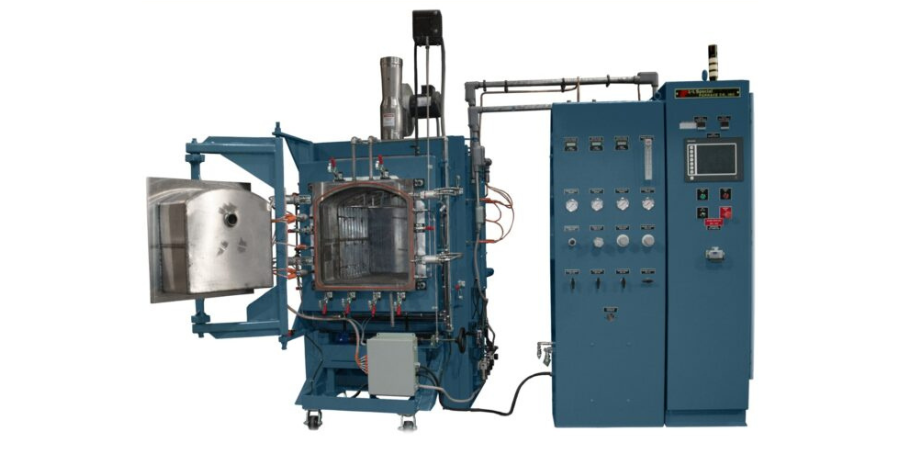
Solar Atmospheres Souderton, PA incorporated a high-production vacuum furnace with a work zone of 48"x48"x72" and a weight capacity of up to 7,500 lbs/batch. The furnace doubles the facility's hydriding and de-hydriding capacity in the reclamation of titanium and tantalum materials.
Maciej Korecki Vice President of Business of the Vacuum Furnace Segment SECO/WARWICK
A manufacturer has chosen a heat treat vertical vacuum furnace designed to perform low-pressure carburizing for the large structural elements (gearboxes) used in wind power plants.
SECO/WARWICK Group, a manufacturer with North American locations, provided the furnace that combines two technologies: atmospheric and vacuum processing. This system provides: process purity, heating uniformity, and elimination of the oxidation effect at the grain boundary. The product solves the problem of high energy and process gas consumption by the partner’s old furnaces, and shortens the carburizing process.
"The Pit-LPC technology . . . increases the safety for users, because it does not involve explosive and flammable gases. LPC eliminates direct CO₂ emissions from the carburizing atmosphere,'" commented Maciej Korecki, vice president of the Vacuum Products Segment at SECO/WARWICK Group.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
PMS Alüminyum, an aluminum extrusion company, has added a nitriding system from a North American based company that also has international locations to enhance its production capabilities and meet the increasing demand for high-quality, metal profiles across industries including automotive, construction, solar energy, defense, aerospace, and rail.
Previously outsourcing this process, PMS Alüminyum made the decision to bring nitriding operations in-house for streamlined logistics coordination, long-term cost savings, improved availability of ready-to-use dies, and faster turnaround times. Moreover, the growing number of dies to be treated made in-house processing a more viable and cost-effective solution.
The Nitrex pit-type furnace, model NX-1020, with Nitreg® controlled nitriding and Nitreg®-C controlled nitrocarburizing technologies, provides capabilities for processing H11 and H13 dies.
The system was installed in the extrusion company's new facility in November 2022 that also houses an extrusion press and powder coating lines.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
In 1947, amidst a global war that touched every corner of the world, a small heat treat company emerged to serve the thriving and diverse manufacturing market of northeast Ohio. That company, Ohio Metallurgical (Ohiomet), was started by William Latiano and Frank Monaco with only a few salt pots in Lorain, but grew into a larger plant in Elyria, adding vacuum, shaker, and integral quench furnaces. Years later in 1977, Don Gaydosh, who was the general manager at the time, purchased 70% of the company, along with fellow employee Jerry Pragg. In 1990, John Gaydosh followed in his father’s footsteps and is the current president and owner.
Contact us with your Reader Feedback!
The company has now grown to include 78 employees who are trained in four core values: Be client focused, be dependable, do business with integrity, and always be improving.
One way they accomplish their first value is by scheduling production based on the client’s need. In order to be dependable and operate safely, efficiently, and with high quality, the company invests in new equipment and controls. Since 1990, almost all equipment has been replaced completely, though a few older furnaces are still in use but with upgraded, modern controls.
Heat treat operations at Ohiomet Source: Ohiomet
To implement their fourth value of always improving, Ohiomet regularly updates its control systems to reduce operator errors and increase accuracy. Using an in-house customized SCADA software package, they monitor furnaces in real-time, so the operators and supervisors can be notified if process parameters are outside of preset parameters.
With their updated equipment and software, the company serves the automotive, aerospace, military, and mining industries, and more. While the integral quench lines containing 12 IQ furnaces make up the largest part of their business, they also offer multiple types of processes and services from one location. In addition to their IQ lines, they have vacuum furnaces capable of 2-bar nitrogen gas quench, bright age hardening, tempering, and annealing, all of which are qualified to meet AMS2759 specifications and are Nadcap accredited.
In addition to these processes, Ohiomet has both automatic and manual straightening equipment, induction equipment with various frequencies for use on vertical and horizontal scanners, and bell furnaces performing atmosphere annealing and stress relieving. A Nadcap accredited, modern quality control laboratory contains multiple automated microhardness testers along with a metallograph with digital imaging capabilities.
Ohiomet heat treats ribs used in crash test dummies Source: Ohiomet
Among the unique items they have been heat treating are the ribs used in crash test dummies. They harden and temper the steel crash test dummy ribs and the ribs are fitted with sensors to detect how extensive the damage would be in a real car wreck.
While remembering their humble beginnings, Ohiomet looks to the next five to ten years anticipating an increase in automation, not only in material handling, but also for machine control, allowing them to continue fulfilling their founding principle of serving the manufacturing market of northeast Ohio.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Discover expert tips, tricks, and resources for sustainable heat treating methods Heat Treat Today's recent series. And, if you're looking for tips on combustion, controls systems, or induction in general, you'll find that too! Part 1, today's tips, digs into cleaning and maintenance
This Technical Tuesday article is compiled from tips in Heat Treat Today's May Focus on Sustainable Heat Treat Technologiesprint edition. If you have any tips of your own about induction and sustainability, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
1. Maintenance of Induction Coils Used in Hardening Applications
Contact us with your Reader Feedback!
Soap and hot water will remove sticky quench and debris. Source: Induction Tooling, Inc.
How should you maintain induction coils used in hardening applications? Elbow grease — a little goes a long way. After each use, a simple solution of soap and hot water will remove sticky quench and debris. Scrub hardened dirt with a Scotch-Brite pad. Check for pitting, arcing, and insulator damage. If all is good, use a hot water rinse, and it’s ready for use. If the inductor is to remain on the machine for an extended period, it is advised to wash it and the associated bus daily. Check for damage. Following this simple procedure will reduce business waste.
