





Let’s discover new tricks and old tips on how to best serve vacuum furnace systems. In this print edition, Heat Treat Today compiled top tips from experts around the industry for optimal furnace maintenance, monitoring procedures, controls, testing, and more.
This Technical Tuesday article was written by the Heat Treat Today Editorial Team for the November 2023 Vacuum Heat Treating print edition.
#1 Three in One: Control Your Vacuum Furnaces

Vacuum furnaces are an essential piece of equipment for a variety of industrial applications. They operate in a controlled environment with low pressure, high temperatures, and controlled atmospheres, making them ideal for processing high-quality materials. Here are three tips to guarantee the best results:
1. Understand your furnace’s capabilities and operating parameters:
It’s crucial to know your furnace’s design and its operating parameters — temperature range, pressure range, and cycle time, to name a few. This knowledge will help you determine the optimal setpoints for your process and ensure that you stay within a safe operating range.
2. Monitor process parameters:
To control your furnace, you need to monitor process parameters such as temperature, pressure, gas flow rate, and vacuum level. Using an automated control system like Gefran’s power controller with ethernet communication will help ensure you maintain the desired process conditions throughout the run. You should also regularly check the accuracy and age of your thermocouples and calibrate the system if necessary.
3. Follow standard operating procedures (SOPs):

