Aniket Maske, chief metallurgist and laboratory manager at Automatic Spring Products Corporation, brings new life to the world of heat treat and metallurgy in this special “Metallurgical Posterchild” podcast episode with Doug Glenn, publisher and founder of Heat Treat Today. Enjoy this personal interest piece about Aniket as we learn about his background, how he became a part of the metallurgical industry, and several exciting interests that fuel his days.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Welcome everyone, to a renewed episode series: the metallurgical poster child.
I want to introduce you all to Aniket Maske, who is a one of Heat TreatToday’s 40 Under 40 Class of 2022 award recipients. Congratulations, Aniket, on that award.
Contact us with your Reader Feedback
Aniket Maske Source: LinkedIn
Aniket Maske: Thank you. Thank you so much. It’s a privilege and it’s an honor.
Doug Glenn: You’re welcome. It’s our privilege to do it. I actually have sitting right here beside me our magazine open to your page. I see that you have a book published by Springer Publications.
Aniket Maske: Yes!
Doug Glenn: Thermal Electrics: Fundamentals, Material Selection, Properties and Performance. There are not many people we talk to who can say they’re an author of a book. Congratulations on that too!
Aniket Maske: It’s an honor.
Source: Amazon.com
Doug Glenn: We want to get a sense of the person you are but also what attracted you into metallurgy, heat treating and that type of stuff.
Aniket Maske: I’d like to thank you and Heat TreatToday for this opportunity to share my background, work experience, and something about myself.
My name is Aniket Maske. I was born in Ratnagiri which is a coastal area in Maharashtra in India. I was raised in Aurangabad, which is a very historic city because the world-famous Ajanta Ellora caves, a replica of Taj Mahal and one of the Panchakki which is like a turning wheel with respect to the water. So, I come from that kind of background from the city where I was raised. I love that.
Doug Glenn: Interesting. You went to high school and undergraduate in India? Tell us about that, briefly.
Aniket Maske: I went to high school at Little Flower High School in Aurangabad.
I did my Bachelors in College of Engineering, Pune, which was established in 1854. It is the second oldest engineering college in India and third in Asia. A couple of renowned personalities are from that school like Mokshagundam Visvesvaraya, who is the first civil engineer in India. For his honor, September 15th is called Engineer’s Day back in India, Sri Lanka, and Tanzania. Mr. C. Kumar Patel, the inventor of CO2 laser and a National Medal of Science honoree in 1996, also comes from the same school.
Little Flower School Source: Facebook.com
Doug Glenn: Very interesting. How about graduate school?
Aniket Maske: I went to graduate school in 2013 at New Jersey Institute of Technology on the east coast. I did my research over there for thermal electrics and tried to understand the different characterizations.
Doug Glenn: Before we started recording, you were mentioning to us that you had a group of guys with whom you were in the same undergraduate school in India.
Aniket Maske: They were my very good friends: Shlok and Vishal. They are from the College of Engineering, Pune. Me and Vishal are from New Jersey Institute of Technology, so we share that bond.
Doug Glenn: Very nice! So, you’ve got friends here. You’ve been in the States since 2013.
Aniket Maske: Yes.
Doug Glenn: I’m always curious about this: what it is that first attracted you to metallurgy and/or heat treating? At one point in time, you probably didn’t even know what metallurgy was, right? What was it that brought you into the industry?
Aniket Maske: I would say curiosity.
[blockquote author="" style="2"]In the early 2000’s we went to Delhi, the capital of India, and I saw the Iron Pillar. I didn’t even know the meaning of rust at that moment in time. I only knew what my parents used to say, “If something is red on the metal, don’t touch it, because it might be itchy.”[/blockquote] We went to the Iron Pillar. It was tall, and the Iron Pillar doesn’t even rust. It was built around 480 AD, which is about 1600 years ago. It is around 13,000 pounds, roughly 24 feet by 16 inches in diameter, and it doesn’t rust! That was my first interaction with respect to metals.
Another curiosity is (and it might sound really different) but: why are cars made of metal and not with plastic? I used to call it plastic, not polymer, in that time. That was really interesting: why is everything made differently?
One of the major things I remember is 20 years ago on February 1, 2003, the Columbia space shuttle disaster occurred. And the first Indian-born astronaut, Kalpana Chawla (the first woman) was on the shuttle.
I heard about the disaster on the radio, and then I started reading: What is the thermal soaking, what is the protective layer, what is the thermal protection system, how is it 3000°F outside but the steam temperature inside should be 350°F? That curiosity got me into the metal industry.
Doug Glenn: When was it, specifically, that you decided to go into metallurgy?
Aniket Maske: Yes. I did my engineering specifically in metallurgical engineering.
Doug Glenn: You’re one of the few and the proud. Way to go! That’s excellent. We’ve talked to a variety of people in the United States who say now the more common thing to study material science. There are very, very few schools that use just metallurgy.
What did your family think when you decided to study metallurgy? Did they ask, “What are you doing, Aniket?”
Aniket Maske: We don’t want to go there because I’m the black sheep of my family.
I’ll say why: I’m the only engineer in all of my family. The rest of them are all doctors. That’s why I call myself the black sheep of the family. They really see me differently. My mom and dad are doctors. My wife is a doctor, Dr. Sonal Mandale. She also has a master’s degree and is just now graduating in public health and epidemiology.
Doug Glenn: Epidemiology, that’s a hot topic, these days.
Aniket Maske: Oh, yes. And she graduated right during Covid. But my family was really supportive. One of my uncles, a professor, Dr. Vilas Kharat , is a renowned mathematician. He helped me to explore my curiosity. My family helped me a lot too, “Okay, you want to do it? You give it a try.”
Doug Glenn: A supportive family makes such a difference!
When you got to graduate school in New Jersey, what was your focus of study there?
Aniket Maske: When I came over here, I was focused on how the world is facing a major problem with respect to green energy. We needed to find an alternative source. Energy consumption was increasing, and we wanted to protect the environment at the same time.
I was working with my professor, and we talked about something called “thermal electrics.” What is thermal electrics? What is the Baker-Nathan effect, what is the Seebeck effect? This word sounds very big, but the simple definition is: if something is converting from electrical energy into temperature (or thermal energy to a temperature gradient into electricity).
You’ve got thermal electric models. It is a newer kind of concept with respect to silicon-germanium, but it is also used in radioisotope thermal generators for space. Even in the Mars Rover, it was used in the RDP. That got to me, with what I need to do with respect to the research and everything in my grad school.
Doug Glenn: Who is your current employer?
Aniket Maske: Automatic Springs Products Corp.
Source: Automatic Spring Products Corporation
Doug Glenn: What are you doing at Automatic Springs Products Corp., metallurgically-wise?
Aniket Maske: I just want to give a brief introduction about the company: Automatic Springs Products is a tier 1 and tier 2 automotive company shipping to 33 countries on six continents. The company was founded in 1950. Automatic Springs is technology focused, high-volume manufacturing for customers for the compression, extension, and torsion spring, as the name says. But we also do wire form, flat ring stamping, Belleville washers, and washers and assembly.
We are vertically integrated and have full spectrum providers of superior quality metal products. We do assemblies, we have a tooling department, we do heat treating in-house, and we have four austemper lines which were installed in the 1980’s. We have done heat treatments since 1960, we have 52 inline stress relieving ovens, we do coating (parts coating), and all that sort of thing in-house, and we also do manual heat set. We are one of the pioneers. We have a COBOT which does a heat set on each individual part to make a Belleville washer and only we do it.
There is a lot of heat treatment going on around here, and I am a resident expert for the automotive heat treatment and coating management for CQI-9 and CQI-12. That is a key requirement for the heat treat supplier. Currently, I am the director of quality and the chief metallurgist for the company. Ironically, the president of the company is also a metallurgist.
Doug Glenn: That is a little unusual, yes! He’ll know what you say when you mention austenite or martensite or whatever.
Aniket Maske: That’s a relief, having that kind of experience. He was the president of Spring Manufacturing Institute, so he had tremendous knowledge about the process.
We do all the kind of different processing, and we have a lot of heat treatment in-house.
Doug Glenn: All good. We’ve got a good sense of where you came from, why you got into the industry and what you’re doing now.
I want to ask you something that’s just a little bit more personal: When you think about your current work now and your grad work, what is the most enjoyable? What really puts a smile on your face about your work?
Aniket Maske: Working together as a team. We say to serve and bless our customer, team members, community, and a suppliers. [blockquote author="" style="1"]The problem solving is the key for me. I love problem solving.[/blockquote] That is one of the key aspects for me. If I don’t have problem solving to do, I shouldn’t be saying this, but sometimes I’ll get bored. Problem solving is the spice in my life.
Doug Glenn: That’s good! You’re looking for a challenge. Unfortunately, to be a problem solver, you’ve got to have problems.
Aniket Maske: We’ve got a lot of those.
Doug Glenn: I find it fascinating, as much as we know about metallurgy and things of that sort, there is still so much we don’t know.
Aniket Maske: I think we only know, I’ll say, a very minimum amount of metallurgy, right now. There are so many aspects which are still undefined.
Doug Glenn: Yes. With big data, cloud computing, and things of that sort, we are going to see some amazing changes over the next decades. Right now, we’re on a kind of slow growth.
You’re out of school now, but you seem like the type of guy that’s going to keep himself well informed. Do you have any recommendations to other people in the industry about resources to keep current on metallurgy knowledge?
Aniket Maske: I definitely use ASM. Doug, I really want to thank you and Heat Treat Today for the information in the magazines. They keeps us on the edge, they give us information. Even Heat Treat Daily is really good!
I look into Industrial Heating, and I keep in touch through LinkedIn, but Heat Treat Todayhelps me a lot. I’ve been following it for a long time.
Doug Glenn: Thank you, I appreciate that! Consistently across the board, people also speak very highly of ASM, so I want to give them a plug, as well. They’ve got some excellent courses.
Now for the “rapid round”. Are you a MAC or a PC guy?
Aniket Maske: 100% PC.
"100% PC. . . I like to be a PC person" Source: Pexels.com/Max DeRoin
Doug Glenn: I’m not even going to ask why on that one!
Aniket Maske: I can answer that. It’s because I like to be a PC person. MAC is too cosmetic for me and too aesthetic for me. That’s why I stuck to PC.
Doug Glenn: When you consume your media: digital or print?
Aniket Maske: I would say I like it to be printed because I have a habit of writing notes on it, marking it all the time. But, at the same time, I like to keep an electronic copy with me. You can just glance it through and read it. It’s easily accessible. But I prefer both print and digital copies.
Doug Glenn: It’s not an unusual answer. There are advantages to each.
I think you’re happy in your work . If you had to change jobs, would you be looking for a job that was very flexible as far as work schedule, or would you go for high pay?
Aniket Maske: I will always go for the flexible job. Keeping that balance in life with respect to getting things done, being productive. I think a flexible work schedule is really good, because you need to balance your professional and personal life. If you have skill and you have a flexible work schedule, I think pay will follow. It’s the kind of industry and the kind of world that we’re living in. Flexible schedules work.
Doug Glenn: Good! Three more quick questions: Dream job? I’m sure the people at Automatic Spring know that you’re happy in your work, but let’s say you didn’t have to worry about money. What would you do? What would be your dream job?
Aniket Maske: I would like to get into innovating a better future for our next generation. And that’s something we do in our day to day lives, even with the small things like looking at the environment.
That’s what I want to do. I want to encourage people. That might be in the teaching field. I like to interact with the kids. I used to teach in the IT world. I want to ask the kids in physics: Why does the water look so blue? That’s what I love. I do the same thing in my company.
Doug Glenn: So, you might be a teacher. I mean, maybe that’s what you’d love to do.
Aniket Maske: Yes. An academic person with industrial experience.
Doug Glenn: What do you do with your free time? When you’re not working, what’s your favorite thing?
Aniket Maske: I like to spend time with my wife. We go on long drives. And my Zen moment is when I cook food. The best thing is, I like to read. And it’s not just about technical things. I can pick up any newspaper and start reading. I love reading; it’s my peace.
Doug Glenn: What is a recent book you’ve read?
Aniket Maske: Harvard Business School just published a book. I follow the Harvard Business Journal because I did Organizational Leadership from them. They had a book which has 100 influential articles from the last century all published there.
So, I’m reading through that to see how the goals are being achieved. A goal is one thing, and getting into the right trend is another thing.
Source: store.hbr.org
Doug Glenn: Tell me your favorite app, movie, or magazine. (And Heat Treat Today can’t be the answer!)
Aniket Maske: Well, that was my first choice, so now I need to think!
I like movies a lot. Lakshya is one of my favorite movies. Lakshya is a movie which is very good in India. It is a motivational movie about a person that goes into the army when all his fellow friends of his feel like he is not a goal-oriented person. He’s very much focused to achieve it. He’s saying, “If you decide, you’ll achieve it.”
Source: Imbd.com
With respect to apps, I like to read the newspaper apps all the time — The Wall Street Journal and I try to stay connected with Times of India, too.
As for magazines, I glance through technical magazines or sometimes I go around at the airport and find something interesting. If it’s a gossipy kind of thing, I will read that too. I’m not that critical.
Doug Glenn: You’re a reader, I can tell.
Doug Glenn: Aniket, thank you so much. It was really good to get to know you a little bit.
Aniket Maske: Once again, it’s a privilege and honor to be here.
About the expert: Aniket Maske is chief metallurgist and laboratory manager at Automatic Spring Products Corporation. He previously worked as a manager running eight in-line double temper ovens for a blade manufacturing company in New Jersey. A leader with an expansive knowledge, Aniket is able to train team members to become more knowledgeable in the heat treat processes and to gain a basic understanding of machine operation.
We've assembled some of Heat TreatToday's resources on forging and metalcasting. Read or listen to what the experts have to say on these important topics in the heat treat industry.
This Technical Tuesday original content piece will help you wade into an introduction of these heat treatment processes. Follow the links to dive deeper into the studies.
The span of articles, radio episodes, and TV clips below are compiled to learn more about forging and casting. Heat treating is developing and changing through the years, and it's wise to keep swimming with the current of information.
Simulating Induction Heating for Forging
What can simulation software do for you? Manufacturers are able to run the software to act upon the steel billet prior to forging. Read more about the process here. The simulation shows results in the metal to help the user best plan for desired results. One of the decisions that can be helped is, "the selection of right forging temperatures for plain carbon and alloy steels to avoid possible damage by incipient melting or overheating."
A Look at Steel and Iron
Dan Herring "The Heat Treat Doctor" The HERRING GROUP, Inc.
Read or listen to this episode of Heat TreatRadio with expert Dan Herring who discusses metals such as stainless steel, tool steel, cast iron, high and low carbon steels, and more. He looks at their production and their uses.
"I wanted to set the stage for it to say that it’s the end-use application by the customer that fuels the type of steel being produced and fuels the form in which the steel is produced," says Herring.
Investment Casting in Turbine Blades
Take a look at how an alumina and silica (quartz) mix are improving metal casting for support rods used in aerospace manufacturing. "LEMA™, a range of proprietary alumina-based materials that provide double the mechanical strength of quartz while providing significantly improved leaching times, compared with typical high purity alumina," provides many benefits for metal casting. Jump into this piece to find out more about this metal casting example.
Direct From the Forge Intensive Quenching
President Akron Steel Treating Co & Integrated Heat Treating Solutions, LLC
In this discussion, expert Joe Powell says, "My thing is to develop a robust process that can be applied and implemented using automation and new equipment with the proper pumps and material handling that is all integrated into a seamless process." He plunges in to talking about immediate quenching pieces in water after heat treating and what they are learning at the forge shop.
Heat TreatTV
Here are a few episodes to keep you afloat while moving into deeper waters.
Click on these two illustrations to watch the full episodes.
Get ready to watch, listen, and learn about the three most underrated heat treat processes in today’s episode. This conversation marks the continuation of Lunch & Learn, aHeat Treat Radio podcast series where an expert in the industry breaks down a heat treat fundamental with Doug Glenn, publisher of Heat Treat Today and host of the podcast, and the Heat Treat Today team.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: There are some underdog heat treat processes out here. I’d like to get to three today. What do you think is number one?
Michael Mouilleseaux: Let’s start with stress relieving. All ferrous materials, all steels, during the course of manufacturing or processing, have some residual stress that is left in them. A common thought about stress relieving is you have a weldment, and you stress relieve it so that the weldment stays.
Contact us with your Reader Feedback!
There is a mechanical action in the material during any cold working operation (cold forging, stamping, fine planking, etc.) because it's done at ambient temperature. Those all impart stress on the part.
Machining, turning, grinding. . . all of those things impart stress into a part. How is that relieved? It can be done thermally, or it can also be done mechanically. Thermally is the most common of them.
What I would like to talk about is not so much stress relieving weldments, it is stress relieving manufactured components. If you’re going to have a comprehensive analysis of the heat treat operation that needs to be performed on a manufactured component, a gear, a shaft, something of that nature, they need to take into consideration what are the prior existing stresses in the part. Then what effect is that going to have on the part?
Many times during the course of my career, I’ve had a customer come to me and say, “The part I gave you was correct, and you’ve given it back to me and then fill-in-the-blank. It’s warped, it’s changed size, it’s shrunk, all of those things.” What have you done in your heat-treating process? You have to back up all the way to the beginning of how this part was manufactured and deal with all of those component steps in order to answer that question properly.
Stress relieving is one of the answers. It’s not the answer. It’s not the only answer, but it is one of them that has to be considered.
"Stress Relieving Tips from Heat TreatToday"
Doug Glenn: For those of us who might not know what a “stress” is in a part, can you simply explain? For example: a coat hanger. If I bend it, is that inducing stress? Is that what’s causing stress? What makes stress in a part?
Michael Mouilleseaux: You’ve cold-worked the part. In the cold working, you’ve passed the yield strength. You’ve bent it, and it’s not going to snap back. You’ve cold-worked it enough that you’ve actually got plastic deformation, and there is stress.
Doug Glenn: That’s one way we get stress. That’s the mechanical way of getting stress.
Michael Mouilleseaux: Right. Now, consider stamping. Even though a stamping is flat (because the die has come down in the perimeter of that and maybe internal holes and things), where you’ve sheared the material, you’ve imparted stress there.
If you harden it or case harden it or whatever you might do with that stamping, you have to take into consideration how much stress is there. If I don’t relieve it, is it going to do that at some point in the part’s future that’s going to be detrimental to the part?
Doug Glenn: When you get a stress in a part, that’s the area that’s a weak spot, right? It potentially could break before other parts?
Michael Mouilleseaux: At the absolute extreme, that could happen, yes. More often than not, what you have is an area that’s been cold worked, and it’s been deformed. When it stresses, it’s going to somewhat relieve itself. It may not relieve itself 100% all the way, but it will somewhat relieve itself. Whatever shape of form you’ve put that part into; it’s not going to hold that form forever.
Alyssa Bootsma: You mentioned that stress relieving is not the only way to alleviate the problems. What would be some alternatives to stress relieving?
Michael Mouilleseaux: Thermal stress relieving is, by far, the most common. There is a process that’s called vibratory stress relieving. In order to relieve the stresses in a part, you have to impart some energy in it. Something between 800 and 1200 Fahrenheit is typically used in stress relieving. That thermal energy goes into the part and relieves the stresses.
You could also do that mechanically by a high frequency vibration. It’s not as common. I believe that it’s actually a propriety process, if not patented. It would be for something that you did not want to subject to 800-1000 degrees Fahrenheit because that doesn’t come for free. Obviously, in a ferrous material at that temperature, you’re going to have some oxide forming on the part. You may or may not be able to utilize the part in its final function with that oxide on it.
Those are typically the two ways to do it. Can it occur naturally over time? Yes, but none of us have that kind of time.
Alyssa Bootsma: You did mention how it doesn’t necessarily mean that it’s more likely to break if that part is not relieved, but what parts would suffer the most if this process was done incorrectly?
Michael Mouilleseaux: Probably weldments. The detrimental effects of not having stress relieved of weldment would be the most significant. In welding there is a whole range of temperatures proximate to the weld — everything from room temperature to maybe 3000 degrees. That whole range of things changes the structure of the steel.
Leaving it in that condition makes it susceptible to any number of things — embrittlement, accelerated corrosion, and others. There is every reason to stress relieve something like that and almost no reason not to.
Doug Glenn: That’s weldment. Do they do a stress relieve after a braze as well, or is that not as common?
Michael Mouilleseaux: Typically not. The reason for that is, in brazing, the entire assembly is brought up to the same temperature. Then it’s cooled at the same rate.
Bethany Leone: I have two brief questions: 1. How long does stress relieving typically take? 2. Would we see the effects of incorrect stress relieving, or failure to, once something goes to quench?
Michael Mouilleseaux: The first question — would you necessarily see a failure? Those would be extremes. I’m more familiar with stress relieving fabricated components that are machined. Take a gear. They forge a blank and maybe machine out the center of the gear, machine the exterior of the gear, cut the teeth in a shaping operation (a hobbing operation or skiving or other ways of generating teeth).
"You have this part, and it needs to be heat treated. To assume that all of those machining operations would have no effect upon that whatsoever is not a good thought."
Then comes a comprehensive program of evaluating how best to heat treat a part. It doesn’t matter if it’s out of a medium carbon alloy steel or it’s a low alloy steel and we’re going to carburize it, what’s critical is that it’s going to get heated. The material is going to transform into austenite and cool rapidly or quench it. That’s what’s going to cause the hardening operation on the part.
In doing that, there are going to be changes in size. In hardening a part, you get a volumetric expansion. Thin sections are not going to expand as much as larger sections. A misnomer is, “You shrunk the hole.” You haven’t shrunk the hole! The material around the hole has expanded, the exterior portion of that area has increased, and the interior portion of that has decreased.
If you have a spline in that hole, now you’re on for something else because their teeth form in that spline. If it’s in a long section, then how uniform it’s been hardened has to do with whether or not it goes out of round or their taper. There are any number of things there. Those are all critical to the operation of this gear.