As industry tries to become more “green,” a number of companies are switching from lubricants that are petroleum or mineral oil-based to water-based (“aqueous”) lubricants instead. However, some of these companies then make the mistake of not changing their degreasing fluids that they use to remove these lubricants prior to their next processing operations, and stay with their standard degreasing fluids, such as acetone or alcohol, which are not effective at fully removing water-based lubricants. Instead, they need to run tests to find an appropriate alkaline-based degreasing fluid for such water-based lubricants, since alkaline-based degreasers will be effective at removing such lubricants. Commonly available dish-detergents (alkaline-based) have been shown to be highly effective for such use.
The monthly Industrial Heating Equipment Association (IHEA) Executive Economic Summary released in June provides some bad news and some good news about the U.S. economy status. Referring to the Leading Economic Indicators, the nation is in one of the lowest spots it has been for 23 years. A silver lining: This low point is not as low as other drops (2000-2001, 2007-2009, and 2020).
While this certainly shows the nation in a difficult spot, the report continues with some encouraging news. Even better, the heat treat industry can find positive impacts with the U.S. continuing to increase reshoring efforts as well as labor shortages helping with job security and job availability for industry workers.
The economic indices demonstrate that "[t]he majority of the data . . . shows solid performance and even the declines are relatively minor." There are drops in these sectors: Steel Consumption, Metal Pricing, Purchase Managers Index, Capital Expenditures, and Transportation Activity. Five indices show increase or at least holding steady: New Home Starts, Industrial Capacity Utilization, New Auto & Light Truck Sales, Durable Goods, and Factory Orders.
In New Auto and Light Truck Sales, the numbers are looking good. The report indicates this comes as a surprise, but it's good news for those manufacturing new vehicles.
"Consumers are still in a good mood, unemployment numbers are still low, car loans are still cheap and getting cheaper as interest rates fall." Source: IHEA
The Steel Consumption index shows lots of ups and downs. Certainly there are still some supply chain issues, and the demand for construction of office space has been low during/since the pandemic. Growth stems from the reshoring movement as well as in construction for manufacturing facilities.
"The good news for steel is that manufacturing has been the driving sector for construction due to this investment in new technology that needs upgraded facilities." Source: IHEA
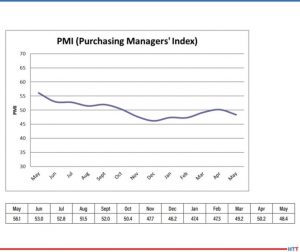
The Purchasing Managers' Index measures industrial purchases for manufacturers. The PMI is going to drop if the purchase managers feel that the economy is slowing. Raw materials and other purchases are slowing down here, as the data shows.
"Right now, there are twenty nations registering under 50 and the US is now back among them at 48.4." Source: IHEA
Conversely, Durable Goods is staying strong. Vehicles, appliances, even electronics are selling. Putting the PMI and this Durable Goods data together shows the two sides of the coin very clearly. Maybe the nation is just in economic slowdown, not entering dangerous recession.
The level of durable goods activity has been remarkably stable given all the turmoil in the overall economy." Source: IHEA
Anne Goyer, Executive Director of IHEA
IHEA's report points out, "the U.S. is a country so large and diverse that it can easily host both recession and growth." With the majority of the indices holding steady or, at worst, seeing minimal drops, the coin toss of economic future doesn't seem too extreme in either positive or negative directions.
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 11-page report, contact Anne Goyer, executive director of IHEA. Email Anne by clicking here.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Bill St. Thomas Business Development Manager Lindberg/MPH Source: Lindberg/MPH.com
A rod overbend box furnace with powered load/unload table is being shipped from Michigan to a manufacturer. An automated actuator increases safety measures protecting the operator.
Lindberg/MPH'sfurnace has a maximum temperature rating of 2,000°F and a load capacity of 900 lbs. The workspace dimensions of the furnace are 24” x 36” x 18” and is designed for air atmosphere applications. The box furnace features an automated actuator to flip the push/pull mechanism on the load table to eliminate the operators need to manually flip it into push position. This option allows the push/pull head to retract from the furnace once the work grid is in the furnace chamber and increases operator safety by removing the need to reach into the hot furnace with a hook to flip the push/pull head.
“This furnace design is a duplicate to a previous order . . . . with the [requested] modification of an automated actuator to provide easier loading for the operator," commented Bill St. Thomas, business development manager at Lindberg/MPH.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this Heat TreatNextGen series (formerly called “Metallurgical Posterchild”), we join Doug Glenn, publisher of Heat TreatToday and host of this podcast, to learn what brought her to metallurgy, her training and leadership initiatives, and more.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Sasha Tupalo (01:08)
Doug Glenn: Welcome. I’m looking forward to the conversation.
Contact us with your Reader Feedback!
Sasha Tupalo: Thank you so much for having me, Doug. It’s a great honor and pleasure.
Doug Glenn: Yes, great. And we should start off by mentioning that Sasha was in the 2019 class of Heat TreatToday’s 40 Under 40! Congratulations on that.
Sasha Tupalo: Thank you. That was a huge honor, as well.
Sasha Tupalo Manager of Thermatool Labs Thermatool Corp. Source: LinkedIn
Doug Glenn: I want to get a little bit more about your background; we’re just getting to know you a little bit better because you’re one of the younger, rising leaders in the industry.
Where do you work right now? What’s your title, and what do you do?
Sasha Tupalo: I work at Thermatool Corporation, located in East Haven, Connecticut. We manufacture high frequency welders, heat treating equipment, as well as cutting equipment for the pipe and tube industry.
Doug Glenn: You guys are part of the Inductotherm Group of companies, correct?
Sasha Tupalo: Correct. Inductotherm Group consists of over 40 companies.
We have different divisions for melting and heat treating.
Doug Glenn: For those in the heat treating industry, we might be a little more familiar with companies like Inductoheat Inc., Radyne Corporation, Lepel … there are a number of them.
You are the manager of the lab?
Sasha Tupalo: Yes. My current title is manager of Thermatool Labs. Thermatool Labs is a characterization laboratory here at Thermatool where we do studies from heat treating, weld sample analysis, any R&D projects involving welding of new materials (perhaps with high frequency welding), creating heat treating recipes for our customers for post weld heat treating of seams or full body, annealing and heat treating. I have the most fun here!
Thermatool Corporation located in East Haven, Connecticut. Source: Thermatool Corp.
Doug Glenn: Yes, good — every day is exciting!
Sasha, I want to go, very briefly, through your upbringing, from where you were born, where you were raised, what your education was. Can you give us the, “I was born in _____” and up through college?
Sasha Tupalo: Absolutely. I was born and raised in Ukraine in the town of Dnipro. It’s kind of centrally located, right on the river. I went to high school there, and went to undergraduate school in my hometown, as well. Then I moved to the U.S. to pursue my master’s degree. Both my undergraduate degree and my master’s degree were in Material Science and Engineering.
Doug Glenn: And your undergraduate degree was from Ukraine, or did you get it here in the States?
Sasha Tupalo: It was from the Ukraine, my bachelor’s degree.
