Custom furnace design isn’t just about performance upgrades — it’s about process reliability. Vacuum furnaces built for general use, however, often fall short in high-precision industries. This Technical Tuesday installment comes to us from Scott Herzing, vice president of Engineering at Paulo. Explore how purposeful furnace design, smarter controls, and targeted customization can transform vacuum heat treatment.
This informative piece was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
The reliability and consistency of vacuum heat treatment processes depend heavily on furnace design and performance. Standard furnace configurations typically serve general heat treating applications adequately. However, for industries with extremely demanding requirements, such as aerospace, automotive, and power generation, small variations in furnace design can lead to substantial impacts on part quality, increasing risks and costs. Achieving exceptional process control and repeatability often requires custom furnace modifications tailored specifically to the unique requirements of each process.
Extensive customization of vacuum furnaces can initially seem costly and complex. It takes experience operating and refining vacuum furnaces to know which adjustments deliver the greatest impact. This article taps into the more than fifty years of heat treating wisdom from Paulo with six key factors that drive better furnace performance, enhance reliability, reduce downtime, and create measurable efficiency gains.
Why Customization Matters
Conventional vacuum furnace models offered by manufacturers are generally designed to meet broad market demands. This often results in equipment that effectively balances functionality, affordability, and ease of use for a wide range of applications. However, certain high-precision thermal processing applications, especially those involving aerospace components like single-crystal turbine blades demand much stricter temperature uniformity, controlled quenching rates, and near-perfect repeatability from cycle to cycle.
In these cases, standard configurations can introduce variability that compromises quality. A better path is a case-by-case approach, evaluating specific process risks and targets critical components for modification. Precision upgrades can be integrated where they have the greatest impact, achieving the required level of process control. This makes it possible to achieve near-zero scrap rates, dramatically boost reliability, and achieve repeatability that far exceeds industry norms.
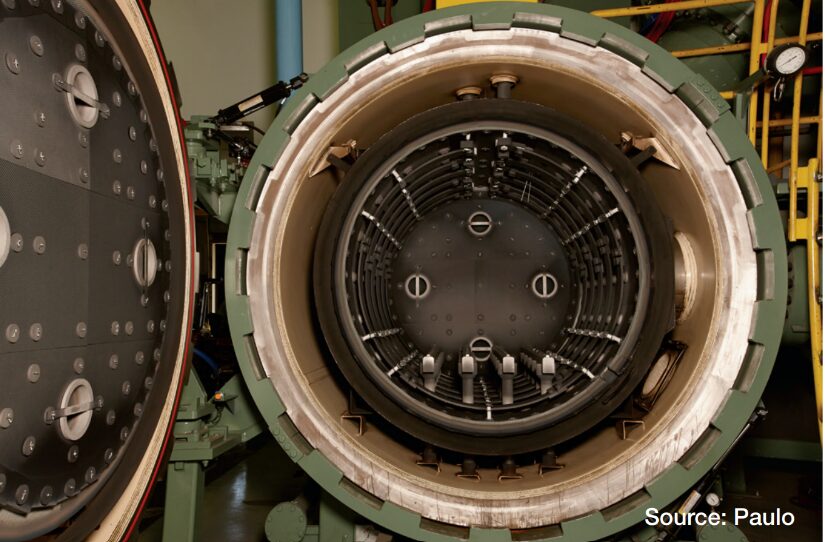
Interior of vacuum furnace
Advanced Pressure and Cooling Control
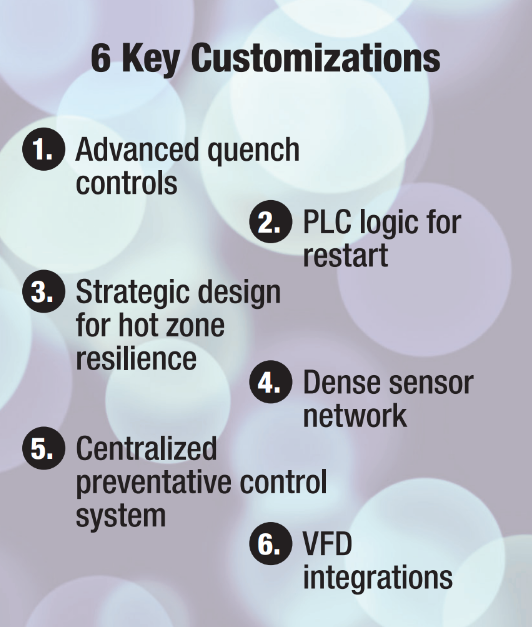
Repeatable quench dynamics is a game-changer when it comes to part quality. Integrating advanced gas control capabilities that extend beyond basic pressure management can help you improve heat treating results. To do this, you need to precisely control the rate at which gas is introduced into the vessel using proportioning valves, not just the pressure setpoint. For controlled cooling cycles, systems also need to manage the fan start speed, allowing you to tailor the convective heat transfer to the geometry and mass of each part. This level of precision ensures consistent metallurgical results and protects part integrity.
Automation-Ready Resilience
In multi-furnace environments that rely on automation and minimal staffing, power-failure restart behavior cannot be left to chance. Adding dedicated PLC logic for restart allows the system to record the exact state at interruption, verify safe conditions on recovery (atmosphere, temperature, motion, interlocks), and automatically sequence a safe restart when criteria are met. This reduces scrap risk, protects equipment, and stabilizes throughput, especially when only a few operators are covering many furnaces.
Hot Zone Design and Material Selection
A major component directly influencing furnace reliability and overall performance is the hot zone. As the central area where thermal processing occurs, the hot zone repeatedly experiences extreme temperature fluctuations, making its design crucial to operational efficiency and product quality.
Standard vacuum furnaces use thinner insulation layers and lower-cost materials to control initial investment costs. However, advanced hot zones can dramatically outperform these standards by incorporating thicker insulation layers, strategically placed air gaps, and specialized insulation materials, such as high-quality molybdenum, graphite felt, or carbon-fiber-carbon (CFC) boards.
Vacuum furnace hot zone
These advanced materials not only prolong hot zone life but also substantially reduce heat loss, minimizing energy consumption and improving thermal uniformity. The enhanced durability also results in fewer service interruptions, less downtime, and lower long-term maintenance costs, ultimately justifying the higher initial investment. At Paulo, this is how we’re able to reliably run around 29,000 cycles per year in over thirty furnaces at our Cleveland facility.
Additionally, the hot zone’s construction details, including how insulation and heating elements are attached, can significantly affect longevity and reliability. Standard fasteners or attachment mechanisms may perform well in general applications but frequently deteriorate under high-stress thermal cycling. High-performance fasteners specifically engineered for high-temperature stability reduce the risk of premature failure and minimize downtime.
Enhanced Sensor Integration
Furnace reliability and consistency rely heavily on the accuracy, quantity, and strategic placement of sensors within the furnace chamber. Manufacturers’ vacuum furnace designs typically include a limited number of sensors monitoring basic parameters, such as temperature, pressure, and vacuum levels. Increasing the number and distribution of sensors throughout the furnace interior allows for a more detailed and accurate understanding of conditions during processing. By placing multiple sensors at critical points within the hot zone and throughout key furnace components, operators can detect subtle differences in temperature distribution, heat flow, gas pressures, and quench rates that might otherwise go unnoticed. This enhanced sensor density provides the detailed data necessary for real-time process adjustments, early detection of equipment issues, and predictive maintenance interventions, significantly improving process reliability and part consistency.
In addition, the rich data captured by a denser sensor network improves traceability and enables rapid identification of root causes when process deviations occur, ultimately reducing the risk of quality issues and equipment downtime.
Centralizing Your Control System
One often-overlooked factor in achieving highly consistent heat treating results is the adaptability and responsiveness of furnace control systems. Modern furnace control architectures benefit from a centralized SCADA layer with deep PLC integration. By recording every PLC input (thermocouples, switches, interlocks, drives, flows, pressures), the system enables technicians to diagnose issues without walking out to the furnace and manually testing components. With complete signal histories available, furnace issues can often be diagnosed and resolved remotely in minutes, improving first-pass resolution and minimizing production disruption.
Integrated control software should do more than log data; it should actively protect quality:
Automated compliance control: Continuously track process parameters, alarm on deviations, and initiate quality quarantines when limits are exceeded to prevent suspect parts from re-entering the supply chain.
Element-health monitoring: Monitor heating-element resistance to detect early signs of a heating system issue. If an anomaly is detected, automatically stop the heating process to protect parts and prevent secondary furnace damage.
These safeguards shift intervention upstream and reduce reliance on manual inspection alone.
Extending Auxiliary Equipment Life with VFDs
Variable-frequency drives (VFDs) on pumping systems can substantially extend motor and bearing life by matching speed to process demand and reducing mechanical stress. When control logic conditions are met, slowing pumps lowers load, heat, and vibration, which are key contributors to premature failures.
Without VFDs: Bearings on 615 blowers typically require replacement every 1–2 years, and motor failures occur more frequently than acceptable.
With VFDs + logic-based speed reduction: Bearing-change intervals extend to 10–20 years, with no motor problems, reflecting a step-change in reliability and lifecycle cost.
This targeted upgrade is a practical, high-ROI improvement that also helps decrease unplanned downtime.
Practical Realities and Final Considerations
Extensive furnace customization offers clear advantages, but it is not always practical for every operation or budget. In many cases, targeted, incremental upgrades — such as refining hot-zone insulation and attachment methods, adding or repositioning select sensors, or phasing in improved control software and deeper data storage/analysis — deliver measurable gains in reliability and process quality without large upfront costs.
Another practical path is to partner with a commercial heat treater that has already engineered and validated these enhancements at an industrial scale. This option can accelerate access to higher levels of precision and repeatability without requiring capital investment, engineering bandwidth, and learning curve of doing it all in-house.
Ultimately, achieving reliable and repeatable heat treatment results involves careful consideration of furnace design and functionality, aligned closely with your process requirements and economic realities. While extensively customized furnaces represent the ideal for particularly demanding applications, understanding the targeted areas where smaller customizations can yield significant improvements empowers heat treaters across the industry.
About The Author:
Scott Herzing Vice President of Engineering Paulo
Scott Herzing is vice president of Engineering at Paulo. He leads the company’s metallurgical, project and automation engineering, fabrication, and lean technology groups. With over 27 years at Paulo, Scott applies his passion for leadership, engineering, and problem-solving to help customers achieve advanced heat treating outcomes.
For more information: Contact Scott Herzing at sherzing@paulo.com.
What do Mars rovers, sniper pods, and rotor grips have in common? Uphill quenching — a thermal-mechanical technique that uses liquid nitrogen and high-velocity steam to dramatically reduce stress and distortion.
In today’s episode of Heat TreatRadio,Greg Newton, Newton Heat Treating CEO, joins host Doug Glenn to take a dive deep into this little-known but highly effective process for controlling residual stress in aluminum alloys. Guest John Avalos, Newton’s quality engineer and IT/Digital Transformation Manager, joins the conversation.
Get the full picture of how this thermal-mechanical method improves machinability, enhances precision, and extends component life, especially in aerospace and optical applications.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (2:20)
Before we even start talking about the process, let’s talk about your qualifications and experience. How did you get in heat treating and aluminum heat treating?
Greg Newton: In 1968, my father opened up a heat treating facility in the city of industry. From age 13 on, I had a summer job and weekend job. It’s part of my blood. In the early ‘70s, we were the first heat treater to purchase an X-ray diffraction machine, which is a non-destructive way of checking for residual stresses beneath the surface of aluminum alloy and different alloys; we concentrated on aluminum. It’s an old analog Rigaku machine; it’s still running. It gives me great data, so why change it out for a half-million-dollar new machine? That’s how we got started.
There was a pilot project with Northrop Grumman for controlling residual stresses, taking glycol out of the laboratory and putting it in production. Now, one thing I didn’t like about that project was that we gave all the data to Northrop and then they wrote a spec and gave it to the world. I didn’t feel we got our fair payback for it.
When theM1 tank optics came along and they knew we had X-ray diffraction on premises, they wanted to take something basically out of the laboratories. The patent names it “thermal mechanical uphill quenching,” which describes the process perfectly. We use it because of the residual stresses created during the quench cycle. When you go from roughly 1000°F down to room temperature rapidly, that’s what sets up your mechanical properties in aluminum.
What Is Uphill Quenching (5:02)
Doug Glenn: Let’s take a 30,000-foot view for someone who has no concept of what an aluminum alloy is. What is uphill quenching?
Greg Newton: It’s the inverse process of the quenching cycle in the solution heat treat cycle. You’re going roughly from 1000°F to room temperature, hot to cold. A part can’t cool instantly. What happens? The outside cools first. It shrinks, and you get a compressive shell. By the laws of thermodynamics, I have an equal and opposite action happening in the core of that part. So, it develops tensile stresses to hold up that compressive shell. They’re in equilibrium when I’m done with the part and I send it back to the machine shop.
Then, they’re going to remove material from one side; they’re going to gun drill it. That’s when challenges arise, because at the point of after-quench, we have the compressive shell and the tensile stresses in the core. They are in equilibrium. When I remove material away, that compressive shell moves, and that’s where aluminum becomes very difficult to machine.
Newton Heat Treating’s thermal processing equipment
Source: Newton Heat Treating
Doug Glenn: Does uphill quenching solve this problem?
Greg Newton: It solves the problem, for all parts, all shapes, all sizes. Parts that don’t lend themselves to flip flopping, which never solves the problem. You might machine away some compressive shell, rejig the part, flip it over, remove a little of the compression on the other side, but you still have those tensiles. The tensiles are the bad guys. That’s what’s causing a failure in use and propagating cracks.
