Richard B. Conway
Founder/Director/ CTO
DELTA H® Technologies, LLC
Source: DELTA H
Three heat treat systems have recently been delivered and commissioned to joint base San Antonio-Randolph for maintaining the T-38 Talon Trainer aircraft.
These systems are a dual chamber model DCAHT®-181248-1200/500-MIL, a DCAHT®-241672-1200/500-MIL, and a large single chamber SCAHT®-303048-1200-MIL.
USAF depot level heat treating requires full compliance to AMS2750G. The heat treating systems provided by DELTA H were for replacing existing systems which were too troublesome or costly to try to qualify and were never designed for modern pyrometry standards. The furnace systems were placed into production service the week following qualifying and training.
JBSA-Randolph – SCAHT®-303048-1200-MIL & DCAHT®-241672-1200/500-MIL Includes Power Driven Quench Tank
Source: DELTA H
Richard Conway, director and CTO of DELTA H, states, "We are grateful and humbled to be recognized among the mission critical technology partners supporting this very important project, and pleased to play a part in extending the service life of the valuable T-38 airframe."
JBSA-Randolph, TX – DCAHT®-181248-1200/500-MIL Heat Treat Computer Work Station
Source: DELTA H
Third party compliance and initial qualifying certification of all 5 chambers were provided by Conrad Kacsik Instrument Systems of Solon, Ohio.
Jake Kacsik, president of Conrad Kacsik Instrument Systems, shares, “The results are always impressive when testing DELTA H furnaces. By far the most reliable and consistent systems for maintaining the strict standards of aerospace pyrometry. Richard and I not only have a career-long professional relationship, but also, we both served in the USAF.”
DELTA H is exclusively represented worldwide by PHILLIPS FEDERAL Division for all military and government sales.
JBSA-Randolph, TX – SCAHT®-303048-1200-MIL & DCAHT®-181248-1200/500-MIL
Source: DELTA H
John Murray, retired SMSgt of USAF and product manager of Phillips Corporation, Federal Division added, “DELTA H compliments our product offerings to Metals Tech facilities. Regardless of traditional machining or additive manufacturing, Phillips Corporation – Federal Division strives to meet the needs of the USAF Fabrication Flight Warfighter, providing the best solutions for their support of US power projection and strategic deterrence. Phillips Corporation – Federal Division stands beside USAF Fabrication Flights around the globe ready to cut, fabricate, manufacture, and metallurgically process any part-anytime-anywhere."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Today is partnering with two international publications: heat processing, a Vulkan-Verlag GmbH publication that serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Media publication that primarily serves the English-speaking globe. Through these partnerships, we are sharing the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat.
In this article, international companies scale up their equipment and scale down their carbon emission.
German Steelmaker Dillinger Completes Slab Pusher Furnace in Rolling Mill
"The stock corporation of Dillinger Hüttenwerke (Dillinger) has successfully converted its slab pusher furnace 2 in the rolling mill." (Source: Furnaces International)
"For the customer, this means that the availability of large, heavy sheets increases. With these, weld seams can be saved and, thanks to more efficient production, more offshore foundations can ultimately be produced and installed. The modernization of the slab impact furnace, as well as the new edge milling machine for the delivery of “fabricated” offshore wind sheets, is one of a number of investments in the offshore wind market that are currently being planned and implemented at Dillinger."
Global Steel Producers Partner To Cut Carbon Emissions
Heat transfer supplier Alfa Laval has created a partnership with Finnish steelmaker Outokumpu to cut carbon emissions. (Source: Furnaces International)
“Most of the Alfa Laval steel purchased from Outokumpu, a global steel manufacturer, will now be the low carbon stainless steel variety. This change applies to heat exchangers used in the energy transition towards a more sustainable energy supply, including energy efficiency, waste heat recovery, and heat pumps. These heat exchangers are currently produced in large quantities with the potential for future growth, says Alfa Laval.”
Japanese Steelmaker JFE Steel Plans To Build New EAF To Replace Blast Furnace
JFE's plans for an electric arc furnace will be used for the automotive industry and will reduce carbon emissions. (Source: heat processing)
“The steelmaker is considering building an EAF that can produce 2Mt of high-grade steel when the No.2 unit is due for refurbishment, JFE president Yoshihisa Kitano said. He added that the EAF would reduce CO2 emissions by 2.6Mt/yr from current levels emitted by the blast furnace."