Doug Glenn: What year was it that you came to the U.S. for your master’s?
Sasha Tupalo: It was 2014. I had a gap year, actually. I got my bachelor’s degree in 2013, and then I had a gap year. When I was studying in undergrad school, I’d had an opportunity to come to the U.S. for two summers. There used to be an exchange student program, so I participated in that. After I received my bachelor's degree, I thought it would be really neat to get my education somewhere overseas.
Doug Glenn: So, where did you go for your master’s degree?
"I thought it would be really neat to get my education somewhere overseas." Source: Worcester Polytechnic Institute
Sasha Tupalo: For my master’s, I went to Worcester Polytech Institute in Worcester, Massachusetts.
Doug Glenn: At WPI with Richard Sisson and that crew.
Sasha Tupalo: We collaborate on things, but he will always be Professor Sisson to me.
Doug Glenn: It’s difficult, once you know someone by their title, to call them by their first name.
Since you’re from Ukraine, it’s incumbent upon me to ask: Are your family and others all okay, that you know of?
Sasha Tupalo: That I know of, yes. My mom’s been fortunate enough to be staying with me for a little while. The rest of my family is still over there. Thankfully, they are okay. I mean, you know, it’s war, but it is difficult.
Doug Glenn: Well, as you know, a lot of people in the United States have our thoughts and prayers with the folks of Ukraine. They’re certainly taking it on the chin.
Sasha Tupalo: I would like to say, from the all the Ukrainian people I know, a lot of people are very, very grateful for your support.
Beginnings in Materials Science (06:10)
Doug Glenn: Thank you; I appreciate that.
Let’s talk about how you got interested in metallurgy. Here you are, a young high school student or so — what intrigued you with materials and metallurgy?
Sasha Tupalo: This is kind of funny, but it’s true: It was pure curiosity. I was graduating high school, and I was 16 at the time. I really had no clue what I wanted to do with my life, so I started going through majors. I had a list of things I knew I wasn’t as interested in — I knew I didn’t want to go into the medical field. My grandma was a doctor, but that’s just not for me. Law, also, was not for me.
My dad is an engineer. I was always good at math and sciences, so I considered engineering. I just didn’t know which kind of engineering. I started looking through lists of majors, and looking through different leaflets, and I found something that was called “materials engineering.” I was like, “Hmm, I’m curious.”
As I’m reading what it’s about, in a leaflet from the undergrad school where I went to, the first sentence was: “Just look around you. Everything that you see is made out of materials and this is what we study.” I thought, “Wow, that’s fascinating!” I started reading more, and I leaned more into metals — that was my choice of materials.
Doug Glenn: Any reason why metals?
Sasha Tupalo: No, not really. It’s just what fascinated me. As I started reading more and getting more into it, I said, “Wow, I want to study this. This is very, very interesting and unique.”
Doug Glenn: It’s an interesting and healthy perspective: you look around and you see, like you said, everything is all materials! So many people today want to go into computer sciences and similar things, stuff that you really have a hard time getting your hands on. But there is a real world out there made up of real things!
You mentioned that your grandmother was a doctor, and your father was an engineer. And your mother?
Sasha Tupalo: She is an English teacher, actually.
Doug Glenn: What did your family think when you said, “You know what? I think I’m going to go this materials/metals route.” Were they supportive, or did they say, “What were you thinking?”
Sasha Tupalo: My dad was very excited. He was, like, “Oh, another engineer in the family, that’s great!” He actually went to the same undergrad school as I did. For him, that was a very proud moment. My mom was supportive, but she was kind of scratching her head. She was, like, “If that’s what you want to do, just do it well. You’ll succeed.”
"At WPI, we actually had a pretty diverse group for our master's degree." Source: Unsplash.com/thisisengineering
My grandma, she’s older, and she expressed, “I don’t think girls do engineering.” That was kind of the mindset. My grandma is 82 now, so, at the time, she just thought, “That’s an odd choice.” And really, when I went to school, there weren’t a whole lot of girls, especially in materials engineering.
Doug Glenn: It’s still relatively true.
Sasha Tupalo: Yes, it’s still true. At WPI, we actually had a pretty diverse group for our master’s degree; but once you get into metallurgy and the heat treating industry, it’s still predominantly a male industry.
Doug Glenn: The very first interview of this type that we did, in fact, the very first podcast that Heat TreatToday did, was with a female graduate from WPI. Her name was Hayley Sandgren (now Hayley Sandgren-Fox), and she was the very first podcast that we ever did.
Sasha Tupalo: That’s amazing!
Doug Glenn: It is. Years ago we did a survey of the thermal processing market. It was basically 98% male and 2% female. That was quite a few years ago, but I doubt that it’s changed significantly. If it’s 10–15% women, I would be surprised.
Sasha Tupalo: I think the latest research from the census bureau, that I’ve seen — in the workforce and STEM careers, it’s around 27–28% women.
Doug Glenn: Is that right?
Sasha Tupalo: Yes, something like that. And then, they have further distinguished between computer science and engineering; and the engineering numbers are quite low.
Sasha’s Experience in Heat Treating (10:55)
Doug Glenn: When you got to WPI, what did you study, specifically? What was your master’s thesis?
Sasha Tupalo: I had a master’s independent project. It was actually about heat treating: It was the microstructural and grain growth kinetics of 8620. It was a pretty neat project. It was very hands-on, which a lot of people who go to WPI will tell you that we really appreciate the projects the students have. They’re very involved; they’re hands-on. It gives you a better perspective of how to actually take what you’ve learned and bring it to the real world or to your job.
Doug Glenn: So, what is the application? I mean, is there a practical application of what you studied, or is it more theoretical?
Sasha Tupalo: It was pretty applicable just to the heat treating industry — austenitizing, quenching and tempering — grain growth kinetics, hardness variations, microstructural evolution. It’s actually all of the things I do now, so that was really helpful!
Doug Glenn: Workwise, specifically, what are some of the projects with which you’re involved?
Sasha Tupalo: I am very heavily involved on the high frequency induction welding side. That was something new to me, as I was graduating. I did a lot of continuing education in terms of welding, welding metallurgy, and now I’m the expert of high frequency induction welding.
Now, as far as the heat treating side goes, I am now involved in and looking into new 2-step, post-weld heat treating for high frequency induction welds to improve their toughness performance, especially for pipelines. Low temperature pipelines seem to be the trend these days, so we’re trying to help our customers to improve their Charpy properties.
Doug Glenn: Did you enjoy WPI?
Sasha Tupalo: Yes, absolutely. I had a really good experience.
Doug Glenn: What did you enjoy most? Was it the technical part, was it something outside of school, what was it?
Sasha Tupalo: Just the school itself, the campus. There’s a real sense of community at WPI. I had very good classmates and had a lot of, as I mentioned before, hands-on stuff, and practical training and seminars. It was very involved. It was nice to be in that atmosphere — where everybody is striving to do their best and learn something new.
Doug Glenn: After you got out, have you enjoyed the industry?
Sasha Tupalo: Yes. I enjoy industry very much so! There is something about putting your knowledge to actual, practical solutions that I really enjoy.
