





Heat Treat Radio host, Doug Glenn, and several other Heat Treat Today team members sit down with long-time industry expert Dan Herring, The Heat Treat Doctor® of the HERRING GROUP, to finish the conversation about mill processes and production. Enjoy this third informative Lunch & Learn with Heat Treat Today.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
![]()
![]()
![]()
![]()
![]()
![]()
The following transcript has been edited for your reading enjoyment.
Dan Herring (DH): When it comes to heat treating, the mill will do what we typically call ‘basic operations.’ They will anneal the material and, if you’ll recall, annealing is a softening operation (it does other things, but we will consider it, for the purpose of this discussion, a softening operation) so that the steel you order from the mill will be in a form that you can then manufacture a product from. You can machine it, you can drill it, you can bend it and things of this nature.

There are various forms and various types of steel that can be ordered directly from the mill. So, the mill typically does annealing operations and normalizing operations. The difference between annealing and normalizing is that annealing has a slower cooling rate than normalizing does.
In the aluminum industry, we don’t talk about normalizing but talk about homogenizing. Homogenizing is to aluminum what normalizing is to steel; it’s a crude analogy, but it’s true. The mill can do other processes; they can do other heat treatments, they can do specialized rolling and things of this nature to give you enhanced mechanical properties. In today’s world, there is a lot of what we call “custom” or “specialty mills” that can manufacture very specialized products. There are mills that primarily make pipe and tube, there are mills that make primarily wire, there are mills that make primarily strip. There are some very customer-specialized mills out there. In general, a mill will produce most of the type of products that we see or use in industry (or the steel for those products), and they will make it in a form that is usable for the end user and heat treated to a condition where the end user can make a product with it. Now, obviously, once you make a product, you may then have to further heat treat that product, for example, to harden it or to give it certain characteristics that you need. We’ll talk about those things in later discussions about this.
What I did want to talk about is the types of steel that are produced by the mills. I’ll do this, hopefully, in a very, very broad context, but I think it will make sense to everybody. Again, metallurgists aren’t known too much for their creativity, so we start out with something called carbon steel. Very original. There is low carbon steel, medium carbon steel and high carbon steel. Low carbon steel has low carbon, medium carbon steel has medium carbon, and a high carbon steel has high carbon.
Now, to be more serious, a low carbon steel typically has less than or equal to 0.3% carbon, or less than 0.3% carbon. A medium carbon steel has between .3% carbon and .6% carbon, and a high carbon steel is greater than .6% carbon. An example of a medium carbon steel might be a 1050 or 1055 grade of steel. Those are commonly used for stampings, for example. So, all of your seatbelt, both the tongue and the receptacle are made of a 1050/1055 steel and they’re austempered to give them both strength and toughness so that in an accident, the buckle won’t shatter because it’s hard but brittle and it won’t bend abnormally and therefore release because it has inherent toughness.
So, there are various things you do with these carbon steels in the heat treat mill to enhance their properties. Carbon steels are used because they’re low cost and they’re produced in tremendous quantities. If you went to a hardware store and bought a piece of steel, it is very likely it will be a simple carbon steel.
On the other hand, we also make alloy steels and, interestingly enough, there are low alloy steels, medium alloy steels, and guess what, high alloy steels. Again, metallurgists are very creative with their names. But idea here is you get higher strength than a carbon steel, a little better wear resistance and toughness, you get a little better corrosion resistance, for example, you might even get some specialized electrical properties and things like this.
But low carbon steel, just to go back to that for a minute, as I said, is produced in huge quantities. Examples are steel for buildings, steel for bridges, steel for ships. We learned our lesson, by the way, with the Titanic; we got the steel right this time. The problem with that steel, by the way, was high in sulfur which embrittled it, interestingly enough, in cold water. So, when it hit the iceberg, the steel shattered because it was brittle because it had too much sulfur. But we learned our lesson.
