Michael Johnson Director of sales Solar Atmospheres of Western PA
Two large H13 extrusion dies for two separate companies were vacuum heat treated in a high pressure gas quench vacuum furnace that fully hardened the dies in successive cycles.
Solar Atmospheres, using a furnace from Solar Manufacturing, provided two Ohio companies as-quenched dies with hardness of HRC 50-52 using nitrogen as the quench gas. The hollow die was 30” outer diameter x 15” inner diameter x 103” long and weighed 16,000 pounds. The solid die, belonging to a different customer, was 34” outer diameter x 64” long and weighed 14,000 pounds. Post-quench each component was triple air tempered resulting in a final hardness of HRC 46-48.
The 10-bar 600 HP high pressure vacuum furnace permits the company to obtain the desired cooling rates, commented Mike Johnson, director of sales at Solar Atmospheres.
We've assembled some of Heat TreatToday's resources on forging and metalcasting. Read or listen to what the experts have to say on these important topics in the heat treat industry.
This Technical Tuesday original content piece will help you wade into an introduction of these heat treatment processes. Follow the links to dive deeper into the studies.
The span of articles, radio episodes, and TV clips below are compiled to learn more about forging and casting. Heat treating is developing and changing through the years, and it's wise to keep swimming with the current of information.
Simulating Induction Heating for Forging
What can simulation software do for you? Manufacturers are able to run the software to act upon the steel billet prior to forging. Read more about the process here. The simulation shows results in the metal to help the user best plan for desired results. One of the decisions that can be helped is, "the selection of right forging temperatures for plain carbon and alloy steels to avoid possible damage by incipient melting or overheating."
A Look at Steel and Iron
Dan Herring "The Heat Treat Doctor" The HERRING GROUP, Inc.
Read or listen to this episode of Heat TreatRadio with expert Dan Herring who discusses metals such as stainless steel, tool steel, cast iron, high and low carbon steels, and more. He looks at their production and their uses.
"I wanted to set the stage for it to say that it’s the end-use application by the customer that fuels the type of steel being produced and fuels the form in which the steel is produced," says Herring.
Investment Casting in Turbine Blades
Take a look at how an alumina and silica (quartz) mix are improving metal casting for support rods used in aerospace manufacturing. "LEMA™, a range of proprietary alumina-based materials that provide double the mechanical strength of quartz while providing significantly improved leaching times, compared with typical high purity alumina," provides many benefits for metal casting. Jump into this piece to find out more about this metal casting example.
Direct From the Forge Intensive Quenching
President Akron Steel Treating Co & Integrated Heat Treating Solutions, LLC
In this discussion, expert Joe Powell says, "My thing is to develop a robust process that can be applied and implemented using automation and new equipment with the proper pumps and material handling that is all integrated into a seamless process." He plunges in to talking about immediate quenching pieces in water after heat treating and what they are learning at the forge shop.
Heat TreatTV
Here are a few episodes to keep you afloat while moving into deeper waters.
Click on these two illustrations to watch the full episodes.
A southeastern U.S. manufacturer will receive a dual-chamber heat treating and tempering furnace. The recipient, a leading manufacturer of shopping carts and display cases, will be using the furnace to thermally process various projects.
The L&L Special Furnace Co. model QDS124 has two chambers: the top chamber (10"X11"X22") rated to 2,350°F is used for heat-treating various steels and other non-ferrous materials; the bottom chamber (10"X10"X20") rated to 1,250°F includes a recirculation fan and baffle for tempering, stress relieving or preheating.
The furnace was painted with custom colors to match the customer’s existing equipment. Shipped with the furnace was an accompanying QTO1224 oil quench tank.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Get ready to watch, listen, and learn about the three most underrated heat treat processes in today’s episode. This conversation marks the continuation of Lunch & Learn, aHeat Treat Radio podcast series where an expert in the industry breaks down a heat treat fundamental with Doug Glenn, publisher of Heat Treat Today and host of the podcast, and the Heat Treat Today team.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: There are some underdog heat treat processes out here. I’d like to get to three today. What do you think is number one?
Michael Mouilleseaux: Let’s start with stress relieving. All ferrous materials, all steels, during the course of manufacturing or processing, have some residual stress that is left in them. A common thought about stress relieving is you have a weldment, and you stress relieve it so that the weldment stays.
Contact us with your Reader Feedback!
There is a mechanical action in the material during any cold working operation (cold forging, stamping, fine planking, etc.) because it's done at ambient temperature. Those all impart stress on the part.
Machining, turning, grinding. . . all of those things impart stress into a part. How is that relieved? It can be done thermally, or it can also be done mechanically. Thermally is the most common of them.
What I would like to talk about is not so much stress relieving weldments, it is stress relieving manufactured components. If you’re going to have a comprehensive analysis of the heat treat operation that needs to be performed on a manufactured component, a gear, a shaft, something of that nature, they need to take into consideration what are the prior existing stresses in the part. Then what effect is that going to have on the part?
Many times during the course of my career, I’ve had a customer come to me and say, “The part I gave you was correct, and you’ve given it back to me and then fill-in-the-blank. It’s warped, it’s changed size, it’s shrunk, all of those things.” What have you done in your heat-treating process? You have to back up all the way to the beginning of how this part was manufactured and deal with all of those component steps in order to answer that question properly.
Stress relieving is one of the answers. It’s not the answer. It’s not the only answer, but it is one of them that has to be considered.
"Stress Relieving Tips from Heat TreatToday"
Doug Glenn: For those of us who might not know what a “stress” is in a part, can you simply explain? For example: a coat hanger. If I bend it, is that inducing stress? Is that what’s causing stress? What makes stress in a part?
Michael Mouilleseaux: You’ve cold-worked the part. In the cold working, you’ve passed the yield strength. You’ve bent it, and it’s not going to snap back. You’ve cold-worked it enough that you’ve actually got plastic deformation, and there is stress.
Doug Glenn: That’s one way we get stress. That’s the mechanical way of getting stress.
Michael Mouilleseaux: Right. Now, consider stamping. Even though a stamping is flat (because the die has come down in the perimeter of that and maybe internal holes and things), where you’ve sheared the material, you’ve imparted stress there.
If you harden it or case harden it or whatever you might do with that stamping, you have to take into consideration how much stress is there. If I don’t relieve it, is it going to do that at some point in the part’s future that’s going to be detrimental to the part?
Doug Glenn: When you get a stress in a part, that’s the area that’s a weak spot, right? It potentially could break before other parts?
Michael Mouilleseaux: At the absolute extreme, that could happen, yes. More often than not, what you have is an area that’s been cold worked, and it’s been deformed. When it stresses, it’s going to somewhat relieve itself. It may not relieve itself 100% all the way, but it will somewhat relieve itself. Whatever shape of form you’ve put that part into; it’s not going to hold that form forever.
Alyssa Bootsma: You mentioned that stress relieving is not the only way to alleviate the problems. What would be some alternatives to stress relieving?
Michael Mouilleseaux: Thermal stress relieving is, by far, the most common. There is a process that’s called vibratory stress relieving. In order to relieve the stresses in a part, you have to impart some energy in it. Something between 800 and 1200 Fahrenheit is typically used in stress relieving. That thermal energy goes into the part and relieves the stresses.
You could also do that mechanically by a high frequency vibration. It’s not as common. I believe that it’s actually a propriety process, if not patented. It would be for something that you did not want to subject to 800-1000 degrees Fahrenheit because that doesn’t come for free. Obviously, in a ferrous material at that temperature, you’re going to have some oxide forming on the part. You may or may not be able to utilize the part in its final function with that oxide on it.
Those are typically the two ways to do it. Can it occur naturally over time? Yes, but none of us have that kind of time.
Alyssa Bootsma: You did mention how it doesn’t necessarily mean that it’s more likely to break if that part is not relieved, but what parts would suffer the most if this process was done incorrectly?
Michael Mouilleseaux: Probably weldments. The detrimental effects of not having stress relieved of weldment would be the most significant. In welding there is a whole range of temperatures proximate to the weld — everything from room temperature to maybe 3000 degrees. That whole range of things changes the structure of the steel.
Leaving it in that condition makes it susceptible to any number of things — embrittlement, accelerated corrosion, and others. There is every reason to stress relieve something like that and almost no reason not to.