Doug Glenn: Tensile stresses are the ones pushing out, whereas the compressive strengths are the ones that are pulling in.
Greg Newton: And a compressor shell can actually be advantageous for certain types of fatigue, like creep.
Doug Glenn: Is uphill quenching predominantly done on aluminum or exclusively done on aluminum?
Greg Newton: It is predominantly done on aluminum. We’ve done a little bit on titanium. It had fair results with it. Alcoa developed uphill quenching in the late ‘50s. That’s how old this technology; it’s nothing new. Back then, though, engineers used to design things 2.5 times as robust as they needed to be, just because we didn’t know how much residual stresses were inherent in the manufacturing of these parts. But now, with trying to get aircraft, car, and all other types of components to be as light and as thin as possible, this process comes into play. It has finally come of age.
Neutralizing Stresses with Uphill Quenching (7:50)
Doug Glenn: So you have the compressive and tensile stresses, and uphill quenching basically is helping to neutralize or to balance those so that when you go to machining and you’re doing some machining, you’re not going to get what you would anticipate with a distortion or something of that sort.
Greg Newton: Well, again, we go back to the original patent name that describes the process perfectly. Thermal, mechanical, uphill grade. We’re not stretching it with a hydraulic press to 1.5–3% to dislocate the lattices. We’re using a thermal gradient. That’s our energy. That’s our machine.
It’sa little hard to wrap your head around. We’re going to compress and get the dislocation that way. Well, what put those stresses in was that thermal gradient of the quench roughly going from 1000°F to room temperature. How can we reverse that? Aluminum, unlike steels, is almost annealed soft in an as-quenched (AQ) condition.
So that is the optimum time, as the original patent tells you. There are so many misconceptions out there. When you do it in a hardened condition, you’ve lined up everything against yourself. You’ve increased yield strength. You want to do it when the material is as soft as possible. For aluminum, you want to either do it immediately after quench, within an hour, or retard the natural aging by putting it in a sub-zero freezer.
Doug Glenn: The uphill quenching is neutralizing those stresses, so there could be further processing without as much “fear.”
Greg Newton: That’s correct. We’re going to go from -320°F and heat it up with a high-velocity steam blast, back up past room temperature.
Doug Glenn: We’ll get to the actual process, I just wanted to make sure we’re understanding why we’re doing it.
Greg Newton: The machinability of aluminum are close-tolerance parts: They diamond hone our laser optics to a millionth of an inch in aluminum.
Doug Glenn: Wow.
John Avalos: That’s a tight tolerance.
Doug Glenn: Yeah, that’s a tight tolerance. So basically, uphill quenching is just the inverse of the quench.
Greg Newton: That’s all it is.
Doug Glenn: Coming downhill on the quench, then we’re going back uphill. Is this similar to a temper process for a ferrous material?
Greg Newton: We’re not changing any of the mechanical properties. All we’re doing is a realignment of the lattice parameter of the inner crystalline structure.
Doug Glenn: That sounds so different.
Greg Newton: If you picture that compression pushing in and the tensiles pulling out, we’re relaxing them back to a neutral state.
Want to read more about the Newton Heat Treating’s story? Click the image for a full article.
John Avalos: But the main point is that it doesn’t change the temper at all.
Greg Newton: It does not change any of the mechanical properties.
Doug Glenn: Is uphill quenching predominantly or exclusively used in aerospace or are there other markets where you use it as well?
Greg Newton: There are other markets — any close-tolerance parts in aluminum and the alloys. It’s extremely effective on all alloys; 6061 is used in the laser industries or laser optics. We do a lot with the optical industry.
Doug Glenn: So it’s not just aerospace, but a good chunk of it is.
Greg Newton: Nothing on Mars hasn’t come through our hands. I mean, all the gating and sending antennas, all the optical housings, the wheels even were cold stabilized, because they’re trying to make them so light. They’d gun drill them and they would collapse.
Doug Glenn: Did you say “nothing on Mars”?
Greg Newton: All the parts for the Mars rovers have come through our facility.
Actually, our first parts were on Voyager. We’d been looking at this process, and JPL (NASA Jet Propulsion Laboratory) came to us requesting us to try uphill quenching the parts. Dr. Martin Lo from JPL hand-carried these parts over that are still sending data on Voyager that is outside the influence of our sun. Isn’t that incredible?
Doug Glenn: That is incredible. I think it’s just so fascinating what this industry does that people don’t know about.
Getting Technical: The Uphill Quenching Process (12:37)
Doug Glenn: Let’s jump into it and talk technical. What is involved in the uphill quenching process?
Greg Newton: You take these heat treated parts and either perform the uphill quench within an hour or retard the natural agent, that’s key. There are companies that try to uphill quench in a hardened state, and you will get some reduction in stresses, probably more than you will get from any straight thermal stress relief where you’re just lowering the yield strength and popping some of the lattices, but this is nowhere near what you’ll get in an AQ condition.
Doug Glenn: Timeliness is important here. That’s probably the first point.
Greg Newton: Very, very important. So some of the equipment you’ll need includes a large door, depending on how big the part is. And you know, we have a 3,000-gallon tank here on premises and we are ready to put a 6,000-gallon one in. Then, all you’re utilizing the LN2 for is its coldness. It’s not like other steel heat treaters and stuff where it’s in the atmosphere. We’re just using it for…
Doug Glenn: Let me interrupt you, Greg. You said an acronym. What is LN2?
Greg Newton: Liquid nitrogen.
Doug Glenn: I assumed, but just want to make sure.
Greg Newton: The boiling point at sea level is -320°F.
Doug Glenn: So you’re taking it down.
Greg Newton: Right. You also need some sort of steam boiler or steam generator; we have both on premises. You may need an accumulator depending on the size of the parts you’re doing, because you’re using the steam, trying to reverse the delta T of the quench as fast as possible.
John Avalos: It’s a rapid process.
Doug Glenn: That’s why steam is very effective at rapidly heating.
Greg Newton: As the original report tells you, the difference is that you’ll get over 80% reduction in stresses utilizing LN2 and steam versus boiling water. The maximum’s around 19%. We’ve done our own testing and have gotten about 20% — so, significantly higher. Doing it in an AQ condition is key. The original report tells you that you get nothing out of doing the process in a hardened condition, which is done by many of my competitors.
We’ll do it any way the client wants it. While we have boiling water capabilities, but I try to talk the client into doing it the preferred way, which is in an AQ condition with LN2 to steam. That’s how you get to your biggest temperature differential, your delta T. You’re trying to match the delta T of the quench of the heat treat quench in reverse. That’s all you’re trying to do.
Doug Glenn: It sounds simple. So far, we have covered needing aluminum as-quenched, as soon as possible. You’re dipping it into LN2 to take it down to -320°F, roughly. Right?
Greg Newton: Depending on the thickness of part, it’s not a soaking cycle like solution heat treating would be, but you do want to make sure that part is completely at that temperature.
Doug Glenn: So you’re taking it down to -320°F, then immediately taking it out, and you’re hitting it with steam for how long, and what’s the criteria?
Greg Newton: It depends on the size, the shape, and the configuration. We have many, many steam fixtures out here that can be slightly modified. If you have a good production run, it’s best to design a fixture specific to that part. Bell Helicopter does this for the rotor grips for the Hueys when they were re-engineered.
Doug Glenn: Are you taking it up then to a specific temperature?
Greg Newton: Yes, we want be above 160°F for casting; 180°F, we prefer, for raw product.
Doug Glenn: Okay, and once it’s back up to that temperature, is the process done?
Greg Newton: You are done. Now there are many specs that repeat the process. I think this is mostly to make up for lack of fixturing, a part-specific fixture, so you can make up with subsequent processing. It does come out of the history of the past of when they really didn’t understand, before the original patent. There used to be tricyclic stress relieving where they would take it from dry ice into boiling water.
One of the advantages of steam, and the reason why you get much better results with steam versus boiling water, is the fact that it’s a higher temperature. It blasts away any ice that’s forming on that part, on the surface of it and it’s a turbulent flow over that part. So it readily transmits that energy quicker.
John Avalos: Can you also talk about the X-ray diffraction and how you use that to measure how effective the process is?
Greg Newton: When we took over this project and we wanted to prove it out, we learned a lot of things. When an engineer patents something, he usually controls everything. And it’s not that they’re wrong, it’s that they are .000001% right. In the real world, it makes no difference. So, you tend to throw those things away because they have no real relevance here on earth or in space.
So,we stumbled upon some other things that were advantageous to buy X-ray diffraction.
The standard operation involved first, getting the part, heat treating it, and then directly after quench, and take a reading because we know after a solution heat treated, we have that perfect setup between the compressive shell and the tensiles and the core. They’re going to be equal. Or close to it.
The thicker the section of the part, the more stresses, because it takes longer to cool. When you get into parts with two-inch cross sections and quarter-inch webbing, that’s when you get a lot of oil canning and all hell breaks loose. We can solve that.
I remember there was a bot part we had for the 767 or 757. It was the pilot’s window, and they were failing in service. The bot had a whole shift Boeing was paying to re-machine all out-of-tolerance parts on the shelf, until they finally they were over-machined and had to be thrown away. We had a hard time. I did parts for nothing to prove it to them, and they adopted it. But then the union fought them, and now that division is closed.
You have to evolve or else you will go the way of the dinosaurs.
Doug Glenn: You can’t fight with science. Ultimately you can’t fight with the truth of metallurgy.
I think we have the basic process down; it doesn’t sound that complicated. It’s a reverse of the quench process, essentially.
“Aluminum alloy 6061 is a forgiving alloy…It lends itself to uphill quenching because of its lower yield than the 7,000 series. We also do work in the 7,000 series.” Source: Theworldmaterial.com
Greg Newton: Attention must be paid to the details, though.
Doug Glenn: Yes, exactly. I have talked with a couple of other people about this process, and I’ve been told that the aluminum alloy is somewhat important in the process depending on what alloy you have. Is that the case?
Greg Newton: Aluminum alloy 6061 is a forgiving alloy, and most of the optics we do are some form of that. It’s a forgiving alloy in many, many ways. It lends itself to uphill quenching because of its lower yield than the 7000 series. We also do work in the 7000 series. It takes a little better steam fixture, perhaps a little more attention to detail. Rough machining comes into play, regarding how much rough machining is done prior to the final solution heat treat and the uphill quench.
John Avalos: There are lots of factors.
Greg Newton: We like to be involved in the beginning, not as an after fact. The best successes we’ve had is when the company knows it’s going to be a problem part, so they get us involved in the beginning. Then, we set it up right and everything goes smoothly, instead of after.
Doug Glenn: You had mentioned the X-ray diffraction and the testing of it. Is there anything more we want to say on that?
Greg Newton: After the solution heat treat, I’m going to get that perfect ratio of my compressive shell and the tensiles. After the uphill quench, we’ll measure again, and then once after aging, because aging can have a slight effect on your stress levels.
That will give us an internal baseline, and we do it for all clients on all first articles. I encourage clients to pay for it, but to a lot of machinists, it’s just an extra cost. But should they ever have a problem in the future? The proof has always been in the pudding. I send it back to them because I can’t tell you how many skeptics we’ve had that call me back and say, “dang, it really worked.” And then they think it’s that magic. Some of the failures that have come from the successes and thinking, “Now I can make up the lost time. I’m going to make twice the cuts, twice as deep, twice as fast.” Then you induce stresses by machining parts.
Newton Heat Treating’s equipment for cold stabilization Source: Newton Heat Treating
Doug Glenn: You mentioned that when the engineer initially does the patent, they control everything; they put a lot of standards in there. It sounds to me that in your practical application of this process, you found out which one of those instructions are important, and which ones are maybe not as important.
Greg Newton: We have completely refined the process.
Doug Glenn: Now you know you don’t need to waste time on item X because it really doesn’t matter so much. The correlation for success may be more tied with another item.
Greg Newton: The boiling water aspect becomes so appealing to my competition because you don’t need to use your brain to design steam fixtures and other processes. We have designed many steam fixtures over the years, and they’re semi generic. We can change the inserts for cylindrical parts. We have found it’s very advantageous to steam inside and out, simultaneously. When it says high-pressure steam, I have engineers up with their cameras and I say, “No, no, back away about 30 feet.”
Doug Glenn: Step back from the part. That sounds interesting. The design of the fixtures for the impingement of the steam sounds very similar to me to something we’ve talked to Joe Powell of Akron Steel about. He talks about that high-intensity quench, not uphill quenching, but downhill quenching in this case, where it’s really super critical that you quickly and uniformly cool the entire outer shell at the same time.
It sounds like these fixtures you’re talking about are somewhat along that same line that they need to be hitting the part at the right place, right time, right volume.
John Avalos: They represent the configuration of the part as close as we can anyways, so that we get a nice even steam blast.
Greg Newton: We’ll tend to concentrate steam in thicker areas, back off on thinner areas.
Challenges in Uphill Quenching (25:00)
Doug Glenn: What are the biggest challenges that you face when performing uphill quenching?
Greg Newton: Overcoming the misconceptions of when and how to do it can be challenging as there are so much different variables. We have capacity for boiling water and steam, but we prefer to do the best method possible, and give my clients the best, because the price is the same. I’d rather have a happy client. Then, I think, boiling water sometimes gives it a bad name when it doesn’t work. They often throw out the entire system, the baby with the bath water.
