The heat treat industry is rich with knowledgeable leaders, resourceful problem solvers, and innovative teams. One of our favorite things to do here atHeat Treat Today is to draw attention to the wealth of expertise in the field, so we are pleased to launch the Voices in Heat Treat series, pointing readers to a treasure house of recorded interviews and discussions diving into the fundamentals of thermal processing.
In this and coming articles drawn from the audio library at Solar Atmospheres, we will summarize topics on everything from basic heat treating how-tos, preventative maintenance, and troubleshooting to the history of hot zone designs, temperature uniformity surveys, and the distinctions to take into consideration when processing different kinds of metals and alloys. In today’s installment, our industry experts focus on vacuum brazing and the uniqueness of heat treating titanium.
In the premiere article of this series, Bill Jones, founder and CEO of Solar Atmospheres and Solar Manufacturing, interviews industry leaders about the advantages of vacuum furnace brazing. Read the highlights of their discussion about the process, in particular when used with stainless steel and titanium. The summary of a fourth episode recorded earlier has been added, expanding on the topic of the advantages of processing titanium in a vacuum furnace. The experts are Calvin Amenheuser, vice president of the Hatfield plant, and Mike Paponetti, sales manager of the southeast. Jim Nagy, senior vice president of Solar Manufacturing, hosts the episodes. A summary of each conversation is below, followed by links that will take you directly to that podcast episode.
Bill Jones and the Team Speak on Vacuum Brazing, a 3-Part Series
“Advantages of Vacuum Furnace Brazing”
December 2015
Brazing to form strong metallurgical bond where the brazed joint becomes a sandwich of different layers, each linked at the grain level
This episode is the first in a series on vacuum furnace brazing, with an overview of different types of brazing processes and why vacuum furnace brazing is superior to other joining methods, particularly torch brazing and welding.
The conversation explores various reasons why a vacuum furnace is well-suited to perform brazing because it provides:
a controlled, consistent atmosphere cycle after cycle
uniform heating throughout the hot zone
a controlled rate of heating
the elimination of air to prevent the formation of oxidation of the metal
Vacuum Furnace Brazing vs. Alternative Methods
Both Cal Amenheuser and Mike Paponetti speak about vacuum brazing being a superior process to alternative methods. Mike noted that torch brazing is effective for low volume loads, but the process risks flux entrapment and could produce messy, overheated and possibly carburized parts. In contrast, vacuum furnace brazing allows for higher volume loads, providing a repeatable process, precise temperature measurements, and versatility.
Brazing applications from parts to rockets
Calvin added that while welding melts the materials and produces a strong joint, the surrounding material is weaker. With vacuum furnace brazing, the brazed joint is just as strong or stronger afterward as before.
Finally, the panelists compared how batch vacuum furnace brazing eliminates distortion that is typical with torch brazing and welding because of hot zone uniformity. A batch furnace operator can modify the process to meet the demand of the load, and furnace charts provide proof of reveal what exactly happened during the run so that successful recipes can be repeated.
In this episode, second in the series on the vacuum furnace brazing, the Solar team reconvened to discuss advantages of and concerns with nickel-based and copper-based brazing alloys.
All agree that nickel-based alloy offers a cleaner braze but emphasize precautions must be put in place to avoid metal erosion and cracking. While readily available and a good match for low carbon steel, copper flashes during the braze. Inert gas is recommended to decrease evaporation of the copper-based alloy.
“Processing Titanium in Vacuum Furnaces: Active Brazing of Titanium in a Vacuum Furnace”
April 2016
In this third and final episode on the topic of vacuum furnace brazing, Bill Jones, Calvin Amenheuser, and Mike Paponetti consider significant challenges to brazing titanium, which is the need to reduce surface oxide to allow the process to take place and why active brazing is suggested as a means to meet that challenge. What follows is an informative discussion on composites that allow producing companies add to the material, like hydrated titanium, zirconium, and indium, to help overcome oxides, which are effective at wedding to the surface.
“Processing Titanium in Vacuum Furnaces: Advantages”
February 2013
175,000 pounds of 6Al-4V titanium in Solar’s 48-foot-long vacuum furnace
Although recorded earlier than and thus separately from the series on vacuum furnace brazing, this summary of an episode is included in this article to provide context about the advantages of processing titanium in a vacuum furnace. This is a solo Bill Jones episode.
Bill Jones highlights how vacuum furnaces provide a pure atmosphere for processing titanium compared to an argon atmosphere, saving machining costs and time. Additionally, vacuum processing uses forced inert gas quenching to cool titanium as opposed to water quenching which results in a more uniform result and eliminates part distortion. Finally, fixturing parts properly in a vacuum furnace with graphite allows heat treaters to preserve the part shape and avoid movement.
Bill Jones Founder & CEO Solar Atmospheres, Solar Manufacturing Source: Solar AtmospheresCalvin Amenheuser Vice President of Operations, Souderton plant Solar Atmospheres Source: Solar AtmospheresMichael Paponetti Sales Manager of the Southeast Solar Atmospheres, Inc. Source: Solar AtmospheresJim Nagy Senior Vice President Solar Manufacturing, Inc. Source: LinkedIn
The Heat Treat Doctor® ha vuelto para ofrecer sabios consejos a los lectores de Heat Treat Today y para responder a suspreguntas sobre el tratamiento térmico, brazing, sinterizado y otros tipos de procesamiento térmico, así como preguntassobre metalurgia, equipos y problemas relacionados con los procesos.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This article was originally published inHeat Treat Today‘sSeptember 2024 People of Heat Treat print edition.
El temple es un paso fundamental en el proceso de tratamiento térmico. Y si bien el especialista en tratamiento térmico suele tener varias opciones disponibles, existe un delicado equilibrio entre lo que está disponible para nosotros y cómo podemos optimizar sus características de rendimiento para cumplir con los requisitos/especificaciones de nuestros clientes. Se deben tener en cuenta cuidadosamente el material, el diseño de la pieza (geometría), los requisitos previos y posteriores de manufactura, la carga, el cambio dimensional permitido (es decir, la distorsión) y el proceso como tal. Conozcamos más.
Medios de temple: una breve Descripción
Los medios de temple actuales ofrecen una amplia gama de capacidades que, en algunos casos, se traslapan. Sin embargo, en un nivel fundamental, la función de un medio de temple es extraer calor de la superficie de la pieza para cumplir con una velocidad crítica de enfriamiento especificada y con ello lograr la microestructura necesaria para lograr las propiedades mecánicas y físicas requeridas. En el temple de aceros, por ejemplo, se debe evitar pasar por la “nariz” de la curva de transformación-tiempo-temperatura (TTT) si el resultado final deseado es una microestructura martensítica (o bainítica). Por el contrario, la velocidad de enfriamiento para un proceso de normalización requiere enfriamiento “al aire”, un término que a menudo se malinterpreta y que abordaremos en una discusión futura.
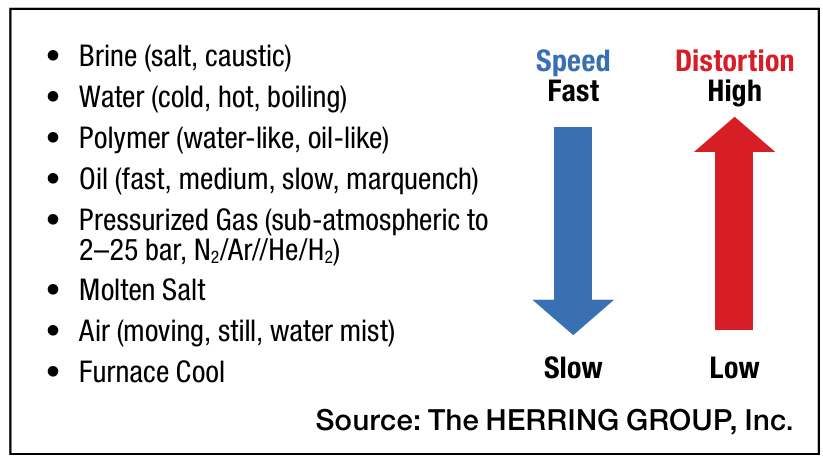
Figura 1. Medios de Temple comunes y su efecto en la distorsión (1)
Sin embargo, un medio de temple (Figura 1) es más que solo su velocidad de enfriamiento. Los medios de temple deben ser estables durante su vida útil, especialmente con respecto a la degradación (por ejemplo, oxidación), ser seguros, ser fáciles de arreglar y mantener, tener un alto punto de vaporización, idealmente no interactuar con la superficie de la pieza, usarse dentro de su rango de rendimiento óptimo, tener una larga vida útil, eliminarse fácilmente mediante limpieza después del temple y ser rentables.
A manera de una caracterización muy amplia, los medios de temple se pueden dividir en las siguientes categorías generales:
Medios de temple líquidos (p. ej., a base de agua, aceites, polímeros, sales fundidas y metales fundidos)
Medios de temple gaseosos (p. ej., aire, nitrógeno, argón, hidrógeno, vapor, dióxido de carbono, dióxido de azufre, gases reductores, atmósferas protectoras sintéticas o generadas, gases a alta presión)
Medios de temple sólidos (p. ej., dados de prensa enfriados, placas y polvos)
Medios de medios mixtos (p. ej., temple por aspersión, lechos fluidizados)
Figura 2. Diagrama de Ishikawa (también conocido como de pescado) de las variables de temples (1)
Selección del medio de temple óptimo
Contact us with your Reader Feedback!
Se deben tener en cuenta varios factores al seleccionar el mejor medio de temple. A continuación, se enumeran algunos de los aspectos importantes a tener en cuenta al seleccionar el medio adecuado (Figura 2):
Material: composición química, templabilidad, forma (p. ej., barra, placa, forja, fundición), tipo (p. ej., forjado, sinterizado) y limpieza, por nombrar algunos
Geometría/diseño de la pieza: forma, tamaño, peso, complejidad
Estado de laminación o tratamiento térmico previo: recocido, normalizado, preendurecido, relevado de esfuerzos
Estado de tensión: el efecto acumulativo de las operaciones de laminación y las operaciones de fabricación del cliente antes del tratamiento térmico
Carga: canastillas (aleación, compuesto C/C, placas de grafito, etc.)
Parámetros del proceso: temperatura, tiempo, precalentamiento
Selección del equipo: ¿es óptimo o simplemente adecuado para el trabajo?