Doug Glenn: That’s weldment. Do they do a stress relieve after a braze as well, or is that not as common?
Michael Mouilleseaux: Typically not. The reason for that is, in brazing, the entire assembly is brought up to the same temperature. Then it’s cooled at the same rate.
Bethany Leone: I have two brief questions: 1. How long does stress relieving typically take? 2. Would we see the effects of incorrect stress relieving, or failure to, once something goes to quench?
Michael Mouilleseaux: The first question — would you necessarily see a failure? Those would be extremes. I’m more familiar with stress relieving fabricated components that are machined. Take a gear. They forge a blank and maybe machine out the center of the gear, machine the exterior of the gear, cut the teeth in a shaping operation (a hobbing operation or skiving or other ways of generating teeth).
"You have this part, and it needs to be heat treated. To assume that all of those machining operations would have no effect upon that whatsoever is not a good thought."
Then comes a comprehensive program of evaluating how best to heat treat a part. It doesn’t matter if it’s out of a medium carbon alloy steel or it’s a low alloy steel and we’re going to carburize it, what’s critical is that it’s going to get heated. The material is going to transform into austenite and cool rapidly or quench it. That’s what’s going to cause the hardening operation on the part.
In doing that, there are going to be changes in size. In hardening a part, you get a volumetric expansion. Thin sections are not going to expand as much as larger sections. A misnomer is, “You shrunk the hole.” You haven’t shrunk the hole! The material around the hole has expanded, the exterior portion of that area has increased, and the interior portion of that has decreased.
If you have a spline in that hole, now you’re on for something else because their teeth form in that spline. If it’s in a long section, then how uniform it’s been hardened has to do with whether or not it goes out of round or their taper. There are any number of things there. Those are all critical to the operation of this gear.
But what we have to take into consideration is the broaching operation. We drill a hole, and we put a broach bar through it and cut all of these teeth. All of that has imparted stress in the part.
One of the preliminary things that needs to be done is you stress relieve the part and give it back to the manufacturer. They measure it and say, “Oh, oh, it changed!” That change is not something the heat treater can do anything about. That’s the physics of what happens when you work-harden a part. This all has to be taken into consideration and addressed before we talk about what’s the heat treat distortion.
Bethany Leone: And the other question I had: How long does it take to stress relieve?
Michael Mouilleseaux: Typically, if it’s held at an hour or two at temperature, it’s thought that 1000 degrees for an hour at temperature will relieve most stresses.
Now, in a component part, we’re going to go higher in temperature. Although we’re not going to go high enough to austenitize the part, we’re going to go high enough in temperature that we know we’re going to relieve it.
Michael Mouilleseaux: They’re cousins. Stress relieving, the implication is that you are doing that simply to relieve prior existing stresses. In annealing, the implication is that you are going to reduce the hardness of the microstructure for the purposes of machining or forming. In annealing, there’s subcritical and supercritical and a hundred different flavors of that.
Doug Glenn: I’m trying to get a sense of what percentage of heat treating is stress relieving. Is it super popular? It seems to me it would be very common.
Michael Mouilleseaux: Interestingly enough, I’m going to say that the majority of the gearing product that we do, we incorporate a stress relief in the initial stages of heat treating. By putting the part in and raising the temperature to a stress relieving temperature and then taking it up into the austenitizing temperature, you’re not shocking the part. You’re not just taking it from room temperature to carburizing temperature or hardening temperature, and thereby you’re reducing the thermal stresses. So, you’re not imparting any more.
Doug Glenn: Stress relieving may often be done as a part of another process?
Michael Mouilleseaux: It can be, definitely.
Doug Glenn: Let’s move on to the second forgotten heat treatment.
Michael Mouilleseaux: I don’t know about forgotten. I’m going to say that it’s getting short shrift, and that is conventional atmosphere carburizing. What’s sexy in heat treating? It’s low pressure carburizing and gas quenching. It’s growing very rapidly and it’s being used in a lot of applications.
We’re subject to the same ills that Mark Twain identified years ago, and that is, “To a man with a hammer, every problem looks like a nail.” Low pressure carburizing and gas quenching, they can save every distortion issue that’s ever been known to man in heat treating, and they don’t. They are other tools in the box, applicable to a lot of application. They are great processes, very targeted and specific. You know, sometimes you need a screwdriver instead of a hammer.
Conventional carburizing: It’s been around for a hundred years. What’s different today than what it ever was? Certainly it has everything to do with the control systems that are being used to control it. It’s eminently more controllable now than it has ever been. It is a precision operation, and it has many applications. By the way, it’s far more cost effective than carburizing would be. In vacuum carburizing, the cost is multiple; is it two, three or four times more expensive? It depends on how you calculate cost of capital and all of those things. But it’s a multiple, more expensive than conventional carburizing.
Doug Glenn: To do vacuum carburizing?
Michael Mouilleseaux: To do vacuum carburizing, yes. Should it be used in every application? I’m going to say no. Are there definite applications? Definitely.
Doug Glenn: Conventional carburizing, atmosphere carburizing is another area largely forgotten. I know it’s quite popular, but it’s not getting a lot of discussion these days.
Michael Mouilleseaux: Right. Any time there is an issue with a carburized part, everyone knows to ask the question, “Why don’t you vacuum carburize it?” The answer to that is, “Let’s solve the problem before we decide what it is that we need to do.”
Karen Gantzer: Mike: At a very basic level, can you explain why do heat treaters use endothermic gas?
Michael Mouilleseaux: In atmosphere carburizing, we need a method of conveying carbon to the part so that we can enrich it; that’s what carburizing is. The carburizing portion of the atmosphere in endothermic gas is carbon monoxide. Carbon monoxide — that’s the reaction at the surface of the part — the carbon diffuses into the part. That’s how you generate a case in the part.
It’s a relatively inexpensive form of carburizing. You use natural gas and air in what we call a “generator”, and that’s how endothermic gas is generated. Then, it’s put into the furnace. There’s almost no air in a furnace. People think you’re going to look in a furnace, and you’re going to see flame. You never do because the amount of oxygen in the furnace is measured in parts per million. You put additional natural gas to boost the carburizing potential of the atmosphere, and that’s what allows you to diffuse carbon into the part. That is the case hardening process.
Doug Glenn: Conventional carburizing is done in a protective atmosphere, typically as an endothermic atmosphere which is rich in carbon monoxide.
Michael Mouilleseaux: Yes.
Doug Glenn: A lot of times we’re worried about oxygen in the process because of potential oxidation. Why is it that we use a gas that has oxygen in it to infuse carbon? I know it’s got carbon, but it’s also one C and one O, right? Don’t we run into problems of potential oxidation?
"Comparative Study of Carburizing vs. Induction Hardening of Gears"
Michael Mouilleseaux: In endothermic gas there is hydrogen, nitrogen and carbon monoxide, and there are fractional percentages of carbon dioxide and some other things. The hydrogen is what scrubs the part; that’s what kind of takes care of all of the excess oxygen. The nitrogen is just a carrier portion of it, and the carbon monoxide is what is the active ingredient, if you will, in the carburizing process.
The carbon diffuses into the part. If there is an oxygen, it’s going to combine with the hydrogen. Preferentially, you’re not going to have any free oxygen in the furnace, but you can have a little water vapor. One of the ways of measuring the carbon potential in the furnace is a dewpoint meter. The dewpoint meter is measuring the temperature at which the gas precipitates out, and that’s a monitor or a measure of the carbon potential.
Doug Glenn: A dewpoint analyzer helps you know what the carbon potential is.
Michael Mouilleseaux: Yes. It’s not as good as an oxygen analyzer.
Doug Glenn: An oxygen probe.
Michael Mouilleseaux: The oxygen probe is in the furnace, measuring constantly. You get a picture; you have continuous information. It’s not that there aren’t continuous dewpoint analyzers, but you have to take a sample from the furnace. It has to be taken to an analyzer wherein it is then tested. Best case scenario is you have both of them and you compare the two of them. That gives you a really great picture of what the atmosphere conditions are in the furnace.
Alyssa Bootsma: For a bit of background knowledge: What is the difference between endothermic gas and exothermic gas?