Doug Glenn: Do you get to go out into the field much? I know that you do R&D, but are you out in the field?
Sasha Tupalo: I do.
Doug Glenn: Tell us about that a little bit.
Sasha Tupalo: When I started at Thermatool, my first title was applications engineer, so I was traveling quite a bit. I would mostly visit our pipe and tube mills of our customers. They don’t differ much from steel mills.
Doug Glenn: You started as application engineer, and you are now lab manager? What was the progression there?
Sasha Tupalo: Applications engineer, materials engineer, senior materials engineer, and now lab manager.
Doug Glenn: You’ve been “climbing the corporate ladder.”
Industry Tips (15:50)
A couple other questions here: You mentioned that you continue to grow in your knowledge. If you were to recommend one helpful tool, for people similar to you in the industry, some sort of metallurgical resource or materials resource — do you have anything that’s a favorite?
Sasha Tupalo: I’d have to go with ASM. They have vast knowledge; they have classes and webinars; they publish books. There is just pretty much anything you might need, and you can find it. I have taken a couple of the classes myself because they were very niche; that’s not something you learn in school. I think if someone was looking for some resource, that’s a great resource.
Doug Glenn: Is there anything you would say, in way of encouragement, to younger people (I don’t know that many young people will be listening to this that aren’t in the industry already) but would there be anything you could say that would encourage people to say, “You know, you really ought to look into this industry”?
Heat Treat Today's 40 Under 40 Award Source: Heat Treat Today
Sasha Tupalo: Yes. There are a lot of opportunities — and I’m sure you’ve heard it from other people too — we’re having a really hard time finding new workforce, especially younger people. There are lots of opportunities for growth. It’s fun. It’s a really fun industry — for me, it is, at least. If it’s something that interests you, I say go for it!
Rapid Fire Round (17:38)
Doug Glenn: Very good. This has been great, Sasha, we appreciate it. I want to wrap this up with maybe some stuff a little bit more away from business and education; just kind of some fun things to show people that, you know what, materials engineers are people too.
I’m going to give you a couple quick questions and you can give me a one-word answer, or you can give me an embellished answer. This is the “rapid fire round.”
Doug Glenn: Are you a MAC or a PC user?
Sasha Tupalo: I would have to go with PC. I’ve been a PC user since elementary school.
Doug Glenn: When you consume media (any type of media), what do you prefer — print or digital, both?
Sasha Tupalo: I would say both. I really enjoy getting email digests, either weekly or daily or whatever they are, but there is something about reading through an actual magazine, in print, that I prefer much better.
Doug Glenn: Very interesting. That’s great.
Which do you value more — I’m going to give you two options? Flexible work schedule or high pay? If you had to give up one or the other? Would you rather be paid high and have a rigid work schedule, or do you like the flexibility and maybe you’ll take a little pay cut for the flexibility?
Sasha Tupalo: I would probably say flexible schedule. It’s a tough one but . . . . I wonder if you would ask me that maybe 5 years from now if my answer would change. But, as of right now, it would be flexible schedule.
Doug Glenn: I ask that question because I’m a “baby boomer”; I was born in 1961, so I’m one of the old-timers, supposedly. I don’t feel like it, but they tell me I am. The stereotype is that we tend to be out for the higher paying jobs, but that the younger generation tends to be, “You know, money is not that important. I’m more interested in flexibility.” It has been interesting: Almost everybody, all of the younger people that we interview, most of them do say they’d rather have the flexibility. It’s not that money is not important.
Sasha Tupalo: Right. But if you have to choose one . . .
Doug Glenn: Yes, right, one or the other. It’s kind of an unfair question, but that’s okay; nobody said the questions were going to be fair.
The people at Thermatool, I’m sure, know that you love your job and that you’re not going anywhere. But, if money were no object whatsoever, what would be your dream job? If you didn’t have to worry about money, and you just did something you really enjoyed doing, what would you do?
Sasha Tupalo: I’ve never thought about it because I enjoy what I’m doing.
Doug Glenn: Yes, it could be that this is it!
Sasha Tupalo: Yes, this might be it for me!
Doug Glenn: So, nothing else? You’ve never thought, “You know, if I could just do this, that would be really interesting.”
Sasha Tupalo: No, I really haven’t, to be honest with you. I really enjoy being an engineer, working on solutions and being challenged.
Doug Glenn: Good for you. It’s good to be content.
So, outside of work, what occupies your time? Are you an outdoor person, or what do you do?
"[M]y husband and I are trying to visit all the national parks in the U.S." Source: Unsplash.com/Jeremy Bishop Sasha Tupalo: Yes, I am. I really like hiking and camping. In fact, my husband and I are trying to visit all the national parks in the U.S. We’ve got a ways to go, but when we first started, there was 59 or 60 of them and now it’s up to 63. But we’ve got 20 on our list, so far.
Doug Glenn: That you have been to? You’ve been to 20 so far? What’s a highlight? What’s the best one (or two), so far?
Sasha Tupalo: The most recent trip was actually last year — we went to Utah — Zion National Park and Arches National Park. It was absolutely gorgeous.
Doug Glenn: I’ve never been there, but I’ve heard it’s outstanding.
Sasha Tupalo: If you get a chance to go, I would highly recommend it.I like being grounded, being next to nature; that’s how I relax and enjoy the outdoors.
Doug Glenn: What does your husband do? What is his work?
Sasha Tupalo: He is actually also an engineer. He is a chief engineer at a hotel — more of maintenance and building engineering.
Doug Glenn: That makes for interesting dinner conversations, I’m sure. “So, dear, what kind of calculation do we want to do tonight?”Last question, Sasha. It’s been really enjoyable talking with you.
Again, this doesn’t have to be technical, but can you tell us your favorite app, phone app, movie or magazine? Or you can give us one of each, if you’d like.
Sasha Tupalo: Favorite app? I guess I would go with the one that I use pretty much daily: I use Audible a lot lately.
"I've found that audiobooks work for me . . . ." Source: Unsplash.com/distingue
Doug Glenn: For audio books?
Sasha Tupalo: Correct, yes. I do so much reading for work, so when I do get a chance sometimes, I’ll do that. A lot of people do podcasts, and I do listen to some podcasts, as well, but I’ve found that audiobooks work for me too. And I can combine it if it’s commute or if I’m working out, I can do both.
Doug Glenn: So, how long is your commute?
Sasha Tupalo: Mine is actually not that long.
Doug Glenn: And what types of books are you listening to?
Sasha Tupalo: You know, same thing. I’m trying to be intriguing. I read a lot for work. I’m trying to go somewhere in a different direction. I’m working my way through the Game of Thrones series. I’m a little late to the party, but you know . . .
Doug Glenn: Very good, Sasha. It’s really been very much a pleasure to meet you and talk with you a bit. Congratulations, again, on the 40 Under 40 award.
Sasha Tupalo: It’s been a pleasure talking to you and thank you so much for having me.
Doug Glenn: You’re welcome.
