Two aluminum homogenizers and two coolers are set to enhance U.S. operations for an aluminum manufacturer with locations across America. One of each unit will be sent to locations on opposite sides of the U.S.
The supplier of these systems is SECO/WARWICK USA. Homogenizers are a type of annealing furnace used in the aluminum industry to prepare log billets for extrusion. They heat the aluminum alloy logs to near-melting temperatures, then allow them to cool slowly, leaving a uniform molecular structure free of stresses or irregularities that compromise extrusion quality.
While proper homogenization requires a slow cool-down period, the large loads at this manufacturer’s location in the western side of the U.S. would take far longer than necessary to cool passively. So, after homogenizing, the load is removed from the homogenizer and placed into a cooler unit. The cooling is accomplished using a bank of high-power fans to keep fresh air passing over the hot ingots but cooling aluminum alloy to room temperature from close to 1000°F is not as simple as just placing the load in front of the fans. Instead, the cooler has walls that contain the heated air so it can be safely ducted to the exterior.
Marcus Lord Managing Director at SECO/WARWICK Corporation Source: SECO/WARWICK
Headed to the eastern side of the U.S., the furnace and cooler are of a different style and customized to fit within the tighter footprint available in the facility. It is configured as a two-position traveling furnace with car-bottom loading, which means the furnace is mounted to roll on rails, with a door at both ends, so the load can be staged in open floor space, then the furnace rolls over the top of it. The cooler system is mounted on parallel rails, with an extendable roof and end walls, such that it can enclose the load, still stacked on the same furnace car-bottom. The furnace will replace the first traveling furnace that SECO/WARWICK ever fabricated, installed back in 1975, when the plant was under different ownership.
“We have provided this industry partner with equipment and support for decades and we share their commitment to a cleaner, greener future. These homogenizers and coolers will help them meet that commitment by increasing the energy efficiency of their aluminum production process,” commented Marcus Lord, the managing director at SECO/WARWICK USA.
Poor energy efficiency in industrial furnaces usually impacts companies’ production costs since more energy consumption is required to achieve the desired temperature. This, in turn, has a tangible impact on their carbon emission footprint. In this Technical Tuesday by Alberto Cantú, VP of Sales at NUTEC Bickley, learn energy-saving solutions for industrial furnaces.
This article was originally published inHeat Treat Today’sMay 2024 Sustainable Heat Treat Technologies 2024print edition.
According to the International Energy Agency, the industrial sector is one of the main culprits when it comes to global energy consumption. In many situations, industrial furnaces tend to be the pieces of equipment that consume the most energy.
In this article, we will share a series of solutions you can implement to improve energy efficiency, reduce production costs, and be socially and environmentally responsible.
Factors that May Be Affecting Your Energy Efficiency
There are a couple of obvious factors that may be harming your energy efficiency ratings.
Heat Losses in the Furnace Process
These may be due to structural damage to the insulation or incorrect gas flow distribution inside the furnace.
Inefficient Combustion Processes
Contact us with your Reader Feedback!Industrial furnace flow check
Inefficiencies here are probably due to inadequate or excessive air/fuel ratios or poor mixture caused by internal damage to the burner.
Some tips we can pass on to help you improve furnace energy savings are:
Monitor the temperature on the cold side of the furnace, carefully checking that there are no hot spots.
Periodically analyze the composition of the furnace combustion gases, ensuring you are maintaining the expected levels of oxygen and CO.
Periodically check that the combustion air and fuel flows are in a stoichiometric ratio.
Check at least twice a year that the burners are in good condition and show no damage.
Avoid infiltration of cold air into the furnace that could affect the efficiency of the process.
Keep the temperature control loops tuned. If there is no temperature control loop, we recommend integrating one.
Periodically monitor consumption, either manually or automatically.
Ensure there is a program of predictive maintenance on the combustion system.
How Does Predictive Maintenance Work?
Attention to detail during predictive maintenance
This type of maintenance is based on the storage, monitoring, and analysis of data and quantifiable equipment variables in real time, such as temperature, vibration, and frequency.
It is necessary at the outset to understand the processes thoroughly and identify which aspects need to be analyzed, to make this approach work. These aspects include:
Temperature — monitoring the temperature may reveal abnormal changes, indicating possible overheating or component failure.
Vibration — unusual vibration may indicate machinery wear or imbalance, resulting in more severe damage if not addressed in time.
Frequency — analyzing particular patterns and behaviors during heat treat processing can provide insight into what may evolve into future potential problems.
Th ese actions will depend on appropriate measurement and detection control systems, the primary variable for these being sensors and algorithms. Firstly, sensors play a fundamental role in predictive maintenance, as they can detect subtle changes in the equipment’s performance, making it possible to identify potential failures before they occur. It is advisable to have access to an inventory of recognized sensor and spare parts brands, allowing you to measure your equipment’s variables.
Secondly, algorithms identify patterns and trends indicative of possible issues by processing large data amounts, allowing timely and planned interventions.
Factors Influencing Measurement Time
The time it can take to measure variables during a predictive maintenance process depends on many internal and external factors. Below we address some of them.
External Factors
Data analysis is a key component for effective preventative maintenance
The process — each industrial procedure has its own characteristics and requirements. For example, constant and real-time monitoring might be required in a continuous process, while a specified intervals approach might be best in other situations.
The product — some products may require frequent or strict monitoring due to their nature and characteristics.
Customer philosophy — some customers may have stricter standards or request more frequent monitoring to ensure the quality and reliability of their products.
Internal Factors
Capacity — strategic planning and scheduling measurements may be necessary if the equipment is limited or employed for other processes.
Availability of qualified personnel — ensuring that qualified staff are available at the right time to interpret the data obtained is crucial.
Energy-saving solutions for industrial furnaces — this is where you need to be able to rely on your combustion expert partner to advise on the most up-to-date energy-efficiency solutions you can implement in order to improve furnace performance and to help you reduce production costs.
Systems To Improve Furnace Energy Efficiency
Today, some systems that can significantly assist in reducing energy consumption can be implemented in your furnaces, thus preventing losses and/or eliminating inefficient processes. Here are some systems that can be implemented:
Energy Recovery Systems
These can be added to your furnaces to recover the heat from the flue gases so that they can be used again, heating the combustion air. Some options for these systems are self-recuperative burners and regenerative burners.