Michael Mouilleseaux: Endothermic gas has 40% hydrogen and 20% carbon monoxide. 60% of it is what you would call a reducing atmosphere. The way that you make endothermic atmosphere is 2.7 parts of natural gas and one part of air. You heat it up to 1900 degrees, and it’s put through a nickel catalyst. You strip off the hydrogens. The gas dissociates, and that’s what results.
Exothermic gas is six parts of air in one part of natural gas. You only have 10 or 15% hydrogen. Although it’s not an oxidizing atmosphere, it’s very mildly reducing.
It can be used in annealing, clean annealing. If you’re annealing at 12-1300 degrees or more or in that ballpark, that kind of an atmosphere is going to keep the work clean. If you did it in air, it would scale.
Bethany Leone: Is there an industry (automotive, aerospace, energy) that it would be most helpful for those parts to be typically atmosphere carburized, and/or is it just generally helpful for all types of industries?
Michael Mouilleseaux: First of all, the transportation industry is the lion’s share of heat treating — automotive, truck, aircraft. Atmosphere carburizing is extremely popular and commonplace in those industries.
If we said that we were going to have a seminar and I’m going to talk about atmosphere carburizing. Somebody else is going to talk about low pressure carburizing in a vacuum furnace. Everybody’s going to go over to the other room. Folks feel they already know what this is all about, and they know what all the problems are. They think that the vacuum carburizing is going to solve all of them.
When you work with the proper kinds of controls, the proper kinds of furnace conditions, the right way of fixturing parts and cleaning them ahead of time, you can have extremely consistent results. You can have extremely clean parts, and you can have very good performance from these things.
What the Europeans call “serial production”: we run millions of gears per year, and we have very consistent case steps in hardnesses as a result of good practice. All of these things need to be monitored and controlled and taken care of. But the results are also very consistent and very predictable.
Doug Glenn: Interesting. And it’s more cost-effective, I’m guessing. Conventional atmosphere carburizing, on a per part basis, is going to be substantially less expensive.
Michael Mouilleseaux: We’ve looked at it. Is it two times, is it three times, is it four times more expensive to vacuum carburize a part? The answer is yes. The question is, does that component justify that? There are any number of them where it does.
Doug Glenn: Where it does justify it?
Michael Mouilleseaux: Yes, absolutely.
Doug Glenn: Let’s go on to #3, the third underdog in heat treating.
Michael Mouilleseaux: Number three is marquenching. Marquenching, martempering, and hot oil quenching are in the family that describes this process.
Martempering is different than just quenching in oil, quenching in regular fast oil. Regular oil is going to be 100 vis, and it’s going to be from 90 degrees to 150 degrees. All kinds of low hardenability, or parts that don’t have a lot of adherent alloy in them, you utilize that so that they can be fully hardened. But components that are distortion-critical, quenched in that manner in regular oil, there is going to be a high degree of distortion. How is that addressed? It’s addressed in marquenching.
Let’s take an example of a carburized gear. A carburized case is heated to 16-1700 degrees and carburized. Best practice would say that I’m going to reduce the temperature before I quench it, and then I’m going to quench it in oil. Do I understand that: I have to have loading that spaces the part; and the parts need to be fixtured in such a way that, physically, they don’t impede on each other; and I get full flow of oil, and all of those things? The answer is yes, yes, and yes.
The martensite starts to form in the case at, let’s say, 450 and it’s plus or minus 25 or 30 degrees or so. Take that part and put it into the range where the martensite starts to form, and hold it at that temperature and let the entire part cool down to that 450 degrees where the martensite is starting to form. Then we remove the part from the furnace and allow it to cool in air to room temperature. At that point, the cooling rate is much lower than it it’s going to be where you’re conducting that in a liquid medium. Because of that, the stresses are going to be less, the distortion is going to be less. That is a strategy for reducing distortion.
You ask, “Why do you need to do that.?” Again, the man with the hammer: I’m going to gas quench this part because I have the opportunity to gas quench it, and the gas quenching doesn’t come for free. The shadowing effects of a gas flow has to be taken into consideration, orientation of the parts. There are a number of things that need to be taken into consideration.[blocktext align="left"]There are a number of applications where in marquenching a part, the distortion can be controlled. We process a lot of gears, and we maintain 20/30 microns of total distortion in ID bores on gears. It is a viable way of controlling distortion.[/blocktext]
Doug Glenn: We say marquenching.
Mike Mouilleseaux: Or martempering or hot oil quenching.
Doug Glenn: The “mar” part of that comes from martensite? I want have you explain what exactly martensite is. But is that where it comes from?
Mike Mouilleseaux: Yes. We’re getting right into the start of the martensite transformation.
Doug Glenn: There are different microstructures in metals. Austenite is pretty much the highest temperature, and it’s where the molecules are almost “free floating.” They’re not liquid, but they can move around. (This is very layman’s terms.) That’s austenite.
What causes distortion is when you’re cooling from austenite down to the point where that thing is, kind of, locked in; that can cause distortion in there because the molecules are still free to move. Some areas cool faster than others, and when you have that, you can get twists and turns or bulges. Once it gets down to the martensite temperature, that’s when things are, locked in. Is that fair?
Michael Mouilleseaux: The other thing that happens is you’re going from a cubic structure to a tetragonal structure. You’re asking, “Why are we there?” That’s where the expansion comes. The close-packed tetragonal structure takes up more volume than the austenitic or cubic structure. That’s where the volumetric expansion takes place.
Doug Glenn: At a higher temperature, the molecules are arranged in such a way that they take up more space; there’s more space between them.
In the cooling process with marquenching, if you bring it down just to the point where it’s, what Mike referred to as, the ‘martensite start temperature,’ that’s the temperature where things are just locking in. But it’s not so drastic that you’re dropping way down in temperature so that there are larger temperature differentials and things are really starting to get torqued out of contortion because of the difference in the cooling rates in the part.
Michael Mouilleseaux: The other part of that is that the formation of martensite is not time dependent. It’s not like you would have to hold it at 400 degrees for a longer period of time than you would at 200 degrees to get martensite. At 400 degrees, you’ve got some percentage of transformation. Say, it’s 30%. The transformation is temperature dependent. Because it’s temperature dependent, you can take it out and slow down the cooling rate. Then, as the transformation takes place, there is less stress, and if there’s less stress, then there is less distortion.
Again, it’s typically going to be distortion-sensitive parts.
The simplest geometric shape is a sphere. There aren’t any changes in section size in a sphere. It can be rotated, and you’ve got the same section size. You don’t have the kind of thing where one area is cooling more rapidly than another.
A major source of distortion is varying mass. Like a hole in a block: one portion of the block is two inches wide, and another portion is an inch wide. To think that that hole is going to stay straight all by itself, that won’t happen because there’s more mass around one end. By marquenching it and slowing down the transformation, you’re giving yourself an opportunity to reduce the amount of stress that’s generated. It’s the volumetric expansion in the thicker section than in the thinner section. Your opportunity to maintain that hole so that it stays round and it stays straight is much better. Otherwise, the thin section is going to completely transform before the thicker section does.
Doug Glenn: Transform to martensite or whatever, yes.
Michael Mouilleseaux: The extreme case in that is if that happens rapidly enough, and there’s a large enough differential in section size, the part cracks.
Doug Glenn: That’s the nightmare for the heat treater.
Guest Michael Mouilleseaux with the Heat TreatToday team
Bethany Leone: Are there any instances where it’s definite that another way to manage distortion would be better than marquenching?
Michael Mouilleseaux: Sure. Again, what’s currently sexy in this industry is gas quenching things. I’m going to say that cylindrical parts that have a thin wall, when properly gas quenched, will give you better distortion control, better size control than it would if you’d quench them in a liquid medium such as oil. We don’t want to forget that marquenching can be performed in salt, as well.
If we were going to talk about a fourth one, it might be salt quenching because that’s one of those things that’s not commonly utilized. There is some real opportunity with it.
Doug Glenn: Mike, thanks for ‘dumbing this down’ for us. We appreciate it! It’s sometimes a struggle to state things simply, but you did a great job.
Are there any closing thoughts you’d like to leave with us regarding the nearly-forgotten, popular heat treat processes, or anything else?
Michael Mouilleseaux: How about the combination of all three that I just spoke about?
Doug Glenn: Okay. Well, how about that?