Cyclic thermal shock process Source: Newton Heat Treating
Doug Glenn: In the actual process itself, fixturing can be an issue, placement and configuration of the steam is an issue. I’m guessing part configuration can be challenging, the thick to thin cross-section. What are some of the difficult aspects of uphill quenching or difficult parts.
Greg Newton: One day, Lockheed calls me, and they had a sniper pod for the F16. They tread machined this 1,600-pound hand forging three times and were trying to go to a one piece, monolithic part. They had one more shot until they were going to lose the contract.
So, Don of Lockheed came to me asking if we could do it. They wanted to send me 1,600-pound hand forging and I said, “No, no, you need to rough machine this thing.” I asked how much the part weighed when they were done — “168 pounds.” That’s crazy!
I told them they needed to rough machine the part and then send to me. So, they rough machined it, and I get a part that is 1,200 pounds, but it was 6061. I told them we’ll give it our best shot. We did do multiple stabilizations on that part — I think we stabilized it three times, but it worked.
He was worried about getting this big hand forging back on the machine, because it did move a lot during uphill quenching. We did, in between post-heat treat, straighten it, uphill quench it, then straighten it; each run time it moved less, and, you know, you’re inducing stresses by straightening through the process as well. The third time, we uphill quenched it, checked if we needed to straighten it, and we didn’t. We shipped it, and they got through this. We saw another two or three more.
The challenge is what they think the process will do and what it’s capable of. I don’t think that would’ve worked for the 7000 series. You really want to get it within 150 thousandth to 100 thousands of control, because of the dispersoids they put in the super alloys, making it tougher to uphill clench.
Doug Glenn: What is your most interesting part that you have uphill quenched?
Greg Newton: The rotor grips for the old Hueys. When they re-engineered them and doubled the horsepower, they went from the two blades that you see on the mash that they could hear from 30 to 40 miles away. They increased the horsepower of the engines and went to four composite blades, but the rotor grip itself that they wrapped the carbon fibers around was a 2014 die forging.
But they had machining problems. They would make one pass over it and it would curl up about three quarters of an inch. So, Gene Williams came down from Bell Helicopter and spent a week with me. Bell doesn’t like anybody else’s data; they want to create their own data. So, he was out there with his camera, measuring and doing everything for a week. We got through the machining and they’re dead flat. Now, when I get rid of the stresses, I get rid of all the stresses: the compressive shell and the tensiles. So, they went back to these rotor grips and peened them, glass beaded them. This gave it a nice, even compressed shell without the negative effect of the tensiles in the core.
Now they are getting 8 to 10 times the life expectancy out of these parts, which makes sense on a fatigue curve, because you don’t know where you’re starting on that fatigue curve. Most of the curves go “whoop” [Editor’s Note: Greg demonstrates the exponential swoop of the graphic arc.], and you know you’re in that quarter and then you’re done. They store parts at 50% of their intended life for when they can’t get new parts and pray they get the new ones.
Weget the problem parts, and that usually gets my foot in the door.
Doug Glenn: You mentioned earlier that if a company is developing a part or if they’re having an issue, it’s better for the client and for you guys that the sooner they talk to you the better. Most people don’t think the commercial heat treater or the processor can be that helpful, but with guys like you who have an expertise in the area, it’s probably well worth having an early phone call.
Greg Newton: No heat treater really loves to see final finished parts. It’s a violent process. We would rather have a little beat on that.
Ideal Parts and Benefits (30:45)
Doug Glenn: What type of parts should uphill quenching be performed? Can you give us a quick overview of the types of parts that you’ve uphill quenched?
Greg Newton: Any close-tolerance parts or any parts that are moving and machining out of tolerance are good for uphill quenching.
Doug Glenn: What benefit does uphill quenching have over similar or competitive processes?
Greg Newton: With straight thermal stress relieving, in which you’re just raising the temperature of the part, you have to be careful of losing your temper when doing it. To get a real stress relieve, you need to go up 600-700 degrees, and in doing that, you’re going to blow your temperatures right out in aluminum. So, you tend to use 25 degrees below zero for longer periods of time, and you might lower it. That tends to break the most highly strained lattices because you’ve lowered that yield strength a little bit and they’ll pop. That might be enough to get you through that part, the machining.
Is it going to move later in service? Probably. When heating up and cooling it down, especially in space; when you have an unstable part in space and it turns towards the sun gets 200-300 degrees (turns away from space in the vacuum), now you’re thermo cycling. It is a different type of stress relieving, and it can move those mirrors. Any slight movement in those mirrors, and you’ve lost your integrity.
They can figure out mathematically the coefficient of thermal expansion out in space, but warpage is difficult.
Radius of Industry (32:43)
Doug Glenn: You have an expertise in aluminum. What is the radius out of the city of industry that you’re getting clients from?
Greg Newton: We have received Israeli tank mirrors and German tank mirrors. We get parts shipped from the East Coast daily. Hamilton’s products, they attribute their position with the success of their uphill quenching on almost of all their cylindrical parts. They have a better product than anybody else, and they told me that they attribute much of that success the stability of their, their aluminum.
Doug Glenn: Is there anything that you thought of as we’re talking that you want to add into the conversation?
John Avalos: I’ll add that we’re the leaders in this process. There are a lot of similar processes Greg mentioned with boiling water. What that does is it forms the ice barrier around the part. By using steam blasting and uphill quenching, it removes that barrier — a barrier simply doesn’t form.
Greg Newton: Ice is a great insulator.
Doug Glenn: It reminds me of the vapor barrier when you’re trying to quench. It’s an insulator.
Greg Newton: Regarding the X-ray diffraction, having process control is important. You’re spending 10 times a normal heat treat, you’re throwing money in a problem, and there is nobody else that has any process control. To me, that’s playing Russian roulette with five in the chamber, not one. Your chances of success are slimmer. We want to know when something goes wrong. Why did it go wrong? Without any sort of can imagine, if we threw out EC and Rockwell out of our heat treatment and say, “Look, the charts look good! It must be good,” we’d have airplanes falling out of the sky daily.
Heat Treat Radio episode #124 with host Doug Glenn and guests Greg Newton and John Avalos
You have a very expensive problem. I would like to see a little more process control that everybody’s using. Nadcap is trying to tie that up as we speak.
Doug Glenn: Very good. Well, gentlemen, thank you very much I hope the listeners have enjoyed this as well. I think it’s a very interesting, somewhat unique process, and it’s good to talk with you two guys about it.
Greg Newton: I challenge any machine shop out there to send me their biggest nightmare in aluminum
Doug Glenn: He just threw down the gauntlet: Send him your worst stuff, and he’ll see if he can fix it. Anyhow, thanks, Greg and John, thank you so much. I appreciate you guys.
About the Guest
Greg Newton Owner, President, CEO Newton Heat Treating
Greg Newton is the owner, president, and CEO of Newton Heat Treating. Founded by his father in 1968, Greg became president of Newton Heat Treating in 1995 and has decades of experience leading numerous projects in the heat treating industry. Greg has focused specifically on aluminum alloys — specializing in heat treating, uphill quenching, and other advanced thermal processes.
La mayoría de quienes aplican el tratamiento térmico reconocen la importancia de medir la austenita retenida (RA, por sus siglas en inglés); no obstante, muchos optan por no realizar estas mediciones por razones de tiempo y/o de los costos asociados. Este artículo explica los motivos por los cuales se deben practicar las mediciones RA, los factores a favor y en contra de las tecnologías de medición tradicionales y los beneficios de realizar la medición en la planta misma, utilizando tecnologías más avanzadas.
This informative piece was first released inHeat Treat Today’sMarch 2025 Aerospace Heat Treating print edition. To read the article in English, click here.
La importancia del porcentaje de austenita retenida
Antes de entrar a examinar algunas metodologías de medición, es necesario entender lo básico en relación a la austenita retenida, al igual que la importancia que reviste el porcentaje de la misma (%RA).
Austenita retenida (RA) es el nombre que se le da a la austenita que durante el proceso de templado no se transforma en martensita. En términos sencillos, la austenita retenida (figura 1) ocurre cuando el acero se ha templado sin llegar de manera contundente a la temperatura de acabado de la martensita (Mf); es decir, la temperatura ha estado por encima de lo requerido para permitir la formación de martensita al 100%. Debido a que la Mf está por debajo de la temperatura ambiente en la mayoría de las aleaciones que contienen más del 0.30% de carbón, se pueden presentar cantidades significativas de austenita retenida en la martensita a temperatura ambiente. (Herring, Atmosphere Heat Treatment).
Al tratarse del %RA, con frecuencia existe un equilibrio muy sensible entre sus efectos benéficos (el aumento en la durabilidad de ciertos componentes manufacturados) y sus atributos negativos (la creación de piezas susceptibles de fracturas y averías). Por tal motivo es de crítica importancia que los tratadores térmicos logren el %RA óptimo para la aplicación deseada.
Por ejemplo, en las industrias de la aeronáutica y la astronáutica, con frecuencia se especifica que los niveles de RA sean inferiores al 8%, y para piezas como los cojinetes y los actuadores lineales, se requiere un RA por debajo del 3%, lo más cercano posible a cero. No obstante, en otras aplicaciones, como por ejemplo los engranajes grandes para generadores de energía, energía eólica y plataformas de rendimiento, se ha identificado que un RA en el rango del 15-30% reviste mayores beneficios. (Errichello et al., “Investigations of Bearing Failures”). De igual manera, un alto % RA es una ventaja en el caso de cojinetes que vayan a entrar en contacto con lubricantes contaminados.
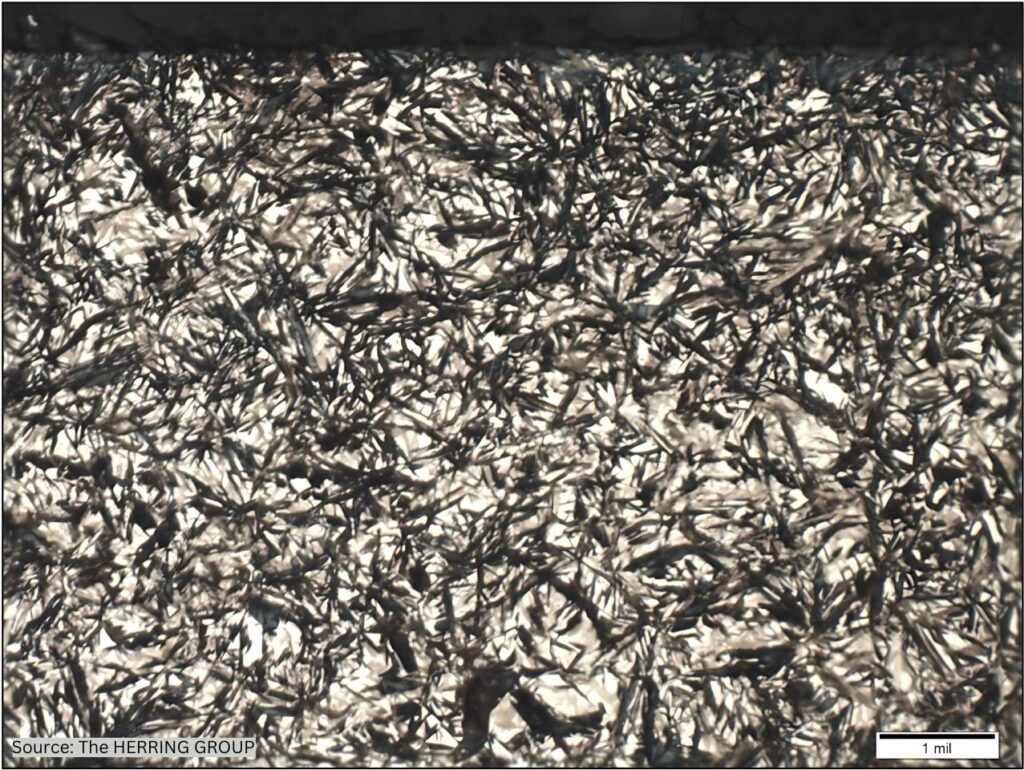
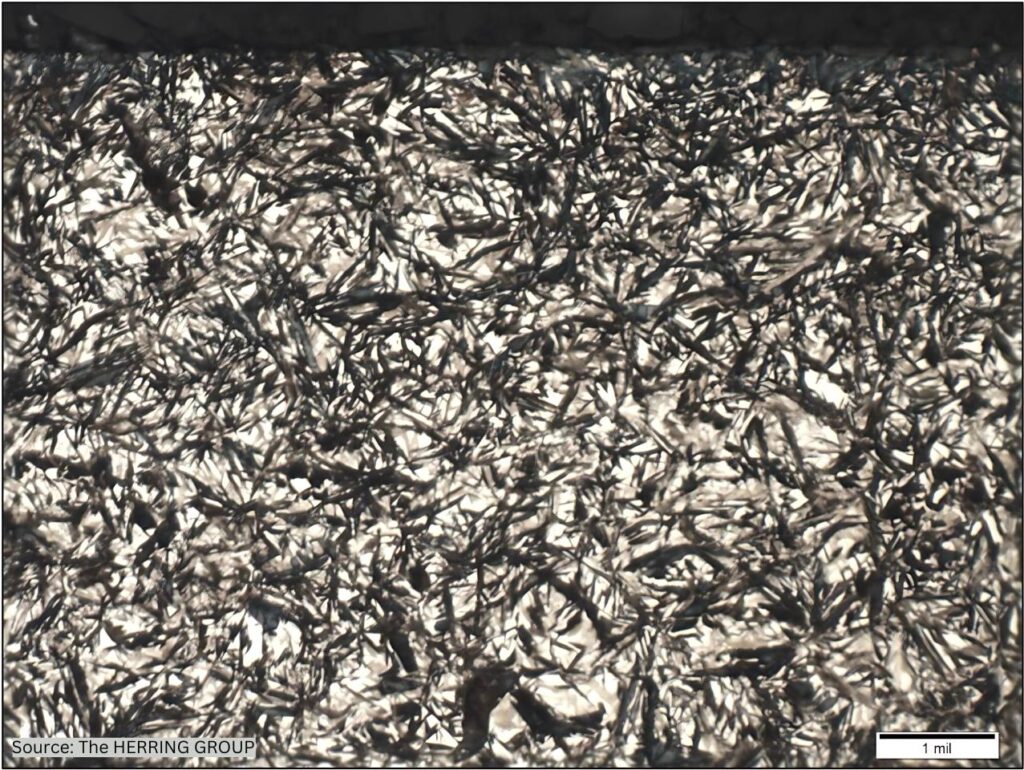
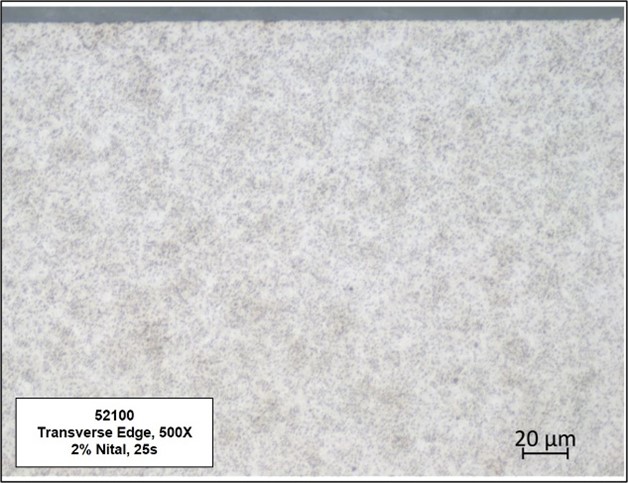
Figura 1. Microestructura en la superficie de la trayectoria de un cojinete de rodamiento 12CrNi3 (o SAE/AISI 9310) compuesto por martensita templada en la que se evidencia austenita retenida (áreas blancas)
Marco DeGasperi, gerente técnico de Verichek, se pronunció al respecto señalando que el %RA es de crítica importancia para los inyectores de combustible, para piezas pequeñas en aplicaciones médicas y para aplicaciones de alto nivel y alto volumen tales como las placas de desgaste en la industria minera. Lo resumió afirmando: –Cuando tu ejercicio se trate de someter a presión y movimiento cualquier dispositivo de calibración fina…si utilizas la palabra “precisión” para darte a conocer, vas a querer hacerte a una [herramienta de medición del %RA].