Flue Gas Measurement Systems
These guarantee that your furnaces always have the correct proportion of air and gas in their system. With them, you can continuously monitor the status and thus make decisions based on these data to adjust any out-of-proportion levels.
Preventive Maintenance Services
Besides the tips and systems for energy saving already mentioned, there are other actions that save energy, reduce costs, prevent failures in your industrial furnaces, improve their operation, and more.
Two of these are:
Audit and diagnosis service: The furnace input and output variables are measured in order to indicate current efficiency levels and to identify possible areas for improvement.
Burner calibration service: The air/fuel ratio is checked to ensure burners operate in the correct range.
Conclusion
In summary, if you consider implementing any of the tips and systems presented here, you can improve energy efficiency in your industrial furnaces and significantly reduce your operating costs. Be sure to check out the International Energy Agency if you are looking for further information on this topic.
About the Author
Alberto Cantú, Vice President of Sales, NUTEC Bickley
Alberto Cantú is the vice president of Sales at NUTEC Bickley. Cantú has more than twenty years of professional experience and has written prolifically for a variety of journals. Cantú is an honoree from Heat Treat Today’s40 Under 40 Class of 2020.
For more information: Contact Alberto at albertocantu@nutec.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
La baja efi ciencia energética en los hornos industriales suele impactar los costos de producción de las empresas, ya que se requiere más consumo de energía para alcanzar la temperatura deseada. Esto, a su vez, tiene un impacto tangible en su huella de emisiones de carbono.
This article was originally published inHeat Treat Today’sMay 2024 Sustainable Heat Treat Technologies 2024print edition.
De acuerdo a la Agencia Internacional de Energía, el sector industrial es uno de los principales culpables en lo que respecta al consumo global de energía. En muchas situaciones, los hornos industriales tienden a ser los equipos que más la consumen.
En este artículo, compartiremos una serie de soluciones que pueden implementarse para mejorar la efi ciencia energética, reducir los costos de producción y ser social y ambientalmente responsables.
Factores que pueden estar afectando tu efi ciencia energética
Existen un par de factores obvios que pueden estar perjudicando tus índices de eficiencia energética.
Pérdidas de calor en el proceso del horno
Estas pueden deberse a daños estructurales en el aislamiento o a una distribución incorrecta del fl ujo de gas dentro del horno.
Procesos de combustión inefi cientes
Contact us with your Reader Feedback!Gran atención al detalle en el mantenimiento predictivo
Probablemente debido a relaciones aire/combustible inadecuadas o excesivas, o a una mala mezcla causada por daños internos en el quemador.
Algunos consejos que podemos brindarte para ayudarte a mejorar el ahorro de energía en el horno son: Monitorear la temperatura en el lado frío del horno, verifi cando cuidadosamente que no haya puntos calientes.
Analizar periódicamente la composición de los gases de combustión del horno, asegurándose de mantener los niveles esperados de oxígeno y CO.
Verifi car periódicamente que los fl ujos de aire de combustión y combustible estén en una relación estequiométrica.
Revisar al menos dos veces al año que los quemadores estén en buenas condiciones y no presenten daños.
Evitar la infi ltración de aire frío en el horno que pueda afectar la efi ciencia del proceso.
Mantener ajustados los lazos de control de temperatura. Si no hay un lazo de control de temperatura, recomendamos integrarlo.
Monitorear periódicamente el consumo, ya sea manual o automáticamente.
Garantizar un programa de mantenimiento predictivo en el sistema de combustión.
¿Cómo funciona el mantenimiento predictivo?
Revisión de fl ujos de hornos industriales
Este tipo de mantenimiento se basa en el almacenamiento, monitoreo y análisis de datos y variables cuantifi cables de los equipos en tiempo real, como temperatura, vibración y frecuencia.
Para que este enfoque funcione, es necesario comprender a fondo los procesos e identifi car qué aspectos necesitan ser analizados. Estos aspectos incluyen:
Temperatura: monitorear la temperatura puede revelar cambios anormales, indicando un posible sobrecalentamiento o falla de componentes.
Vibración: una vibración inusual puede indicar desgaste o desequilibrio de la maquinaria, lo que resultará en daños más severos si no se aborda a tiempo.
Frecuencia: analizar patrones y comportamientos particulares puede proporcionar una idea de lo que puede convertirse en futuros problemas potenciales.
Estas acciones dependerán de sistemas de control de medición y detección adecuados. Los sensores y algoritmos constituyen los principales sistemas de medición de variables y detección de problemas.
Por un lado, los sensores juegan un papel fundamental en el mantenimiento predictivo, ya que pueden detectar cambios sutiles en el desempeño del equipo, permitiendo identifi car posibles fallas antes de que ocurran. Es recomendable tener acceso a un inventario de marcas reconocidas de sensores y repuestos, lo que te permitirá medir las variables de tu equipo.
Por otro lado, los algoritmos identifi can patrones y tendencias indicativas de posibles problemas mediante el procesamiento de grandes cantidades de datos, lo que permite intervenciones oportunas y planifi cadas. Factores que infl uyen en el tiempo de medición.
El tiempo que puede llevar medir variables durante un proceso de mantenimiento predictivo depende de muchos f actores internos y externos. A continuación, abordamos algunos de ellos.
Factores externos
El proceso. Cada procedimiento industrial tiene sus propias características y requerimientos particulares. Por ejemplo, en un proceso continuo se podría requerir un monitoreo constante y en tiempo real, mientras que en otras situaciones un enfoque de intervalos específi cos podría ser el mejor.
El producto. Algunos productos pueden requerir un monitoreo frecuente o estricto debido a su naturaleza y características.
La fi losofía del cliente. Algunos clientes pueden tener estándares más estrictos o solicitar un monitoreo más frecuente para garantizar la calidad y confi abilidad de sus productos.
Factores internos
Capacidad. Puede ser necesaria una planifi cación estratégica y una programación de las mediciones si el equipo es limitado o se emplea para otros procesos.
La disponibilidad de personal califi cado. Es fundamental garantizar que haya personal califi cado disponible en el momento adecuado para interpretar los datos obtenidos.