But what we have to take into consideration is the broaching operation. We drill a hole, and we put a broach bar through it and cut all of these teeth. All of that has imparted stress in the part.
One of the preliminary things that needs to be done is you stress relieve the part and give it back to the manufacturer. They measure it and say, “Oh, oh, it changed!” That change is not something the heat treater can do anything about. That’s the physics of what happens when you work-harden a part. This all has to be taken into consideration and addressed before we talk about what’s the heat treat distortion.
Bethany Leone: And the other question I had: How long does it take to stress relieve?
Michael Mouilleseaux: Typically, if it’s held at an hour or two at temperature, it’s thought that 1000 degrees for an hour at temperature will relieve most stresses.
Now, in a component part, we’re going to go higher in temperature. Although we’re not going to go high enough to austenitize the part, we’re going to go high enough in temperature that we know we’re going to relieve it.
Michael Mouilleseaux: They’re cousins. Stress relieving, the implication is that you are doing that simply to relieve prior existing stresses. In annealing, the implication is that you are going to reduce the hardness of the microstructure for the purposes of machining or forming. In annealing, there’s subcritical and supercritical and a hundred different flavors of that.
Doug Glenn: I’m trying to get a sense of what percentage of heat treating is stress relieving. Is it super popular? It seems to me it would be very common.
Michael Mouilleseaux: Interestingly enough, I’m going to say that the majority of the gearing product that we do, we incorporate a stress relief in the initial stages of heat treating. By putting the part in and raising the temperature to a stress relieving temperature and then taking it up into the austenitizing temperature, you’re not shocking the part. You’re not just taking it from room temperature to carburizing temperature or hardening temperature, and thereby you’re reducing the thermal stresses. So, you’re not imparting any more.
Doug Glenn: Stress relieving may often be done as a part of another process?
Michael Mouilleseaux: It can be, definitely.
Doug Glenn: Let’s move on to the second forgotten heat treatment.
Michael Mouilleseaux: I don’t know about forgotten. I’m going to say that it’s getting short shrift, and that is conventional atmosphere carburizing. What’s sexy in heat treating? It’s low pressure carburizing and gas quenching. It’s growing very rapidly and it’s being used in a lot of applications.
We’re subject to the same ills that Mark Twain identified years ago, and that is, “To a man with a hammer, every problem looks like a nail.” Low pressure carburizing and gas quenching, they can save every distortion issue that’s ever been known to man in heat treating, and they don’t. They are other tools in the box, applicable to a lot of application. They are great processes, very targeted and specific. You know, sometimes you need a screwdriver instead of a hammer.
Conventional carburizing: It’s been around for a hundred years. What’s different today than what it ever was? Certainly it has everything to do with the control systems that are being used to control it. It’s eminently more controllable now than it has ever been. It is a precision operation, and it has many applications. By the way, it’s far more cost effective than carburizing would be. In vacuum carburizing, the cost is multiple; is it two, three or four times more expensive? It depends on how you calculate cost of capital and all of those things. But it’s a multiple, more expensive than conventional carburizing.
Doug Glenn: To do vacuum carburizing?
Michael Mouilleseaux: To do vacuum carburizing, yes. Should it be used in every application? I’m going to say no. Are there definite applications? Definitely.
Doug Glenn: Conventional carburizing, atmosphere carburizing is another area largely forgotten. I know it’s quite popular, but it’s not getting a lot of discussion these days.
Michael Mouilleseaux: Right. Any time there is an issue with a carburized part, everyone knows to ask the question, “Why don’t you vacuum carburize it?” The answer to that is, “Let’s solve the problem before we decide what it is that we need to do.”
Karen Gantzer: Mike: At a very basic level, can you explain why do heat treaters use endothermic gas?
Michael Mouilleseaux: In atmosphere carburizing, we need a method of conveying carbon to the part so that we can enrich it; that’s what carburizing is. The carburizing portion of the atmosphere in endothermic gas is carbon monoxide. Carbon monoxide — that’s the reaction at the surface of the part — the carbon diffuses into the part. That’s how you generate a case in the part.
It’s a relatively inexpensive form of carburizing. You use natural gas and air in what we call a “generator”, and that’s how endothermic gas is generated. Then, it’s put into the furnace. There’s almost no air in a furnace. People think you’re going to look in a furnace, and you’re going to see flame. You never do because the amount of oxygen in the furnace is measured in parts per million. You put additional natural gas to boost the carburizing potential of the atmosphere, and that’s what allows you to diffuse carbon into the part. That is the case hardening process.
Doug Glenn: Conventional carburizing is done in a protective atmosphere, typically as an endothermic atmosphere which is rich in carbon monoxide.
Michael Mouilleseaux: Yes.
Doug Glenn: A lot of times we’re worried about oxygen in the process because of potential oxidation. Why is it that we use a gas that has oxygen in it to infuse carbon? I know it’s got carbon, but it’s also one C and one O, right? Don’t we run into problems of potential oxidation?
"Comparative Study of Carburizing vs. Induction Hardening of Gears"
Michael Mouilleseaux: In endothermic gas there is hydrogen, nitrogen and carbon monoxide, and there are fractional percentages of carbon dioxide and some other things. The hydrogen is what scrubs the part; that’s what kind of takes care of all of the excess oxygen. The nitrogen is just a carrier portion of it, and the carbon monoxide is what is the active ingredient, if you will, in the carburizing process.
The carbon diffuses into the part. If there is an oxygen, it’s going to combine with the hydrogen. Preferentially, you’re not going to have any free oxygen in the furnace, but you can have a little water vapor. One of the ways of measuring the carbon potential in the furnace is a dewpoint meter. The dewpoint meter is measuring the temperature at which the gas precipitates out, and that’s a monitor or a measure of the carbon potential.
Doug Glenn: A dewpoint analyzer helps you know what the carbon potential is.
Michael Mouilleseaux: Yes. It’s not as good as an oxygen analyzer.
Doug Glenn: An oxygen probe.
Michael Mouilleseaux: The oxygen probe is in the furnace, measuring constantly. You get a picture; you have continuous information. It’s not that there aren’t continuous dewpoint analyzers, but you have to take a sample from the furnace. It has to be taken to an analyzer wherein it is then tested. Best case scenario is you have both of them and you compare the two of them. That gives you a really great picture of what the atmosphere conditions are in the furnace.
Alyssa Bootsma: For a bit of background knowledge: What is the difference between endothermic gas and exothermic gas?
Michael Mouilleseaux: Endothermic gas has 40% hydrogen and 20% carbon monoxide. 60% of it is what you would call a reducing atmosphere. The way that you make endothermic atmosphere is 2.7 parts of natural gas and one part of air. You heat it up to 1900 degrees, and it’s put through a nickel catalyst. You strip off the hydrogens. The gas dissociates, and that’s what results.
Exothermic gas is six parts of air in one part of natural gas. You only have 10 or 15% hydrogen. Although it’s not an oxidizing atmosphere, it’s very mildly reducing.
It can be used in annealing, clean annealing. If you’re annealing at 12-1300 degrees or more or in that ballpark, that kind of an atmosphere is going to keep the work clean. If you did it in air, it would scale.
Bethany Leone: Is there an industry (automotive, aerospace, energy) that it would be most helpful for those parts to be typically atmosphere carburized, and/or is it just generally helpful for all types of industries?
Michael Mouilleseaux: First of all, the transportation industry is the lion’s share of heat treating — automotive, truck, aircraft. Atmosphere carburizing is extremely popular and commonplace in those industries.
If we said that we were going to have a seminar and I’m going to talk about atmosphere carburizing. Somebody else is going to talk about low pressure carburizing in a vacuum furnace. Everybody’s going to go over to the other room. Folks feel they already know what this is all about, and they know what all the problems are. They think that the vacuum carburizing is going to solve all of them.
When you work with the proper kinds of controls, the proper kinds of furnace conditions, the right way of fixturing parts and cleaning them ahead of time, you can have extremely consistent results. You can have extremely clean parts, and you can have very good performance from these things.
What the Europeans call “serial production”: we run millions of gears per year, and we have very consistent case steps in hardnesses as a result of good practice. All of these things need to be monitored and controlled and taken care of. But the results are also very consistent and very predictable.
Doug Glenn: Interesting. And it’s more cost-effective, I’m guessing. Conventional atmosphere carburizing, on a per part basis, is going to be substantially less expensive.
Michael Mouilleseaux: We’ve looked at it. Is it two times, is it three times, is it four times more expensive to vacuum carburize a part? The answer is yes. The question is, does that component justify that? There are any number of them where it does.
Doug Glenn: Where it does justify it?
Michael Mouilleseaux: Yes, absolutely.
Doug Glenn: Let’s go on to #3, the third underdog in heat treating.
Michael Mouilleseaux: Number three is marquenching. Marquenching, martempering, and hot oil quenching are in the family that describes this process.
Martempering is different than just quenching in oil, quenching in regular fast oil. Regular oil is going to be 100 vis, and it’s going to be from 90 degrees to 150 degrees. All kinds of low hardenability, or parts that don’t have a lot of adherent alloy in them, you utilize that so that they can be fully hardened. But components that are distortion-critical, quenched in that manner in regular oil, there is going to be a high degree of distortion. How is that addressed? It’s addressed in marquenching.
Let’s take an example of a carburized gear. A carburized case is heated to 16-1700 degrees and carburized. Best practice would say that I’m going to reduce the temperature before I quench it, and then I’m going to quench it in oil. Do I understand that: I have to have loading that spaces the part; and the parts need to be fixtured in such a way that, physically, they don’t impede on each other; and I get full flow of oil, and all of those things? The answer is yes, yes, and yes.
The martensite starts to form in the case at, let’s say, 450 and it’s plus or minus 25 or 30 degrees or so. Take that part and put it into the range where the martensite starts to form, and hold it at that temperature and let the entire part cool down to that 450 degrees where the martensite is starting to form. Then we remove the part from the furnace and allow it to cool in air to room temperature. At that point, the cooling rate is much lower than it it’s going to be where you’re conducting that in a liquid medium. Because of that, the stresses are going to be less, the distortion is going to be less. That is a strategy for reducing distortion.
You ask, “Why do you need to do that.?” Again, the man with the hammer: I’m going to gas quench this part because I have the opportunity to gas quench it, and the gas quenching doesn’t come for free. The shadowing effects of a gas flow has to be taken into consideration, orientation of the parts. There are a number of things that need to be taken into consideration.[blocktext align="left"]There are a number of applications where in marquenching a part, the distortion can be controlled. We process a lot of gears, and we maintain 20/30 microns of total distortion in ID bores on gears. It is a viable way of controlling distortion.[/blocktext]
Doug Glenn: We say marquenching.
Mike Mouilleseaux: Or martempering or hot oil quenching.
Doug Glenn: The “mar” part of that comes from martensite? I want have you explain what exactly martensite is. But is that where it comes from?
Mike Mouilleseaux: Yes. We’re getting right into the start of the martensite transformation.
Doug Glenn: There are different microstructures in metals. Austenite is pretty much the highest temperature, and it’s where the molecules are almost “free floating.” They’re not liquid, but they can move around. (This is very layman’s terms.) That’s austenite.
What causes distortion is when you’re cooling from austenite down to the point where that thing is, kind of, locked in; that can cause distortion in there because the molecules are still free to move. Some areas cool faster than others, and when you have that, you can get twists and turns or bulges. Once it gets down to the martensite temperature, that’s when things are, locked in. Is that fair?
Michael Mouilleseaux: The other thing that happens is you’re going from a cubic structure to a tetragonal structure. You’re asking, “Why are we there?” That’s where the expansion comes. The close-packed tetragonal structure takes up more volume than the austenitic or cubic structure. That’s where the volumetric expansion takes place.
Doug Glenn: At a higher temperature, the molecules are arranged in such a way that they take up more space; there’s more space between them.
In the cooling process with marquenching, if you bring it down just to the point where it’s, what Mike referred to as, the ‘martensite start temperature,’ that’s the temperature where things are just locking in. But it’s not so drastic that you’re dropping way down in temperature so that there are larger temperature differentials and things are really starting to get torqued out of contortion because of the difference in the cooling rates in the part.
Michael Mouilleseaux: The other part of that is that the formation of martensite is not time dependent. It’s not like you would have to hold it at 400 degrees for a longer period of time than you would at 200 degrees to get martensite. At 400 degrees, you’ve got some percentage of transformation. Say, it’s 30%. The transformation is temperature dependent. Because it’s temperature dependent, you can take it out and slow down the cooling rate. Then, as the transformation takes place, there is less stress, and if there’s less stress, then there is less distortion.
Again, it’s typically going to be distortion-sensitive parts.
The simplest geometric shape is a sphere. There aren’t any changes in section size in a sphere. It can be rotated, and you’ve got the same section size. You don’t have the kind of thing where one area is cooling more rapidly than another.
A major source of distortion is varying mass. Like a hole in a block: one portion of the block is two inches wide, and another portion is an inch wide. To think that that hole is going to stay straight all by itself, that won’t happen because there’s more mass around one end. By marquenching it and slowing down the transformation, you’re giving yourself an opportunity to reduce the amount of stress that’s generated. It’s the volumetric expansion in the thicker section than in the thinner section. Your opportunity to maintain that hole so that it stays round and it stays straight is much better. Otherwise, the thin section is going to completely transform before the thicker section does.
Doug Glenn: Transform to martensite or whatever, yes.
Michael Mouilleseaux: The extreme case in that is if that happens rapidly enough, and there’s a large enough differential in section size, the part cracks.
Doug Glenn: That’s the nightmare for the heat treater.
Guest Michael Mouilleseaux with the Heat TreatToday team
Bethany Leone: Are there any instances where it’s definite that another way to manage distortion would be better than marquenching?
Michael Mouilleseaux: Sure. Again, what’s currently sexy in this industry is gas quenching things. I’m going to say that cylindrical parts that have a thin wall, when properly gas quenched, will give you better distortion control, better size control than it would if you’d quench them in a liquid medium such as oil. We don’t want to forget that marquenching can be performed in salt, as well.
If we were going to talk about a fourth one, it might be salt quenching because that’s one of those things that’s not commonly utilized. There is some real opportunity with it.
Doug Glenn: Mike, thanks for ‘dumbing this down’ for us. We appreciate it! It’s sometimes a struggle to state things simply, but you did a great job.
Are there any closing thoughts you’d like to leave with us regarding the nearly-forgotten, popular heat treat processes, or anything else?
Michael Mouilleseaux: How about the combination of all three that I just spoke about?
Doug Glenn: Okay. Well, how about that?
Michael Mouilleseaux: I’ve got a distortion sensitive gear, and we’ve figured out that there is some stress in the part as a result of the final machining operation. We stress relieve the part, we carburize it conventionally, and then we marquench it. Those gears that I spoke about where we’ve got 20 or 30 microns of ID bore distortion — that’s exactly what’s done there.
Doug Glenn: Okay. Stress relieve first, conventional carburize, and then marquench. A combination of three.
Mike, thank you very much. This has been really helpful and it’s been good to learn a little bit on our Lunch &Learn. We’ll hope to have you back sometime to make other things understandable for us.
About the expert: Michael Mouilleseaux is general manager at Erie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
By this time of the year, New Year's resolutions have fallen to the wayside. Rather than feeling discouraged, treat each day as a new opportunity for learning and advancement. Heat Treat Today compiled an easy-to-access resource for you chock full of heat treat technical information.
These 23 ways help you set goals to access new technology, connect with industry leaders, review old and trusted practices, and so much more. We hope this original content article is helpful and would love to hear from you in the Reader Feedback button below!
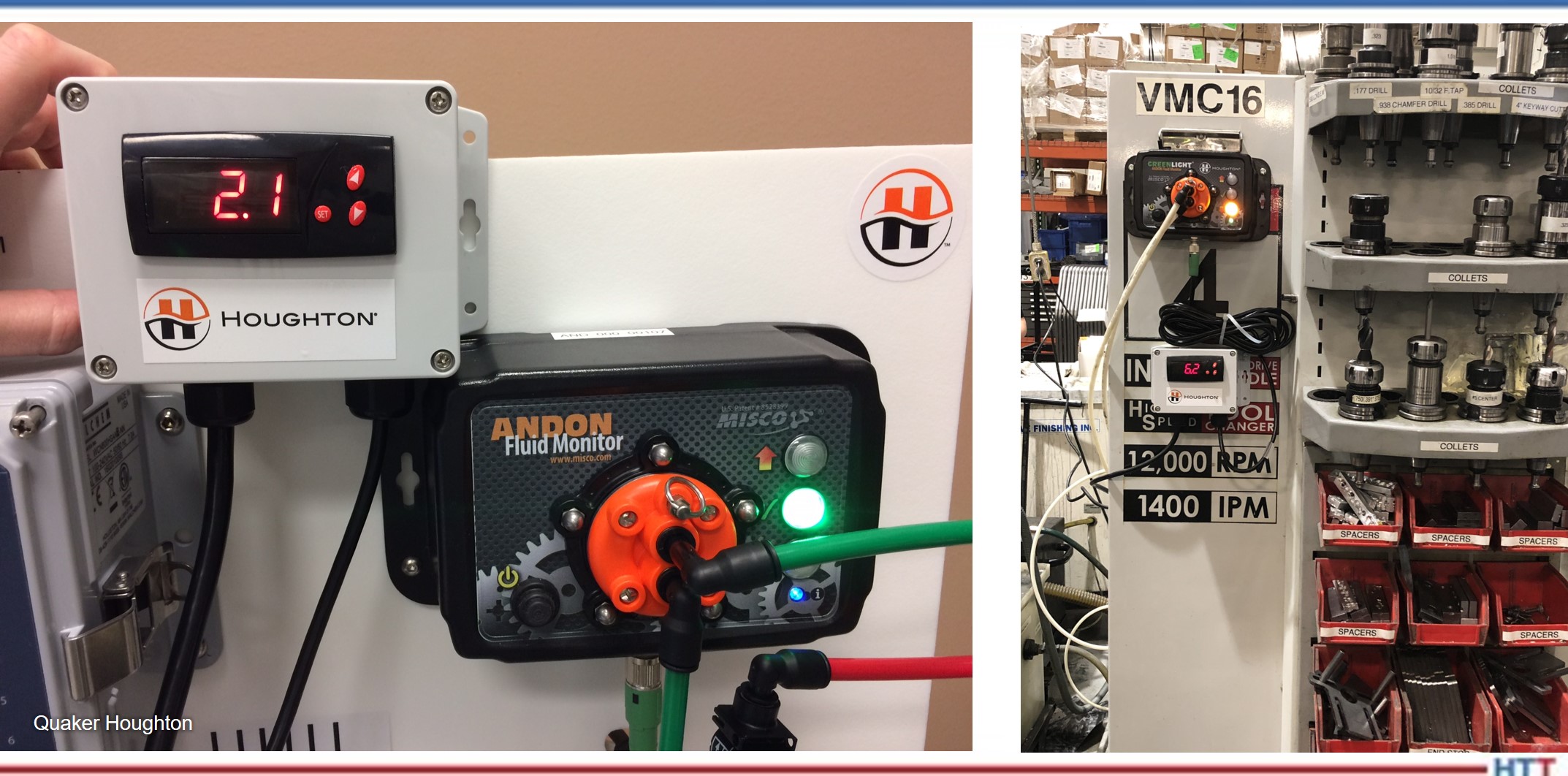
While this Heat Treat Radio episode about the advances in work flow planning software will be more interesting to our commercial heat treating friends, we think this topic is a fascinating one that speaks to Industry 4.0 and IIoT questions. The question: How are data and human machine interfacing technologies advancing to make the heat treat experience more efficient?
Watch, listen, or read about it in this Heat Treat Radio conversation between host and Heat Treat Today publisher, Doug Glenn, and Jeffrey Halonen, CEO of Steelhead Technologies.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: We’re looking forward to talking to you today about what is a growing interest, I think, to a lot of people in this industry, primarily because of the growing of technology and data and things of that sort. I know your company is heavily invested in job shop, plant-wide, organization-wide operating systems. That’s basically what we’re going to talk about today.
Contact us with your Reader Feedback!
The first question I wanted to ask you is, what do you think are, for job shop-type businesses, the two or three main reasons that makes them less profitable than they might otherwise be?
Jeff Halonen Co-founder & CEO Steelhead Technologies
Jeff Halonen: Great question. A job shop is a unique business. They don’t have the luxury of centralized planning, or planning in advance and architecting a plant, like they might do if they are making Chevy Tahoes where an immense amount of engineering goes into build a highly efficient operation so it’s highly predictable.
A job shop, on the other hand, is the opposite of predictability. Down to what parts, what hour, what time of day, how many customers, by week, by month. . . everything changes constantly. That buys a lot of inefficiency, not because what they do is overly complicated; it’s the complexity that grows both with a high quantity of customers and a high quantity of specifications they need to build to. Then, obviously, being at the end of the end-customer’s production cycle, the lead-times are often very high pressure because you have to make up time for all of previous mistakes and missed deadlines. You’re the last step before it gets on a plane or a train or goes straight to the customer.
We’ve seen room to improve these operations from a profitability and a data standpoint. Data is not something you’re going to be able to sell out in the market. In your plant itself, it is not very valuable, but it’s the decisions you can make with that data. Specifically, this is the case when it comes to profitability. For example, if you have five to twenty different processes or lines, which one is more profitable than the other? That should be something that you understand. This is what your business does: different types of business, even different part numbers, different customers, different lead times that you offer for customers, what’s your cost versus return on that.
The other opportunity, aside from analyzing the commercial side of all of your work, is your production. If you’re a job shop, generally you are parts in and parts out, go, go, go. It’s more of a service business than a slow moving, very technical manufacture.