Las mismas características que le dan a la austenita retenida muchas de sus propiedades particulares, son a la vez las respons ables de significativos problemas de funcionamiento. Sabemos que la austenita es la fase normal del acero a altas temperaturas, mas no a temperatura ambiente. Debido a que la austenita retenida existe por fuera del rango normal de su temperatura, es metaestable, lo que quiere decir que, cuando entre en funcionamiento, los factores como la temperatura, el estrés, y aún el tiempo, harán que se transforme en martensita no revenida. Es más, junto con dicha transformación se dará un cambio en el volumen (aumentará) generando un alto grado de estrés interno en el componente y provocando muchas veces la formación de grietas lo que podrá llevar a que las piezas fallen en el campo.
El % RA también es importante, no solo por el impacto sobre la estabilidad dimensional, sino además por las propiedades mecánicas tales como el límite elástico, la resistencia a la fatiga, la tenacidad, y la manejabilidad. (Herring, Atmosphere Heat Treatment). A manera de ejemplo, DeGasperi identifica en la industria automotriz las consecuencias de un %RA demasiado alto o demasiado bajo: –Hablemos de las piezas en una transmisión o en una caja de transferencia; aquí es donde se dan los casos en los que se empiezan a romper los cojinetes, o terminas viéndote en la obligación del retiro masivo del producto del mercado. Y por lo general toda la cadena de suministro identifica al anterior como el culpable cuando ninguno en toda la cadena se ha tomado la molestia de probar las piezas por sí mismo.
Por el contrario, en algunos casos, la RA diseminada en pequeñas cantidades aporta para que el material resista la propagación de fracturas por fatiga y disminuye el estrés por fatiga en el contacto de rodamiento, así que lograr el correcto equilibrio en la cantidad de RA es importante en muchas aplicaciones. Además, el % justo de RA es esencial para el control de calidad, al igual que para evitar problemas de seguridad y retiros masivos del mercado. El debido control y la medición precisa del % RA en las aleaciones de acero es un punto crítico para garantizar la calidad y la seguridad de los componentes terminados, salvaguardando así la reputación y el margen de ganancia tanto de los tratadores térmicos como de los fabricantes.
Métodos de medición de RA
El medir con precisión la RA es de vital importancia para establecer si existe el balance correcto entre la austenita retenida y la martensita en determinado componente. Los tratadores térmicos tienen a su disposición varias metodologías para esta medición, cada una con sus respectivas ventajas y desventajas. Para el tratador térmico entender la importancia de medir el % RA representa tan solo una parte de la batalla ganada, mientras que la otra parte se gana cuando se logra identificar un método de medición que sea rápido, preciso y rentable.
La difracción de rayos-X: el mejor y más preciso de los métodos
Figura 2a. Una unidad de sobremesa ArexD de GNR
La difracción de rayos-X, utilizada para identificar y cuantificar las fases en un material, se considera el método más preciso de medición de RA en acero ya que logra establecer los niveles de RA hasta el rango aproximado de 0.5-1% (GNR, “AreX Diffractometer,” 3). En la difracción de rayos-X, las diferentes fases cristalinas demuestran diferentes patrones de difracción, lo que permite que sean identificadas y medidas. Además del análisis de fases, la difracción de rayos-X se puede utilizar para analizar car acterísticas microestructurales tales como la textura, el esfuerzo residual y el tamaño del grano.
Hoy en día, la difracción de rayos-X es una solución segura y no-destructiva que permite valorar una región mucho más amplia que la de varios de los otros métodos disponibles, sin necesidad de gran preparación ni análisis de la muestra, haciendo de ésta una solución más eficiente y efectiva. Es la tecnología más opcionada para una empresa que requiera valorar la RA con un resultado esperado inferior al 10%,
La actual generación de difractómetros de rayos-X ostenta un diseño de sobremesa con un peso aproximado de 25 libras. Existen modelos con costos inferiores a los USD $100.000, lo que los hace rentables frente al costo de un difractómetro tradicional (USD $200.000) que tenía además la desventaja de presentar dificultades cuando la muestra tuviera fases y reflexiones adicionales, ya fuera por el tamaño del grano, por los carburos o por las texturas que pudieran provocar disturbios y variaciones en la medición. La nueva generación de equipos de rayos-X logra superar estos obstáculos utilizando múltiples picos de difracción para minimizar los efectos de la orientación preferida y detectar la interferencia de los carburos.
Figura 2b. Una unidad de sobremesa ArexD de GNR
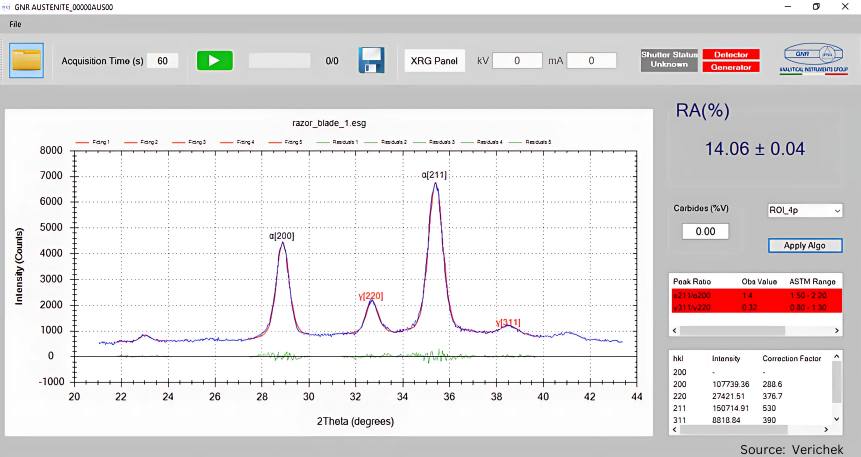
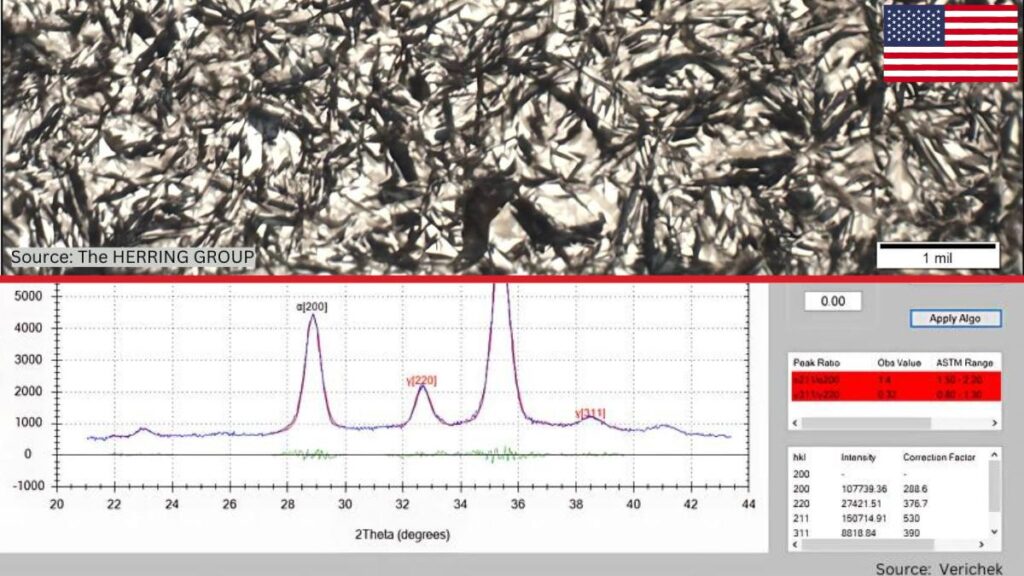
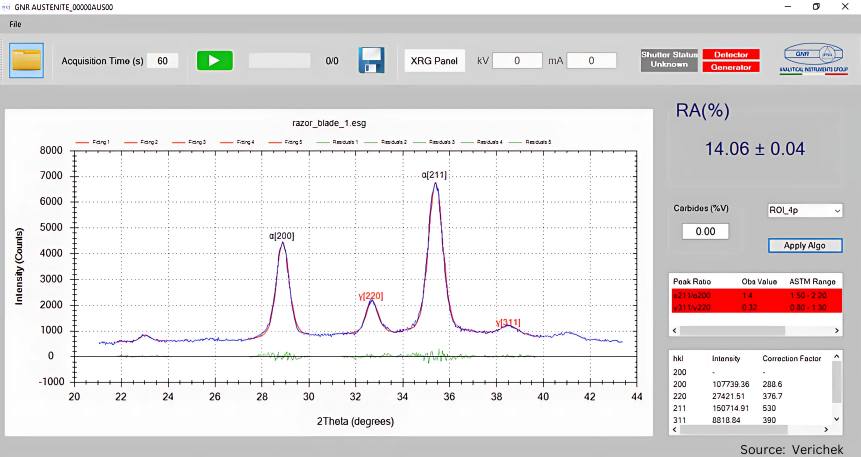
Las máquinas modernas de difracción de rayos-X tienen la capacidad de recoger hasta siete picos de difracción (tres para la fase ferrítica/martensítica y cuatro para la fase austenítica) para luego establecer la concentración de porcentaje por volumen de RA en la muestra al comparar las intensidades de los picos y analizar las relaciones entre éstos de acuerdo con el ASTM E975-22 (práctica estándar para la determinación por rayos-X de austenita retenida en acero con orientación cristalográfica cercana a la aleatoria).
No es complicado usar los equipos modernos de difracción de rayos-X. En menos de tres minutos se logra la medición con tan solo ubicar la muestra en la máquina y oprimir el botón de inicio. Estos difractómetros realizan mediciones en muestras de diferentes tamaños y se valen de software intuitivo, dando lugar a que cualquier técnico, tenga o no experiencia previa en metalurgia o difracción, efectúe la medición de manera rápida, precisa y eficiente.
La microscopía óptica: un método a prueba del tiempo
La RA se puede medir de manera metalográfica con un microscopio óptico. En la mayoría de los casos, un metalúrgico con experiencia puede establecer el %RA en el rango hasta del 10-15%, lo cual es más que suficiente para muchas aplicaciones, con el beneficio adicional de que también caracteriza la microestructura.
Este método, que implica establecer la fracción de austenita mediante el contraste derivado del comportamiento de grabado o morfología, es de bajo costo; sin embargo, puede ser demorado. En libros de referencia existen tablas y diagramas que ayudan a determinar el porcentaje de austenita retenida utilizando métodos comparativos. La microscopía óptica es subjetiva ya que depende del individuo y la interpretación que haga de la muestra bajo el microscopio.
