Hydrogen)
Check out these magazines to see where these tips were first featured:
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the "fringe" of the weekend, Heat Treat Today presents today’s Heat TreatFringe Fridaybest of the web article evaluating how your jobs may look a little different as general manufacturing adopts Industry 4.0 trends.
A question this article asks -- and you should, too -- is "What talent and skills do manufacturers need in order to succeed in the factory of the future?" With interconnected digital and physical developments through internet technology, heat treaters may fear that a "robot" will replace them. Armed with this article, you'll be able to identify what skills are needed for the future of five manufacturing roles: production planner, industrial engineer, operator, line leader, and quality engineer.
An excerpt:
[blockquote author="" style="1"]The smart factory of the future will perfectly blend human capabilities with technology. Manufacturers can get ahead now by understanding how critical manufacturing roles will evolve and how to hire, train and upskill for these roles. Getting it right in talent development will ultimately separate the leaders from the laggards.[/blockquote]
If you are interested in how the heat treating industry is affected by artificial intelligence (AI), the industrial internet of things (IIoT), and other subjects related to Industry 4.0, check out this article. Here's an excerpt:
"According to Aymeric Goldsteinas, project development manager at Ipsen, customers are becoming more willing to implement Ipsen’s Industry 4.0 endeavors, even cloud-based solutions, a willingness that was not present just one decade ago. So how is the heat treat market responding? We asked suppliers how they implemented Industry 4.0. . ."




 Battery Development for Sustainable Use
Battery Development for Sustainable Use Decarburizing Tech
Decarburizing Tech Hydrogen High, NOx Low
Hydrogen High, NOx Low