So, basically, every time a job comes through your shop, you should be studying — what does it take to make that job go? Anything from the quote, to closing the sale, to receiving the order, to the physical paperwork, to notifying the floor, to building a schedule, to scheduling capacity, to executing production, providing instruction information, how you collect that data, even something as simple as how do you notify customers. Are you notifying customers on the phone or an email? You do twenty to thirty orders a day, 100 orders a day — it adds up quickly.
Invoicing — how do you generate your reports? Aggregate data — that’s the other thing that we see in job shops very frequently. The actual cost of executing an order on a marginal basis can be extremely high if you have many systems; or it’s paper-based; or it’s not streamlined.
Doug Glenn: Not just the processing of the part, in the sense of thermally processing the part, but you’re talking all the way from preparing the quote all the way through to shipping and anything at the end.
Jeff Halonen: Absolutely, Doug. In our experience, the job shop manufacturers are pros at what they do — the actual process. They’ve been doing it for years or sometimes decades. They have it absolutely dialed. In the physical processing of the part, sometimes there is room for improvement; but a lot of times that is a fine-tuned machine. Generally, it’s the business systems that surround it.
One thing that we like to point to is the very heavy investments that the industry makes in physical, tangible goods: natural gas, land, equipment, people, automation systems (physical automation systems). Where we see a huge opportunity is all the things you can’t actually touch and feel. It’s the digital operating system that your plant runs on, all the systems and processes that makes your business tick.
Doug Glenn: You’re talking about data in, from the very beginning of the process, all the way through. I don’t know too many companies, especially job shops, that are actually gathering that type of data. Is it possible? What are the costs involved, let’s say, of starting to gather that data from that point all the way through? It seems like that would be expensive and difficult to do.
Jeff Halonen: Absolutely, Doug. It feels like an asymptotic target. You can try really hard, and you can make progress; but that rate at which you make progress drops off really quickly. It’s what we see as a balance of cost of data and value of the data.
It’s not that manufacturers don’t value the data; they often do make an investments to get the data. They realize quickly that, with help with the proper tools, cost ramps up really quick. They essentially hit that floor or that asymptote, if you will, really quickly. They say, “OK, we are clearly extending more effort than it’s worth; so we’re going to dial it back. We’re going to go right here. That’s where we’re setting the knob, and we’re going to run our plant.”
"They are rudimentary data systems, and the cost is very low." Source: Unsplash
Unfortunately, with the tools available, that setting or their status quo tends to be paper, Excel, systems like that. If you have no system at all, not even paper, it’s very obvious that we need something. We write on paper, we highlight, we put it here, we do this, we do that, we have a whiteboard for scheduling, and you see a lot of yield from essentially those data systems.
They are rudimentary data systems, and the cost is very low. You spend a week or two, and you deploy it. You make it, run it, and get the value. Then you say, “Now, I want to track what part was in what oven at what exact time and exactly what went through. Now I want to see all the parts that went through this or that type of process. We’ve run that part number forty times — I want to see its performance every single time from a commercial standpoint. All of a sudden, the cost of obtaining that data — now you just have a wish list. You look out and say, “That’s going to be impossible. That’s way too much time to get that data.”
That’s really where deploying a centralized platform that takes in everything from the business — anything from inventory, to quoting, to operator instructions, to timing each process, to part numbers, to shippers, to invoicing — it all really is intertwined. When you can track every single movement of every single part going through the entire process, the cost of that data drops precipitously. Especially if you have reporting integrated. Now you can generate reports that will passively collect data as your operations go on. Whatever you look at on a daily, weekly, monthly basis to essentially run your plant.
We like to say, “Digitize, automate, optimize.” To us, these are three core steps to reducing the cost of data. First, digital. If you have no system, or you have paper, it’s very difficult to obtain actual data and actual insights from your plant. Even if you do digitize successfully, but you just have a mass of huge databases, that’s very low usability because now you need to be essentially a data scientist to go in and make it useful.
Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
Then, the last is optimization. The optimization itself often actually happens at the plant level where the management team is now in, what I would say is, a luxurious position of having a lot of their systems digitized then automated as well.
They have the data. They have the time to address it. Now they’re in the position of optimizing their facility. That could mean focusing on marketing; that could mean pursuing a new industry — developing a new process, training your operators. It could mean anything in the world — getting a new permit from the city, for example. These are things that optimize your plant to provide as much value as possible to the world. You have the ability to do that because you’ve done your homework to get your plant into a position to action that data and have the time available as well.
Doug Glenn: Right. You’re collecting the data that you need to make those types of decisions. I find it interesting some of the scope of the types of decisions you just mentioned, that job shops could make based on the data. That’s pretty interesting.
Let me ask you this, Jeff: do you have any examples in the heat treat world? Or where, for example, in the heat treat world do you envision there being some real business efficiencies here? Let me preface this one other way, too: a lot of the people that listen to this podcast are not necessarily job shops; they are what we call “captive heat treaters” who run high volume/low variability. But there are some who actually run high variability — a lot of different parts, maybe not exceptionally high volumes, or at least smaller volumes than our captive heat treaters. I guess, addressing those guys, or even the guys that run low variability - what are the business efficiencies we could see?
Jeff Halonen: It’s going to be different from plant to plant as far as the value you’re going to have because everyone has different proficiencies and profiles like you just mentioned. If you’re in a situation where you have a very high degree of mix, one of the huge inefficiencies that we’ve seen is they want to keep a really tight lead time; but they don’t have the ability to quickly and easily schedule efficiently. They keep all of their equipment at maximum capacity, so they keep as much throughput in the plant as possible. The inefficiency essentially shows itself in the quantity of ovens - they just simply invested in more equipment and just keep more ovens hot. They essentially overcapacitize which is both acap efficiency and an opex efficiency because you have to heat, maintain and run that much more equipment. That’s an environment where you have a lot of complexity, and the scheduling required or the inability to schedule efficiently is leading to capital inefficiency.
If you’re in a position where you’re on the other end of that spectrum, as you mentioned, Doug, where you have lower variability by part number higher volume; some of the inefficiencies there can definitely be more on the data systems — the data processes. Again, scheduling — if it’s a very simple schedule, you can schedule it very quickly and easily and very efficiently because you don’t have a lot of change. It is tracking that information — where are all the parts, for example.
A lot of times it’s the administrative time. People are walking out, still trying to find where the parts are. Simple things like order status or we ran this part with this lot number or purchase order or shipper number or whatever identifier you have — we ran this six months ago, what happened to that part? Often times, something as simple as that can turn into a 20, 30, 40-minute exercise instead of just quickly finding that information.
Doug Glenn: How about equipment inefficiencies? How can a system like yours that’s gathering all the data - how can it help us increase efficiency, just of the equipment that we have?
Jeff Halonen: The first step, as they say, to addressing an issue is knowing you have a problem. The first step is measuring what actually happens in the real world. You can walk out into any shop and just open your eyes and things are happening, right? But your knowledge of what’s happening is almost just instantaneous. As soon as you go to the ball game later, you’ve forgotten all about that pile of parts or that empty oven that you saw. If you have a situation where at the end of the day, week, month, quarter, you have the raw numbers - we know it can do X amount of parts or racks or pounds or whatever the metric is - and it did Y and that’s X percentage below that number, the numbers speak for themselves.
Jeff Halonen and Doug Glenn Source: Heat Treat Today
As far as what the team can do to address the problem, that could be any number of things from a plant management standpoint. That’s where it really gets into the optimization side. Although one thing might be scheduling efficiency. If we find that turnovers or essentially thermal profiles or run speeds or whatever it may be, if we have an opportunity to batch production, increase density which might be a scheduling exercise, we might explore that.
That could also come back into business strategy — it’s all very related. For example, you might offer to expedite fees — fast turnaround at a higher price — but then lower price for long turnaround time because that now gives you the privilege of organizing your work in a more efficient way and providing the same value at a lower price. If that end customer has the time in their schedule, they can say — hey, I want to save money and have my job done in a week or so instead of 24 hours where I’m ready to pay a huge premium. That cost multiple can be dramatic and for good reason.
Doug Glenn: I have two more questions for you. One is a little bit hypothetical. I want you to kind of take a guess about the rate at which software and digitization, of the sort that you’re talking about, is coming into job shops. That’s the first thing. The second and last thing I want to ask is for you to just kind of take us on a walk through, to the best that you know, a heat treat business. How might a system like yours look?
A lot of people say, “Listen, I’ve got my system in hand, I’m okay the way I am.” First, is it coming? Do you think people are going to have to get to this digitalization sooner or later?
Jeff Halonen: I believe so, yes. I understand you can definitely run a shop on paper. You can run it on Excel. As far as macrotrends out in the world, consider first the technology available. The team at Steelhead is obviously very competent with a lot of really great software engineers, but the tools available have progressed dramatically over the last couple of years. We’ve run into heat treating shops that are using a system they may have installed in the ‘90s. It does functionally work, but we do see a lot of symptoms, essentially adverse symptoms, to the business by choosing to use a less effective system. That usually comes in less actionable data. It does facilitate the physical paperwork needed to run your plant, but it’s not a competitive advantage. It just is kind of there, and it’s just kind of barely acceptable. The employee morale is not great - people don’t love using systems where they have to reenter data. They can’t work from home. There are so many different currents that are coming in there.
The other one is the end customers often like more and more visibility and more and more traceability into plants. Transparency, visibility, traceability. I don’t think it’s a situation where it’s going to become unviable to run a shop without really advanced technology. I do think, over time, it will be a situation where the competitive profile is one where there are clear advantages to the shops that embrace the wholistic business advantages that come with that.
Think about your customers — they’re buyers just like anyone else. Everyone loves shopping on Amazon or their favorite website. They get the notifications; they can track everything. You order a pizza at Dominos, and you can see them rolling out the dough and putting on the sauce. The predictability and the visibility is something that is really important.
I think, over time, it is certainly something that the end manufacturer is really going to continue to drive (even automotive, traceability and everything like that). As the requirements of data go up, and the competitive landscape starts to adopt more and more of this technology, it’s going to be more and more of a disadvantage in the competitive landscape to be not at the cutting edge of that technology.
Doug Glenn: Pretty soon it’s not going to be cutting edge, is my thinking. As more and more people are adopting it, it’s going to become easier to adopt. I’m assuming it’s going to be easier to install, easier to launch into any business.
Take us through that, as a job shop. Any of either our captive heat treaters that have a high variability of products or a lot of our commercial heat treat shops which have high variability of products — how would it look? Start us as early as you can in the process and walk us through it.
Jeff Halonen: Starting at the beginning of the process, if you say, “I’m interested. I need a system. I can just feel it. I can see it. I know there is opportunity to improve our business.” Or, “We feel like we really optimized everything about our business, but we still feel like we have restrictions on growth.” This could be — it takes a lot of energy from the management team, the ownership team that are involved. One question I like to ask is: if the business going through your business or business unit doubles, do your headaches double? Do the amount of hours you work double? To me, that’s symptomatic of room for system improvement.
Early on in the process it starts with some level of interest, some level of intrigue. I think this is something we can improve on; our plant manager is complaining that they can’t work from home. Whatever all these issues are that manifest themselves; or you’re losing jobs in quoting, and you’re not sure if you’re a high price or a low price or margins might be unclear; you’re not satisfied with the level of data. Basically, that’s generally where we start our conversations with plants.
We really take an approach of both informing about what’s possible on the tool and what’s impossible on a modern platform. Then we also do a value assessment. How do you do this? How do you do that? That kind of third party provides a great, almost, sounding board to say, “Okay, here’s an itemized list of room for improvement.”
Honestly, that’s what really makes it compelling. When we can sit down with a potential partner and identify how we can actually improve the business in very real and definitive terms, not just insights that you can use to drive your business. Also here’s how much time you spent here, how much time you spent there. It’s a combination of calculating hard costs and hard opportunities and then the upside with the actionable insights from the system.
From there are the deployments at Steelhead. [blocktext align="center"]We do direct-to-direct service, so no third parties. A Steelhead team member will essentially go through a lot of meetings and plant walks, in some cases, and essentially reverse engineer your plant.[/blocktext] Where do parts come in the building, and then what? Then they go here? Do they always go there? Sometimes. Can they be run together? We will ask a million questions to essentially reverse engineer the flow of your plant, and then we design the system to reflect your current operations. Not - here’s a software, now bend your plant over backwards to match the software. Whether it’s quoting, workflow automation, or reporting or any of the other parts of the system, we’re going to want to ask as many questions as possible to configure the system to match your plant.
Doug, you mentioned the cost is going to go down, over time, of technology. Absolutely. Because one thing we can do very quickly since our platform is essentially kind of like a build-your-own; it’s almost like Excel except it’s Excel that is highly, highly engineered to work for this specific industry. One thing we can do is we can prove it out really quickly. So, in just a few hours or a couple of days, we can essentially build your plant, or a part of your plant, and then run your work through your plant and say, “Okay, pick up a quote and let’s write this quote. Here’s a purchase order, let’s do the purchase order. Let’s take this tablet and go out to your plant and step it through your exact operator interfaces. Let’s collect that data. Let’s track it; let’s sit down in the conference room. Let’s pull up the reports, the inventory.
That’s one thing that we really like to do early on — whether it’s in the late sale cycle or evaluation or sale cycle or early on in deployments — is prove it works. Because one of the things we’ve seen time and time again are the horror stories with plant operating software: we’ve tried for 18 months and we put in tens or hundreds of thousands of dollars, and we pulled the plug. We went back to whatever we were using before. So, proof of concept really quick.
The other thing is the actual deployment going fast. We like to go hot and heavy, kind of rip the Band-aid off, not drag it out over months. We like to go 2-4 weeks, training the team, iterate, iterate, iterate, test, test, test, test, test, because everyone says how it should work. We build it, and we test it and then there are always a couple of tweaks.
From there, we have a customer success team, as well. Whether it’s a phone call, email, zoom call, or training, we like to have someone available to answer the phone. Our philosophy is that your digital infrastructure isn’t something that should be optimized for low cost because we feel that the service that comes along with it — including a team of experts — is critical. Like a wiring harness for your automobile, it runs your entire plant. When your plant changes and you have changing requirements, to have “pros on your bench” to make adaptations real time in your plant is highly valuable.
Our approach is full service. We kind of own the functionality of the system in your plant — anything from the deployment to ongoing support. We’re always one degree away from engineering, as well. Occasionally when there is a bog or something is not working properly, our engineers are right there on calls with customers to make sure everything is working properly.
Doug Glenn: They can jump into the system and reprogram, as necessary.
Jeff Halonen: Absolutely.
Doug Glenn: Run us through this one then, if you would: Let’s say there’s a company — and you’re going to have to take a very generic-type job shop — that has your system already. It’s fully integrated and everything is working well. What does it look like? The reason I ask this is question, is I think a lot of people have trouble envisioning what it would look like and how it would be different than what I’m doing now.
So, a company that has your system, they go to do a quote for a job, and they receive an inquiry. Is the process they follow any different than what they would have done before your system was there? Let’s just take that first step, process and RFQ: how is that going to change from if they didn’t have your system?
Jeff Halonen: Something like quoting can be a fairly dramatic change, depending on what the current system is. Current systems can be Microsoft Word and Microsoft Outlook and maybe an Excel sheet to track the quotes. A lot of time to administer them and then there is pretty limited visibility. The transaction that we’d see there with Steelhead is that you can actually build a fully automated quote so you can define the algorithm: all of your flow charts, your Excel sheets, square root functions, looking at the mass of the part, specific gravity, material, etc. We can even reference the current price of natural gas. So, you can build models to reflect how your business runs and reference the past performance of that job.
What that looks like for quoting is that you’re able to build the quote all in one system. You might have multiple people involved in the quote: one person is working with the customer to verify requirements, verify inputs, ask questions, gather more data, and then it lands in someone else’s inbox. Now, a streamlined workflow allows the owner or the plant manager or sales manager can now approve that quote and then sending it to the customer instead of sending it through email and downloading and moving things around, we can send it right out of the platform, attach a file. We can track and see when the end customer is opening the quote. Also, your sales team has a lot of tools. They can say, “Hey, what quotes have never been opened? Hey, we should probably make a phone call. We put a lot of effort into those quotes, why don’t we call them and see what’s going on?” There are a lot more analytics but also just speed.
Another thing we’ve heard a lot is that a customer calls, they send a purchase order that references a quote to go, and find that quote can be a challenge because it’s in someone’s inbox, unread. Instead, they can have one platform to grab the quote, convert it to an order, and now you’re running production! It’s all the same data, it’s your plant. You’re not going to start quoting using different laws of physics. It’s about streamlining what you do today and replicating what you do today, but improving the customer experience, improving your team’s experience, and quoting faster, which leads to more jobs.
Everyone wants the thing quickly. If you can go from two days to two hours or from five hours to five minutes, that can have a dramatic impact on winning deals. For example, I’m in Chicago on vacation, and a customer calls, asking, “Where are my parts?” or “What happened to these parts?” Option A is you’re making phone calls back to homebase, someone is rummaging around looking for the information, and it’s not very enjoyable for you, your team, or your customer. But, it could be you put that customer even on speakerphone or mute, look for 30 seconds, and just text them the file right off your phone in real time! It’s the speed of accessing data, customer service, and actual insights, but a lot of it is workplace satisfaction.
We’ve literally been in shops where people are threatening to quit saying, “Our system is so bad” right in front of the president of the company. . . “I’ve been saying for years, we need a new system. I’m at my wit’s end because what I have to do is so painful and repetitive every day just to make the plant go.” It can manifest in a lot of different ways.
Doug Glenn: Give me a quick history on Steelhead.
Jeff Halonen: Steelhead Technologies was founded early in 2021 by a team of software engineers, mechanical engineers and manufacturing engineers. We started with the need of a single customer who talked about their pain. This particular customer was running on paper; whether it was contacting customers, instructing operators, tracking information, finding information, even something as simple as a customer calling with a phone call asking for information on a job, all were huge disruptions in their day. It took half an hour and they had to physically go find people and paper. Everything was in a huge storage room at the end. What the Steelhead team heard was a high degree of pain and essentially a plea for a solution. So, we founded Steelhead Technologies to address that need.
Source: Steelhead Technologies
The team has grown really quickly, and we’ve raised 2.5 million dollars in investment capital here in 2022. The team went from an original team of about 6 to up to 16 now. As I mentioned, everything is kind of the direct service model. Whether it’s sales, deployments or customer success, it’s all team Steelhead across the board. Everyone is an expert in the platform, and everyone is one degree backed up by our team of engineers. We have six engineers that work fulltime on Steelhead making it the best that we can.
Our customers are amazing. Everything that we work on is driven by a customer request, someone out in the field, using the tool and saying, “Hey, what if. . . ?” or “Hey, this could be better” or “This extra effort. . .” or “We would really like to know this. We are trying to achieve this business objective, but we need that.” That’s really where the Steelhead team excels is taking essentially what we view as requirements and building a platform to meet those requirements.
It's really exciting. What we found is that [we can really help] the job shop industry, specifically, and also the high throughput — or even the high-mixed captive shops as you mentioned — where there is no build materials, no engineering team, no design release, and no supply chain. It’s go, go, go. The assumptions change by the day, hour, or minute, and everything is fast paced. We’ve seen a huge lack of automation and data in the space. With high quality, purpose-built technology for this fast-paced, almost, service type of manufacturing, with specifically built tools, we’re able to achieve minimal effort to achieve each job. To minimize all of the administrative effort, but also aggregate extremely detailed data down to operators, part numbers, and equipment, without driving up costs or sacrificing ease of use. That’s our core strategy.
Our customers are incredible, and a lot of our recent success has been just keeping up with our customers since they’re always pitching for a new tool or feature. We roll out a couple thousand lines of code to address this and they’re like, “This is good, but it needs that.” That’s the other thing — software is a service, so we’ve long accepted that we are never going to build the software and just ship it: it’s a continual living beast, whether it’s cybersecurity, speed, everything. So much of it is service because this type of software [requires] pros to extract the maximum value from it.
Doug Glenn: All right, last question. This is your challenge question for the session here. You, personally: What do you find most interesting and exciting about it? When you look into the future, what are you excited about?
Jeff Halonen: What excites me the most is the transition that shops can see by adopting technology and systems whether it’s impact to the bottom line — which we’ve seen in some shops, where it’s really stunning — or something else. A marginal labor cost where one customer’s job takes three minutes and another takes nine minutes. . . The manufacturer can now address that 3X marginal labor cost with the data where, before, they were just eating it. “This customer is not profitable; we’re not doing that; we are no longer accepting batch sizes below X, because we’re armed with the data.”
What really excites me personally is the journey that each of these plants are able to go on. I also get really passionate about when I’m able to see a difference between the way things are and the way they could be. That’s what every single interaction with our partners is: we see the way that they are and we work really hard to build the best one possible. So, it’s like, hey, look at this difference? Look what we can do? It’s that sense of accomplishment on a customer basis to really get as much as is possible out of their time, resources, people and their entire enterprise.
Doug Glenn: It’s kind of nice seeing the smile on your customer’s face, I think, right? When things go well, to be able to say, “Man, that was good!”
Well, Jeff, thanks. I really appreciate it. It’s very exciting. It sounds like you guys have got a lot of interesting things going on and, hopefully, some of our readers/listeners/viewers will be able to give you a call but thanks for joining us.
Jeff Halonen: Thank you, Doug. Thank you very much.
About the expert: Jeff Halonen is a co-founder and the CEO of Steelhead Technologies, a plant operating system provider serving job shop manufacturing plants in the USA. Jeff is a Mechanical Engineer by training and spent several years at General Motors before starting in technical sales and manufacturing software. Jeff most enjoys the personal impact that he can have on customers when they discover exciting new ways to run their business. Residing in South East Michigan, Jeff enjoys time with friends and family, being outdoors, and playing hockey.
Heat TreatRadiohost and Heat TreatTodaypublisher, Doug Glenn, is bringing us to the world of salt bath heat treating. To take on what this is and why heat treaters should consider this method, Doug is joined by three gentlemen with Kolene Corporation: Dennis McCardle, Ken Minoletti, and Jay Mistry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome everyone to another episode of Heat TreatRadio. I’m really excited today to be talking about salt bath heat treating with the good people at Kolene Corporation. Let me introduce the folks and then we’ll get rolling.