About the expert: Sasha Tupalo began her career as a materials engineer at Thermatool Corp. in 2016 after finishing her master’s degree in Materials Science and Engineering at Worcester Polytechnic Institute. She has been very active supporting the Fabricators and Manufacturer’s Association educational programs, as well as ASM Heat Treat events. She provides process troubleshooting support for tube, pipe, and closed roll formed shape producers. She routinely evaluates weld samples and heat treat specimens as part of this process. Sasha delivers training both in-house at Thermatool and at customers’ sites and leads continuing education classes such as “Weldability of Advanced Steels, Stainless Steels and Aluminum” (delivered 2018 at LeTourneau University, Longview, TX), and “Oilfield Metallurgy” (an ASM Continuing Education Class) in 2017. She has written several papers and delivered presentations in her field just since 2016. Sasha is an active member of numerous scientific and technical committees such as ASM, ASTM (A01, E04 and E28), TMS, AIST and WAG (Welding Advisory Group) at AISI.
For more information:contact Sasha through the company website www.thermatool.com
A retort furnace with an Inconel 602CA alloy retort has been shipped from Pennsylvania to a leading manufacturer of motor laminations, located in Midwestern U.S. The laminations are deployed for motors in various aerospace, military, automotive, medical and industrial fields.
L&L Special Furnace shipped the model XLC3348 XLC3348 which has an effective work zone of 23” x 23” x 36” and uniformity of ±15°F above 1,200°F. The control system includes one control loop along with six zones of heating volume that can be adjusted to achieve the required temperature gradients. The model XLC3348 satisfies all requirements for AMS2750F class 3 uniformity and type B instrumentation. The process gas lines are required copper refrigeration lines along with stainless steel to ensure a very low dew point in the process gasses.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Nikola Tesla afirmó: <<Si quieres descubrir los secretos del universo, concéntrate en la energía, la frecuencia y la vibración.>>
Al revisar los mecanismos internos de un sistema de inducción es posible evidenciar cada uno de estos tres elementos. Los 10 pasos de esta guía servirán para apoyar a los operadores de departamentos internos de tratamiento térmico en entender los secretos de la inducción para así identificar posibles escollos en tales sistemas y dar solución a problemas comunes que se puedan presentar.
This original content article was first written by Alberto Ramirez, engineer of Power Supply and Automation at Contour Hardening, Inc. and an honoree from Heat Treat Today’s 40 Under 40 Class of 2021, for Heat Treat Today's May 2023 Sustainable Heat Treat Technologiesprint edition. Read the Spanish version below, or click the flag above right for the English version.
Alberto Ramirez Power Supply and Automation Engineer Contour Hardening, Inc.
Contact us with your Reader Feedback!
Los metales pueden calentarse mediante el proceso de inducción electromagnética, mediante el cual un campo magnético alternativo cerca de la superficie de una pieza de trabajo metálica (o conductora de electricidad) induce corrientes de Eddy (y, por lo tanto, calentamiento) dentro de la pieza de trabajo.
Los sistemas de inducción pueden llegar a ser sistemas complejos que tienen como objetivo endurecer piezas o secciones específicas de un componente mecánico, dependiendo del grado de complejidad de la pieza a tratar; para el profesional, el desafío será el diagnóstico de los problemas que se lleguen a presentar.
1. Familiarízate con el proceso
Figura 1. Proceso de endurecimiento por inducción Source: Contour Hardening, Inc.
El proceso de inducción envuelve muchas características tales como: posición de la pieza dentro de la bobina de inducción, posiciones de carga, posiciones de enfriamiento, tiempos de ciclo, potencia eléctrica aplicada, entre otras. Es importante que el profesional sea capaz de identificar la falla y la situación particular en el momento en el que se está presentando.
En algunas ocasiones las fallas no son evidentes y, por ende, es indispensable analizar la pieza que ha sido tratada; este análisis puede ser clave para entender situaciones tales como: falta de profundidad de capa por potencia eléctrica o disminución en la frecuencia de salida, entre otros posibles escenarios.
Adicional al análisis de la pieza, es vital inspeccionar la “escena del crimen” ya que muchos de los sistemas de inducción, dada la naturaleza del proceso y el peligro que implica manejar altos potenciales eléctricos, suelen ser en extremo automatizados y las estaciones de trabajo de difícil acceso para el personal, así que una buena estrategia de trabajo consiste en observar detenidamente las condiciones generales del equipo para determinar el punto de inicio para la resolución del problema.
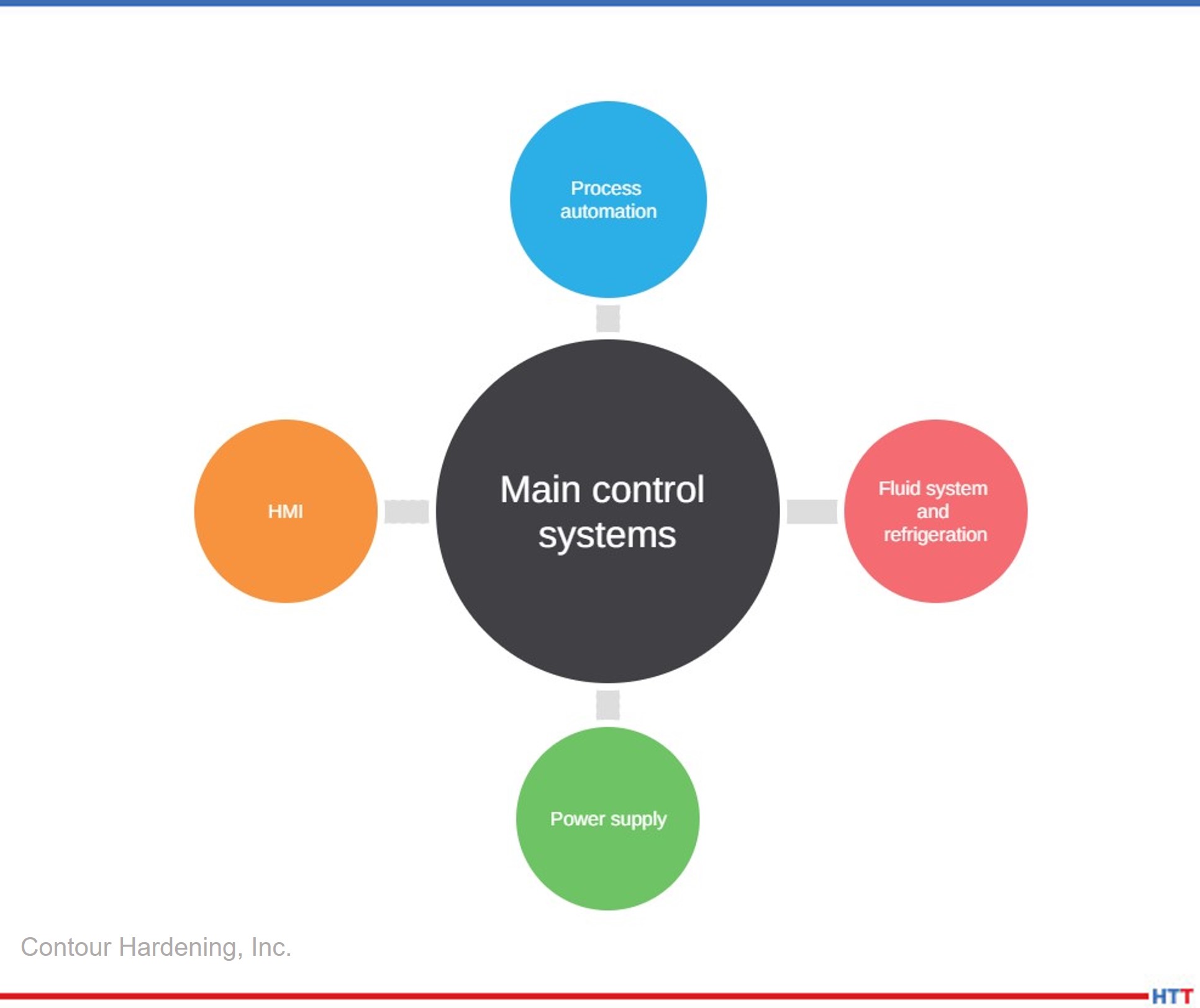
2. Identifica los componentes principales de tu sistema de inducción, así como los mecanismos de seguridad para ciertas zonas en particular
Entender la interrelación del sistema es importante para comprender qué elemento realiza cierta acción, así como los canales de comunicación entre ellos. Una vez que se genere este conocimiento, se puede asociar una falla a un componente en particular. Usualmente los sistemas de inducción se componen de los siguientes elementos:
Figura 2. Componentes de un sistema de inducción Source: Contour Hardening, Inc.
