In this episode of Heat TreatRadio,Doug Glenn discusses the hardenability of materials with guest Michael Mouilleseaux, general manager at Erie Steel LTD. Michael walks us through how to interpret hardenability charts and provides detailed insights on reading these charts, including addressing the importance of understanding the nuances of complicated part geometry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Understanding a Hardenability Chart (01:59)
Doug Glenn: What I’d like to do is talk through this chart and learn how to read this a little bit better. And I’d like to ask questions about it because I’m not familiar with this, and I’m sure there are going to be some listeners and viewers who aren’t familiar with it. This will be just a quick tutorial on how to read these charts.
Go to the upper, right-hand corner. First off, SAE 4320H is the grade of the steel that we’re talking about?
The Heat Treat Lunch & Learn crew: Doug Glenn, Publisher of Heat Treat Today; Michael Mouilleseaux, General Manager at Erie Steel LTD.; Bethany Leone, Managing Editor of Heat Treat Today Use this chart to follow along with the conversation. Source of chart: Erie Steel, Ltd.
Michael Mouilleseaux: Correct.
Doug Glenn: Then the table right below that you’ve got percentage C (carbon). Is Mn manganese?
Michael Mouilleseaux: Manganese.
Doug Glenn: Thank you very much. Silicon, nickel, chrome, moly. My question is about those ranges. Is this basically saying the percentage carbon on the far left in 4320H goes anywhere from 0.17–0.23?
Michael Mouilleseaux: That is correct.
Doug Glenn: Okay. So that’s variability right there. All of those are basically telling you what the ranges are in those alloys in this grade of steel?
Michael Mouilleseaux: That is correct.
Doug Glenn: Then you go down to the top columns of this table below, and it says “Approximate diameter of rounds with same as quenched HRC in inches.” Right?
Approximate diameter of rounds with same as quenched HRC in inches Source: Erie Steel, Ltd.
Michael Mouilleseaux: Yeah. Essentially, the first three rows are for water quenching. And the bottom three are for oil quenching.
Doug Glenn: If you go over to the second major column called “Location in round,” what’s the size of the round we’re working on here?
Michael Mouilleseaux: It can vary. Go down to where it says, “Mild Oil Quench,” then left to “Surface,” then left then go to “2 inches.” Then, go straight down to the bottom, and that’s approximately J5. So, the “Distance from Quenched End — Sixteenths of an Inch” is Jominy position 5.
Michael Mouilleseaux: If you go to Jominy position 5 on the left-hand chart, you can see the hardness limits for that; the maximum is Rockwell C 41, and the minimum is Rockwell C 29. So, the chemistry can vary provided the hardenability at J5 is 29–41.
Doug Glenn: That’s the acceptable range?
Michael Mouilleseaux: That’s the acceptable range. That’s one way of looking at it. The chemistry would allow you to do that.
Now, go back to the chart on the right-hand side and to “Surface,” move down one row to “¾ radius from center,” and go left to two inches. Moving down from there you see that is Jominy position 8. So, the surface of a two-inch round is Jominy position 5, and the ¾ radius is Jominy position 8.
If you go to the hardness chart on the left-hand side, that says that if you had a two-inch round of 4320H, and it was oil quenched, and you check the hardness at ¾ radius, then the expectation is that it would be 23–34.
Now, go back to the same chart that we were just at, and go to the “Center” row of “Mild oil quench.” Continue left to two inches, and that’s J12. Go back to the left-hand chart, and J12 is 20–29 in the center of the part.
So, the surface of the part could be 41, ¾ radius, center of the part would be 34, and the center of the part would be 29.And that would all meet the criteria.
Doug Glenn: The maximum for J5 would be 41.But at J12 you could get a 20 in the middle.
Michael Mouilleseaux: Right. That is one way to look at this chart. But there is another way.
Notice that it says “rounds.”There are some nuances to having flats and rectangles because, if you think about it, for the cross-sectional area of a rectangle, the hardenability is going to be determined by the direction that it is thinnest, not by the direction that it is thickest.
Take a gear tooth, for example: in the chart that we just made up the gear teeth, the root of the gear was about a half inch, just slightly more; and if we go to this same chart, go to “Center” of “Mild oil quench,” and then go to a “0.5 inch,” and when you go straight down, that’s the J3.
Is a gear necessarily a round? Of course, the answer to that is no. So, in complex shapes you can use this data, but you have to interpolate it in order to understand it.
To some extent, the first time you run this, you’re going to say, “I have a gear, and the root is a half inch across. And I know that the J3 is 40. And I’ll run this part, and I’ll section it and I’ll measure it and it’s 40. And I’ll say that’s a good approximation of that.” And experientially, you build confidence in this, that is, it’s your operation, your quenching operation, and your components. It allows you to interpolate these, and they become extremely useful.
So, is it definitive? No. Is it useful? Yes.
Doug Glenn: It gives you a ballpark, right? I mean, it’s giving you something, maybe guardrails.
Michael Mouilleseaux: It gives you a ballpark; it gives you guardrails. And I can tell you that after having run gear product in the same equipment for ten years, I can say that it’s definitive. I can say that if I have this hardenability, and I get this hardenability number for this heat, and these gears are made from this heat of steel, and it has a J3 of 42. If I’m at 38, I know something is going on other than just hardenability. And, at that point, I would suspect my heat treat operation.
Doug Glenn: Yeah. I have one more question about this chart: On the bottom right part of the graph there are two plot lines on there. What do those represent? I was thinking one represented the water quench and the bottom one represents the oil quench.
Plot lines representing maximum hardenability and minimum hardenability Source: Erie Steel, Ltd.
Michael Mouilleseaux: The top one represents the maximum hardenability. And the lower the lower one represents the minimum hardenability.
Doug Glenn: That’s your band. Okay. Those are basically your values over on the left-hand side then. Very good.
I don’t know about you, but I found that helpful. I really didn’t ever know how to read these tables. So, maybe someone else will find that useful. Thanks, Michael. I appreciate your expertise.
Michael Mouilleseaux: It’s been my pleasure.
About The Guest
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
Michael Mouilleseaux is general manager at Erie Steel LTD. Mike has been at Erie Steel in Toledo, OH, since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
If curiosity were a person, Brynna Keelin Kelly-McGrath would be her name. Having risen at Moog, Inc. to the position of materials and process engineer, Brynna shares her early STEM interests and how she stays up-to-date on industry trends and ideas. In this highly engaging NextGen profile on Heat TreatRadio — with host and Heat TreatToday’s publisher, Doug Glenn — get to know this talented metallurgist.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Brynna Keelin Kelly-McGrath (01:00)
Doug Glenn: Let’s jump into today’s Heat Treat Radio episode with Brynna Keelin Kelly-McGrath from Moog, Inc. It’s a great pleasure to be here today with Brynna, who is one of our 40 Under 40 Class of 2023 award recipients. First off, congratulations on that award, and welcome to Heat Treat Radio.
Brynna Keelin Kelly-McGrath: Thank you so much. That was an honor.
Doug Glenn: Brynna lives just south of Buffalo, New York. As you know, this interview is to get to know you a little bit more — how you got into metallurgy, heat treating, and all that good stuff. Let’s start way back. Give us a little bit about yourself as a younger person, maybe high school age and moving on up through, and then how you got involved with heat treating and metallurgy.
Check out Brynna’s 40 Under 40 profile. Click the logo.
Brynna Keelin Kelly-McGrath: Sure. I grew up in a little town called West Falls, south of Buffalo, New York, and about 20 minutes from Moog. While I was in high school, I took AP chemistry and physics and fell in love with those topics. I knew from a younger age that I was going to wind up being an engineer eventually; I just didn’t know what kind. But I was pretty sure I wanted to be a chemical engineer, so I toured a couple of colleges.
At one of them, I met with a materials science professor to talk about the differences between chemical and materials science engineering. I was sold. I was all set and ready to go be a polymers engineer. I picked Purdue University, started going there, and was absolutely loving it.
The summer after my freshman year, I got an internship with Moog, which was right around the corner from my hometown. The internship was primarily metallurgical, due to the nature of Moog’s products, and I absolutely loved it. I was not expecting to like it, and it was just so great. So, I transitioned all of my coursework over to metallurgy, and I kept coming back to Moog for internships, and that was fantastic.
Learning from Industry Experts (03:32)
When I started off at Moog, it was right around the time when two of our subject matter experts in heat treatment were transitioning to retirement. I started learning as much as I could as fast as I could about heat treatment. There was obviously a lot to learn there, but it was a great time.
After working at Moog for a couple of years, I decided I wanted to go back and pursue my other passion, which was manufacturing engineering. So, right now I’m working on a master’s degree after work to combine metallurgy and manufacturing.
“When I started off at Moog, it was right around the time when two of our subject matter experts in heat treatment were transitioning to retirement. I started learning as much as I could as fast as I could about heat treatment.”
Brynna Keelin Kelly-McGrath, Moog
Doug Glenn: Wow. You’re a classic overachiever. That’s pretty good. And you said Purdue, correct?
Brynna Keelin Kelly-McGrath: Yeah.
Doug Glenn: Okay. And you did your undergrad there. Did you actually end up graduating with a materials engineering degree or a metallurgy degree?
Brynna Keelin Kelly-McGrath: Materials science and engineering.
Brynna shares how she got started in the industry. Source: Heat Treat Today
Doug Glenn: All right. Good. You spent the summers back at Moog and enjoyed that. You know, we see a lot of the older generation retiring, so you’re filling the brain drain, as we say, which is great. Are there are many other young people at Moog?
Brynna Keelin Kelly-McGrath: Yeah, their internship co-op program has been fantastic in bringing in a lot of students right out of college and getting them hooked on our product line and the sort of manufacturing we do. And we’re definitely getting more recent college graduates. But, you know, with people retiring, those are some awfully big shoes to fill.
Doug Glenn: For sure. What exactly does Moog make at your facility? They’re a large corporation; I know they usually make a lot of automotive, maybe aerospace, components but are you able to say specifically what Moog does there?
Brynna Keelin Kelly-McGrath: We specialize in high precision motion actuation systems. From a metallurgical side, we’re working with a ton of really cool materials. So it’s not just steels or aluminum, it is a lot of aerospace applications, defense. The materials and process engineering group is physically orchestrated on our headquarters campus as well as the space and defense building, so we do get to see quite a bit of that. From the metallurgical perspective, there is a lot to see and work on.
Doug Glenn: You mentioned you were thinking about being a chemical engineer, but then you saw the materials. Do you remember what it was about that and metallurgy that attracted you? Anything specific?
Brynna Keelin Kelly-McGrath: I remember sitting through that talk with a materials professor at Purdue, and he was talking about what the day to day of a chemical engineer versus materials engineer looks like. I will not pretend that he wasn’t biased, because he was a materials professor. But the work he described for materials engineering was so diverse, and there were options for different settings and what you could end up working on — from being in a steel mill to working in a lab like I do. There are a lot of options, a lot of cool things. The slogan at Purdue was something along the lines of: you can’t make it without materials.
Brynna’s Family Background (07:30)
Doug Glenn: That’s really neat. So, I haven’t asked you about your family at all. What did they think when you told them, hey, I’m thinking about being a materials engineer or a metallurgist?
Brynna Keelin Kelly-McGrath: My father is an industrial engineer, and my mother is a pharmacometrician, so they’re both in the stem field already. I think it was no surprise that I was going to pursue engineering and then, metallurgical engineering specifically. I think they were happy to encourage me to pursue any of my passions. And my father knew a couple of materials engineers and thought that it would work out for me. They were excited.
Undergraduate Research (08:16)
Doug Glenn: They were very supportive. That’s great. When you did your undergrad at Purdue, did you have to work on a final paper or any specific projects that were of interest to you?
Brynna Keelin Kelly-McGrath: I did some undergraduate research in the metallurgy realm. But my senior project for graduation was along the lines of characterizing shot for shot peening and the degradation of shot and the residual stress that it imparts. It was like a cool mix of FEA modeling with actually characterizing the material. It was a neat project.
Doug Glenn: Have you had to do any of that at Moog?
Brynna Keelin Kelly-McGrath: There’s a fair deal of materials characterization. We have shot peening, but I’m not super involved with it.
Current Work at Moog (09:35)
Doug Glenn: Gotcha. That’s interesting. Can you describe what your typical day at Moog looks like now and what you’re working on?
Brynna Keelin Kelly-McGrath: Sure. My typical day is a good deal of talking with all types of engineers, explaining metallurgical concepts. Because we work on a lot of different materials, there’s a lot to understand there. A good portion of my role is talking with other engineers about how a heat treatment procedure works or what’s metallurgically happening, how to modify a manufacturing sequence, how to design so that the product’s going to work.
But then I also specifically work in a failure analysis lab. This could be anything from something’s coming off the manufacturing line a little bit wrong or something failed in the field. We’ve got a beautiful characterization lab full of all the toys that you could think of, including two SEMs and a chemical lab. There’s a good deal of analysis there, too.
Doug Glenn: You seem like a person who enjoys your work. Is there any specific story or instance of something happening, either in school or at work, that really made you happy that you were in metallurgy and heat treat?
Brynna Keelin Kelly-McGrath: Oh, goodness. That’s a good question.
I would have to say I’ve had a couple projects at work, without getting into too many specifics, where we discovered something new metallurgically that we didn’t know was happening before. And then working through that, how did we not know it before? What do we know about it now? And what are we going to do to utilize this new thing that we discovered and take advantage of it? From a heat treat perspective, sometimes that means modifying our procedures, modifying our fixturing, creating something new.
It’s neat to see the modifications happen and come up with the new parts on the other end. It’s been very exciting to work on interdisciplinary teams like that.
“My typical day is a good deal of talking with all types of engineers, explaining metallurgical concepts. Because we work on a lot of different materials, there’s a lot to understand there. A good portion of my role is talking with other engineers about how a heat treatment procedure works or what’s metallurgically happening, how to modify a manufacturing sequence, how to design so that the product’s going to work.” Source: Heat Treat Today
Doug Glenn: Yeah. I’m curious about this. You’ve been out in the work world for how many years?
Brynna Keelin Kelly-McGrath: Three and a half.
Doug Glenn: Okay. So, you’ve been out of school and working four years, and the amount you know about metallurgy and heat treating now is four years’ worth. Does it kind of amaze you the amount of stuff we don’t know?
Brynna Keelin Kelly-McGrath: Absolutely. Metallurgy is an old science, but you know we’re still [developing] the tools and technology and it’s great to find out new things.
Doug Glenn: Right. A lot of people get involved and say, “Well, I don’t want to go into metallurgy and heat treat because it’s a mature industry,” but I was curious if you felt the same way.
It’s really quite fascinating because there is a lot that happens. Like you were saying at Moog when you discovered things, a lot of stuff that’s happening and we really don’t know why. The more we can discover about it, the better.
Brynna Keelin Kelly-McGrath: Absolutely.
Top Industry Resources (12:58)
Doug Glenn: Let me ask you this. You obviously come from a smart family; you’ve got parents who are well educated, and you are as well. What are some of the metallurgical/heat treat resources that you use to stay current?
Brynna Keelin Kelly-McGrath: I think the best resource that’s out there is people. The network that I’ve been growing comes from a variety of different sources. I’m part of a few industrial committees, and it’s just a great way to meet people from all ends of the spectrum of metallurgy — from those producing the material to those making something out of it to the people who are going to use it all the way down the line.
Finding other metallurgists in those realms, and also through venues like ASM and our local Buffalo chapter — meeting people who have more experience than I do and have seen it before. If I’m seeing something for the first time, there’s definitely someone who spent their whole career on that. It’s really great to tap into those resources. That’s my number one.
And then my second choice would be the ASM handbooks. I’ve always got at least two open on my desk.
“I think the best resource that’s out there is people.”
Brynna Keelin Kelly-McGrath, Moog
Doug Glenn: Those are great resources. ASM over the years has pumped out some very, very good stuff. Is there anything else about your work or your schooling that is of interest or excited you that you’d like to share?
Brynna Keelin Kelly-McGrath: I really liked working at Moog because it’s a cool application where I can use my metallurgical knowledge along with this new manufacturing knowledge that I’m building up. That was my favorite intersection with my undergrad degree. And now I get to actually try that out in a working sense. That’s been great.
Doug Glenn: And you’re doing a master’s in industrial engineering?
Brynna Keelin Kelly-McGrath: The University of Michigan.
Doug Glenn: Remotely, I’m assuming?
Brynna Keelin Kelly-McGrath: Yes.
Doug Glenn: Very nice. And how far along are you, and how much longer do you have to go there?
Brynna Keelin Kelly-McGrath: I’m hoping to graduate in December, so I’m coming closer to the finish line.
Doug Glenn: Congratulations. That’s really good.
Rapid-Fire Round (15:44)
Doug Glenn: I want to move off of metallurgy and heat treat just to learn a little bit more about Brynna. All right, so these quick questions are what I call the rapid-fire round. Brace yourself. Are you a Mac or a PC person?
Brynna Keelin Kelly-McGrath: I am a Mac person through and through. I love my Mac.
Doug Glenn: Do you use a Mac at work?
Brynna Keelin Kelly-McGrath: I wish, but no.
Doug Glenn: We have an ongoing debate here. We had a couple people that came into the organization with Macs, and I’ve always been a PC guy. So, anytime there’s a computer problem, we tease each other, “Well, that’s because you’re working on a Mac/you’re working on a PC.” Well, that’s good to know. And for your phone: Are you an Apple phone person?
Brynna Keelin Kelly-McGrath: Yeah, I’ve got an iPad. And I just got a new MacBook Air the other day.
Doug Glenn: You’re hardcore. Very good.
So, we’re a publishing company here at Heat Treat Today. And I like to ask this question: When you consume media, do you prefer hard copy or digital?
Brynna Keelin Kelly-McGrath: I prefer digital. I like to have all of my work life very organized by topic, and it’s way easier for me to organize everything if I have a digital copy of it. So even if it’s a print copy, I’ve been known to scan and file it the way that I file everything else.
Doug Glenn: Okay. Now what do you value more in work — a flexible work schedule or high pay?
Brynna Keelin Kelly-McGrath: I’m going to go with flexible work schedule. I’ve had some people close to me who have the high pay but no flexibility. And they’re the ones more jealous, so I’m going to go with that. I’ll take the flexibility.
Doug Glenn: That’s a great answer. Here’s one: Would you rather work remotely or in an office?
Brynna Keelin Kelly-McGrath: In an office 100%, I am definitely of the variety that likes to be around people. I would rather have people to talk to face to face than doing it over Teams.
Doug Glenn: I kind of assumed you were like that. How did you handle all the isolation that came with the recent pandemic?
Brynna Keelin Kelly-McGrath: I was still in college at that time for most of Covid. Purdue was only remote for half of one semester. It was a reasonably short time. And then the rest of the time we had limited capacity in classrooms and things. But when I was coming back for my internships, our department was classified as essential. We were coming into the office every day, and that was good, I enjoyed that.
Doug Glenn: So, you didn’t necessarily really have a lot of the isolation or as much as you might have had.
Brynna Keelin Kelly-McGrath: Yep.
Doug Glenn: That’s good. Okay, I won’t keep going down that road. I think that whole time period has been very impactful on our society. And I’m curious how people feel it has affected them.
I know you love working at Moog, but if you had a dream job, what would it be?
Brynna Keelin Kelly-McGrath: I don’t know. I think someday down the line, it would be cool to have my own manufacturing business. I don’t have a product in mind at the moment, but in my thoughts it has to do with metallic components and heat treatment, because that’s my passion. That would be great.
Doug Glenn: Very interesting, owning your own company and manufacturing something metal. You know what? That’s where it starts. You’re three and a half years out, and you’ve got time to develop more specificity over time. But that’s good to even know that you’re moving in that direction.
I assume you don’t work all the time. What do you do? What do you do in your free time? What do you like? What are your passions outside of work?
Brynna Keelin Kelly-McGrath: The number one time consumer at the moment is that master’s degree. But then, you know, on a pure fun basis, my husband and I are avid golfers. And all of the very short Buffalo summer we’re trying to be out there on the golf course.
“But then, you know, on a pure fun basis, my husband and I are avid golfers. And all of the very short Buffalo summer we’re trying to be out there on the golf course.” Source: Richard-7 / Getty Images Signature
Brynna Keelin Kelly-McGrath: I’m also a bluegrass fiddler. I play in a couple bands. And that’s pretty fun, too. It’s almost Saint Patrick’s Day.