Michael Mouilleseaux: I’ve got a distortion sensitive gear, and we’ve figured out that there is some stress in the part as a result of the final machining operation. We stress relieve the part, we carburize it conventionally, and then we marquench it. Those gears that I spoke about where we’ve got 20 or 30 microns of ID bore distortion — that’s exactly what’s done there.
Doug Glenn: Okay. Stress relieve first, conventional carburize, and then marquench. A combination of three.
Mike, thank you very much. This has been really helpful and it’s been good to learn a little bit on our Lunch &Learn. We’ll hope to have you back sometime to make other things understandable for us.
About the expert: Michael Mouilleseaux is general manager at Erie Steel LTD. Mike has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Mike has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
Vacuum furnaces are widely used in the aerospace and automotive industries. These furnaces are used for multiple processes including brazing, aging, and solution heat treating for countless materials. Typically, vacuum furnaces are utilized to ensure a lack of oxidation/contamination during heat treatment. This article will talk about the origins, theory, and main parts of vacuum technology and how it is used in both aerospace and automotive industries.
This Technical Tuesday feature was written by Jason Schulze, director of technical services at Conrad Kacsik Instrument Systems, Inc., and was first published in Heat Treat Today's December 2022 print edition.
A Brief History
Vacuum furnaces began to be used in the 1930s for annealing and melting titanium sponge materials. Early vacuum furnaces were hot wall vacuum furnaces, not cold wall vacuum furnaces like we use today. Additionally, most early vacuum furnaces did not utilize diffusion pumps.
Vacuum Heat Treat Theory
Vacuum technology includes vacuum pumping systems which enable the vessel to be pulled down to different stages through the process. Degrees of vacuum level are expressed opposite of pressure levels: high vacuum means low pressure. In common usage, the levels shown below in Figure 1 correspond to the recommendations of the American Vacuum Society Standards Committee.
Vacuum level will modify vapor pressure in a given material. The vapor pressure of a material is that pressure exerted at a given temperature when a material is in equilibrium with its own vapor. Vapor pressure is a function of both the material and the temperature. Chromium, at 760 torr, has a vapor pressure of ~4,031°F. At 10¯5, the vapor pressure is ~2,201°F. This may cause potential process challenges when processing certain materials in the furnace. As an example, consider a 4-point temperature uniformity survey processed at 1000°F, 1500°F, 1800°F, and 2250°F. This type of TUS will typically take 6-8 hours and, as the furnace heats up through the test temperatures, vacuum readings will most likely increase to a greater vacuum level. If expendable Type K thermocouples are used, there is a fair chance that, at high readings, you may begin to have test thermocouple failure due to vapor pressure.
Figure 1. Vacuum levels corresponding to the recommendations of the American Vacuum Society Standards Committee
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Vacuum Furnace Pumping System
Vacuum heat treating is designed to eliminate contact between the product being heat treated and oxidizing elements. This is achieved through the elimination of an atmosphere as the vacuum pumps engage and pulls a vacuum on the vessel. Vacuum furnaces have several stages to the pumping system that must work in sequence to achieve the desired vacuum level. In this section we will examine those states as well as potential troubleshooting methods to identify when one or more of those stages contributes to failure in the system.
Vacuum furnaces have several stages to the pumping system that must work in sequence to achieve the desired vacuum level. Each pump within the system has the capability to pull different vacuum levels. These pumps work in conjunction with each other (see Figure 2).
Figure 2. Vacuum pumps work in conjunction with one another
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The mechanical pump is the initial stage of vacuum. This pump may pull from 105 to 10. At pressures below 20 torr the efficiency of a mechanical pump begins to decline. This is when the booster pump is initiated.
The booster pump has two double-lobe impellers mounted on parallel shafts which rotate in opposite directions (see Figure 3).
Figure 3. Booster pump positions
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The diffusion pump (Figure 4) is activated into the pumping system between 10 and 1 microns. The diffusion pump allows the system to pump down to high vacuum and lower. The diffusion pump has no moving parts.
Figure 4. Diffusion Pump
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The pump works based on the vaporization of the oil, condensation as it falls, and the trapping and extraction of gas molecules through the pumping system.
Image 1. Holding Pump
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The holding pump (Image 1) creates greater pressure within the fore-line to ensure that, when the crossover valve between the mechanical and diffusion pump is activated, the oil within the diffusion pump will not escape into the vessel.
Vacuum Furnace Hot Zone Design
Image 2. Insulated
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.Image 3. Radiation
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
The hot zone within a vacuum furnace is where the heating takes place. The hot zone is simply an insulated chamber that is suspended away from the inner cold wall. Vacuum itself is a good insulator so the space between the cold wall and hot zone ensures the flow of heat from the inside to the outside of the furnace can be reduced. There are two types of vacuum furnace hot zones used: insulated (Image 2) and radiation style (Image 3).
The two most common heat shielding materials are molybdenum and graphite. Both have advantages and disadvantages. Below is a comparison (Tables 1 and 2).
Table 1
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.Table 2
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Vacuum Furnace Quenching System
Quenching is defined as the rapid cooling of a metal to obtain desired properties. Different alloys may require different quenching rates to achieve the properties required. Vacuum furnaces use inert gas to quench when quenching is required. As the gas passes over the load, it absorbs the heat which then exits the chamber and travels through quenching piping which cools the gas. The cooled gas is then drawn back into the chamber to repeat the process (see Figure 5).
Figure 5.Diagram of gas quenching
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Vacuum Furnace Trouble Shooting
In Table 3 are some helpful suggestions with regard to problems processors may have.
Table 3
Source: Jason Schulze, Conrad Kacsik Instrument Systems, Inc.
Summary
Vacuum furnaces are an essential piece of equipment when materials need to be kept free of contamination. However, there are times when this equipment may not be necessary, and is therefore considered cost prohibitive, although this is something each processor must research. This article is meant to merely touch on vacuum technology and its uses. For additional and more in-depth information regarding vacuum furnaces, I recommend a technical book called Steel Heat Treatment, edited by George E. Totten.
About the Author: Jason Schulze is the director of technical services at Conrad Kacsik Instrument Systems, Inc. As a metallurgical engineer with over 20 years in aerospace, he assists potential and existing Nadcap suppliers in conformance as well as metallurgical consulting. He is contracted by eQuaLearn to teach multiple PRI courses, including pyrometry, RCCA, and Checklists Review for heat treat.
Keep that furnace running! Obviously, a furnace leak can be quite counterproductive and make it troublesome or even impossible to keep it going. What can be done? Thankfully, there are several solutions. This best of the web article gives helpful measures in defining leaks, detecting leaks, solutions for effectively stopping a leak, and much more.
As you move through the post, you'll encounter a tutorial that starts with the basics. A furnace leak if defined with differences described between a normal leak and something such as an outgassing problem. Then, other information is presented with descriptions on the rate of the leak and possible locations for said leak. The article continues with methods for leak checking and wraps up with a check list of sorts for vacuum furnace users.
An excerpt:
Some operators or leak checking personnel will often use a stethoscope when checking for leaks, as its ability to transmit low-volume sounds and eliminate external noise is exceptional. Often in gross leaks or some smaller leaks, a standard paint brush and soapy wash solution is helpful. Brush the solution around suspected leak areas. Big leaks will blow big bubbles at the leak while smaller leaks will form very fine foam.
By this time of the year, New Year's resolutions have fallen to the wayside. Rather than feeling discouraged, treat each day as a new opportunity for learning and advancement. Heat Treat Today compiled an easy-to-access resource for you chock full of heat treat technical information.
These 23 ways help you set goals to access new technology, connect with industry leaders, review old and trusted practices, and so much more. We hope this original content article is helpful and would love to hear from you in the Reader Feedback button below!
Heat Treat Today is partnering with two international publications: heat processing, a Vulkan-Verlag GmbH publication that serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Media publication that primarily serves the English-speaking globe. Through these partnerships, we are sharing the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat.
In this issue, we look at updates on industry events around the globe such as electric furnaces in Finland and new technology to accommodate additive manufacturing advances.
“After the decision taken by Stahl Gerlafingen to upgrade its Electrode Regulation System as part of its secondary steelmaking process, AMI supplied the DigitARC® PX3 ERS which was delivered in May 2022, with all onsite commissioning work finished in mid-2022.”