Source: Wikipedia
There are also various construction materials; anything from a wire that’s used in fencing to automotive bodies to storage tanks to different devices.
When you get into medium carbon steels, because they have a little better strength and a little better wear resistance, you can use them for forgings, you can use them for high strength castings. So, in other words, if you’re producing gears or axles or crank shafts, you might want to consider a medium carbon steel, or seatbelt components as we talked about.
Then there is the family of high carbon steels. Again, they can be heat treated to give you extremely high hardness and strength. Now, they’re obviously more expensive than medium carbon or low carbon steels, but when you’re making knives and cutlery components, (knives and scissors, for example), when you’re making springs, when you’re making tools and dyes. Railroad wheels are another example of something that might be made out of a high carbon steel. As a result of this, the type of product that your company is producing, means that you’re going to order a certain type of steel that you can use to make your product and give it the longevity or the life that your customers are expecting.
One of the things about steel that differentiates it from aluminum: Aluminum has a very good strength to weight ratio. But so again does steel, but obviously the strength to weight ratio, the weight is specifically much more, from that standpoint. But we can take steels that we produce from the mill, and we can do processes like quench and temper them. If we do that, we can make things like pressure vessels, we can make the bodies of submarines, for example, we can make various pressurized containers and things.

Source-Justus Menke at Unsplash.com
There are a lot of different things we can do with steels to enhance the products that we’re producing. Besides just low carbon steel or carbon steels and alloy steels, we then can go into the family of stainless steels, for example. Most people think of stainless steels as being corrosion resistant. I’ll warn you that not all stainless steels, however, are corrosion resistant; some of them can corrode in certain medias or chemicals, if you will. But with stainless steels, a good example of that is food processing containers or piping or things that will hold food or food products, and again, we can make with stainless steels a variety of different products. We can make different components for buildings, for example, or for trim components and things.
Besides stainless steels, of course, we can make tool steels. Now, tool steels represents a very, very high alloy steel. The alloying content of tool steels is typically 30 to maybe 50% alloying elements: molybdenum and vanadium and chromium and these types of materials. As a result, we can make a lot of dyes and we can make a lot of cutting tools, we can make taps and other devices that are used to machine other metals, if you will. So, tool steels have a lot of application.
But there are a lot of specialty steels that are made by the mills, as well. One example of that, that I like to talk about or think about, is spring steels because you can make various things like knives and scraper blades, putty knives, for example, besides cutlery knives. You can make reeds for musical instruments, the vibrating instruments in the orchestra, if you will. You can make springs and you can make tape measures, tapes and rules and things of this nature out of these various spring steels, if you will.
Depending on what your end-use application is, the bottom line here is that whatever your end-use application is, there is a particular type of steel that you should be using and there is a form of that steel that you can use. Again, those steels can be produced by a variety of different processes; they can be forged, they can be rolled, hot and cold rolled, again. And when I’m talking about hot rolling, I’m talking about temperatures in typically the 1800-degree Fahrenheit to 2200/2300-degree Fahrenheit range. When I talk about hot rolling, the metal is, indeed, hot, if you will.
By the way, roughly, iron will melt at around 2800 degrees Fahrenheit, just to give you a perspective on that, if you will.
The key to all this is that the form that is produced by the mill meets the needs of their customers and their customers’ applications. If you need a plate, for example, they will produce plate in various sizes and thicknesses.