Soluciones de ahorro de energía para hornos industriales. Aquí es donde necesitas poder confi ar en tu socio experto en combustión para que lo asesore sobre las soluciones de.
Sistemas de recuperación de energía
Personal altamente capacitado de NUTEC Bickley
Hoy por hoy, se pueden implementar algunos sistemas que pueden ayudar signifi cativamente a reducir el consumo de energía en hornos, previniendo así pérdidas y/o eliminando procesos inefi cientes. Estos son algunos de los que manejamos en NUTEC Bickley:
Sistemas de recuperación de energía
Se pueden agregar a los hornos para recuperar el calor de los gases de combustión y reutilizarlos calentando el aire de combustión. Algunas opciones para estos sistemas son quemadores autorrecuperativos y quemadores regenerativos.
Sistemas de medición de gases de combustión
Garantizan que los hornos siempre tengan la proporción correcta de aire y gas en su sistema. Con ellos, puede monitorear continuamente el estado y así tomar decisiones basadas en estos datos para luego ajustar cualquier nivel desproporcionado.
Servicios de mantenimiento preventive
Además de los consejos y sistemas de ahorro de energía ya mencionados, existen otras acciones que pueden ayudar a prevenir fallas en hornos industriales, mejorar su funcionamiento y más.
Servicio de auditoría y diagnóstico: Se miden las variables de entrada y salida del horno para indicar los niveles de eficiencia actuales e identifi car posibles áreas de mejora.
Servicio de calibración de quemadores: Se verifi a la relación aire/combustible para asegurar que los quemadores operen en el rango correcto.
Conclusión
En resumen, si deseas mejorar la efi ciencia energética en hornos industriales y reducir signifi cativamente tus costos operativos, recuerda seguir nuestras recomendaciones.
Acerca del autor
Alberto Cantú, Vice President of Sales, NUTEC Bickley
Alberto Cantú es vicepresidente de Ventas de NUTEC Bickley. Cantú tiene más de veinte años de experiencia profesional y ha escrito prolífi camente para una gran variedad de revistas y publicaciones. Cantú es uno de los galardonados por Heat Treat Today’s 40 Under 40 Class del 2020.
Para mayor información: Contactar a Alberto escribiendo a albertocantu@nutec.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Consider the numerous systems in your heat treat operations. What makes up the anatomy of each furnace or system? In this “Anatomy of a . . .” series, industry experts indicate the main features of a specific heat treat system. In this feature, the full-page spread identifies main features of induction coils.
The mark-ups for these reference images are provided by John Gadus, design and sales specialist, Induction Tooling, Inc.
View the full graphics by clicking the image below.
This Technical Tuesday article is drawn from Heat Treat Today’sApril/May 2024 Sustainable Heat Treat Technologiesprint edition, that had a special focus on green heat treat technologies.
Search www.heattreatbuyersguide.com for a list of induction equipment providers to the North American market. If you are an induction equipment supplier and are not listed here, please let us know at editor@heattreattoday.com.
This series will continue in subsequent editions of Heat Treat Today’sprint publications. Stay tuned!
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
A nitriding service provider in Brazil will increase their production line with a single-chamber vacuum furnace from a manufacturer with North American locations.
Peter Lutz, president of Nitrion do Brasil says, “We were looking for a solution that would help not only increase our metal processing capabilities, but also efficiency and effectiveness.”
The SECO/WARWICK Vector vacuum furnace will operate in a new production hall and will handle Nitrion do Brasil’s increasing order volume. This order is a result of cooperation between SECO/WARWICK and their strategic partner in Brazil, Combustol.
Maciej Korecki Vice President of Business of the Vacuum Furnace Segment SECO/WARWICK
“Combustol supports SECO/WARWICK not only in sales but also in service activities and the supply of spare parts. Such a partner in such a remote location is a huge advantage,” commented Maciej Korecki, VP of the Vacuum Furnaces Segment in the SECO/WARWICK Group. He added, “[Nitrion do Brasil] bought a furnace that we could deliver quickly.”
The furnace on order will solve the commercial heat treater’s problem of hardening larger elements, because the furnace is equipped with a large working space. This will affect the process economics (energy savings and the graphite chamber’s increased efficiency) as well as the process cleanliness and speed. The furnace is equipped with convection heating – a system that improves the heat transfer efficiency when heating at lower temperatures, as well as directional cooling, which allows the system to efficiently cool parts with problematic shapes in various ways.
We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Friday a press release detailing how additive manufacturing continues to move into the metals manufacturing industry.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
Desktop Metal, a global company at the forefront of additive manufacturing 2.0 technologies for mass production, announced that it has installed four Figur G15 Pro systems featuring digital sheet forming (DSF) technology to three manufacturers, including Evology Manufacturing in Waukesha, Wisconsin.
With 30+ years as a contract manufacturer, Evology has a full suite of both traditional and additive technologies to service companies in a wide range of industries, including aerospace, defense, automotive, agricultural, marine, mining, medical, electronics, and consumer goods. Evology serves companies ranging from small startups to Fortune 50 companies with prototyping and low-volume production, typically under 10,000 pieces.
Evology is now offering digital sheet form parts off its Figur G15 for cold rolled steel up to 2 mm thick and 6061 aluminum up to 3.175 mm thick, with more materials in development.
“We are delighted to offer our customers this cutting-edge rapid sheet metal forming technology from Desktop Metal,” said Sean Momsen, VP of Business Development and Marketing at Evology. “In addition to our ability to fabricate sheet metal parts rapidly, we also have a full suite of traditional finishing equipment to deliver finished final products to customers.”
Justin Nardone, CEO of Figur, a Desktop Metal brand, said, “We are encouraged by the continued demand we see for our rapid sheet metal forming technology, which truly saves manufacturers time and money when it comes to sheet metal production. The G15 eliminates a lot of the work required when forming metal, such as the design and manufacturing of tools and dies. Our system produces designs quickly, accurately, and repeatedly, so manufacturers are able to focus on the craftsmanship of design while getting their products to market faster and more efficiently.”
Introduced in 2022, the Figur G15 is the first commercial platform of its kind to shape sheet metal on demand directly from a digital file. A software-driven proprietary tooling system on an XY gantry forms the sheet with up to 2,000 lbs of force in a highly engineered and proprietary build zone.