Como mencionamos con anterioridad el proceso implica altos potenciales eléctricos, y para eso la naturaleza de las fuentes de alimentación involucra dispositivos electrónicos de potencia, como capacitores eléctricos, los cuales almacenan energía y, por ende, es importante descargar eléctricamente el sistema antes de comenzar a inspeccionar un equipo.
3. Ten preparadas las herramientas necesarias para realizar un buen análisis del problema
Figura. Capacitores Source: Contour Hardening, Inc.
Al igual que cualquier problem técnico, el uso de la herramienta mecánica es indispensable al realizar algún tipo de proyecto, pero para el diagnóstico de una falla en un equipo de inducción es importante contar con:
Osciloscopio
Generador de funciones
Amperímetro
Multímetro digital y analógico.
Sondas de alto voltaje
Sin estos elementos es muy difícil llegar a un diagnóstico fiable, y la posibilidad de encontrar la falla es mínima. Por ende, tener estos medidores en buen estado y, sobre todo, calibrados nos da una perspectiva más clara del problema.
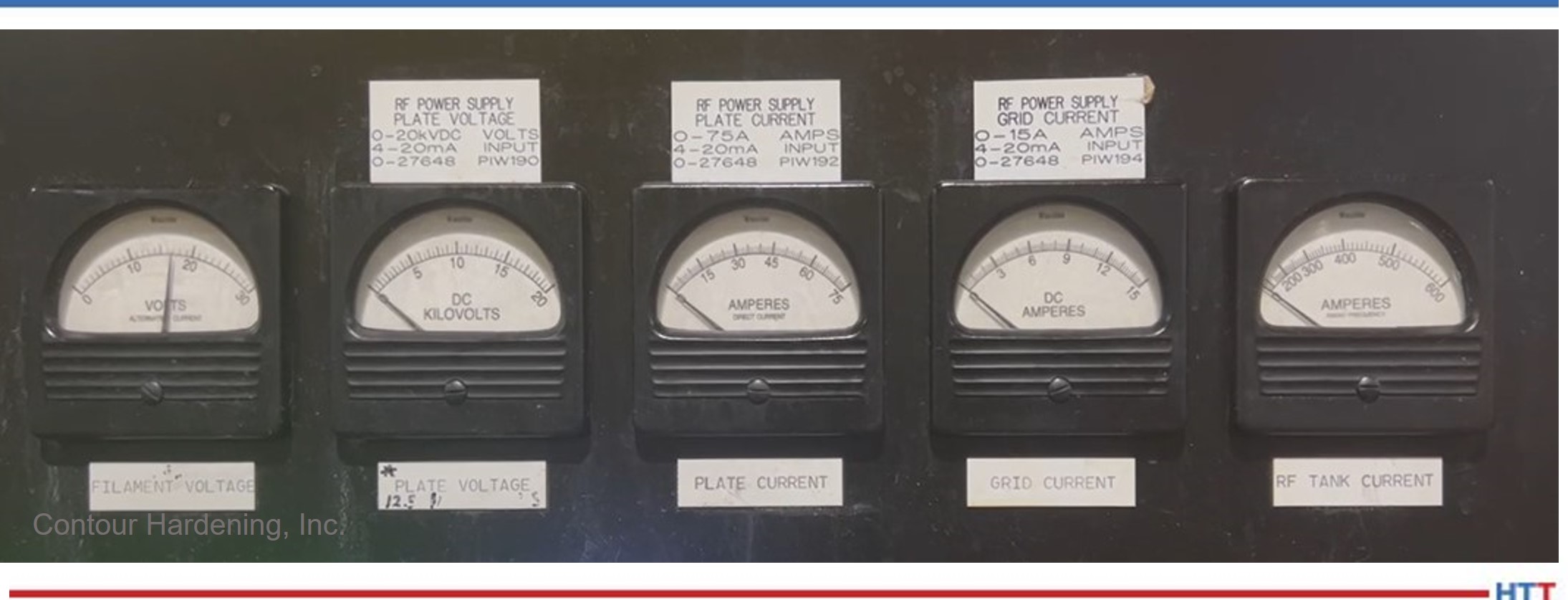
4. Verifica que los sensores del proceso, los monitores de energía y las bobinas de inducción funcionen correctamente
Existen distintos medidores que recogen información acerca del proceso; esta información en su mayoría puede ser visualizada a través del HMI (Human Machine Interface), y, en muchas ocasiones, una buena manera de comenzar a entender el problema es recopilar la información del proceso. Si los medidores no funcionan correctamente, te pueden llevar a conclusiones erróneas.
Verifica que los medidores de energía estén funcionando correctamente, así como tus señales de entrada y de salida.
Las bobinas de inducción son un elemento clave en el proceso de inducción ya que acorde a su geometría generan los campos magnéticos adecuados para lograr los resultados metalúrgicos esperados. Si existen fugas de agua o los elementos de transmisión eléctrica se encuentran sueltos o sucios, seguramente podrán ser la raíz del problema. Es importante comenzar a realizar el diagnóstico de la falla una vez se haya descartado este circuito en particular.
Figura 4. Ejemplo de parámetros de energía Source: Contour Hardening, Inc.
5. Realiza estudios de energía constante en tu subestación para identificar posibles problemas en tu suministro de energía, así como tiempos críticos
La energía eléctrica es la fuente principal en un proceso de inducción; las fuentes de alimentación transforman y potencializan este recurso para crear campos electrónicos lo suficientemente fuertes para generar el calor en la pieza.