Doug Glenn: You’re a musician? You know, I’ve heard that there are some engineering schools who don’t ask you if you play an instrument, they ask you what instrument you play because there is a correlation somehow or other between music and engineering. Maybe it’s the methodical-ness, the orderliness, and all that stuff.
Brynna Keelin Kelly-McGrath: Neat, I didn’t know that.
Doug Glenn: If you’re playing bluegrass fiddle, I assume you play some by ear. I mean, I assume you’ve got some sort of natural talent there. Is that safe to say?
Brynna Keelin Kelly-McGrath: Yeah, I started that at a decently young age. And now my husband and I are learning piano as well, so it’s been fun.
Doug Glenn: What does your husband do by chance?
Brynna Keelin Kelly-McGrath: He’s a software engineer.
Doug Glenn: Two engineers in one house. That’s got to be interesting dinner time talk. That’s wonderful.
Okay. Last question for you. I give people an option here. You can answer any one of these three. What would be your favorite app, movie, or magazine?
Brynna Keelin Kelly-McGrath: The first thing that came to my mind when you asked that question was Audible. At the moment, I’m hooked on reading, or listening, to a lot of books. I consider it reading in the little bits of downtime here and there grocery shopping and driving in the car and things like that. It’s nice to spend that time a little bit more productively.
Doug Glenn: I’m with you. I think that’s great. I assume maybe you can even do some of your school reading on Audible?
Brynna Keelin Kelly-McGrath: I haven’t tried that yet. Honestly.
Doug Glenn: Sometimes people learn better by actually reading. But other people learn better by listening, so that’s fine.
If you were to encourage young people to really look into metallurgy materials, what would you tell them? What would be your encouragement to them?
Brynna Keelin Kelly-McGrath: I think the most impactful thing for me at that age was actually getting to see what they do. At Moog, I act as a tour guide for a lot of high school students. I try to show them as closely as possible what we do and what a day looks like. Because it’s great to think about the theory, but at the end of the day when you graduate with that degree, you’ve got to go work. I encourage high school students to get out there and see as many jobs as possible. Shadow people — I guess that would be my advice.
Doug Glenn: That’s good. Well, Brynna, thanks so much. Congratulations again on being awarded 40 Under 40 this last year. And thanks for taking some time to chat with us.
Brynna Keelin Kelly-McGrath: Thank you so much.
About The Guest
Brynna Keelin Kelly-McGrath Materials and Process Engineer Moog, Inc. Source: Brynna Keelin Kelly-McGrath
Brynna Keelin Kelly-McGrath received her bachelor’s degree in Materials Science and Engineering from the Purdue University Honors College. She is currently working on a master’s degree in Manufacturing Engineering from the University of Michigan Ann Arbor. Brynna conducts metallurgical support for day-to-day heat tree issues and non-conformances across several divisions within Moog, Inc. She was recognized in Heat Treat Today’s 40 Under 40 Class of 2023.
Contact Brynna by visiting Moog, Inc.’s website: www.moog.com.
Welcome to Heat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at hot summer events, hot summertime activities, and hot heat treat industry events coming soon to a social media page near you. Check out these posts, podcasts, and videos for a roundup in Heat Treat Social Media.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Heat Treating Skateboards > Hot Moves
This space is usually reserved for something rich and technical, but it’s summertime in the northern hemisphere and heat treating is just as essential for the proper working of items affiliated with leisure and outdoor activities as the products that make the world go round (e.g., automotive, aerospace, etc.). “Skateboarding is not just a sport; it’s an art form, a mode of transport, and a way of life for many. But did you know that the metal trucks on a skateboard—those T-shaped pieces that mount the wheels to the deck—are a product of meticulous heat treatment?” (from Bodycote on LinkedIn, November, 2023)
Check out this recent post from Bodycote laying out how critical it is to safety and experience for skateboard trucks to be heat treated with the same level of skill that it takes to execute an ollie or a shuvit.
2. It’s a Beautiful Day in the Heat Treat Neighborhood
What’s everyone been up to on the social channels?
Summer Engineering Institute reshaping the Future of Heat Treating
Future Leaders: Report to the Dome!
Take Us Out to the Old Ballgame!
It may Be Summer but It’s Never Too Early to Think About the Fall
‘Tis also the season for Registration for 2024’s industry events and social media provides an excellent platform for getting the word out. Here are some of the events taking place just in September — don’t delay! Registration is still open for all of these!
Marking Milestones
3. Learn with Us
Sometimes, it’s the small things on social media that grab your attention or give you the “ah ha!” moment. And sometimes things affecting the industry in other places cause us to go “hmm.” Do any of these short posts make you say “eureka”?
Queueing and Sequencing (and more!)
Quiz Time
4. Open Your Ears: The Podcast Corner
You can’t read everything, we get it. Heat Treat Today is here to recommend two informative podcasts to enjoy on your daily commute!
Tune in to Listen to Heat Treat Radio #110! Isolated Heat, the Future of Vacuum Furnaces
Sharpen your hearing: Heat Treating Knives on the TTT Podcast
5. Junk Food and a Logo Extravaganza
Click through to see what Kowalski Heat Treating thinks about junk food and how that thinking gets them counting logos.
Have a great weekend!
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Heat Treat Radio host, Doug Glenn, and guest Bryan Stern from Gasbarre Thermal Processing Systems discuss the shift from single chamber batch furnaces to isolated heat vacuum furnaces. They explore the benefits and challenges of isolated heat systems, including temperature control, cycle times, and cost effectiveness for handling various parts.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction to Isolated Heat Vacuum Furnaces (00:01:30)
Doug Glenn: We want to talk about something that Gasbarre is calling isolated heat furnaces. In this case, these are vacuum furnaces. What’s an isolated heat vacuum furnace? And why is it called “isolated heat?”
Contact us with your Reader Feedback!
Bryan Stern: To start off, this isn’t something that’s Gasbarre specific. This is a generic distinction and concept with furnaces. It’s been around for a while, but the primary difference with an isolated heat furnace is that the heat chamber in that furnace stays at temperature, in between processing and throughout the process, and it’s held under vacuum during that time as well.
Doug Glenn: Gotcha. We’re going to talk primarily about vacuum furnaces — though, I know that’s also possible in an atmosphere — and the typical vacuum furnace today is the single-chamber vacuum furnace. Maybe it’s obvious already, but can you explain the differences between the isolated heat and a typical single chamber?
Bryan Stern: The single-chamber, batch processing furnace is by far and away the most prevalent technology that’s used. And the difference is that everything in that process is going to happen in a sequential order — everything from loading, evacuating the chamber, ramping everything (the chamber and the work) up to temperature, holding it, doing whatever process you have, cooling it back down, backfilling it, and then unloading it. It’s all a sequential operation. You close the door, the work sits in the same place, and you run through the entire process.
Gasbarre’s Vacuum Oil Quench Furnace, with isolated graphite heating chamber, includes 2 BAR gas quench capabilities. Source: Gasbarre Thermal Processing Systems
Whereas, with the isolated heat, it remains at temperature. That requires three primary additional components in addition to your single-chamber batch. It requires an extra chamber, for evacuating because you’re going to need an antechamber or a way to load that work in after having pumped it down. So, by default you need a second chamber. You need some kind of dynamic sealing door between the two chambers that you can open once your evacuation chamber is pumped down; and you need some means of moving the work between those two chambers.
These are the fundamental differences. But where it gets interesting is the impact it has on the rest of operations and efficiency.
Doug Glenn: The single chamber has dominated the market for a long time. How have those single-chamber furnaces really affected the design of vacuum furnaces? And are there some significant design differences in these isolated heat furnaces?
Bryan Stern: Yeah. It’s kind of funny, but anyone who’s familiar with single-chamber batch furnaces recognizes there are a lot of challenges to doing vacuum processing that way.A simple way to look at it is if you were trying to cook pizzas in an oven: But if you had to start with the oven cold, open the door, put the pizza in, and then you can’t touch it until the whole thing goes through its process; you heat up the oven and then wait till it cools down at the end and pull it out. It wouldn’t be an ideal approach.
A simple way to look at it is if you were trying to cook pizzas in an oven: But if you had to start with the oven cold, open the door, put the pizza in, and then you can’t touch it until the whole thing goes through its process; you heat up the oven and then wait till it cools down at the end and pull it out. It wouldn’t be an ideal approach.
Bryan Stern, Gasbarre
That’s the distinction with the vacuum portion of it specifically. For a lot of single-chamber batch equipment, you have to pump it down and wait to preheat the oven. That adds a lot of time. So, the then it makes vacuum processing more expensive, and it’s harder to scale. People know there is inconvenience around vacuum processing in general. And the answer to that has typically been to increase workload sizes because if you’re going to have dead time at the front, you’d rather distribute that cost over a thousand parts instead of a hundred parts.
You want to increase the throughput so you’re not waiting for a bunch of little batches and paying for all that dead time with a few parts.
Equipment Challenges with Single Chamber (00:06:32)
Bryan Stern: There’s been a general trend to just increase load sizes, and I am generalizing. It’s not necessary for everything. But you get into some massive single-chamber batch furnaces that are often larger than necessary for the parts. And, unfortunately, those load sizes are kind of detrimental to a lot of the objectives of heat treating.
You have a much more difficult time maintaining uniformity for both process temperature and gas for the parts while you’re heating up and cooling down. And you’re going to have a much higher deviation between the temperature at the center of the load and the surface of the load, as well as process gas concentrations.
That trend toward larger load sizes than necessary (because of the inherent challenges of the single-chamber batch method) leads to other challenges that you then have to overcome. It takes longer to soak out, and quite often (something that I’m sure a lot of people will be familiar with) you end up leaving gaps in the work zone anyway — spaces between parts to allow gas circulation to achieve quench rates enabling you to cool faster because you’re not getting enough gas to the center of the load. Since you have these massive loads, you’ve moved in a direction that’s not really helping anything that you’re trying to do. And that’s a bus that we’ve all been on.
Doug Glenn: So, you’ve got uniformity issues inside the load. And that’s an interesting perspective. The process takes so long inside that one chamber, it tends to increase the size of the load so that you’re doing more at once.
How about the efficiency of the process? If you’ve got a chamber that is designed just for isolated heat, and you’re just heating in that chamber, I would assume that chamber can be designed differently than a chamber in which you’re going to do preheat convective.
Bryan Stern: Absolutely. There are of trying to do everything in one space. I think the equipment challenges come from exactly what you’re talking about — trying to heat and cool in the same space. Anyone who’s been remotely involved in the production of single-chamber batch equipment knows that you’re doing a bunch of things that are in tension with one another. To start, if you’re trying to cool in the same space, very often you’re putting nozzle penetrations all through your insulation pack.
Right away you’ve shot your thermal efficiency in the foot because you have direct radiation out of those nozzles. And people have tried with marginal success to come up with ways of sealing off those nozzles during the heating section and opening them during cooling. Some tried more static approaches, some active changes to the furnace.
But the other issue is that you’re hurting the cooling, too, because you’re restricting your gas flow. You’re heating up the gas that you’re trying to cool with by flowing it through this hot insulation pack. Your parts are sitting inside that heat cage. They’re radiating to a hot surface. Another thing worth pointing out is that often with a single-chamber batch, because you have such a limited time to pump down and you’re trying to decrease your cycle time as much as possible, the installation’s reduced just to help with vacuum levels.
Again, if you’re holding that under vacuum and you can allow it to outgas and decay, now you can have a much thicker insulation pack. You’re not putting penetrations through it. So, it’s helping your thermal efficiency in multiple ways. For example, it’s helping your cooling. When you’re struggling to get those cooling rates, you’re going to do things like bump up gas pressure. Since you’re consuming more processed gas, you’ll put a bigger motor in it — which not only costs more upfront, but it also costs more to run.
That’s a fun fact about especially high horsepower, single-chamber batch equipment: Very often the current rating for the entire system can be driven by the gas blower alone. It’s more than all the rest of the power supply, so they’re not cheap to run.
I’m not saying that you get away with half the size motor, but intuitively you know you’re requiring more than you would need if you placed that load in a dedicated cooling space, no response to gas flow radiating to a water cool jacket. So, it’s a pretty intuitive observation about the way we’re currently approaching this.
Doug Glenn: I don’t think people have thought about it because that has not been the typical way of doing it. It’s almost all single chamber.
Bryan Stern: We’re locked in there.
Doug Glenn: But when you do start thinking about it, it makes a lot of sense that your efficiencies would improve — design and operational efficiencies. All those things would improve because you’ve got dedicated chambers.
Bryan Stern: Another thing with regard to efficiency is your size and your power supply to overcome all those losses, the decreased insulation. When you move to dedicated positions, you know in your position that ramping your power supply can be sized for it. And people have worked to overcome that with typical power supply sizing by doing things like adding multiple taps on the secondary side of the transformer to try to get a better power factor. But if you’re dedicating stations within your equipment, then you can right-size your power supply.
Bryan Stern: “When you move to dedicated positions, you know in your position that ramping your power supply can be sized for it. And people have worked to overcome that with typical power supply sizing by doing things like adding multiple taps on the secondary side of the transformer to try to get a better power factor. But if you’re dedicating stations within your equipment, then you can right-size your power supply.”
Recent Developments (00:13:21)
Doug Glenn: That brings me to a question about the single-chamber vacuum furnaces that have typically been used. To my knowledge, there are not a lot of isolated heat furnaces or dedicated chamber vacuum furnaces out there, although, I know that one of the companies you guys acquired years ago made their name there. But have there been any developments in recent years that have led to more popularity for, or the possibility of doing, isolated heat vacuum furnaces?
Bryan Stern: Yeah, it’s a great question. It’s something that I’ve done a lot of thinking about because we tend to have a mentality with technology that if it was such a great idea, people would be doing it. So, why aren’t more people doing this?
We can learn a lot from looking at another industry. Specifically, the prevalence and immersion of some of the emissions regulations that are coming along is newer to our industry. I think we’ve been able to get away with doing things in a way that might be really inefficient for a while. But it’s not new in some other industries.
There is a great example that I love because it has so many analogies for what we’re looking at in vacuum heat treating specifically: If you look at the history of the adoption of fuel injection in the automobile industry — I’ve always assumed that fuel injection was adopted as soon as it came along because it was a better technology, and it had been around since the 1920s and 30s.
It was developed and used in some military applications, and right away it was hailed as a better technology. It was more efficient, it was cleaner, but people just didn’t want to change. That wasn’t the direction that everyone was moving in. There were some manufacturers that tried. There were some mass-produced vehicles that had fuel injection in the early 1950s, but it still wasn’t taking off.
And then in 1970 the pushed manufacturers specifically to start adapting it more. But it wasn’t welcome. Some supporting technologies needed to be developed better, especially with computers controlling those systems. As reliability increased for those throughout the ‘80s, there were some amendments to the Clean Air Act from 1970. Then it really started to hit the market and be adopted. And what finally sent it is that consumers started to experience the benefits.
Now we don’t even think twice about it. It’s the de facto standard. You’re not going to go find a car dealership in your area that has their specialty line of carbureted vehicles. There are still places they’re used, but the advantages of fuel injection are so great because you’ve got dramatically improved fuel efficiency and much longer engine life. People say cars last way longer than they used to. And it’s because this new technology that had been around for almost a century, by the early 2000s, had been sitting around, and people hadn’t experienced the advantages of it.
One of the things that I love about that analogy is that it also demonstrates this isn’t a complete switch. It’s a gradual change, and there’s still a place for the old technology. It doesn’t mean that isolated are going to completely replace single-chamber batch vacuums. But if you look at the places carbureted engines are still used, you’ll find them on a racetrack or in lawn equipment.
So, in these places where the upfront cost is really important and you’re not getting enough operating time on it, the improved efficiency is not going to pay off if you were to pay up-front since you’re not using it enough. That carries over well to some of the single-chamber batch vacuums because they will always be around, and they’re going to be more preferred for intermittent use applications where the runtime is not as long.
Doug Glenn: That’s an interesting perspective. Have any of the technologies developed recently — like transfer mechanisms, control systems, or anything of that sort? Is there anything substantially new that had to take place before you could get isolated heat furnaces, or have most of those technologies, similar to the fuel injection, been around for a long time?
Bryan Stern: I think they’ve been around like that analogous technology adoption. There’s certainly going to be a refinement of some technologies to be robust for it to work.
Click on the link to read more about Bryan Stern in his Heat Treat Today 40Under40 profile.
There are some good solutions out there. There are some bad solutions out there. And I think the higher possibility of getting into a bad solution with a less mature product is one of those obstacles people are facing. Things don’t change when forces are in equilibrium. So, the fact that we’re not changing as an industry to adopt some of this stuff just means that the forces motivating that change have not overcome the obstacles. There are definitely some obstacles to it.
And I’m sure we’ll get into talking about those some, but we have that nudge from regulation that’s happening. We’ll see, and continue to see, this type of product mature and those dynamic sealing mechanisms and transfer systems. And I think what’s really going to send it is that there are a lot of benefits that address a lot of problems that we’re all familiar with. It’s just not the de facto standard.
There are ways that the industry is organized around the methods that we use currently. A great example of that is the pizza example where you look at the back of the box of pizza, and you’ve got a recipe that says to preheat the oven and then pop it in for 15 minutes. If you can’t do that anymore, and you have to put the pizza in while the oven is cold and let it ramp up, now you have to change the recipe. And that’s the way we’re organized right now. We’re organized with processes for material that’s starting cold. It’s actually a harder way to do things, because the way that different equipment ramps up is harder to control. So, it’s not necessarily a better recipe, but it’s what we have.
The vacuum level specifications are another big impact. In single-chamber batch equipment, you’re exposing it to atmosphere every cycle, and you’ve got to pump it down quickly. So even when you pump it to very low vacuum levels, what’s left is still often oxidizing constituents.
If you can hold it at vacuum (even though it’s not getting to the same ultra-low pressures), and if it’s allowed to absorb from the surfaces and outgassing from materials (even at a higher pressure), you can have a pure environment. And that’s really counterintuitive. It’s not built into equipment specs because people associate the vacuum level with purity, and it’s really more about dew point and the constituents of what’s in the gas. You can have just as pure an environment with much higher pressure. And again, we’re just not organized around that right now.
Continuous and Non-Continuous Systems (00:21:56)
Doug Glenn: Let me restate something you said earlier and tell me if I’m accurate on it. You were saying that because of the single-chamber vacuum furnaces, we tend to increase the load sizes. So, I’m assuming the load size of the isolated heat furnaces could be significantly smaller and, therefore, have better uniformity within the load, both in the heat up and the quench. Is that an inherent advantage of the isolated heat?
Bryan Stern: It’s not specific to all isolated heat equipment. We’d have to get into discussing the fact that you can’t have continuous and non-continuous isolated heat systems. And it’s an important distinction. The distinction being that you have your heat chamber, you’re keeping it at temperature in a multi-chamber batch system, which is still a form of isolated heat equipment. You’re going to be moving your work in and out the same direction.
So, you’ll get a lot of the advantages that we’ve talked about. You’re able to have dedicated design for heating and cooling. You’ll have your thermal efficiency. There are a couple things you’re not going to get. You’re not going to be able to increase the throughput. Whereas, if you move to a continuous furnace where you’re moving that work in, and then you’re moving it to the other side . . . We can keep working with the pizza analogy: If you need more pizzas, and it takes 15 minutes for a pizza, you can move it through three stations for five minutes per station. Now, you’re getting a pizza every five minutes instead of every 15 minutes, right? If you’re able to do that and produce loads faster, then you can decrease the load size. And then you’re going to see all the benefits of decreasing that load size — improved uniformity, faster times, and better cooling.
Click on the image to read “Vacuum Heat Treating in a Carbon-Conscious Market” by Bryan Stern, in Heat Treat Today’s November 2023 Sustainability issue.
But you only get that if you go to continuous. With that specific type of isolated heat equipment, versus just any isolated heat equipment, you’ll get much better thermal efficiencies because in the multi-chamber batch setup you’re not heating and cooling the furnace every time and throwing that energy away. But because you’re loading and unloading on the same size, you’re still going to leave that heat chamber unoccupied, sitting and holding its temperature, consuming energy in between loads. With continuous furnaces, you’re not going to do that. You’re never going to throw all that energy away. There’s minimal holding power required. So, there is a distinction between the continuous and non-continuous isolated.