With a maximum sheet size of 1,600 x 1,200 mm (63.0 x 47.2 in), the Figur G15 delivers parts with a draw depth up to 400 mm (16 in) in Z without custom forming tools, molds, dies, or presses. The G15 supports forming a range of metals and sheet thicknesses – including steel up to 2.0 mm and aluminum up to 2.5 mm – and delivers a high quality surface finish
Pro configurations of the Figur G15 include an automatic tool changer and measurement, through tool part lubrication, and automated work holding capabilities.
This press release is available in its original form here.
Given changing ecological and economic conditions, carbon neutrality is becoming more important, and the heat treatment shop is no exception. In the context of this article, the focus will be on how manufacturers — especially those with in-house heat treat — can save energy by evaluating heating systems, waste heat recovery, and the process gas aspects of the technology.
This article, written by Dr. Klaus Buchner, head of Research and Development at AICHELIN HOLDING GmbH, was released in Heat Treat Today April/May 2024 Sustainable Heat TreatTechnologiesprint edition.
Introduction
Contact us with your Reader Feedback!
Uncertainties in energy supply and rising energy costs remind us of our dependence on fossil fuels. This underlines the need for a sustainable energy and climate policy, which is the central challenge of our time.
European policymakers have already taken the first steps towards a green energy revolution, and the heat treatment industry must also take responsibility. Many complementary measures, however, are needed that can be applied to new and existing thermal and thermochemical heat treatment lines.
Heat Treatment Processes and Plant Concepts
The heat treatment process itself is based on the requirements of the component parts, and especially on the steel grade used. If different concepts are technically comparable, it is primarily the economic aspect that is decisive, and not the carbon footprint — at least until now. Advances in materials technology and rising energy costs are calling for production processes to be modified.
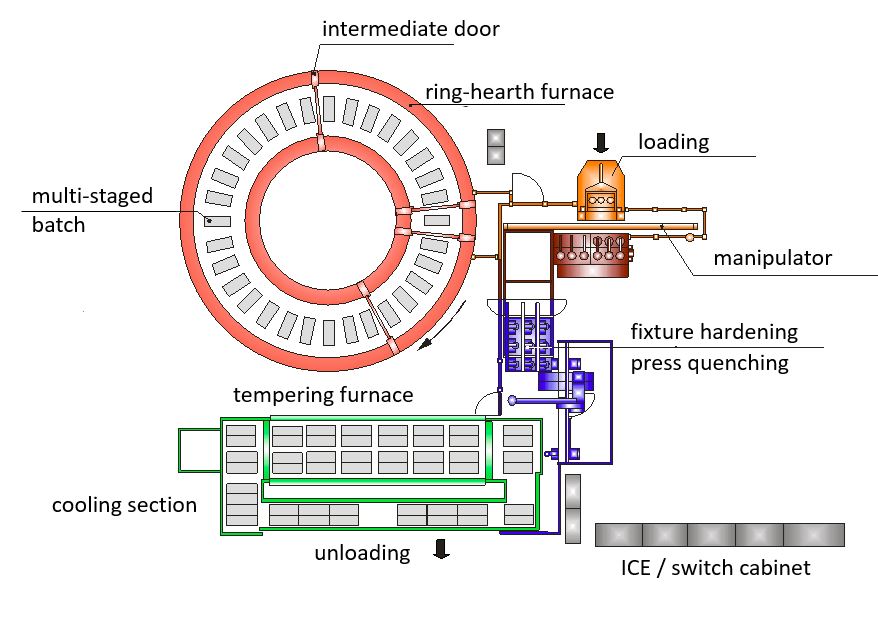
Figure 1. Donut-shaped rotary-hearth furnace for carburizing with press quenching Source: AICHELIN HOLDING GmbH
An example is the quenching and tempering of automotive forgings directly from the forging temperature without reheating, which has shown significant potential for energy and CO2 savings. Although the reduced toughness or measured impact energy of quenching and tempering from the forging temperature may be a drawback due to the coarser austenite grain size, this can be partially improved by Nb micro-alloyed steels and higher molybdenum (Mo) contents for more temper-resistant steels; it may also be necessary to use steels with modified alloying concepts when changing the process.1, 2 AFP steels (precipitation-hardening ferritic pearlitic steels) and bainitic air-hardening steels can also be interesting alternatives, since reheating (an energy-intensive intermediate step) is no longer necessary.
Similar considerations apply to direct hardening instead of single hardening in combination with carburizing processes because of the elimination of re-austenitizing. Distortion-sensitive parts often need to be quenched in fixtures due to the dimensional and shape changes caused by heat treatment. Heat treated parts are often carburized in multipurpose chamber furnaces or small continuous furnaces, cooled under inert gas, reheated in a rotary-hearth furnace, and quenched in a hardening press. In contrast, ring-shaped (aka donut-shaped) rotary-hearth furnaces allow carburizing and subsequent direct quenching in the quench press in a single treatment step. Figure 1 shows a typical ring-shaped rotary-hearth furnace concept for heat treating 500,000 gears per year/core hardness depth (CHD) group 1 mm.