Por ende, es importante descartar con evidencia que el problema en cual nos encontramos no se debe a una falla del sistema eléctrico del cual nuestro sistema de inducción forma parte. De igual manera entender cómo se comporta nuestro sistema eléctrico nos puede ayudar a generar patrones de comportamiento que puedan determinar la solución en momentos específicos en los que se lleguen a presentar.
6. Trabaja de forma metódica documentando tus movimientos y realiza un paso a la vez
Los sistemas de inducción pueden ser muy intimidantes si no has tenido experiencia previa, y, al igual que con cualquier elemento o situación, es importante abordar de manera lógica el problema analizando el modo de la falla, identificando las partes principales que interactúan en ese preciso momento, y, a partir de este análisis, documentar y realizar pequeños pasos, uno a la vez, ya que, de no ser así, es muy probable que pierdas todo el trabajo realizado y la situación empeore.
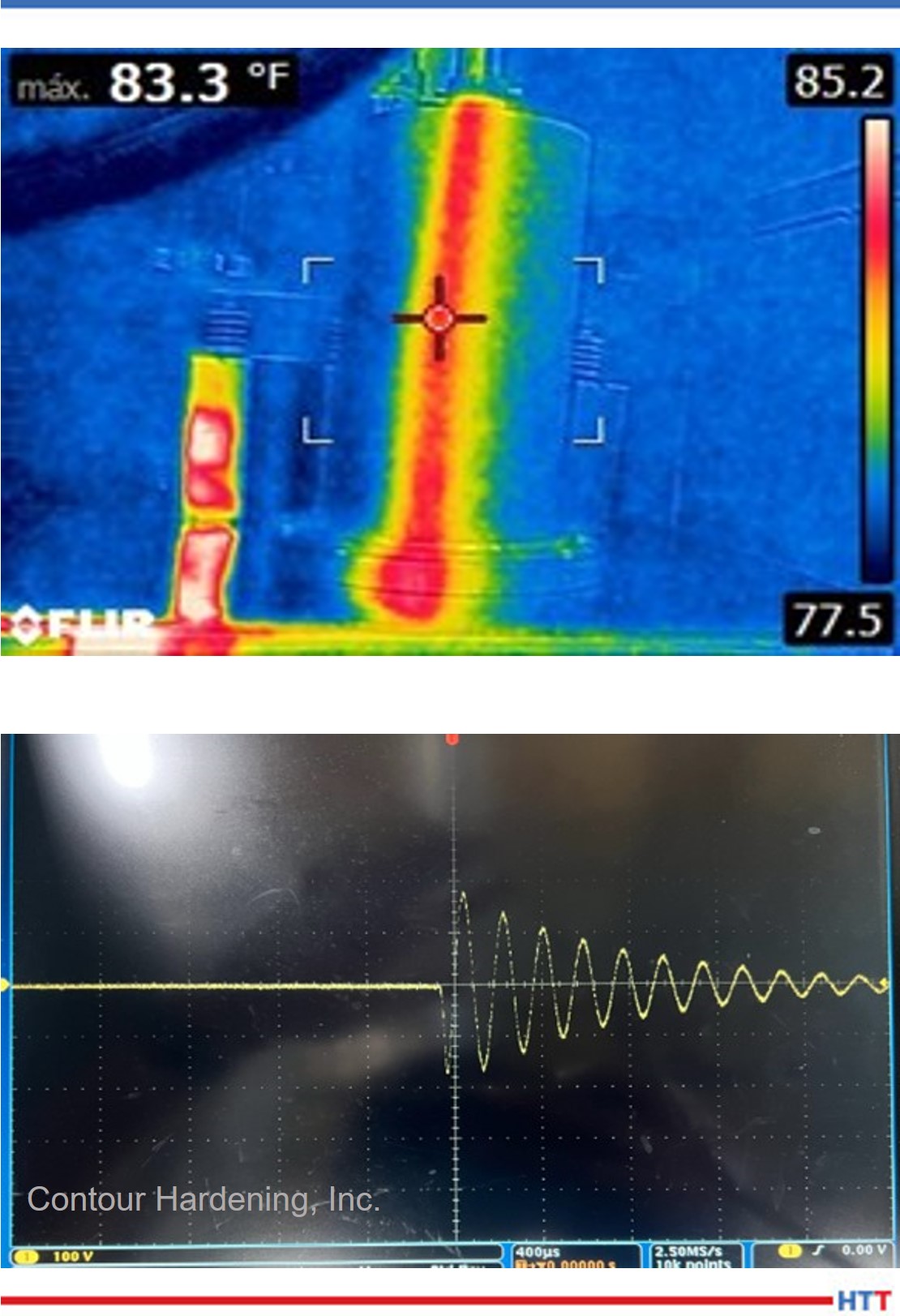
Figura 5. Antes y durante un arco eléctrico dentro de la línea de transmisión Source: Contour Hardening, Inc.
Si los movimientos no son exitosos, siempre puedes regresar a tu punto de partida e intentar otro acercamiento. La idea consiste en que el modo de la falla se mantenga estable sin importar los movimientos realizados hasta que se resuelva el problema. De esta manera lograrás contener la falla; de otra manera podrías estar dañando otros elementos sin darte cuenta.
Es muy importante entender que los procesos son secuencias que anteceden y preceden a nuevos eventos; si entiendes el proceso y, una vez resuelto el problema, ahora tienes una nueva falla, es importante analizar si esta falla es la continuación del proceso ya que, de ser así, es posible que te encuentres frente al caso de un evento que está desencadenado una serie de fallas y se haga necesario practicar un análisis más profundo. La idea general es llegar a la raíz del problema y mitigar el riesgo.
7. Intenta cualquier posibilidad relacionada con el proceso sin importar que la relación entre ésta y el problema no sea directa
Un pensamiento lógico puede resolver la mayoría de las fallas técnicas de un sistema, pero, para fallas excepcionales, es necesario utilizar la imaginación y agotar todos los recursos posibles ya que el área de interés más insignificante o el lugar menos pensado puede ser la clave para resolver un problema.