Doug Glenn: How would it work with a non-continuous isolated heat furnace? If the process required you to preheat, heat, and quench, what is it you’re going to use? Transfer cars? How does that work?
Bryan Stern: If you have multiple heating levels, you can still control the heat. But often you’d introduce it at an intermediate temperature and then ramp it up the rest of the way. So again, all the advantages that you get as far as quenching, typically with a two-chamber piece of equipment like that, your quench chamber is going to serve double duty as your evacuation chamber. You’re putting it into the quench chamber first, evacuating it again, and bringing it back and quenching it.
Challenges with Isolated Heat Systems (00:26:39)
Doug Glenn: These systems sound good, but I’m sure there are some challenges. Are there some drawbacks? I can hear some people saying, these sound like great pieces of equipment — especially the continuous version. I can understand the efficiencies, but what about the complexity? Is the design complexity of these units an issue?
Bryan Stern: It’s definitely one that I face a lot on the application side. It’s a much more complicated process — especially because the process itself is going to impact each of those positions. And you would care if I sold you an oven for your kitchen, and the only thing I cared about was that it can go to this temperature, and it can operate at this pressure, but I didn’t care what you did with it, I didn’t care how much work you get through it. I just had these maximum parameters.
As soon as you move to talking about continuous, you’re right away much more involved in throughput — going to drive and often the number of positions to get the index rate you need for the load size. Now you care how long each step of the process takes, and you’re trying to balance that among positions so that you’re not letting anything sit longer than it needs to because you’re over this particular soak time.
Trying to get continuous equipment sized for an application is more of a process than some people are expecting. And again, we’re just not wired that way. So, you can throw out a spec for a single-chamber batch furnace and say you need this operating temperature, this ultimate vacuum level, and this uniformity . . . and more! But when you come and want to get into a piece of equipment like this, we’re going to have a couple conversations — we’re going to talk about some things no one else is asking. And that’s what can be a hurdle up front, though we’re able to overcome it.
Bryan Stern, Gasbarre, discusses furnace cost effectiveness and flexibility. “It’s just going to be a lot more expensive if you’re doing a process that doesn’t require the way that that furnace was built. So, it’s not that you locked yourself in. It’s just that if you’re constantly changing processes or you have much shorter processes or the throughput isn’t a benefit, then that’s where a single-chamber batch might be a better solution.”
Doug Glenn: But it also may limit flexibility, I assume, of the different processes you could run in that equipment, too. In a batch system, you can put the load in there and do whatever you want, it’s going to potentially take longer to get it done. But maybe in an isolated heat system, where the heat chamer is only designed to do X, maybe you can’t do X times two. Does that make sense?
Bryan Stern: Yeah. It’s not as much true for a two-chamber or multi-chamber isolated heat batch style furnace because you have the same flexibility of dedicated design. On a continuous furnace, but if you’re going to be doing that a lot, is it worth paying for something that can be optimized one way if you’re going to be using it in a flexible way. They have a lot of flexibility — I would argue just as much as batch. It’s just going to be a lot more expensive if you’re doing a process that doesn’t require the way that that furnace was built. So, it’s not that you locked yourself in. It’s just that if you’re constantly changing processes or you have much shorter processes or the throughput isn’t a benefit, then that’s where a single-chamber batch might be a better solution.
Cost Effectiveness (00:30:23)
Doug Glenn: And then the other objection that jumps to my mind is capital equipment outlay. Can we address that, compared to single chamber?
Bryan Stern: This is this is another one that’s near and dear to my heart because I think there’s a lot of misconception here since it’s very application specific and hard to answer generally. But like we talked about, you’re going to have another chamber.
So, if you’re looking at a smaller system, it may not immediately be more cost effective. If you’re looking at a continuous system that’s replacing several furnaces, now you’re not paying for that oversized power supply on each piece of equipment; you’re not paying for a pumping system for each piece of equipment; you’re just buying it for the one evacuation chamber. Or maybe you have a backup, but now you’re starting to distribute and be much more selective about your material cost, and there’s definitely a break-even point in there.
It’s really a question of whether or not the process improvements are enough of a benefit on the smaller size. But very quickly the upfront cost starts to lean in favor of the continuous, especially if you’re looking at multiple pieces of equipment.
But the bigger thing here, the thing that I feel more passionate about, is that we tend to get really hung up on the upfront cost. And I think that’s something that can be very detrimental to missing out on value. It’s very easy to say: I’m going to have this amount of revenue, I’m going to pay this for equipment, and I’m not going to dive into maintenance and operating costs — and that’s a difficult question to answer but is a huge piece of the puzzle. Yet we often don’t put in the legwork because the information is not readily available. And it takes a more sophisticated accounting approach to look at project value over the life of the equipment.
Intuitively, we know that you could pay more for something that would improve efficiency or throughput or performance because in the long run that would pay off. And going back to the car analogy, when is the last time you bought a car and didn’t pay any attention to the fuel economy on it? It’s hard to do that without a little bit more accounting elegance.
Intuitively, we know that you could pay more for something that would improve efficiency or throughput or performance because in the long run that would pay off. And going back to the car analogy, when is the last time you bought a car and didn’t pay any attention to the fuel economy on it? It’s hard to do that without a little bit more accounting elegance.
Bryan Stern, Gasbarre
So, you have to look at the cash flow problem, do something like a net present value approach. And when you start looking at the operating cost savings, the efficiency improvements, and then a huge one that people miss is in the single-chamber batch furnaces we’re heating it up and down. That’s aggressive thermal shock and cycling. A lot of design goes into trying to get components to last because there’s thermal ratcheting and things wear out super quickly. For these continuous systems that are just sitting at temperature, that goes away for the most part.
They’re still consumable products, but the maintenance costs are dramatically improved, and you can talk to people who are using the systems. But again, that’s not something a lot of people have experienced, and it’s hard to quantify. So, if you just look at the upfront costs then it’s easy to miss out. You’re looking for an aggressive payback because you’re just hoping it’s going to cover the operating and maintenance expenses versus actually factoring those in and saying that those overall for the project life are going to increase value.
Limitations and Benefits of Isolated Heat (00:34:09)
Doug Glenn: That makes sense. Two final questions for you here: Are there any types of companies out there where it doesn’t make sense to use an isolated heat type system, whether it be a double chamber or continuous or whatever? And are you seeing, from the activity of , any industries that really should be looking at them?
Bryan Stern: Answering your first question with regards to the limitations, there are a couple situations where you’re not going to want to be looking at isolated heat.
One of those is really large parts. If an individual part is going to take up your whole work zone, then you’re not going to be able to decrease the load size and go to continuous and match the throughput. So, very large batch applications are going to be an obstacle; large parts are one area that it’s not going to shine. We’re seeing the 36” x 36” x 48” work zone is the practical cutoff. Another is the ability to use work TCs to monitor internal temperatures of the parts. That’s possible with continuous equipment. You can do a data pack and record temperatures, but it’s certainly not as convenient. So, when it comes to R&D, validating internal temperatures, and processes that require that, that’s another hurdle and limitation of this type of system.
The footprint is another one due to a second chamber for a batch style process is probably going to be larger in the space that it occupies because you’re not getting smaller in the work zone. So, it’s a question of whether you have the floor space, and do the other benefits of that system make up for the space it’s going to take up?
Doug Glenn: Those are good caveats. How about industries that you’re seeing who really should be adopting these things that either are or ought to be?
Bryan Stern: I don’t think it’s super industry specific, but there are some processes that benefit. And just a couple would be anything with a really short cycle time, because the dead time is going to consume more of the process.
If you can eliminate that and you only need to be at temperature for a little piece of time, then getting the rest of that dead time to be in parallel with the process to increase your throughput makes you a great candidate. But on the other hand, long processes are also a good candidate. If you’re holding it at temperature for a long period of time, boosting that efficiency while you’re in temperature, and better matching a power supply to what you’re doing.
So, good candidates could have short or long cycle times, involve any processes that require tight control, or benefit from isolating them from the space. Censoring can be a good candidate for rising carbon trading, where you can now actually have a dedicated space that maybe even operates at a higher vacuum level for whatever you’re trying to do, or you’re not worried about contaminating the parts with whatever process we’re running, or you need a tight time control. So, gas processes like that.
Oil quenching is an obvious candidate because you already have two chambers most of the time and isolating it, maintaining it at temperature, and keeping it clean from any oil vapors makes it a great example.
For anything with expensive parts, you can minimize the risk by decreasing the load size instead of having a many thousand-pound load where if something goes wrong, you’ve lost it. And especially for applications where that can be a really expensive thing if something goes wrong, you’d rather have it go wrong with much less material at risk.
Doug Glenn: I would think traceability is also probably easier in one sense. With this isolated heat system; you don’t have a huge batch in there. You’re processing potentially smaller batches, and you’re able to isolate which batches are at what temperature or what kind of quench they go through. Those may be some advantages.
Bryan Stern: You had a very specific application for a client who was concerned with a lot of small parts and traceability down to each part, and we’re looking at that system. Anytime you have a high volume of work, if you’re looking at multiple batch, single-chamber batch furnaces to meet throughput, that’s one of the biggest indicators you really should probably be looking, or at least considering, these other systems. And any time you have a lot of small parts in baskets, a large single-chamber batch furnace with stacked baskets of tiny parts, you’ll probably have a lot of benefit.
Doug Glenn: I assume that if somebody is looking at purchasing multiple single-chamber furnaces, you guys would have some sort of a calculator to help them assess if it makes sense financially and process-wise to go with six batch furnaces or one continuous. Is that a safe assumption?
Bryan Stern: Yeah, that’s one of my favorite parts of the process is to take a specific application, go through and break it down, and put together that full project ROI where you’re actually starting to assemble what are we looking at for maintenance costs? What is it going to cost to operate? And now you’re starting to see at a project level, not just the upfront cost, which option is going to be best. And it is so application specific. It’s kind of neat to walk through that with a client and see what comes out the other end. Because at the end of the day, you want what the best solution is. It could be this or that. But when you can actually put that picture together for a process and assist someone with picking the best equipment for what they need for their process, that’s fun.
Doug Glenn: And just for the listener’s benefit, because we haven’t done a lot of talking about your company Gasbarre Thermal Processing Systems. You guys can provide either the isolated heat systems or, if you do the calculations on your handy dandy spreadsheet and it turns out they’re better doing the standard single chamber, you guys can do those, too. So, it’s not like you’re going to push one over the other but whatever makes sense. Right?
Bryan Stern: I see that as a huge advantage. You’re not going to get a bias of us at Gasbarre trying to push you into this because it is what we’re selling. We are able to wade through that decision with the client and help pick the equipment that’s best for them.
Doug Glenn: Helping them make a better choice, super, Bryan. Thank you.
About the Expert
Bryan Stern is the product development manager at Gasbarre Thermal Processing Systems. He has been involved in the development of vacuum furnace systems for the past 8 years and is passionate about technical education and bringing value to the end-user. Bryan holds a B.S. in Mechanical Engineering from Georgia Institute of Technology and a B.A. in Natural Science from Covenant College. In addition to being a member of ASM, ASME, and a former committee member for NFPA, Bryan is a graduate of the MTI YES program and recognized in Heat Treat Today’s40 Under 40 Class of 2020.
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this Heat TreatNextGen series (formerly called “Metallurgical Posterchild”), we join Doug Glenn, publisher of Heat TreatToday and host of this podcast, to learn what brought her to metallurgy, her training and leadership initiatives, and more.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Sasha Tupalo (01:08)
Doug Glenn: Welcome. I’m looking forward to the conversation.
Contact us with your Reader Feedback!
Sasha Tupalo: Thank you so much for having me, Doug. It’s a great honor and pleasure.
Doug Glenn: Yes, great. And we should start off by mentioning that Sasha was in the 2019 class of Heat TreatToday’s 40 Under 40! Congratulations on that.
Sasha Tupalo: Thank you. That was a huge honor, as well.
Sasha Tupalo Manager of Thermatool Labs Thermatool Corp. Source: LinkedIn
Doug Glenn: I want to get a little bit more about your background; we’re just getting to know you a little bit better because you’re one of the younger, rising leaders in the industry.
Where do you work right now? What’s your title, and what do you do?
Sasha Tupalo: I work at Thermatool Corporation, located in East Haven, Connecticut. We manufacture high frequency welders, heat treating equipment, as well as cutting equipment for the pipe and tube industry.
Doug Glenn: You guys are part of the Inductotherm Group of companies, correct?
Sasha Tupalo: Correct. Inductotherm Group consists of over 40 companies.
We have different divisions for melting and heat treating.
Doug Glenn: For those in the heat treating industry, we might be a little more familiar with companies like Inductoheat Inc., Radyne Corporation, Lepel … there are a number of them.
You are the manager of the lab?
Sasha Tupalo: Yes. My current title is manager of Thermatool Labs. Thermatool Labs is a characterization laboratory here at Thermatool where we do studies from heat treating, weld sample analysis, any R&D projects involving welding of new materials (perhaps with high frequency welding), creating heat treating recipes for our customers for post weld heat treating of seams or full body, annealing and heat treating. I have the most fun here!
Thermatool Corporation located in East Haven, Connecticut. Source: Thermatool Corp.
Doug Glenn: Yes, good — every day is exciting!
Sasha, I want to go, very briefly, through your upbringing, from where you were born, where you were raised, what your education was. Can you give us the, “I was born in _____” and up through college?
Sasha Tupalo: Absolutely. I was born and raised in Ukraine in the town of Dnipro. It’s kind of centrally located, right on the river. I went to high school there, and went to undergraduate school in my hometown, as well. Then I moved to the U.S. to pursue my master’s degree. Both my undergraduate degree and my master’s degree were in Material Science and Engineering.
Doug Glenn: And your undergraduate degree was from Ukraine, or did you get it here in the States?
Sasha Tupalo: It was from the Ukraine, my bachelor’s degree.
Doug Glenn: What year was it that you came to the U.S. for your master’s?
Sasha Tupalo: It was 2014. I had a gap year, actually. I got my bachelor’s degree in 2013, and then I had a gap year. When I was studying in undergrad school, I’d had an opportunity to come to the U.S. for two summers. There used to be an exchange student program, so I participated in that. After I received my bachelor's degree, I thought it would be really neat to get my education somewhere overseas.
Doug Glenn: So, where did you go for your master’s degree?
"I thought it would be really neat to get my education somewhere overseas." Source: Worcester Polytechnic Institute
Sasha Tupalo: For my master’s, I went to Worcester Polytech Institute in Worcester, Massachusetts.
Doug Glenn: At WPI with Richard Sisson and that crew.
Sasha Tupalo: We collaborate on things, but he will always be Professor Sisson to me.
Doug Glenn: It’s difficult, once you know someone by their title, to call them by their first name.
Since you’re from Ukraine, it’s incumbent upon me to ask: Are your family and others all okay, that you know of?
Sasha Tupalo: That I know of, yes. My mom’s been fortunate enough to be staying with me for a little while. The rest of my family is still over there. Thankfully, they are okay. I mean, you know, it’s war, but it is difficult.
Doug Glenn: Well, as you know, a lot of people in the United States have our thoughts and prayers with the folks of Ukraine. They’re certainly taking it on the chin.
Sasha Tupalo: I would like to say, from the all the Ukrainian people I know, a lot of people are very, very grateful for your support.
Beginnings in Materials Science (06:10)
Doug Glenn: Thank you; I appreciate that.
Let’s talk about how you got interested in metallurgy. Here you are, a young high school student or so — what intrigued you with materials and metallurgy?
Sasha Tupalo: This is kind of funny, but it’s true: It was pure curiosity. I was graduating high school, and I was 16 at the time. I really had no clue what I wanted to do with my life, so I started going through majors. I had a list of things I knew I wasn’t as interested in — I knew I didn’t want to go into the medical field. My grandma was a doctor, but that’s just not for me. Law, also, was not for me.
My dad is an engineer. I was always good at math and sciences, so I considered engineering. I just didn’t know which kind of engineering. I started looking through lists of majors, and looking through different leaflets, and I found something that was called “materials engineering.” I was like, “Hmm, I’m curious.”
As I’m reading what it’s about, in a leaflet from the undergrad school where I went to, the first sentence was: “Just look around you. Everything that you see is made out of materials and this is what we study.” I thought, “Wow, that’s fascinating!” I started reading more, and I leaned more into metals — that was my choice of materials.
Doug Glenn: Any reason why metals?
Sasha Tupalo: No, not really. It’s just what fascinated me. As I started reading more and getting more into it, I said, “Wow, I want to study this. This is very, very interesting and unique.”
Doug Glenn: It’s an interesting and healthy perspective: you look around and you see, like you said, everything is all materials! So many people today want to go into computer sciences and similar things, stuff that you really have a hard time getting your hands on. But there is a real world out there made up of real things!
You mentioned that your grandmother was a doctor, and your father was an engineer. And your mother?
Sasha Tupalo: She is an English teacher, actually.
Doug Glenn: What did your family think when you said, “You know what? I think I’m going to go this materials/metals route.” Were they supportive, or did they say, “What were you thinking?”
Sasha Tupalo: My dad was very excited. He was, like, “Oh, another engineer in the family, that’s great!” He actually went to the same undergrad school as I did. For him, that was a very proud moment. My mom was supportive, but she was kind of scratching her head. She was, like, “If that’s what you want to do, just do it well. You’ll succeed.”
"At WPI, we actually had a pretty diverse group for our master's degree." Source: Unsplash.com/thisisengineering
My grandma, she’s older, and she expressed, “I don’t think girls do engineering.” That was kind of the mindset. My grandma is 82 now, so, at the time, she just thought, “That’s an odd choice.” And really, when I went to school, there weren’t a whole lot of girls, especially in materials engineering.
Doug Glenn: It’s still relatively true.
Sasha Tupalo: Yes, it’s still true. At WPI, we actually had a pretty diverse group for our master’s degree; but once you get into metallurgy and the heat treating industry, it’s still predominantly a male industry.
Doug Glenn: The very first interview of this type that we did, in fact, the very first podcast that Heat TreatToday did, was with a female graduate from WPI. Her name was Hayley Sandgren (now Hayley Sandgren-Fox), and she was the very first podcast that we ever did.
Sasha Tupalo: That’s amazing!
Doug Glenn: It is. Years ago we did a survey of the thermal processing market. It was basically 98% male and 2% female. That was quite a few years ago, but I doubt that it’s changed significantly. If it’s 10–15% women, I would be surprised.
Sasha Tupalo: I think the latest research from the census bureau, that I’ve seen — in the workforce and STEM careers, it’s around 27–28% women.
Doug Glenn: Is that right?
Sasha Tupalo: Yes, something like that. And then, they have further distinguished between computer science and engineering; and the engineering numbers are quite low.
Sasha’s Experience in Heat Treating (10:55)
Doug Glenn: When you got to WPI, what did you study, specifically? What was your master’s thesis?
Sasha Tupalo: I had a master’s independent project. It was actually about heat treating: It was the microstructural and grain growth kinetics of 8620. It was a pretty neat project. It was very hands-on, which a lot of people who go to WPI will tell you that we really appreciate the projects the students have. They’re very involved; they’re hands-on. It gives you a better perspective of how to actually take what you’ve learned and bring it to the real world or to your job.
Doug Glenn: So, what is the application? I mean, is there a practical application of what you studied, or is it more theoretical?
Sasha Tupalo: It was pretty applicable just to the heat treating industry — austenitizing, quenching and tempering — grain growth kinetics, hardness variations, microstructural evolution. It’s actually all of the things I do now, so that was really helpful!
Doug Glenn: Workwise, specifically, what are some of the projects with which you’re involved?
Sasha Tupalo: I am very heavily involved on the high frequency induction welding side. That was something new to me, as I was graduating. I did a lot of continuing education in terms of welding, welding metallurgy, and now I’m the expert of high frequency induction welding.
Now, as far as the heat treating side goes, I am now involved in and looking into new 2-step, post-weld heat treating for high frequency induction welds to improve their toughness performance, especially for pipelines. Low temperature pipelines seem to be the trend these days, so we’re trying to help our customers to improve their Charpy properties.
Doug Glenn: Did you enjoy WPI?