Contact us with your Reader Feedback!
First off, gentlemen, welcome to Heat TreatRadio, I’m really glad to have you. The first person I would like to introduce is Ken Minoletti who is vice president of Thermal Processing at Upton Industry, now a Kolene Corporation company. Ken has 45 years of experience in all areas of the company operations relating to the design and manufacture of salt bath furnace systems and other thermal processing systems. When Kolene purchased Upton in 2021, retaining Ken was a critical part of the terms of the sale. He’s an expert in the field and well respected in the industry. I have known Ken for many, many years. Ken, it’s really good to be visiting with you today.
Kenneth Minoletti VP of Thermal Processing Upton Industries, Inc. - a Kolene Company
Ken Minoletti (KM): Thank you for the invitation, Doug.
DG: The next person is Dennis McCardle. He is the executive VP of Kolene Corporation and has 34 years of experience at Kolene in all aspects of salt bath manufacturing and operation. As executive VP, he is very well respected and considered an expert in salt bath technologies for industry, serving hundreds of customers. Dennis, welcome, it’s really good to see you. I’ve known you for many years as well.
Dennis McCardle (DM): Thank you, Doug.
DG: And finally, last but not least by any stretch: Jay Mistry, senior sales representative of heat-treating chemicals at Kolene and Upton. Jay came to Kolene in 2001, as well, with 33 years of experience at Park Thermal International as their former CEO. Jay is a high-energy, forward thinker, which I can attest. He cultivates and maintains strong industry relationships as the head of Kolene’s heat treat chemical sales. Jay is a wealth of important historical information and ideas.
So, there you go. Gentlemen, you sound good to me already!
We were talking before we hit the record button that when I read these bios, I said, “Boy, we sound good.” Fortunately, we can say, those are true. It’s really good to have you guys.
We want to talk about salt bath heat treat a bit. Just for the listeners, I want to lay out a bit of an outline. What we’re going to do is we’re going to talk a bit about Kolene Corporation first because there’s been some pretty significant activity at Kolene. We’re going to talk to Dennis about that for a minute. Then, we’re going to talk about the equipment -- salt bath equipment; we’re going to talk to Ken mostly about that. Then, we’re going to talk about materials.
I want to talk to you a bit about Kolene. There is a lot of activity over there.
DM: There’s a lot of activity. We’re very excited.
DG: Tell us a bit about the history, first, very briefly.
Dennis McCardle Executive Vice President Kolene Corporation
DM: Sure, my pleasure. Kolene Corporation was founded in 1939. We’re a privately held, small business in Detroit. We’re a single-source supplier of process equipment, process chemistries, technical service and support, R & D, development, lab support services, engineering design capabilities -- I mean, we’ve got basically the whole gamut of supply chain.
Our processes are used in a wide variety of industries, Doug, so it’s really hard to go into them all. But typically, the difficult metal cleaning applications is where we’ve made our bones.
Then, when you look at it in 2021, we entered the heat treat marketplace with the acquisition of Upton Industries. It is a renowned name in the heat-treating industry, of both supplier of equipment but also technologies. We also, at the same time, took on the industry-proven chemistries of Park Thermal International. Those chemistries are really the lifeblood of what we’re going to be doing in the heat treat industry.
We’re very excited about the future and what we see coming along. When you think about it, both Ken and I were talking, and now, with the combined companies, we have 170 years of salt bath experience. It’s unbelievable synergy that we bring to our company now. It’s really exciting.
DG: That is exciting. I want to be clear on before the acquisition of Upton and things of that sort. What were the core markets that you guys were serving? You mentioned it was metal cleaning?
DM: Metal cleaning, yes. When you look at it traditionally, when we were initially founded, we were doing cast iron cleaning for the navy. We still do that process that was developed in the forties. When you look at it, steel, of course, to scaling, is the largest portion of our business. We also are in the engine remanufacturing sector, the aerospace sector. We’ve got a great deal of breadth, if you will, of the different industries that we supply our cleaning technologies too.
DG: The company has been around a long time. You mentioned Upton as being a well-established name. I have been in the industry a long time; I’ve heard of Kolene for quite a long time, even in the thermal processing industry, heat treat industry, if you will. You guys have been around.
DM: We have, yes.
DG: Before we move on to Ken and ask him some questions about the equipment, specifically, I’m curious -- and I’m sure many people out there would like to know -- What is driving this? You’ve acquired two companies, basically. What’s behind it? It sounds like you’re on a growth mode.
DM: We are. We’re a family-held company. We’re in our fourth generation now. We have always looked at that sector, the heat treat sector, as an opportunity. Obviously, when we were doing the salt bath nitriding, we touched on it a bit, but we really didn’t get into it as we wanted to see and experience. When we looked at it, it was always in the back of our minds, should we enter that marketplace?, It was one of the owner’s sons, Tim Shoemaker, who really started making the inroads of -- Why don’t we go after this? Why don’t we look at this more seriously? He was the driving influence along with his brother, Peter, to move into this. The opportunity arose. Everything fell together just beautifully at the right time, place, and it just worked out fantastic.
DG: Let me transition over to Ken because I want to just kind of piggyback on that. Dennis, thank you very much. I want to talk to Ken just a minute about the whole acquisition -- Upton becoming a part of Kolene. Can you give us a quick overview of how that happened?
Peter Shoemaker Vice President of Purchasing Kolene Source: PRNewsWire
KM: Sure. Obviously, everybody looks to continue the longevity of the corporation as we proceed. We’re all not getting any younger! Upton was started in 1937, so we were two years ahead of Kolene Corporation. It had always appeared, in my opinion, to be a very good fit. They are parallel lines of salt bath treatment. We actually competed against Kolene for a number of years, primarily, but we found our mainstay to be in the heat treat industry when it came to thermal processing. The passing of the president of our company opened up the potential for the merger or acquisition, and it worked out very well. We worked with the Shoemaker family and came to an agreement back in October. So, we’re really completing our first year from October of 2021. We’re one year into our leadership as a Kolene company. But they said they understand the importance of the brand name of Upton and, obviously, that will not be going away.
DM: It is a key point. That name is really very important to us in the branding. It’s something we don’t ever want to lose.
DG: Both those companies are very good names in the industry -- Park Thermal International and Upton.
So, Ken, Upton has been located where?
KM: We’re in suburban Detroit in Roseville. We’re probably about a half hour drive door-to-door with the Detroit campus.
DG: Is that location going to stay, or are you going to consolidate?
KM: We’re going to stay, yes.
DG: Let’s talk about the salt bath equipment. A lot of the people who listen to this are manufacturers who have their own in-house heat treat. I’m guessing a large portion of them have stuff that’s not salt bath, although I’m quite sure there are some that do. Talk to those people who don’t have salt baths at this point. Why should they be considering salt bath equipment?
KM: Some of the big advantages, number one is temperature uniformity (+/-5 degrees Fahrenheit), being a conductive liquid, meeting the spec of AMS2750. Plus, its variables -- you can really run multiple differing grades of materials through the furnace merely buying limited by the operating temperature range of the salts. You run carbon steels, alloys. It’s a simple operation -- there are no generators, there is no carbon balancing for an atmosphere, so you don’t decarb. You rectify the bath to maintain pH, and that will prevent decarburization.
DG: How about the different processes that can be run? In a salt bath, what are the different processes that can be run?
KM: Our core business is neutral hardening. Austempering, marquenching and tempering, be it in salt or oil, aluminum solution treating for the aircraft industry, and also aluminum dip brazing. We’re becoming the worldwide leader in the supply of dip brazing equipment. and we have really opened up in the international markets. Again, it’s that temperature uniformity aspect of the equipment.
One sector that’s been taking off is the processing of Nitinol material for the medical industry. Again, uniformity. Molten salt heat transfer systems where the salt bath is generating, obviously, going to discharge into other equipment for heating practices.
A final one that’s unique is ion-exchange glass hardening. Cellphones. It provides for the transfer in the atomic structure of the potassium element into the glass, Gorilla Glass. We’ve talked over the years with quite a few manufacturers. It’s a little bit of a niche market, but it is beginning to expand.
Jeep® introduces Corning® Gorilla® Glass option for Wrangler and Gladiator windshields Source: CORNING
DG: That’s interesting! I’ve heard a lot about the processing of Gorilla Glass. I didn’t realize that some of that is done in salt.
KM: Along with aircraft windshields and a whole myriad of glass products that can be done in a molten salt bath furnace.
That’s kind of our core industry of what thermal processes we utilize.
DG: I want to come back to the dip braze, for a second. In dip braze, typically what type of materials are we brazing together? Is it a copper braze? How does it work?
KM: It’s strictly aluminum. A furnace that will run within the salt range, I believe it’s about 1170-1200 Fahrenheit. It’s 61-grade of aluminum. It goes through extensive cleaning practice. You’ll preheat gradually for no distortion. You’ll have your fillermetals in place; it’s textured on the product. They’ll dip braze usually within 45 seconds. The filler metal melts. It’s removed; it’s either air-cooled, fog or immersion quenched.
DG: Is that the type of brazing that takes place, like with clad material? Are you talking about heat exchangers and things of that sort?
KM: I’m talking about heat exchangers. We’re talking about wave guides, antenna, any number of products, primarily into the communications, satellite, aerospace industries.
DG: Typically, those braze processes, the temperature tolerances have got to be within 5 degrees because otherwise you start melting down either your base or your fins or whatever.
KM: Yes. The criticality of brazing in the aerospace industry is definitely one advantage that molten salts have.
DG: One last question for you, Ken, well actually two. The materials that you’re processing -- did we hit on that already?
KM: In neutral hardening, it can be medium to high-grade carbon steels, alloys. Obviously, the aluminum, the Nitinol materials, stainless steels somewhat. Again, you’re really only limited by the temperature operating range of the bath. You can run tool steels to 150 degrees.
DG: One last question I’ve got for you on this is: In your experience, you’ve probably seen ebbs and flows as far as interest in salt bath heat treating. Where are we on that spectrum right now? Are we at the peak, are we growing, where are we?
KM: I think we’re still growing. Again, one of the avenues is the aerospace -- aluminum dip brazing. Neutral hardening, the advantage of the conductive heating in a liquid, you can heat material up. Kind of a rule of thumb is 3-4 times faster than you can in an atmosphere furnace. If you’re able to heat up more quickly, it will reduce the size of the equipment. Plant floor spaces are always at a high commodity opposed to a potential continuous atmosphere line. It can be run by a single operator, delivering a rack of lawnmower blades every 8 minutes. You’ll offload 120 lawnmower blades. It is very, very high-volume production.
DG: Jay, I want to jump over to you with a few questions. Materials in salts and things of that sort, I’m probably going to ask you the most difficult questions. When we deal with salts, I know immediately most peoples’ minds go to -- “Uh oh, salts, I’ve got to be careful.” Let’s talk about that for just a little bit. Are there any types of new materials, if you will, new media out there that people should know about, new salts or things of that sort?
Jay Mistry Senior Sales Representative - Heat Treat Chemicals Kolene Corporation /Upton Industries, Inc.
Jay Mistry (JM): The salt products have not really changed very much over the years. You have your standard neutral salts and the quench salts. They haven’t changed a whole lot over the decades. That is good for all the customers using the product because they want that continuity.
The most difficult sell to a customer is when you start changing salts. That seems to create some problems because the specs have already been established for what type of salts to use. When you start playing with the formulations and things like that, that discourages a lot of customers from trying new things. A lot of them are aerospace-based, automotive-based, and they need to get the approvals from those sources before they make any of those changes. So, you tend to maintain those salts with very little changes.
DG: And I assume, the reason they’re given those specs -- let’s say they’re aerospace specs or whatever -- is because they want to be sure that the salts are cleaned off, that the salts have the same properties during the thermal process, that they’re able to be cleaned off as well, is that right? Is there anything else that is of concern?
JM: 100%. Salt maintenance in the salt bath, desludging in the case of brazing salts, sheeting -- all of those things are crucial to maintaining a good salt bath system, achieving temperature uniformity, and getting excellent results. All of those things go hand in hand, for sure.
DG: The other question I’ve got for you is a supply chain question. We’re recording this the last day of September (2022) and supply chains are messed up, let’s just say.
DG: How about on salts, Jay -- are we having any supply chain issues?
JM: We still have challenges and so on in terms of raw materials but Pete Shoemaker and his group have done a fantastic job making sure that our needs are met. Deliveries sometimes alter based on deliveries of raw materials, but we still continue.
Costs are difficult to hold at any given time; they are everchanging. We spend a lot of time with our customers to try and explain the changes in costs. Salt products have generally been very stable, but today’s world has changed everything. As opposed to holding pricing for 3 months to 6 months, now you’re literally changing from an order to an order, and that’s difficult for a lot of our customers.
DG: You and I were talking, about customers who might want to change suppliers. Let’s say somebody is having a supply chain issue with their current supplier and they want to come over and talk to Jay Mistry about buying salts from Kolene/Park Thermal International.
We discussed a little bit about the concern about mixing salts. Can you address that a little bit? Are there any concerns there we need to worry about?
JM: Going back earlier when I mentioned that not much has changed in the salt products, per se, and that’s in line with in keeping with the salt supplies that we have with the current customers.
To answer your question, the formulations are essentially the same from one product to the other, and so customers really have nothing to worry about blending one salt to the other. In fact, it’s to their advantage to have a secondary source or alternate sources because of supply chain issues. But a lot of them have concerns. They don’t have a chemical background, so there is always the hesitation changing formulations and so on. But we can match any salt product that’s out there, and our clients would be able to use it without any interruption.
DG: Even if there was a question and they’d like validation, I assume you guys could probably do some sort of chemical analysis of their salts and verify that there’s going to be no problem, if necessary.
JM: Absolutely. We have a full lab here that we could do salt analysis. In fact, we provide a service for quarterly analysis and maintenance and so on.
DG: Salts are hazardous, Jay. How do you address that? When I hear of salts, I automatically think, “Oh, boy, the EPA is going to be knocking at my door.”
JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.
Handling the products, as Ken mentioned, is not very labor-intensive. Typically, one guy can run a salt line, type of thing. From a worker exposure, it’s minimized. The continuous lines that Ken’s facility provides, it’s always an enclosed system with the proper exhaust system. So, all of those effluents and emissions are taken care of and handled. We just spend extra time with new customers to make them feel comfortable with using salt products. Once they get the hang of it, I think most of them would say that their worries were unfounded.
DG: Ken, do you agree? I mean, this is the handling of salts. Does the cost/benefit analysis of going to a salt line far outweigh the downside?
KM: I think so. As Jay was talking about the discretional areas (maybe east coast/west coast as far as remediation), strict remediation is going to vary from locale to locale what your discharge requirements are. Out of the automated systems, we build strictly vent to atmosphere; there is no wet scrubber or any type of remediation on the fume. You will have metallic oxides in the disposal media from the bottom of the high heat pot; that always needs to be analyzed to determine what is the proper disposal method. Nitrate salts, any thermal process equipment company is going to be quenching in nitrates. We’re austempering, they’re austempering. It’s the common challenge of the industry, because it is the same equipment, same process.
DG: Dennis, how about you? Any comments on this whole concept of the hazards of salts? I mean, you guys have been doing this for decades, right?
DM: We’ve been doing it for decades, Doug, and we’ve, over time, optimized our systems and our processes to minimize any hazards or any potential risk. I mean, we take a great deal of pride in building a properly designed system that minimizes exposure, minimizes anything that could come along in the way of hazard. So, we’ve learned through the years how to do it, and we’ve gotten very good at doing it.
KM: This also opens up an avenue for our Roseville campus -- we can rely on Detroit on given situations where we need to take a more critical look at remediation.
DG: Focusing more on the heat treat side of things -- any interesting case studies that you can tell us about where somebody has either purchased equipment, purchased salts or whatever, that has just really been helpful to them?
KM: With regard to processing salt -- repeatability. Your quench transfer, quench delay -- that is all PLC controlled. We use encoders, variable speed drives. Our Dan Murphy has done an excellent job in that capacity over the years. Again, it’s just everything can program into a PLC, everything is brought in by ethernet communication. We actually have a module that Dan uses which allows him onto their plant floor from our engineering department in Roseville. He can debug issues if programs are a problem.
DG: A little Industry 4.0 or whatever we’re calling it.
JM: One of the things to remember in the salt, when we talk about heat treat, and Ken mentioned Nitinol medical sources, we, at Park, went through a scenario with a customer that was having issues with his salt bath. We managed to help him clean the bath out and recharge it. But the interesting point with this customer was that he was producing the glass capsules that go into an EpiPen which is crucial for a lot of people out there. With the recent pandemic, all of the syringes, the billions of syringes used, that’s all heat treated in connection with what Ken was saying with glass tempering. And that’s a salt process that’s actually right out there for everybody to experience. Without the heat treating, the glass tempering, we wouldn’t be able to produce needles, EpiPens and things of that nature.
DG: One last question: You guys know your customers very well, much better than I do. If there was a single message you would want to throw out there to your customers/potential customers, what would it be? Dennis, if you don’t mind, we’ll start with you. What’s the message you want to leave with them here about salt bath?
DM: I think salt baths, as you said, they can oftentimes bring a bit of trepidation in regards to whether I want to put a salt bath into my facility. But I think when you really set foot and talk with us about what we’re doing today, about the systems that we design today, I think you are really going to be put in a comfort zone when you see the efforts that we go through from a design and engineering standpoint, and all aspects of it. I mean, we take a great deal of pride in bringing not only the best system as is available, technology wise, but also in keeping people’s comfort levels at a good position through training. When we go and put a system in, we train people on how to operate it, how to work it safely. We take it very seriously when we put a system in making sure everyone fully understands the operation and fully understands that they can come to us at any time. We’re there 24/7 to take their questions and to help them and provide assistance. We try to be a one stop source for all of that.
DG: I assume, also, Dennis, that if anyone out there has a question and just isn’t quite sure if they want to do salt, I assume there are probably places you can take them to show them some installed lines.
DM: Absolutely. And that’s the sort of relationship that we have with our customers. Depending on the process, we can almost always get them to see a facility that’s operating a system today.
DG: It’s always good when your customers let you back into the plant -- that’s a good sign!
Jay, how about you? Any last message? Then, Ken, we’ll finish up with you.
JM: Just to follow-up on what Dennis said: I think the biggest advantage all of our customers, or potential customers, would have is that we are the single source for anything related to equipment to process to operation to pump outs -- from start to finish. You make one phone call and we’re here to answer all of it. You don’t need to go to many various people. So, it truly is a one stop shop where you can get all your answers with one phone call.
DG: Ken, how about you?
KM: I agree 100% with Dennis and Jay. The only thing I would add is being allowed the opportunity to communicate with customers. Don’t dismiss something at face value just because the rumor mill is saying it’s nasty, you’re going to have hazardous waste and everything else. Allow us to present the advantages of the equipment. I think a lot of times that opens a lot of eyes. Everybody thinks of the old salt pot furnace with salt over the floor. That’s not the issue anymore. They’re automated, enclosed, they’re ventilated, and limited operator access. There are advantages.
DG: Gotcha. So, basically don’t believe the questions I was asking about the nastiness of salts. I threw that out there just as devil’s advocate. I do think that’s probably a great point to conclude on is that, listen, if you have thoughts from the past, ideas and perceptions from the past of salt bath, let’s not limit to that. At least give it a shot.
DM: Come and see us. Come and ask us. Let us show you what we’re doing today. It’s a remarkable advancement from what we had 80 years ago.
KM: As Dennis said, we can use a referral to a customer, we can do site visits. Upton Roseville has always been the advantage we have a very good customer base. We always had the dialogue to be able to bring potential Upton customers in to take a look.
DG: Well, it sounds to me, gentlemen, like Kolene/Upton/Park Thermal is on the upswing. I congratulate you. I congratulate you guys and look forward to talking with you again. Thanks for your time, today, I really appreciate it.
Heat Treat Today publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today's November 2022 Vacuum Heat Treat Systems print edition.
Doug Glenn Publisher and Founder Heat TreatToday
Immediate credit for the content of this column goes to Mark Mills, author of The Cloud Revolution: How the Convergence of New Technologies Will Unleash the Next Economic Boom and a Roaring 2020s, and podcast host of The Last Optimist, the source for most of the below content — see episode #20, “Congress & the ‘Groundbreaking’ Energy Spending Act: Top 10 Truths to Keep in Mind.”
Contact us with your Reader Feedback!
Heat TreatToday interviewed Mr. Mills not long ago. If you’d like to listen to, watch, or read that interview, go to our website and search for “Mark Mills” or Bing/Google search for “Heat TreatRadio #73 Mark Mills.”
Here are some interesting thoughts from The Last Optimist podcast, episode #20.
Energy transformations are slow. In the last 20 years, the Western world has spent over $5 trillion to avoid using hydrocarbons, but reduced the percentage share by only 2%, from 86% to 84%. Remarkably, the burning of wood, today, provides 500% more energy to the world than all the world’s solar panels combined. Burning wood will most likely not change in the near future; in fact, more wood is burned today than 20 years ago.
Economic growth always produces more demand for energy. Wealthy economies use 500–5,000% more energy per capita than poor economies. Ironically, wealthy economies use energy more efficiently than poor economies but consume vastly more. Implication: the wealthier we become the MORE energy we will consume.
The shale revolution (mostly happening in America) is the world’s biggest energy revolution. From 2005-2020, the amount of energy provided from shale was TWICE the amount of energy produced from wind and solar arrays combined. This is the largest increase in energy supply in the history of the world, anytime, anywhere. The next closest “revolution” was the Saudi oil fields, but the shale fields have produced nearly DOUBLE the amount of energy.
Green energy is NOT carbon free. According to a study done by Volkswagen, the first 60,000 to 70,000 miles of driving a diesel-powered Volkswagen emits less CO2 than driving an electric vehicle. Its only AFTER that many miles that the vehicle is a net saver of CO2.