Read More: “AMI Automation supplies steel producer with DigitARC® PX3 ERS” at furnaces-international.com
Reducing CO2 Emissions with Electric Furnace in Finland
“Iittala to receive €10 million electric furnace investment” (Source: Furnaces International)
“Fiskars Group will replace the Iittala factory’s existing, natural gas-powered furnaces with electricity-powered furnaces. The investment will reduce the factory’s CO2 emissions by approximately 10,000 tons a year (74%) and decrease nitrogen oxide and fine particle emissions.”
From right to left: Mr. Safwan Sobhan, Vice Chairman Bashundhara Group shaking hands with Mr. Burkhard Dahmen, Chairman of the Managing Board & CEO, SMS group. BMSIL & SMS Group team members during contract signing at Dhaka. (Source: SMS group)
“Bashundhara Multisteel Industries Limited, the Steel Division of Bashundhara Group, one of the largest business conglomerates in Bangladesh, signed a contract with SMS group to install an integrated facility to produce more than two million tons of hot rolled coils annually with the goal of filling the gap in demand for flat products in Bangladesh. The plant will be located at Bangabandhu Sheikh Mujib Shilpa Nagar (BSMSN), Mirsharai, Chattogram. In the future, this plant can be expanded to produce four million tons annually.”
Read More: “Bashundhara Multisteel and SMS group sign contract for integrated CSP® plant” at heat-processing.com
New Tech Accelerates Material Deposition and Alloys in AM Advancements
Dr.-Ing. Tobias Stittgen (right) and Thomas Horr, the two Managing Directors of ponticon GmbH, are standing next to a pE3D system. (Source: ponticon)
“At Formnext, ponticon GmbH will introduce its new pE3D system for Dynamic Material Deposition (DMD), a process developed for additive manufacturing, coating and repairing complex-shaped metallic workpieces. The new system combines high process speed with utmost precision and high flexibility in terms of the choice of alloying elements. With the [DMD] process developed by ponticon, alloys of any elemental compositions can be deposited on metallic and ceramic components.”
Read More: “High-precision laser cladding with short process times” at heat-processing.com
While this Heat Treat Radio episode about the advances in work flow planning software will be more interesting to our commercial heat treating friends, we think this topic is a fascinating one that speaks to Industry 4.0 and IIoT questions. The question: How are data and human machine interfacing technologies advancing to make the heat treat experience more efficient?
Watch, listen, or read about it in this Heat Treat Radio conversation between host and Heat Treat Today publisher, Doug Glenn, and Jeffrey Halonen, CEO of Steelhead Technologies.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: We’re looking forward to talking to you today about what is a growing interest, I think, to a lot of people in this industry, primarily because of the growing of technology and data and things of that sort. I know your company is heavily invested in job shop, plant-wide, organization-wide operating systems. That’s basically what we’re going to talk about today.
Contact us with your Reader Feedback!
The first question I wanted to ask you is, what do you think are, for job shop-type businesses, the two or three main reasons that makes them less profitable than they might otherwise be?
Jeff Halonen Co-founder & CEO Steelhead Technologies
Jeff Halonen: Great question. A job shop is a unique business. They don’t have the luxury of centralized planning, or planning in advance and architecting a plant, like they might do if they are making Chevy Tahoes where an immense amount of engineering goes into build a highly efficient operation so it’s highly predictable.
A job shop, on the other hand, is the opposite of predictability. Down to what parts, what hour, what time of day, how many customers, by week, by month. . . everything changes constantly. That buys a lot of inefficiency, not because what they do is overly complicated; it’s the complexity that grows both with a high quantity of customers and a high quantity of specifications they need to build to. Then, obviously, being at the end of the end-customer’s production cycle, the lead-times are often very high pressure because you have to make up time for all of previous mistakes and missed deadlines. You’re the last step before it gets on a plane or a train or goes straight to the customer.
We’ve seen room to improve these operations from a profitability and a data standpoint. Data is not something you’re going to be able to sell out in the market. In your plant itself, it is not very valuable, but it’s the decisions you can make with that data. Specifically, this is the case when it comes to profitability. For example, if you have five to twenty different processes or lines, which one is more profitable than the other? That should be something that you understand. This is what your business does: different types of business, even different part numbers, different customers, different lead times that you offer for customers, what’s your cost versus return on that.
The other opportunity, aside from analyzing the commercial side of all of your work, is your production. If you’re a job shop, generally you are parts in and parts out, go, go, go. It’s more of a service business than a slow moving, very technical manufacture.
So, basically, every time a job comes through your shop, you should be studying — what does it take to make that job go? Anything from the quote, to closing the sale, to receiving the order, to the physical paperwork, to notifying the floor, to building a schedule, to scheduling capacity, to executing production, providing instruction information, how you collect that data, even something as simple as how do you notify customers. Are you notifying customers on the phone or an email? You do twenty to thirty orders a day, 100 orders a day — it adds up quickly.
Invoicing — how do you generate your reports? Aggregate data — that’s the other thing that we see in job shops very frequently. The actual cost of executing an order on a marginal basis can be extremely high if you have many systems; or it’s paper-based; or it’s not streamlined.
Doug Glenn: Not just the processing of the part, in the sense of thermally processing the part, but you’re talking all the way from preparing the quote all the way through to shipping and anything at the end.
Jeff Halonen: Absolutely, Doug. In our experience, the job shop manufacturers are pros at what they do — the actual process. They’ve been doing it for years or sometimes decades. They have it absolutely dialed. In the physical processing of the part, sometimes there is room for improvement; but a lot of times that is a fine-tuned machine. Generally, it’s the business systems that surround it.
One thing that we like to point to is the very heavy investments that the industry makes in physical, tangible goods: natural gas, land, equipment, people, automation systems (physical automation systems). Where we see a huge opportunity is all the things you can’t actually touch and feel. It’s the digital operating system that your plant runs on, all the systems and processes that makes your business tick.
Doug Glenn: You’re talking about data in, from the very beginning of the process, all the way through. I don’t know too many companies, especially job shops, that are actually gathering that type of data. Is it possible? What are the costs involved, let’s say, of starting to gather that data from that point all the way through? It seems like that would be expensive and difficult to do.
Jeff Halonen: Absolutely, Doug. It feels like an asymptotic target. You can try really hard, and you can make progress; but that rate at which you make progress drops off really quickly. It’s what we see as a balance of cost of data and value of the data.
It’s not that manufacturers don’t value the data; they often do make an investments to get the data. They realize quickly that, with help with the proper tools, cost ramps up really quick. They essentially hit that floor or that asymptote, if you will, really quickly. They say, “OK, we are clearly extending more effort than it’s worth; so we’re going to dial it back. We’re going to go right here. That’s where we’re setting the knob, and we’re going to run our plant.”
"They are rudimentary data systems, and the cost is very low." Source: Unsplash
Unfortunately, with the tools available, that setting or their status quo tends to be paper, Excel, systems like that. If you have no system at all, not even paper, it’s very obvious that we need something. We write on paper, we highlight, we put it here, we do this, we do that, we have a whiteboard for scheduling, and you see a lot of yield from essentially those data systems.
They are rudimentary data systems, and the cost is very low. You spend a week or two, and you deploy it. You make it, run it, and get the value. Then you say, “Now, I want to track what part was in what oven at what exact time and exactly what went through. Now I want to see all the parts that went through this or that type of process. We’ve run that part number forty times — I want to see its performance every single time from a commercial standpoint. All of a sudden, the cost of obtaining that data — now you just have a wish list. You look out and say, “That’s going to be impossible. That’s way too much time to get that data.”
That’s really where deploying a centralized platform that takes in everything from the business — anything from inventory, to quoting, to operator instructions, to timing each process, to part numbers, to shippers, to invoicing — it all really is intertwined. When you can track every single movement of every single part going through the entire process, the cost of that data drops precipitously. Especially if you have reporting integrated. Now you can generate reports that will passively collect data as your operations go on. Whatever you look at on a daily, weekly, monthly basis to essentially run your plant.