Medio(s) de temple disponibles: sus limitaciones y ventajas
Es importante hablar brevemente aquí sobre dos aspectos del proceso de selección del medio de temple. Primero, observar la diferencia entre dureza y templabilidad (que analizaremos con más detalle en el futuro). Los tratadores térmicos tienden a centrarse en la dureza (ya que podemos medirla fácilmente en nuestro taller), pero la templabilidad es una consideración crítica en la selección del medio de temple. La templabilidad es una propiedad del material independiente de la velocidad de enfriamiento y dependiente de la composición química y el tamaño del grano. Cuando se evalúa mediante pruebas de dureza, la templabilidad se define como la capacidad del material bajo un conjunto dado de condiciones de tratamiento térmico para endurecerse “en profundidad”. En otras palabras, la templabilidad se relaciona con la “profundidad de endurecimiento”, o el perfil de dureza obtenido, no con la capacidad de alcanzar un valor de dureza particular. Cuando se evalúa mediante técnicas microestructurales, la templabilidad se define (para aceros) como la capacidad del acero para transformarse parcial o completamente de austenita a un porcentaje definido de martensita.
Tabla 1. Valores medios e instantáneos del coeficiente de transferencia de calor (3)
En segundo lugar, se debe tener en cuenta tanto el valor medio como el instantáneo del coeficiente de transferencia de calor alfa (α) del medio de temple. Aunque la “potencia” máxima de temple se puede describir mediante el coeficiente de transferencia de calor instantáneo, el coeficiente de transferencia de calor promedio (Tabla 1) proporciona una mejor comparación relativa de los diversos medios de temple, ya que representa el valor del coeficiente de transferencia de calor en todo el rango de enfriamiento (desde el inicio hasta el final del temple). Es importante recordar que la capacidad de gestionar (no controlar) la distorsión es un delicado acto de equilibrio entre la extracción uniforme del calor y la transformación adecuada.
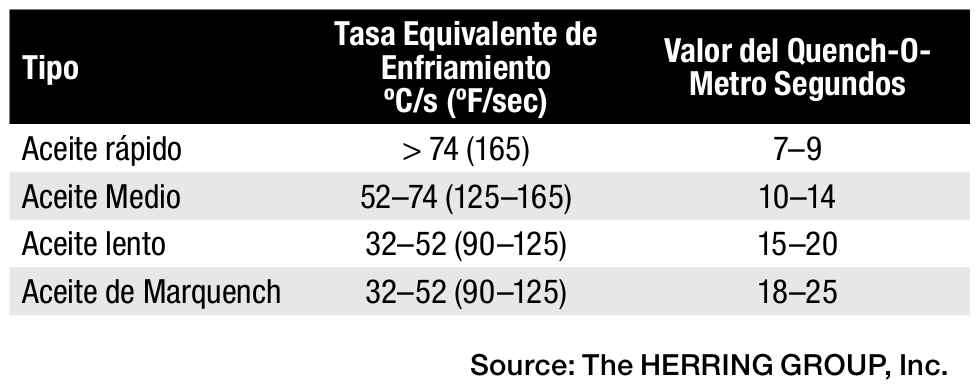
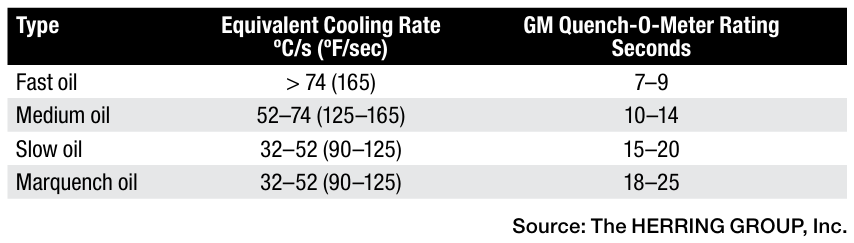
Tabla 2. Clasificación de los aceites de temple (1)
Un ejemplo común: selección de aceite de temple
Los factores importantes a tener en cuenta al seleccionar un aceite de temple, que son válidos en una forma ligeramente modificada para la mayoría de los medios líquidos, son: el tipo de medio (es decir, características del temple, datos de la curva de enfriamiento, nuevo y a lo largo del tiempo); velocidad de temple (consulte a Tabla 2); temperatura de uso; volumen efectivo del tanque de enfriamiento [es decir, la regla de un galón por libra de acero (8,4 L/kg)]; y los requisitos del cliente.
Los factores de diseño del tanque de temple también juegan un papel importante e involucran lo siguiente:
Volumen de aceite en el tanque de temple
Número de recirculadores o bombas
Ubicación de los recirculadores
Tipo de recirculadores (velocidad fija ovariable)
Disposición de los deflectores internos del tanque (tubos de aspiración, álabes de flujo direccional, etc.)
Diseño del elevador de temple (es decir, restricciones de flujo)
Dirección del flujo del temple (hacia arriba o hacia abajo a través de la carga)
Tamaño de la propela (diámetro, espacio libre en el tubo de aspiración)
Máximo incremento dela temperatura (diseño) delaceite después del temple
Altura del aceite sobre la carga
Intercambiador de calor: tipo, tamaño, tasa de extracción de calor (BTU instantáneos/minuto)
Tiempo de recuperación del aceite hasta el set point
Por último, se deben tener en cuenta factores como: la masa de la pieza; la geometría de la pieza (por ejemplo, secciones delgadas y gruesas, esquinas y barrenos afilados, perfil de los dientes del engrane, perfil de la rosca, etc.); espaciamiento de la pieza en la carga; velocidad de flujo efectiva a través del área de temple (vacía y con carga); estado de tensión de operaciones anteriores (de manufactura); operaciones de tratamiento térmico posteriores a realizar (si las hay); carga, incluidas las charolas, las canastillas y el herramental (material y diseño); y el material (composición química y templabilidad).
Reflexiones finales
El temple, considerado por muchos como un tema complejo y multifacético, es un asunto que los especialistas en tratamiento térmico deben supervisar y controlar constantemente. En futuras entregas, analizaremos muchos de los aspectos individuales del temple. Lo importante aquí es reconocer que, si se realiza correctamente, el temple (en cualquier forma) optimizará un tratamiento térmico determinado y ayudará a producir las piezas de la más alta calidad que exigen las industrias a las que prestamos nuestros servicios.
Referencias
Daniel Herring, Atmosphere Heat Treatment, Volume II: Atmospheres | Quenching | Testing (BNP Media Group, 2015).
Bozidar Liscic et al., Quenching Theory and Technology, Second Edition (CRC Press, Taylor Francis Group, 2010).
Daniel Herring, “A Review of Gas Quenching from the Perspective of the Heat Transfer Coefficient,” Industrial Heating, February 2006.
Sobre el autor
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring ha trabajado en la industria durante más de 50 años y ha adquirido una vasta experiencia en campos que incluyen ciencia de materiales, ingeniería, metalurgia, investigación de nuevos productos y muchas otras áreas. Dan es autor de seis libros y más de 700 artículos técnicos.
Para más información: Comuníquese con Dan en dherring@heat-treat-doctor.com.
For more information about Dan’s books: see his page at the Heat Treat Store.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
The Heat Treat Doctor® ha vuelto para ofrecer sabios consejos a los lectores de Heat Treat Today y para responder a suspreguntas sobre el tratamiento térmico, brazing, sinterizado y otros tipos de procesamiento térmico, así como preguntassobre metalurgia, equipos y problemasrelacionados con los procesos.
This article was originally published inHeat Treat Today‘sSeptember 2024 People of Heat Treat print edition.
Quenching is a critical step in the heat treating process. And while there are often several choices available to the heat treater, a delicate balance exists between what is available to us and how we can optimize its performance characteristics to meet our client’s requirements/specifications. Material, part design (geometry), pre-and post-manufacturing requirements, loading, allowable dimensional change (i.e., distortion), and the process itself must be taken into careful consideration. Let’s learn more.
Quenchants — A Brief Overview
Today’s quenchants offer a broad and, in some instances, overlapping range of capabilities. But at a fundamental level, the role of a quenchant is to extract heat from the part surface to meet a specified critical cooling rate and achieve the desired microstructure in the component part necessary to achieve the required mechanical and physical properties. In hardening of steels, for example, one must miss the “nose” of the time-temperature transformation (TTT) curve if the desired end-result is a martensitic (or bainitic) microstructure. By contrast, the cooling rate for a normalizing process requires cooling in “still air” — a term that is often misunderstood and which we will cover in a future discussion.
Figure 1. Common types of quenchants and their effect on distortion (See Reference 1)
However, a quenchant (Figure 1) is more than just its cooling rate. Quenchants should be stable over their service life, especially with respect to degradation (e.g., oxidation), be safe, be easy to service and maintain, have a high vaporization point, ideally not interact with the part surface, be used within their optimum performance range, have long life, be easily removed by cleaning after quenching, and be cost effective.
As a very broad-based characterization, quenchants can be divided into the following general categories:
Mixed media quenchants (e.g., mist or fog quenching, fluidized beds)
Figure 2. Ishikawa (aka fishbone) diagram of quenching variables (See Reference 1)
Selection of the Optimal Quench Medium
Contact us with your Reader Feedback!
Various factors must be taken into consideration when selecting the best quench medium. The following are some of the important considerations when selecting the proper quench medium (Figure 2):
Material — chemistry, hardenability, form (e.g., bar, plate, forging, casting), type (e.g., wrought, powder metal), and cleanliness to name a few
Part geometry/design — shape, size, weight, complexity
Mill or preheat treatment condition — annealed, normalized, pre-hardened, stress-relieved
Stress state — the cumulative effect of both mill operations and customer manufacturing operations prior to heat treatment
Process parameters — temperature, time, preheating
Equipment selection — is it optimal or simply adequate for the job?
Quench medium(s) available — their limitations as well as their advantages
It is important to talk briefly here about two aspects of the quench medium selection process. First, note the difference between hardness and hardenability (which we will discuss in more detail in the future). Heat treaters tend to focus on hardness (since we can easily measure it in our shops), but hardenability is a critical consideration in quench medium selection. Hardenability is a material property independent of cooling rate and dependent on chemical composition and grain size. When evaluated by hardness testing, hardenability is defined as the capacity of the material under a given set of heat treatment conditions to harden “in-depth.” In other words, hardenability is concerned with the “depth of hardening,” or the hardness profile obtained, not the ability to achieve a particular hardness value. When evaluated by microstructural techniques, hardenability is defined (for steels) as the capacity of the steel to transform partially or completely from austenite to a defined percentage of martensite.
Table 1. Average and instantaneous values of the heat transfer coefficient (See Reference 3)
Second, one must be aware of both the average and instantaneous value of the heat transfer coefficient alpha of the quench medium. Although the maximum quenching “power” may be described by the instantaneous heat transfer coefficient, the average heat transfer coefficient (Table 1) provides a better relative comparison of the various quenching media since it represents the value of the heat transfer coefficient over the entire range of cooling (from the start to the end of quenching). It is important to remember that the ability to manage (not control) distortion is a delicate balancing act between uniform heat extraction and proper transformation.
A Common Example — Quench Oil Selection
Important factors to consider when selecting a quench oil, which hold true in a slightly modified form for most liquid quenchants, are: the type of quenchant (i.e., quench characteristics, cooling curve data — new and over time); quench speed (see Table 2); usage temperature; effective quench tank volume (i.e., the one gallon per pound of steel [8.4 L/kg] rule); and the client’s requirements.