Energy tech cannot emulate the digital tech performance curve. The exceptionally high reductions in cost of computers and other digital technologies have been unprecedented in world history. Unfortunately, those who claim that green energy developments will see the same drastic reduction in costs are misled and ignore, at their own peril, the physics of energy conversion and transmission. That’s not to say there won’t be significant improvements in energy technology – in fact, there have already been and will continue to be vast improvements, but not to the scale of information/digital technology.
The energy transition hardware radically increases the demand for physical minerals and thus mining. The need for green energy minerals, the materials needed to build green energy materials like solar panels, electric vehicles, and wind farms, is 1,000% higher than building similar hydrocarbon-based hardware. In other words, the push for green energy will require a drastic increase in the need for minerals, requiring mining, which is currently a carbon intensive .
Energy transition policies — as currently presented — will cause prices to rise. This point ties in directly to point #6. If you increase the demand for materials, such as copper, cobalt, nickel, silicon, aluminum, and lithium, the price of these materials will increase precipitously and will therefore impact the price of all goods that use those materials. The energy sector is a minor user of these materials now, but if demand increase hundredfold, the energy sector will become a major user and will invariably push prices northward.
Scan QR code to listen to The Last Optimist podcast.
Green energy isn’t cheap. Every country who has thus far embraced, even in part, some sort of green energy has experienced a 200%–500% increase in consumer energy costs.
China is the OPEC of green energy minerals. It’s not so much that the mining of these minerals and rare-earth materials is done in China (some is but not all), but a huge majority of these minerals are refined in China. They are truly dominant. China’s share of mineral refining is more than double OPEC’s share of the world’s petroleum market.
Markets and consumer want reliable AND cheap energy. The most radical transition in society over the past century has been the percentage of time that mankind has had to invest in acquiring food and fuel. For most of human history, roughly 60-80% of all human exertion was spent acquiring food and fuel for existence. Today, thanks primarily to the discovery and utilization of hydrocarbons, that number is more in the range of 15%. One measure of an economy’s prosperity is the amount of time designated to getting food and fuel. The lower that percentage, the more prosperous a society. It has never been lower than today.
The 30-minute podcast from which this information comes is well worth a listen.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
What does cybersecurity look like in a heat treat shop? In this episode, Doug Glenn, publisher of Heat TreatToday and host of Heat TreatRadio, will be speaking with four industry experts about this challenge: Heather Falcone, CEO of Thermal-Vac Technology, Inc.; Brian Flynn, plant manager at Erie Steel Ltd.; Mike Löpke, head of software & digitalization at Nitrex Metal; and Don Marteeny, VP of Engineering at SECO/VACUUM Technologies LLC. Watch, listen, and learn all about the risks, preventions, practical steps, and future outlook that this panel has to share.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to another episode of Heat Treat Radio. We’re going to talk about a relatively serious issue today. I hope to have a little bit of enjoyable time doing it. I’m really happy to have these four people on the call with us. We’re going to talk about cybersecurity -- probably one of the most pressing issues. Obviously, it’s not heat treat specific, but we’re hoping to take some of the specific issues that deal with cybersecurity and, if possible, drill them down into the heat treat industry, as best we can.
So, I’d like to introduce our prestigious crowd here today. They’re going to talk a little bit about it.
Contact us with your Reader Feedback
Heather Falcone CEO Thermal-Vac Technology, Inc.
First, I’d like to introduce Heather Falcone who is the CEO of Thermal-Vac Technology, Inc. out of California. Heather is the CEO, as I mentioned, and currently serves as a member on the board of directors of the Metal Treating Institute. She is a recognized trainer, writer, public speaker on a variety of topics such as leadership, business, and heat treat equipment. At her company, she has led them to be fully compliant in missed 800-171 and DFAR 252.204-7012 -- that’s important, I’m sure -- cybersecurity program as well as EOS system. Heather is, in fact, a member of Heat TreatToday's 40 Under 40 Class of 2019. And I, also -- I don’t know if they’re going to be able to see this; I’ll put it up on the screen if not -- there’s Heather’s picture in a really nice magazine that we got about leadership. Anyway, I am glad to have you here, Heather.
Brian Flynn plant manager Erie Steel Ltd.
Next is Brian Flynn from Erie Steel, Ltd. Brian is a third-generation heat treater. He attended the University of Cincinnati earning a Bachelor of Science and Chemical Engineering degree with a minor in Material Science. He’s also completed an executive MBA from the University of Toledo. As a plant manager, he has close familiarity with technology development, people skills, customer service, and management of technical services. He is also a member of Heat TreatToday's 40 Under 40 Class of 2021. We’ve asked Brian to get involved here because I think he’s probably got a good perspective on implementing some of this cybersecurity stuff. I appreciate you being here, Brian, thank you.
Mike Löpke head of software and digitalization Nitrex Metal
Next on our list we have an international entry -- Mike Löpke from Nitrex, actually. He’s working out of Germany, right now, but let me read what we’ve got here. Mike has been with Nitrex going on two years and is leading the creation, implementation and marketing of new digital platform for the Nitrex group. He has a background in mathematics and physics as well as substantial knowledge in R&D and metallurgical modeling and is currently in charge of Nitrex software and digitalization department. His expertise in AI (artificial intelligence) and process prediction led Nitrex to develop the very first IIoT-based platform called QMULUS. His thirst for knowledge enables him to remain ahead of evolving technologies. As I mentioned, he’s working out of Germany and he was, and maybe still is, a professional wind surfer. I did enjoy the videos, by the way, Mike. It was very, very good.
Mike Löpke (ML): Thank you very much!
DG: It’s interesting and it looks exciting. You certainly went to some nice places there.
Don Marteeny VP of Engineering SECO/VACUUM Technologies LLC
Finally, I would like to introduce Don Marteeny (DM) who I’ve had the pleasure of working with in the past. Don, it’s always good to see you. Don is the VP of engineering at SECO/VACUUM Technologies for over 5 years. During his career, Don has fulfilled many roles including 3 years as a project engineer, 2 years project manager and 2 years as the engineering team leader. He’s a licensed professional engineer. Don led the implementation of a 3-D modeling tool at SECO/WARWICK, when he is not busy being a Cub Scout den leader, which is great, Don presents papers on state-of-the-art heat-treating technologies. Don is also a Heat TreatToday's 40 Under 40 Class of 2021 recipient; congratulations on that. And Don’s just a heck of a nice guy all around, which I’m sure all of you are!
It's good to have you all.
Let’s jump in, guys. This is a relatively serious topic that we’ve got going on here but let me just throw out some questions to you. Heather, maybe I’ll start with you, if you don’t mind.
When we look at the risk potential in the heat treat market, I guess the first question that comes to my mind is: Okay, who should really be worried about this? Who are some of the people? Brian, maybe I’ll jump to you after Heather is done with some input on that, as well. Go ahead, Heather.
Heather Falcone (HF): Well, the short answer is literally everybody. Literally every person in the United States is subject to being a target for a nation-state level adversary such as China, Russia, Iran, North Korea. No one is safe, no one should assume they are safe, and every single person in this country, regardless of whether you’re a businessperson or not, should protect the data that keeps us safe.
DG: Do we have a sense, Brian, maybe over to you on this -- and again, as I mentioned before we started, if somebody doesn’t have a comment on this, just pass on it -- but are there people or organizations or systems in the heat treat industry, specifically, that are at a higher risk? What do you think as far as risk?
Brian Flynn (BF): In terms of age group demographics the Baby Boomers as well as Gen Z and younger are considered the most vulnerable for cyberattacks. Baby Boomers didn’t have great exposure to today’s brand of cyberattacks nor did they grow up with the internet and computers as we know them today. Gen Z and younger, there is a certain carelessness in terms of sharing personal information they’re too trusting. On top of that, Covid created new types of uncertainty in conjunction with the influx of new users going online since 2020.
But more from a business perspective, I guess it depends. Healthcare, government and financial-like institutions pose the highest potential reward but also the highest risk. In terms of frequencies, small businesses, like myself as a commercial heat treater, are the number one target as they typically lack resources and capital expenditures in order to invest in the infrastructure. And it might just be a pipeline where they’re going through the small businesses to get to my bigger Fortune 500 customers, but it’s really mainly phishing emails that are infected with malware. Over the past 12-18 months, it’s been crazy how many have made it through our firewall.
DG: Over to our equipment guys. I should mention -- Heather and Brian are both commercial heat treaters, Mike and Don are really both kind of equipment guys, although Nitrex also does some commercial heat treating, as well. Don, why don’t we start with you. The same question: Who’s at risk here? And then, Mike, we’ll end with you, please.
Don Marteeny (DM): Well, in addition to what Brian said, which I found interesting on some of the demographics, it’s important to realize, too, that it’s not just people, it’s also equipment. The equipment is becoming more and more interconnected, especially with the IIoT capabilities that most of them have now and all the unique features that that brings, but what that means is -- in order for that technology to function as it intended, it has to be connected to the internet which opens up more doors for access to sensitive data. And it’s not just data that you receive, it’s data that you generate, right? And that’s the important thing, I think, that everybody’s got to realize is that once you’re in that chain of subcontracts, shall we say, and you’re working with those folks that are contracting to the government -- handling sensitive data, you’re in that, too. It’s important to recognize that it’s not just you and your users but also your equipment and how it’s interconnected to the network.
DG: I’m reading a book right now -- I’ll give a plug to this guy -- Mark Mills, who we’ve interviewed before, on this show actually -- it’s called The Cloud Revolution and he’s been talking a little bit about this. The amount of data that is out there, because we’re able to get data off of machines and things like that now and are doing more and more, is just skyrocketing. It’s that data that’s going to be an issue.
Mike, over to you; I just want to wrap up as far as risk assessment, here. Who are the people, organizations, equipment or whatever that is most at risk?
ML: From our perspective, there’s not that much to add. We covered already the topic so we have this human factor which plays a really, really big role in terms of cybersecurity, how people are really sloppy and do not have the right mindset to treat data as they should. We have also, a lot of times, not the right policy in place, we do not have the education needed and so on. There is always this human factor.
But also, with heat treatment as a really old industry and steel manufacturing, as well, we have a lot of facilities with outdated infrastructure. This is also a also big topic. Outdated infrastructure, old, dated network designs firmware which we do not need to talk about it’s 20 years old and older so nobody knew about the potential risks that arise during the last decade and during the last years. This is also a really important factor. That’s it, from my perspective. Everyone, as said, is at a high risk, so, summing it up -- it’s literally everyone and everywhere.
DG: If you think you’re safe, you’re not, right? I think when Heather first started talking, I thought, “Boy, this is going to be a horror show.” If you think you’re safe, you’re not; you’re most at risk.
Let’s talk about data and data storage. Those types of things are really at the core of this, I think. Where are we going to store of all our data? How do we do it safely? When it comes to data storage, what problems have you witnessed or are you aware of, and how about solutions for data storage?
Don let’s start with you on this one then we’ll go to Mike. I know a lot of companies say, “Well, I just want to keep my data in-house.” Is that the answer? What are we doing with data?
DM: That varies. From my observations, it varies from customer to customer, industry to industry. There is a sense to move it to the Cloud, just because it’s easier to manage there, but with that brings risks. I think everybody’s got to be aware of that when they make that decision. On one hand, do I maintain my own servers, do I hire the people to man those servers, etc., or do I pay somebody else to do that in the Cloud? Do I take that risk of the data being someplace I don’t know and I rely on the Fortune 500 company who I’m contracting to maintain the Cloud to secure it, or do I do it myself? Especially for small businesses, these are not easy questions to answer. Like I say, I’ve seen both. And, again, with the invent of Industry 4.0 and IIoT, the pressure to move to the Cloud is pretty high, so, if you want to take advantage of those technologies.
DG: Mike, how about you? What do you think as far as data storage and things of that sort?
ML: I think Don mentioned already the two options we have. We could take of all the data storages ourselves, having big data service on premises, having people responsible for it, managing everything, keeping it running, no creation of redundancy, call it like this, having back-up systems -- all of these things you would need to manage by yourself. And the requirements are getting tougher. If you think of having data for the aerospace stored, you’re talking about decades of years, so that’s it.
The alternative is to put everything to the Cloud so then you’d just say, “Ok, I need more data” and more data storage space is available. You can also make use of all the security measures created, for example, by the big Cloud infrastructure providers like AWS in Asia. They are professionals in this. If they say your data is secure because we are using the latest technologies, I think you can be sure that it is. We, at Nitrex, rely fully on this. We say we could not do it better. There are thousands of people working every day on Cloud security, on infrastructure security, and so on and so on. I think our facilities could not be safer.
DG: Brian, let’s go to you on this one and then, last, to Heather. Data security -- if you want to make comments on that and maybe even, if I can put a little sharper point on the pencil on this -- just because a person keeps data in-house, does that make them safe from cyberattacks? General question, or if you want to answer that specific one, Brian.
BF: In today’s climate, the security of the data storage remains at the top of our lists. Knock on wood, very fortunately, we haven’t been on the receiving end of any of those types of cyberattacks, likely because we have a good firewall in place. More relevant to Erie Steel, the problems we face are data storage limits, length of data retention and scalability, and also accessibility -- whether it be video records, furnace records, quality records, shipping records, the list goes on, as far as how long do we want to retain that data and how accessible does it need to be? We utilize surveillance cameras, not spying on employees but really more proof of key operations, proof of start, proof of completion. The cardinal sin of heat-treating is don’t ship a green part back to the customer, so what better way to prove that other than by surveillance systems.
But that poses an issue -- we make sensitive cameras, increase the sensitivity, length of retention goes down. It’s a nice balance between form and function as well as retention, whether we use IP high-definition cameras or low-definition cameras. But that’s on its own internal server, on-site.
A lot of our continuous furnace trending software is continuously recorded -- that’s on its own separate dedicated server with off-site back-ups. Then we have all of our PLC data -- that could fill up a server in a matter of weeks if we really wanted it to. At times, we were recording every second; we don’t need to do that for most operations. Every minute, make the data accessible for a month and then, after that, we send it off to the Cloud.
For our ERP system and our quality management system, we utilize Bluestreak which is a web-based platform. We used to have on-site grid-based platform and that frees up a tremendous amount of space for the server so we can A. keep it 70% or less for capacity reasons. The only issue then, of course, is if we have a power outage, we lose internet -- but those are risks, at this point, that we’re willing to take.
DG: Heather, how about you? Data storage, generally speaking, what’s the situation?
HF: I think whether you’re deciding to store locally or in the Cloud, there are a couple things to consider: your digital rights management and your data loss prevention. If you’re working in-house, that means isolating assets on the land to make sure that, if there is an infection, it stops immediately. That’s one of the basic controls in, what is now, level 1. You have to have some of that in place so that if someone does get into your system, and we’re not talking a brute force attacker, we’re talking a person with the password of 1 2 3 4. We’re talking about the person that has not changed their password in 23 years and they’re still working on a DOS-based system. All those legacy systems that are not yet updated, that’s where the real risk comes from -- storing data locally. It’s really user behavior oriented that’s backed up by the solid digital rights management and data loss protection, as far as storing locally. One thing to be very careful about when moving to Cloud solutions, most commercially off the shelf available Cloud solutions are not compliant within the 800-171. If you’re talking about just Office 365, you have to move to the government version. Now we’re on zoom.gov instead of regular zoom, Doug, I don’t know.
DG: We are not, so be careful what you say.
HF: The problem with that is when you move to those Cloud solutions, they are inherently user prohibitive. They’re awful to work with, and they’re extremely expensive. You are kind of in a rock and a hard place: do we store locally and take on more risk and more in-house compliance cost or do we trust these big guys who have a billion-dollar backing them up who seems to know what he’s doing but also humans are humans and it’s still an inherent broken system? We all have to be careful and take our ownership of the programs that we’re putting in place -- that we have working knowledge where our data is going, how it’s being backed up, how it’s being stored or retained.
DG: Just a quick round-robin question, just kind of a yes or a no, and if you want to elaborate a little bit, feel free: Do you think, in today’s day and age, that it’s just as safe to store things in the Cloud as it is locally? Mike, what do you think?
ML: Yes. But you have to respect the requirements.
DG: Don, what do you think?
DM: Yes, for the most part. Like we said, the larger companies have teams of people working on this every day, so not only can they react, they can be more proactive in staying out in front of it than the rest of us can because they the resources. So, in theory, yes.
DG: Heather, what do you think? Just as safe to store in the Cloud as local?
HF: I believe that it has the potential to be more safe because you can rely on a group of resources that you don’t have to actively manage yourself. However, it takes a lot of oversight and research. It might be easier for a smaller company to create a very small locus of control as opposed to moving to a large collect Cloud solution during their migration to CMMC.
DG: Brian, how about you? Just as safe?
BF: I think the short answer is yes but, you know, it depends on which Cloud are we talking about and what does your internal infrastructure look like as well as what are your internal policies. Then it gets into more of a convenience discussion. How do you need that data? How frequent do you access it? But, I think, there’s the potential to be as safe or potentially more safe.
DG: I want to take a brief break and ask Heather a question. If you can just do a 30-second/60-second explanation of CMMC for us, and then we want to ask some questions about that. But I want to make sure that those who are listening who might not know what that is -- what is that? CMMC -- it’s important.
HF: It’s the Cybersecurity Maturity Model Certification. The government, in all of their perpetual wisdom, decided that they’re really tired of getting attacked by all the bad guys. To protect the state of the defense infrastructure and, I guess, maybe protect themselves because they have to do it too, they designed this system. Now, for today’s talk, I want to make sure that we understand that I’m personally going to be vacillating between CMMC 1.0 and CMMC 2.0. They are drastically different -- CMMC 2.0 is in rulemaking, but it’s got a lot of exciting, better things, potentially, in it versus CMMC 1.0. The point is, CMMC 1.0 is the law of the land and has been since 2019, so, it’s up to everyone who deals with the federal government to ensure that they are up to the minimum standard requirements for CMMC 1.0 which is just, basically, a self-assessment and some basic controls.
The government really wants to put in place the supply chain that is not full of holes for the enemy to take our most trusted and effective data.
DG: I’m curious, when it comes to CMMC then, implementation, best strategies for implementation, how do we find out about it more? Heather, I’ll stick with you on this one and then maybe we’ll move down to Mike and Don and then over to Brian.
CMMC -- what are some good strategies for implementing this?
HF: The first thing is to identify what you’re going to attack. If your whole company does not deal with CUI or FCI (control of unclassified information or federal contract information), then you don’t need to be talking about CMMC. The first step is to get your senior leadership team together and start with a block of information that’s manageable, either by location, by area, by contract, by project. Start at that top level and read the flow-downs to find out if you even have to do this, then decide a plan of action. I strongly recommend a phased integration approach over a period of about 18 months. If you’re trying to jam this into a 6-month process, it likely will be unsuccessful, strictly because that’s not enough time to even get the written policies and procedures in place. Plan for this to take about 18 months to 2 years and plan for it to cost you about $180,000; it’s about 60 grand a year. This is what the government, the Department of Defense says it will cost.
"The first thing is to identify what you’re going to attack. If your whole company does not deal with CUI or FCI (control of unclassified information or federal contract information), then you don’t need to be talking about CMMC. The first step is to get your senior leadership team together and start with a block of information that’s manageable, either by location, by area, by contract, by project. Start at that top level and read the flow-downs to find out if you even have to do this, then decide a plan of action." - Heather Falcone, Thermal-Vac Technology, Inc.
DG: Alright. You’re speaking from experience though, yes? You guys have done this?
HF: Absolutely, yes. It took us closer to 2 ½ years but, luckily, we started early enough to where that phased approach was okay.
DG: Mike, how about to you -- CMMC. Are some of your customers needing to do it? Are you guys needing to do it? What do you think?
ML: Nitrex is a solution provider so we are not only having commercial heat treatment, but we are also creating furnaces, we are building furnaces. We are also creating this control software and lately we released our QMULUS IIoT platform. We are really involved with this topic because we need to make sure that our customers are getting a solution which is CMMC compliant in the end. One thing which I really would like to mention here is that it does not only stop with the software. It’s not only software, it’s also controllers, it’s a hardware on the controllers, it’s even the network. Let’s say, a component on your controller which has to be CMMC compliant, in the end, which makes it really hard for small companies to take care of it. I suggest that you outsource a lot of these things. You can make your suppliers responsible for it, for sure. This would come with rising prices and so on, but for small heat treatment shops, it’s not maintainable, I guess. Maybe with the new approach of the CMMC release, which is relaxing a lot of things, it might be better, but we still do not know.
DG: Your suggestion is to outsource a lot of these, whether it be components or whatever.
ML: I would just like to add -- because we spend a lot of time to figure out what it really means (the CMMC things) and, as Heather already said, it will take you months to understand everything and if you’re not a professional in cybersecurity and maybe created these policies, you are lost.
DG: Don, how about you?
DM: I think I would echo a lot of what Mike is saying. As the whole industry goes more towards the IIoT implementing things, CMMC will be more and more difficult and you need help. Bottom line, unless you’ve got enough resources internally that can address the needs and understand, first off, as Heather mentioned, understanding the law (the regulations), in and of itself is usually enough to keep someone occupied for quite some time. But, even after that, then knowing what it means in implementing it, getting the right person on it, would certainly help the process.
DG: Brian?
BF: I think Heather really hit the nail on the head. The first step is to make sure it matches your strategic plan and your business plan. Currently, this is not a certification that Erie Steel possesses. It’s on our business plan as a threat under SWAT analysis but based on our current and forecasted customer base, this isn’t something that we plan on moving forward on here in the near future.
DG: Heather, you had mentioned about the control of unclassified information. Can you just expound on that a little bit? If I remember what you were saying, you were saying that it’s important to know whether you’re in that category, right? Because if you are, you need to do certain things; if you’re not, you don’t need to do certain things.