Figura 3. Ejemplo de la técnica para medir los picos de %RA
Métodos alternos
Los tratadores térmicos también disponen de otros varios métodos de medición de la RA. Entre los más comunes se encuentran:
La inducción magnética: Aquí se magnetiza una muestra al punto de saturación y se mide la polarización de saturación. Con esto, se calcula la diferencia entre la saturación medida y la saturación teórica de la RA utilizando la ecuación.
La inducción magnética no es destructiva y ofrece un rango más alto y amplio que el de la microscopía óptica (1-30%). Sin embargo, al ser una medición de volumen, es necesario que el instrumento sea calibrado a los materiales específicos, junto con sus tratamientos térmicos y geometrías, lo cual exige mucho tiempo y depende en un alto grado de la habilidad del técnico.
Difracción de electrones por retrodispersión (EBSD, por sus siglas en inglés): Utilizar este método de medición de RA implica ubicar la muestra en un microscopio electrónico de barrido (SEM, por sus siglas en inglés) para caracterizar la estructura cristalográfica al igual que la microestructura. Las mediciones de RA con base en esta técnica no suelen ser muy precisas y dependen de la correcta preparación de la muestra. Adicionalmente, es un método destructivo y arroja una medida sobre un volumen muy pequeño.
En conclusión
El medir acertadamente el nivel de austenita retenida permite que tanto el ingeniero de diseño como el metalúrgico maximicen los efectos benéficos que ofrece, al mismo tiempo evitando sus consecuencias negativas. El tratador térmico, por su parte, deberá tener en cuenta la química del material y las variables del proceso de tratamiento térmico tales como la temperatura de austenización, la rapidez de enfriamiento, los tratamientos criogénicos o de congelación profunda y las temperaturas de templado.
Referencias
Errichello, Robert, Robert Budny, and Rainer Eckert. “Investigations of Bearing Failures Associated with White Etching Areas (WEAs) in Wind Turbine Gearboxes.” Tribology Transactions 56, no. 6 (2013): 1069–1076.
GNR, Analytical Instruments Group. “AreX Diffractometer: GNR Proposal for measuring Retained Austenite in the industrial domain and in laboratory.”
Herring, Daniel H., Atmosphere Heat Treatment. Volume I. Chicago: BNP Media, 2014.
Agradecimientos
Queremos agradecer a los siguientes contribuyentes por su aporte en el desarrollo de este artículo: Thomas Wingens, presidente y especialista en Heat Treat, WINGENS CONSULTANTS; Dennis Beauchesne, gerente general, ECM USA; Tim Moury, presidente & CEO, Marco DeGasperi, gerente técnico, Jeff Froetschel, vicepresidente y director financiero, Verichek Technical Services, Inc.; y Dan Herring, The Heat Treat Doctor®, The HERRING GROUP, Inc.
Most heat treaters recognize the importance of measuring retained austenite (RA), yet many opt not to perform these measurements due to time and/or cost constraints. This Technical Tuesday installment explains why performing RA measurements is necessary, the pros and cons of traditional measurement techniques, and the benefits of using more current and in plant technologies.
This informative piece was first released inHeat Treat Today’sMarch 2025 Aerospace Heat Treating print edition. To read the article in Spanish, click here.
Why Retained Austenite Percentage Matters
Before examining measurement methodologies, it is important to understand the fundamentals of retained austenite and why the percentage of retained austenite (RA%) matters.
Austenite that does not transform to martensite upon quenching is called retained austenite (RA). In simple terms, retained austenite (Figure 1) occurs when steel is not fully quenched to the martensite finish (Mf) temperature; that is, low enough to form 100% martensite. Because the Mf is below room temperature in most alloys containing more than 0.30% carbon, significant amounts of retained austenite may be present within the martensite at room temperature (Herring, Atmosphere Heat Treatment).
When it comes to RA%, there is often a delicate balance between its beneficial effects (an increase in the life of certain manufactured components) and its negative attributes (the creation of parts that are prone to cracking and failure). For this reason, it is crucial that heat treaters achieve the optimal RA% for the intended application.
For example, in the aeronautics and astronautics industries, RA levels are often specified to be under 8% and, for devices such as bearings and linear actuators, RA under 3% and as close to zero as possible is required. In other applications, however, such as large gearing for power generation, wind energy, and performance platforms, in the range of 15–30% or more RA has been found beneficial (Errichello et al., “Investigations of Bearing Failures”). Also, high RA% has been found beneficial for bearings that will be subjected to contaminated lubricants.
Figure 1. 12CrNi3 (similar to SAE/AISI 9310) bearing roller path surface microstructure consisting of
tempered martensite with evidence of retained austenite (white areas)
Marco DeGasperi, technical manager at Verichek, weighed in on this, noting that for fuel injectors, small pieces in medical applications, and high-level, high-volume applications like wear plates in the mining industry, RA% is critical. He summarized with the statement, “When you’re applying pressure and motion to anything that’s fine-tuned … If you have ‘precision’ in your name, you probably want [an RA% measurement device].”
The very characteristics that give retained austenite many of its unique properties are those responsible for significant problems in service. We know that austenite is the normal phase of steel at high temperatures, but not at room temperature. Because retained austenite exists outside of its normal temperature range, it is metastable. This means that in service, factors such as temperature, stress, and even time will see it transform into untempered martensite. In addition, a volume change (increase) accompanies this transformation and induces a great deal of internal stress in a component, often manifesting itself as cracks, which leads to parts failing in the field.
RA% is also important not only because of its influence on dimensional stability but on mechanical properties such as yield strength, fatigue strength, toughness, and machinability (Herring, Atmosphere Heat Treatment). For example, looking in the automotive industry, DeGasperi gives an example of the consequences of having too high or too low RA%: “Let’s say pieces in a transmission or a transfer case; this is when gears start breaking or you get issued wide-end recalls. And then usually the supply chain all starts blaming the guy before them when nobody throughout the supply chain has actually tested the parts themselves.”
Alternatively, in some cases, finely dispersed RA helps the material resist the propagation of fatigue cracks and improves rolling contact fatigue stress, so balancing the amount of RA is important in many applications. Also, the correct RA% is essential for quality control, and proper control and accurate measurement of RA% in steel alloys is crucial to guaranteeing the quality and safety of finished components, as well as protecting the reputation and profitability of heat treaters and manufacturers.
RA Measurement Methods
Accurate RA measurements are critical to determine whether the correct balance of retained austenite and martensite exists within a given part. Several RA measurement methodologies are available to heat treaters, each having their own unique set of advantages and disadvantages. For heat treaters, understanding why it is crucial to measure the percentage of RA is only half the battle. Finding a cost-effective, fast, and accurate measurement method is the other half.
X-Ray Diffraction: The Best and Most Accurate Method
Figure 2a. An ArexD table-top unit from GNR
X-ray diffraction, which is used to identify and quantify phases in a material, is considered the most accurate method of RA measurement in steels as it can precisely determine RA levels down to the range of approximately 0.5–1% (GNR, “AreX Diffractometer,” 3). In X-ray diffraction, different crystalline phases have different diffraction patterns, allowing them to be identified and measured. In addition to phase analysis, X-ray diffraction can be used to analyze microstructural features such as texture, residual stress, and grain size.
Today, X-ray diffraction is a non-destructive, safe solution that can sample a much larger region than many other available methods and does not involve much sample preparation and analysis, making it a more efficient and effective solution. This is the option of choice for a company that needs to test RA with expected readings under 10%.
The current generation of X-ray diffractometers are tabletop sized, weighing about 25 lbs. With models under $100,000, they are also cost-effective when compared to traditional X-ray diffractometers ($200,000), which were sometimes problematic in the presence of additional phases and reflections due to grain size, carbides, or textures that could cause disturbances and variances in measurement. The new generation of X-ray equipment compensates for these obstacles via the use of multiple diffraction peaks to minimize the effects of preferred orientation and detect interference from carbides.
2b. An ArexD table-top unit from GNR
Modern X-ray diffraction machines can collect up to seven diffraction peaks (three for ferrite/martensite phase and four for austenite phase) and then determine the volume percent concentration of RA in the sample by comparing the intensities of the peaks and analyzing the peak ratios in accordance with the ASTM E975-22 (standard practice for X-ray determination of retained austenite in steel with near random crystallographic orientation).
The use of today’s X-ray diffraction equipment is not complicated. It can be measured in under three minutes by simply placing the sample in the machine and pressing the start button. These X-ray diffractometers measure various-sized samples and use intuitive software so the measurement can be performed quickly, accurately, and efficiently by any technician — with or without prior metallurgical or diffraction experience.
Optical Microscopy — A Time-Proven Method
RA can be measured metallographically with an optical microscope. An experienced metallurgist can usually determine RA% down to approximately 10–15% RA. For many applications, this is more than adequate and has the added benefit of characterizing the microstructure as well.
This method, which involves determining the austenite fraction using contrast from etching behavior or morphology, is low cost, however, it can be somewhat time consuming. Charts and diagrams in reference books are available to help determine the percentage of retained austenite by comparative methods. Optical microscopy is subjective as it is dependent upon the individual and their interpretation of the sample under the microscope.
Figure 3. Example of how RA% peaks are measured
Alternative Methods
Several other methods for measuring RA are available to heat treaters. The most common of these methods includes:
Magnetic Induction: Here, a sample is magnetized to saturation and the saturation polarization is measured. The difference between measured and theoretical saturation of the RA can then be calculated using this equation:
Magnetic induction is non-destructive and offers a higher, broader range than optical microscopy (1–30%). However, because it is a volume measurement, the instrument needs to be calibrated to the specific materials, heat treatment, and geometries, which is time consuming and highly dependent on the skill of the technician.
Electron Backscatter Diffraction (EBSD): Using this RA measurement method involves placing a sample in a Scanning Electron Microscope (SEM) to characterize the crystallographic structure as well as the microstructure. RA measurements using this technique are not particularly accurate and are reliant upon proper sample preparation. Additionally, it provides a very small measure volume and is a destructive test method.
Conclusion
Accurate measurement of the level of retained austenite allows both the design engineer and metallurgist to maximize its beneficial effects without suffering from its negative consequences. On the part of the heat treater this means taking into account the material chemistry and the heat treat process variables such as austenitizing temperature, quench rate, deep freeze or cryogenic treatments, and tempering temperatures.
References
Errichello, Robert, Robert Budny, and Rainer Eckert. “Investigations of Bearing Failures Associated with White Etching Areas (WEAs) in Wind Turbine Gearboxes.” Tribology Transactions 56, no. 6 (2013): 1069–1076.
GNR, Analytical Instruments Group. “AreX Diffractometer: GNR Proposal for measuring Retained Austenite in the industrial domain and in laboratory.”
Herring, Daniel H., Atmosphere Heat Treatment. Volume I. Chicago: BNP Media, 2014.
Acknowledgments
We’d like to thank the following contributors for the support of this article: Thomas Wingens, President & Heat Treat Specialist, WINGENS CONSULTANTS; Dennis Beauchesne, General Manager, ECM USA; Tim Moury, President & CEO, Marco DeGasperi, Technical Manager, Jeff Froetschel, VP & CFO, Verichek Technical Services, Inc.; and Dan Herring, The Heat Treat Doctor®, The HERRING GROUP, Inc.
Given safety and performance concerns in the aerospace sector, it may be beneficial to consider quench testing that uses CQI-9 as well as AMS2759 since the automotive standard focuses on safety. Read on to understand the different approaches between these two standards in this Technical Tuesday installment, written by Michelle Bennett, quality assurance senior specialist, and Greg Steiger, senior account manager, both at Idemitsu Lubricants America.
This informative piece was first released inHeat Treat Today’sMarch 2025 Aerospace Heat Treating print edition.
In today’s world, there are many different quality systems available to heat treaters. Many of these, such as ISO, are quality management systems. These quality management systems are an important piece of running a successful business. However, to successfully run a heat treat business and compete in either the North American automotive market or the aerospace market, a heat treater must conform to either CQI-9 or AMS2759, or, in cases where a company processes both automotive and aerospace parts, both. This article will explain the requirements for both CQI-9 and AMS2759. It will also explain the differences between the two quality standards and any additional testing that could benefit a heat treater or how they operate their quench tank.
AIAG’s CQI-9
The Automotive Industry Action Group (AIAG) is a non-profit group of over 800 automotive OEMS, parts manufacturers, and service providers who oversee the requirements for CQI-9. The 4th edition is the most current edition of CQI-9. As an internal audit process, CQI-9 covers most of the heat treating process. Section 3.14 specifies the quench oil and water-soluble polymer requirements. An oil quenchant requires that the in-use oils be tested every six months and the testing must include water content, percent suspended solids, total acid number, viscosity, flash point, and cooling curve. The specification range and warning limits are based on the vendor’s requirements and recommendations. For water-based polymers, there are two tests required: concentration and quenchability. The standard does not specify a test for quenchability, however, it does make a few suggestions such as a cooling curve, viscosity, and titration.
For water-based polymers, there are two tests required: concentration and quenchability. The standard does not specify a test for quenchability, however, it does make a few suggestions such as a cooling curve, viscosity, and titration.
All the required testing of the quenchant is designed to achieve consistent metallurgy for safety reasons. Viscosity is monitored to look for oxidation or heat decomposition of the oil. Degradation can be in the form of oxidation, thermal breakdown, or the presence of various contaminants. Increased oil viscosity typically results in decreased heat transfer rates. A decrease in viscosity may indicate contamination. Some suspended solids are to be expected during the quenching process, but the majority of them should be filtered or centrifuged from the process. If the quantity of these contaminants becomes too high, then it can both affect the brightness of the parts, and the parts can get soft spots as the contaminants may not cool the parts at the same rate.