Table 2. Classification of quench oils (See Reference 1)
Quench tank design factors also play an important role and involve the following:
Volume of oil in the quench tank
Number of agitators or pumps
Location of agitators
Type of agitators (fixed or variable speed)
Internal tank baffle arrangement (draft tubes, directional flow vanes, etc.)
Quench elevator design (i.e., flow restrictions)
Quenchant flow direction (up or down through the load)
Propeller size (diameter, clearance in draft tube)
Maximum (design) temperature rise of the oil after quenching
Finally, consideration must be given to factors such as: part mass; part geometry (e.g., thin and thick sections, sharp corners and holes, gear tooth profile/modulus, thread profile, etc.); part spacing in the load; effective flow velocity through the quench area (empty and with a load); stress state from prior (manufacturing) operations; post heat treat operations to be performed (if any); loading including the grids, baskets, and fixture (material and design); and the material (chemistry and hardenability).
Final Thoughts
Quenching, considered by many to be a complex and multi-faceted subject, is one heat treaters must constantly monitor and control. In future installments we will be discussing many of the individual aspects of quenching. What is important here is to recognize that done correctly, quenching (in whatever form) will optimize a given heat treatment and help produce the highest quality parts demanded by the industries we serve.
References
Daniel Herring, Atmosphere Heat Treatment, Volume II: Atmospheres | Quenching | Testing (BNP Media Group, 2015).
Božidar Liščić et al., Quenching Theory and Technology, Second Edition (CRC Press, Taylor Francis Group, 2010).
Daniel Herring, “A Review of Gas Quenching from the Perspective of the Heat Transfer Coefficient,” Industrial Heating, February 2006.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
On just about any given Tuesday, Heat TreatToday features an article that aims to educate our heat treating readers — be it in a process, equipment, metals, analysis, critical parts, or more. On this Thursday, enjoy this sampling of Technical Tuesday articles from the past several months.
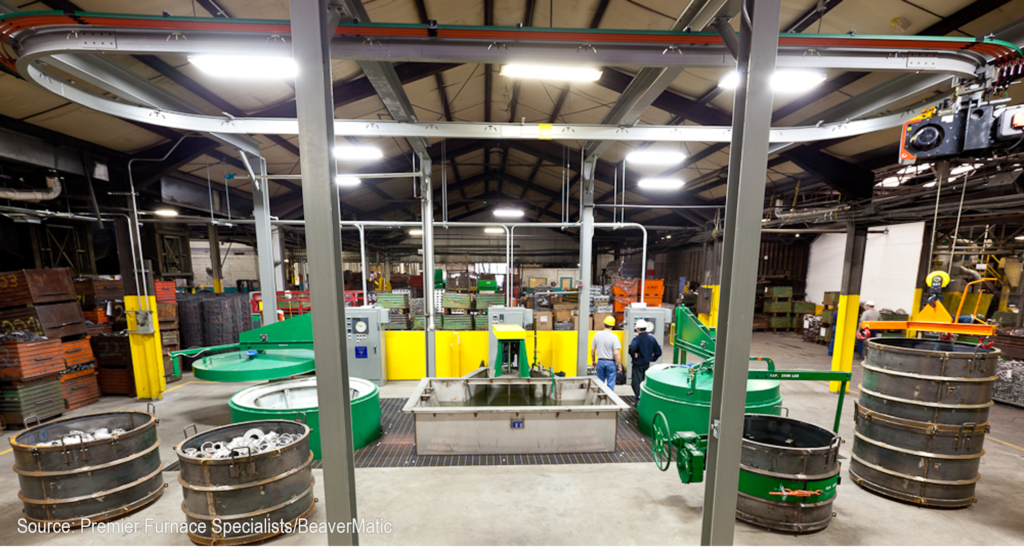
Case Study: Heat Treat Equipment Meets the Future Industry Today
How has one heat treat furnace supplier contended with modern challenges of manufacturing? In this case study about a shift away from traditional forms of heat treat, explore how vacuum furnace technology has more technological horizons to bound.
Figure 1. Construction and schematic furnace cross-section CMe-T6810-25
Several key features discussed are the various challenges that characterize modern industry; the differences between historical heat treat furnaces and vacuum furnaces; furnace features that can meet these obstacles; and a close look at what one equipment option from SECO/WARWICK can offer. Additionally, explore the case study of a process that resulted in the following assessment: All technological requirements have been met, obtaining the following indicators of efficiency and consumption of energy factors calculated for the entire load and per unit net weight of the load (700 kg).”
How do thermocouples work? How would you tell if you had a bad one? Those ever-present temperature monitors are fairly straightforward to use, but when it comes to how it works — and why — things get complicated.
Figure 2. Eric Yeager of Cleveland Electric Laboratories explaining the 101 of all things thermocouple
This transcript Q&A article was published in a print edition, but there was too much information to fit the pages. Click below to read the full-length interview, including the final conversation about how dissimilar metals create electromotive force (EMF). Included in the discussion is proper care of T/C and guidance on when it’s time to replace.
A Quick Guide to Alloys and Their Medical Applications
Figure 3. Sneak peak of this medical alloys resource
If you’re pining for a medical heat treat quick resource in our “off-season,” we have a resource for you. Whether you are a seasoned heat treater of medical application parts or not, you know that the alloy composition of the part will greatly determine the type of heat treat application that is suitable. Before you expand your heat treat capabilities of medical devices, check out this graphic to quickly pin-point what alloys are in high-demand within the medical industry and what end-product they relate to.
The alloys addressed in this graphic are titanium, cobalt chromium, niobium, nitinol, copper, and tantalum.
Resource — Forging, Quenching, and Integrated Heat Treat: DFIQ Final Report
How much time and energy does it take to bring parts through forging and heat treatment? Have you ever tried integrating these heat intensive processes? If part design, forging method, and heat treat quenching solutions are considered together, some amazing results can occur. Check out the report findings when Direct from Forge Intensive Quenching (DFIQTM) was studied.
Figure 4. Examples of DFIQ equipment
Forgings were tested, in three different locations, to see if immediate quenching after forging made a difference in a variety of steel samples. The report shares, “The following material mechanical properties were evaluated: tensile strength, yield strength, elongation, reduction in area, and impact strength. Data obtained on the mechanical properties of DFIQ forgings were compared to that of forgings after applying a conventional post-forging heat treating process.”
3 Top Tips for Brinell and Rockwell Hardness Tests
Figure 5. Testing hardness
Accurate hardness testing is a critical business for numerous industries, not least heat treatment. In this guide, evaluate “best practice” for getting the best possible reading for your hardness test with the most efficiency. These comprehensive tips include proper set up for test equipment and need-to-know information regarding the preparation and execution of both Brinell and Rockwell hardness tests.
In fact, while there are some practices that overlap, knowing the differences is critical to determine whether or not a piece has reached the appropriate hardness. For Brinell, grease may skew a reading so that “at 300 HBW the material may appear 20 HBW softer than it actually is.” On the other hand, the precision in measuring indentation depth (versus indentation width) makes it imperative to keep the surfaces clear of any contamination.
Trending Market Insights for Aluminum Thermal Processing
Figure 6. State of the North American aluminum industry
In this survey on recent and developing changes in the aluminum market, we asked industry players about the impact of trending technology and the overall state of the industry. Their responses to our questions in August 2023 described a steady and increasing melters’ demand; a limited, or lack of, business increase from additive manufacturing and 3D printing; the impact of — and response to — slow supply chains; the status of sustainability in the aluminum market; and how they plan to meet future market demand.
Heat treating aluminum presents a unique concern due to the operating conditions of high temperature, chemical corrosion, mechanical abrasion, and temperature variation. Guest columnist Roger M. Smith, director of technical services at Plibrico Company, LLC, examines the critical role the refractory lining plays in the success of manufacturing aluminum, why a refractory is susceptible to cracking under extreme conditions, and how to select and prepare refractory linings to achieve a longer service life.
A significant concern when manufacturing aluminum metal is the practical service life of the furnace. The service life is driven by the refractory lining’s ability to resist the various operating conditions within the furnace, such as high temperature, temperature variation, chemical corrosion, and mechanical abrasion. Ideally, a single refractory composition would be capable of withstanding all these conditions and readily available at a low price. Unfortunately, this is rarely the case.
Proper refractory selection is often about finding the best balance between price, properties, and performance for the given application and operating conditions. A refractory capable of high strength and abrasion resistance is often susceptible to cracking caused by extreme temperature variations, commonly referred to as thermal shock. However, a material capable of withstanding thermal shock without catastrophic cracking may be vulnerable to chemical corrosion. Finding the best balance of material properties for each zone in each furnace is important for maximizing the service life of a furnace.
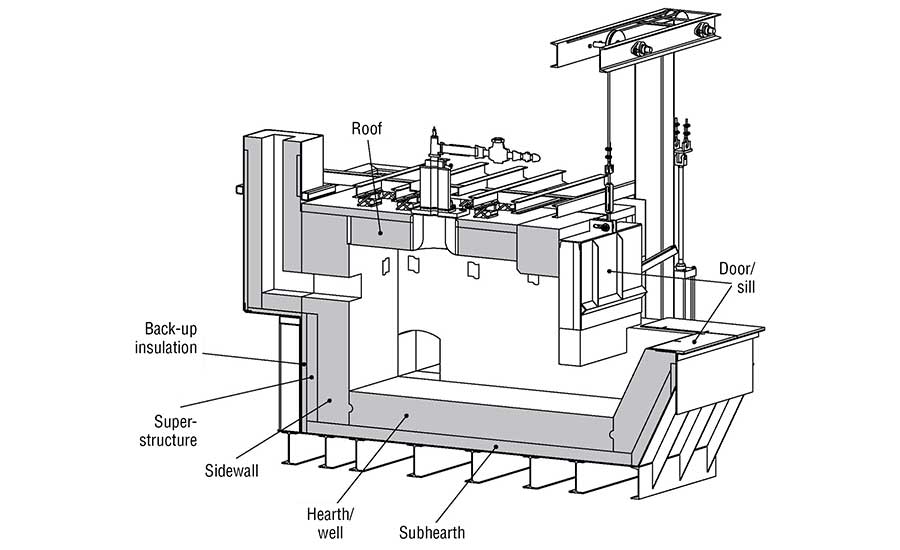
Figure 1. Schematic showing refractory lining in an aluminum furnace
Refractory Under Attack — Requirements for Melting Aluminum
The refractory lining in an aluminum furnace (Figure 1) must endure various chemical reactions that occur while the furnace is in operation. There are three separate regions to consider: above, below, and at the melt line. Above the melt line, the refractory must withstand attack from various alkali vapors. Alkali vapors can be produced from flux used in the aluminum and from the combustion products used to heat the furnace. Below the melt line, the refractory must withstand molten aluminum. At the melt line, the region commonly referred to as the bellyband area, there is a triple point where the refractory, atmosphere, and aluminum interact.