HF: Yes, if you handle CUI at your company or if you create CUI, then you’re likely going to be subject to the DFAR’s requirements when they’re flowed down to you. If you’re a federal contractor, it’s likely you don’t have a choice in this; it’s going to be in your contract flow-downs.
If you want to know more about control of unclassified information, there is an ongoing and everchanging list that’s available to you on the National Archives’ website which is archives.gov. If you go in there and you search controlled, unclassified information, it has a subsection list by industry. If all you do is firearms, cool, click on firearms and it’s going to tell you which CUI you have. If you only work defense, ok cool, here’s a nice little chart. It’s an invaluable resource on picking out key terms of your parts of your business to see if it matches up with the CUI.
But also, FCI, which is the Federal Contract Information, grand jury data is protected. Now, do we all deal with that? No. But financial transactions and general data information that you might not think is protected is protected. Spend some time in the National Archives -- it’s not boring, I promise, it’s actually pretty easy reading. It has nice charts and hyperlinks.
DG: It sounds boring, if I may just say so. Being the National Archives doesn’t sound like a place I want to spend my Friday afternoon.
HF: Well, call me, I’ll make it more exciting for you.
"Lately, we started with education because, we said it already multiple times in this discussion here, that the human factor is the most important part. We need to sensitize people about all the risks and all the things the internet brings. That’s why we started to have these security trainings, web-based and so on, which really help, also, to make people aware of these things."
DG: I want to deviate a little bit from the questions that we sent and maybe wrap up with two questions. We’ll deal with them individually but I’ll get you thinking about it just a little bit. Because we want to make this fairly practical for people, question one will be: Can you tell us what your company has done, thus far, to address cybersecurity? Again, it’s going to be a range of things; some have done a lot, some have done a little. Then, the second question I want to ask you which we will wrap up with is: If you could put on your prognostication hat here and you’re looking into the future -- what do you see being some of the major movements that we’re going to have to be dealing with as far as cybersecurity? It’s a little bit of fun looking into the future and seeing what we’re going to have to deal with in the heat treat industry.
Mike, if you don’t mind, we’ll start with you with Nitrex. What have you had to do so far to really deal with the whole cybersecurity threat?
ML: In the past, we started with the human factor. Until 6 years before, everyone had administrator rights on his local PC and everyone was installing everything -- malware, spyware and even things which were ‘unsuspicious.’ But a lot of things happen in the background without even noticing and these actions are opening doors for cybersecurity things. That’s why we installed something like MS LAPS which is a local admin password solution so that we can make really sure that people are only installing things which have been approved and so on. This was one of the things. Then, we also introduced something like MS Defender as an antivirus solution which is hosted in the Cloud which is making use of AI-identifying things before they get really serious. This for all internal IT infrastructure, making use of the latest approaches and software solutions we can get.
Lately, we started with education because, we said it already multiple times in this discussion here, that the human factor is the most important part. We need to sensitize people about all the risks and all the things the internet brings. That’s why we started to have these security trainings, web-based and so on, which really help
In terms of our solutions which we are offering, we planned accordingly a roadmap on how to make it CMMC compliant. All our hardware, we have to rework our whole controller infrastructure which we are offering to make our furnace CMMC compliant. The same for our MES software which we are having on premise for QMULUS, as well, which is our IIoT solution which is hosted in AWS. Here, it really depends on our customers if you’re hosting it in the Cloud or in the usual, let’s say, public Cloud. That’s what we are doing. We’re investigating our needs and to the needs of our industry.
DG: Good. And we will get to what do you plan on doing in the future, too.
Brian, why don’t we jump up to you on this. So far, what is Erie Steel been up to?
BF: As I stated during the risk assessment portion of management review, cybersecurity is regularly listed as a consistent internal and external threat. Historically, it’s been less relevant than it is today so little action was done. Now, over the past few years, we’ve really focused in this area and targeted internally on internal infrastructure. With that, we always try to keep a focus on understanding current environmental trends in cybersecurity, but with anything, any policy, any initiative, it should start and end with a strategic plan. Plans need to be well thought out, employee expectations clearly communicated prior to rollout, and feedback welcomed throughout these transitions.
Here, we practice self-audits and realize that server capacity as well as the life expectancy of our server was a great concern. We met with IT several times and came up with the plan to replace and upgrade our existing server and came up with it in four separate phases -- phase 1 being clean up the current system, phase 2 being change the system over, phase 3 being the new file structure for day-to-day operations, and phase 4 is to implement our new cybersecurity policy. Right now, we’re approaching the end of phase 3; so we’ll be sitting down again and reviewing the cybersecurity policy. Like I said, though, if you have doubts, self-audit, or you can always have a third-party auditor come in and share their two cents.
Some other things we’ve done are antivirus, antispyware software -- those should be givens. When individuals need to access the servers remotely, make use of VPN’s, utilize firewall security, ensure management has a firm understanding on the server capacity and requirements, regularly back-up the critical data, have redundant back-ups in different locations, of course make sure your Wi-Fi is secure, passwords should regularly change, same for all the usernames. You’ll see this with a lot of larger companies -- you really want to limit access to data and limit authority to make changes.
One thing we have done is our PLCs are operating locally on our own internal internet in case there is a server storm, in case there is a power outage. Well, a power outage wouldn’t help us in that situation but in case there is a server storm or internet outage, we can still operate locally, we just don’t have all the trending software to support it like day-to-day operations.
DG: That, just by itself, sounds like a huge task. Just switching over a server sounds like a lot of work. I think a lot of companies are going to be listening to this, especially some of the smaller captive heat treaters. Where to start? I think self-audit is a good idea and good advice.
Don let’s go to you then we’ll finish up this question with Heather then we'll move into thinking about the future.
DM: From our perspective, we’re focusing on the human factor. We’re trying to increase training and then once it’s out there, we test it. Once in a while, you’ll get forewarned that sometime within the next 24 hours you’re going to get a phishing email and what do you do with it? Sometimes they won’t tell us and all of a sudden, it’s, “Oo, what’s that?” I’m not going to click on that link. But honestly, those are the doors that are easier to close that we need to.
Some other activities have been like adding multifactor authentication where it’s necessary. Yes, it takes longer, yes, it’s a pain, but it’s necessary to make sure it is you and not somebody else. And then, as everybody else has mentioned, the usual firewalls, protecting Wi-Fi data networks, etc.
I did want to touch a little bit more on the equipment side, for just a minute. In my experiences with customers, sometimes an easier way to deal with this, especially because the interconnectivity to the equipment is becoming more and more prevalent, it’s just basically have a separate service, a separate internet connection that you control. And it’s basically if you need help, if you need to connect that piece of equipment to the internet, you physically plug it in, if not, you take it out. And when it’s out, you are in control. On your network, you’re passing data where you need to and that’s it. It’s back under that umbrella. Then, when you physically plug it in, you’re doing so making that decision consciously to say, “Okay, for this period of time, I need it to be connected.” But at least, then, you have some direct control. Is it rudimentary? Yes. Is it maybe not the most convenient? Yes. But, until you’re to the point where you can research all the needed data and regulations, they can get you to the point where, at least, you have some control.
DG: Right. Nothing like a physical line to plug in and unplug to help you feel safe.
Heather, how about you? What has Thermal Technology been doing?
HF: We started with an assessment that we paid people to do -- an expert that came in and evaluated our system against the CMMC requirements. That was very scary and expensive and it felt like someone was speaking Greek to me and, frankly, I got bored within the first 30 minutes of him giving me the report. But that’s where you start. And don’t be afraid if you get a negative score on the darn test because you’ve got to pick a place and you’ve got to get the baseline.
The nice thing about CMMC is it’s progressive; it’s meant to be transitional. You’re not going straight to level 3 and your whole life is going to change. You go from that assessment and then you work your way into phase 1. The CMMC level 1 is meaning we’re doing this stuff; we just can’t repeat it and we don’t have any documentation. And then level 2 -- okay, now we’re doing stuff and now we’re going to make it repeatable by documenting it. Then phase 3 is now we’re going to make machines manage the processes that are documented so we can repeat them and do them. It builds upon itself. So, embrace the stages. That’s what we’ve done and we started all the way back when we were a .79.
DG: Out of what?
HF: Out of the level 1 – 3. We were .79. Now, I’ve seen people who are minus numbers (-2, etc.) and that’s okay. Everyone starts somewhere, and if you haven’t had to look at infrastructure as related to information technology in 20 years, then why would you have ever looked at it? Take it in the phased approach. That’s what we did and we baby-stepped our way in and took all the painful points and broke them down into 1,000 substeps and that was the best thing we could have done.
DG: We’re going to go backwards in order, if I can, and let’s talk about the future. I guess, what I want to get a sense from you guys, to wrap up, is 1.What do you see as being the greatest risks to your companies, and, I think, especially with our equipment guys with Nitrex and with Mike and Don, if you’re able to address from your customer’s perspective, 2.What are the issues with new equipment going in? What are the biggest risks that you’re seeing, if there are any, and what do you see us doing in the future differently than what we’re doing now as far as mitigating any of those risks?
Heather, back to you on this one?
HF: The biggest risk is complacency or denial. This will come to you and it already has. If you take the viewpoint of, “Well, I’ll do it when my customer makes me,” you will be so far behind the ball, it’s going to be painful. The absolute worst risk you could possibly take is not looking at it or denying that you’re involved in it. If you’re in heat treating, it is 90% likely that this is going to apply to you in some way. Now, the great news is CMMC 2.0 -- over 60% of the industrial supply base is only going have to be a level 1 -- that’s a self-report annually. That’s not that big a deal. Anybody can do that. And there are great resources that are being developed to help people that want to get that basic level of CMMC compliance.
So, don’t wait, don’t deny it, get your customers to pay for it, put it in your RFPs. It is an allowable cost for reimbursement; don’t let anyone tell you otherwise. If you need more help on that, let me know.
"On the note of chaos, when it sets in, communication is key. If you’re the responsible party, designate primary and secondary points of contact for cybersecurity support. Have performance incentives in place for the responsible managers. If you’re rolling out a new policy, based on the successful rollout of that policy, put some incentives in place. Maintain open lines of communication and welcome feedback."
DG: That’s one of the questions we didn’t get to and that was how to make your customers pay for it which sounds like a very intriguing question, but yes, you mentioned it there.
Don, how about you? We’ll go over to you on this one.
DM: I think, moving forward, a couple of things are happening: The labor market is changing; it’s changing to a demographic that’s more familiar with this technology, which is a good thing. Although, as we said, I think it was Brian that said earlier on, some of those generations may not be as sensitive as they need to be. But what that means is that the older days when we relied heavily on operators to know what’s going on, now we’re switching more towards the technology managing the equipment from the equipment’s point of view. What that means is there will be fewer people managing more equipment from fewer places. So, if you’re looking at a multilocation operation that’s managing data from a central location, that becomes pretty complex pretty quick; but it’s becoming more commonplace in the industry than it used to be. Obviously, that opens up a lot of doors for cybersecurity risk and that’s got to be carefully managed, in the light of CMMC and others as far as cybersecurity goes.
I think the future is -- the technology is there, it’s available, but it has to be implemented carefully and it has to be well thought out by people who know what they’re doing.
DG: Brian, I think we go to you and then we end with Mike.
BF: When chaos sets in, the one standing by your side, without flinching, can be considered your family. When chaos sets in manufacturing, managers must remain flexible, patient and understanding which leads to the difference between a leader and a manager. A good manager is not always a leader, and good leaders are always managers. Managers have people work for them while leaders have people follow them. On the note of chaos, when it sets in, communication is key. If you’re the responsible party, designate primary and secondary points of contact for cybersecurity support. Have performance incentives in place for the responsible managers. If you’re rolling out a new policy, based on the successful rollout of that policy, put some incentives in place. Maintain open lines of communication and welcome feedback. Make sure that training materials are available. Something that I’ve come to realize is that employees often shy away from asking for help. Instead, try to get the help at their fingertips and ask specific, strategic questions to prove they’re understanding.
Really, at the end of the day, conduct your risk assessments. You don’t know what you don’t know, and that’s 95% of what is knowledge today. Be cognizant of what’s out there. Let’s face it -- cyberwarfare, cyberterrorism are very real, very selective, quick and cheap attacks from the hacker’s perspective, and they remain anonymous.
DG: And devastating for the companies that are on the receiving end, potentially.
BF: On the microscale, it’s real, especially for small businesses.
DG: You’ve hit on an interesting thing, Brian, and obviously we can’t spend time talking about everything but, it’s just the way you address this from a personnel perspective inside your company -- are you having someone there that’s the point person for cybersecurity? This shows my ignorance, but that’s okay, it’s easy to do. Do they have a chief security officer, a CSO, now, I assume, adding to the ‘C-suite’?
But yes, I think that’s a good point.
Let’s go over to Mike. What do you see as being the future threats and how are we going to be mitigating them?
ML: I think there is not that much to add here. We talked about the human factor, as I said, is the most important thing. Education and also more of education is needed here. Also, with the people on the shop floor, they are often working still with pen and paper -- they are not really used to going with the digital mediums and components and so on. So, really, we have to be sensible there, as well. You mentioned that the management has to take care that they are not "steamrolled" by all these approaches. This is really important.
The other thing, I already mentioned as well, is to outsource as much as possible, if it’s possible. Talking about the hardware, the software components and solutions and so on -- if you can get a solution which is CMMC compliant and the vendor is stating it, get it, because it’s taking a lot of work from you.
DG: The last thing we’ll do, and you may or may not have anything for this -- any final thought you want to leave with the people that might be listening to this, watching this? These are basically going to be people who are manufacturers who have their own in-house heat treat shops, commercial heat treaters, suppliers to the industry. Are there any last comments that you want to leave?
Don, anything?
DM: The only thing I’d add is just to be proactive. That always helps in these cases. And what that means is up to you but be proactive to address it.
DG: I was thinking the same thing: Don’t stick your head in the sand. Or, if it is there, get it out. Get it out of wherever it is and pay attention. Be proactive.
Heather, how about you?
HF: That’s exactly right. And some of us have larger egos that prevent us from reaching out for help. Understand that the literal federal government wants to help you, and there are so many resources out there that can be a nightmare to navigate but start with the people on this call. Reach out, talk to someone, get outside your circle and start figuring out how to make it work for you.
DG: Mike, how about you and then we’ll end with Brian, if you have any other comments. Again, if you don’t, no problem.
ML: That statement of Heather’s, I think, of being proactive, ask for help, don’t be shy. Invest the money. It will be worth it to invest.
DG: Brian, how about you?
BF: I think, find what works best for your organization and remain flexible. Solutions to cybersecurity should not be a one size fits all approach, so plan for the worst and strive for the best.
DG: Guys, thanks very much. I appreciate it. This is a huge, huge topic. I know we’ve just skimmed across the top.
Heat Treat Radio host, Doug Glenn, and several otherHeat Treat Today team members sit down with long-time industry expert Dan Herring, The Heat Treat Doctor® of the HERRING GROUP, to finish the conversation about mill processes and production. Enjoy this third informative Lunch & Learn with Heat Treat Today.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Dan Herring (DH): When it comes to heat treating, the mill will do what we typically call ‘basic operations.’ They will anneal the material and, if you’ll recall, annealing is a softening operation (it does other things, but we will consider it, for the purpose of this discussion, a softening operation) so that the steel you order from the mill will be in a form that you can then manufacture a product from. You can machine it, you can drill it, you can bend it and things of this nature.
Contact us with your Reader Feedback!
There are various forms and various types of steel that can be ordered directly from the mill. So, the mill typically does annealing operations and normalizing operations. The difference between annealing and normalizing is that annealing has a slower cooling rate than normalizing does.
In the aluminum industry, we don’t talk about normalizing but talk about homogenizing. Homogenizing is to aluminum what normalizing is to steel; it’s a crude analogy, but it’s true. The mill can do other processes; they can do other heat treatments, they can do specialized rolling and things of this nature to give you enhanced mechanical properties. In today’s world, there is a lot of what we call “custom” or “specialty mills” that can manufacture very specialized products. There are mills that primarily make pipe and tube, there are mills that make primarily wire, there are mills that make primarily strip. There are some very customer-specialized mills out there. In general, a mill will produce most of the type of products that we see or use in industry (or the steel for those products), and they will make it in a form that is usable for the end user and heat treated to a condition where the end user can make a product with it. Now, obviously, once you make a product, you may then have to further heat treat that product, for example, to harden it or to give it certain characteristics that you need. We’ll talk about those things in later discussions about this.
What I did want to talk about is the types of steel that are produced by the mills. I’ll do this, hopefully, in a very, very broad context, but I think it will make sense to everybody. Again, metallurgists aren’t known too much for their creativity, so we start out with something called carbon steel. Very original. There is low carbon steel, medium carbon steel and high carbon steel. Low carbon steel has low carbon, medium carbon steel has medium carbon, and a high carbon steel has high carbon.
Now, to be more serious, a low carbon steel typically has less than or equal to 0.3% carbon, or less than 0.3% carbon. A medium carbon steel has between .3% carbon and .6% carbon, and a high carbon steel is greater than .6% carbon. An example of a medium carbon steel might be a 1050 or 1055 grade of steel. Those are commonly used for stampings, for example. So, all of your seatbelt, both the tongue and the receptacle are made of a 1050/1055 steel and they’re austempered to give them both strength and toughness so that in an accident, the buckle won’t shatter because it’s hard but brittle and it won’t bend abnormally and therefore release because it has inherent toughness.
So, there are various things you do with these carbon steels in the heat treat mill to enhance their properties. Carbon steels are used because they’re low cost and they’re produced in tremendous quantities. If you went to a hardware store and bought a piece of steel, it is very likely it will be a simple carbon steel.
On the other hand, we also make alloy steels and, interestingly enough, there are low alloy steels, medium alloy steels, and guess what, high alloy steels. Again, metallurgists are very creative with their names. But idea here is you get higher strength than a carbon steel, a little better wear resistance and toughness, you get a little better corrosion resistance, for example, you might even get some specialized electrical properties and things like this.
But low carbon steel, just to go back to that for a minute, as I said, is produced in huge quantities. Examples are steel for buildings, steel for bridges, steel for ships. We learned our lesson, by the way, with the Titanic; we got the steel right this time. The problem with that steel, by the way, was high in sulfur which embrittled it, interestingly enough, in cold water. So, when it hit the iceberg, the steel shattered because it was brittle because it had too much sulfur. But we learned our lesson.
Titanic, 1912 Source: Wikipedia
There are also various construction materials; anything from a wire that’s used in fencing to automotive bodies to storage tanks to different devices.
When you get into medium carbon steels, because they have a little better strength and a little better wear resistance, you can use them for forgings, you can use them for high strength castings. So, in other words, if you’re producing gears or axles or crank shafts, you might want to consider a medium carbon steel, or seatbelt components as we talked about.
Then there is the family of high carbon steels. Again, they can be heat treated to give you extremely high hardness and strength. Now, they’re obviously more expensive than medium carbon or low carbon steels, but when you’re making knives and cutlery components, (knives and scissors, for example), when you’re making springs, when you’re making tools and dyes. Railroad wheels are another example of something that might be made out of a high carbon steel. As a result of this, the type of product that your company is producing, means that you’re going to order a certain type of steel that you can use to make your product and give it the longevity or the life that your customers are expecting.
One of the things about steel that differentiates it from aluminum: Aluminum has a very good strength to weight ratio. But so again does steel, but obviously the strength to weight ratio, the weight is specifically much more, from that standpoint. But we can take steels that we produce from the mill, and we can do processes like quench and temper them. If we do that, we can make things like pressure vessels, we can make the bodies of submarines, for example, we can make various pressurized containers and things.
Stainless steel pots Source-Justus Menke at Unsplash.com
There are a lot of different things we can do with steels to enhance the products that we’re producing. Besides just low carbon steel or carbon steels and alloy steels, we then can go into the family of stainless steels, for example. Most people think of stainless steels as being corrosion resistant. I’ll warn you that not all stainless steels, however, are corrosion resistant; some of them can corrode in certain medias or chemicals, if you will. But with stainless steels, a good example of that is food processing containers or piping or things that will hold food or food products, and again, we can make with stainless steels a variety of different products. We can make different components for buildings, for example, or for trim components and things.
Besides stainless steels, of course, we can make tool steels. Now, tool steels represents a very, very high alloy steel. The alloying content of tool steels is typically 30 to maybe 50% alloying elements: molybdenum and vanadium and chromium and these types of materials. As a result, we can make a lot of dyes and we can make a lot of cutting tools, we can make taps and other devices that are used to machine other metals, if you will. So, tool steels have a lot of application.
But there are a lot of specialty steels that are made by the mills, as well. One example of that, that I like to talk about or think about, is spring steels because you can make various things like knives and scraper blades, putty knives, for example, besides cutlery knives. You can make reeds for musical instruments, the vibrating instruments in the orchestra, if you will. You can make springs and you can make tape measures, tapes and rules and things of this nature out of these various spring steels, if you will.
Depending on what your end-use application is, the bottom line here is that whatever your end-use application is, there is a particular type of steel that you should be using and there is a form of that steel that you can use. Again, those steels can be produced by a variety of different processes; they can be forged, they can be rolled, hot and cold rolled, again. And when I’m talking about hot rolling, I’m talking about temperatures in typically the 1800-degree Fahrenheit to 2200/2300-degree Fahrenheit range. When I talk about hot rolling, the metal is, indeed, hot, if you will.
By the way, roughly, iron will melt at around 2800 degrees Fahrenheit, just to give you a perspective on that, if you will.
The key to all this is that the form that is produced by the mill meets the needs of their customers and their customers’ applications. If you need a plate, for example, they will produce plate in various sizes and thicknesses.