Water and flash point are both monitored for safety. If the flash point drops below the accepted range or the water content is above the acceptable range, these can cause fires during the operation. Water can also show issues with the equipment or the procedure such as leaking of anything that is water cooled, such as the outer door on a furnace. Acid value is monitored to degradation of the oil. As the oil breaks down and oxidizes, the acid value will increase. This can cause the maximum cooling rate to increase and can cause cracking or distortion on the parts. Carbon residue can be measured for two reasons. If the result is below the specification, it can show that the quench speed improver is being broken down or dragged out of the system. If the result is higher than the specification, it can show the formation of sludge, which will impact the brightness of the parts.
For water-based quenchants, the most common test items include pH, refractive index or brix, viscosity, and concentration calculation. Sometimes additional test items can be added, such as biological testing, to help determine and correct current issues.
Table 1. CQI-9 vs. AMS2759 quenchant requirements
SAE’s AMS2759
Just as AIAG is a non-profit business group responsible for CQI-9, SAE International is a non-profit organization responsible for AMS2759. The most recent revision of AMS2759 is Revision G. AMEC (the Aerospace Materials Engineering Committee) is responsible for maintaining this standard. Unlike CQI-9, AMS2759 requires a certificate of conformance for all shipments. Section 3.10.3 begins the requirements for quenchant testing and quenchant deliveries. Viscosity, flash point, and temperature at the maximum cooling rate must be reported on the certificate of compliance when dealing with mineral oil quenchants. For a polymer, the requirements are that the pH of the neat polymer and the neat viscosity of the polymer must both be reported on the certificate. Also required on the polymer certificate are the viscosity, pH, and the temperature at the maximum cooling rate for polymers at 20% dilution by weight.
Similarly to CQI-9, AMS requires that the in-use quenchants be tested biannually. This standard, however, only requires the cooling rate and temperature at max cooling rate be tested, as well as any additional tests the supplier recommends. The AMS2759 specification does not have set limitations on the cooling rate and temperature. Instead, the specification sets the allowed upper and lower deviations from the supplier’s standard for the maximum cooling rate and the temperature at the maximum cooling rate for both oils and water-soluble polymers. The supplier should have calculated the average max cooling rate and average temperature at max cooling rate using many different blend lots and multiple test runs. This average will not vary or change based on current production values or the values for the batch that the client is currently using (Table 1).
Although both standards require having the quenchant tested bi-yearly, most quenchant suppliers encourage their clients to submit their furnace samples for testing quarterly. This ensures that the medium is being monitored frequently, and if a sample is missed or late when sampling quarterly, then the client is still within compliance for the six month testing requirements.
However, because many of the test parameters in CQI-9 are run for safety reasons along with performance reasons, it is highly advised that aerospace heat treaters should run the full suite of CQI-9 testing along with the AMS2759 testing.
Taking a Quench Sample
There are many different quench methods and both standards allow for any of the following variations: ASTM D6200, ISO 9950, JIS K2242, ASTM D6482, or ASTM D6549. The type of testing that is going to be conducted will determine the size of sample that will be needed. For just this quench testing, the volume of sample needed ranges from 250 milliliters to 2 liters.
As always, when taking samples, it is important to be sure to get a good representative sample of the current quenchant being used in the process. The agitation needs to be running and collected in a clean and dry container. The sampling site should be the most convenient location to safely obtain a sample. It should also be the same location for every sample. The lid also needs to be put on before the oil cools too much because the container will draw in moisture and condensation as the oil cools if it is open to the atmosphere.
Conclusion
When examining the standards, there is one basic commonality: the need to run a complete cooling curve every six months. There is also a large difference in that AMS2759 does not require the full suite of testing that CQI-9 does. However, because many of the test parameters in CQI-9 are run for safety reasons along with performance reasons, it is highly advised that aerospace heat treaters should run the full suite of CQI-9 testing along with the AMS2759 testing. For automotive heat treaters, the maximum cooling rate and the temperature at maximum cooling rate is something that can be reported in the normal D6200 cooling curve test.
For manufacturers heat treating parts for aerospace, automotive, or both markets, we recommend quarterly quench samples at a minimum. The primary reason for more frequent testing is safety. Also, with the current labor shortage, heat treaters are busier than ever. If quench samples are routinely taken on a quarterly basis and are somehow missed and forgotten, there is still time to take another sample and remain in CQI-9 and AMS2759 compliance.
Remaining in compliance of these two important standards requires a lot of hard work from both the heat treater and the quenchant provider. Unless the quenchant supplier is working together in a true partnership, it will be very difficult to remain in compliance with the requirements for CQI-9 and AMS2759. But with routine monitoring, heat treaters can help to ensure quenchant and equipment have a longer life and achieve ever-tightening requirements from clients.
About The Authors:
Michelle Bennett Quality Assurance Senior Specialist Idemitsu Lubricants America
Michelle Bennett is the quality assurance senior specialist at Idemitsu Lubricants America, supervising the company’s I-LAS used oil analysis program. Over the past 12 years, she has worked in the quality control lab and the research and development department. Her bachelor’s degree is in Chemistry from Indiana University. Michelle is a recipient of Heat Treat Today’s40 Under 40 Class of 2023 award.
Greg Steiger Senior Account Manager Idemitsu Lubricants America
Greg Steiger is the senior account manager at Idemitsu Lubricants America. Previous to this position, Steiger served in a variety of technical service, research and development, and sales and marketing roles for Chemtool Incorporated, Witco Chemical Company, Inc., D.A. Stuart Company, and Safety-Kleen, Inc. He obtained a BS in Chemistry from the University of Illinois at Chicago and recently earned a master’s degree in Materials Engineering at Auburn University. He is also a member of ASM International.
Despite years of research and development that resulted in several important technological innovations, the constraints of high-pressure gas quenching are ever more evident. In today’s Technical Tuesday, Robert Hill, FASM president of Solar Atmospheres of Western PA, addresses the creation of a new, robust style of vacuum oil quench furnace. The results challenge the schematics in how the next generation of oil quench furnaces should be designed, built, and operated.
This informative piece was first released inHeat Treat Today’sNovember 2024 Vacuum print edition.
Introduction
After decades of research and development that resulted in several important technological innovations, the constraints of high-pressure gas quenching are ever more evident. Gas cooling runs into efficacy issues when compared to liquid quenchant cooling, chiefly for heavier cross sections. This stays true even when using specialized inert gas blends and heightened gas pressures.
Additionally, it is undeniable that stringent liquid quench Aerospace Material Specifications (AMS) standards for certain aerospace alloy steels will never change. In fact, many industry standards (e.g., SAE/AMS and U.S. defense standards) and client specifications often mandate oil quenching of alloys or component parts.
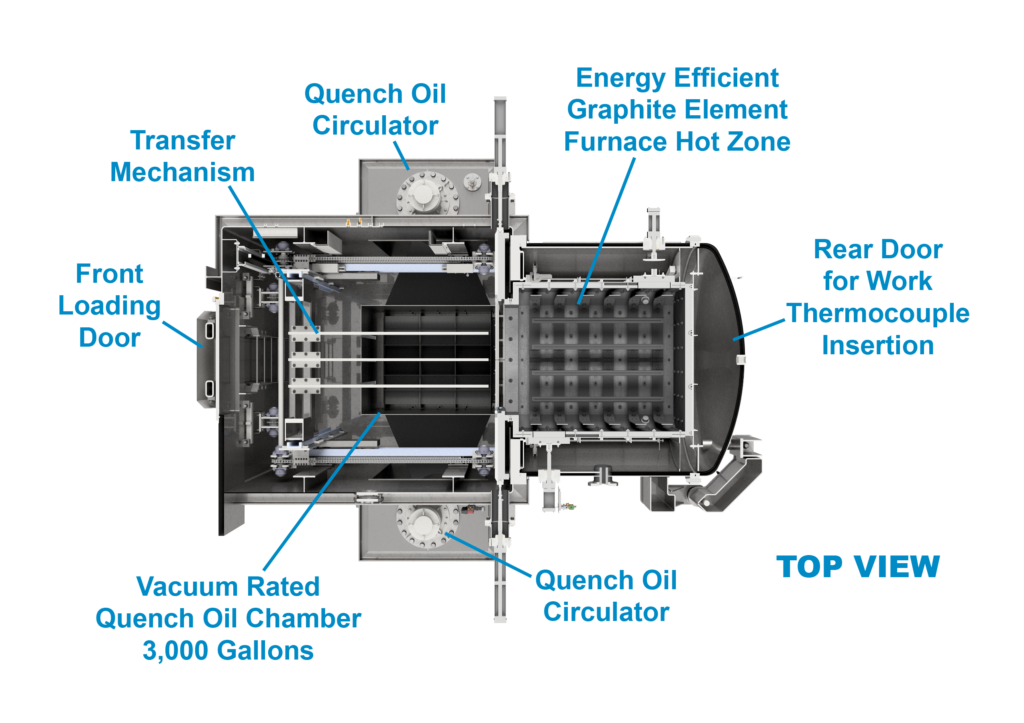
To meet the demand for an effective, sustainable liquid quench solution, Solar Manufacturing with Solar Atmospheres engineers worked through the tumultuous period of the pandemic to create a new, robust style of vacuum oil quench furnace. Their work culminated in a vacuum oil quench furnace with a 36″ x 36″ x 48″ hot zone that operates up to 2000°F and can accommodate a weight capacity of 2000 lbs. With high uptime reliability and excellent metallurgical results, the NEO™ represents a paradigm shift in how the next generation of oil quench furnaces should be designed, built, and operated.
Figure 1. No decarburization, carburization, or surface contamination when tested in accordance with AMS2759/2 Source: Solar Atmospheres of Western PA
Rigorous Design for Metallurgical Excellence
The next generation of oil quench furnaces heralds an era of metallurgical excellence. This is made apparent across three key measures: control over surface contamination, prevention of parts cracking, and flexible processing of dissimilar materials.
No Surface Contamination
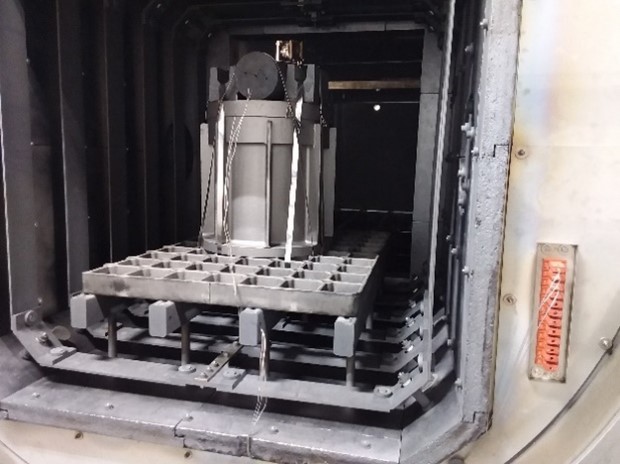
Figure 2. Loading in the NEO furnace Source: Solar Atmospheres of Western PA
By implementing a vacuum design to the oil quench furnace, the research team avoided issues faced by traditional atmosphere oil quench furnaces, such as surface contamination and intergranular oxidation/intergranular attack (IGO/IGA). Additionally, they meticulously addressed design concerns regarding oil backstreaming in the new multichambered vacuum system. After two years of usage, the hot zone has remained pristine and oil-free.
By effectively removing the possibility of any surface contamination, both IGO and decarburized or carburized surfaces on oil quenched components are eliminated. These critical metallurgical features are unattainable in traditional gas-fired Endothermic batch furnace equipment.
Precision Prevents Part Cracking
To eliminate the potential of part cracking, quench oil temperatures should be able to be maintained between 140°F to 180°F ±5°F, which enhances consistent and repeatable metallurgical results. Furthermore, having the furnace designed so that quench oil recirculates within a closed loop oil to air cooling system keeps water contamination from infiltrating the oil.
No Carbon Content Matching
The next generation of vacuum oil quench furnaces should also have highly controllable atmospheres, devoid of oxygen, which will remove the need to mechanism, which has demonstrated flawless performance for over two years.
Additionally, it is imperative that these furnaces be capable of using more conventional quench oil. A good quench needs excellent vapor pressure, powerful enough to allow the oil to vaporize. Furnaces can be designed with this in mind, allowing operators to save costs by using more conventional quench oils. For example, after rigorous laboratory experimentation into the vaporization of various quench oils at different pressures and temperatures, it was decided to purchase 3000 gallons of Houghton G quench oil, versus the “vacuum only” quench oils that are currently on the market today.