The refractory below the melt line comes in direct contact with liquid aluminum when the furnace is in operation. This contact can create a chemical reaction zone where oxides on the surface of the refractory can be reduced, such as silica (SiO2) to form silicon. Conversely, aluminum can penetrate into the refractory lining either through the same redox reactions or through infiltration due to capillary forces.
Aluminum forms corundum (Al2O3) when it oxidizes. This results in a change of the crystal structure from face-centered cubic to hexagonal, which causes a significant volume expansion. When corundum is formed inside the refractory lining, the change in volume creates cracks, which lead to more infiltration and more cracks until the refractory lining ultimately fails.
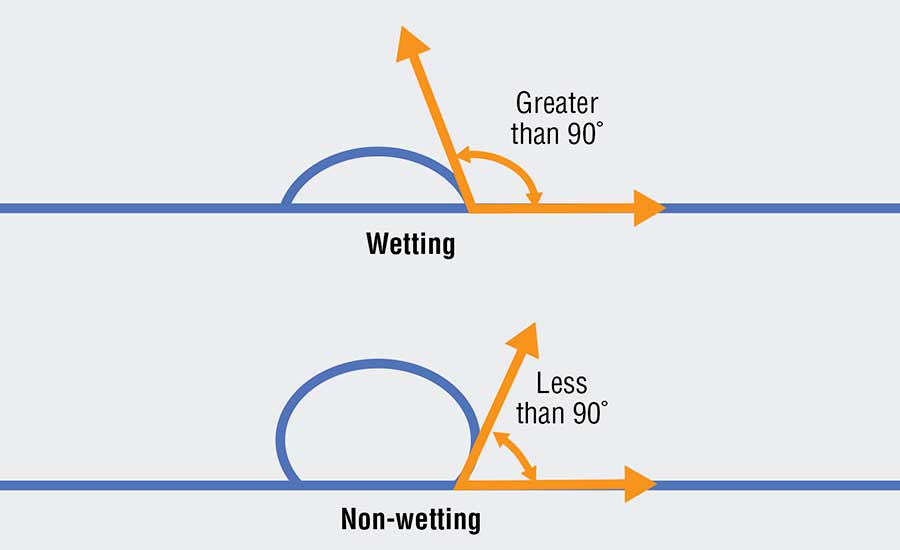
Wetting the Refractory
One method for reducing the reaction zone is to prevent the aluminum from “wetting” the refractory (see Figure 2). A liquid’s ability to “wet” a surface is defined by the contact angle of the liquid. When the contact angle between the liquid and the surface is greater than 90 degrees, then the liquid is said to wet the surface. When the contact angle is less than 90 degrees, the liquid does not wet the surface. A liquid that does not wet the surface is analogous to water beading on a car that has been freshly waxed. When aluminum does not wet a refractory, it is not able to react with the refractory and is not able to penetrate the lining.
Figure 2. Contact angle of the liquid demonstrating wetting vs. non-wetting
Various additives can be used to reduce aluminum’s tendency to wet a refractory. Some of the most used additives include barium, boron, or fluoride. They modify the surface chemistry of the refractory and reduce aluminum’s ability to react and penetrate. Using additives such as these greatly extends the effective service life of a refractory lining.
While non-wetting additives can be beneficial to extending the service life in areas where there is contact with molten aluminum, there are no benefits when not in aluminum contact. They do not protect from alkali attacks above the melt line. They do not enhance the abrasion resistance of the material. They do not improve the thermal shock resistance of the material. Furthermore, these additives are volatile. When exposed to temperatures above 1700°F (927°C), they begin to lose their effectiveness because they chemically react with other materials in the refractory and change. The additives can also be costly, which raises the price of the refractory compared to one with the same composition but without the additive.
The presence of non-wetting additives can have some negative effects on a refractory. Tests have shown that a 1% addition of a fluoride additive in a conventional castable can reduce the hot modulus of rupture (HMOR) by as much as 30% at 2000°F (1093°C). The effect can be even more significant in a low-cement castable. The loss in hot strength is likely attributed to the formation of a glassy phase induced by the additive. Fluoride and boron are both well-known glass formers and will form a glassy phase at the grain boundaries at high temperatures, which reduces the bond strength between individual grains and the overall strength of the bulk material.
Figure 3. Refractory lining
Balancing Refractory Properties
The advantages and disadvantages of a refractory material should be considered when selecting materials for an aluminum furnace. The sidewalls of a furnace all come in direct contact with molten aluminum.
The upper sidewalls must be scraped to remove aluminum that splashes up to prevent corundum growth. The refractory selected for its sidewalls should be abrasion resistant to protect from mechanical scraping and non-wetting to protect from corundum growth. The hearth and well are submerged in aluminum, but they do not see the same level of abrasion as the sidewalls. The sub-hearth may see some molten aluminum but must also provide support, so a strong, non-wetting refractory should be used.
The door and sill will experience temperature fluctuations every time the door is opened, and they will be exposed to abrasion as the furnace is charged. Materials that are resistant to thermal shock and abrasion should be selected. The roof and superstructure need to be strong and resistant to alkali vapors. Backup insulation should be selected to reduce heat loss, but it should be of a composition that has moderate resistance to molten aluminum in case of refractory failure at the hot face.
In all these zones, the operating conditions of the specific furnace must be considered, and the balance of properties must be adjusted case-by-case. The primary failure modes must be identified, and materials should then be adjusted accordingly.
The Key to Refractory Selection
The operating conditions in an aluminum furnace require a refractory lining with different benefits in different zones. At the furnace door, the refractory can experience drastic fluctuations in temperature that can cause cracking. The upper sidewalls will develop scale that has to be scraped off, so the refractory needs to be abrasion resistant.
The lower sidewalls come in direct contact with molten aluminum and need to resist chemical attacks and aluminum penetration to avoid corundum growth. Finding a cost-effective refractory that can meet all these requirements is very difficult, but it can be done with sufficient research. Careful material selection that considers the needs and operating conditions of a particular furnace is important for maximizing the service life of a refractory lining.
About the Author:
Roger M. Smith Director of Technical Services Plibrico Company, LLC Source: Plibrico
Roger Smith is a seasoned professional in the refractory industry. With a master’s degree in Ceramic Engineering from the University of Missouri – Rolla, Roger has over 15 years of experience in the processing, development, and quality assurance of both traditional and advanced ceramics. He has a proven track record in developing innovative ceramic formulations, scaling up processes for commercial production, and optimizing manufacturing operations.
Understanding abrasion can be the key to extending the life of your refractory lining. The following article provided by Plibrico Company examines abrasion resistance, its role in choosing a refractory solution, and what factors to take into consideration when assessing counter-measures.
Refractory material is designed to be very durable, withstand extreme service conditions and defy mechanical abuse in many different types of thermal-processing operations. However, severe conditions that cause abrasion in the form of high levels of mechanical scraping and airborne particulate matter can challenge refractories, shortening their service lives.
Abrasion resistance is one of the most critical and possibly the most misunderstood considerations when choosing a refractory solution. A clear understanding of what abrasion is and, perhaps more importantly, what it is not can prevent needless repair costs and lead to significant savings. This is especially important when evaluating refractory designs for a new application or when considering upgrades for an existing one.
What Abrasion Is
Abrasion is the destructive process that causes a material to wear away through mechanical scraping or scratching. Anyone who has ever grated cheese or sanded wood has experienced the abrasion encountered in everyday life. As abrasion continues, thin layers of the abraded material are removed, leaving the object thinner and usually making its surface smoother.
The same process can be observed in the refractory world. Refractory linings are abraded by high-velocity airborne particulate, cleaning tools and fuel/process materials that pass through the unit and come into contact with the lining. The telltale sign of abrasion is a refractory lining that has steadily become thinner while its surface has become smoother. The surface may even shine as if it had just been polished, which is not surprising when we consider that polishing is another common form of abrasion.
Fig. 1. Abrasion damage to the refractory bottom of a choke ring of a thermal-oxidizer unit
What Abrasion is Not
Abrasion is considered a type of mechanical abuse, but it is not the only type of mechanical abuse to which refractory linings are subjected. Equally common is impact: the sudden, forceful collision between the refractory lining and a moving object. Impact can come from a variety of sources. The moving object may be a cleaning tool, a piece of process material, a chunk of fuel or a dislodged mass of refractory or slag, depending on the application. Impact with such objects typically results in chips and cracks in the refractory lining.
Refractory materials designed for abrasion resistance tend to have increased strength and hardness compared to those found in traditional refractories, and these abrasion-resistant materials may provide some resistance to impact. Abrasion-resistant properties can also lead to increased brittleness. This is because if the impact exceeds the strength of the material, chipping and cracking could potentially be worse than in traditional refractories.
Compression and tension are also forms of mechanical abuse and can be caused by changes in the shape of the refractory lining as it is heated or cooled or by movements of the furnace shell itself – by intentional design or otherwise. Here again the increased strength and corresponding brittleness of the material could potentially result in a negative effect on the refractory lining.
All types of mechanical abuse can cause thinning of the refractory lining, so it is important to conduct a detailed investigation into the destructive mechanism before drawing any conclusions. Refractory solutions designed to resist abrasion may not be helpful against damage caused by impact, compression or tension.
Similarly, solutions designed to address other types of mechanical abuse may be ineffective against abrasion. For example, stainless steel needles are commonly incorporated into refractory linings to extend service life when impact resistance is required. The needles bridge cracks formed as a result of the impact, making it more difficult for these cracks to grow and connect. This helps the refractory lining hold together longer. The bridging provided by needles has no effect in an abrasion situation, however, since crack growth is not caused by the abrasion process.
Meeting Abrasion-Resistance Demands
Once abrasion is identified as the main mode of failure, there are several options to counter it. Selecting a refractory material based on a raw material hard enough to resist the abrasion is a common technique. For one material to abrade another it must be harder than the material being abraded. For instance, a diamond can be used to scratch glass, but glass cannot be used to scratch a diamond.
It follows that refractory materials based on very hard raw materials, like silicon carbide, can be used to resist abrasion and extend the life of the lining. It should be remembered, however, that a refractory lining is made up of many different materials, not just the main constituent raw materials. Clay, cement, silica and other softer components will still be exposed and abraded even if abrasion of the main aggregate is stopped completely.
Another option is to investigate the source of the abrasion and make adjustments to the process. Can a less-abrasive cleaning tool be used? Is there a way to limit the contact of the abrading process materials with the refractory lining? Is it possible to adjust the angle between the refractory lining and the incoming airborne particulate?
A seemingly minor change in the process, with minimal cost and no downsides to the operation, can save in refractory replacement costs. When changes to the process are not an option, it is best to consider the abrasion resistance of the lining as a whole and select a specifically designed abrasion-resistant solution. A qualified, knowledgeable refractory solution expert with genuine experience will help you make the best decision for your specific application, taking into consideration the following:
Speed of installation
Service life
All-in price
Fig. 2. Airborne particle matter has contributed to the abrasion damage seen in the refractory of a thermal-oxidizer choke ring. Notice on the left side of the photo how the abrading of the refractory lining becomes worse.