We like to say, “Digitize, automate, optimize.” To us, these are three core steps to reducing the cost of data. First, digital. If you have no system, or you have paper, it’s very difficult to obtain actual data and actual insights from your plant. Even if you do digitize successfully, but you just have a mass of huge databases, that’s very low usability because now you need to be essentially a data scientist to go in and make it useful.
Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
Then, the last is optimization. The optimization itself often actually happens at the plant level where the management team is now in, what I would say is, a luxurious position of having a lot of their systems digitized then automated as well.
They have the data. They have the time to address it. Now they’re in the position of optimizing their facility. That could mean focusing on marketing; that could mean pursuing a new industry — developing a new process, training your operators. It could mean anything in the world — getting a new permit from the city, for example. These are things that optimize your plant to provide as much value as possible to the world. You have the ability to do that because you’ve done your homework to get your plant into a position to action that data and have the time available as well.
Doug Glenn: Right. You’re collecting the data that you need to make those types of decisions. I find it interesting some of the scope of the types of decisions you just mentioned, that job shops could make based on the data. That’s pretty interesting.
Let me ask you this, Jeff: do you have any examples in the heat treat world? Or where, for example, in the heat treat world do you envision there being some real business efficiencies here? Let me preface this one other way, too: a lot of the people that listen to this podcast are not necessarily job shops; they are what we call “captive heat treaters” who run high volume/low variability. But there are some who actually run high variability — a lot of different parts, maybe not exceptionally high volumes, or at least smaller volumes than our captive heat treaters. I guess, addressing those guys, or even the guys that run low variability - what are the business efficiencies we could see?
Jeff Halonen: It’s going to be different from plant to plant as far as the value you’re going to have because everyone has different proficiencies and profiles like you just mentioned. If you’re in a situation where you have a very high degree of mix, one of the huge inefficiencies that we’ve seen is they want to keep a really tight lead time; but they don’t have the ability to quickly and easily schedule efficiently. They keep all of their equipment at maximum capacity, so they keep as much throughput in the plant as possible. The inefficiency essentially shows itself in the quantity of ovens - they just simply invested in more equipment and just keep more ovens hot. They essentially overcapacitize which is both acap efficiency and an opex efficiency because you have to heat, maintain and run that much more equipment. That’s an environment where you have a lot of complexity, and the scheduling required or the inability to schedule efficiently is leading to capital inefficiency.
If you’re in a position where you’re on the other end of that spectrum, as you mentioned, Doug, where you have lower variability by part number higher volume; some of the inefficiencies there can definitely be more on the data systems — the data processes. Again, scheduling — if it’s a very simple schedule, you can schedule it very quickly and easily and very efficiently because you don’t have a lot of change. It is tracking that information — where are all the parts, for example.
A lot of times it’s the administrative time. People are walking out, still trying to find where the parts are. Simple things like order status or we ran this part with this lot number or purchase order or shipper number or whatever identifier you have — we ran this six months ago, what happened to that part? Often times, something as simple as that can turn into a 20, 30, 40-minute exercise instead of just quickly finding that information.
Doug Glenn: How about equipment inefficiencies? How can a system like yours that’s gathering all the data - how can it help us increase efficiency, just of the equipment that we have?
Jeff Halonen: The first step, as they say, to addressing an issue is knowing you have a problem. The first step is measuring what actually happens in the real world. You can walk out into any shop and just open your eyes and things are happening, right? But your knowledge of what’s happening is almost just instantaneous. As soon as you go to the ball game later, you’ve forgotten all about that pile of parts or that empty oven that you saw. If you have a situation where at the end of the day, week, month, quarter, you have the raw numbers - we know it can do X amount of parts or racks or pounds or whatever the metric is - and it did Y and that’s X percentage below that number, the numbers speak for themselves.
Jeff Halonen and Doug Glenn Source: Heat Treat Today
As far as what the team can do to address the problem, that could be any number of things from a plant management standpoint. That’s where it really gets into the optimization side. Although one thing might be scheduling efficiency. If we find that turnovers or essentially thermal profiles or run speeds or whatever it may be, if we have an opportunity to batch production, increase density which might be a scheduling exercise, we might explore that.
That could also come back into business strategy — it’s all very related. For example, you might offer to expedite fees — fast turnaround at a higher price — but then lower price for long turnaround time because that now gives you the privilege of organizing your work in a more efficient way and providing the same value at a lower price. If that end customer has the time in their schedule, they can say — hey, I want to save money and have my job done in a week or so instead of 24 hours where I’m ready to pay a huge premium. That cost multiple can be dramatic and for good reason.
Doug Glenn: I have two more questions for you. One is a little bit hypothetical. I want you to kind of take a guess about the rate at which software and digitization, of the sort that you’re talking about, is coming into job shops. That’s the first thing. The second and last thing I want to ask is for you to just kind of take us on a walk through, to the best that you know, a heat treat business. How might a system like yours look?
A lot of people say, “Listen, I’ve got my system in hand, I’m okay the way I am.” First, is it coming? Do you think people are going to have to get to this digitalization sooner or later?
Jeff Halonen: I believe so, yes. I understand you can definitely run a shop on paper. You can run it on Excel. As far as macrotrends out in the world, consider first the technology available. The team at Steelhead is obviously very competent with a lot of really great software engineers, but the tools available have progressed dramatically over the last couple of years. We’ve run into heat treating shops that are using a system they may have installed in the ‘90s. It does functionally work, but we do see a lot of symptoms, essentially adverse symptoms, to the business by choosing to use a less effective system. That usually comes in less actionable data. It does facilitate the physical paperwork needed to run your plant, but it’s not a competitive advantage. It just is kind of there, and it’s just kind of barely acceptable. The employee morale is not great - people don’t love using systems where they have to reenter data. They can’t work from home. There are so many different currents that are coming in there.
The other one is the end customers often like more and more visibility and more and more traceability into plants. Transparency, visibility, traceability. I don’t think it’s a situation where it’s going to become unviable to run a shop without really advanced technology. I do think, over time, it will be a situation where the competitive profile is one where there are clear advantages to the shops that embrace the wholistic business advantages that come with that.
Think about your customers — they’re buyers just like anyone else. Everyone loves shopping on Amazon or their favorite website. They get the notifications; they can track everything. You order a pizza at Dominos, and you can see them rolling out the dough and putting on the sauce. The predictability and the visibility is something that is really important.
I think, over time, it is certainly something that the end manufacturer is really going to continue to drive (even automotive, traceability and everything like that). As the requirements of data go up, and the competitive landscape starts to adopt more and more of this technology, it’s going to be more and more of a disadvantage in the competitive landscape to be not at the cutting edge of that technology.
Doug Glenn: Pretty soon it’s not going to be cutting edge, is my thinking. As more and more people are adopting it, it’s going to become easier to adopt. I’m assuming it’s going to be easier to install, easier to launch into any business.
Take us through that, as a job shop. Any of either our captive heat treaters that have a high variability of products or a lot of our commercial heat treat shops which have high variability of products — how would it look? Start us as early as you can in the process and walk us through it.
Jeff Halonen: Starting at the beginning of the process, if you say, “I’m interested. I need a system. I can just feel it. I can see it. I know there is opportunity to improve our business.” Or, “We feel like we really optimized everything about our business, but we still feel like we have restrictions on growth.” This could be — it takes a lot of energy from the management team, the ownership team that are involved. One question I like to ask is: if the business going through your business or business unit doubles, do your headaches double? Do the amount of hours you work double? To me, that’s symptomatic of room for system improvement.
Early on in the process it starts with some level of interest, some level of intrigue. I think this is something we can improve on; our plant manager is complaining that they can’t work from home. Whatever all these issues are that manifest themselves; or you’re losing jobs in quoting, and you’re not sure if you’re a high price or a low price or margins might be unclear; you’re not satisfied with the level of data. Basically, that’s generally where we start our conversations with plants.
We really take an approach of both informing about what’s possible on the tool and what’s impossible on a modern platform. Then we also do a value assessment. How do you do this? How do you do that? That kind of third party provides a great, almost, sounding board to say, “Okay, here’s an itemized list of room for improvement.”
Honestly, that’s what really makes it compelling. When we can sit down with a potential partner and identify how we can actually improve the business in very real and definitive terms, not just insights that you can use to drive your business. Also here’s how much time you spent here, how much time you spent there. It’s a combination of calculating hard costs and hard opportunities and then the upside with the actionable insights from the system.