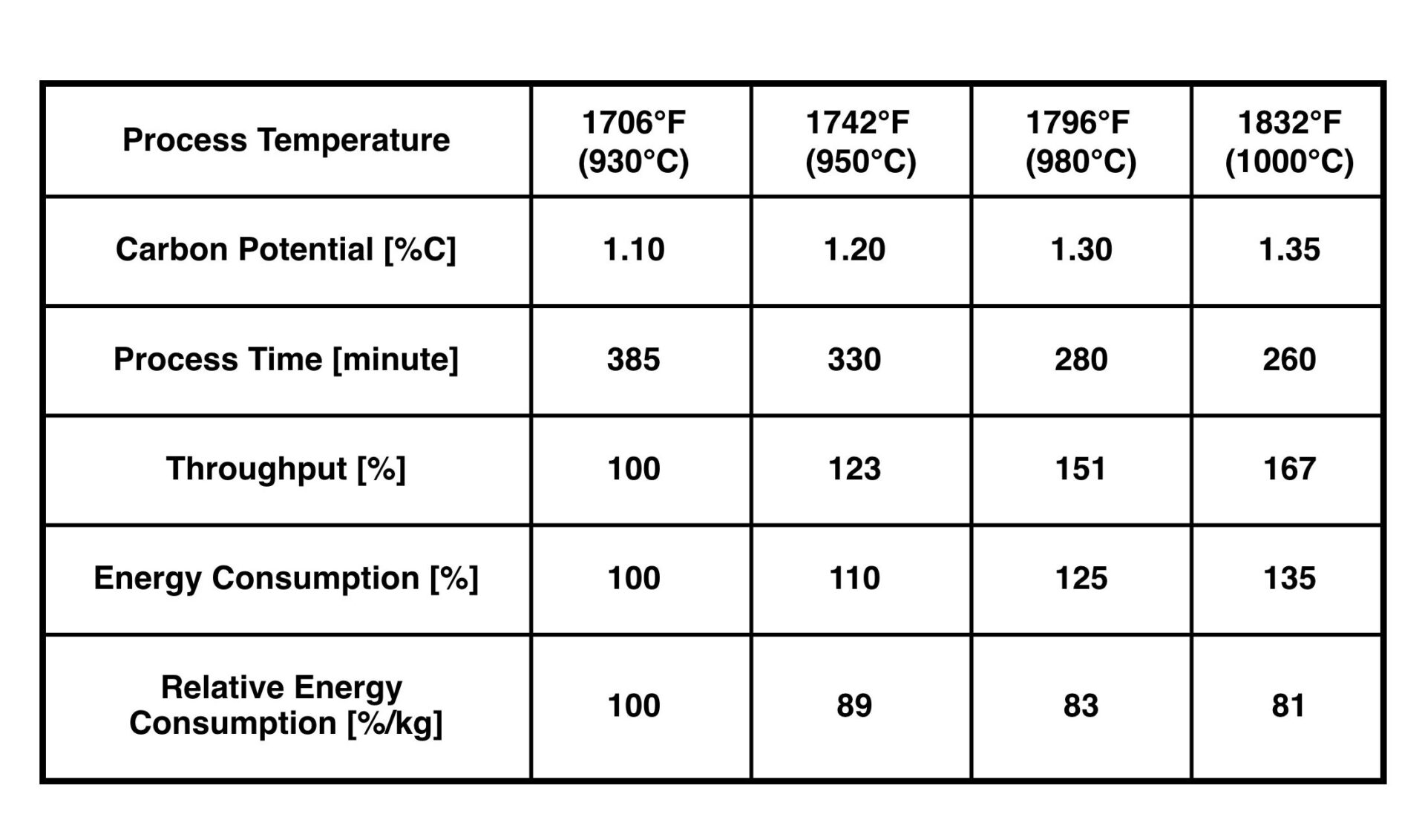
Table 1. Saving potential due to increased process temperature for gas carburizing (pusher type furnace, 20MnCr5, CHD-group 1 mm) Source: AICHELIN HOLDING GmbH
This ring-shaped rotary-hearth concept can save up to 25% of CO2 emissions, compared to an integral quench furnace line (consisting of four single-chamber furnaces, one rotary hearth furnace with quench press and two tempering furnaces as well as two Endothermic gas generators). Due to the reduced total process time (without reheating) and the optimized manpower, the total heat treatment costs can be reduced by 20–25%.
The high-temperature carburizing aspect should also be mentioned, although the term “high-temperature carburizing” is not fully accepted nor defined by international standards. As the temperature increases, the diffusion rate increases and the process time decreases. As shown in Table 1, the additional energy consumption is less than the increase in throughput that can be achieved. Therefore, the relative energy consumption per kg of material to be heat treated decreases as the process temperature increases.
There are three key issues to consider when running a high-temperature carburizing process:
Steel grade: Fine-grain stabilized steels are required for direct hardening at temperatures of 1832°F (1000°C). Microalloying of Nb, Ti, and N as well as a favorable microstructure of the steels reduce the growth of austenite grains and allow carburizing temperatures up to 1922°F (1050°C) for several hours.
Furnace design: In addition to the general aspects of the optimized furnace technology (e.g. heating capacity, insulation materials, and feedthroughs), failure-critical components must be considered separately in terms of wear and tear, whereby condition monitoring tools can support maintenance in this area.
Distortion: This is always a concern, especially in the case of upright loading of thin-walled gear sections. As such, numerical simulations and/or experimental testing should be performed at the beginning to estimate possible changes in distortion and to take measures if necessary.
Figure 2. Recuperative burner with SCR system for NOx reduction
Source: AICHELIN HOLDING GmbH
Heating System
Based on an energy balance that considers total energy losses, and preferably also temperature levels, it can be seen that the heating system plays a significant role. In addition to the obvious flue gas loss in the case of a gas-fired thermal processing furnace, the actual carbon footprint must be critically examined.
In the case of natural gas, the upstream process chain is often neglected in terms of CO2 emissions, but the differences in gas processing (which are directly linked to the reservoirs) and in gas transportation can be a significant factor.3 However, the analysis of energy resources in the case of electric heating systems is much more important. This results in specific CO2 emissions between 30–60 gCO2/kWh (renewable-based electricity mix) and 500–700 gCO2/kWh (coal-based electricity mix). Therefore, a general comparison between natural gas heating and electric heating systems in terms of carbon footprint is often misleading.