Abrasion-Resistance Testing
The most common measure of holistic abrasion resistance used to compare refractory solutions is the ASTM 704 test. This test exposes refractory lining materials to a stream of abrasive particulate that cause a portion of the sample to be abraded over time. By keeping sample size and shape constant – along with particle velocity, particle material and test duration – various refractory materials can be compared on an apples-to-apples basis.
This testing can be performed by any qualified refractory testing lab and most reputable refractory manufacturers. Test results are recorded based on the volume of material lost from the sample during the test and are reported in cubic centimeters. Products with excellent abrasion resistance consistently test at 5 cc of loss or less, while elite materials can score less than 3 cc of loss.
Products designed specifically for abrasion resistance will report ASTM 704 results on their material technical data sheets. It is important to remember that the abrasion-loss numbers reported on material technical data sheets are based on samples prepared in a lab under controlled conditions. Achieving these same properties in the field under real-world, job-site conditions would require a high-quality refractory installer partnered with a world-class refractory manufacturer.
Fig. 3. Severe conditions lead to abrasion damage in the refractory lining of this dry-ash hopper. Notice the abrasion damage goes past the anchor line, leaving the bottom-left anchors exposed.
Conclusion
The thinning of a refractory lining due to abrasion is a source of frustration for many thermal-processing operations and is one of the most common modes of failure encountered in the refractory world. But, by taking the time to understand the failure mechanism and learn about the options available, you can realize significant savings by avoiding needless costs in the future.
If curiosity were a person, Brynna Keelin Kelly-McGrath would be her name. Having risen at Moog, Inc. to the position of materials and process engineer, Brynna shares her early STEM interests and how she stays up-to-date on industry trends and ideas. In this highly engaging NextGen profile on Heat TreatRadio — with host and Heat TreatToday’s publisher, Doug Glenn — get to know this talented metallurgist.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Brynna Keelin Kelly-McGrath (01:00)
Doug Glenn: Let’s jump into today’s Heat Treat Radio episode with Brynna Keelin Kelly-McGrath from Moog, Inc. It’s a great pleasure to be here today with Brynna, who is one of our 40 Under 40 Class of 2023 award recipients. First off, congratulations on that award, and welcome to Heat Treat Radio.
Brynna Keelin Kelly-McGrath: Thank you so much. That was an honor.
Doug Glenn: Brynna lives just south of Buffalo, New York. As you know, this interview is to get to know you a little bit more — how you got into metallurgy, heat treating, and all that good stuff. Let’s start way back. Give us a little bit about yourself as a younger person, maybe high school age and moving on up through, and then how you got involved with heat treating and metallurgy.
Check out Brynna’s 40 Under 40 profile. Click the logo.
Brynna Keelin Kelly-McGrath: Sure. I grew up in a little town called West Falls, south of Buffalo, New York, and about 20 minutes from Moog. While I was in high school, I took AP chemistry and physics and fell in love with those topics. I knew from a younger age that I was going to wind up being an engineer eventually; I just didn’t know what kind. But I was pretty sure I wanted to be a chemical engineer, so I toured a couple of colleges.
At one of them, I met with a materials science professor to talk about the differences between chemical and materials science engineering. I was sold. I was all set and ready to go be a polymers engineer. I picked Purdue University, started going there, and was absolutely loving it.
The summer after my freshman year, I got an internship with Moog, which was right around the corner from my hometown. The internship was primarily metallurgical, due to the nature of Moog’s products, and I absolutely loved it. I was not expecting to like it, and it was just so great. So, I transitioned all of my coursework over to metallurgy, and I kept coming back to Moog for internships, and that was fantastic.
Learning from Industry Experts (03:32)
When I started off at Moog, it was right around the time when two of our subject matter experts in heat treatment were transitioning to retirement. I started learning as much as I could as fast as I could about heat treatment. There was obviously a lot to learn there, but it was a great time.
After working at Moog for a couple of years, I decided I wanted to go back and pursue my other passion, which was manufacturing engineering. So, right now I’m working on a master’s degree after work to combine metallurgy and manufacturing.
“When I started off at Moog, it was right around the time when two of our subject matter experts in heat treatment were transitioning to retirement. I started learning as much as I could as fast as I could about heat treatment.”
Brynna Keelin Kelly-McGrath, Moog
Doug Glenn: Wow. You’re a classic overachiever. That’s pretty good. And you said Purdue, correct?
Brynna Keelin Kelly-McGrath: Yeah.
Doug Glenn: Okay. And you did your undergrad there. Did you actually end up graduating with a materials engineering degree or a metallurgy degree?
Brynna Keelin Kelly-McGrath: Materials science and engineering.
Brynna shares how she got started in the industry. Source: Heat Treat Today
Doug Glenn: All right. Good. You spent the summers back at Moog and enjoyed that. You know, we see a lot of the older generation retiring, so you’re filling the brain drain, as we say, which is great. Are there are many other young people at Moog?
Brynna Keelin Kelly-McGrath: Yeah, their internship co-op program has been fantastic in bringing in a lot of students right out of college and getting them hooked on our product line and the sort of manufacturing we do. And we’re definitely getting more recent college graduates. But, you know, with people retiring, those are some awfully big shoes to fill.
Doug Glenn: For sure. What exactly does Moog make at your facility? They’re a large corporation; I know they usually make a lot of automotive, maybe aerospace, components but are you able to say specifically what Moog does there?
Brynna Keelin Kelly-McGrath: We specialize in high precision motion actuation systems. From a metallurgical side, we’re working with a ton of really cool materials. So it’s not just steels or aluminum, it is a lot of aerospace applications, defense. The materials and process engineering group is physically orchestrated on our headquarters campus as well as the space and defense building, so we do get to see quite a bit of that. From the metallurgical perspective, there is a lot to see and work on.
Doug Glenn: You mentioned you were thinking about being a chemical engineer, but then you saw the materials. Do you remember what it was about that and metallurgy that attracted you? Anything specific?
Brynna Keelin Kelly-McGrath: I remember sitting through that talk with a materials professor at Purdue, and he was talking about what the day to day of a chemical engineer versus materials engineer looks like. I will not pretend that he wasn’t biased, because he was a materials professor. But the work he described for materials engineering was so diverse, and there were options for different settings and what you could end up working on — from being in a steel mill to working in a lab like I do. There are a lot of options, a lot of cool things. The slogan at Purdue was something along the lines of: you can’t make it without materials.
Brynna’s Family Background (07:30)
Doug Glenn: That’s really neat. So, I haven’t asked you about your family at all. What did they think when you told them, hey, I’m thinking about being a materials engineer or a metallurgist?
Brynna Keelin Kelly-McGrath: My father is an industrial engineer, and my mother is a pharmacometrician, so they’re both in the stem field already. I think it was no surprise that I was going to pursue engineering and then, metallurgical engineering specifically. I think they were happy to encourage me to pursue any of my passions. And my father knew a couple of materials engineers and thought that it would work out for me. They were excited.
Undergraduate Research (08:16)
Doug Glenn: They were very supportive. That’s great. When you did your undergrad at Purdue, did you have to work on a final paper or any specific projects that were of interest to you?
Brynna Keelin Kelly-McGrath: I did some undergraduate research in the metallurgy realm. But my senior project for graduation was along the lines of characterizing shot for shot peening and the degradation of shot and the residual stress that it imparts. It was like a cool mix of FEA modeling with actually characterizing the material. It was a neat project.
Doug Glenn: Have you had to do any of that at Moog?
Brynna Keelin Kelly-McGrath: There’s a fair deal of materials characterization. We have shot peening, but I’m not super involved with it.
Current Work at Moog (09:35)
Doug Glenn: Gotcha. That’s interesting. Can you describe what your typical day at Moog looks like now and what you’re working on?
Brynna Keelin Kelly-McGrath: Sure. My typical day is a good deal of talking with all types of engineers, explaining metallurgical concepts. Because we work on a lot of different materials, there’s a lot to understand there. A good portion of my role is talking with other engineers about how a heat treatment procedure works or what’s metallurgically happening, how to modify a manufacturing sequence, how to design so that the product’s going to work.
But then I also specifically work in a failure analysis lab. This could be anything from something’s coming off the manufacturing line a little bit wrong or something failed in the field. We’ve got a beautiful characterization lab full of all the toys that you could think of, including two SEMs and a chemical lab. There’s a good deal of analysis there, too.
Doug Glenn: You seem like a person who enjoys your work. Is there any specific story or instance of something happening, either in school or at work, that really made you happy that you were in metallurgy and heat treat?
Brynna Keelin Kelly-McGrath: Oh, goodness. That’s a good question.
I would have to say I’ve had a couple projects at work, without getting into too many specifics, where we discovered something new metallurgically that we didn’t know was happening before. And then working through that, how did we not know it before? What do we know about it now? And what are we going to do to utilize this new thing that we discovered and take advantage of it? From a heat treat perspective, sometimes that means modifying our procedures, modifying our fixturing, creating something new.
It’s neat to see the modifications happen and come up with the new parts on the other end. It’s been very exciting to work on interdisciplinary teams like that.
“My typical day is a good deal of talking with all types of engineers, explaining metallurgical concepts. Because we work on a lot of different materials, there’s a lot to understand there. A good portion of my role is talking with other engineers about how a heat treatment procedure works or what’s metallurgically happening, how to modify a manufacturing sequence, how to design so that the product’s going to work.” Source: Heat Treat Today
Doug Glenn: Yeah. I’m curious about this. You’ve been out in the work world for how many years?
Brynna Keelin Kelly-McGrath: Three and a half.
Doug Glenn: Okay. So, you’ve been out of school and working four years, and the amount you know about metallurgy and heat treating now is four years’ worth. Does it kind of amaze you the amount of stuff we don’t know?
Brynna Keelin Kelly-McGrath: Absolutely. Metallurgy is an old science, but you know we’re still [developing] the tools and technology and it’s great to find out new things.
Doug Glenn: Right. A lot of people get involved and say, “Well, I don’t want to go into metallurgy and heat treat because it’s a mature industry,” but I was curious if you felt the same way.
It’s really quite fascinating because there is a lot that happens. Like you were saying at Moog when you discovered things, a lot of stuff that’s happening and we really don’t know why. The more we can discover about it, the better.
Brynna Keelin Kelly-McGrath: Absolutely.
Top Industry Resources (12:58)
Doug Glenn: Let me ask you this. You obviously come from a smart family; you’ve got parents who are well educated, and you are as well. What are some of the metallurgical/heat treat resources that you use to stay current?