From there are the deployments at Steelhead. [blocktext align="center"]We do direct-to-direct service, so no third parties. A Steelhead team member will essentially go through a lot of meetings and plant walks, in some cases, and essentially reverse engineer your plant.[/blocktext] Where do parts come in the building, and then what? Then they go here? Do they always go there? Sometimes. Can they be run together? We will ask a million questions to essentially reverse engineer the flow of your plant, and then we design the system to reflect your current operations. Not - here’s a software, now bend your plant over backwards to match the software. Whether it’s quoting, workflow automation, or reporting or any of the other parts of the system, we’re going to want to ask as many questions as possible to configure the system to match your plant.
Doug, you mentioned the cost is going to go down, over time, of technology. Absolutely. Because one thing we can do very quickly since our platform is essentially kind of like a build-your-own; it’s almost like Excel except it’s Excel that is highly, highly engineered to work for this specific industry. One thing we can do is we can prove it out really quickly. So, in just a few hours or a couple of days, we can essentially build your plant, or a part of your plant, and then run your work through your plant and say, “Okay, pick up a quote and let’s write this quote. Here’s a purchase order, let’s do the purchase order. Let’s take this tablet and go out to your plant and step it through your exact operator interfaces. Let’s collect that data. Let’s track it; let’s sit down in the conference room. Let’s pull up the reports, the inventory.
That’s one thing that we really like to do early on — whether it’s in the late sale cycle or evaluation or sale cycle or early on in deployments — is prove it works. Because one of the things we’ve seen time and time again are the horror stories with plant operating software: we’ve tried for 18 months and we put in tens or hundreds of thousands of dollars, and we pulled the plug. We went back to whatever we were using before. So, proof of concept really quick.
The other thing is the actual deployment going fast. We like to go hot and heavy, kind of rip the Band-aid off, not drag it out over months. We like to go 2-4 weeks, training the team, iterate, iterate, iterate, test, test, test, test, test, because everyone says how it should work. We build it, and we test it and then there are always a couple of tweaks.
From there, we have a customer success team, as well. Whether it’s a phone call, email, zoom call, or training, we like to have someone available to answer the phone. Our philosophy is that your digital infrastructure isn’t something that should be optimized for low cost because we feel that the service that comes along with it — including a team of experts — is critical. Like a wiring harness for your automobile, it runs your entire plant. When your plant changes and you have changing requirements, to have “pros on your bench” to make adaptations real time in your plant is highly valuable.
Our approach is full service. We kind of own the functionality of the system in your plant — anything from the deployment to ongoing support. We’re always one degree away from engineering, as well. Occasionally when there is a bog or something is not working properly, our engineers are right there on calls with customers to make sure everything is working properly.
Doug Glenn: They can jump into the system and reprogram, as necessary.
Jeff Halonen: Absolutely.
Doug Glenn: Run us through this one then, if you would: Let’s say there’s a company — and you’re going to have to take a very generic-type job shop — that has your system already. It’s fully integrated and everything is working well. What does it look like? The reason I ask this is question, is I think a lot of people have trouble envisioning what it would look like and how it would be different than what I’m doing now.
So, a company that has your system, they go to do a quote for a job, and they receive an inquiry. Is the process they follow any different than what they would have done before your system was there? Let’s just take that first step, process and RFQ: how is that going to change from if they didn’t have your system?
Jeff Halonen: Something like quoting can be a fairly dramatic change, depending on what the current system is. Current systems can be Microsoft Word and Microsoft Outlook and maybe an Excel sheet to track the quotes. A lot of time to administer them and then there is pretty limited visibility. The transaction that we’d see there with Steelhead is that you can actually build a fully automated quote so you can define the algorithm: all of your flow charts, your Excel sheets, square root functions, looking at the mass of the part, specific gravity, material, etc. We can even reference the current price of natural gas. So, you can build models to reflect how your business runs and reference the past performance of that job.
What that looks like for quoting is that you’re able to build the quote all in one system. You might have multiple people involved in the quote: one person is working with the customer to verify requirements, verify inputs, ask questions, gather more data, and then it lands in someone else’s inbox. Now, a streamlined workflow allows the owner or the plant manager or sales manager can now approve that quote and then sending it to the customer instead of sending it through email and downloading and moving things around, we can send it right out of the platform, attach a file. We can track and see when the end customer is opening the quote. Also, your sales team has a lot of tools. They can say, “Hey, what quotes have never been opened? Hey, we should probably make a phone call. We put a lot of effort into those quotes, why don’t we call them and see what’s going on?” There are a lot more analytics but also just speed.
Another thing we’ve heard a lot is that a customer calls, they send a purchase order that references a quote to go, and find that quote can be a challenge because it’s in someone’s inbox, unread. Instead, they can have one platform to grab the quote, convert it to an order, and now you’re running production! It’s all the same data, it’s your plant. You’re not going to start quoting using different laws of physics. It’s about streamlining what you do today and replicating what you do today, but improving the customer experience, improving your team’s experience, and quoting faster, which leads to more jobs.
Everyone wants the thing quickly. If you can go from two days to two hours or from five hours to five minutes, that can have a dramatic impact on winning deals. For example, I’m in Chicago on vacation, and a customer calls, asking, “Where are my parts?” or “What happened to these parts?” Option A is you’re making phone calls back to homebase, someone is rummaging around looking for the information, and it’s not very enjoyable for you, your team, or your customer. But, it could be you put that customer even on speakerphone or mute, look for 30 seconds, and just text them the file right off your phone in real time! It’s the speed of accessing data, customer service, and actual insights, but a lot of it is workplace satisfaction.
We’ve literally been in shops where people are threatening to quit saying, “Our system is so bad” right in front of the president of the company. . . “I’ve been saying for years, we need a new system. I’m at my wit’s end because what I have to do is so painful and repetitive every day just to make the plant go.” It can manifest in a lot of different ways.
Doug Glenn: Give me a quick history on Steelhead.
Jeff Halonen: Steelhead Technologies was founded early in 2021 by a team of software engineers, mechanical engineers and manufacturing engineers. We started with the need of a single customer who talked about their pain. This particular customer was running on paper; whether it was contacting customers, instructing operators, tracking information, finding information, even something as simple as a customer calling with a phone call asking for information on a job, all were huge disruptions in their day. It took half an hour and they had to physically go find people and paper. Everything was in a huge storage room at the end. What the Steelhead team heard was a high degree of pain and essentially a plea for a solution. So, we founded Steelhead Technologies to address that need.
Source: Steelhead Technologies
The team has grown really quickly, and we’ve raised 2.5 million dollars in investment capital here in 2022. The team went from an original team of about 6 to up to 16 now. As I mentioned, everything is kind of the direct service model. Whether it’s sales, deployments or customer success, it’s all team Steelhead across the board. Everyone is an expert in the platform, and everyone is one degree backed up by our team of engineers. We have six engineers that work fulltime on Steelhead making it the best that we can.
Our customers are amazing. Everything that we work on is driven by a customer request, someone out in the field, using the tool and saying, “Hey, what if. . . ?” or “Hey, this could be better” or “This extra effort. . .” or “We would really like to know this. We are trying to achieve this business objective, but we need that.” That’s really where the Steelhead team excels is taking essentially what we view as requirements and building a platform to meet those requirements.
It's really exciting. What we found is that [we can really help] the job shop industry, specifically, and also the high throughput — or even the high-mixed captive shops as you mentioned — where there is no build materials, no engineering team, no design release, and no supply chain. It’s go, go, go. The assumptions change by the day, hour, or minute, and everything is fast paced. We’ve seen a huge lack of automation and data in the space. With high quality, purpose-built technology for this fast-paced, almost, service type of manufacturing, with specifically built tools, we’re able to achieve minimal effort to achieve each job. To minimize all of the administrative effort, but also aggregate extremely detailed data down to operators, part numbers, and equipment, without driving up costs or sacrificing ease of use. That’s our core strategy.
Our customers are incredible, and a lot of our recent success has been just keeping up with our customers since they’re always pitching for a new tool or feature. We roll out a couple thousand lines of code to address this and they’re like, “This is good, but it needs that.” That’s the other thing — software is a service, so we’ve long accepted that we are never going to build the software and just ship it: it’s a continual living beast, whether it’s cybersecurity, speed, everything. So much of it is service because this type of software [requires] pros to extract the maximum value from it.