Indian Manufacturer Refratechnik Group Opens New Factory for Metals Industry
"The Refratechnik Group opens its new factory in India." (Source: heat processing)
"The state-of-the-art greenfield factory was built to produce MgO-C refractory products, high-alumina bricks, as well as monolithic products for the steel, cement and non-ferrous metal industries. The plant will employ more than 300 people in the short term and more than 400 people in the long term."
Oil quenching can be a dirty phrase around the heat treat shop. But with vacuum, does it have to be?
This Technical Tuesday article was written by Don Marteeny, vice president of engineering at SECO/VACUUM Technologies,forHeat Treat Today’sNovember 2023 Vacuum Heat Treating print edition.
There are metallurgical advantages to oil quenching for which there are no gas quench substitutes, but for a time, those advantages only came bundled with some disadvantages that proved incompatible with a growing preference for vacuum processes. This drove vacuum oil quenching (VOQ) to evolve and improve, often faster than its reputation. VOQ has since matured into a convenient, safe, and economical choice, offering today’s vacuum heat treaters all the metallurgical advantages of oil quench without any of the compromises.
A Familiar Scene . . .
Don Marteeny
Vice President of Engineering
SECO/VACUUM TechnologiesContact us with your Reader Feedback!
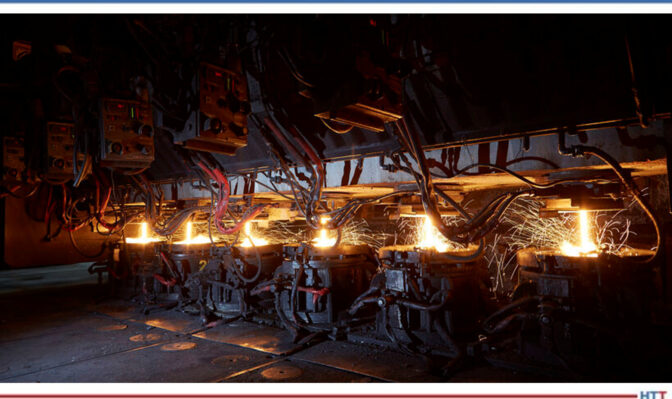
When oil quenching is mentioned in the break room of any heat treat department, it’s a sure bet that those listening have very similar thoughts. With just the mere mention of oil, their thoughts carry them, not to memories of the first time they helped their dad change the oil in their car in the family garage, but instead to a row of furnaces belching flames from their doors. Next, they are sure to see one of the doors open, and the familiar sensation of hot air moves through their mind. They may – for a moment – expect the smell of salt air, the sand between their toes, and the sun from above.
For many heat treaters, this is but a momentary escape. Soon, the taste and smell of hot oil and metal return them to the moment, and they know they are standing next to a row of batch integral quench (aka, batch IQ or BIQ) furnaces.
It’s about then they will feel the heat of those flames at the end of this furnace line or by the transfer car, wiping the sweat from their brow with a sooty hand and anticipating a return to the break room for a cool drink of water.
Sound familiar? If so, you’re one of the hundreds of heat treaters who has had the pleasure of operating a tried-and-true atmosphere integral quench line; it faithfully does its job, hardening and case hardening steels where oil is the only heavy lifter that can do the job.
While heat treaters have been diligently pumping out oil hardened steels, furnace builders and OEMs alike have been trying to find ways to move away from oil to quenchants that, primarily, reduce distortion, but also that are cleaner, require less processing, and present a safer working environment. Despite their efforts working with modified quenchants – including high pressure gas quenching (HPGQ) in vacuum furnaces – oil quenching has proven robust, maybe even stubborn.
Does that mean we are stuck with the integral quench furnace and its fire-breathing ways? Not necessarily. . . .
Figure 2. D-Type double chamber for batch work processing with conventional loading over the oil quench
Source: SECO/VACUUM Technologies
An Invention Waiting on Improvement
The concept of a vacuum oil quenching furnace is nothing new. When first developed, it was unique because it combined the advantages of vacuum heat treating with the ability to oil quench. But at the time, they were an unlikely couple that never really got along as well as the atmosphere furnace with an oil quench tank.