Brynna Keelin Kelly-McGrath: I think the best resource that’s out there is people. The network that I’ve been growing comes from a variety of different sources. I’m part of a few industrial committees, and it’s just a great way to meet people from all ends of the spectrum of metallurgy — from those producing the material to those making something out of it to the people who are going to use it all the way down the line.
Finding other metallurgists in those realms, and also through venues like ASM and our local Buffalo chapter — meeting people who have more experience than I do and have seen it before. If I’m seeing something for the first time, there’s definitely someone who spent their whole career on that. It’s really great to tap into those resources. That’s my number one.
And then my second choice would be the ASM handbooks. I’ve always got at least two open on my desk.
“I think the best resource that’s out there is people.”
Brynna Keelin Kelly-McGrath, Moog
Doug Glenn: Those are great resources. ASM over the years has pumped out some very, very good stuff. Is there anything else about your work or your schooling that is of interest or excited you that you’d like to share?
Brynna Keelin Kelly-McGrath: I really liked working at Moog because it’s a cool application where I can use my metallurgical knowledge along with this new manufacturing knowledge that I’m building up. That was my favorite intersection with my undergrad degree. And now I get to actually try that out in a working sense. That’s been great.
Doug Glenn: And you’re doing a master’s in industrial engineering?
Brynna Keelin Kelly-McGrath: The University of Michigan.
Doug Glenn: Remotely, I’m assuming?
Brynna Keelin Kelly-McGrath: Yes.
Doug Glenn: Very nice. And how far along are you, and how much longer do you have to go there?
Brynna Keelin Kelly-McGrath: I’m hoping to graduate in December, so I’m coming closer to the finish line.
Doug Glenn: Congratulations. That’s really good.
Rapid-Fire Round (15:44)
Doug Glenn: I want to move off of metallurgy and heat treat just to learn a little bit more about Brynna. All right, so these quick questions are what I call the rapid-fire round. Brace yourself. Are you a Mac or a PC person?
Brynna Keelin Kelly-McGrath: I am a Mac person through and through. I love my Mac.
Doug Glenn: Do you use a Mac at work?
Brynna Keelin Kelly-McGrath: I wish, but no.
Doug Glenn: We have an ongoing debate here. We had a couple people that came into the organization with Macs, and I’ve always been a PC guy. So, anytime there’s a computer problem, we tease each other, “Well, that’s because you’re working on a Mac/you’re working on a PC.” Well, that’s good to know. And for your phone: Are you an Apple phone person?
Brynna Keelin Kelly-McGrath: Yeah, I’ve got an iPad. And I just got a new MacBook Air the other day.
Doug Glenn: You’re hardcore. Very good.
So, we’re a publishing company here at Heat Treat Today. And I like to ask this question: When you consume media, do you prefer hard copy or digital?
Brynna Keelin Kelly-McGrath: I prefer digital. I like to have all of my work life very organized by topic, and it’s way easier for me to organize everything if I have a digital copy of it. So even if it’s a print copy, I’ve been known to scan and file it the way that I file everything else.
Doug Glenn: Okay. Now what do you value more in work — a flexible work schedule or high pay?
Brynna Keelin Kelly-McGrath: I’m going to go with flexible work schedule. I’ve had some people close to me who have the high pay but no flexibility. And they’re the ones more jealous, so I’m going to go with that. I’ll take the flexibility.
Doug Glenn: That’s a great answer. Here’s one: Would you rather work remotely or in an office?
Brynna Keelin Kelly-McGrath: In an office 100%, I am definitely of the variety that likes to be around people. I would rather have people to talk to face to face than doing it over Teams.
Doug Glenn: I kind of assumed you were like that. How did you handle all the isolation that came with the recent pandemic?
Brynna Keelin Kelly-McGrath: I was still in college at that time for most of Covid. Purdue was only remote for half of one semester. It was a reasonably short time. And then the rest of the time we had limited capacity in classrooms and things. But when I was coming back for my internships, our department was classified as essential. We were coming into the office every day, and that was good, I enjoyed that.
Doug Glenn: So, you didn’t necessarily really have a lot of the isolation or as much as you might have had.
Brynna Keelin Kelly-McGrath: Yep.
Doug Glenn: That’s good. Okay, I won’t keep going down that road. I think that whole time period has been very impactful on our society. And I’m curious how people feel it has affected them.
I know you love working at Moog, but if you had a dream job, what would it be?
Brynna Keelin Kelly-McGrath: I don’t know. I think someday down the line, it would be cool to have my own manufacturing business. I don’t have a product in mind at the moment, but in my thoughts it has to do with metallic components and heat treatment, because that’s my passion. That would be great.
Doug Glenn: Very interesting, owning your own company and manufacturing something metal. You know what? That’s where it starts. You’re three and a half years out, and you’ve got time to develop more specificity over time. But that’s good to even know that you’re moving in that direction.
I assume you don’t work all the time. What do you do? What do you do in your free time? What do you like? What are your passions outside of work?
Brynna Keelin Kelly-McGrath: The number one time consumer at the moment is that master’s degree. But then, you know, on a pure fun basis, my husband and I are avid golfers. And all of the very short Buffalo summer we’re trying to be out there on the golf course.
“But then, you know, on a pure fun basis, my husband and I are avid golfers. And all of the very short Buffalo summer we’re trying to be out there on the golf course.” Source: Richard-7 / Getty Images Signature
Brynna Keelin Kelly-McGrath: I’m also a bluegrass fiddler. I play in a couple bands. And that’s pretty fun, too. It’s almost Saint Patrick’s Day.
Doug Glenn: You’re a musician? You know, I’ve heard that there are some engineering schools who don’t ask you if you play an instrument, they ask you what instrument you play because there is a correlation somehow or other between music and engineering. Maybe it’s the methodical-ness, the orderliness, and all that stuff.
Brynna Keelin Kelly-McGrath: Neat, I didn’t know that.
Doug Glenn: If you’re playing bluegrass fiddle, I assume you play some by ear. I mean, I assume you’ve got some sort of natural talent there. Is that safe to say?
Brynna Keelin Kelly-McGrath: Yeah, I started that at a decently young age. And now my husband and I are learning piano as well, so it’s been fun.
Doug Glenn: What does your husband do by chance?
Brynna Keelin Kelly-McGrath: He’s a software engineer.
Doug Glenn: Two engineers in one house. That’s got to be interesting dinner time talk. That’s wonderful.
Okay. Last question for you. I give people an option here. You can answer any one of these three. What would be your favorite app, movie, or magazine?
Brynna Keelin Kelly-McGrath: The first thing that came to my mind when you asked that question was Audible. At the moment, I’m hooked on reading, or listening, to a lot of books. I consider it reading in the little bits of downtime here and there grocery shopping and driving in the car and things like that. It’s nice to spend that time a little bit more productively.
Doug Glenn: I’m with you. I think that’s great. I assume maybe you can even do some of your school reading on Audible?
Brynna Keelin Kelly-McGrath: I haven’t tried that yet. Honestly.
Doug Glenn: Sometimes people learn better by actually reading. But other people learn better by listening, so that’s fine.
If you were to encourage young people to really look into metallurgy materials, what would you tell them? What would be your encouragement to them?
Brynna Keelin Kelly-McGrath: I think the most impactful thing for me at that age was actually getting to see what they do. At Moog, I act as a tour guide for a lot of high school students. I try to show them as closely as possible what we do and what a day looks like. Because it’s great to think about the theory, but at the end of the day when you graduate with that degree, you’ve got to go work. I encourage high school students to get out there and see as many jobs as possible. Shadow people — I guess that would be my advice.
Doug Glenn: That’s good. Well, Brynna, thanks so much. Congratulations again on being awarded 40 Under 40 this last year. And thanks for taking some time to chat with us.
Brynna Keelin Kelly-McGrath: Thank you so much.
About The Guest
Brynna Keelin Kelly-McGrath Materials and Process Engineer Moog, Inc. Source: Brynna Keelin Kelly-McGrath
Brynna Keelin Kelly-McGrath received her bachelor’s degree in Materials Science and Engineering from the Purdue University Honors College. She is currently working on a master’s degree in Manufacturing Engineering from the University of Michigan Ann Arbor. Brynna conducts metallurgical support for day-to-day heat tree issues and non-conformances across several divisions within Moog, Inc. She was recognized in Heat Treat Today’s 40 Under 40 Class of 2023.
Contact Brynna by visiting Moog, Inc.’s website: www.moog.com.
Given changing ecological and economic conditions, carbon neutrality is becoming more important, and the heat treatment shop is no exception. In the context of this article, the focus will be on how manufacturers — especially those with in-house heat treat — can save energy by evaluating heating systems, waste heat recovery, and the process gas aspects of the technology.
This article, written by Dr. Klaus Buchner, head of Research and Development at AICHELIN HOLDING GmbH, was released in Heat Treat Today April/May 2024 Sustainable Heat TreatTechnologiesprint edition.
Introduction
Contact us with your Reader Feedback!
Uncertainties in energy supply and rising energy costs remind us of our dependence on fossil fuels. This underlines the need for a sustainable energy and climate policy, which is the central challenge of our time.
European policymakers have already taken the first steps towards a green energy revolution, and the heat treatment industry must also take responsibility. Many complementary measures, however, are needed that can be applied to new and existing thermal and thermochemical heat treatment lines.
Heat Treatment Processes and Plant Concepts
The heat treatment process itself is based on the requirements of the component parts, and especially on the steel grade used. If different concepts are technically comparable, it is primarily the economic aspect that is decisive, and not the carbon footprint — at least until now. Advances in materials technology and rising energy costs are calling for production processes to be modified.
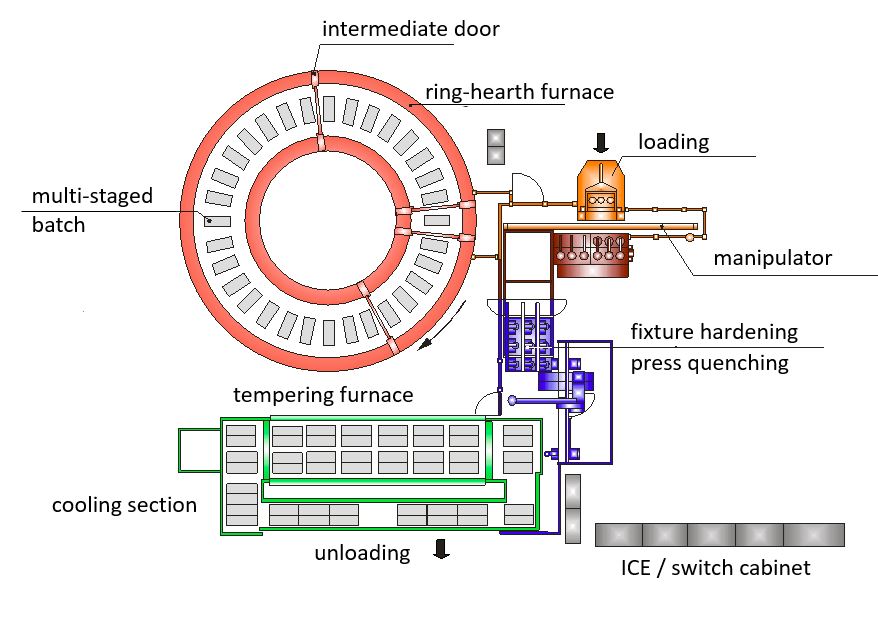
Figure 1. Donut-shaped rotary-hearth furnace for carburizing with press quenching Source: AICHELIN HOLDING GmbH
An example is the quenching and tempering of automotive forgings directly from the forging temperature without reheating, which has shown significant potential for energy and CO2 savings. Although the reduced toughness or measured impact energy of quenching and tempering from the forging temperature may be a drawback due to the coarser austenite grain size, this can be partially improved by Nb micro-alloyed steels and higher molybdenum (Mo) contents for more temper-resistant steels; it may also be necessary to use steels with modified alloying concepts when changing the process.1, 2 AFP steels (precipitation-hardening ferritic pearlitic steels) and bainitic air-hardening steels can also be interesting alternatives, since reheating (an energy-intensive intermediate step) is no longer necessary.