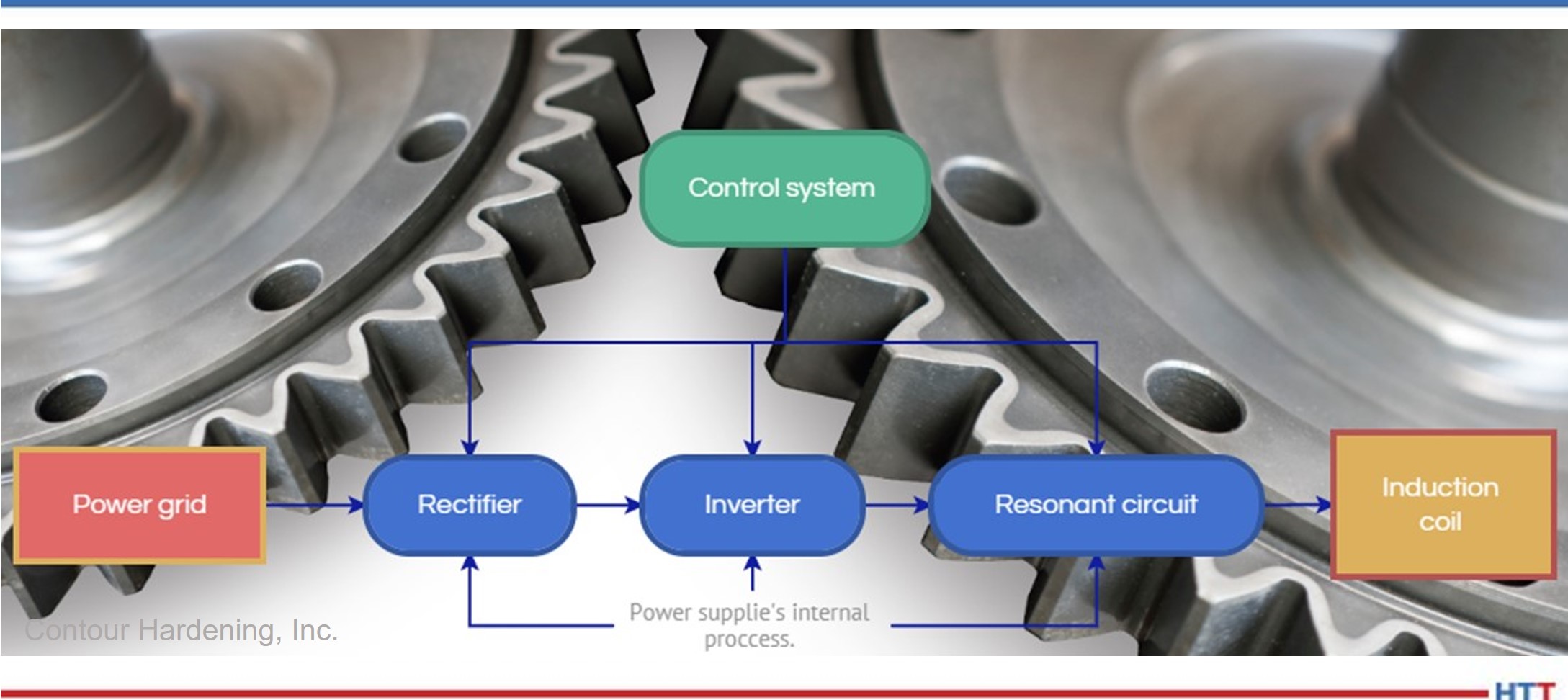
8. Conoce tus fuentes de alimentación
Uno de los factores claves en cualquier equipo de inducción son sus fuentes de alimentación. Las fuentes de alimentación son equipos que no requieren un mantenimiento tan arduo en comparación con otros sistemas en la industria, pero, de no presentarse las condiciones mínimas de mantenimiento, pueden generar altas pérdidas para la organización.
Figura 6. Diagrama de flujo del proceso eléctrico en una fuente de alimentación Source: Contour Hardening, Inc.
En los casos en los que el problema se encuentra en las fuentes de alimentación, es vital que se siga el mismo proceso metódico previamente descrito. Entender cómo funciona el proceso de transformación de la energía te dará una ventaja, al igual que conocer los componentes empleados o el tipo de tecnología utilizado en el proceso de rectificación, en la inversión (estado sólido o tubos de electrones) y en el circuito resonante. Generalmente las fuentes de alimentación siguen el siguiente patrón de transformación (Figura 6).
9. Identifica las partes críticas de tu equipo de inducción y prepara un inventario de éstas
Figura 7. Daño en una bobina de inducción Contour Hardening, Inc.
Usualmente los componentes que forman parte de las fuentes de alimentación son difíciles de conseguir dependiendo de la antigüedad de tu equipo, y con la reciente crisis de microchips en el mercado, existen tiempos de entrega muy largos para los elementos de control y automatización; de igual manera, los precios de los mismos se han disparado. Por ende, es vital que exista una lista de partes críticas y un inventario de éstas.
Adicionalmente a los elementos descritos, las bobinas de inducción suelen ser elementos muy característicos e importantes en el proceso de inducción. Éstas bobinas son elementos complejos que han sido diseñados exclusivamente para la pieza, por lo que su fabricación puede tomar varias semanas, y es importante tomar las precauciones necesarias para mantener un movimiento de mantenimiento constante.
10. Realiza mediciones preventivas al sistema para generar un patrón de comportamiento
Figura 8. Ejemplo de posibles mediciones Contour Hardening, Inc.
Cuando el sistema se encuentre trabajando en óptimas condiciones, genera un plan de medición el cual te permita recopilar información de puntos específi cos dentro del sistema. Una vez que se vuelva a presentar una nueva falla puedes comparar las mediciones de falla contra las del buen funcionamiento. Algunos ejemplos de mediciones pueden ser:
Temperatura
Voltaje
Corriente eléctrica
Resistencia y capacitancia
Formas de onda
En resumen
Una metodología de trabajo ordenada y documentada, un buen catálogo de piezas de recambio, junto con las herramientas de trabajo necesarias, pueden ser elementos clave para entender un problema y, lo que es más importante, resolverlo de forma eficaz.
Es vital que los profesionales se capaciten de manera constante para mejorar los tiempos de paro debido a fallas en los sistemas de inducción. La capacitación relacionada con procesos metalúrgicos sería una buena forma de complementar tus habilidades de resolución de problemas permitiéndote interpretar las características de los sistemas de inducción, al igual que de los elementos que los componen.
Bibliografía
Valery Rudnev and George Totten, ed., ASM Handbook Volume 4C: Induction Heating and Heat Treatment, (Materials Park, OH: ASM International Heat Treating Society, 2014), 581- 583
Sobre el autor: Alberto C. Ramirez es ingeniero en Mecatrónica egresado del Instituto Tecnológico Nacional de México Campus León con una maestría en Administración de Tecnologías de la Información por el Instituto Tecnológico de Monterrey. Cuenta con más de 8 años de experiencia en fuentes de alimentación, gestión de proyectos, mantenimiento y automatización. Actualmente se desempeña como ingeniero de fuentes de alimentación y automatización en Contour Indianapolis. Alberto inició su carrera en la fi lial de Contour en México y debido a su dedicación forma parte del staff en los Estados Unidos.
He is also an honoree from Heat TreatToday's 40 Under 40 Class of 2021.





 Solar Atmospheres Souderton, PA incorporated a high-production vacuum furnace with a work zone of 48"x48"x72" and a weight capacity of up to 7,500 lbs/batch. The furnace doubles the facility's hydriding and de-hydriding capacity in the reclamation of titanium and tantalum materials.
Solar Atmospheres Souderton, PA incorporated a high-production vacuum furnace with a work zone of 48"x48"x72" and a weight capacity of up to 7,500 lbs/batch. The furnace doubles the facility's hydriding and de-hydriding capacity in the reclamation of titanium and tantalum materials.

















 Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this