Vacuum oil quench furnaces were expensive, had large footprints, and were not particularly reliable. Plus, if case hardening was required, low pressure carburizing was not particularly attractive as it was still in its infancy, at least compared to gas carburizing. So, VOQ stayed in the shadows, fulfilling limited roles where the application warranted the extra complication of vacuum. In the meantime, the integral quench furnace became the workhorse of choice, churning out oil and case hardened parts for industries worldwide.
HPGQ Drives Improvement in Vacuum Furnace Technology
Despite the success of the integral quench furnace, VOQ remained present, stirring in the shadows. In the meantime, vacuum furnace technology advanced through the development of high pressure gas quenching. The design and construction of a vacuum furnace lent itself to this application well and introduced a host of advantages, such as found in Maciej Korecki’s “Case Study of CMe-T6810-25 High Volume Production”:
• Decreased distortion
• Elimination of intergranular oxidation (IGO)
• No decarburization
Vacuum Furnaces Move from Niche to Standard Issue
In addition, these design developments supported the opportunity to case harden parts through the use of low pressure carburizing (LPC). Coupled with quenching pressures up to 25 bar, the HPGQ-equipped vacuum furnace became a real option for the heat treater interested in through hardening that did not require:
• Special atmosphere generation equipment (atmosphere generator)
• Lengthy furnace-conditioning cycles to assure the correct gas carburizing conditions as is typically necessary in the batch IQ furnace
• Post-heat treating surface cleaning in the form of washing or oxidation removal
VOQ Begins to Follow Suit
Still, vacuum and HPGQ were limited in their ability to serve in the role of hardening some steels when considering common geometries. This meant that, for those steels, oil remained the go-to quenching solution. As a result, the VOQ furnace became the furnace of choice.
It still required:
• Post-quench wash
• Aggressive oil circulation to minimize distortion
• Selection of the appropriate oil
• Careful fixture design
However, the advantages were too many to ignore. The fact that one could through harden steels like 8620 in a clean environment without the safety and cleanliness concerns inherent to integral quench furnaces was a huge advantage. And although furnace footprint remained a concern until the early 2000s, advancements in areas such as mixer design, vacuum pumps, and low vapor pressure quenching oils all contributed to decreasing the footprint and increasing the reliability of VOQ, making it an even more viable option. In more recent times, environmental concerns have also renewed attention to the VOQ furnace because of its vacuum capability.
Advantages include:
• Electric heating – no natural gas consumption
• Inert gas atmosphere or vacuum environment – no atmosphere generator needed • Zero CO2 emissions, even when case hardening using LPC
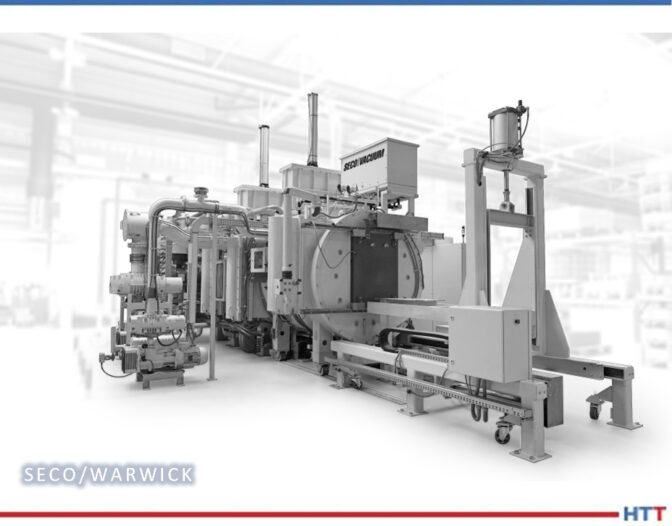
Figure 3. T-Type triple chamber for continuous batch work – oil quench or gas cooling/quenching with a separate chamber for preheating and semicontinuous operation
Source: SECO/VACUUM Technologies
Which Brings Us to Today
Vacuum oil quenching technology has progressed to overcome the challenges of yesteryear, and technological improvements have made it a flexible and configurable option for a heat treater’s current – and future – needs.
The VOQ is now available in configurations that provide both batch and semicontinuous options. This provides the opportunity to harden or case harden components with increased productivity and efficiency.