Doug Glenn: All right, last question. This is your challenge question for the session here. You, personally: What do you find most interesting and exciting about it? When you look into the future, what are you excited about?
Jeff Halonen: What excites me the most is the transition that shops can see by adopting technology and systems whether it’s impact to the bottom line — which we’ve seen in some shops, where it’s really stunning — or something else. A marginal labor cost where one customer’s job takes three minutes and another takes nine minutes. . . The manufacturer can now address that 3X marginal labor cost with the data where, before, they were just eating it. “This customer is not profitable; we’re not doing that; we are no longer accepting batch sizes below X, because we’re armed with the data.”
What really excites me personally is the journey that each of these plants are able to go on. I also get really passionate about when I’m able to see a difference between the way things are and the way they could be. That’s what every single interaction with our partners is: we see the way that they are and we work really hard to build the best one possible. So, it’s like, hey, look at this difference? Look what we can do? It’s that sense of accomplishment on a customer basis to really get as much as is possible out of their time, resources, people and their entire enterprise.
Doug Glenn: It’s kind of nice seeing the smile on your customer’s face, I think, right? When things go well, to be able to say, “Man, that was good!”
Well, Jeff, thanks. I really appreciate it. It’s very exciting. It sounds like you guys have got a lot of interesting things going on and, hopefully, some of our readers/listeners/viewers will be able to give you a call but thanks for joining us.
Jeff Halonen: Thank you, Doug. Thank you very much.
About the expert: Jeff Halonen is a co-founder and the CEO of Steelhead Technologies, a plant operating system provider serving job shop manufacturing plants in the USA. Jeff is a Mechanical Engineer by training and spent several years at General Motors before starting in technical sales and manufacturing software. Jeff most enjoys the personal impact that he can have on customers when they discover exciting new ways to run their business. Residing in South East Michigan, Jeff enjoys time with friends and family, being outdoors, and playing hockey.
In preparation for Heat Treat Radio episode #87 (looking at ways to increase productivity especially with data management) coming tomorrow, take a look at these three articles from the Heat Treat Today files to get you warmed up. No matter where you are in the digitization process, you'll find something to help here.
Taking the step from a paper and whiteboard system to a computerized system is a big jump. Maybe that's been done, maybe that's still being considered. Already digital? Then there are always efficiency and organization improvements to run an even more productive shop. Lastly, what does the future hold? How best to stay on the cutting edge of data management?
Read this original content article for guidance and encouragement in the use of digital systems for the heat treat shop.
1. Heat Treat Control Panel: Best Practices in Digital Data Collection, Storage, Validation
Heat Treat Today asked six heat treat industry experts a controls-related question, "As a heat treat industry control expert, what do you see as some of the best practices when it comes to digital data collection and storage and/or validation of instrumentation precision?" This article gives reasons for why you collect and store data and some helpful ideas for making sure those records are preserved.
Contact us with your Reader Feedback!
One expert had this to say: "electronic data must be validated for precision; checked; and calibrated periodically as defined by internal procedures or customer standards. Data must be protected from alteration, and have specific accuracy and precision."
Read the entire piece to get even more perspectives.
2. Heat Treat Case Study: Predicative Maintenance with Digital Thyristor Power Control
Tony Busch Sales Application Engineer Control Concepts
Tony Busch, sales application engineer at Control Concepts, Inc., takes a look at digital maintenance systems. These systems play a part in recording and monitoring data, and they contribute to the overall productivity of the heat treat shop. This article makes a strong case for intelligent controllers.
"Digital power controllers can calculate resistance and provide precise power control. Predictive maintenance is achieved by knowing when an element has reached its useful life. Intelligent power control includes embedded algorithms with teach function to calculate data and predict what is likely to happen next in the life of a heating element," emphasizes Busch.
Find out more about the benefits of digital connectivity here.
3. DUAL PERSPECTIVES: The Heat Treat Shop of 2050
Global ideas emerge in this article, as two men from very different locations, give some thoughts about digitization in the next 20 years or so. Hear from each expert - one representing the European market; one representing the North American market - as they discuss the role of technology, the human element, and heat treating of the future.
Thomas Schneidewind says, "digitization must always remain only a tool, not an end in itself." He reminds readers that importance always must be placed on the human element. Doug Glenn counters with, "For commercial heat treat shops where variability is high and volumes are relatively low, much of the same will be true with less and less human interaction needed."
Explore the rest of the forecast from Thomas Schneidewind, the editor-in-chief of heat processing magazine, and Doug Glenn, the publisher and founder of Heat TreatToday here.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com













 A southeastern U.S. manufacturer will receive a dual-chamber heat treating and tempering furnace. The recipient, a leading manufacturer of shopping carts and display cases, will be using the furnace to thermally process various projects.
A southeastern U.S. manufacturer will receive a dual-chamber heat treating and tempering furnace. The recipient, a leading manufacturer of shopping carts and display cases, will be using the furnace to thermally process various projects.




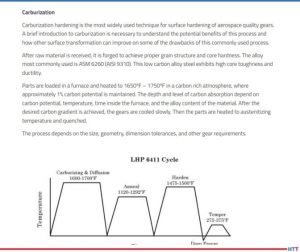




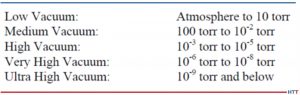
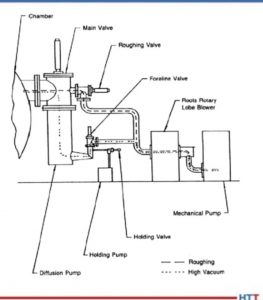
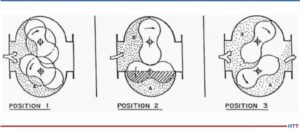
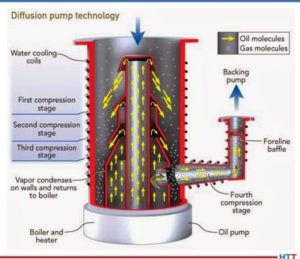

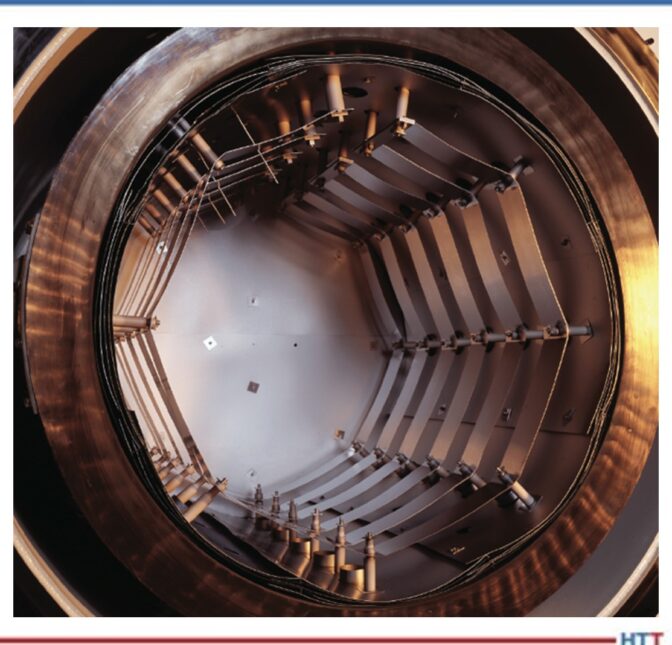
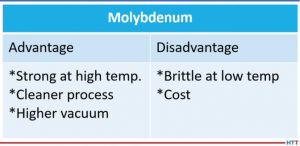
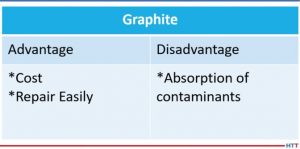
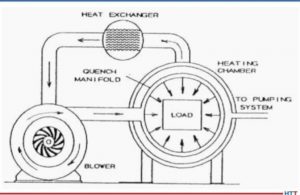


 Source:
Source: 

 Heat Treat
Heat Treat 






 Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.