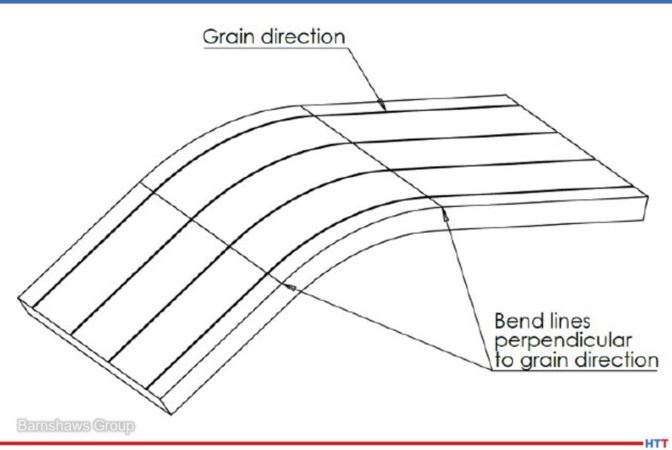
Source: Barnshaws Group
By the way, just a quick note, and this is for all the heat treaters out there: Be careful of the rolling direction in which the plate was produced. We have found that if you stamp or cut component parts out of a plate with the rolling direction, or transverse or across the rolling direction, you can get vastly different properties out of the products. It’s amazing that you can get tremendous distortion differences from heat treated products depending on the rolling direction. If you’re stamping or forming out of a plate, you’re transverse or in line with the rolling direction. Most people don’t even think of that. They take the plate, they move it into the stamping machine, and they could care less about the rolling direction. Then, when the poor heat treater does his heat treating and distorts all the parts, the man comes back and says, “What’s wrong?”
By the way, that little example took only nine years of my life to solve. We had some, what are called, "springs" that are the backing on a knife. When you open a knife blade, there is a member that it’s attached to called a spring. Those springs were distorting horribly after being oil-quenched in an interval quench furnace. It happened to be a conversation around the coffee machine where one of the guys made the comment that, “You know, it’s really funny, we never had problems with distortion until we got that new stamping machine in.” Low and behold, in investigating it, the old machine took the plate in one direction, the new machine had to take the plate in a different direction and it rotated. . . . End result.
So, I guess for everybody listening, the key to this is that no matter what the material is that’s being produced, we need to use it sometimes in its cast form, we need to use it sometimes in its finished forms, which again can be bar and sheet and plate and wire and tube and things of this nature. And to get those shapes, we need to do things like hot and cold rolling, we need to do forging, we need to do operations like piercing to actually produce rings and things of this nature. So, although I didn’t go all the details about that, there is a lot of information out there about it. I wanted to set the stage for it to say that it’s the end-use application by the customer that fuels the type of steel being produced and fuels the form in which the steel is produced.
Perhaps as a last comment, on my end anyway, at this point, is the fact that a mill is a business just like anyone else’s business. We’re always looking for ways to cut costs, (not cut corners, but reduce cost), and mills have found that in the old days — and the old days weren’t necessarily the “good old days” — a mill made everything; they made all types of steel, they made all types of shapes and forms. But today, a lot of mills are saying it’s not economical to produce that particular type of steel or that particular form of steel, so we’ll leave that steel production to someone else, and we’ll only concentrate on high volume production.
You know, it’s very producing steel, a typical heated steel (and people will probably correct me on this), is somewhere in the order to 330,000 pounds of steel. So, if you’re a small manufacturer and don’t happen to need 330,000 pounds of steel, you have to go to a distributor and, more or less, maybe compromise a little bit to get the steel that you need. But the mills are producing large quantities of steel and very specialty steel grades, in general, today.
Doug Glenn (DG): It’s essentially specialization of labor so it helps keep each individual mill’s cost down, but it doesn’t have the variety it used to.
Let’s open up for questions, really quick. I’ve got one if nobody has one, but I hope somebody else has one. So, fire away if you’ve got one.

Source: Matmatch
Bethany Leone (BL): When you said that, Doug, my question jumped out of my head. I had 3 questions though but the ones I remember aren’t that important. One is — I recently visited an old blast furnace in Pittsburgh, Carrie Blast Furnaces; everybody should go, if you’re in the Pittsburgh area), so some of this sounds familiar. The second thing I was wondering is just how high can the carbon percentages go in carbon steels, .6%+, right?