A common configuration offered is the two-chamber VOQ furnace as pictured in Figure 2. In this batch type configuration, common working zone sizes – such as 24″ x 24″ x 36″ or 36″ x 36″ x 48″ – are available with load capacities up to 2,650 lbs. A graphite-insulated hot zone provides the capability to achieve working temperatures up to 2400°F while providing the platform to case harden using LPC. This configuration also has the ability to conduct partial pressure heating using nitrogen. When quenching, the use of high-flow oil mixers promotes good oil mixing during quench to minimize distortion. This configuration can also cool in nitrogen above the oil in the quench tank, providing additional process flexibility.
In applications requiring higher productivity, a third preheating chamber can be added to the furnace system to provide the opportunity to preheat the furnace charge. The addition of the preheating chamber provides a semicontinuous operation as opposed to the batch operation provided by the two-chamber furnace. The result is a two times increase in throughput of the furnace system. Depending on the process requirements, production rates of up to 440 lb/hr are possible. The modern vacuum oil quench offers a versatile platform with a compact design capable of multiple processes and high production rates. The traditional two-chamber VOQ offers a batch platform capable of neutral and case hardening through the use of LPC. The three-chamber model provides similar options with the opportunity for high-capacity production through the addition of a preheating chamber with semicontinuous processing. Both demonstrate the advancements and the potential of this modern furnace as flexible, safe, and environmentally-friendly option in oil quenching.
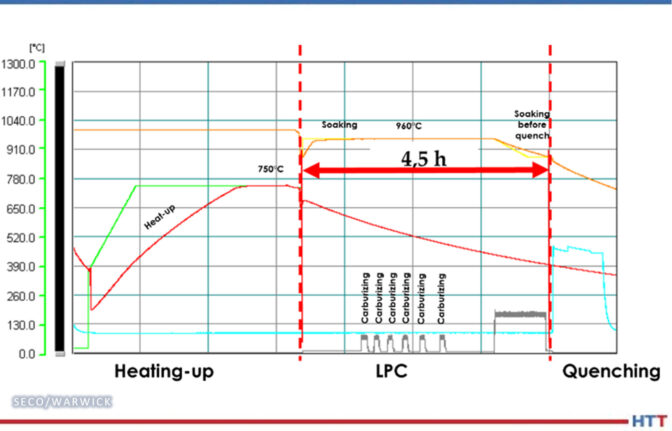
Figure 4. An LPC process that yielded a net 1,322 lb (600 kg) load of gears with an effective case depth of 0.039 in (1 mm). This resulted in a throughput of 294 lb/hr (133 kg/hr). Slight adjustments to this process have rendered production of up to 440 lb/hr. (Source: Maciej Korecki, “Case Study of CMe-T6810-25”)
Source: SECO/VACUUM Technologies
About the Author: Don Marteeny has been vice president of Engineering for SECO/VACUUM Technologies for over five years. He is a licensed professional engineer and has been a leader at the company over the last several years filling project management and engineering leadership responsibilities. Don is a member of Heat Treat Today’s 40 Under 40 Class of 2021.
For more information: Contact Don at Don.Marteeny@secowarwick.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
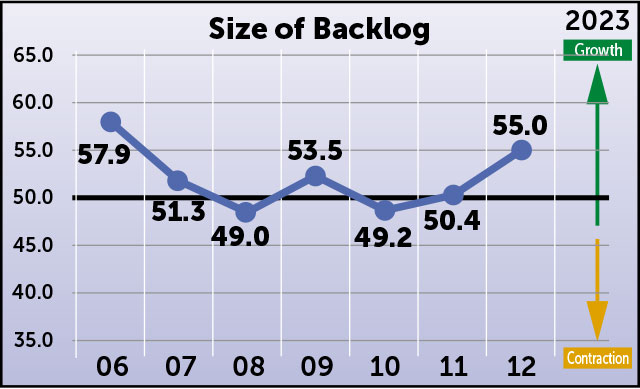
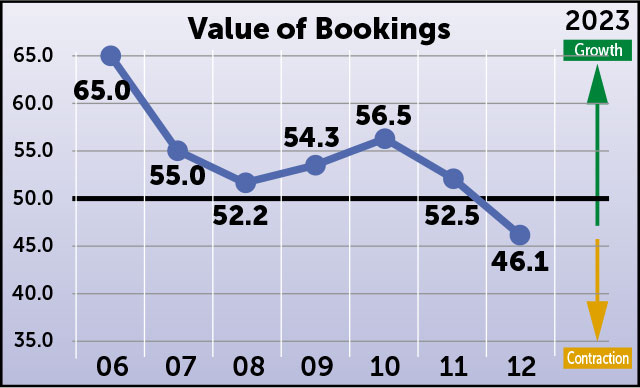
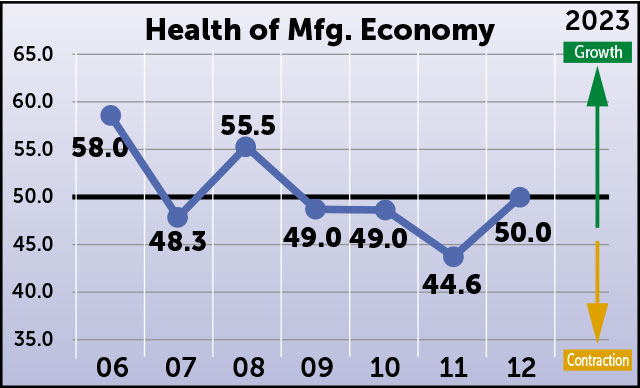
The four heat treat industry-specific economic indicators gathered by Heat Treat Today each month — starting in June of this year — are predicting contraction along with economic growth for just one indicator in the month of December.