Sasha Tupalo: Yes, absolutely. I had a really good experience.
Doug Glenn: What did you enjoy most? Was it the technical part, was it something outside of school, what was it?
Sasha Tupalo: Just the school itself, the campus. There’s a real sense of community at WPI. I had very good classmates and had a lot of, as I mentioned before, hands-on stuff, and practical training and seminars. It was very involved. It was nice to be in that atmosphere — where everybody is striving to do their best and learn something new.
Doug Glenn: After you got out, have you enjoyed the industry?
Sasha Tupalo: Yes. I enjoy industry very much so! There is something about putting your knowledge to actual, practical solutions that I really enjoy.
Doug Glenn: Do you get to go out into the field much? I know that you do R&D, but are you out in the field?
Sasha Tupalo: I do.
Doug Glenn: Tell us about that a little bit.
Sasha Tupalo: When I started at Thermatool, my first title was applications engineer, so I was traveling quite a bit. I would mostly visit our pipe and tube mills of our customers. They don’t differ much from steel mills.
Doug Glenn: You started as application engineer, and you are now lab manager? What was the progression there?
Sasha Tupalo: Applications engineer, materials engineer, senior materials engineer, and now lab manager.
Doug Glenn: You’ve been “climbing the corporate ladder.”
Industry Tips (15:50)
A couple other questions here: You mentioned that you continue to grow in your knowledge. If you were to recommend one helpful tool, for people similar to you in the industry, some sort of metallurgical resource or materials resource — do you have anything that’s a favorite?
Sasha Tupalo: I’d have to go with ASM. They have vast knowledge; they have classes and webinars; they publish books. There is just pretty much anything you might need, and you can find it. I have taken a couple of the classes myself because they were very niche; that’s not something you learn in school. I think if someone was looking for some resource, that’s a great resource.
Doug Glenn: Is there anything you would say, in way of encouragement, to younger people (I don’t know that many young people will be listening to this that aren’t in the industry already) but would there be anything you could say that would encourage people to say, “You know, you really ought to look into this industry”?
Heat Treat Today's 40 Under 40 Award Source: Heat Treat Today
Sasha Tupalo: Yes. There are a lot of opportunities — and I’m sure you’ve heard it from other people too — we’re having a really hard time finding new workforce, especially younger people. There are lots of opportunities for growth. It’s fun. It’s a really fun industry — for me, it is, at least. If it’s something that interests you, I say go for it!
Rapid Fire Round (17:38)
Doug Glenn: Very good. This has been great, Sasha, we appreciate it. I want to wrap this up with maybe some stuff a little bit more away from business and education; just kind of some fun things to show people that, you know what, materials engineers are people too.
I’m going to give you a couple quick questions and you can give me a one-word answer, or you can give me an embellished answer. This is the “rapid fire round.”
Doug Glenn: Are you a MAC or a PC user?
Sasha Tupalo: I would have to go with PC. I’ve been a PC user since elementary school.
Doug Glenn: When you consume media (any type of media), what do you prefer — print or digital, both?
Sasha Tupalo: I would say both. I really enjoy getting email digests, either weekly or daily or whatever they are, but there is something about reading through an actual magazine, in print, that I prefer much better.
Doug Glenn: Very interesting. That’s great.
Which do you value more — I’m going to give you two options? Flexible work schedule or high pay? If you had to give up one or the other? Would you rather be paid high and have a rigid work schedule, or do you like the flexibility and maybe you’ll take a little pay cut for the flexibility?
Sasha Tupalo: I would probably say flexible schedule. It’s a tough one but . . . . I wonder if you would ask me that maybe 5 years from now if my answer would change. But, as of right now, it would be flexible schedule.
Doug Glenn: I ask that question because I’m a “baby boomer”; I was born in 1961, so I’m one of the old-timers, supposedly. I don’t feel like it, but they tell me I am. The stereotype is that we tend to be out for the higher paying jobs, but that the younger generation tends to be, “You know, money is not that important. I’m more interested in flexibility.” It has been interesting: Almost everybody, all of the younger people that we interview, most of them do say they’d rather have the flexibility. It’s not that money is not important.
Sasha Tupalo: Right. But if you have to choose one . . .
Doug Glenn: Yes, right, one or the other. It’s kind of an unfair question, but that’s okay; nobody said the questions were going to be fair.
The people at Thermatool, I’m sure, know that you love your job and that you’re not going anywhere. But, if money were no object whatsoever, what would be your dream job? If you didn’t have to worry about money, and you just did something you really enjoyed doing, what would you do?
Sasha Tupalo: I’ve never thought about it because I enjoy what I’m doing.
Doug Glenn: Yes, it could be that this is it!
Sasha Tupalo: Yes, this might be it for me!
Doug Glenn: So, nothing else? You’ve never thought, “You know, if I could just do this, that would be really interesting.”
Sasha Tupalo: No, I really haven’t, to be honest with you. I really enjoy being an engineer, working on solutions and being challenged.
Doug Glenn: Good for you. It’s good to be content.
So, outside of work, what occupies your time? Are you an outdoor person, or what do you do?
"[M]y husband and I are trying to visit all the national parks in the U.S." Source: Unsplash.com/Jeremy Bishop Sasha Tupalo: Yes, I am. I really like hiking and camping. In fact, my husband and I are trying to visit all the national parks in the U.S. We’ve got a ways to go, but when we first started, there was 59 or 60 of them and now it’s up to 63. But we’ve got 20 on our list, so far.
Doug Glenn: That you have been to? You’ve been to 20 so far? What’s a highlight? What’s the best one (or two), so far?
Sasha Tupalo: The most recent trip was actually last year — we went to Utah — Zion National Park and Arches National Park. It was absolutely gorgeous.
Doug Glenn: I’ve never been there, but I’ve heard it’s outstanding.
Sasha Tupalo: If you get a chance to go, I would highly recommend it.I like being grounded, being next to nature; that’s how I relax and enjoy the outdoors.
Doug Glenn: What does your husband do? What is his work?
Sasha Tupalo: He is actually also an engineer. He is a chief engineer at a hotel — more of maintenance and building engineering.
Doug Glenn: That makes for interesting dinner conversations, I’m sure. “So, dear, what kind of calculation do we want to do tonight?”Last question, Sasha. It’s been really enjoyable talking with you.
Again, this doesn’t have to be technical, but can you tell us your favorite app, phone app, movie or magazine? Or you can give us one of each, if you’d like.
Sasha Tupalo: Favorite app? I guess I would go with the one that I use pretty much daily: I use Audible a lot lately.
"I've found that audiobooks work for me . . . ." Source: Unsplash.com/distingue
Doug Glenn: For audio books?
Sasha Tupalo: Correct, yes. I do so much reading for work, so when I do get a chance sometimes, I’ll do that. A lot of people do podcasts, and I do listen to some podcasts, as well, but I’ve found that audiobooks work for me too. And I can combine it if it’s commute or if I’m working out, I can do both.
Doug Glenn: So, how long is your commute?
Sasha Tupalo: Mine is actually not that long.
Doug Glenn: And what types of books are you listening to?
Sasha Tupalo: You know, same thing. I’m trying to be intriguing. I read a lot for work. I’m trying to go somewhere in a different direction. I’m working my way through the Game of Thrones series. I’m a little late to the party, but you know . . .
Doug Glenn: Very good, Sasha. It’s really been very much a pleasure to meet you and talk with you a bit. Congratulations, again, on the 40 Under 40 award.
Sasha Tupalo: It’s been a pleasure talking to you and thank you so much for having me.
Doug Glenn: You’re welcome.
About the expert: Sasha Tupalo began her career as a materials engineer at Thermatool Corp. in 2016 after finishing her master’s degree in Materials Science and Engineering at Worcester Polytechnic Institute. She has been very active supporting the Fabricators and Manufacturer’s Association educational programs, as well as ASM Heat Treat events. She provides process troubleshooting support for tube, pipe, and closed roll formed shape producers. She routinely evaluates weld samples and heat treat specimens as part of this process. Sasha delivers training both in-house at Thermatool and at customers’ sites and leads continuing education classes such as “Weldability of Advanced Steels, Stainless Steels and Aluminum” (delivered 2018 at LeTourneau University, Longview, TX), and “Oilfield Metallurgy” (an ASM Continuing Education Class) in 2017. She has written several papers and delivered presentations in her field just since 2016. Sasha is an active member of numerous scientific and technical committees such as ASM, ASTM (A01, E04 and E28), TMS, AIST and WAG (Welding Advisory Group) at AISI.
For more information:contact Sasha through the company website www.thermatool.com
Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, aHeat TreatRadio podcast series where an expert in the industry breaks down a heat treat fundamental with Doug Glenn, publisher ofHeat TreatTodayand host of the podcast, and theHeat TreatTodayteam. This conversation with Dan Herring, The Heat Treat Doctor®, zeros in on heat treat ovens versus atmosphere furnaces.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback!
Doug Glenn: Welcome everybody. This is another Lunch & Learn event with the staff of Heat Treat Today and the illustrious Dan Herring, The Heat Treat Doctor®. Dan, we’re always very happy to spend some time with you.
We are here to learn a little bit about some basics about heat treat equipment, mostly ovens, air and atmosphere furnaces, and possibly vacuum furnaces.
Dan Herring: It’s always a pleasure, Doug, and hello everybody.
It is an exciting topic for me because I happen to love heat treat equipment. Let’s start with industrial ovens.
All About Ovens (01:42)
Years ago, industrial ovens were very easy to differentiate from furnaces. I’m going to give you my understanding of the differences between ovens and furnaces, and then talk a little bit about some general characteristics of all types of heat-treating equipment.
Ovens are typically designed for low-temperature operation. When I talk about low-temperature operation, years ago the definition was “under 1,000° F.” That definition has changed over the years. We now usually say either under 1250°F or under 1400°F. All of that being said, there are some ovens that run all the way up to 1750°F. But what we’re going to concentrate on are, what I call, “the classic temperature designations for ovens.”
Universal oven from Grieve Source: Grieve
First of all, ovens are typically rated at 500°F, 750°F, 1000°F, or 1250°F. If you see a heat treat operation that’s running — certainly under 1450°F — but even under 1250°F, it may be being done in either an oven or a furnace.
Let’s talk about some of the distinguishing characteristics of ovens, so everyone gets a feel for it.
Ovens always have a circulating fan. If you see a piece of equipment without a circulating fan, it can’t be an oven. At these low temperatures, the heat transfer — in other words, how you heat a part — is done with hot air or circulating hot air. So, ovens always have fans.
In most cases — and years ago in all cases, but today in most cases — ovens are metal lined. If you were to open the door of an oven and look in, and you see a metal-lined chamber, that would typically be an oven.
The fan and the type of insulation or lining that’s used is very characteristic for distinguishing features of ovens.
Today, however, there are ovens that use fiber insulation and even some ovens that have refractory-insulated firebricks, refractory in them. The lines are a little bit blurred, but typically you can distinguish them by the fact that they have fans and are metal lined.
Ovens come in either “batch” or “continuous” styles. If the workload inside the unit, the piece of equipment, is not moving, we call that a batch style furnace. If the workload is somehow being transferred through the unit, we call that a continuous furnace. Ovens and furnaces can be both batch and continuous.
Ovens and furnaces can both be either electrically heated or gas fired.
One of the distinguishing characteristics of ovens is that if they are gas fired, they are, what we call, “indirectly heated.” This means your burner, your combustion burner, is firing into a closed-ended tube, a radiant tube, as we call it, so that the products of combustion do not “intermix.” They do not create an atmosphere that’s used inside the oven. In fact, the majority of ovens run with an air atmosphere – that’s another distinguishing feature.
However, there are ovens that can run inert gases. Those ovens typically have continuously welded shells. Again, that’s an exception rather than a rule, but there are ovens of that type.
There are also vacuum ovens out there. We actually have an oven chamber on which we can pull a vacuum. They are less common than their cousins, the air ovens, but they are out there in industry.
We have the method of heating and type of movement of the hearth or movement of the load that typically is consistent between ovens and furnaces.
What I’d like to do is just show everybody a couple of pictures of some very typical, what I’m going to call, “batch ovens.”
Doug Glenn: Because ovens are typically low temperature, you’re able to have metal on the inside, right? If it was higher temperature, you’d start experiencing warping. Is that the primary reason why you tend to see metal in an oven and not in a furnace?
Dan Herring: That’s correct, Doug.
"Metal lined oven" Source: Dan Herring
The lining can be made of steel: it can be made of “aluminized’ steel,” it can be made of zinc-gripped steel (those are just coatings), it can be just steel, and they can be made of stainless steel (a 300 series stainless steel). That’s why you have the different temperature ratings and the different types of materials that this metal interior can be made from.
If you open the door of a metal-lined oven or an oven that had a metal lining, you would typically see what’s pictured here.
"Double door shelf oven" Source: Dan Herring
Ovens can be very small or they can be very, very large. What you’re seeing on the screen is a “double door shelf” oven.
It is very similar to your ovens at home. You open the door, there are shelves, and you can put trays on the various shelves. These can be small, to the point where, sometimes, they can sit on a benchtop. Sometimes they can be very, very large and be floor-mounted, as this one is.
This is an example of a batch oven, something that you would load, and the load stays stationary within the oven. Then, when you’re ready, you unload it.
Ovens can come in slightly larger sizes.
"A larger horizontal oven . . . . a fan system sitting at back" Source: Dan Herring
That’s a picture of a larger, horizontal oven. The door on this particular oven is closed shut, but you can see the fan system — that’s that yellow arrangement that’s sitting in back of this particular oven.
There is another style of oven.
"Walk in oven" Source: Dan Herring
We call this a “walk-in” oven — very creative, because you can walk into it. I’ve seen batch ovens that are very, very small and very, very large — ones that will fit on a benchtop and ones that are a hundred feet long.
You can see the heat source on the right hand side. Remember, whether it’s electrically heated with sheathed elements or if it’s gas-fired with, typically, an atmospheric-type burner, again, you have circulating air past either the electric elements or circulating air past the tube into which the burner is firing. You’re relying on convection — or moving hot air — to transfer that heat energy to your load.
These are just some different styles of different types of ovens, so everyone can see them. I don’t want to take too long, but I’ll show you another picture of one.
"Industrial oven . . . . typical oven in typical heat treat shop" Source: Dan Herring
This is an industrial oven. You can see the fan; it has a yellow safety cover on it. You can see the fan mounted on top, and this is a typical oven that you’d find at a typical heat treat shop.
Ovens have the characteristics that I pointed out. I’ll bring up one more picture which you might find interesting.
"Monorail conveyor oven . . . . with u-shaped radiant tubes" Source: Dan Herring
Since there are a variety of oven shapes and sizes, this happens to be a monorail conveyer oven. What you’re looking at is the inside of the oven. You’ll notice that in the ceiling there are hooks. The loads are actually placed on the hooks and sent through or pulled through the oven. This happens to be a gas-fired unit, and you can see that it has U-shaped radiant tubes into which you’re firing.
This oven is fiber-lined and not metallic-lined. You’ll also notice that because you see different colors of the tubes, this particular shot was taken and you destroyed the uniformity of temperature within the oven. Usually, they’re very tight.
Ovens are typically in the ±10°F range for temperature uniformity, sometimes in the ±5°F range.
Those are basically some pictures of ovens, whether they be batch or continuous, for everyone to see and think about, from that standpoint.
Q&A on Ovens (16:58)
Bethany Leone: What is the reason for the increase in temperature range for what classifies an oven?
Dan Herring: The main reason is the materials of construction have gotten better, so we’re able to withstand higher temperatures. But going to some of these temperature ratings, one of the things that heat treaters look at is if I have a process that runs at 1,000°F or 970°F (let’s take an aluminum heat treat example where a process is running at 970°F), I could run that in an oven rated at 1,000°F but I’m right at the upper limit of my temperature.
It's much better to buy an oven rated at 1250°F and then run a process such as 970°F where I have a margin of safety of the construction of the oven, so the oven will last longer.
However, industrial ovens tend to last forever. I’m the only person on this call old enough to have seen some of these ovens retired. It’s not unusual that an oven lasts 40 or 50, or sometimes 60 years.
Ovens are used in the heat treating industry for processes such as tempering, stress relief, for aluminum solution heat treatment, aluminum aging operations, and to do some precipitation hardening operations that run in these temperature ranges. Ovens are also commonly found in plating houses where you’re doing a hydrogen bake-out operation after plating. You also do various curing of epoxies and rubbers and things of this nature in ovens.
There are a variety of applications. Ovens are used also for drying of components. Ovens are used for drying of workloads, these days, prior to putting in your heat treating furnace. Many times, our washers are inefficient when it comes to drying. You take a wet load out of a washer and put it into a low-temperature oven, maybe running between 300°F and 750°F. Consequently, you both dry the washing solution off the parts and you even preheat the load prior to putting it into the furnace.
Heat Treat Today team enjoying a Lunch & Learn session
Doug Glenn: One of the things I’ve always distinguished ovens by is the term “panel construction” opposed to “beam construction.”
If you can imagine a sheet of metal, some insulation, and another sheet of metal – that’s a panel. It’s got enough insulation in it because the temperatures are not excessively high, but you really only need those three layers. You take those panels, you put them in a square or whatever, put a lid on it, put a bottom on it, and you basically have an oven, right?
Where furnaces are not typically constructed that way; they are constructed more where you have a support structure on the outside and then a heavy metal plate and then you build insulation on the inside of that. It doesn’t even need to have metal on the inside — it can be brick or another type of insulation.
Many people claim — and I’m sure there are some very strong ovens — that the oven construction is not as hardy, not as rugged. That’s one other minor distinction, but the main distinction is ovens tend to be lower temperature.
Dan Herring: Yes, that’s very correct, Doug. In panel-type construction, there is typically mineral wool insulation in between the two panel sheets; and it’s rated for obviously very low temperature.
There are, what we call, “light duty” and “heavy duty” ovens. Heavy duty ovens have that plate and support structure — those I-beams or channels — supporting the external structure.
Doug Glenn: You reminded me of something, Dan: We talk about ratings – oven ratings, furnace ratings, and that type of stuff. That’s pretty important and we haven’t really discussed that much. But if a furnace is rated at a certain temperature, you do not want to take that furnace beyond that temperature because there are real safety issues here.
There was one picture that Dan showed where you could see the metal interior, and there was like a gasket, if you will, around the whole opening. That gasket is only rated to go up so high in temperature. If you go over that temperature, you’d end up deteriorating that gasket, if you will. It could cause a fire, it could cause a leak, it could cause all kinds of issues. And that’s only one example.
One other one he mentioned was fans. There is almost always a fan in an oven, and if you take the temperature of that oven over its rated temperature, all of sudden the bearings in that fan start . . . well, who knows what’s going to happen.
You always want to know the rating of your oven and furnace, and don’t push the rating.
Dan Herring: Yes, if you exceed temperature in an oven, typically the fan starts to make a lot of noise and you know you’re in trouble. You only do that once. But those are excellent points, Doug, absolutely.
So, the world of ovens -- although it’s they’re an integral part of heat treating -- are a “beast unto themselves,” as I like to say. Construction is a factor, and other things.
All About Atmosphere Furnaces (24:50)
Furnaces, interestingly enough, can be rated both to very, very low temperatures all the way up to very, very high temperatures. In other words, you can see industrial furnaces running at 250° or 300°F or 500°F or 1000°F, — at typical temperatures that you would associate with oven construction — but you can also see furnaces running at 1700°F, 1800°F, 2400, 2500, 3200°F. There are some very interesting furnaces out there.
But furnaces, although they can run in air — and there are a number of furnaces that do — they typically run some type of either inert or combustible atmosphere inside them. Furnaces typically have an atmosphere, and they do not always have a fan. The rule is the higher you go up in temperature, the more any moving part inside your furnace becomes a maintenance issue. Many times, furnaces do not have fans in them.
They can be electrically heated. They could also be gas-fired. In this particular case, they can either be direct-fired or the burners are actually firing into the chamber; and the products of combustion become your atmosphere. They could be indirect-fired — like we discussed with ovens — into a radiant tube as a source of heat or energy.
Furnaces typically have plate construction. It’s typically continuous welded, they have channels or I-beams surrounding the structure to make it rigid, insulation is put on the inside. Traditionally it’s been insulating firebrick, but in what I’ll call recent years (20 years or so) fiber insulations have come about, and they perform very, very well.