DH: Yes, greater than .6%, and it’s not uncommon for carbon in various types of steels to go over 1%. It typically can go in certain tool steels and things higher than that. But one of the things that differentiates a steel from a cast iron is the percentage of carbon in the material. And carbon over 2% is considered a cast iron as opposed to a steel. Steel has a carbon percentage from .008 all the way up to 2%. That’s a great question and something to be aware of. When you buy a cast iron skillet, for example, you’re getting a material that has greater than 2% carbon in it.
BL: The other question I had is sort of more on the business end, if you know any of this, is- with the high energy that it takes to process iron, I imagine there have been efforts to try to reduce costs to produce energy that’s used to be a technology and innovation and especially right now with many people concerned with sustainability in those practices, are there ways that maybe even clients have influenced how businesses iron manufacturers in the iron manufacturing world have been trying to keep those environmental loads down, do you know?
DH: That’s a very intriguing question. I don’t have all the facts and information on it, but I’ll share a few things. As opposed to the production of aluminum, which is primarily using electricity, steel production uses typically natural gas. There were, in the old days, oil-fired equipment and things of this nature but today it’s typically gas-fired furnaces and things of this nature. Now, I have to be careful when I say that because some of the steel refining methods, (for example, the vacuum arc remelting furnaces and things of this nature), again, use carbon electrodes and use electricity, if you will, in the process. But essentially, what they’re trying to do is they’re trying to, for example, capture waste heat and reuse it to preheat different materials and processes and things of this nature, and they’re using methods that are trying to make the overall equipment more energy-friendly; if you will, better insulations, better fit of components than the old days when they didn’t care too much about if we got heat pouring out into the shop, we don’t care. Today, we really care about those things.
But steelmaking, again — for a different reason than aluminum — is a very energy intensive process; it uses a lot of energy to produce steel.
I’ll make a quick comment also, and I’m not saying this especially from anyone internationally who happens to be listening in to this: I’m not saying this is an “America only” comment, if you will, but in 1900, the largest industry, the largest company in the U.S. was U.S. Steel. United States Steel was the number one most profitable company in the country. If you think about it, throughout what would be the 20th century, steel and steel production has fueled, if you will, the American economy. We’ve since transitioned to other more angelic materials, if I can use that phrase; I won’t define it. However, who do you think produces over 50% of the world’s steel today? Anyone want to guess?
DG: The U.S.?
DH: No! China. And where is the manufacturing growth taking place? So, the production of aluminum, the production of steel, fuels manufacturing is my message here.
Yes, there are environmental consequences, but I often use the phrase and, again, this is not intended to be insultive to any one country, but for all the recycling, for all the energy saving, for all the environmental progress we can make in the United States, if we could reduce coal consumption in China (and India, of course), it would have major, major impact on the environment. And that’s not having 100-year-old steel mills, like we have here in the U.S., will go a long way, if you will.
DG: I’m going to give you 30 seconds, Dan, to answer one more question, okay? Here’s the question: Aluminum doesn’t rust, most steels do. Why is that?
DH: In simple terms, because aluminum reforms an aluminum oxide on the surface and that oxide is impenetrable, virtually, to further oxidation, whereas iron produces an iron oxide on the surface in the form of rust, it flakes off and you can reoxidize the surface. Now, there are steels — core10 is an example — self-rusting steels, that once they rust, they don’t reoxidize, but that’s the basic difference, Doug, between them.
DG: Perfect, perfect.
Alright guys. Thank you very much, Dan. I appreciate it. We’re going to get you on deck for another one here pretty soon on another topic, but we appreciate your expertise.
DH: Always a pleasure and, as I’ve said, I’ve reduced 3,000 pages into 30 minutes so hopefully people that are interested will read up more on these processes.
DG: Yes. Appreciate it. Thank you!
For more information, contact:
Website: www.heat-treat-doctor.com

Doug Glenn
Publisher
Heat Treat Today
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio .