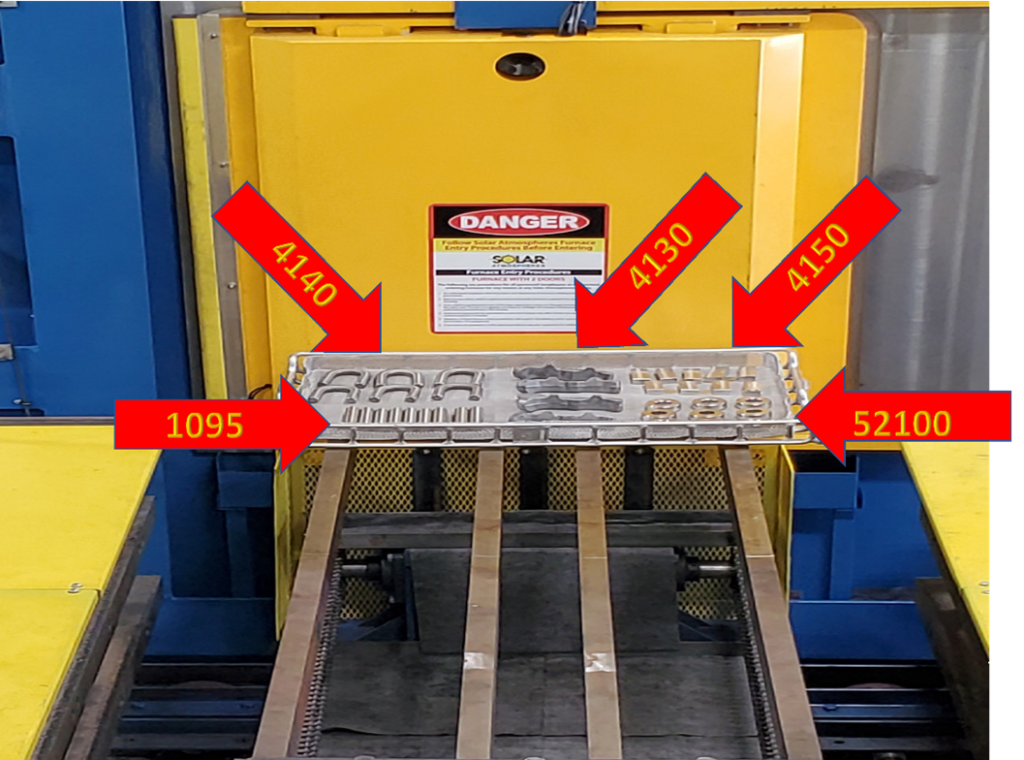
Figure 3. A display of a variety of parts which can be processed in the same run Source: Solar Atmospheres of Western PA
The next generation of oil quench furnaces should also finally provide metallurgical and quality engineers the ability to thermocouple the oil quenched parts in accordance with AMS2750 Rev H standards. Being able to monitor part temperature with up to twelve (12) data points, as defined by the latest AMS2750 revision, ensures thorough and precise thermocouple monitoring, bolstering control and repeatability.
Lastly, in a hermetically sealed furnace, another layer of control should be established through installing an internal camera. With “eyes” into the furnace, the operator will be able to watch the load transfer in real time from a control panel.
Figure 4a and 4b. Thermocoupled parts Source: Solar Atmospheres of Western PA
These operational attributes are on full display in the example of an automated austenitized cycle: At the completion of the cycle, the specially-designed transfer mechanism delivers precisely heated parts from the hot zone to the 3000-gallon oil quench chamber consistently within 20 seconds — all without the expulsion of flames and the discharge of smoke.
Oil flames and smoke are no longer acceptable realities in heat treatment operations. Unfortunately, the heat treating industry has been misled in the belief that a catastrophic disaster will never happen to them. There have been multiple “total losses,” mostly due to oil quench fires and explosions. Recently, it is well known that if an insurance adjuster sights a flame or smoke within a plant, they are reluctant or may even refuse to write the policy.
Vacuum furnaces offer a safe, contained alternative to the harmful open emissions and dangerous working conditions. For operations where the safety and the well being of the workforce are paramount, vacuum furnaces eliminate the risks associated with open flame exposure, explosivity, and skin burns.
Yet the next generation of vacuum oil quench furnaces should also open at both ends at the end of a cycle to expose it to atmosphere. Full air exchange mitigates the potential hazards of confined spaces.
Figure 5. Top view showing innovative design features for the next generation of vacuum oil
quench furnaces Source: Solar Atmospheres of Western PA
Meeting Environmental Demands
With ever more stringent environmental regulations, the next generation of vacuum oil quench furnaces will play a pivotal role in reducing the carbon footprint of the heat treating industry. It has been estimated that 80% of fuel used for heat treatment could be replaced by electricity, thus drastically reducing CO2 emissions: “When you burn something that contains carbon, you get carbon dioxide that you either must take care of or release into the atmosphere. With electric heating, you do not have any exhaust.”
The second column in the chart on page 30 addresses the multiple environmental concerns associated with traditional batch IQ gas-fired oil quenching furnaces. The third column outlines the advantages of the design for the next generation of oil quench furnaces, which embraces electric heating as a sustainable alternative to fossil fuels. As sustainability pressures continue to mount, governments, clients, and primes alike will continue to flow down requirements on how heat treaters plan to reduce their carbon footprints.
Figure 6. Safety hazards in operating atmosphere furnaces Source: The Monty
Conclusion
As the demands for metallurgical precision, safety, and environmental sustainability continue to mount, Solar’s new vacuum oil quench furnace emerges as a representative of the next generation of vacuum oil quenching technology. Characterized by unparalleled efficiency, precision, and sustainability, such furnaces will continue to lead the industry toward a future defined by cleanliness, safety, and environmental stewardship.
Table 1. Data from the AICHELIN Group Source: Solar Atmospheres of Western PA
References
Kanthal, “Heat Treatment CO2 Emissions cut by 50 percent by using electricity” (April 2019), https://www.kanthal.com/en/knowledge-hub/inspiring-stories/heat-treatment-co2-emissions-cut-by-50-percent-by-using-electricity/.
Aichelin Group, “CO2 Footprints and the Heat Treat Industry,” The Monty (January 2024).
About the Author:
Robert Hill, FASM President Solar Atmospheres of Western PA Solar Atmospheres of Western PA
Robert Hill, FASM, began his career with Solar Atmospheres in 1995 at the headquarters plant in Souderton, PA. In 2000, Hill was assigned the responsibility of starting the second plant in Hermitage, PA, where he has specialized in the development of large furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
Product failures (Figure 1) can often be traced to deficiencies in design, materials, manufacturing, quality, maintenance, service-related factors, and human error to name a few. Examples of failures include misalignment, buckling, excessive distortion, cracking, fracture, creep, fatigue, shock, wear, corrosion, and literally hundreds of other mechanisms. Let’s learn more.
Figure 1. Image of damage to left fuselage and engine; fire damage to nacelle. Source: National Transportation Safety BoardFigure 2.: Model of material science depicting— key interactions and /interrelationships Source: The HERRING GROUP, Inc.
Whatever the source, it is important to recognize that it is next to impossible to separate the product from the process. Performance, design (properties and material), metallurgy (microstructure), heat treatment (process and equipment), and maintenance are all interconnected (Figure 2).
When considering ways to prevent failures from occurring, one must determine the factors involved and whether they acted alone or in combination with one another. Ask questions such as, “Which of the various failure modes were the most important contributors?” and “Was the design robust enough?” and “Were the safety factors properly chosen to meet the application rigors imposed in service?” Having a solid engineering design coupled with understanding the application, loading, and design requirements is key to avoiding failures. If failures do happen, we must know what contributed to them.
Let’s review a few of the more common failure modes.
Fracture Types on a Macroscopic Scale
Applied loads may be unidirectional or multi-directional in nature and occur singularly or in combination. The result is a macroscopic stress state comprised of normal stress (perpendicular to the surface) and/or shear stress (parallel to the surface). In combination with the other load conditions, the result is one of four primary modes of fracture: dimpled rupture (aka microvoid coalescence), cleavage, decohesive rupture, and fatigue.
Virtually all engineering metals are polycrystalline. As a result, the two basic modes of deformation/fracture (under single loading) are shear and cleavage (Table 1). The shear mechanism, which occurs by sliding along specific crystallographic planes, is the basis for the macroscopic modes of elastic and plastic deformation. The cleavage mechanism occurs very suddenly via a splitting action of the planes with very little deformation involved. Both of these micro mechanisms primarily result in transgranular (through the grains) fracture.
Fracture Types — Ductile and Brittle
Numerous factors influence whether a fracture will behave in a ductile or brittle manner (Table 2). In ductile materials, plastic deformation occurs when the shear stress exceeds the shear strength before another mode of fracture can occur, with necking typically observed before final fracture. Brittle fractures occur suddenly and exhibit very little, if any, deformation before final fracture. (The following is based on information found in Wulpi, 1985.)
Ductile fractures typically have the following characteristics:
Considerable plastic or permanent deformation in the failure region
Dull and fibrous fracture appearance
Brittle fractures typically have the following characteristics:
Contact us with your Reader Feedback!
Lack of plastic or permanent deformation in the region of the fracture
Principal stress (or tensile stress) is perpendicular to the surface of the brittle fracture
Characteristic markings on the fracture surface pointing back to where the fracture originated
When examined under a scanning electron microscope, fracture surfaces seldom exhibit entirely dimpled rupture (i.e. ductile fracture) or entirely cleavage (i.e. brittle fracture), although one or the other may be more prevalent. Other fracture modes include intergranular fractures, combination (quasi-cleavage) fractures and fatigue fractures.
Fracture Types — Wear
Wear (Table 3) is a type of surface destruction that involves the removal of material from the surface of a component part under some form of contact produced by a form of mechanical action. Wear and corrosion are closely linked, and it is important not only to evaluate the failure but to take into consideration design and environment and have a good understanding of the service history of a component.
Fracture Types — Corrosion
Corrosion is the destruction of a component by the actions of chemical or electrochemical reactions with the service environment. The major types of corrosion include galvanic action, uniform corrosion, crevice corrosion, stress-corrosion cracking, and corrosion fatigue. The mechanisms and effects created by each of these are well documented in the literature, as in Fontana and Greene’s Corrosion Engineering (1985) and Uhlig’s Corrosion and Corrosion Control (1985). It is critical to understand that the effects of corrosion are present to some degree in every failure analysis, which is one of the reasons why protecting fracture surfaces is so critical when sending parts for failure analysis.
Table 1. Differences between shear and cleavage fracture (Data referenced from page 23 of Wulpi, see References.) Source: The HERRING GROUP, Inc.Table 2. Typical characteristics of ductile and brittle fractures Source: The HERRING GROUP, Inc.Table 3. General categories of wear Source: The HERRING GROUP, Inc.
Final Thoughts
To avoid failures or their reoccurrence, it is important to document each step in the design and manufacture process (including heat treatment). In addition, careful documentation of failures if/when they occur is of critical importance as is assembling a team of individuals from different disciplines to perform a comprehensive investigation. This includes a thorough failure analysis to assist in determining the root cause (there is only one) and to avoid it from happening in the future.
Fontana, M. G., and N. D. Greene. Corrosion Engineering, 3e. McGraw-Hill Book Company, 1985.
Herring, Daniel H. Atmosphere Heat Treatment, Volume Nos. 1 & 2. BNP Media, 2014/2015.
Lawn, B.R. and T. R. Wilshaw. Fracture of Brittle Solids. Cambridge University Press, 1975.
Shipley, R. J. and W. T. Becker (Eds.). ASM Handbook, Volume 11: Failure Analysis and Prevention. ASM International, 2002.
Uhlig, H. H. Corrosion and Corrosion Control. John Wiley & Sons, 1963.
Wulpi, Donald J. UnderstandingHow Components Fail. ASM International, 1985.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
Nadcap certifications are integral to aerospace heat treating. Maintaining compliance, however, can be a headache. Learn how a new technology is streamlining Nadcap certifications.
This article by Chantel Soumis was originally published inHeat Treat Today’s March 2024 Aerospace Heat Treatprint edition.
Challenges to Capture Nadcap Certifications
Contact us with your Reader Feedback!
The Nadcap certification (National Aerospace and Defense Contractors Accreditation Program) plays a critical role in maintaining the integrity of heat treating processes, especially in the aerospace and defense industries. Recognized globally, the certification sets rigorous standards for heat treatment facilities, ensuring that heat treating processes produce parts and materials with the necessary strength, durability, and reliability.
The certification addresses the data that needs to be documented concerning all aspects of the heat treat processing, such as temperature control, process documentation, and quality management. A survey from the Performance Review Institute (PRI) indicates that 80% of aerospace and defense companies consider Nadcap accreditation as a requirement when selecting suppliers, and 90% of aerospace and defense prime contractors would disqualify a supplier without Nadcap accreditation. And when such a strict standard is implemented and then subject to regular audits, a 40% reduction in nonconformance costs are likely, as was reported by companies in the aerospace and defense sector in a study by the National Center for Manufacturing Sciences (NCMS).
While compliance with Nadcap and other heat treat certifications demonstrates a commitment to quality and opens doors to lucrative contracts with aerospace, defense, and other precision industries, actually capturing the data can be tedious. The effort and cost of employing disconnected systems — capturing measured data from system A, making the certification documents in system B, and then emailing the certification results to clients from system C — can be cut by synthesizing these actions into one system.
Digitizing Certification Management for Complete Compliance Control
Many organizations facilitate the certification process via digital means. This may be through the use of digital quality management systems (QMS) or enterprise resource planning (ERP) software that includes modules designed for certification management. These tools help automate record keeping, provide alerts for upcoming certification renewals, and streamline the overall certification tracking process, ensuring that heat treating operations remain compliant and efficient.
Nadcap Scanner tracking a process via QR code
But more should be done.
Veterans Metal, a metal finishing plant in Clearwater, Florida, was driving manual processes: everything was written down and data was being entered into spreadsheets for tracking purposes. Like many heat treaters, each step the company took to process a part required manual intervention to write down 20+ line items of information and then incorporate the associated data entry into spreadsheets.
The company was looking to modernize their plant.