Fiber insulations reduce the overall weight. They have advantages and disadvantages. A refractory-lined unit can have a great thermal mass due to the storage of heat inside the insulation, so when you put a cold load into a brick-lined furnace, the heat from the lining will help heat the load up quickly.
You don’t have quite the same heat storage in a fiber insulation. At the same time, when you go to cool a furnace, a fiber-lined furnace will cool very quickly as opposed to a refractory furnace which cools a lot slower.
Again, furnaces can be batch style, they can be continuous style, they can be fairly small in size. The smallest ones that I’ve seen, typically, are about the size of a loaf of bread. Conversely, you have furnaces that are so large you can drive several vehicles or other things inside of them.
A 14-foot long car bottom furnace Source: Solar Atmospheres of Western PA
As a result of that, what distinguishes them are typically their temperature rating and the fact that they use an atmosphere. Some of the atmospheres are: air, nitrogen, argon. I’ve seen them run endothermic gas and exothermic gas which are combustible atmospheres, or methanol or nitrogen-methanol which are also combustible atmospheres; they can run steam as an atmosphere. I’ve seen furnaces running sulfur dioxide or carbon monoxide or carbon dioxide as atmospheres. The type of atmosphere that is used in an industrial furnace can be quite varied.
We have several different furnace categories that typically are talked about: Batch style furnaces are configured as box furnaces. They are very similar in shape to the ovens that we looked at. Pit style furnaces are where you have a cylindrical furnace that actually is quite tall and fits down, usually, into a pit that’s dug in the factory floor.
You also have mechanized box furnaces. Those, typically, today, would be called integral quench furnaces or sometimes batch quench furnaces or “IQs.” There are belt style furnaces, gantry, tip-up, and car-bottom furnaces. There is a wide variety of batch style furnaces, all of which have the characteristic that once you put the load into the chamber, it sits there until it’s been processed and until it's time for you to remove it.
The exception is in an integral quench furnace. You push the load typically either directly into the heating chamber or into a quench vestibule and then into a heating chamber; you heat it in one chamber, you transfer it out, and you quench it into another chamber.
Those are some of the distinguishing features of batch style equipment. I’ve got a couple of pictures here that you might find interesting.
"A box furnace . . . . sometimes difficult by sight alone to tell an oven or box furnace" Source: Dan Herring
Here is a “box furnace.” You might say, “Oh, my gosh, it looks like an oven!” I see a fan on top, and it’s a box style. From the outside, it’s hard to tell whether it’s an oven or a furnace.
When you look at this unit, you might see that it’s made of plate construction. It would be difficult to tell if this unit were a heavy-duty oven or furnace unless you, of course, opened the door and looked inside. You would typically see either fiber insulation or insulating firebrick in these types of units.
Sometimes, just by sight alone, it’s very difficult to tell if it’s an oven or a furnace. But there are other telltale signs.
"A box furnace with retort" Source: Dan Herring
Now, this is a box furnace with a retort inside it. The workload is placed, in this case, into a metal container that’s physically moved on a dolly into the furnace itself. This is what we call a box furnace with a retort.
The process takes place inside the retort. You’ll notice that there’s a flow-meter panel there, of different gases, that are introduced directly into the retort. This style of furnace is very interesting because the furnace itself, outside the retort, is simply heated in air. It’s a relatively inexpensive construction. Also, when the time comes that the process is finished, usually you can remove the retort and introduce or put a second retort into the furnace while the first retort is cooling outside the furnace. It lends to increased production, from that standpoint.
But this is typically a box furnace; it looks like a big box. The shell does not have to be continuously welded because the process takes place inside the retort. You might be able to see, just past the dolly, there is a dark color and that is the blackish retort that’s actually being put in.
Doug Glenn: I think the reasoning of the retort is to protect the airtight atmosphere, right?
Dan Herring: That’s correct, Doug. The idea is the fact that it’s an effective use of your atmosphere.
The other thing you can do with a box furnace with a retort is you can pull a vacuum on the retort. As a result of this, you can actually have a “hot wall” vacuum furnace. That is what is defined as a hot wall vacuum.
The next type of atmosphere furnace we’re going to look at is pretty distinct or pretty unique: This is a pit style furnace.
"A pit style furnace . . . . there is probably 4X as much furnace below the floor" Source: Dan Herring
What you’re seeing here is only that portion of the furnace that is above the floor. There is probably four times as much furnace below the floor as there is above. OSHA has certain requirements: there must be 42 inches above the floor not to have a railing or a security system around the pit furnace, because you don’t want to accidentally trip and fall into a furnace at 1800°F. We don’t want to say, “Doug was a great guy, but the last time I saw him . . .”
In this particular case, there is a fan which is mounted in the cover of this pit style furnace. Most pit furnaces are cylindrical in design; however, I have seen them rectangular in design. Some of them have a retort inside them; unlike the picture of the box furnace with the retort, the retort is typically not removable, in this case. Of course, there are exceptions. There are nitriding furnaces that have removable retorts.
I think this is a very distinctive design. If you walked into a heat treat shop, you’d say, “You know, that’s either a box furnace or an oven.” Or, if you looked at this style of furnace, you can clearly see it’s a pit furnace, or what we call a pit furnace.
Two other examples, one of which is just to give you an idea of what we call an “integral quench furnace.” I think this is a good example of one:
"An integral quench furnace, an in-out furnace" Source: Dan Herring
They’re made by a number of manufacturers. The integral quench furnace is probably one of the more common furnaces you’re able to see. It has, in this case, an oil quench tank in front and a heating chamber behind.
This would be an “in-out” furnace; the workload goes in the front door and comes out the front door. But once the workload is loaded into an area over the quench tank (which we call the vestibule), an inner door will open. The load will transfer into the heating chamber in back. That inner door will close, the workload will be heated and either brought up to austenitizing temperature, carburized or carbonitrided, the inner door will then open, the load will be transferred onto an elevator and either lowered down into a quench tank (typically oil) or, if the unit is equipped with a top cool, the load is brought up into the top cool chamber to slowly cool.
These styles of furnaces do processes like hardening, carburizing, carbonitriding, annealing, and normalizing. You typically don’t do stress relief in them, but I’m sure people have. These furnaces have a wide variety of uses and are quite popular. Again, the style is very distinctive.
They typically run a combustible atmosphere, and you can see some of that atmosphere burning out at the front door area.
There are also, what we call, continuous furnaces or continuous atmosphere furnaces. They are furnaces where you have a workload and somehow the workload is moving through the furnace. A good example of that is a mesh belt conveyor furnace.
There are also what we call incline conveyor, or humpback-style furnaces. The mesh belts are sometimes replaced, if the loads are very heavy, with a cast belt: a cast link belt furnace. The furnaces can sometimes look like a donut, or cylindrical, where the hearth rotates around. We put the workload in, it rotates around, and either comes out the same door or comes out a second door.
A lot of times, rotary hearth furnaces have a press quench associated with them. You’re heating a part, or reheating a part in some cases, getting it up to temperature, removing it, and putting it into a press that comes down and tries to quench it by holding it so that you reduce the distortion.
There are other styles of furnaces typical of the “faster” industry which are rotary drums. Those furnaces you would load parts into, and you have an incline drum (typically, they’re inclined) with flights inside it. The parts tumble from flight to flight as they go through the furnace, and then usually dump at the end of the furnace into a quench tank.
For very heavy loads, there are what we call walking beam furnaces where you put a workload into the furnace. A beam lifts it, moves it forward, and drops it back down. Walking beam furnaces can handle tremendous weights; 10,000 to 100,000 lbs in a walking beam is not unusual. Any of the other furnaces we’re looking at wouldn’t have nearly that type of capacity.
There are some other fun furnaces: shaker furnaces. How would you like to work in a plant where the furnace floor is continuously vibrating, usually with a pneumatic cylinder so it makes a tremendous rattle, all 8 or 10 hours of your shift? That and a bottle of Excedrin will help you in the evening.
As a last example, the monorail type furnaces where we saw that you hang parts on hooks. The hooks go through the furnace and heat the parts.
I’ll show you just a couple of examples of those. These are not designed to cover all the styles of furnaces but this one you might find interesting.
"A humpback style furnace" Source: Dan Herring
This is a typical continuous furnace. This would be a humpback style furnace where the parts actually go up an incline to a horizontal chamber and then go down the other side and come out the other end. These furnaces typically use atmospheres like hydrogen, which is lighter than air and takes advantage of the fact that hydrogen will stay up inside the chamber and not migrate (or at least not a lot of it) to floor level.
Atmosphere Furnaces Q&A (47:30)
Evelyn Thompson: Are the inclined sections of the furnace heated? Why do the parts need to go up an incline? Just to get to the heated part of the furnace?
Dan Herring: If you’re using an atmosphere such as hydrogen, it’s much lighter than air. If you had a horizontal furnace just at, let’s say, 42 inches in height running through horizontally, the hydrogen inside the furnace would tend to wind up being at the top of the chamber or the top of the furnace, whereas the parts are running beneath it! So, the benefit of hydrogen is lost because the parts are down here, and the hydrogen tends to be up here.
By using an incline conveyor, once you go up the incline, the hydrogen covers the entire chamber and therefore the parts are exposed to the atmosphere.
I did a study a few years ago: About 5–6% of the types of mesh belt furnaces in industry are actually this incline conveyor type.
Another good example is the fact that people like to run stainless steel cookware. I’ve seen pots, pans, sinks, etc. Sometimes you need a door opening of 20 or 24 inches high to allow a sink body to pass into it. Well, if that were a conventional, horizontal furnace, you’re limited to, perhaps, 9 to maybe, at most, 12 inches of height.
Typically you never want to go that high, if you can help it. 4–6 inches would be typical. So, there would be a tremendous safety hazard, among other things, to try to run a door opening that’s 24 inches high. But in an incline furnace, the height of the door can be 20, 24, 36 inches high. The chamber is at an 11° angle, and you must get up to the heat zone, but they run very safely at that.
Karen Gantzer: Could you explain what a retort is?
Dan Herring: Think of a retort — there are two types — but think of one as a sealed can, a can with a lid you can open, put parts in and then put the lid back on. The retort we saw in that box style furnace is that type. It is a sealed container. We typically call that a retort.
Now, in that pit furnace we saw, there could be a retort inside that one and they could be sealed containers, but typically they’re just open sides, that are made of alloy. Sometimes we call those “retorts” as opposed to “muffles” or “shrouds,” in another case. Muffles don’t have to be a sealed container, but they typically are. That’s the way to think of them.
Karen Gantzer: Thank you, Dan, I appreciate that.
Bethany Leone: Dan, thank you for joining us. It was really a valuable time.
If you are considering making the leap to laser heat treat, buckle up. Nic Willis, metallurgist/heat treat supervisor of Emerson Professional Tools — RIDGID® TOOLS, and recipient of Heat TreatToday's 40 Under 40 recognition in 2020, shares how he led the company to look at laser hardening for some of their induction heat treated projects. It’s a fascinating story that includes the decision-making process, the transition itself, and the continued implementation of this technology.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: We’ve interviewed you before, and it’s good to have you back. You are one of our 40 Under 40 Class of 2020 winners. Give a brief history about yourself.
Class of 2020, 40 Under 40 Source: Heat Treat Today
Contact us with your Reader Feedback!
Nic Willis: I’ve been in the heat treat world for about 5 years now. I’m the metallurgist and heat treat supervisor at RIDGID® TOOLS in Elyria, Ohio. We have a captive heat treating department where we specialize in neutral hardening, carburizing, carbonitriding, salt tempering. We do some induction hardening, vacuum hardening, and flame hardening, as well. There are a lot of heat treating applications at RIDGID, and it’s pretty exciting.
The Project: Bringing Induction Hardening In-House (02:56)
Doug Glenn: RIDGID is a manufacturer with in-house heat treat. You do some outsourcing, but for the most part, you do your own heat treating.
Let’s talk a bit about your recent decision to change from one type of heat treating over to another type of heat treating.
Nic Willis: This particular project started when I was tasked with finding a way to bring an outsourced process in-house to our facility. That process was the induction hardening of a particular product line. I began by reaching out to different machine builders of induction hardening equipment.
One thing I noticed when I started to get some quotes was how much the tooling cost was going to be and what percentage of the project that was going to account for. Being somewhat new to induction hardening at the time, I was really taken aback.
We had also seen some quality issues with cracking of these components. I just happened to listen to an episode of Heat TreatRadio that had to do with laser hardening. After I got done listening to the podcast, I reached out to Laser Hard, Inc. We started a conversation about learning more about laser hardening and if it was a fit for this particular product line.
Did you consider any other possibilities besides bringing an induction process in or laser?
Nic Willis: It was pretty much between those two technologies. These components, like a lot of parts that are going to make use of either of these two technologies, have one area we want to keep ductile and then another (contact) area we want to have wear resistance. These particular components will get furnace-hardened first, and then they go out for the selective hardening process.
Induction vs. Laser Heat Treating (06:48)
Doug Glenn: What did the rest of the process look like? How long did it take, who was involved, what were some of the key questions that needed to be answered before a final decision could be made?
Nic Willis: For this particular application, it just so happened that the specifications that we required were a good fit for the laser process, namely case depth. One of the limitations of laser hardening versus induction is you’re not able to get as deep of a case with laser as you can with induction. For these components, that wasn’t really a factor. So, there was some initial vetting that went on.
After that, we sent some sample parts to Laser Hard that they would have processed. It took some testing on that end to get their parameters set up, and they cut up a lot of parts to check the case depth. Once we got that dialed in, the parts would’ve come back here to RIDGID where we did some life testing. We have a test apparatus that we use that basically cycles these parts to failure. From there, it turned out that these met or exceeded the life of the induction hardened components. At that point, we would have updated the drawings and approved laser hardening as a substitute process.
The Cost (08:34)
"[The project] needs to be somewhat, or at least, cost neutral." Source: Unsplash.com/Alexander MillsDoug Glenn: Do you have any sense or was there any calculation done of what you anticipated the cost savings would be?
Nic Willis: I can’t get into any specifics; but in order to get any type of substitution like this off the ground, it needs to be somewhat, or at least, cost neutral.
Doug Glenn: How about the maintenance of the equipment — laser versus induction?
Nic Willis: Like I mentioned before, the maintenance of the coils themselves is something that you don’t have to account for with laser. Any type of specialized tooling for laser is going to be on the work-holding end of the spectrum which can be adapted after the fact to improve cycle times and things like that.
Laser does not make use of a quenchant. The parts self-quench, meaning that the core material doesn’t get heated up and is cool enough to quench out the heated area. Anybody that’s familiar with induction knows that the quenching process can be kind of messy and needs to be contained.
The Winner: Laser Heat Treating (10:30)
Doug Glenn: Those are all good additional cost savings items. Laser won the day on this one. Have there been other parts that you’ve looked at potentially going to laser but decided to not do it?
Nic Willis: Yes. In Elyria, the parts that we make are our pressing tools to make our pipe wrenches and threading machines. With the threading machines, there is a lot of gearing. We’ve looked at some of our gears that we flame hardened, and they’re a lot bigger. It’s just not a good fit with laser. You would have to go tooth by tooth, which is going to really increase your cycle time. In those parts, you run into that issue with case step requirement.
Doug Glenn: Can you tell us what laser hardening is?
Nic Willis: It’s a form of selective hardening where you want some of the part to have a hard case for wear resistance. The rest of the part keeps its ductility. In this case, you’re using a laser — rather than an induction field or a flame — to heat up this specific area that you want to harden.
Doug Glenn: You mentioned “part holding.” I don’t want you to give away more than you can and want to respect all the propriety measures. Is this something where you’re spinning a part and laser, so you’re just actually lasering a specific area?
Nic Willis: Correct.
Doug Glenn: I know with flame hardening they’re actually spinning the part as it goes — or they can spin the part. Is laser something you can do that with?
Nic Willis: Yes, absolutely. But then you’re starting to talk about additional costs to build a specialized machine to do the hardening process. For me, I wanted something “off the shelf,” for lack of a better term. I didn’t want a super specialized piece of equipment.
Doug Glenn: In the decision-making process itself, did you and the team require to see laser hardening be done other places or did you work basically just with Laser Hard and make sure they could prove the process? How much of a pioneer were you willing to be? Were you willing to be one of the first people to ever do laser heat treating?
"[W]e sent some sample parts to Laser Hard that they would have processed." Source: Laser HardNic Willis: There is a company that is pretty close to Laser Hard, and some of their products are laser hardened (it’s not the same but it’s a similar application). I was aware of them. Laser hardening has been around for a long time. I think what’s made it more attractive nowadays is that the laser equipment itself has become more affordable. It’s not a new process, by any means. I would assume that it’s been around since lasers have been around.
Success with Laser Heat Treating for RIDGID® (16:40)
Doug Glenn: You’ve been through the decision-making process, and you’ve got it up and running. I assume you’re happy with what’s going on now. You’ve got it down now, and it’s a relatively smooth process?
Nic Willis: Absolutely. We’re looking at bringing the process in-house in the next few years. I’d like to say that it’s a dream of mine to see it done here on site in Elyria.
Doug Glenn: Looking back on the whole process of moving from wanting to bring it in-house, to deciding to go with laser — is there anything you would’ve done differently now, knowing what you know?
Nic Willis: That’s a good question. I think one thing that I really learned through the process was anytime you’re switching from a tried-and-true process to something new, whatever your reasons may be, it takes some time to get people on board. [blocktext align="left"]I think one thing that I really learned through the process was anytime you’re switching from a tried-and-true process to something new, whatever your reasons may be, it takes some time to get people on board.[/blocktext]
Like I mentioned earlier, we were setting the parameters with the laser, doing the metallurgical testing, doing the life testing — it wasn’t a bang, bang, bang type thing. More and more people were brought into the discussion. The commercial side has to be addressed, as well. There are always some question marks when you’re moving from one supplier to another, and that took some time.
I don’t know if I’d do anything different, but I’d tell myself to be a little more patient, given the opportunity.
Doug Glenn: That’s probably the great lesson, honestly. It does take patience and a little perseverance because you’ve got to prove the process. You’ve got to prove it, not only metallurgically, like you said, but you’ve got to prove it commercially.
Nic Willis: From the conceptual stage to when we actually were putting parts into the field, it was probably about two years.
Doug Glenn: When you first started, how long did you think it was going to take?
Nic Willis: I thought it would be relatively quick!
Doug Glenn: Right. A 6-month process turns into 2 years, easily, huh?
Nic Willis: Exactly.
Doug Glenn: Are there any other thoughts regarding the whole process of that transition or laser heat treating or anything that you’d like to share?
Nic Willis: A challenge that I’ve run into is you see success with one product line, and you want to see how far you can take it and expand it to these other product lines. We talked about how sometimes it’s not a good fit. I mentioned that with some of the gears and larger cylindrical-type components. I think induction definitely still has its place.
I’m working on some projects to bring some of our induction parts in-house. In these cases, based on case depth, part geometry, and things like that, induction, in some cases, is a better fit than laser. Although in this particular case, it made sense to switch from induction to laser, it’s not always a one-for-one type switch.
Doug Glenn: That’s excellent advice; you’ve got to take each part in its turn and figure out which is the best process for it.
About the expert:
Nicolas Willis is metallurgist/heat treat supervisor at Emerson Professional Tools — RIDGID® TOOLS. Nic is the metallurgical authority for all Emerson Professional Tool operations worldwide. He has been leading the modernization of the heat treatment department throughout the company, upgrading capital equipment and developing new processes to improve safety, increase throughput, and improve quality of RIDGID and Greenlee brand products. He was elected to the position of secretary of the Cleveland ASM chapter in 2020 and has served on the Research Committee of the Heat Treat Society.
We have the honor to speak with another Heat Treat Legend in our industry, John L. Becker, president and founder of Heat Treat Equipment. Doug Glenn, publisher of Heat TreatToday and host of this podcast, has been chatting with the legends walking among us who’ve been involved with the North American heat treat to get a sense of where they’ve been, what they’re doing, and what advice they would share with the current generation. “Tenacious” is the word that comes to mind from this conversation.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
A Summer at Ford Motor Company (01:20)
Doug Glenn: John, you were the founder and owner of the J.L. Becker Company which was recently purchased by Gasbarre Furnace Group. You’re no longer associated with that company, since you sold it. You are associated with Heat Treat Equipment, Inc., which you also started.