Similar considerations apply to direct hardening instead of single hardening in combination with carburizing processes because of the elimination of re-austenitizing. Distortion-sensitive parts often need to be quenched in fixtures due to the dimensional and shape changes caused by heat treatment. Heat treated parts are often carburized in multipurpose chamber furnaces or small continuous furnaces, cooled under inert gas, reheated in a rotary-hearth furnace, and quenched in a hardening press. In contrast, ring-shaped (aka donut-shaped) rotary-hearth furnaces allow carburizing and subsequent direct quenching in the quench press in a single treatment step. Figure 1 shows a typical ring-shaped rotary-hearth furnace concept for heat treating 500,000 gears per year/core hardness depth (CHD) group 1 mm.
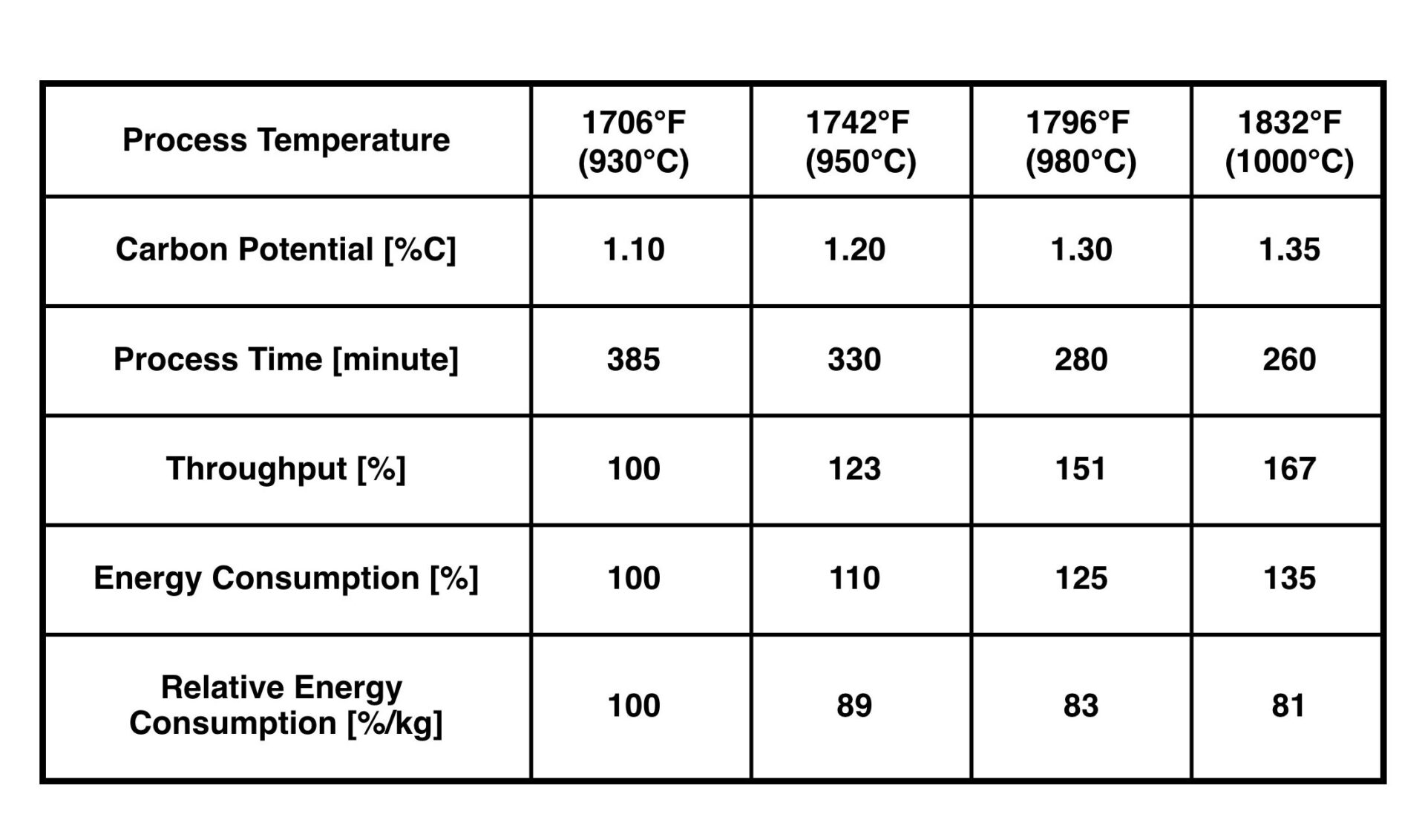
Table 1. Saving potential due to increased process temperature for gas carburizing (pusher type furnace, 20MnCr5, CHD-group 1 mm) Source: AICHELIN HOLDING GmbH
This ring-shaped rotary-hearth concept can save up to 25% of CO2 emissions, compared to an integral quench furnace line (consisting of four single-chamber furnaces, one rotary hearth furnace with quench press and two tempering furnaces as well as two Endothermic gas generators). Due to the reduced total process time (without reheating) and the optimized manpower, the total heat treatment costs can be reduced by 20–25%.
The high-temperature carburizing aspect should also be mentioned, although the term “high-temperature carburizing” is not fully accepted nor defined by international standards. As the temperature increases, the diffusion rate increases and the process time decreases. As shown in Table 1, the additional energy consumption is less than the increase in throughput that can be achieved. Therefore, the relative energy consumption per kg of material to be heat treated decreases as the process temperature increases.
There are three key issues to consider when running a high-temperature carburizing process:
Steel grade: Fine-grain stabilized steels are required for direct hardening at temperatures of 1832°F (1000°C). Microalloying of Nb, Ti, and N as well as a favorable microstructure of the steels reduce the growth of austenite grains and allow carburizing temperatures up to 1922°F (1050°C) for several hours.
Furnace design: In addition to the general aspects of the optimized furnace technology (e.g. heating capacity, insulation materials, and feedthroughs), failure-critical components must be considered separately in terms of wear and tear, whereby condition monitoring tools can support maintenance in this area.
Distortion: This is always a concern, especially in the case of upright loading of thin-walled gear sections. As such, numerical simulations and/or experimental testing should be performed at the beginning to estimate possible changes in distortion and to take measures if necessary.
Figure 2. Recuperative burner with SCR system for NOx reduction
Source: AICHELIN HOLDING GmbH
Heating System
Based on an energy balance that considers total energy losses, and preferably also temperature levels, it can be seen that the heating system plays a significant role. In addition to the obvious flue gas loss in the case of a gas-fired thermal processing furnace, the actual carbon footprint must be critically examined.
In the case of natural gas, the upstream process chain is often neglected in terms of CO2 emissions, but the differences in gas processing (which are directly linked to the reservoirs) and in gas transportation can be a significant factor.3 However, the analysis of energy resources in the case of electric heating systems is much more important. This results in specific CO2 emissions between 30–60 gCO2/kWh (renewable-based electricity mix) and 500–700 gCO2/kWh (coal-based electricity mix). Therefore, a general comparison between natural gas heating and electric heating systems in terms of carbon footprint is often misleading.
Figure 3. Comparison of specific CO2 emissions
Source: AICHELIN HOLDING GmbH
Nevertheless, in the case of gas heating, the aspect of combustion air preheating should be emphasized, as it has a significant influence on combustion efficiency. The technical possibilities in this area are well known and include both systems with central air preheating and decentralized concepts, where the individual burner and the heat exchanger form a single unit. Recuperator burners are often used in combination with radiant heating tubes (indirect heating) in the field of thermochemical heat treatment. With respect to oxy-fuel burners, it should also be noted that the formation of thermal NOx increases with increasing combustion temperature and temperature peaks. To avoid exceeding NOx emissions, staged combustion and so-called “flameless combustion” — characterized by special internal recirculation — and selective catalytic reduction (SCR) can be used. The latter secondary measure, together with selective non-catalytic reduction (SNCR), has been state-of-the-art in power plant design for decades and has become widely known because of its use in the automotive sector. This system can also be adapted to single burners (Figure 2). In this way, NOx emissions can be reduced to 30 mg/Nm3 (5% reference oxygen), depending on the injection of aqueous urea solution, as long as the exhaust gas temperature is in the range of 392/482°F (200/250°C) to 752/842°F (400/450°C).4
Whether electric heating is a viable alternative depends on both the local electricity mix and the design of the heat treatment plant, which may limit the space available for the required heating capacity. In addition to these technical aspects, the security of supply and the energy cost trends must also be considered. Both of these factors are significantly influenced by the political environment. Figure 3 shows an example of the specific carbon footprint per kg of heat treated material with the significant losses based on the example of an integral quench furnace concept in the double-chamber and single-chamber variants electrically heated (E) and gas heated (G). The electric heating is based on a fossil fuel mix of 485 gCO2/kWh. Once again, it is clear that a general statement regarding CO2 emissions is not possible; rather, the boundary conditions must be critically examined.
Waste Heat Recovery — Strengths and Weaknesses of the System
Although improvements in the energy efficiency of heat treatment processes, equipment designs, and components are the basis for rational energy use, from an environmental perspective it is important to consider the total carbon footprint. An energy flow analysis of the heat treatment plant, including all auxiliary equipment, shows the total energy consumption and thus the potential savings. Quite often the temperature levels and time dependencies involved preclude direct heat recovery within the furnace system at an economically justifiable investment cost. In this case, cross-plant solutions should be sought, which require interdepartmental action but offer bigger potential.