Figure 3. Comparison of specific CO2 emissions
Source: AICHELIN HOLDING GmbH
Nevertheless, in the case of gas heating, the aspect of combustion air preheating should be emphasized, as it has a significant influence on combustion efficiency. The technical possibilities in this area are well known and include both systems with central air preheating and decentralized concepts, where the individual burner and the heat exchanger form a single unit. Recuperator burners are often used in combination with radiant heating tubes (indirect heating) in the field of thermochemical heat treatment. With respect to oxy-fuel burners, it should also be noted that the formation of thermal NOx increases with increasing combustion temperature and temperature peaks. To avoid exceeding NOx emissions, staged combustion and so-called “flameless combustion” — characterized by special internal recirculation — and selective catalytic reduction (SCR) can be used. The latter secondary measure, together with selective non-catalytic reduction (SNCR), has been state-of-the-art in power plant design for decades and has become widely known because of its use in the automotive sector. This system can also be adapted to single burners (Figure 2). In this way, NOx emissions can be reduced to 30 mg/Nm3 (5% reference oxygen), depending on the injection of aqueous urea solution, as long as the exhaust gas temperature is in the range of 392/482°F (200/250°C) to 752/842°F (400/450°C).4
Whether electric heating is a viable alternative depends on both the local electricity mix and the design of the heat treatment plant, which may limit the space available for the required heating capacity. In addition to these technical aspects, the security of supply and the energy cost trends must also be considered. Both of these factors are significantly influenced by the political environment. Figure 3 shows an example of the specific carbon footprint per kg of heat treated material with the significant losses based on the example of an integral quench furnace concept in the double-chamber and single-chamber variants electrically heated (E) and gas heated (G). The electric heating is based on a fossil fuel mix of 485 gCO2/kWh. Once again, it is clear that a general statement regarding CO2 emissions is not possible; rather, the boundary conditions must be critically examined.
Waste Heat Recovery — Strengths and Weaknesses of the System
Although improvements in the energy efficiency of heat treatment processes, equipment designs, and components are the basis for rational energy use, from an environmental perspective it is important to consider the total carbon footprint. An energy flow analysis of the heat treatment plant, including all auxiliary equipment, shows the total energy consumption and thus the potential savings. Quite often the temperature levels and time dependencies involved preclude direct heat recovery within the furnace system at an economically justifiable investment cost. In this case, cross-plant solutions should be sought, which require interdepartmental action but offer bigger potential.
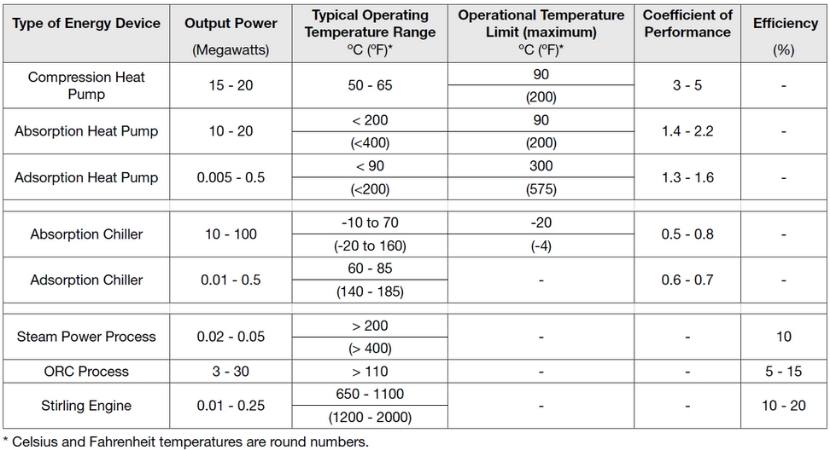
In addition to the classic methods of direct waste heat utilization using heat exchangers, also in combination with heat accumulators, indirect heat utilization can lower or raise the temperature level of the waste heat by using additional energy (chiller or heat pump) or convert the waste heat into electricity. The overview in Table 2 provides reference values in terms of performance class and temperature level for the alternative technologies listed.
Process Gas for Case Hardening
Case hardening — a thermochemical process consisting of carburizing and subsequent hardening — gives workpieces different microstructures across the cross-section, the key factor being high hardness/strength in the edge region. A distinction can be made between low pressure carburizing in vacuum systems and atmospheric carburizing at normal pressure. Both processes have different advantages and disadvantages, with atmospheric heat treatment being the dominant process.
Table 2. Overview of alternative waste heat applications5, 6 Source: AICHELIN HOLDING GmbH
In terms of carbon footprint, atmospheric heat treatment has a weakness due to process gas consumption. To counteract this, the following aspects have to be considered: thermal utilization of the process gas — indirectly by means of heat exchangers or directly by lean gas combustion (downcycling); reprocessing of the process gas (recycling); reduction of the process gas consumption by optimized process control; and use of CO2-neutral media (avoidance). This article focuses on avoidance by optimizing process gas consumption and using of CO2-neutral media.
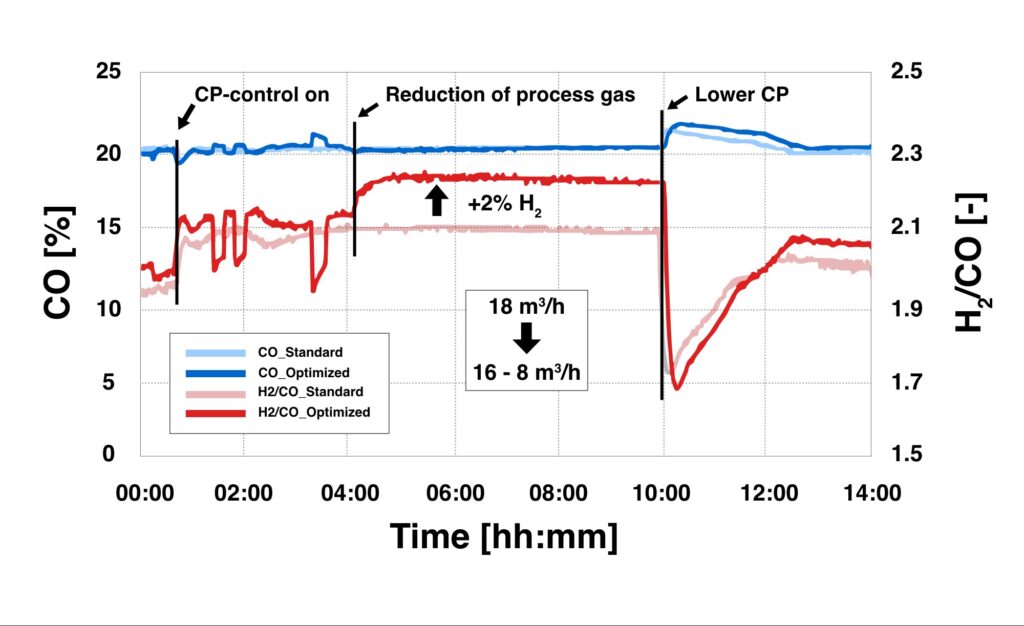
Typically, heat treatment operations are still run with constant process gas quantities based on the most unfavorable conditions. Based on the studies of Wyss, however, process control systems offer the possibility to adapt the actual process gas savings to the actual demand.7 In a study of an industrial chamber furnace, a 40% process gas savings was demonstrated for a selected carburizing process. In this heat treatment process with a case hardness depth of 2 mm, the previously used constant gas flow rate of 18 m3/h was reduced to 16 m3/h for the first process phase and further reduced to 8 m3/h after 3 hours. Figure 4 shows the analysis of the gas atmosphere, where an increase in the H2 concentration could be detected due to the reduction of the gas quantities. With respect to the heat treatment result, no significant difference in the carburizing result was observed despite this significant reduction in process gas volume (and the associated reduction in CO2 emissions). The differences in the carbon profiles are within the expected measurement uncertainty.