Contact us with your Reader Feedback!
How did you get started in the heat treat industry?
John Becker: It goes back to the summer of 1964 when I had been going to a junior college, and I started dating my wife. Her father was in the steel division at Ford Motor Company, and I needed a summer job in 1964. Through his contacts, I was able to get a job there. My position was very "prestigious." I had my own tool; it was called a broom! Through sweeping up, I was a first-class janitor. Then, I was able to move up to a helper’s position.
In working there for the summer, I saw a lot about the making of steel and the production processes. I used to hang around the lab, because in the summer, the lab was air conditioned; and I could pretend that I was interested in that area. By the end of the summer, they asked if I would consider going on co-op for metallurgy. I thought, “Well, that sounds easy. I can do that,” not realizing what I was in for.
"I received a BES in 1968" Source: Western Michigan University
I started in metallurgy, and worked for Ford and went to Western Michigan University where I received a BES (Bachelor of Engineering Science) in 1968. During that time of co-op, I worked and took classes. I used to take classes at Wayne State, Lawrence Tech, and other places where I could get some hours or get a class.
After I graduated, they put me in an area called the AADGO (Automotive Assembly Division General Office) where I was a fastener engineer. We were dealing with nuts, bolts, screws, and washers. I started visiting heat treat shops. At the same time, they put me on the MBA management program through the University of Michigan.
There were a lot of people in Rockford, IL, that made fasteners. One of the areas we were concerned with was heat treating. That thing called the Delta or appendix C, the Q101 (Quality 101 points) for Ford. I would go around inspecting plants, and I got to know several people in heat treating. I was a bit fascinated by it.
In 1970, Ford laid me off. I was still finishing up school, and I had a child. I actually started teaching school part time and did that for a while. I was a “the permanent substitute,” so I would work a lot of different days. That was quite enjoyable!
I started working for a company that sold high temperature materials: conveyer belts, etc. and was pretty successful. I looked at what I was getting paid. At this company, some reps were getting 10%. I was getting a salary and expenses, and I understood that it was a pretty good deal. But I still looked at reps and figured I made 10% of that value.
Starting a Business in a Basement (06:18)
I decided to really go on my own, and I started the J.L. Becker Company out of my house as a rep. I had four principals, and a few others in the industry. I didn’t represent these, but I could sell their products. Two examples were the wire mesh conveyer belt of Canada and I Squared R, which provides silicon carbide heating elements. We had a line of hearth plates, thermocouples. I became the Lockheed engineering rep. Because of that, I called on a lot of OEMs like Surface Combustion and Atmosphere Furnace and others.
"My dad gave me an old phone." Source: Unsplash.com/Nguyen Dang Hoang Nhu
We built it up. Everybody in Michigan had a basement. My dad had given me a used desk and, in those days, you had a phone that was wired to the wall. My dad had given me an old phone, so I started a company. In the basement of the house, I had a little cubby, about 4 ft by 7 ft, and that was my world headquarters.
After 6 months, I started to interview for a new job with salary and benefits, and all the things I didn’t have, because it wasn’t as great as I thought.
I had been calling on Monroe Auto Equipment in Monroe, Michigan. Monroe Auto Equipment has four plants that do powdered metallurgy; they make components for shock absorbers. I had become friends with a guy there, Fleming Pruitt. I still remember his name to this day.
He called me and asked for a particular product. I got a price for it, called him back, and he said, “I made a mistake. I didn’t want 20 pieces, I wanted 200.” I was going to make 10 bucks a piece or some number like that. All of a sudden, I was, like, “Whoa!” That started it.
Then I got another order, another order, and another order. Over time, I started thinking: “Why don’t I have some of my own products where I can control the price?” I could buy it for X and add my overhead to it.
Growing the Business (09:13)
In 1974, I moved to an office in Livonia, Michigan. It was in a multitenant-type building, and the fellow had rented two spots, and there was one empty office. I started there. I ended up hiring a gal by the name of Carol Campbell, right about then, for $90 a week and no benefits. She did an outstanding job for me. Around 1976, I hired Dave Peterson. Dave still, as you know, works with me today. I couldn’t chase him away. I tried and failed.
"I added another piece of the puzzle." Source: Unsplash.com/Nathalie Segato
From there, I added another piece of the puzzle. Each year we expanded. I got busy enough where I visited someone who I was selling different components to, and they had a piece of equipment they wanted to get rid of. I had visited someone else the day before who was looking for the same thing. I didn’t have to be that bright to understand that this guy wanted a dollar, and this guy was willing to pay two dollars. That worked out pretty well, and I did that a few times. But then the next time I did it, the person said, “You need to take it out.” So, I was able to; there was a group of guys and my office, at that time, was right behind Holcroft in Livonia. I got to know a lot of guys that worked there, and they would come and work for me on weekends. We would dismantle, move things, and ship them out.
Eventually, I got a little shop. I hired a fellow, whose name is Charlie Hatala, who now has Great Lakes Industrial Furnace. Charlie ran the shop, and then we started refurbishing equipment.
Then, in 1978 or 1979, BorgWarner Corporation in Michigan asked me if I could build a tempering furnace. I was doing maintenance for them installing components. I did a lot of brazing and sintering furnaces and some batch furnaces. They needed to do temper. I said yes, having never done it before.
Eventually, we figured it out.
I hired an engineer who worked for us part time for a while, and the shop became a busier situation. We started to build some equipment.
I hired an engineer, a fellow by the name of Don LaFore, who has now passed away. Don came in and helped shepherd us along to do design work. We started to build some belt-type furnaces for sintering and brazing. There were other people in the industry who had small operations to do refractory work or do electrical. We leaned on those individuals and started to build.
By 1980, I had two guys in engineering, Dave in sales, Carol in the office, and my wife, Eileen, was our CFO, as she still is today. It just went from there!
By 1983, we moved to another larger building.
In 1989 we moved again, and then in 2000, we moved to an even larger facility.
So, we had gone from about $700k–$800k to about $25 million in my last couple of years. In fact, we have equipment we built in the Ukraine for which my son, Matt, did the startup. We just looked at it in satellite, and it’s still standing and hasn’t blown up yet. That particular system, we duplicated twice for Russia.
Becker Goes International (14:16)
We built equipment in Israel, Dubai, Saudi Arabia, Thailand, and China. Korea was the first place, out of the country, where I sold a piece of equipment. That was right at the beginning, probably in the later part of the 1970’s, maybe very early 1980’s.
"We built equipment in Israel, Dubai, Saudi Arabia, Thailand, and China." Source: Unsplash.com/Lucas George Wendt
At Ford Motor Company, there was a research scientist; he was a Korean doctor. He had gone back to Korea to head a thing called KIMM (Korea Institute of Machinery and Materials) and he called me and ordered a furnace. We built the furnace, a research-type sintering furnace and endo generator, and I actually went to Korea and did the startup. That was one of the first international ones. We’ve shipped equipment to Canada, to Mexico, and to quite a few different places.
At 68 years old, in 2011, I sold the company to Gasbarre.
Becker’s Network in the Heat Treating Industry (16:02)
Doug Glenn: Give us a recap of some of the people with whom you’ve interacted.
John Becker: There was a startup company in around 1970/71 called Custom Electric Furnace, where Tim Mousseau worked as an engineer. Charlie Hatala was basically the president and shop manager. They had all come from a company called Alexander Engineering which goes way, way back.
I started repping them, and I sold a few furnaces for them.
Another guy that was repping around there was Jeff Smith; he worked for the which represented a company out of New York that made heat exchangers. Jeff came up with the idea of making his own heat exchangers, and that’s when they started SBS Corp.
During that same time period, I became friends with John Young. John’s father had Perfection Heat Treating Company, and his father, unexpectedly, died just before Christmas around 1976, I believe. John and I became friends. His wife’s name was Eileen, and my wife’s name was Eileen. We both had degrees in metallurgy; our backgrounds were very parallel to one another.
John and I ended up buying the heat treating company called Steel Improvement Company, and John ran that company successfully for about 10 years. Also, John and I got in on a few other companies too.
1984 and 1985 hurt the heat treat industry in Detroit, so we ended up liquidating both those companies.
Just like Jeff Smith, people from, refractory people, we interfaced with so many people here. In the metropolitan Detroit area, you have everything you can think of: Electrical supplies, wire, refractory, engineering help, machining, fabricating, steel suppliers. Everything is right at our fingertips. You have a real cornucopia of support-type people from lawyers to accountants to medical to whatever. It was a good place to nurture a company.
Like I said, we built the company up, and I was really motivated to sell.
In 2009, my oldest boy died. That hurt me personally, obviously. Then, in 2010, my younger son, Matt, who’s kind of a Mensa kid, announced he was going to leave to open a brewery. He has been extremely successful.
Then, Gasbarre approached me. My thoughts of passing the business on to my sons were trash, so I sold the company. After I sold it I consulted with them for a couple years; it was all part of the contract. I realized I really didn’t want to get out of it; I had pulled the trigger a little too quickly.
I’m 79, and I still work almost every day. I love the business, and I’ve come to know so many people in the business that I interface with. I’ve had some very, very strong supporters over the years for the equipment that we’ve built.
One guy that was probably the nicest guy — you couldn’t have asked for a better friend — was Jim Hendershot who had Carolina Commercial Heat Treat. Jim sold it to Gibraltar and on and on. Now, most of their plants are part of Bodycote.
John’s Supporters (22:32)
Doug Glenn: Are there two or three people who had a significant impact, people that encouraged you to carry on?
John Becker: You know, I really can’t point to anybody individually. Obviously, my wife was a supporter. She was burdened with the accounting side of the business.
"It was more people believing in me..." Source: Unsplash.com/Brett Jordan
I had a lot of different people. There was a buyer at Ford who was very supportive. Another guy at AC Spark Plug up in Flint; I did a lot of work for them and built several pieces of equipment. So, it was more people believing in me and believing that I could do the job and giving me the opportunity to do it.
My best friend just passed away a week ago (he was a Ford dealer). He would listen to me all the time and give me advice. He had built up a company where he was the number one Ford dealer for 1921 and 1922 in volume, worldwide, in the small little town of Livonia. It was very prestigious. He was a very well-liked individual. He gave me a lot of advice about not trying to micromanage, about giving up control and giving control to other people, hiring people and trusting them to let them do their job, and how to treat individuals. I think I learned a lot from that.
John’s Significant Accomplishments (25:20)
Doug Glenn: What are one or two your significant accomplishments?
John Becker: Dave Peterson worked with a company (and I won’t mention their name), and I joined him. This company had bought a used piece of equipment and did some converting on it to do a process. They had built one, and then we built their next one and “upgraded” it to the next phase.
We worked on the design and built and built and built it to where they had about 50 of these units. I think, between myself and Gasbarre, there may be 55 of them built. If you look at it, it’s roughly a million dollars apiece; they were very successful. They were using my son, Matt, who developed the software and automated all the controls to mass flow sensors, etc. This was early on before a lot of things that we have today. If you look back, this was all new technology at the time.
That was a “feather in our cap,” and that was a whole team. The engineering department did the engineering, the shop and the people in fabricating all had ideas and those were incorporated into it, and Matt redeveloped the software and the controls and developed all the programming. Before they had a lot of mechanical and timing issues where a bell would ring and an operator would have to do something, this was all automated. It took the operator out of what was a 30, 40, 50-hour process.
It’s very successful. That shows how the whole group pulled together and did it.
"I'm tenacious like a bulldog..." Source: Unsplash.com/MattODell
My success has been talking. Sales. I’ve been able to connect with people. I’m tenacious like a bulldog on an ankle; it’s hard to get me off. My middle initial is “L” and I tell everybody it’s for “Lucky.” I’ve been very fortunate to have a very loyal group of individuals. Like, we’re here now at Heat Treat Equipment. Bill Richardson started me in 1980 and was chief engineer and is with me now. Dave Peterson was my sales manager since 1976/77 and is with me now. The people in our shop, I did not solicit them. They came to me. When I had J.L. Becker, they were the ones that made the clock work.
I would go out, do the sales, contribute to them, and try to close the deal. I had more people — we had four or five gals, plus the CPA, plus my wife in the office, for insurance, employee benefits, payroll, paying the bills, etc. That worked very well, but that wasn’t my department. I looked at it macro work, but the micro work was done by all of them. They were very organized. The same was true for the shop and in engineering.
I really have to say they’re the ones that made the business keep moving. I would come in and say, “I’ve sold another standard piece of equipment except everything is different.”
Lessons Learned (30:43)
Doug Glenn: Over your work career, were there any disciplines that you developed? Were there any disciplines you developed you felt were beneficial for you and for your company?
John Becker: I can’t think of anything specifically. They always say, “Never quit. Never take ‘no’ for an answer.” So, I never quit. I used to tease some of the other guys because they would call on a customer for years, literally 4–10 years, and nothing would happen. Then, there was that lucky change in personnel. All of sudden, everything started to happen. We became “their guys.”
I was tenacious, and I listened. I do a lot of talking, but people don’t realize I do listen. Understanding, in sales, what does your customer want, what’s the expectation? I’m not going to pick on any other company, but some, more or less, “fell from the catalog.”
I always thought we were willing to change to try to modify or make our equipment fit our customer’s needs, not our customer needs fitting our equipment. We always went in and would change things. As I said, “Another standard piece except everything is different!”
I know when I sold the company, Gasbarre enjoyed quite a bit of repeat business from our customer base. I think our customer base was loyal; the loyalty came back from being loyal to them. We, like everyone else, had problems. My point was: We need to fix the problem, not fix blame. We didn’t worry about the cost. When it was done and resolved, then we could go back and look at it to find out if the problem arose from something we did, was it improper usage, etc.?
We never walked away from a problem and trust me, I had them over the years.
Doug Glenn: Did you ever lose any big money on them?
John Becker: Yes. More than once, and we lived to tell about it! The problem was sometimes I was quick on the draw. A guy that draws fast can shoot his foot off. The gun goes off a little too quick. Every time I would try to jam a square peg into a round hole — like I said, I was tenacious. I would fight and fight and fight for an order and get it and get creamed.
Work-Life Balance (34:55)
Doug Glenn: How did you handle work-life balance?
John Becker: It was never a struggle. I worked 6 days a week; when the kids were growing up, I coached baseball. I had a soccer team I coached in Northville for both my boys. We loved Florida because my grandparents were down there. My mother’s parents were down there, and my parents moved there. I had a brother and sister that lived there, etc.
We started going down to Florida very early in our lives in the 1970’s. We took vacations with the boys. There are plays and things they did at school; we did all that. We had a pretty good life.
Over the years, I’ve developed a lack of memory. When I walk out the door of work, my memory just falls off somewhere. I’m driving home and when I get home, I can’ remember things. Even though Eileen was involved in the business, I didn’t go home and talk about the business. I left it at work.
[blockquote author="" style="1"]One thing I’ve learned is that the work you didn’t do today will be there tomorrow. The work will be there.[/blockquote]One thing I’ve learned is that the work you didn’t do today will be there tomorrow. The work will be there. Early on, I did a few things. I missed a funeral for a friend that I still look back at, 30 years later, and say, “I could’ve cancelled or rescheduled those appointments, and I could’ve gone there.” I still think I should have gone to the funeral, and I didn’t and I’m sorry, today. The appointments that I went to never turned out to be anything.
I’ve always carried that around, that I should have been there for that person even though they had passed. You make decisions, and I think you’ve got to remember that a lot of these things will be there tomorrow that you don’t get to today.
Advice to Young Leaders in the Industry (37:48)
Doug Glenn: Were there one or two lessons you learned along the way, words of wisdom you would give?
John Becker: Send your resumes out somewhere else? Find a different career! I don’t mean that; the industry has been good to me.
I think that one of the things for younger people, especially in sales, is this: I would go work on a sale and I would think, “Boy, I’ve got this thing,” and find out I lost to a competitor, not realizing the purchasing guy’s brother-in-law was my competitor. So, understanding the politics of situations, the relationships. I’ve had people that I’ve been very, very close to and they would go out for bids, but I knew I was getting the work. Get to understand the relationship, who they’ve worked with in the past.
The other thing I think is important is technical society. I belong to ASM (ASM International, formerly known as the American Society for Metals). I used to belong to MPIF (Metal Powder Industries Foundation), the APMI (American Powder Metallurgy Institute).
I was one of the original associate members of MTI (Metal Treating Institute), but actually I was an MTI member back in the 70’s because we (John Young and I) owned the heat treat shop. John was the member, and I was the alternate. They were very, very down on a salesperson, like me, coming to those types of meetings. I did go to a couple. In fact, the very first or second meeting that Lance ever had, I met a guy who was from out in Oklahoma, by the name of John Hubbard. That was back in, probably, 1980, roughly, ’81 maybe; it was in that time.
Doug Glenn: So, for those who are listening that might not know, Lance Miller was the executive director of the Metal Treating Institute (not anymore, Tom Morrison is currently in that position). John Hubbard ended up being the CEO of Bodycote for years and years.
John Becker: I think in establishing relationships, try to be as honest as you can with your customers. There is a certain point that, I think, to maybe be a little guarded in your answers. Be as honest as you can without giving away your company secrets or whatever. Say you’ve had something in the background in your company that’s gone on and it’s affecting something. You don’t need to broadcast that, but you should maybe tell your customers you’ve had some issues that are going to delay or change things. That’s the best thing.
Just be yourself; don’t try to be somebody else. And you know what, if you don’t come home laughing and having a good time and enjoying yourself, you’re in the wrong business.
About the expert:
John Becker, president at Heat Treat Equipment: Founder and president of Heat Treat Equipment (est. 2011), has a long and distinguished career in the heat treat industry as the founder and long-time president of J. L. Becker Company, a manufacturer of new furnaces and heat treat equipment.
In a special Heat Treat Radio episode, three managing directors based in SECO/WARWICK Group’s North American companies speak with Doug Glenn, host of this podcast and Heat TreatToday founder and publisher, about the working synergy amongst heat treat and metallurgical market efforts. Watch, listen, and learn about how Earl Good, managing director at Retech; Marcus Lord, managing director at SECO/WARWICK; and Peter Zawistowski, managing director at SECO/VACUUM, lead the North American market with their heat treat solutions.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet the Managing Directors (01:20)
I want to start with Peter Zawistowski, managing director at SECO/VACUUM Technologies, one of the newer companies of the SECO/WARWICK GROUP. Then, we have Marcus Lord, managing director at SECO/WARWICK Corporation. Both of those companies are currently located in Meadville, western Pennsylvania. We also have Earl Good, managing director at Retech Systems, LLC, located in the Buffalo, NY, area.
Contact us with your Reader Feedback!
Earl Good Managing Director at Retech Systems, LLC Source: Retech
Earl Good: I’ve been with Retech 6 years in April. Time has flown by fast. There have been, certainly, some interesting developments with Retech over the years. We relocated the business from Ukiah, California to Buffalo, New York. We originally had an office on Main Street in Williamsville in 2018. We found a new facility here that allows us to do manufacturing and assembly as well as have office space. We have about 40,000 feet for manufacturing and assembly, 10,000 square feet of office space. We are actually looking for additional space because of the growth and development we’ve experienced over the last few years.
When I came into Retech, there were some issues and some challenges that the company was facing. We’ve overcome those, and we’ve certainly moved in a good direction.
Prior to Retech, I was with Metso Minerals. I worked with Metso Minerals for about 13 years. I was moved through various positions there. My last position, for the last 7 years, was the vice president of ETO (“engineer to order” group). I was responsible for four different divisions on a global basis and increased that business from about 150 million euros to about 250 million euros a year. It became the second most profitable division within Metso.
This opportunity came along, and it was a different challenge. That’s what piqued my interest here.
Marcus Lord Managing Director at SECO/WARWICK Corporation Source: SECO/WARWICK
Marcus Lord: I’ve been with SECO for 9 months now. I came on board at the end of June (2022), basically looking at reestablishing the SECO/WARWICK manufacturing footprint in Meadville. That’s a “work in process” right now, rebuilding the team. We have a considerable amount of folks that are looking at retirement and trying to pass on some of that legacy knowledge to new people to spur additional business growth.