The numbers, which were compiled the first week of December, show that responding parties anticipate inquiry levels will contract significantly as compared to November. So also, the value of December bookings shows a drop in expectations for growth and economic contraction being anticipated this month. For the first time in a while, backlogs indicate decisive anticipated growth. The overall health of the manufacturing economy is expected to remain as it was from November. Please keep in mind that this is only the 7th month of data collection, so keep following this study as this bank of information builds.
The results from this month’s survey (December) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in the Number of Inquiries from November to December: 38.4
Anticipated change in Value of Bookings from November to December: 46.1
Anticipated change in Backlog Size from November to December: 55.0
Anticipated change in the Health of the Manufacturing Economy from November to December: 50.0
Data for November 2023
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four, heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The aluminum rolling division ofElvalHalcor S.A.,Elval, has placed an order for a sustainability suite with a heat treat supplier with North American locations. This technology will be used for Elval’s flat-rolled aluminum manufacturing plant based in Oinofyta, Greece.
The Viridis Energy & Sustainability Suite from SMS group will contribute to Elval’s goal to reduce carbon emissions and optimize overall production processes. With the installation of two modules of the Suite, Viridis Performance and Viridis Grids, Elval will be equipped to meet the ever-increasing demands for responsible and energy-efficient management in the aluminum industry.
The automated machine learning (Auto ML) resources of Viridis Performance calculate targets automatically, maintaining relevance in changing production conditions. It will comprise over 70 equipment assets, such as melting furnaces, preheating furnaces, hot and cold rolling mills, among others. Viridis Grids will support Elval to precisely and autonomously calculate energy consumption forecast based on the production plan via automated machine learning resources.
Stated Drakotos Athanasios, the electrical & electronic maintenance deputy director at Elval, “Our partnership with SMS group represents a significant step in our sustainability journey. The Viridis Energy & Sustainability Suite aligns perfectly with our commitment to sustainable aluminum production and reducing our energy and environmental footprint. We are confident that this investment will have a positive impact on our operations and support our carbon footprint reduction pathway”.
Nikola Dzepina Nitrex Regional Manager – Asia Source: NITREX
An automotive parts manufacturer, Baida Electronic Equipment Co. Ltd., has recently increased its production capacity with the acquisition of nitriding system from a heat treat supplier with North American locations.
The newly integrated large pit-type nitriding system, model NX-1630 from Nitrex, will play a pivotal role in supporting Baida’s production targets, with a load capacity of 15,400 lb. (7000 kg) and load size of 61″ (1550 mm) in diameter by 118″ (3000 mm) in height.
Says Nikola Dzepina, account executive at Nitrex, “Baida and Nitrex have fostered a strong and enduring partnership over the years. Nitrex engineering and aftersales teams consistently provide essential support and expertise to ensure optimal furnace and application performance. This subsequent order not only strengthens Baida’s manufacturing capabilities but also reaffirms Nitrex’s standing as the preferred partner for companies seeking advanced nitriding solutions.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A tinplate company will receive a new order for a tinplate coating line (TCL) and tinplate double reduction mill (TDRM) from a company with North American locations specialized in sustainable thermal processing solutions for the metals and mining industries.