Figure 4. CO and H2/CO concentration at various process gas volumes
Source: AICHELIN HOLDING GmbH
The carbon footprint of the process gas, however, must be fundamentally questioned. In the field of atmospheric gas carburizing, process gases based on Endothermic gas (which is produced by the catalytic reaction of natural gas or propane with air at 1832–1922°F/1000–1050°C) and nitrogen/methanol and methanol only systems have established themselves on a large scale. Methanol production is still mostly based on fossil fuels (natural gas or coal), the latter being used mainly in China. Although alternative CO2-neutral processes for partial substitution of natural gas — keywords being “power to gas” (P2G) or “synthetic natural gas” (SNG) — have already been successfully demonstrated in pilot plants, there are no signs of industrial penetration. Nevertheless, there is a definite industrial scale in the area of bio-methanol synthesis, though so far, purely economic considerations speak against it, as CO2 emissions are still not taken into account.
The question of the use of bio-methanol in atmospheric gas carburizing has been investigated in tests on an integral quench furnace system. A standard load of component parts with a CHD of 0.4 mm was used as a reference. Subsequently, the heat treatment process was repeated with identical process parameters using bio-methanol instead of the usual methanol based on fossil fuels. Both the laboratory analyses of the methanol samples and the measurements of the process gas atmosphere during the heat treatment process, as well as the evaluation of the sample parts with regard to the carbon profile during the carburizing process, showed no significant difference between the different types of methanol. Although this does not represent long-term experience, these results underscore the fundamental possibility of media substitution and the use of CO2-neutral methanol.
Conclusion
Facing the challenges of global warming — intensified by the economic pressure of rising energy costs — this article demonstrates the energy-saving potential in the field of heat treatment. In addition to already established solutions, the possibilities of the smart factory concept must also be integrated in this industrial sector. Thus, heat treatment comes a significant step closer to the goal of a CO2-neutral process in terms of Scopes 1, 2, and 3 regarding emissions under the given boundary conditions.
References
[1] Karl-Wilhelm Wegner, “Werkstoffentwicklung für Schmiedeteile im Automobilbau,” ATZ Automobiltechnische Zeitschrift 100, (1998): 918–927, https://doi.org/10.1007/BF03223434. [2] Wolfgang Bleck and Elvira Moeller, Steel Handbook (Carl Hanser Verlag GmbH & Co. KG, 2018). [3] Wolfgang Köppel, Charlotte Degünther, and Jakob Wachsmuth, “Assessment of upstream emissions from natural gas production in Germany,” Federal Environment Agency (January 2018): https://www.umweltbundesamt.de/publikationen/bewertung-der-vorkettenemissionen-beider. [4] Klaus Buchner and Johanes Uhlig, “Discussion on Energy Saving and Emission Reduction Technology of Heat Treatment Equipment,” Berg Huettenmaenn Monatsh 168 (2021): 109–113, https://doi.org/10.1007/s00501-023-01328-5. [5] Technologie der Abwärmenutzung. Sächsische Energieagentur – SAENA GmbH, 2. Auflage, 2016. [6] Brandstätter, R.: Industrielle Abwärmenutzung. Amt der OÖ Landesregierung, 1. Auflage, 109–113, https://doi.org/10.1007/s00501 02301328-5. [7] U. Wyss, “Verbrauch an Trägergas bei der Gasaufkohlung,” HTM Journal of Heat Treatment Materials 38, no. 1 (1983): 4-9, https://doi.org/10.1515/htm-1983-380102.
About the Author
Dr. Klaus Buchner
Head of Research and Development
AICHELIN HOLDING GmbH
Klaus Buchner holds a doctorate and is the head of research and development at AICHELIN HOLDING GmbH. This article is based on Klaus Buchner’s article, “Reduktion des CO2-Fußabdrucks in der Wärmebehandlung” in Prozesswärme 01-2023 (pp. 42-45).
For more information: Klaus at klaus.buchner@aichelin.com.
This article content is used with the permission of heat processing, which published this article in 2023.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
When processing cemented carbide, there are a few considerations you need to understand to use the proper sintering equipment. One of the biggest factors is the actual material; what is the colbalt content level of the processed material?
In this best of the web article, walk through the steps of dewaxing, sintering for appropriate densification, and the processing temperatures that are required for sintering cemented carbide.
An Excerpt:
“Other than mechanical stresses due to the differential pressure between inside and ambient pressure outside the furnace, operating at relatively high temperatures with high pressure of gas would lead to significant dissipations of heat to the external environment. This is not only anti-economic from an efficiency point of view, but could also compromise the structural integrity of the water-cooled steel vessel of the furnace by overheating it.”
The amazing materials that are produced through additive manufacturing (AM) and 3D machining often require post-processing heat treatments before these become final components that launch into space. What are the trends of AM/3D outside our planet, and what technical resources are available to you as you make one step into this field? This original content piece from the Heat Treat Today editors will help you understand where technology stands in 2024.
Why Does AM/3D Go to Space?
Contact us with your Reader Feedback!
A broad spectrum of industries have found the appeal of additively manufactured parts, industries ranging from mining to medical and automotive to space. Much of this has to do with complexity of components that new engineering techniques require, the desire to save on material costs, and the ability to condense lead time. For some, additive manufacturing is becoming essential to the space industry; as Tobias Brune, head of the Business Unit Additive Manufacturing at TRUMPF, has commented, “With our 3D printing technology, we are driving the commercialization of the space-travel industry. If you want to be successful in the space-travel industry today, you have to use additive manufacturing.”