Prior to SECO, I worked for Carpenter Technology Corporation for 3 years, metal manufacturing for specialty alloys. Prior to that, I did two greenfields, one for Oerlikon Metco and one for Wyman-Gordon PCC. Both of those were powder atomization materials, so a lot of “end use” more so than manufacturing of the equipment, which gives me a good understanding of what people want from equipment.
Peter Zawistowski Managing Director at SECO/VACUUM Technologies Source: SECO/VACUUM
Peter Zawistowski: I’m in Meadville, PA. It’s hard to say how long I have been with SECO/WARWICK. I’ve been there 20 years, officially, but to be honest, it’s been since as long as I can remember that I’ve been around vacuum furnaces. I was basically born inside a SECO/VACUUM furnace, so that’s how long I’ve been with the company.
I’ve gone through several different positions: service engineer, engineering, sales, and currently, managing SECO/VACUUM here in the U.S. We are responsible for our vacuum furnaces for North America.
Doug Glenn: For those who don’t know: the global headquarters for the SECO Group is in Poland. Peter actually comes from there. You agreed to relocate your family, and you’ve been in the States now for how long?
Peter Zawistowski: For quite some time; I think it’s 10 ½ years or 11.
Doug Glenn: Peter is the link back to Poland which we will talk briefly about.
Markets and Products (07:00)
Can you give a snapshot of the markets you serve and the products you supply?
Peter Zawistowski: 50% of our products are single chamber furnaces, standard from toolbar up to 25 bars of gas quench furnaces multigraphite.
The next would be vacuum oil quench furnaces in which we’ve developed a new design, I believe, 15 or 20 years ago. This is where, I think, we are leading the market. I believe the competition is 5 to 10 years behind us in this product.
We have a lot of new developments or new products like pit LPC, like 4D Quench, which is like a single piece quench. We are always looking for some custom projects. We like those; we are not afraid of those and we can do them.
Doug Glenn: In a nutshell, SECO/VACUUM Technologies is dealing primarily with vacuum heat treat furnaces and all things around that including any type of specials, customs, etc. That’s where your strengths are. Marcus, how about SECO/WARWICK Corp.?
Marcus Lord: SECO/WARWICK Corporation has a pretty big portfolio of equipment. Right now, I know a major view is on CAB lines. We’re seeing a lot of inquiries on the continuous or controlled aluminum brazing process as well as aluminum processing equipment for annealing large coils of aluminum or sheet and foil-type aluminum. Then, back to some of the roots as atmospheric-type furnaces, so roller hearths, mesh belt and things of those sort. Those are, basically, customized to the customer’s preference, so we have a huge catalog. Lately, we’ve sold some actual aluminum melting-type furnaces, so large tilt melting furnaces.
Doug Glenn: Earl, let’s go to you.
Earl Good: We supply vacuum melting equipment — melting of metals and alloys that have a high melting temperature. Our typical industry markets are aerospace, medical, defense, and energy storage. Our primary furnace types are the electron beam furnace, a PAM (plasma arc melting) furnace, and a VIM (vacuum induction melting in a bar). We also have powder atomization technology and our melt spinner technology.
R&D in melting is growing for us, because we have a couple different furnaces we can operate. We have a lot of customers who don’t have the need for an excessive amount of material. They don’t want to purchase a furnace, so they come to us asking us to melt a certain amount over the course of a month or a year.
We have a broad base of technologies that we can offer the market, which is good, because some of the aerospace work can be cyclical in nature; but the other furnaces and other options that we have make up for that.
We work with mostly titanium, nickel, and various alloys associated with aluminum and nickel.
Technological Niches (11:25)
Doug Glenn: Is there a specific technology that you feel is really your company’s strong suit? Something you really feel comfortable doing?
Earl Good: I’m going to highlight two different technologies: I think our PAM technology, or plasma melting technology, is the best on the market. We have more installations than anybody out there. All of our furnaces have, basically, satisfied their performance requirements.
PAM Furnace Source: Retech Systems, LLC
Another area I’d like to highlight is our powder technology. We’ve been a little bit behind some of our competitors in the market, but we’ve really developed some good things that are going to provide opportunities for us in the market. We have a number of customers coming to us to look at those opportunities now. I think those are probably the two most unique and best that we have to offer.
Peter Zawistowski: Our single chamber vacuum furnaces are one of the best in the world, currently. We also have some new products. We are trying to get to the market our 4D Quench furnace. It is a special system to vacuum carburize and then single piece quench. This is the unit we are implementing in the U.S. We are getting good references, and we are getting great results.
4D Quench Furnace Source: SECO/VACUUM
We are also focused on LPC, in general. All of our furnaces are equipped with LPC which, I think, the industry is moving to vacuum carburizing. That’s the big focus right now with SECO/VACUUM.
Doug Glenn: People are saying in many areas in heat treat, we ought to be focusing much more on quench than heating. Anybody can heat the thing up. The real key is, can you quench it? Especially when you’re talking about surface hardening and things of that sort.
Peter Zawistowski: Exactly. And in 4D Quench, this is where we can control the distortion to the level close to gas quenching; that’s the key to success.
Marcus Lord: I would say that our CAB (controlled atmosphere brazing) lines are probably the best in the world. We have a lot of competitors that we’re seeing pop up out of Asia, but I believe that we still hold the market share for that type of equipment. Like many of our other pieces of equipment, we are able to customize based upon what the customer really is needing to achieve.
I would say that with the big push to reduce carbon footprint of these manufacturers, SECO still has the technology for their bayonet electric heating processes. We’re not held up by somebody else supplying us with that type of product; we can build that in-house and supply a very efficient furnace when it comes to electric heating.
New Technologies (15:20)
Doug Glenn: Does SECO/WARWICK have anything to offer in the aluminum market?
Marcus Lord: In Poland, we are starting to offer the vortex 1 and 2.0, which is being developed. Those are options we are going to introduce along with predictive maintenance programs that have been developed out of Poland.
Doug Glenn: I want next ask about new technologies, things that either are currently commercialized, or soon to be, that you feel good about. Peter, why don’t we start with you? What do you think as far as vacuum technologies?
Peter Zawistowski: We have quite a few new technologies, but I think I will tell you more about LPC. As I said, all of our products are equipped with vacuum carburizing. I think that this is where the industry is going right now with the current trend of limiting the carbon footprint and sustainability. I know that in the U.S., it’s maybe not that common right now, but you are aware that most or all of the big European companies will have to report carbon footprint starting in 2024.
If any of the U.S. companies would like to do business with Europe, like with German automotive industrial airbuses of the world, you’ll have to do the same. To do that, you have to limit your carbon footprint.
"To do that [facilitate business in Europe], you have to limit your carbon footprint." Source: Unsplash.com/Matthias HeydeIn carburizing, you must switch technology. Right now, the most common carburizing technology or equipment is Integral Quench (IQ) furnaces, and you must do something with it. There is a need. It will happen that there will be a switch to low pressure carburizing; this is where we can help.Earl Good: A lot of our furnaces are customized. Through the R&D trials and toll melting we do, we are able to develop new technologies. There are two areas that I want to highlight.We put some time and effort into developing a small-scale atomizer that is more like a lab-type atomizer. Ours is a little bit more robust than our competitors’ units, and it has more capabilities. For example, you can melt different materials on it. We’re very eager to get that out into the market and make our first sale.
The second is our plasma gas atomizer. We do receive a lot of interest in this product right now. It’s different from what’s out there. Much of the market today, as far as powder and atomization, is batch process; the yields are not great. We believe that the plasma gas atomizer will increase yields. It allows ongoing melting which is going to provide a lot of options to customers who have the need for a more robust process, as far as their powder production.
We’re really excited about both of those and getting those out.
Doug Glenn: Is development of those products driven by the AM market 3D printing?
Earl Good: Yes, but you have universities and others who want to do things on a smaller scale, on the trial basis so as to not invest a significant amount of money. They want to see that the technology is going to work or see the products they’re developing. There is a real need for that, and I think there’s a need for something more robust than what’s on the market.
Marcus Lord: We have new technologies on aluminum processing.
The Vortex 2.0 is a new technology. I believe three Vortex 2.0 systems have been sold and are not yet fully commissioned. This will give us an upper hand on how we go about heating our materials on an efficiency standpoint, especially when we’re looking at the carbon footprint and how we are going about processing our materials.
Other than that, we have some technologies based on a customer preference, technologies that may not be a staple or standard on all our equipment.
Collaboration (22:53)
"Is it helpful that you’ve got the three separate companies working together?" Source: Unsplash.com/krakenimages
Doug Glenn: There are very few thermal processing technology companies that have the breadth of capabilities from everything from atomizing, arc melting, heat treating, vacuum heat treating, and air atmosphere heat treating. How do you cooperate to synergize these technologies? Do you find it beneficial, and/or is it helpful that you’ve got the three separate companies working together?
Earl Good: In my opinion, we haven’t worked great during my previous years here. We do get along. I think we have the opportunity to work together much more as we move forward. We started to do that in some different areas. We’re looking for a facility, right now, to spread our U.S. footprint for manufacturing and assembly. I think it will be a shared work facility.
Each of us brings a different set of skills and talents to the industry. We have the opportunity to leverage some of those to the benefit of the whole. Products are in demand that are made in the U.S., and I think we’re going to be in a good position to service that market. I think all of us are in positions where we’ve seen our businesses start to grow and improve, so I think it gives us a great opportunity to work together.
Marcus Lord: I think it is beneficial to have collaboration amongst all three of us and our different businesses. We’re able to support one another, especially from a technology aspect. If there are questions, you have an outreach program, and we are open to work with each other. Like Earl said, we’re all looking to expand. SECO Corp is looking at making an expansion and still retain the offices in Meadville, but we’re also looking for another location to be able to give us a little bit more bandwidth.
For my group, we’re looking at a lot of operations happening in Mexico. That’s something that we really need to look at from a support aspect. Being three businesses relatively close to one another, it is overall beneficial for all of us.
Peter Zawistowski: It’s not only beneficial for us, but I it is beneficial for our customers. For example: Earl is offering a furnace, and my equipment is like auxiliary equipment to his, so we can offer a full package to the customer. We have expertise across the three companies that we can support and provide all that is needed to customers. I think that is a big benefit.
Manufacturing in the United States: Present and Future (26:50)
Doug Glenn: How has manufacturing in the U.S. been in the past and what are the future plans?
Earl Good: I can throw a couple comments out. Our past manufacturing in the U.S. was done out in Ukiah, for Retech specifically. Ukiah is a great place for wineries and vineyards, but maybe not an industrial furnace manufacturer!
Originally, there was a desire for us to leave all manufacturing and assembly in the United States, by the past CEO, and then we found this facility here in Buffalo. The new CEO, Sławomir Woźniak, said, “Hey, could you guys do some manufacturing and assembly here?”
I said, “Yes!” I think my chin hit the floor, and I was drooling because I thought it was exactly what we needed.
We have the 40,000 square foot facility here that we’ve already filled. We have a customer base that wants more manufacturing and assembly. Having additional manufacturing and assembly, with what we have within Retech — in Poland, in some of the areas, China, and India — gives us a way to support all of our customers’ needs. Some customers are looking for low price options, some want things built here in the U.S. As we become maybe less globalized and more centralized as far as focus, I think we’re going to be able to support all of those different needs for our customers and do it well.
Peter Zawistowski: We are looking to start manufacturing and assembling vacuum furnaces here in the U.S. As Earl said, we had our facility in Ukiah; we had our facility in Meadville. We had two or three companies in the U.S., and we were doing it in different places. Now, we would like to consolidate and leverage the fact that we have three companies here in the U.S.
"It’s not only about manufacturing. We are also thinking about bringing some R&D activities here to the U.S." Source: Unsplash.com/Getty Image
It’s not only about manufacturing. We are also thinking about bringing some R&D activities here to the U.S. Currently, I think that more often we sell technology, not furnaces. We would like to be able to provide that service to our customers, as well, here in the U.S.
Marcus Lord: Manufacturing was part of the deal of me coming on to SECO. It was really to reestablish what was being done.
Whether or not it makes sense to do full-blown manufacturing (because that’s a huge capital expense upfront) is one thing, and then, of course, training people to be able to do the processes. It makes more sense for us to actually do subassemblies or manufacturing of maybe a smaller part of what we’re looking at, as far as the equipment, and being very specialized on what we do manufacture. That will leave the larger projects either internally or external. As you said, we can’t be really good at everything we do, so we’ll pick and choose what we’re really good at and just exploit it from that point and then grow.
Doug Glenn: There have been major supply chain disruptions over the last couple of years. Can you address supply chain issues for each of your businesses? Are you seeing any difficulties? How much is re-shoring driven by supply chain issues?
Marcus Lord: Part of the directive is to try to be able to control our supply chain and also have better control of when we’re able to deliver equipment — that’s key for most of the customers. They want lead time even more than price. Where we’re seeing the impact for our pieces of equipment is definitively PLC systems. Outside of that, we don’t see much of a disruption. Maybe with some high nickel product that we use in our bayonet heaters; outside of that, it’s restricted to those two items.
Peter Zawistowski: I think we can see the supply chain getting better. But it’s not only the supply chain, it’s also transport cost and time. Right now, we would like to ship the equipment from overseas; but it’s twice as much money and twice as much time. That’s another problem we would like to address.
Earl Good: I think the supply chain varies. What’s kind of unusual in the market right now is you have a project where part of the supply chain works well and the other part not so well. Then, with the next project, it’s the exact opposite. The feedback I get from a lot of suppliers and even some of our customers is that they still have a difficult time finding people, and when you don’t have the people it’s hard to deliver.
Generally, things are improving and hopefully they continue to go in that direction. In the electronic PLC control-type technology, that’s where we see the biggest delays, as Marcus has indicated. That’s an area that is not showing signs of getting better right now. I think, as some of these chip manufacturing facilities come online, you’ll see a big improvement there.
Doug Glenn: How would you categorize upper management in Poland and their vision and their support of what’s going on in North America?
Peter Zawistowski: Expansion in North America is one of the primary goals on the group level right now. All of us are getting a lot of support from the group management. [blocktext align="left"]Expansion in North America is one of the primary goals on the group level right now.[/blocktext]This is the philosophy of the company. We have companies in India; we have companies in China and in the U.S. That’s why we have companies in the local market because they understand the market the best. Our company, in my opinion, is very important.
Doug Glenn: Do you characterize the presence in Europe as being supporting but not micromanaging? They’re giving you freedom and giving some goals to hit and saying, “Go at it, team.”
Peter Zawistowski: There is a direction we all follow but, yes, we have a lot of freedom, ultimately, in the U.S.
Earl Good: I think the support has been great. I think we are given a lot of flexibility as far as how we go about our business and operating it. I think there is definitely a desire to see us grow in the U.S., and I think they’ll give us the tools, the technology, and the ability to do so.
Doug Glenn: Some people, in North America, will say that it’s going to be very difficult for SECO/WARWICK (any one of these three companies, not just SECO/WARWICK Corporation, but SECO/VACUUM or Retech), to survive in the North American market because they have a global headquarters in Europe. What do you say to people that would say that?
Marcus Lord: I would definitely tell them that’s untrue. This is actually the second company I’ve worked for that has most of their operations in Europe. Both of the companies have been very, very successful at going out and putting their footprint on the industry and the marketplace and actually providing equipment, depending on the technologies, that is far superior than what our competitors have.
As far as being able to go into North America: There are directives, there are things you have to follow, but that’s with all corporations. At that point, they might want others to believe we won’t be successful because we’re European-driven, but that’s very untrue.
As Peter has said, we have a lot of autonomy to run the business, we have objectives, we have KPIs that we have to hit. The major idealism is to be profitable and have quality product. With those, it’s easy to drive a business to be successful; it doesn’t matter where it’s managed from.
Peter Zawistowski: My competitor in vacuum heat treating has headquarters in Germany, and nobody seems to care. I think it’s normal. We have a big presence here in the U.S., and that’s all the better.
Earl Good: I think I would add that our competitors try to push that our headquarters are in Poland and maybe our products aren’t as good. I’m a firm believer that if you deliver a good product on time, if the product starts up well, and if you take care of your customer, it doesn’t matter where your headquarters are. Customers are going to find you. They’re going to enjoy the experience and come back to you. We’re seeing a lot of our customers come back to us for additional equipment. I think that our competitors can push that all they want. The reality of it is, if you deliver on your customer’s needs, you’re going to have success.
The Future of SECO/WARWICK in North America (37:53)
Doug Glenn: What are you optimistic about regarding the future of your specific company?
Earl Good: That’s a broad-based question, but we had a very good year in 2022. I think we’re headed to a very good year in 2023, and our focus is on continuing to grow, continuing to develop products that the market needs and wants. I think we have some good things that we’re working on in R&D, so I’m very optimistic about our future and about our direction. We’re on the right path and doing a lot of the right things.
Heat Treat Radio Source: Heat Treat Today
Marcus Lord: With SECO/WARWICK Corp., we closed the year out with a very large sale. That is continuing into 2023 where we have a growing backlog which is good. It shows we’re continuing to service the industry and also providing quality equipment. I don’t foresee that diminishing at all; I just see it growing. As we support one another, that’s the best way to continue our paths.
Peter Zawistowski: We will continue to grow. I see a big opportunity for us in the U.S. SECO/VACUUM is a fairly young company; it’s 5½ years old. I think we will get more market share by having satisfied customers.
Doug Glenn: What is most exciting about what you’re doing in the market right now?
Marcus Lord: I guess I’m a workaholic, so that really helps. I’m actually on vacation right now and here I am working. I’ve been doing emails and that’s just part of the business, right? For me, it’s putting the bridges back in place that should have always been there, that deteriorated just through the history of SECO Corp. along with SWSA, and really growing the label. All I’ve heard is negativity and what that negativity does to me is it actually drives me to make the business better. It’s more personal than it is a corporate thing because I like proving people wrong. That’s what drives me.
Earl Good: I think the energy comes from the fact that we’ve made tremendous progress over the last 5+ years. We’ve seen Retech change our image in the market; there were definitely issues and problems. The fact that we see customers coming back to us with repeat orders indicates that we are delivering to our customers, meeting their needs, and satisfying them.
I always say if you go above and beyond the customer’s expectations, everything else takes care of itself. That’s where I’d like to leave it. I think we’ve made great progress and I see good things in our future.
Peter Zawistowski: Personally, I like the fact that every day is different and every customer is different. One day I will talk to a heat treater because he needs a furnace to heat treat nuts and bolts. The next day we have to develop a new power train for a helicopter, or we have to set up a reactor for new fusion energy. I don’t think there is any other industry or anything else than heat treating that you can actually touch a number of different industries. That’s what I personally like and what drives me every day.
About the experts:
Earl Good, president and managing director at Retech Systems: He graduated from Penn State University, where obtained a Bachelor of Science Degree in Electrical Engineering. Eight years later, he received a Master of Business Administration Degree from Lebanon Valley College. Earl has spent a majority of his working career with three different companies, General Electric Environmental Services, Marsulex Environmental Technologies, and Metso Minerals. He has held roles of increasing responsibility throughout his career, including various management positions. Earl Good was appointed to the position of Member of the Management Board of SECO/WARWICK S.A. starting on January 2, 2019. Currently Vice President, Business Segment Vacuum Melting & Managing Director at Retech Systems LLC.
Marcus G. Lord, president and managing director at SECO/WARWICK USA: He earned his Business Administration BBA Executive Management degree at Cleary University. He has worldwide executive leadership experience in innovative manufacturing processes, operational excellence, sustainability initiatives in the supply chain, and operations management. Marcus has served in a multitude of roles, including Manager of new tooling and dies repair( at National Set Screw (PCC)), Director of operations( at Wyman-Gordon and Oerlikon – Metco), Executive Manager BMO (at Carpenter Technologies), General Manager – Manufacturing (at Carpenter Technologies). Currently President and Managing Director at SECO/WARWICK Corp.
Peter Zawistowski, Managing Director a SECO/VACUUM, USA: He graduated from Technical University of Czestochowa where he earned a Master’s Degree in Material Engineering. He also graduated from Executive Program in General Management (EPGM) from the Sloan School of Management at MIT (Massachusetts Institute of Technology) completing extensive training in a variety of business management courses. His work experience at SECO/WARWICK began in 2005 as melt team service manager. In 2009, he assumed director duties of the vacuum carburizing furnace group. In 2013, became Global Product Manager of the vacuum carburizing and vacuum oil quenching group and in 2014 ascended to the General Manager position for product management and sales at SECO/WARWICK Corp. in Meadville, Pennsylvania. Currently, he is Managing Director of SECO/VACUUM, North America’s newest vacuum furnace company.