(Source: Gefran, Inc.)
Vacuum furnaces are complex systems, and the process can be hazardous if not done correctly. Train all personnel on proper furnace use to ensure they understand the hazards associated with the process as well as know the SOPs to ensure safe and repeatable results. Your SOPs must cover all aspects of the process, including loading and unloading the furnace, start-up, shutdown, and emergency procedures. In addition, Gefran’s power controllers offer predictive maintenance functions, such as heater diagnostics and constant temperature monitoring of the power cable connection to give you advance notice before issues develop and the line goes down.
By following these tips, vacuum furnace users will improve process control, optimize performance, and reduce energy consumption and downtime. They will also see increased productivity and improved product quality.
Source: Curt Uhll, Regional Sales Manager, Gefran, Inc.
#vacuumfurnaces #SOP #powercontrollers
#2: Mind Your Seals
Seals are everywhere on any furnace. Do you know where all the seals and leak points are? Door O-rings and rope gaskets are obvious examples. O-rings need to be clean and protected from abrasion. High temperature gaskets need to be flat, smooth, and unbroken. Almost every item of your furnace is sealed in some manner. It is best to replace seals as part of a preventative maintenance program. While your nose can detect ammonia, vacuum leaks require special helium leak detectors and a lot of training. Your furnace manufacturer’s service technician can assist in identifying problem areas and developing a maintenance routine to keep your furnace running. And a simple electronic manometer is great to have handy for running leak-down tests using positive pressures. Auto supply stores sell inexpensive halogen detectors, and some people use smoke bombs to detect leaks.
Source: Nitrex
#leaks #tests #o-ring #preventivemaintenance
#3: Cheat Sheet: Carrying Out Your Brinell Test
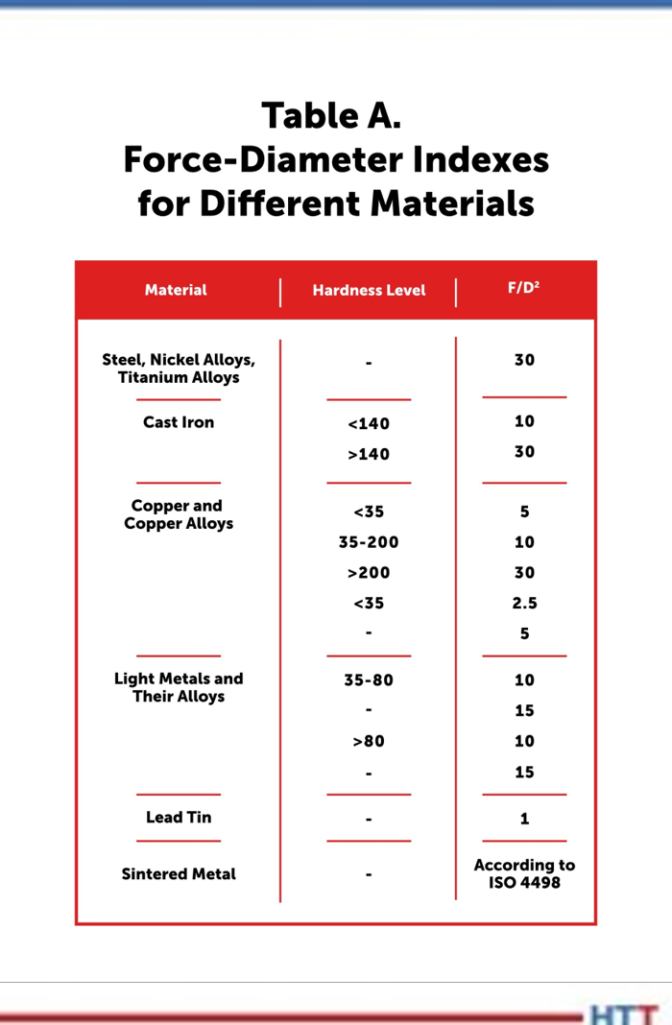
Use the correct force-diameter index (F/D²) for the material being tested. Apply the test force in accordance with ISO 6506 or ASTM E10, as appropriate. While the indenter is in downward motion and in contact with the material, avoid doing anything that might create vibrations that could reach the machine. When the indenter has withdrawn, measure the resulting indentation in a minimum of two diameters perpendicular to each other and convert the mean measurement into an HBW number. Note: if using a portable Brinell hardness tester, caution should be exercised when removing the machine from the component so that the edge of the indentation is not accidentally damaged when the machine is released.
Source: Foundrax Engineering Products Ltd.
#brinellhardness #indentationmeasurement
#4: Preparation Steps When Carrying Out Your Brinell Test
Make sure the test equipment is properly set up. In most instances, this involves keeping the test machine serviced and calibrated in accordance with the international standards (that’s ASTM E10 for Brinell and ASTM E18 for Rockwell) and/or the manufacturer’s instructions (whichever are the stricter) along with mounting it on a level, vibration-free surface. The absence of vibration is crucial if you’re using a lever and weight machine but still desirable for hydraulic and motor-driven types, and it is mandated by the standards.
A brief note for tests made using portable Brinell hardness testers that apply the full test load (albeit without the ability to maintain it uninterrupted for the full 10 seconds): While it might not always be possible to mount the machine on a solid and level surface, the rest of the above still applies.
If the anvil is mounted on a leadscrew, ensure that it is properly secured. Similarly, jigs should be in good condition, correctly mounted and holding the test piece securely. It is easy to become very relaxed about the amount of energy that goes into applying 3,000 kg to a 10 mm ball, but if the component shatters under the load, the results can be dramatic and, potentially, very dangerous. Don’t forget your safety boots! Also, as fingerprint residue is corrosive, gloves should always be worn.
Source: Foundrax Engineering Products Ltd.
#hardenesstesting #testingstandards
#5: Can You Braze It?
“There are many factors to consider when thinking about the right vacuum level for vacuum brazing. Foremost among these is the ability to ‘wet’ the surface so that the braze filler metal will flow freely and be drawn into the braze joint by capillary action. To secure good wetting, the parts must be clean, the vacuum furnace well conditioned and leak free, and the proper level maintained.”
Source: Dan Herring, The Heat Treat Doctor®, Vacuum Heat Treatment, vol II, 2016 pp.283
#brazing #vacuum level #leakfree
#6: Voyaging Vacuum Furnace Maintenance
"[If] a vacuum furnace is to be moved from one location to another, a careful inspection and close monitoring of the water system should be done in the months that follow the move. Dislodged scale can clog cooling paths and create hot spots. Corrosion effects can be accelerated, and the integrity of connections can be compromised. Older equipment that has not been on a treated water system of some type is especially vulnerable.”
Source: Dan Herring, The Heat Treat Doctor®, Vacuum Heat Treatment, vol II, 2016 pp.283
#inspection #corrosion #movingequipment