When should you expect this transition? Now.
In January of this year (2024), the first metal 3D printer for space was launched to the Columbus module of the International Space Station (ISS). This is a very active, integrated sense of seeing AM in the aerospace industry, and test runs with this equipment will ensue.
Flight model of 3D Metal Printer Launched on NG-20 Source: ESA
The Exploration Company in Europe plans to use 3D printers from TRUMPF (laser specialist) to print core components in engines for spacecrafts. The intent: missions in Earth’s orbit and to the moon.
Heat Treat & thermal Processing Requirements of Post-ProcessingAM
If you are going to get involved in AM, it is essential to have the right equipment. One of the most talked about equipment is hot isostatic pressing (HIP) technology. Often, heat treat operations use HIP equipment for post-process heat treating in order to get the solid part they desire. For the most part, commercial heat treaters have positioned themselves to handle the R&D required to navigate the terrain of overcoming processing challenges of new/complex parts and creating standardizations. However, privateR&D facilities and departments are also building out their capabilities to handle AM in HIP.
However, so also have vacuum furnaces been a key leader in heat treating AM components. Here, commercial heat treaters have also made moves to expand their equipment/process offerings to accommodate AM parts.
So also do atmosphere considerations need to be considered, withgasses like H2 competing trying to capture the limelight.
Continue the Exploration: AM/3D Articles for Space
Looking for an introduction to the AM/3D topic for heat treaters? Begin with this article by Animesh Bose, an engineering pioneer: “The Role Of Heat Treat in Binder Jetting AM for Metals.” The article uncovers the history of one of the most important types of AM/3D manufacturing — binder jetting AM.
Then, take a step over for an industry focus on what “heat treatments for space” look like. Mike Grande eloquently summarized the current processes needed in space in this editorial from the March 2024 Aerospace print edition. Read “The Role of Heat Treatment in Space Exploration” in the digital edition of the magazine.
In-house or commercial? This article presents critical considerations of space components — with a particular emphasis on the importance of AM/3D — when considering how to grow your processing expertise and capabilities. Several examples from the frontlines of R&D are presented by Noel Brady in his article. Read the editorial, “Thermal Processing for Space and Additive Manufacturing,” for excellent illustrations.
Finally, hone in on the topic with a case study about developments in HIP technology for space component post-processing. This article begins with context confronting issues of structural integrity, especially of complex space components, with HIP. Andrew Cassese gets to the case study towards the end of his article, “High Pressure Prepares Parts for Space.”
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Heat Treat Today publishes eight print magazines a year, and included in each is a letter from the editor, Bethany Leone. This letter first appeared in the May 2023 Sustainable Heat Treat Technologies print edition.
In order to create a more sustainable future for heat treaters, operators may be looking to “digitalization” as an immediate step for their heat treat systems. Digitalization is an amorphous term that can describe a few things.
This term tends to be broader than just “digitization” — the act of digitizing analog technologies to digital form — though the two terms are often used interchangeably.
An interest in digitalization makes a lot of sense. For one, updating manufacturing plants with digital practices is a huge draw for young people: “People want to work for a technologically advanced company that they can feel good about,” according to Josh Hale, managing recruiter at International Search Partners, when he spoke on Heat TreatRadio . Additionally, Covid-19 labor constraints accelerated adoption of IIoT (industrial internet of things) technologies — digitalization being just one of many. But there are also several intrinsic promises that digitalization has to offer manufacturers, for example:
Efficiency: creating efficient operations that streamline business processes
Accuracy: increasing accuracy by achieving precise control over temperature, atmosphere, and other process parameters
Data and Analytics: real-time monitoring/data collection and rapid data analysis
Safety: reduced need for manual interventions, thus avoiding accidents and improving operator safety
From a sustainability perspective, digitalization means heat treaters can monitor, analyze, predict, test, and adapt energy efficiencies in their operations. This magazine features a conversation with experts in heat treat with an eye for energy, and they’ve commented on this specific topic. “With higher computational capacity on the controllers on a per furnace basis,” John Clarke, technical director at Helios Electric Corporation notes, “we have the ability to start executing real-time analysis on the furnace and potentially implement a thermodynamic model of the furnace and how it’s operating.” Several representatives from Watlow illustrate this point: “Poor thermal uniformity can lead to scrap and rework of material, which both result in excess energy consumption.” Read the eight-page conversation with six international expert contributors on page 19.
But there are drawbacks to adopting this new technology, and in the midst of all of this “good,” I do wonder how difficult this transition has been — or can be — for some in-house heat treaters. Challenges when considering this technology include:
Initial Investment. The initial investment in new technology is always present, and so is the question of who will “dish out the dough.” Will the furnace supplier try to absorb upgrading expenses? Or does it fall to the end-user buying the furnace or upgrade?
Operational Complexity. However easy to operate a technology is now, it was not always the case. I once thought typing at a computer was the most difficult thing in the world. Now, I’m so familiar with a keyboard that I can look over at my husband texting on his phone and know (to a degree) the message he is typing, just by watching his thumb position. What skills does your team have to learn a new system? How much time will it take to train 50%–75% of them? How long until you feel confident in the process?
Overdependence on Technology. We depend on digital technologies for many things (thank you, alarm clocks!), but is the level of dependence compromising something valuable? And to what degree? When it comes to cybersecurity threats, for example, what type of dependence on technology exposes you to more risk versus fortifying your internal systems?
The promises and challenges of digitalization will continue to face-off in offices and plant floors. While the boundary line of digital acceptance may shift, this new frontier towards creating “a holistic virtual representation of heat treat operations” means new technologies and processes that will be tested and adopted by heat treat pioneers, possibly you.
As with any frontier, there are known and unknown dangers. Let us know how your company is considering digitalization and what opportunities are golden nuggets or simply fool’s gold: editor@heattreattoday.com.
Special thanks to Mike Löpke (head of software & digitalization at Nitrex Metal) and Jeffrey Halonen (CEO of Steelhead Technologies) for their insights.
Bethany Leone, Managing Editor, Heat Treat Today
Contact Bethany Leone at bethany@heattreattoday.com.