After careful evaluation of Veterans Metal’s processes and needs, Steelhead Technologies developed and deployed the Steelhead Certification Scanner (or Nadcap Scanner) line that includes a handheld scanner and a system of QR codes to facilitate an easier user experience, including an interface that allows for swift operator proficiency, typically within minutes. This digital interface allows users to measure data, create certifications, and email this from the one system.
Smart Scanning in Action
The metal processing company received a 15-minute walk-through of the Nadcap Scanner, how to process parts, and where to find the data within the system. Using the handheld device, operators scanned QR codes (specifically created by Steelhead Technologies) that were placed on processing stations. As parts were moved from one process station to the next manually, a user would scan the accompanying QR code on the next current station, locking in data from the previous process and automatically reflecting that the next step was in process.
When operators scanned a process station, the device showed the remaining time in the process and displayed all parts being processed, custom instructions, and key data collection, such as oven temperature. This timer automatically starts when a process station QR code is scanned, gives a one minute warning when the process is nearing completion, and stops automatically when the next process station QR code is scanned.
Chet Halonen, a plant optimization expert for Steelhead Technologies, presented the “Powered by Steelhead” certification to the Veterans Metal team.
With the intuitive layout and guided steps, operators were easily able to navigate the accreditation process, significantly reducing time spent on extensive training. More importantly, the Nadcap Scanner line eliminated handwritten data entry, margin of error, and additional time needed to develop certifications since the scanner automatically generates them from the data and sends them to clients. The scanner has since been adopted by many other Nadcap-compliant operations across the United States.
Take Nadcap Digital
Achieving Nadcap accreditation is crucial for showcasing a commitment to quality, aligning with industry benchmarks, and accessing lucrative business opportunities. With the advent of digitized solutions like the Nadcap Scanner implemented within a comprehensive manufacturing ERP, companies will streamline the accreditation process, enhance operational efficiency, and bolster compliance with a system that’s “literally just button clicking,” as one manufacturer observed.
Embracing innovative tools not only saves time and resources, but also strengthens market positioning and client relationships. By merging the prestige of Nadcap accreditation with digital advancements, heat treaters can elevate their operations to reach new heights of excellence.
About the Author
Chantel Soumis, Head of Marketing, Steelhead Technologies
Chantel Soumis is serving as the head of Marketing at Steelhead Technologies. With a robust background in manufacturing technology and strategic partnerships, she leverages over 15 years of experience to shape the company’s marketing landscape.
For more information: Contact Chantel at chantel@gosteelhead.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
The amazing materials that are produced through additive manufacturing (AM) and 3D machining often require post-processing heat treatments before these become final components that launch into space. What are the trends of AM/3D outside our planet, and what technical resources are available to you as you make one step into this field? This original content piece from the Heat Treat Today editors will help you understand where technology stands in 2024.
Why Does AM/3D Go to Space?
Contact us with your Reader Feedback!
A broad spectrum of industries have found the appeal of additively manufactured parts, industries ranging from mining to medical and automotive to space. Much of this has to do with complexity of components that new engineering techniques require, the desire to save on material costs, and the ability to condense lead time. For some, additive manufacturing is becoming essential to the space industry; as Tobias Brune, head of the Business Unit Additive Manufacturing at TRUMPF, has commented, “With our 3D printing technology, we are driving the commercialization of the space-travel industry. If you want to be successful in the space-travel industry today, you have to use additive manufacturing.”
When should you expect this transition? Now.
In January of this year (2024), the first metal 3D printer for space was launched to the Columbus module of the International Space Station (ISS). This is a very active, integrated sense of seeing AM in the aerospace industry, and test runs with this equipment will ensue.
Flight model of 3D Metal Printer Launched on NG-20 Source: ESA
The Exploration Company in Europe plans to use 3D printers from TRUMPF (laser specialist) to print core components in engines for spacecrafts. The intent: missions in Earth’s orbit and to the moon.
Heat Treat & thermal Processing Requirements of Post-ProcessingAM
If you are going to get involved in AM, it is essential to have the right equipment. One of the most talked about equipment is hot isostatic pressing (HIP) technology. Often, heat treat operations use HIP equipment for post-process heat treating in order to get the solid part they desire. For the most part, commercial heat treaters have positioned themselves to handle the R&D required to navigate the terrain of overcoming processing challenges of new/complex parts and creating standardizations. However, privateR&D facilities and departments are also building out their capabilities to handle AM in HIP.
However, so also have vacuum furnaces been a key leader in heat treating AM components. Here, commercial heat treaters have also made moves to expand their equipment/process offerings to accommodate AM parts.
So also do atmosphere considerations need to be considered, withgasses like H2 competing trying to capture the limelight.
Continue the Exploration: AM/3D Articles for Space
Looking for an introduction to the AM/3D topic for heat treaters? Begin with this article by Animesh Bose, an engineering pioneer: “The Role Of Heat Treat in Binder Jetting AM for Metals.” The article uncovers the history of one of the most important types of AM/3D manufacturing — binder jetting AM.
Then, take a step over for an industry focus on what “heat treatments for space” look like. Mike Grande eloquently summarized the current processes needed in space in this editorial from the March 2024 Aerospace print edition. Read “The Role of Heat Treatment in Space Exploration” in the digital edition of the magazine.
In-house or commercial? This article presents critical considerations of space components — with a particular emphasis on the importance of AM/3D — when considering how to grow your processing expertise and capabilities. Several examples from the frontlines of R&D are presented by Noel Brady in his article. Read the editorial, “Thermal Processing for Space and Additive Manufacturing,” for excellent illustrations.
Finally, hone in on the topic with a case study about developments in HIP technology for space component post-processing. This article begins with context confronting issues of structural integrity, especially of complex space components, with HIP. Andrew Cassese gets to the case study towards the end of his article, “High Pressure Prepares Parts for Space.”
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Dive into the role and benefits of HIP and HPHT™ in the space industry, highlighting how these key processes are shaping the future of space applications.
ThisTechnical Tuesdayarticle by Andrew Cassese, applications engineer, Quintus Technologies was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The realm of space exploration and technology is rapidly evolving, pushing the boundaries of what’s possible in engineering and material science. Among the key players in this revolutionary change are hot isostatic pressing (HIP) and High Pressure Heat Treatment™ (HPHT™). These processes have become indispensable in manufacturing components that can withstand the harsh conditions of space. In this demanding environment, the longevity and reliability of components are paramount.
Reducing Risk
Space missions have put increasing focus on the need to minimize risk and improve mission safety. Some well-documented, safety-related events include:
Outer space
Soyuz 11 decompression in 1971
Earth’s atmosphere
Soyuz 1 parachute failure in 1967
X-15 controls failure in 1967
Space Shuttle Challenger launch booster failure in 1986
Space Shuttle Columbia re-entry disaster in 2003
Structural integrity is therefore in focus for every single component involved in space missions, with exacting demands on quality and function. Material failure is not an option, and therefore component qualification is one of the main areas of focus. Predictable properties that are reliable and with minimal variation are critical for mission safety. Hot isostatic pressing helps to guarantee this by reducing the spread and variation in mechanical properties.1 It works to do this by using high temperatures and pressures to close internal defects in mission critical parts after casting or additive manufacturing. This increases the density of components and gives them a more anisotropic microstructure which in turn results in more consistent mechanical properties.2
What Properties Are Most Important
The harsh environment of space demands components with exceptional properties. They must withstand extreme temperatures, resist radiation, endure vacuum pressures, and cope with mechanical stress from vibrations and accelerations. HIP processing plays a pivotal role in this, enhancing material properties to meet these challenges. Space manufacturers also must think about thermal expansion/contraction due to temperature variations, compressive stresses, irradiation, and space debris. All of these can affect mission success and can ultimately prevent loss of life, see Figure 1.
Figure 1. Challenges that space-bound materials must endure
Through HIP, components gain increased fatigue life, improved ductility, and enhanced fracture toughness, which are crucial for surviving in space.
Common Materials and HIP Processing Requirements
Materials commonly processed by HIP for space applications include titanium, aluminum alloys, nickel-based superalloys, refractory alloys, shape memory alloys, and ceramics. High-strength aluminum and titanium alloys are used due to their high strength to weight ratio which is key for space missions to conserve fuel efficiency, increase payload capacity, and improve maneuverability.3 Nickel-based superalloys are used in exhaust valves and turbine rotors due to their exceptional creep resistance properties at high temperatures. Refractory alloys like Nb-C103 and TZM are used in high-performance rocket nozzles because of their high melting point and excellent strength at high temperatures. Newer shape memory alloys developed by NASA can recuperate their original shape when heating above specific critical temperatures, and their applications are expanding beyond just actuators.4
As new alloys and materials are developed in the space industry, certifications and standards are necessary for their adoption. HIP effectively eliminates porosity in these materials, ensuring structural integrity and performance under the extreme conditions of space. This means HIP recipes need to be developed and optimized for materials to be tested with their greatest potential in mind.
Collaborations with universities and national labs on projects at low TRLs will help set the foundation for HIP in the space industry. Quintus Technologies, through its application centers, is actively engaged in research to further enhance the capabilities of HIP for space applications. Optimizing the HIP process to reduce costs and improve efficiency through HPHT is one area where the company has already found success, see Figures 2 and 3.
Figure 2. Typical thermal processes for additively manufactured partsFigure 3. High pressure heat treatment with solution heat treatment
(SHT) process for the same parts, using an integrated heat
treatment approach
The HPHT process can combine stress relief, solution annealing, HIP, and aging into one cycle. Aft er a ramp up in pressure and temperature, the part is held for a specified amount of time before being rapidly cooled in the URC furnace. Aft er this, the temperature of the machine can be brought up to the aging temperature of the material for the completion of an in situ heat treatment.
A Space Case – Launcher Engine-2 Rocket Engine
Table 1. CuCrZr vs. GRCop-42: A Comparison
One application of this is on the Launcher Engine-2 (E-2) rocket engine.
Quintus Technologies, EOS Group, and Launcher worked together to develop a tailored HPHT cycle for Launcher’s 3D printed E-2, first vetted out in an applications center at small scale. The powder alloy in question, CuCrZr, was developed by EOS and printed on an AMCM M4K machine. EOS compared CuCrZr to the NASA alloy of GRCop-42 and found that the CuCrZr alloy was a more economically viable solution for thermal applications with lower strength requirements, see Table 1. The rapid cooling at 200°C/min in the QIH 122 URC furnace at Aalberts surface technologies allowed the team to HIP and solution heat treat the CuCrZr combustion chamber in a single step. The aging treatment was also performed in the QIH 122 directly aft er the solution.5
In October 2020, a full-scale test firing of the E-2 injector and combustion chamber was conducted at the Launcher NASA Stennis Space Center test stand. On April 21, 2022, Launcher’s E-2 liquid rocket engine was able to demonstrate full thrust. Continued tests from Launcher have been successful with performance boost testing and the first fully integrated engine was ready for shipping on October 12, 2023.6
As humanity reaches further into the cosmos, the role of HIP and HPHT in manufacturing space-bound components becomes increasingly significant. These processes not only enhance the essential properties of materials for space applications but also address the unique challenges of manufacturing for an environment as hostile as space. With ongoing research and development, HIP and HPHT continue to evolve, promising to unlock new possibilities in space exploration and technology, and their contribution will ensure the success of space missions, safeguarding the lives of those who venture into the final frontier.
Figure 5. Test firing of the High Pressure Heat Treated Launcher Engine 2 produced using additive manufacturing
References
[1] Dominik Ahlers and Thomas Tröster, “Performance Parameters and HIP Routes for Additively Manufactured Titanium Alloy Ti6Al4V. EuroPM,” 2019. https://www.semanticscholar.org/paper/Performance-Parameters-and-HIP-Routes-fortitanium- Ahlers-Tr%C3%B6ster/faeb46e6eb8ef3e30bc00b91cd1bd8a7c0619200. [2] Jake T. Benzing et al., “Enhanced strength of additively manufactured Inconel 718 by means of a simplified heat treatment strategy,” Journal of Materials Processing Technology 322, (December 2023). https://www.sciencedirect.com/science/article/abs/pii/S0924013623003424?via%3Dihub. [3] “Engineering Materials for Space Building Stronger Lighter Structures,” Utilities One, last modified November 2023. https://utilitiesone.com/engineering-materials-for-space-building-stronger-lighter-structures. [4] Girolamo Costanza and Maria Elisa Tata, “Shape Memory Alloys for Aerospace, Recent Developments, and New Applications: A Short Review,” Materials (Basel) 13, no. 8 (April 2020): 1856. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC7216214/. [5] Mahemaa Rajasekar, “Processing Copper Alloys with Powder Bed Fusion,” LinkedIn, last modified November 2022. https://www.linkedin.com/pulse/processing-copper-alloys-dmls-technology-mahemaarajasekaran/. [6] LAUNCHER (@launcher), “The first fully integrated E-2 engine is ready for shipping to @NASAStennis for our upcoming full engine test campaign later this year. E-2 is a 22,000 lb. (10 ft) thrust LOX/Kerosene,” X post, October 12, 2023. https://twitter.com/launcher/status/1712636548997607752.
About the Author
Andrew Cassese, Applications Engineer, Quintus Technologies
Andrew Cassese is an applications engineer at Quintus Technologies. He has a bachelor’s degree in welding engineering from The Ohio State University.
For more information: Read J Shipley, “Hot Isostatic Pressing in Space – Essential Technology to Ensure Mission Safety,” 2020. Contact Andrew at andrew.cassese@quintusteam.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com