Giuseppe Zanzi
Chief Representative Officer of South East Asia and Oceania
Tenova
Source: Tenova
The TCL includes an independent pre-tinning section with sulfuric acid for iron control in the electrolyte solution and an advance tinplate coating control close loop to achieve the best strip coating quality and stability. The IGBT AFE rectifier technology allows for efficiency in tinplate coating which moreover allows for low electrical consumption.
The TDRM plays a key role in obtaining a combination of ultra-light strip gauge and required hardness. This mill is equipped with automatic gauge control (AGC) cylinders, an automatic flatness control (AFC) system, a roughness control system, and a dedicated reduction control for double reduced (DR) tin plate.
Giuseppe Zanzi, chief representative officer of South East Asia and Oceania at Tenova, commented, “We are very proud to have been selected as the main technological partner for Tata Group tinplate expansion. Thanks to our solutions, Tata will be able to achieve a sustainable production based on low electrical consumption and very large production capacity.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There’s always more to learn, and at Heat Treat Today, we strive to help you be well informed. Thanks to our Heat TreatRadio guests, we are happy to offer much more expertise on all things vacuum processing, including hardening, ion nitriding, and the stainless steel materials in vacuum furnaces.
This Technical Tuesday article was written by the Heat Treat Today Editorial Team for theNovember 2023 Vacuum Heat Treating print edition.
Heat Treat Radio #93: Why Ion Nitride? An Exploration with Gary Sharp
Contact us with your Reader Feedback!
Perhaps the most visual of all vacuum processes, ion nitriding is known for its unique purple glow, caused by nitrogen diffusing into the surface of the workpiece. Gary Sharp gives this glowing summary of ion nitriding, including the development of vacuum equipment to fit the process and special challenges like loading vacuum chambers and parts cleaning in this recent episode.
“[Ion nitriding is] a diffusion process. If you look at a piece of equipment, a hearth plate is a cathode in a DC circuit. The vessel wall is the anode, and the gas is your carrier.
“Through the transfer of energy, you bombard the part with ions and neutral atoms. They transfer their kinetic energy, and that is what actually heats up the parts. In the early years, that was the only way you could heat the parts. Later came more developed equipment.”
“Now, you have auxiliary heating in the walls, which adds some advantage but also a little more complexity in terms of keeping and maintaining a current density on the part adequate to diffuse into the metal itself. Sometimes you put it in a vessel, and you turn on the power supply. All the energy is coming from somewhere else, and you don’t actually diffuse or harden the part itself. It’s been solved, obviously, over the years.”
As Sharp further explains, some advantages of ion (or plasma) nitriding overlap with other forms of nitriding. But specific to this purple heat treatment under vacuum are its great masking abilities.
Heat Treat Radio #82: Gun Part Treatments, Turning Up the Heat with Steve Kowalski
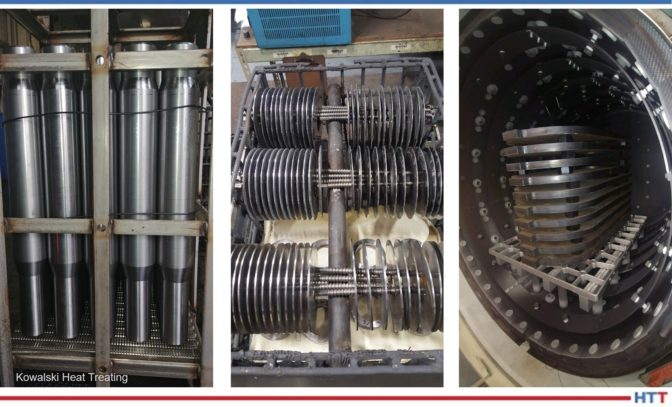
When it comes to stainless steels for gun components, autonomy is the name of the game. Vacuum processing is “critical” in the gun part industry, says Steve Kowalski, president of Kowalski Heat Treating, for this reason of control over the part:
“With stainlesses and the various materials that we’re currently using, having high-pressure quench vacuums/high pressure quench allows for a significant amount of flexibility. We can finetune a recipe, or cycle, to achieve properties that the customer needs where it makes it repeatable.”
Rolls, slitter blades racked, and SS vavle seats for vacuum processing
Source: Kowalski Heat Treating
The means to reach the end of perfectly heat treated components are many, the critical step being defining the heat treat process itself. “The majority of what we process for the gun world (for the firearms world) would be either salt to salt rack austempering or marquenching, vacuum and actually plasma processing, whether it’s FNC or nitriding. We’re involved with those three areas in the gun world.” He later expands upon this list noting, “salt neutral hardening, salt hardening, and then marquenching or austempering, depending on the component.”