Rolling direction Source: Barnshaws Group
By the way, just a quick note, and this is for all the heat treaters out there: Be careful of the rolling direction in which the plate was produced. We have found that if you stamp or cut component parts out of a plate with the rolling direction, or transverse or across the rolling direction, you can get vastly different properties out of the products. It’s amazing that you can get tremendous distortion differences from heat treated products depending on the rolling direction. If you’re stamping or forming out of a plate, you’re transverse or in line with the rolling direction. Most people don’t even think of that. They take the plate, they move it into the stamping machine, and they could care less about the rolling direction. Then, when the poor heat treater does his heat treating and distorts all the parts, the man comes back and says, “What’s wrong?”
By the way, that little example took only nine years of my life to solve. We had some, what are called, "springs" that are the backing on a knife. When you open a knife blade, there is a member that it’s attached to called a spring. Those springs were distorting horribly after being oil-quenched in an interval quench furnace. It happened to be a conversation around the coffee machine where one of the guys made the comment that, “You know, it’s really funny, we never had problems with distortion until we got that new stamping machine in.” Low and behold, in investigating it, the old machine took the plate in one direction, the new machine had to take the plate in a different direction and it rotated. . . . End result.
So, I guess for everybody listening, the key to this is that no matter what the material is that’s being produced, we need to use it sometimes in its cast form, we need to use it sometimes in its finished forms, which again can be bar and sheet and plate and wire and tube and things of this nature. And to get those shapes, we need to do things like hot and cold rolling, we need to do forging, we need to do operations like piercing to actually produce rings and things of this nature. So, although I didn’t go all the details about that, there is a lot of information out there about it. I wanted to set the stage for it to say that it’s the end-use application by the customer that fuels the type of steel being produced and fuels the form in which the steel is produced.
Perhaps as a last comment, on my end anyway, at this point, is the fact that a mill is a business just like anyone else’s business. We’re always looking for ways to cut costs, (not cut corners, but reduce cost), and mills have found that in the old days — and the old days weren’t necessarily the “good old days” — a mill made everything; they made all types of steel, they made all types of shapes and forms. But today, a lot of mills are saying it’s not economical to produce that particular type of steel or that particular form of steel, so we’ll leave that steel production to someone else, and we’ll only concentrate on high volume production.
You know, it’s very producing steel, a typical heated steel (and people will probably correct me on this), is somewhere in the order to 330,000 pounds of steel. So, if you’re a small manufacturer and don’t happen to need 330,000 pounds of steel, you have to go to a distributor and, more or less, maybe compromise a little bit to get the steel that you need. But the mills are producing large quantities of steel and very specialty steel grades, in general, today.
Doug Glenn (DG): It’s essentially specialization of labor so it helps keep each individual mill’s cost down, but it doesn’t have the variety it used to.
Let’s open up for questions, really quick. I’ve got one if nobody has one, but I hope somebody else has one. So, fire away if you’ve got one.
Carbon steel gate valve Source: Matmatch
Bethany Leone (BL): When you said that, Doug, my question jumped out of my head. I had 3 questions though but the ones I remember aren’t that important. One is — I recently visited an old blast furnace in Pittsburgh, Carrie Blast Furnaces; everybody should go, if you’re in the Pittsburgh area), so some of this sounds familiar. The second thing I was wondering is just how high can the carbon percentages go in carbon steels, .6%+, right?
DH: Yes, greater than .6%, and it’s not uncommon for carbon in various types of steels to go over 1%. It typically can go in certain tool steels and things higher than that. But one of the things that differentiates a steel from a cast iron is the percentage of carbon in the material. And carbon over 2% is considered a cast iron as opposed to a steel. Steel has a carbon percentage from .008 all the way up to 2%. That’s a great question and something to be aware of. When you buy a cast iron skillet, for example, you’re getting a material that has greater than 2% carbon in it.
BL: The other question I had is sort of more on the business end, if you know any of this, is- with the high energy that it takes to process iron, I imagine there have been efforts to try to reduce costs to produce energy that’s used to be a technology and innovation and especially right now with many people concerned with sustainability in those practices, are there ways that maybe even clients have influenced how businesses iron manufacturers in the iron manufacturing world have been trying to keep those environmental loads down, do you know?
DH: That’s a very intriguing question. I don’t have all the facts and information on it, but I’ll share a few things. As opposed to the production of aluminum, which is primarily using electricity, steel production uses typically natural gas. There were, in the old days, oil-fired equipment and things of this nature but today it’s typically gas-fired furnaces and things of this nature. Now, I have to be careful when I say that because some of the steel refining methods, (for example, the vacuum arc remelting furnaces and things of this nature), again, use carbon electrodes and use electricity, if you will, in the process. But essentially, what they’re trying to do is they’re trying to, for example, capture waste heat and reuse it to preheat different materials and processes and things of this nature, and they’re using methods that are trying to make the overall equipment more energy-friendly; if you will, better insulations, better fit of components than the old days when they didn’t care too much about if we got heat pouring out into the shop, we don’t care. Today, we really care about those things.
But steelmaking, again — for a different reason than aluminum — is a very energy intensive process; it uses a lot of energy to produce steel.
I’ll make a quick comment also, and I’m not saying this especially from anyone internationally who happens to be listening in to this: I’m not saying this is an “America only” comment, if you will, but in 1900, the largest industry, the largest company in the U.S. was U.S. Steel. United States Steel was the number one most profitable company in the country. If you think about it, throughout what would be the 20th century, steel and steel production has fueled, if you will, the American economy. We’ve since transitioned to other more angelic materials, if I can use that phrase; I won’t define it. However, who do you think produces over 50% of the world’s steel today? Anyone want to guess?
DG: The U.S.?
DH: No! China. And where is the manufacturing growth taking place? So, the production of aluminum, the production of steel, fuels manufacturing is my message here.
Yes, there are environmental consequences, but I often use the phrase and, again, this is not intended to be insultive to any one country, but for all the recycling, for all the energy saving, for all the environmental progress we can make in the United States, if we could reduce coal consumption in China (and India, of course), it would have major, major impact on the environment. And that’s not having 100-year-old steel mills, like we have here in the U.S., will go a long way, if you will.
DG: I’m going to give you 30 seconds, Dan, to answer one more question, okay? Here’s the question: Aluminum doesn’t rust, most steels do. Why is that?
DH: In simple terms, because aluminum reforms an aluminum oxide on the surface and that oxide is impenetrable, virtually, to further oxidation, whereas iron produces an iron oxide on the surface in the form of rust, it flakes off and you can reoxidize the surface. Now, there are steels — core10 is an example — self-rusting steels, that once they rust, they don’t reoxidize, but that’s the basic difference, Doug, between them.
DG: Perfect, perfect.
Alright guys. Thank you very much, Dan. I appreciate it. We’re going to get you on deck for another one here pretty soon on another topic, but we appreciate your expertise.
DH: Always a pleasure and, as I’ve said, I’ve reduced 3,000 pages into 30 minutes so hopefully people that are interested will read up more on these processes.
Heat Treat Radio host andHeat Treat Today publisher, Doug Glenn, sits down with Dr. D. Scott MacKenzie, the senior research scientist and metallurgist at Quaker Houghton, for a deep dive into quenching in the automotive heat treat industry. We’re talking the implications of electric vehicles (EV), aluminum and automotive manufacturing, simulation, and training in quench and heat treat.
This automotive industry-focused episode about quenching comes on the heels ofHeat Treat Today's August 2022 Automotiveprint edition.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re here today with Dr. D. Scott MacKenzie from Quaker Houghton. We’re going to talk a little bit about quenching. Scott, first off, welcome to Heat Treat Radio.
Scott Mackenzie: Thank you. And I just go by “Scott.”
Contact us with your Reader Feedback!
DG: Very good. You and I have known each other long enough, I can probably do that and get away with it, so that’s okay.
SM: Everybody calls me Scott. I don’t like being called doctor.
DG: Let me give the folks a bit of an intro and then I’m going kind of highlight some of the stuff we’re going to be covering today. We’re going to be talking quenching because Scott is obviously the “quench king” here. We’re going to talk about EV (electric vehicles) a little bit. We’re going to talk about aluminum in the automotive industry, modeling and simulation and, briefly, we’re going to talk about a product that Quaker Houghton came out with not too terribly long ago called GREENLIGHT. We’re also going to talk about training for captive and/or commercial heat treaters in regard to quenching. So, that’s stuff to look forward to.
First, let me just mention that Scott is presently the senior research scientist and metallurgist for Quaker Houghton (formerly Houghton International) in Conshohocken, PA. He joined Houghton International in 2001 as a technical specialist heat treating marketing and moved into the heat treat laboratory, to the supervisor position, in 2007. Prior to joining Houghton, he worked as an associate technical Fellow in failure analysis, at the company actually, for six years and manufacturing engineer for the steel and aluminum heat treating departments for twelve years. He was past president of IFHTSE (International Federation for Heat Treatment and Surface Engineering) from 2018 to 2020. He is an active member of ASM and served on a lot of committees at ASM as well as member or chairman. You’ve authored, Scott, several books and over one hundred peer-reviewed papers.
So, I expect to see an increase in induction hardening or, at least, stay the same, but more atmosphere, traditional atmosphere, endothermic atmosphere and quenching and quenching in a quenchant — that’s going to be drastically hit in the next five to ten years.
Scott got his BS in metallurgical engineering from Ohio State University and got his MS and PhD from the University of Missouri Rolla. Bottom line, Scott is well qualified to talk about quenching and that’s what we want to do.
Scott, before we jump in and ask the first question, is there anything else you’d like to share with us about your background: where you’ve been, some of your more interesting experiences, or things that would be of interest?
SM: One, I got my PhD late in life. I started on my PhD when I was 45. So, I already had practically 15 years of experience on the shop floor, mostly doing heat treat with doing all the landing gear for the F/A-18, the F15, the AV-8B Harrier, wing skins for aircrafts like MD-80, DC-9, DC-10, MD-11 and then later when I was at Boeing, some of the 737 wing skins and all that sort of stuff. A lot of manufacturing on the shop floor.
DG: It’s a real advantage going to school late in life, too, because you come there with a real different perspective. You’re not green, you know the questions to ask, you know what’s BS and what’s not BS.
SM: Well, the trouble with that is twofold: One, you’re not willing to take any BS from the professors, right? And also, you are more willing to challenge them. In that, from a teacher’s perspective, you’re a much more difficult student because you question more. But, by the same token, you’re also easier to teach because you’re more motivated — you’re not just there because mommy is paying the bill.
"Well, there’s a big thing about EV that is going to drastically impact heat treating and the heat treating industry, as well as quenchants." -- Scott MacKenzie
DG: Yes, absolutely. I taught school a little bit, not college level, but I’d much rather have students that are engaged.
Let’s talk about electric vehicles. It’s a transition that seems to be coming on. Let’s talk about it in terms of heat treating, in general, and quenching, in particular. What do you think about this EV thing? How is it going to impact heat treat?
SM: Well, there’s a big thing about EV that is going to drastically impact heat treating and the heat treating industry, as well as quenchants. Presently, approximately 50% of the heat treaters, (at least in the U.S. and probably globally), are related to heat treating of gears. . . transmission gears, etc. Then we have doing other suspension components, like the tulips with the drive shaft, etc. But should the complete EV — and I’m not talking hybrids, I’m talking about a complete EV . . . EV’s drive by, you put your foot on the accelerator, it goes through, like, a potentiometer computer and that will control the four motors at each wheel, or just two. There’s no transmission involved. So, since there’s no transmission involved, there is no requirement for gears and since there is no requirement for the gears, there is no requirement for heat treat. And so, if we get a full implementation of electric vehicles, we’ll have roughly 50% excess capacity in the heat treat industry, which means the grid people won’t be selling as many grids and the quenchant people won’t be selling as much quenchant.
Even in the racing world — why, even Formula 1 is going to electric, they have Formula E which is all electric. You look at even the super cars. Aston Martin just announced a fully electric vehicle. Pagami just came out with a [indiscernible] last night. (I’m a big fan of Aston Martin.) You have the Lamborghini, Ferrari – they’re all coming out with electric vehicles, either hybrid or fully electric. Volvo is committed to 100% electric by 2025. So, we need to pay attention to where the industry is going.
Now, you will still the suspension components, for instance the tulips, the drive shaft where the motor attaches to the wheel, and back shafting. But that will be predominantly not by traditional atmospheric quench, it’s going to be done by induction hardening. So, I expect to see an increase in induction hardening or, at least, stay the same, but more atmosphere, traditional atmosphere, endothermic atmosphere and quenching and quenching in a quenchant — that’s going to be drastically hit in the next five to ten years.
DG: So, gears, I assume, cam shafts — we’re not going to see that? Drive shafts to a certain extent, not the same type of drive shafts that you’ve got now, but they’ll be a different type — there will be four independent ones, I suppose. Does the move to EV add anything? Are we doing heat treating of armatures or anything in the motors, motor laminations or anything of that sort? Does it add to the heat treat load?
SM: Certainly, the motor laminations- that requires a special thermal process. It’s not quite heat treating because the thermal lamination is going to require different materials (right, silicon steels). You are also going to see much more, leading into your other question about aluminum heat treating, because the structures are going to be moving in either much higher strength steels or bodies to meet crash tests. You’re either going into aluminum because of lighter weight or for very high performance, you’re going to go into carbon fiber. Carbon fiber will require the resins and the pre-peg will require thermal processing. But that’s more like in an autoclave, like airframers do.
Aluminum will require a different mindset. This will require, and it’s already starting to happen where automotive manufacturers are starting to do aluminum heat treating, and a lot of them are adopting a lot of the aerospace specifications, for good or bad, by AMS 2770 or heat treating recipes. It eliminates a lot of research and development on their part.
DG: Right, you’ve got to stick the AMS 2770.
SM: Or, you can do like the Japanese have done, in many cases. They’re not going to aluminum. What they’re doing is higher strength steel and just making it thinner and they’re going to add using special design steels, much more highly refined grain, you’ve got other stuff in there, you’ve got other stuff, to get the high hardness. Then, what they’re doing is, for instance, they’re forging it at a high temperature, and the Germans are also doing this, too, as part of Audi and Mercedes, is they forge the sheet, they take the forge sheet, they put into a pour compress, they heat it up to the forging temperature, then what they do is then they stamp it into the sheet, into the form, the very complicated form, and then what they do is they quench it while it’s in plaque. In other words, they have all kinds of pulls in the dye and so it’s actually acting like the quench press, in this case, by quench press. So, then they have a fully heat-treated part as it exits the forging press.
DG: And that was steel or aluminum?
SM: Steel.
DG: Steel, ok. High strength steel, specially designed, let’s say, “designer steels,” or whatever. Okay.
SM: So, all it does is once it gets out of the forge press, it’s stamped and goes out. It goes directly into the tempering process. Sometimes it goes directly out without tempering, it gets painted and then puts into a [indiscernable] and that does the tempering operation.
DG: As far as the quenching part, obviously you’re quenching through the dye, as you mentioned, so that’s changing. Is any impact the same type of polymer quenching, I assume?
SM: No, it’s just the mass of the dye. They may use air and the mass of the dye. You know, when you think of it, a dye has to buried large compared to my sheet metal; it’s a thermal mass. So, they’re using the thermal mass of the dye to quench the part.
DG: Which they’re obviously cooling that dye because it’s going to be warming up. Okay, very interesting.
SM: One of the problems is cooling the dye and cooling the dye quick enough, so they have to use all kinds of very special panels, high velocities of water, etc.
DG: Just a quick editorial comment about this: There is a debate out there — maybe you can comment on this if you’d like, Scott — in the “green” world regarding the use of aluminum panels versus steel in the automotive industry with body and white type of panels for cars. Those who are “green” seem to say, “We need to push for aluminum.” But the fact of the matter is aluminum takes a lot more energy and actually has a higher carbon footprint to produce than most steels do when the steels are created. So, it’s an interesting thing that the Japanese and the Germans are moving towards custom design, high strength steels as opposed to potentially aluminum. What do you think?
SM: Well, if you look at aluminum, and it depends on at what point in the process you look at it. If you look at just the overall of aluminum, because of the high degree of recycling of aluminum, we’re not mining anything, we’re not mining bauxite, so all of it goes in and then it’s all ready. All you have to do is melt it and alloy it but grade the alloy.
So, instead of making it with the high energy cost of the bauxite process — which is interesting, some of the cheapest is up in Iceland. It’s just tremendous because of the cost of electricity. It’s really interesting seeing those in Iceland. Anyway, that’s neither here nor there. If you look at the whole process from a cradle to grave aspect, aluminum is very attractive. Steel, on the other hand, while we’re doing a lot more recycling and we’re putting it in instead of the old process where you take the taconite and you make a series of blast furnaces and then you put it into a mixer and then you put it into the open hearth or BOF cast and ingot, etc., now we’re running scrap nearly 100% scrap in an electric arc furnace, put into a caster and out.
So, from electricity required to melt it, it obviously doesn’t take as much electricity to melt the aluminum as it does steel just because the temperature is different. You’re looking at 2700 versus 1200 for aluminum. So, in terms of an environmental impact, you have to look at all the numbers. Aluminum would come out the winner because you don’t have to mine it.
DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?
SM: It can be done, and it can be done accurately. But part of that is dependent upon the quality of your materials data. That’s the part. We need to know how that will respond as a function of the constituent of equations within the part. For instance, if I put a stress on it or put a strain on it, what’s the plasticity of the part? How will it perform?
The next thing you have to understand is the quenchant itself. You have to understand the physical properties. Let me share something if I may. Can you see the screen?
DG: Yes, I can actually.
SM: We have to look at the heat transfer. We have to look at the temperature, we have to look at the thermal conductivity, thermal detectivity as well as the position and space (X, Y, Z), as well as time, because you know, obviously it’s a time function. So, we have to understand that within the part.
Now, we also have to do the same sort of thing on the quenchant, but now it’s a function of space on the surface of the part. Now we have to look at velocity, we have to look at surface temperature, velocity, thermal conductivity as well as X, Y, Z, and time.
That’s why there’s been so much modeling and good effect with, for instance, high pressure gas quenching. Because the properties of the gases used are well known, well documented. You just look them up in a table someplace. Quenchants, on the other hand, the quenchant suppliers have done a lousy job of documenting the thermal properties. That’s starting to change. So, that’s one of the problems that you see is that the thermal properties of the quenchant are not well established.
The second thing is, is looking at the boundary conditions of the part is that changes as a function of position and agitation — the agitation rates can change around a part. If I look a part, the quench rates change as a function of velocity. Well, the suppliers have not done a real good job of characterizing their quenchants as a function of velocity. That’s a problem, which is getting worked on.
In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.
DG: As far as simulation goes, obviously it’s something that can be done. Do you see the use of it growing significantly over the next 5-10 years and, if so, any particular areas do you see it growing? I’m assuming it’s going to be in high value parts, right? You’re probably going to see it more there than in your nuts and bolts.
SM: I see it more in the higher value parts. And also, induction hardening. Let me explain: One, in the high value parts because they want to be able to characterize the parts. Either as, “Oops, I sent this part out and it cracked, what happened” as an analysis tool to prevent or to explain why something broke. I see this occurring more in the automotive world at the OEM level. You see some of it in the second-tier aerospace where they’re trying to understand to reduce residual stresses, reduce distortion. At the commercial heat treat? No. They just get paid to quench the part and shove it out the door.
DG: Is it genuinely accessible today? You mentioned Dante and things of that sort. I know Quaker Houghton probably is, but are most of the quench companies working with modeling or is it not that commonplace?
SM: It’s not that common. Part of it is because, you know, the quenchant business is a very competitive business. It just is. A lot of people look at it as strictly a commodity. Quite frankly, we’ve lost sales, I’ve lost sales, over a penny a gallon. And so, one of the things that’s very difficult, and it’s more difficult for the salespeople is to look at the value ad and that value ad can either be we’re not the cheapest quenchant out there. We’re the Cadillac, we’re not the Chevy. So, to justify that higher price (and my salary), we have to sell the value ad, and that value ad can be help with making sure that when I quench my parts in it, I’m going to make properties.
For instance, most quenchant suppliers do not have a metallurgist. One, metallurgists are hard to find anyway, so they’ll get a materials science person which may or may not be exposed to heat treating. So, they have to help them understand whether or not they’re going to make parts. In other words, to mitigate the risk in changing to another quenchant. The value ad is the back-up support from the metallurgical point of view. That’s help understanding, not only just the chemistry of the quenchant and what it does, but what happens to the part. Why is my part stained? Why did my part crack? Or why did my part work this way as opposed to that way? How can I approve the residual stress state in that part? How can I reduce distortion? How can I achieve better properties? Those are the things that we can help with.
Some of the other suppliers can also do it, but they’re not doing using modeling or using computational flow dynamics or using the modeling program, they’re doing it based on their experience. It’s something I do too, but I can do that with the modeling and my experience to get it even closer.
Did that answer your question?
DG: Yes. Basically, I was just trying to get a sense from our listeners, many of them are going to be manufacturers with heat treat in-house, “captive heat treaters,” as we call them. I’m just curious how accessible it is. Is it something they can call today and say, “Can you help me with this, and can we model it?” It sounds like, “yes” but not with all quench suppliers, but it is possible.
SM: There are also consultants out there that can do it.
DG: Speaking of green, speaking of money, Quaker Houghton, several years ago, probably three or four years ago. . .
SM: Three years, next month.
GREENLIGHTTM
DG: . . . came out with this product called Greenlight Unit and I’ve been wanting to talk to somebody over there about that. From a 30,000-foot view, what is it, why does it work, why should people care about it?
SM: What the GREENLIGHT unit is, at it’s very simplest — you’re measuring something and that measuring something could be, for instance, polymer concentration using [indiscernible]. You’d be measuring ph. You could be measuring some other physical property. You tell the unit — these are the ranges that I want to use. You can use it to computer interface or PLC interface, and I set this box on, for instance, my induction hardener which is very common. I have a concentration range for the polymer quenchant. If I go below that it puts a big red flag. If everything is good, it waves a green flag. If it’s either too high or too low, it waves a red flag and says, “pay attention.” Now, that red flag can be either I could add water or add polymer and I could tell either a person to do that, you know, “Operator, come and do this for me” or it can tell a PLC to actuate a pump — either add water or to add polymer. All automated, don’t have to pay attention to it.