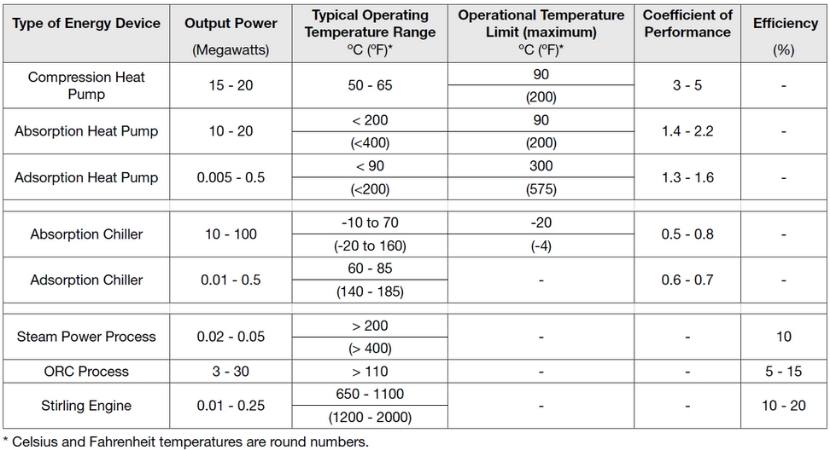
In addition to the classic methods of direct waste heat utilization using heat exchangers, also in combination with heat accumulators, indirect heat utilization can lower or raise the temperature level of the waste heat by using additional energy (chiller or heat pump) or convert the waste heat into electricity. The overview in Table 2 provides reference values in terms of performance class and temperature level for the alternative technologies listed.
Process Gas for Case Hardening
Case hardening — a thermochemical process consisting of carburizing and subsequent hardening — gives workpieces different microstructures across the cross-section, the key factor being high hardness/strength in the edge region. A distinction can be made between low pressure carburizing in vacuum systems and atmospheric carburizing at normal pressure. Both processes have different advantages and disadvantages, with atmospheric heat treatment being the dominant process.
Table 2. Overview of alternative waste heat applications5, 6 Source: AICHELIN HOLDING GmbH
In terms of carbon footprint, atmospheric heat treatment has a weakness due to process gas consumption. To counteract this, the following aspects have to be considered: thermal utilization of the process gas — indirectly by means of heat exchangers or directly by lean gas combustion (downcycling); reprocessing of the process gas (recycling); reduction of the process gas consumption by optimized process control; and use of CO2-neutral media (avoidance). This article focuses on avoidance by optimizing process gas consumption and using of CO2-neutral media.
Typically, heat treatment operations are still run with constant process gas quantities based on the most unfavorable conditions. Based on the studies of Wyss, however, process control systems offer the possibility to adapt the actual process gas savings to the actual demand.7 In a study of an industrial chamber furnace, a 40% process gas savings was demonstrated for a selected carburizing process. In this heat treatment process with a case hardness depth of 2 mm, the previously used constant gas flow rate of 18 m3/h was reduced to 16 m3/h for the first process phase and further reduced to 8 m3/h after 3 hours. Figure 4 shows the analysis of the gas atmosphere, where an increase in the H2 concentration could be detected due to the reduction of the gas quantities. With respect to the heat treatment result, no significant difference in the carburizing result was observed despite this significant reduction in process gas volume (and the associated reduction in CO2 emissions). The differences in the carbon profiles are within the expected measurement uncertainty.
Figure 4. CO and H2/CO concentration at various process gas volumes
Source: AICHELIN HOLDING GmbH
The carbon footprint of the process gas, however, must be fundamentally questioned. In the field of atmospheric gas carburizing, process gases based on Endothermic gas (which is produced by the catalytic reaction of natural gas or propane with air at 1832–1922°F/1000–1050°C) and nitrogen/methanol and methanol only systems have established themselves on a large scale. Methanol production is still mostly based on fossil fuels (natural gas or coal), the latter being used mainly in China. Although alternative CO2-neutral processes for partial substitution of natural gas — keywords being “power to gas” (P2G) or “synthetic natural gas” (SNG) — have already been successfully demonstrated in pilot plants, there are no signs of industrial penetration. Nevertheless, there is a definite industrial scale in the area of bio-methanol synthesis, though so far, purely economic considerations speak against it, as CO2 emissions are still not taken into account.
The question of the use of bio-methanol in atmospheric gas carburizing has been investigated in tests on an integral quench furnace system. A standard load of component parts with a CHD of 0.4 mm was used as a reference. Subsequently, the heat treatment process was repeated with identical process parameters using bio-methanol instead of the usual methanol based on fossil fuels. Both the laboratory analyses of the methanol samples and the measurements of the process gas atmosphere during the heat treatment process, as well as the evaluation of the sample parts with regard to the carbon profile during the carburizing process, showed no significant difference between the different types of methanol. Although this does not represent long-term experience, these results underscore the fundamental possibility of media substitution and the use of CO2-neutral methanol.
Conclusion
Facing the challenges of global warming — intensified by the economic pressure of rising energy costs — this article demonstrates the energy-saving potential in the field of heat treatment. In addition to already established solutions, the possibilities of the smart factory concept must also be integrated in this industrial sector. Thus, heat treatment comes a significant step closer to the goal of a CO2-neutral process in terms of Scopes 1, 2, and 3 regarding emissions under the given boundary conditions.
References
[1] Karl-Wilhelm Wegner, “Werkstoffentwicklung für Schmiedeteile im Automobilbau,” ATZ Automobiltechnische Zeitschrift 100, (1998): 918–927, https://doi.org/10.1007/BF03223434. [2] Wolfgang Bleck and Elvira Moeller, Steel Handbook (Carl Hanser Verlag GmbH & Co. KG, 2018). [3] Wolfgang Köppel, Charlotte Degünther, and Jakob Wachsmuth, “Assessment of upstream emissions from natural gas production in Germany,” Federal Environment Agency (January 2018): https://www.umweltbundesamt.de/publikationen/bewertung-der-vorkettenemissionen-beider. [4] Klaus Buchner and Johanes Uhlig, “Discussion on Energy Saving and Emission Reduction Technology of Heat Treatment Equipment,” Berg Huettenmaenn Monatsh 168 (2021): 109–113, https://doi.org/10.1007/s00501-023-01328-5. [5] Technologie der Abwärmenutzung. Sächsische Energieagentur – SAENA GmbH, 2. Auflage, 2016. [6] Brandstätter, R.: Industrielle Abwärmenutzung. Amt der OÖ Landesregierung, 1. Auflage, 109–113, https://doi.org/10.1007/s00501 02301328-5. [7] U. Wyss, “Verbrauch an Trägergas bei der Gasaufkohlung,” HTM Journal of Heat Treatment Materials 38, no. 1 (1983): 4-9, https://doi.org/10.1515/htm-1983-380102.
About the Author
Dr. Klaus Buchner
Head of Research and Development
AICHELIN HOLDING GmbH
Klaus Buchner holds a doctorate and is the head of research and development at AICHELIN HOLDING GmbH. This article is based on Klaus Buchner’s article, “Reduktion des CO2-Fußabdrucks in der Wärmebehandlung” in Prozesswärme 01-2023 (pp. 42-45).
For more information: Klaus at klaus.buchner@aichelin.com.
This article content is used with the permission of heat processing, which published this article in 2023.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
When processing cemented carbide, there are a few considerations you need to understand to use the proper sintering equipment. One of the biggest factors is the actual material; what is the colbalt content level of the processed material?
In this best of the web article, walk through the steps of dewaxing, sintering for appropriate densification, and the processing temperatures that are required for sintering cemented carbide.
An Excerpt:
“Other than mechanical stresses due to the differential pressure between inside and ambient pressure outside the furnace, operating at relatively high temperatures with high pressure of gas would lead to significant dissipations of heat to the external environment. This is not only anti-economic from an efficiency point of view, but could also compromise the structural integrity of the water-cooled steel vessel of the furnace by overheating it.”
The amazing materials that are produced through additive manufacturing (AM) and 3D machining often require post-processing heat treatments before these become final components that launch into space. What are the trends of AM/3D outside our planet, and what technical resources are available to you as you make one step into this field? This original content piece from the Heat Treat Today editors will help you understand where technology stands in 2024.
Why Does AM/3D Go to Space?
Contact us with your Reader Feedback!
A broad spectrum of industries have found the appeal of additively manufactured parts, industries ranging from mining to medical and automotive to space. Much of this has to do with complexity of components that new engineering techniques require, the desire to save on material costs, and the ability to condense lead time. For some, additive manufacturing is becoming essential to the space industry; as Tobias Brune, head of the Business Unit Additive Manufacturing at TRUMPF, has commented, “With our 3D printing technology, we are driving the commercialization of the space-travel industry. If you want to be successful in the space-travel industry today, you have to use additive manufacturing.”
When should you expect this transition? Now.
In January of this year (2024), the first metal 3D printer for space was launched to the Columbus module of the International Space Station (ISS). This is a very active, integrated sense of seeing AM in the aerospace industry, and test runs with this equipment will ensue.
Flight model of 3D Metal Printer Launched on NG-20 Source: ESA
The Exploration Company in Europe plans to use 3D printers from TRUMPF (laser specialist) to print core components in engines for spacecrafts. The intent: missions in Earth’s orbit and to the moon.
Heat Treat & thermal Processing Requirements of Post-ProcessingAM
If you are going to get involved in AM, it is essential to have the right equipment. One of the most talked about equipment is hot isostatic pressing (HIP) technology. Often, heat treat operations use HIP equipment for post-process heat treating in order to get the solid part they desire. For the most part, commercial heat treaters have positioned themselves to handle the R&D required to navigate the terrain of overcoming processing challenges of new/complex parts and creating standardizations. However, privateR&D facilities and departments are also building out their capabilities to handle AM in HIP.
However, so also have vacuum furnaces been a key leader in heat treating AM components. Here, commercial heat treaters have also made moves to expand their equipment/process offerings to accommodate AM parts.
So also do atmosphere considerations need to be considered, withgasses like H2 competing trying to capture the limelight.
Continue the Exploration: AM/3D Articles for Space
Looking for an introduction to the AM/3D topic for heat treaters? Begin with this article by Animesh Bose, an engineering pioneer: “The Role Of Heat Treat in Binder Jetting AM for Metals.” The article uncovers the history of one of the most important types of AM/3D manufacturing — binder jetting AM.
Then, take a step over for an industry focus on what “heat treatments for space” look like. Mike Grande eloquently summarized the current processes needed in space in this editorial from the March 2024 Aerospace print edition. Read “The Role of Heat Treatment in Space Exploration” in the digital edition of the magazine.
In-house or commercial? This article presents critical considerations of space components — with a particular emphasis on the importance of AM/3D — when considering how to grow your processing expertise and capabilities. Several examples from the frontlines of R&D are presented by Noel Brady in his article. Read the editorial, “Thermal Processing for Space and Additive Manufacturing,” for excellent illustrations.
Finally, hone in on the topic with a case study about developments in HIP technology for space component post-processing. This article begins with context confronting issues of structural integrity, especially of complex space components, with HIP. Andrew Cassese gets to the case study towards the end of his article, “High Pressure Prepares Parts for Space.”
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com