Today’s Heat Treat Radio episode illuminates how Gary Sharp, founder and CEO of Advanced Heat Treat Corp, began the company. Heat Treat Radio host and Heat Treat Todaypublisher, Doug Glenn, will hear from Gary about the technical highlights and capabilities of ion nitriding, including: common applications, real-world benefits, and true limitations.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback
Advanced Heat Treat Corp.’s Beginnings with Ion Nitriding (01:20)
Doug Glenn: We’re going to be talking about nitriding, specifically, ion nitriding. Gary Sharp has a long history with the technical aspects of ion nitriding.
Tell us a little bit about yourself and Advanced Heat Treat.
Gary Sharp: I started with John Deere in the Chemistry department. I have a degree in Science Chemistry. Then I went into various other areas: production support and different management positions before I ended up ultimately leaving to start Advanced Heat Treat.
The way I became oriented and introduced to ion nitriding was a company who we had done work with wanted to sell John Deere some new technology. They came in for some meetings, and we had several meetings with top management. But in 1979/80, that was one of the first real downturns in the ag market. So, Deere wasn’t really interested in taking on a new technology at that time. While I was still interested, I talked to various management people. Ultimately, I got permission to invest and investigate, on my own, the ion nitriding process.
Doug Glenn: Even while you were still at Deere?
Doug Glenn (l) and Gary Sharp (r) Source: Heat TreatToday
Gary Sharp: While I was still at Deere, but I had to do it on my own. All of my vacations, my holidays, and things were spent doing market surveys, talking to various potential users and so forth, in the marketplace, to see if it had a “fit.” Because, obviously, when an equipment supplier comes in, everything is nice and rosy and so forth and the equipment works for everything. That’s not always the case, of course.
After discussion with the management, they gave us permission to continue our investigation. From 1979 to 1981, we did a lot of research. I took vacations and went and did market surveys with different potential customers and found out that ion nitriding still seemed to have a lot of the glitz and the shine from the company that came in to talk to us.
We went ahead and, after a period of time and evaluation, put together an investor base. We put together a building, equipment was purchased, and then we began to do ion nitriding. We started with a 25 KW lab unit and a 160 kW unit that we would transfer from development into production-sized lots.
Doug Glenn: You say “we,” so this was not Deere though — these were the people outside of Deere — yourself and some others, right?
Gary Sharp: Yes, myself and several others, at the time. Unfortunately, some things happened and partnerships are not always the easiest. That dissolved, and it was pretty much me and my wife and our employee base. That was the start anyway.
The trouble is, early on, the small lab unit worked fine, and we could do out development; but it didn’t transfer over to the larger production unit. We kept having power supply issues. This went on for months and months and months. Ultimately, I had to get legal involved. That churned around for over a year, probably. Here we’re trying to have a startup business and, at the same time, we’re fighting with everything else. The building came together, the lab we put in worked well, but we just had issues.
We weren’t aware of how many pieces of equipment had been sold in the marketplace by this company until we got into legal, and then we started having more serious discussions. They replaced the power supplies with a new source and solved the arc suppression problems and some of the things that were taking place. Basically, we would get into the range of an unstable arc discharge; and instead of heat treating we were melting the parts. Unfortunately, we couldn’t keep many customers doing that! That got resolved, we got additional equipment in the settlement, and then we took off.
Doug Glenn: When did you actually start the company?
Gary Sharp: 1981/82 timeframe.
From the market surveys, we knew there was considerable interest. Obviously, we went back to some of those folks and started doing some development work with them, particularly on applications where ion nitriding was a significant advantage over some other treatments. Where I was in Iowa, they were doing gas nitriding on cylinder liners. Again, with the market going south for a while, they weren’t interested in any new technologies; and they just continued to do the gas nitriding.
Doug Glenn: So, you ran through a little bit of legal issues. When would you say was the first time you felt you were up and running?
Gary Sharp: I think last week, maybe! It took a while.
In our investigation, we found out they had sold quite a few pieces of equipment; and they’d all been mothballed and put on the shelf. In a way, it was a bad deal, but it was good for us because we had the solutions to fix them.
I went around and purchased equipment, 10 cents on the dollar, and bought additional capacity. We would get up to around 70–80% capacity on one vessel, and then I’d go buy another. I’d get that up and established in our plant. It worked out quite well for us, being dumb and stupid, I guess.
Gary Sharp: It kind of evolved over time. We’ve got 50+ units now — ion nitriding as well as gas nitriding. The nitriding field has been our baby for many, many years. We’ve done a lot of development with other suppliers to make sure the applications they run are using the right process.
What Is Nitriding? (09:03)
Doug Glenn: Let’s talk a little bit about nitriding. Then I want to hone in a little bit more into ion nitriding. What is nitriding? How is it different from ion nitriding? What are we doing, and why do we do it?
Gary Sharp: Nitriding is a case hardening process. It is used on a variety of components to improve wear, abrasion resistance, fatigue strength, etc. It’s generally a lower temperature process (than, say, carburizing or anything like that), so you don’t have the resultant distortion and post machining requirements that you do with some of the existing treatments that are out there.
Nitriding is a case hardening process. It is used on a variety of components to improve wear, abrasion resistance, fatigue strength, etc.
As you mentioned, there is ion nitriding, there is gas nitriding, there is salt bath nitriding. All three do similar things, they just have different requirements. Obviously, there are materials and chemistry that are involved with each of those materials, but you can nitride almost anything, at least putting a compound zone or an outer layer on that’s very abrasion resistant. Where the process gets developed is when you have alloy (Chromalloy, malatium, aluminum); these are nitride formers which, combined with the nitrogen at and below the surface, give you a diffusion zone that has longevity and a very high hardness.
Doug Glenn: In the simplest terms, nitriding is in one sense hardening the surface of a metal by infusing nitrogen, basically. It’s done in a variety of ways, and that’s what I wanted to ask you a question about.
If the total universe of nitriding is 100%, what percent of that, do you think, is gas nitriding, salt nitriding and ion nitriding? Your best guess.
Gary Sharp: I’ve heard different numbers. Ion nitriding has grown significantly over the years. Up until that point, gas nitriding and salt bath nitriding were probably 70/80%, I would guess. Ion nitriding is quite visual — it has a purple glow. That’s why I’ve got this purple tie on.
Doug Glenn: I was going to ask why you have the purple tie on. I wondered why www.ahtcorp.com is purple.
The purple glow Source: Advanced Heat Treat Corp.
We won’t go into the details of gas nitriding or salt nitriding; that can be a topic for another day. Let’s talk a little bit about how ion nitriding gets the nitrogen into the surface of the metal. How does that happen? How does that differ from, if you will, gas and/or salt?
Ion Nitriding (13:40)
Gary Sharp: It’s a diffusion process. If you look at a piece of equipment, a hearth plate is a cathode in a DC circuit. The vessel wall is the anode, and the gas is your carrier.
Through the transfer of energy, you bombard the part with ions and neutral atoms. They transfer their kinetic energy, and that is what actually heats up the parts. In the early years, that was the only way you could heat the parts. Later came more developed equipment.
Now, you have auxiliary heating in the walls which adds some advantage, but it also adds a little more complexity in terms of keeping and maintaining a current density on the part adequate to diffuse into the metal itself. Sometimes you put it in a vessel, and you turn on the power supply. All the energy is coming from somewhere else, and you don’t actually diffuse or harden the part itself. It’s been solved, obviously, over the years.
Doug Glenn: Are you making a positively and negatively charged item?
Gary Sharp: The ions bombard the surface.
Doug Glenn: Right. The ions bombard it because they’re attracted magnetically?
Gary Sharp: Yep. And they transfer the kinetic energy. That’s what heated the workpiece up in the early equipment. Like I said, in later equipment, they had auxiliary heating, as well, in the chambers.
Applications of Ion Nitriding (15:17)
Doug Glenn: Typically, what are some of the more common applications? Is it mostly agriculture, like John Deere?
Gary Sharp: By no means. When I was still at Deere and left Deere, we made sure we didn’t have conflict of interest. I didn’t even solicit any Deere parts, and that went on for quite a few years. Since, we’ve done parts for them and so forth.
Anything that has high wear and abrasion. One of the advantages that we haven’t talked about is the ability to selectively harden and the ease of masking. “Ease of masking” means instead of using copper paints or stop-off materials, you can just interrupt the plasma from touching that surface. If you have some threads, you just put a nut on there. It blocks the plasma from touching the threads, and they won’t get hard. It is a physical block. And you have maybe an 8–10 thousandths/8–15 thousandths gap and you still don’t diffuse beyond the masking itself.
There are a lot of ways of masking parts with ion nitriding. Those are generally done on customers’ parts that are repeating, so you don’t have to paint them every time they come in. You let the copper paint dry and all of that. We would just use mechanical masking and just use them over and over. They basically last forever.
Doug Glenn: I’ve heard one of the other real advantages of ion nitriding is blind holes and areas like that where gas flow wouldn’t necessarily get. Even salt might have a little of bit of difficulty getting in there.
Gary Sharp: It is an advantage. There is an L/B ratio we must be aware of. You conform that plasma to go down in the hole, if it intersects itself with the other side (it’s called hollow cathoding). That is extremely hot and can melt the parts.
That’s what we learned early on, before we got some of the equipment issues resolved, is that we would get in that unstable arc discharge range. We’d basically melt the work piece. And the customers weren’t happy with that!
Doug Glenn: It’s a bad day when you open the furnace to a pool of metal. That is not a good day!
We’ve got certain benefits there. Any industry, you’re saying, can do it, anywhere where there’s high resistance. So, automotive parts, yes?
Gary Sharp: Automotive, aerospace. We did the submarine gear for the Seawolf-class submarine, 35,000 pounds, 160 inch diameter. That ran, probably, 400+ hours. Not because it was big, but because they had an extremely deep case requirement. The diffusion took longer, particularly at the lower temperatures that you run, versus other kinds of treatments.
Sea-wolf class submarine Source: Wikipedia.com/Defense.com News photo
Doug Glenn: With ion nitriding, you are typically below the temperature where distortion could occur, I believe. So, you shouldn’t have to do post hardening processes.
Gary Sharp: Yes. That is one of the big advantages, for sure. We found that one of the reasons a lot of our customers transition out of one process into ours was because we eliminated some subsequent operations which they typically had to have and reduced their cost. Even though it wasn’t a direct cost in nitriding, it definitely affected that.
Challenges with Ion Nitriding (
Doug Glenn: What are some possible challenges with ion nitriding?
Gary Sharp: Loading a chamber and the part spacing you need, depending on what level of backing they’re going to run at, will determine how wide the plasma is. That, in turn, affects then how close you can put parts together or close to each other so that you still get treatment on both products or both pieces. And it does allow you to do mixed loads of different types of things, depending on the level of vacuum and how wide the plasma that you’re conducting surrounds that part.
This is a concern, and that’s why we review all those. Generally, we even run some test samples for the customer. We let them compare our metallurgy with theirs before they commit even further production loads.
We had a steering torsion bar we probably ran 10,000 pieces in a load. We masked the bottom portion of that because it got cross-drilled in the assembly and, of course, they didn’t want to have to drill through a hardened piece of material. Consequently, it worked out really well for us; and we did that for 15/20 years.
Special Consideration: Parts Cleaning (22:17)
Doug Glenn: I have heard that when you’re ion nitriding, part cleanliness is a critical part. Can you address that?
Parts cleaning Source: Advanced Heat Treat Corp.
Gary Sharp: Yes. Of course, we clean everything before it goes in the chamber. Typically, it has been either with an alkaline wash or vapor degrease to get rid of any contaminants off the surface. The early part of the cycle, when you turn the DC power supply on, you begin to sputter. So, any oxides and things like that on the surface get sputtered away before you actually ramp up and start the diffusion phase of the cycle.
Cleaning is important. If you have plating, that often blocks out. If you have dirty parts, that will prevent nitriding. Or, an even worse case, it will sputter off and onto other parts and then you contaminate those as well. Cleaning is an important part of the equation.
Doug Glenn: Are there any other common misperceptions about ion nitriding that you would like to address?
Gary Sharp: I don’t know any more. Back then, when we first started, that’s how we learned some of the things we did, of course. The spacing is important, the gaps are important so that you don’t hollow cathode. And, as you touched on a little bit ago, the cleanliness; if it’s really dirty and contaminated, you’re going to have a void in that area and it won’t nitride. Even a fingerprint could cause an issue.
Cleaning parts it’s getting more difficult, right now, with the push to restrict the use of vapor degreasing and things like that. We have to come up with other cleaning methods that are suitable and still meet the end-product requirements.
Wear and abrasion are big benefits. Treating parts at a low enough temperature that you don’t have distortion. You don’t have to set up and post heat treat machine. Those are all key benefits from the process itself.
It’s repeatable. Over and over, we do thousands and thousands of parts and loads at our different locations. It’s been quite successful for us.
Ion Nitriding and FNC (26:07)
Doug Glenn: Can you put ion nitriding (or nitriding, generally) in perspective with things like ferritic nitrocarburizing, maybe carbonitriding? Where does it fall on the scale? What are the differences between those processes?
Gary Sharp: Ion nitriding is most effective when you have Chromalloy, malatium, aluminum, and those types of elements in your product. Of course, with carburizing, that’s not a requirement. With carbonitriding, typically, it isn’t a requirement. Both of those processes are done at considerably higher temperatures which then gets you back into the questions: Is the part going to distort, do we have to post heat machine?
Doug Glenn: I have one last question for you about people who, potentially, could use your services, but I want to dive a little bit deeper into your company before we wrap up. You’ve got three locations, now, correct?
Gary Sharp: We have four.
Doug Glenn: Four locations? Where are they?
Gary Sharp: Three of them do ion nitriding and the nitriding process. Here, in Waterloo, we have the corporate headquarters where we have the largest ion nitriders. As a matter of fact, we are installing one right now that will do parts upwards of about 30 feet. We have Waterloo, Iowa, and we have the two facilities here in essence where we started. It was risky enough, leaving John Deere, without going somewhere else.
Here, in Waterloo, we have the corporate headquarters where we have the largest ion nitriders. As a matter of fact, we are installing one right now that will do parts upwards of about 30 feet.
Then we added Michigan. Dr. Ed Rolinski was our key “go-to” guy up in Michigan. He lived with me for a year and half. Meanwhile, we were building the facility in Michigan; so he could go back to it.
Then we started a plant in Cullman, Alabama. We’ve got the central Midwest pretty well covered with all types of applications. We’re starting to add some other types of treatments: the black oxide treatment® to kind of subsidize the ion nitriding, if you will.
Doug Glenn: Let me wrap up with this question: Let’s say there is a company out there, a manufacturer, who currently is doing some sort of a case hardening process. They’re thinking, “I wonder if I should look into nitriding/ion nitriding.” What would be your guidance for them? What questions should they be asking themselves?
Gary Sharp: Companies have to go through the some of the same steps we did early on — testing, making sure the parts/the treatment they select is repeatable, and it fits their end-use.
It’s rather expensive equipment. Some equipment is in excess of $600,000–$700,000 apiece. Depending on the size, they can get even more expensive than that.
We do make some of our equipment, now. We have in the past, particularly, when there were things that weren’t available.
If you’re looking to outsource ion nitriding, you’d start first with the material chemistry and see what materials are used. It has to fit the requirements of the end application, as well. That’s probably the biggest thing.
Then, if it’s got alloy in it and you figure out your case steps and your diffusion requirements, next you would do some development testing on parts and see how it worked in the application and go from there.
Doug Glenn: And it’s probably best just to ask an expert! At least call and check it out.
Is there any part (or maybe there is more than one) that if you have this part, you shouldn’t even consider ion nitriding — it’s just not going to work?
Gary Sharp: In ion nitriding, a key thing to be cautious of — assuming the material is compatible with the nitriding reaction — is wide holes, or holes we can’t conform the plasma tight enough to reach. In those cases, you’d have hollow cathode and then you’d have a melting issue or damage to the parts.
Parts that have to be nitrided all over can also be problematic. Oftentimes, in those cases, you would nitride for half cycles and then flip them because where it’s sitting is actually getting masked, where it’s sitting on the hearth plate or on your fixture plate or something similar. So, those are the kinds of applications that you have to give more thought to.
Doug Glenn: We appreciate your time, Gary. You folks have been around a long time, and your reputation is one for doing great work. I hope people will get in touch with you.
About the expert: Gary Sharp founded Advanced Heat Treat Corp., “AHT” for short, in 1981. The company initially went to market with its UltraGlow® ion nitriding & ion nitrocarburizing services, but since then, has expanded its offerings to also include gas nitriding, gas nitrocarburizing and UltraOx® as well as more traditional heat treatments such as carburizing, induction hardening, carbonitriding, through hardening and more.
For more information: Contact with Gary or learn more about Advanced Heat Treat Corp. at www.ahtcorp.com, or call 319-232-5221.










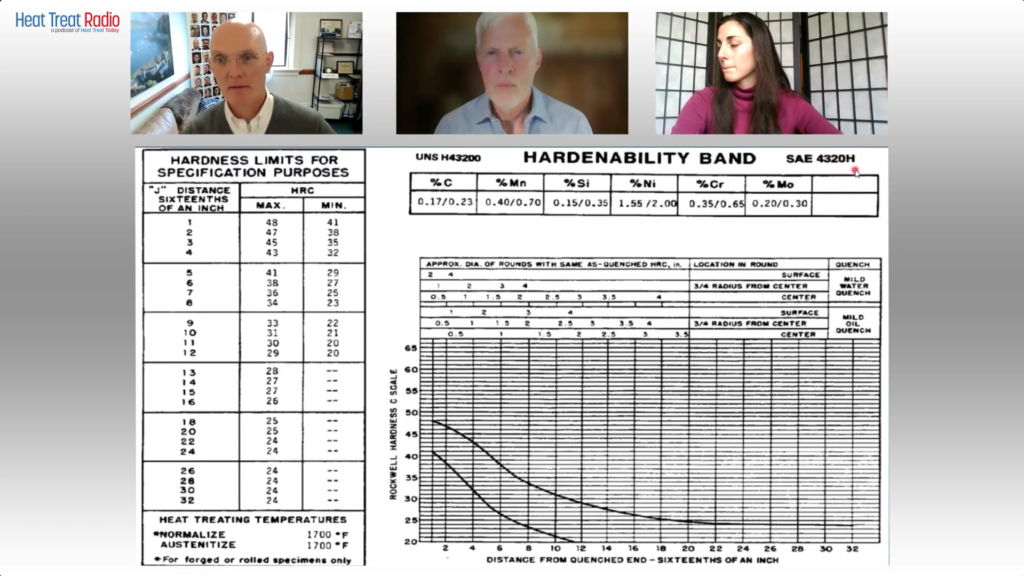
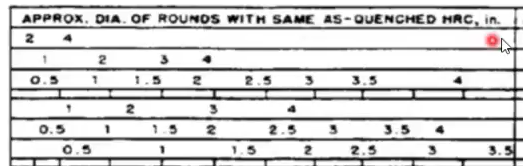
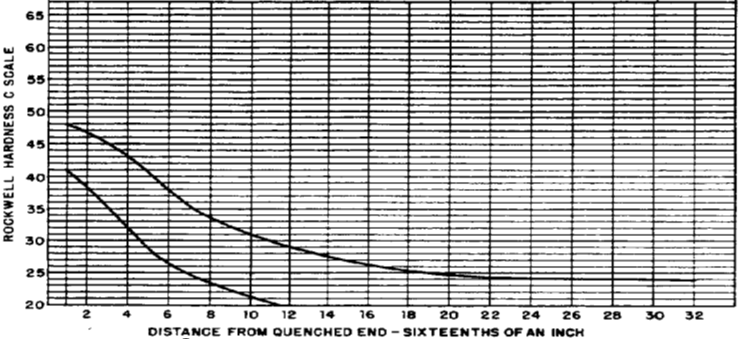







































 Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this