Heat Treat Radio #54: Metal Hardening 101 with Mark Hemsath, Part 2 of 3
“Hardening” is a broad thermal processing term that generally means increasing a material’s strength and toughness and minimizing distortion. Hardening can be done in a simple tip-up or bell furnace. So, which hardening processes require vacuum furnaces?
In addition to plasma nitriding as mentioned above, Mark Hemsath of NITREX sheds some light on carburizing as done in a vacuum furnace. He says, “Caburizing is the addition of carbon, right? So, the difference here is that when we talk low pressure . . . it’s done at a negative pressure, less so than atmosphere. We call this either low pressure carburizing or vacuum carburizing; it’s the same process. This takes place at pressures typically in the 1–15 torr range, which is about 1–20 millibar range of pressure. If you know one atmosphere is 760 torr, when we’re going down to 1–15 torr, we’re at pretty good vacuum. Just like with gas carburizing, the higher the temperature, the faster the process. What’s unique with vacuum equipment is that vacuum equipment is typically capable of going to higher temperatures which adds to the speed of carburizing.”
Unveiling the inner workings of a vacuum furnace, he adds, “Now, we didn’t discuss the design of gas carburizing furnaces that much, but typically they’re gas fired and they have radiant tubes. In the interior of the furnace, the higher temperature you go with the really nasty carburizing atmosphere, it reduces the life of those furnaces substantially, so the people that own the furnaces don’t want to go to high temperature. If you can go 100 degrees higher in temperature, like you can with the vacuum carburizing furnace, the process gets much faster. That means higher productivity.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A technology research institute has chosen a heat treat vacuum furnace which will support research and development in the fields of materials engineering and machine construction and operation.
SECO/WARWICK will supply a Vector® vacuum furnace with high-pressure gas hardening and will include options for vacuum carburizing, pre-nitriding for carburizing technology, low-pressure nitriding (LPN), and low-pressure carbonitriding (LPCN).
This configuration provides precision performance in vacuum, ensuring steel detail surfaces are protected, and the ability to carry out hardening processes through the use of high cooling gas pressures (15 bar).
The small vacuum furnace will have a working space of 400x400x600 mm. With a round heating chamber, the furnace, despite its small size, can be used to test and perform research on many sizes of parts including work with large dimensions.
Says Sławomir Woźniak, CEO of the SECO/WARWICK Group, "We cooperate with scientific institutions all over the world because we are aware that industry development depends on their work. Many groundbreaking discoveries have already been made, but I am sure that many more are yet to come."
The R&D institute deals with methods of refining metal products by increasing their corrosion resistance and increasing mechanical properties, especially fatigue strength and resistance to wear in friction processes. The technological institute strives to disseminate and apply in practice the results of scientific research and development work, develops new technologies, and conducts service activities.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A U.S.-based heat treat furnace manufacturer has joined in a coalition to increase awareness of the American-made battery machinery supply chain, encourage battery facilities to buy American-made products, and strengthen the buildout of machinery and machinist capacity across the nation.
While attention has historically fallen on securing supply chains for minerals and battery materials, the machinery that builds these batteries are also essential.
As U.S. manufacturers of battery machines and equipment, Abbott Furnace and others unite behind the common goal of supporting domestic manufacturing capabilities essential for U.S. battery mining, processing, and manufacturing. By showcasing the quality, reliability, and innovation inherent in American-made products, the U.S Battery Machine Builders aim to encourage more companies to invest in domestically manufactured machinery.
"We've joined forced under a shared commitment to build and strengthen the American-made battery machine and equipment sector, shape the policy landscape and ensure federal investments recognize the critical role these U.S businesses play in meeting the needs of the growing battery production supply chain," said Bennett Resnik, a spokesperson for the US BMB and senior vice president at Venn Strategies.
Investing in the machinery that build batteries in the U.S. from the extraction of minerals, production of anode and cathode material, to the assembly of the battery itself, will encourage regional economic development, reduce dependence on products from abroad, protect national security, and help solidify status as a developer of clean energy manufacturing technologies.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com









 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com

 Heat Treat
Heat Treat