DG: And that works, not just on induction equipment, just to be clear. You can do this on quench coolant tank or whatever.
SM: Yes, absolutely, anywhere. I can put it on polymer quenchant, for example. Most commonly, it is being used on induction. In fact, it’s standard on some of the induction hardening equipment.
DG: So basically, just a simple human-machine interface or human-quench fluid interface is going to tell you whether it’s within spec or not and if it’s not in spec, the green light goes out and the red light comes on.
SM: And some alarm comes on and some enunciation, whether it’s visual or audible or both.
DG: And you either fix it manually or you’ve got it programed so that a PLC can make whatever adjustments.
SM: You can contact those so that you can tell a PLC to do some action.
Training for quench and heat treat knowledge is available, and the next generation of metallurgists and engineers need it: "As far as training goes, the fact of the matter is, if you don’t have in-house resources to help you understand heat treating and/or the quenching aspect of it, I think, point being, there are consultants out there that can do it, there are quench companies like Quaker Houghton, for example." - Doug Glenn
DG: Let’s hit one other main topic before we wrap up today. You’ve already kind of hinted at it, but I think that it’s something that’s important. We’ve talked a lot about “brain drain” in the industry and the fact that, and you and I actually spoke off-line not too long ago about, metallurgy programs versus material science programs and the fact that sometimes material science graduates don’t necessarily have a full grasp on what metallurgy is and how it works. . . .
When companies that are manufacturers with their own in-house heat treat are needing help, how are they going to get training? Where can, in fact, they go to get questions answered and things of that sort. And how bad is that problem?
SM: One, it’s a global issue. Metallurgy is kind of like a forgotten science. I was one of the last at Ohio State to actually graduate with a metallurgy degree, metallurgical engineering. After that they changed to material science.
The reason is because one of our illustrious funding [parameters] for grant-funding says: We already know everything there is to know about heat treatment metallurgy; we need to be focusing our energies on nano-this or green-this or additive manufacturing or whateverkind of buzz word. In other words, I’ll send something in, toss in those buzz words and you can get a grant. In other words, it’s because the universities are chasing the government cheese when, really, what the industry needs is people who have a strong grasp of the metallurgy of something. For instance, when I went to school, back in the dark ages (about 1980), back when we still used slide rules (I still have mine), we actually had whole courses, multiple semesters on heat treating. How does a steel react when I change the quench rate? We have the different microstructures you get. Looking at the microstructure, what do we get?
Now, with a material science degree, what we were exposed to in multiple semesters, they may get mentioned in a single lecture.
DG: And spend the rest of the time talking about plastics, polymers, composites and high-faulting new stuff, which is important, but. . . .
SM: Just to give you an idea: I had a customer, and they were having, roughly, 95% cracking. They asked me to help. They’re using our quenchant. What they were doing is that they were taking the parts and they were putting them into the high temperature in the austenizing furnace. They would then quench them into our polymer quenchant, and these were parts like 4340, big parts. They only had one furnace. So, what they would do is after they quenched it, they’d take up the parts then they would put them outside in the snow so they could let the furnace cool down so they could then temper them. Usually, it would take overnight. But when they would come around the next morning, all these big, expensive, large — and we’re talking several hundred-pound parts — were sitting there in multiple pieces because of quench cracking. They wanted to understand why this was happening. So, I go in there and I meet and talk to their metallurgist, and I said, “Ok, the problem you’re having is an issue with quench cracking which is due to transformation martensite, and you need to get rid of the residual stresses by putting in to temper immediately. The metallurgist looked at me and asked me, “What’s martensite?” I had to control my . . . yeah. And I asked her, “Where did you go to school?” She went to Carnegie Mellon.
DG: Not that it’s not a good school; your point being they’re not covering the metallurgy that they need.
SM: I looked at her and I said, “I know a lot of the professors there. In fact, I flunked out of Carnegie Mellon.” You know, I got lousy grades, I flunked out of Carnegie Mello. I was accepted and then flunked out, so I know! I mean, Metallurgical and Materials Transactions A is by Dave Laughlin who is at Carnegie Mellon. He is a wonderful person; I think he may have retired now. He was a wonderful professor, and he gave me my first metallurgy program. He was also very supportive of me throughout my career. But I looked at him and said, “As I recall, we were taught these courses, I had. . . I mean we were taught these courses.” I mean we had Massalski, Laughlin, I had a whole bunch of people that were well up in the [field]. She looked at me and said, “Well, it was a material science degree, and I took the ceramic option.” So, anyway, we had to go through and do all the training, what’s required and all that stuff. We got it and so we understood what was going on, we understood the ramifications of different quench rates and got that all resolved.
Then I talked to this When I was working on my. . . . Afterwards, I talked to one of my professors who has since passed away at University of Missouri Rolla (or now known as Missouri Institute of Science & Technology), and he said that’s unfortunately truth. If you want somebody that’s knowledgeable in heat treatment, don’t hire a material science person, hire a mechanical engineer because at least they will be exposed to it.
DG: That’s a good point. It’s possible that the mechanical engineers are going to have more exposure to, at least, the effects of heat treat and understand heat treat more than maybe materials engineers do who may have one course. You mentioned before, Scott, that there are only a couple of schools in the U.S. now that still maintain an actual metallurgy degree. Do you recall who they are?
SM: Yes. I believe the University of Missouri Rolla (Missouri Institute of Science & Technology) in beautiful and scenic Rolla, Missouri. There is the University of Arizona, but I believe they are focused strictly on, mostly, mining. . .
DG: Yes, because there’s a heavy metallurgy emphasis in mining, as well.
SM: . . . There is the University of South Dakota and maybe the University of Idaho, but I’m not sure on that one.
DG: The Colorado School of Mines? I think they, at least, used to.
SM: Yes, they still do. But that’s four colleges.
DG: I guess an application here is for companies who are looking to hire people to help them with metallurgy because what we’re talking about here is training and getting the brain-drain, is to be very careful who you’re hiring and where they came from. Not to say that all materials engineers are not worth their salt, because that is not the case, but you need to ask the question: “How much exposure, what has been your experience in metallurgy, specifically?” I think that’s the point.
Click to read about Sergio Gallegos Cantu
SM: And I’ll tell you what. The industry right now is a bunch of old guys. We’re retiring. I’m going to be retiring probably in the next up to three years. But if you look at other people in the world, we’re all getting up there, and the young people to replace us will have to be knowledgeable, otherwise we’re going to repeat all the same mistakes all over again.
DG: Well, I want you know, there are a lot of young people coming up in the industry, right there, 40 Under 40. There are some good, good people. It’s amazing. But your point is very well taken.
SM: And one of those 40 Under 40 has been brought along. Sergio.
DG: Sergio, wonderful, wonderful.
SM: That said, somebody that is very knowledgeable in heat treatment, is still going to be needed —whether you’re doing for production of gears, not necessarily for transmissions, but gears or wind turbines. Heat treatment of turbine blades, heat treatment of . . . whatever. Somebody who’s knowledgeable in heat treatment, a young person, will be able to write their own ticket.
DG: I agree with you!
SM: One of the beauties of heat treatment that I’ve had is I’ve never had to worry about losing my job, I’ve never had to be worried about being laid off, and I’ve been through some ugly layoffs. When I was at McDonnell Douglas, we had 64,000 people at one time; the next morning we had 30,000. In one day, they laid off 35,000 in one location. So, I’ve never had to worry about being laid off. I’ve never had to worry about — if something happens, will I be able to find a job? I’ve never had that issue.
DG: It’s never been an issue for you. That’s great.
SM: And I think that that will be true of any young person in heat treating. You’ll always be able to find a position.
DG: That’s great, Scott. I appreciate it. Just to wrap this one little segment up as far as training goes, the fact of the matter is, if you don’t have in-house resources to help you understand heat treating and/or the quenching aspect of it, I think, point being, there are consultants out there that can do it, there are quench companies like Quaker Houghton, for example.
SM: And there are heat treating societies, for instance, ASM heat treat society. Since this is global, all of the heat treating societies, whether it is the Chinese heat treating association, the Chinese heat-treating society (there are two of them), ASMET which is the Austrian, IWT which is the German, the Italian heat treat society, the Czechoslovakian, Indian heat treat society (which is actually part of ASM) — all those societies have their own training programs and they’re good. I taught some of them and other people have taught. Take advantage of your local heat treating society. And do the training of your own people. Or you can use consultants.
DG: Right. And I was going to say to anybody listening, if they need help finding those resources, you can feel free to call us. I’m sure that Bethany will put some information in this podcast about how you can get ahold of us to help. If nothing else, we can put people in touch with you, Scott, which leads me to the final question: How much information are you willing to give away as far as people contacting you. And don’t worry, you’re probably not really allowed to retire, so even if you do, these people will find you. How can they contact you?
SM: Well, you have my email address — scott.mackenzie@quakerhouton.com. Right now, I’m not taking any consulting positions. I get asked routinely. Part of that is because it’s a conflict of interest with my existing job. If you’re using our quenchants, I can help you. Or, if you’re looking to use our quenchants, I can help you. And that isn’t just choosing a quenchant. Obviously, I can help you select a quenchant if you’re unhappy with your existing product. But I can also help you minimize distortion, better reproduce better properties, whether that’s now we do do a company can come to us and ask for CFP modeling of a quench tank — we can do that. Or we can do that as part of the modeling of the part, we can do that. And we can do it and tie them together, as best we can, depending on the position of the quench tank, and we can do that on as-needed basis. So, I can help you in that fashion. But there are also other people out there — Andy Banka at Airflow Sciences, which can do CFP work; Dante Technologies; TRANSVALOR in Europe and in the U.S. can also do stuff. We happen to work with TRANSCALOR. They can all do that, and they can do it for a consulting fee.
So, it can be done. When I figure out when I’m going to retire, then I’m going to try and figure out what I’m going to do after that.
DG: We’ll find you, don’t worry; you won’t be able to hide.
SM: That’s what I’m afraid of.
DG: Exactly. Very good, Scott. I appreciate it. Are there any closing comments you’d like to make? Is there anything we missed that you’d want to include? I think we’ve hit on most of the major stuff we were thinking about.
SM: I think probably the biggest thing is encourage your young people to go to conferences, and I’m not just talking about where they’re laying out a whole bunch of equipment. Not just an exhibition so you can look at equipment. They need to go to the events so one, they can meet other experts, so they can be educated, and I’m not just talking about taking an ASM course; I’m talking about going to the conference, being able to ask questions of other experts as well as talk to their peers. What are the problems their peers are having? The point is, it’s likely the same sort of problem. And be able to expand the horizon by seeing the conference, the conference proceedings, etc. Encourage them to go to those sorts of things. And also submit papers, etc. because that’s the only way they’ll grow. And that’s what you want, you want the people to grow within the organization, and encourage them to grow within the organization so they become more of a value to that organization.
DG: Yes. There’s no better way to learn than to teach. Once you decide you’ve got to teach, you’ve got to learn the stuff.
Well, you’ve done a great job of that over the years, Scott. I know there’s many, many people in the industry who have appreciated your expertise and we certainly appreciate you being with us here today. Thank you very much for your time and we’ll look forward to talking with you again. Don’t retire too soon — we’ll need you here, so stick around!

















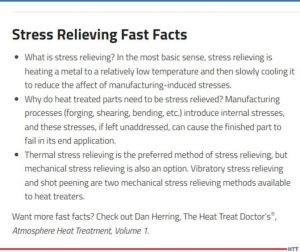


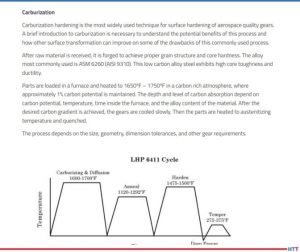





 Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.







 JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.
JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.

 The shale revolution (mostly happening in America) is the world’s biggest energy revolution. From 2005-2020, the amount of energy provided from shale was TWICE the amount of energy produced from wind and solar arrays combined. This is the largest increase in energy supply in the history of the world, anytime, anywhere. The next closest “revolution” was the Saudi oil fields, but the shale fields have produced nearly DOUBLE the amount of energy.
The shale revolution (mostly happening in America) is the world’s biggest energy revolution. From 2005-2020, the amount of energy provided from shale was TWICE the amount of energy produced from wind and solar arrays combined. This is the largest increase in energy supply in the history of the world, anytime, anywhere. The next closest “revolution” was the Saudi oil fields, but the shale fields have produced nearly DOUBLE the amount of energy.








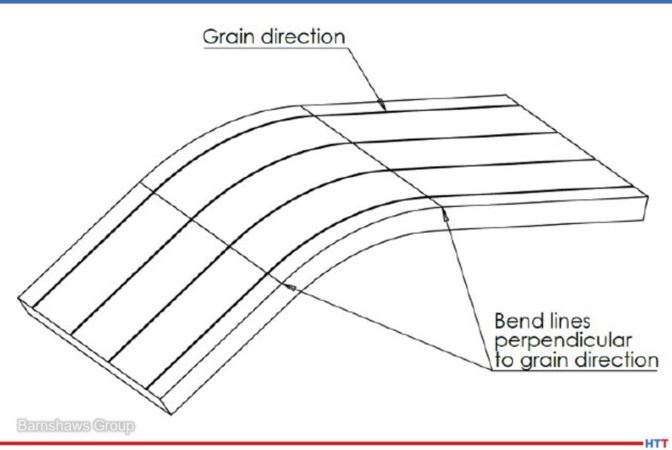



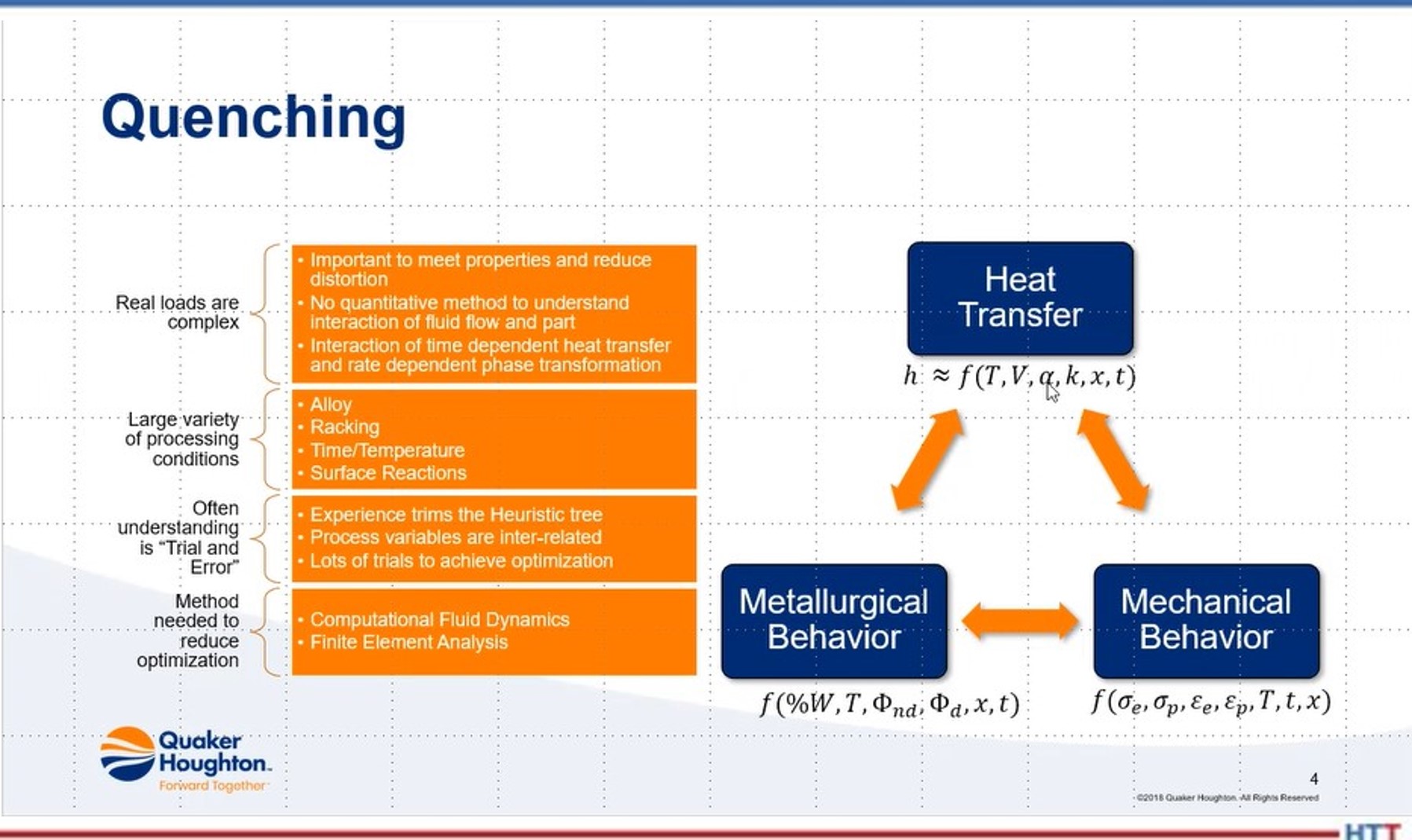 DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?
DG: Our next topic I want to talk about with you is simulation and modeling. We’ve talked a bit about that offline, and the developments there. As far as quenching goes, what can you tell us in the quenching world, as far as simulation and modeling? What is happening?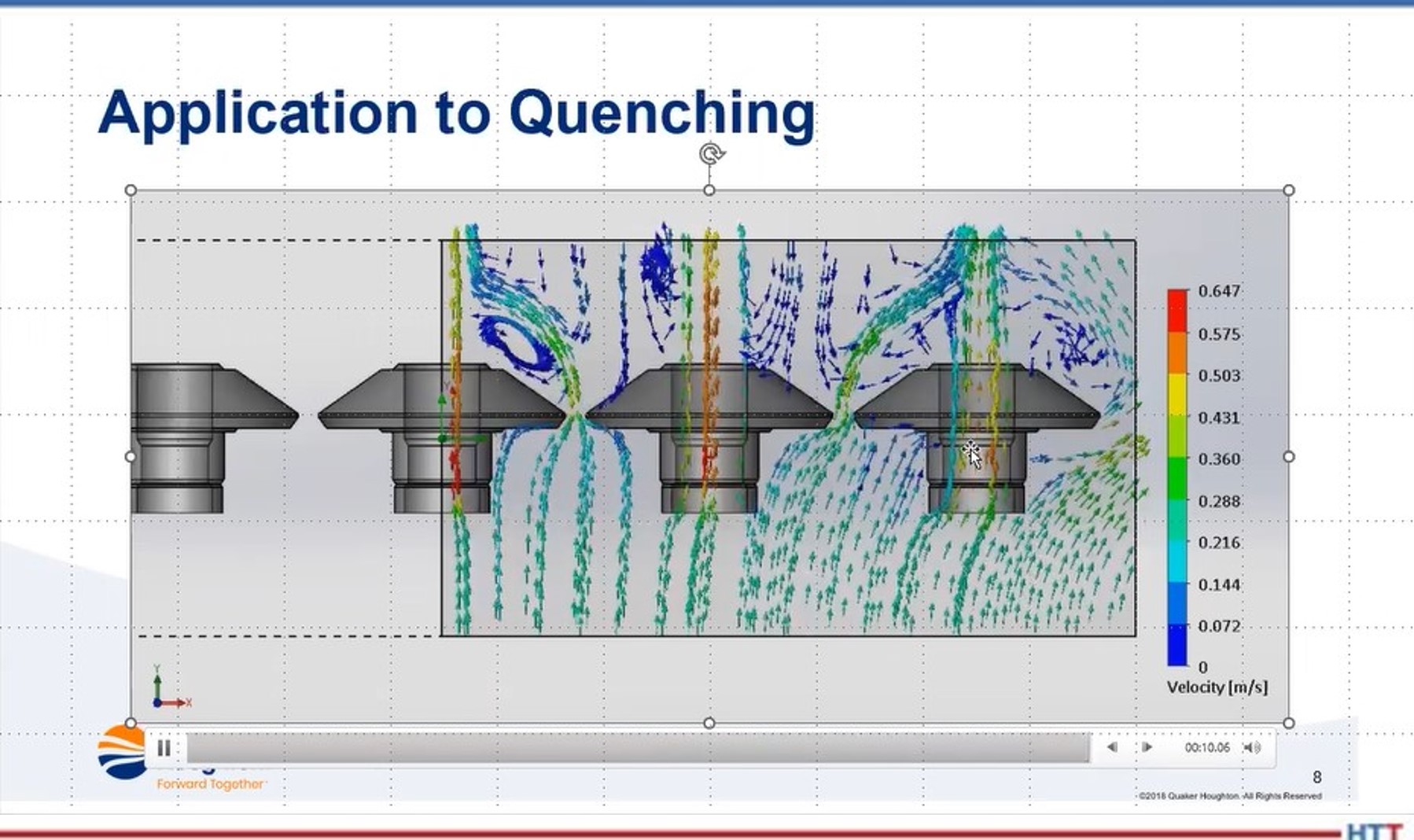 In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.
In terms of the simulation, it can be done if you’ve got good boundary conditions. The boundary conditions being the stuff on the outside of the part and the stuff inside the part. Once you do that, and you can do this with either using something like computational flow dynamics and then applying that as whatever velocity heat transfer coefficient that you get out of that and apply to the boundary of the part, then you can use a variety of different software programs, such as Dante or SIMHEAT — both of those are good, just a difference in their material databases. Each will give similar results but it’s a function — garbage in, garbage out. You have to have good material properties and good boundary conditions. If you have those, then you can get a reasonable result. But, if you don’t, you’ll just get garbage results.