Heat Treat Radio #122: Lessons Learned from the Nadcap Certification Journey for Multi-Cell Furnaces
In this Heat Treat Radio episode, Doug Glenn talks with Andrew Chan, sales and applications engineer, ALD Vacuum Technologies North America Inc, Kelly Peters, vice president of operations, and David Dillon, maintenance manager for ALD Thermal Treatment Inc.
Listen as guests share their experiences navigating the complex requirements, challenges, and organizational changes needed for Nadcap certification. Their journey discovering how multi-cell heat treatment furnaces can come into Nadcap compliance underscores the importance of technology, training, and continuous improvement.
Listeners will learn practical insights into achieving and maintaining Nadcap accreditation for advanced heat treatment processes.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
Introduction (01:13)
Doug Glenn: In preparation for this episode, we discussed the situation that sparked our desire to engage in this conversation, which involved both ALD and some of your customers. We wanted to discuss people not knowing that a multi-cell heat treatment furnace could be Nadcap-certified. Can you tell us a little bit about that?
Andrew Chan: ALD participates in all the major heat treatment trade shows, including the last two Furnaces North America events, and we noticed a lack of awareness that multi-cell heat treatment furnaces can be Nadcap certified. We found through interactions with visitors at our booth and conversations during the social hours that people really had it engraved in their minds that only single cell heat treatment equipment could be Nadcap certified.
This was true until about five years ago with the newest revision of AMS2769D. Therefore, the real impetus is just to bring awareness to the industry that you’re now able to certify and use multi-cell heat treatment equipment for aerospace applications. With that, you get volume capacity, which historically has been associated with the automotive industry, both the OEMs and their suppliers, but we can bring that benefit to the aerospace market and lower heat treatment costs.
Understanding Multi-Cell Furnace Systems (05:15)
Doug Glenn: What are multi-cell heat treatment furnaces, how are they designed, and how do they work?
Andrew Chan: An example of a multi-cell furnace is our ModulTherm® or our SyncroTherm® furnace. As you can see in this image, these are individual vacuum chambers, which we call a treatment cell, and you can line up about fourteen of these in a row. Each one is dedicated to heat treating a single load.

The treatment cell has its own insulation, heating elements, process, and gas; all of these are serviced by a single transfer car that you can see down at the end of the rail with the track. Then, our quenching cell is attached to that transfer car. We have this movable transfer car that loads and unloads the parts, and then we quench them immediately after pulling them out of each treatment cell. We can also do oil quenching, but the oil quench would just be a fixed tank — it would not be on this movable transfer car.
Doug Glenn: Are you talking about a high pressure gas quench?
Andrew Chan: Yes, this is a high pressure gas quench. Historically it’s been helium, but we can also do nitrogen, since helium costs have started to increase over the last couple decades.
Doug Glenn: Is that transfer car under vacuum during the transfer?
Andrew Chan: Yes, everything is done under vacuum. We transfer between the red doors, which are basically like isolation doors. When we pull the load out to quench it, it’s done very quickly, also under vacuum, we quench up to 20 bar.
Doug Glenn: Is this your ModulTherm model?
Andrew Chan: Yes, this image is of our ModulTherm. This second image is of our SyncroTherm model, which is like a mini ModulTherm.
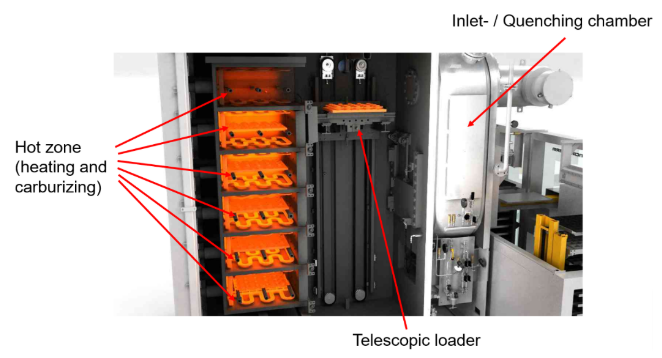
We describe this model like a pizza oven. We have multiple hot zones stacked on top of each other, and the footprint for the hot zone is approximately 500 x 600 millimeters. It is a smaller footprint than the ModulTherm model. Everything is under the same vacuum environment, and then similarly, we have a transfer — a telescopic loader that moves the load between the hot zone and the quench — and then a single quenching chamber, which also functions as the inlet and outlet for the load.
What is Nadcap Certification? (8:25)
Doug Glenn: What is Nadcap certification?
Kelly Peters: Nadcap certification is a comprehensive approach to aerospace and specifications. It covers maintenance, pyrometry, heat treater training, quality control, and even contract review. It focuses more on the process, not so much on the product, and it is audited by a third-party organization called PRI (Performance Review Institute).
PRI will review your processes, supporting data, and entire management system. The accreditation process involves an internal audit completed by the organization with some corrective actions. Then, you can complete your initial audit with PRI.
You must complete that internal audit first, and then once you go through the initial audit, you’ll be assigned a staff engineer. This person will review the findings from that initial audit, as well as your corrective actions and supporting data.
If the staff engineer approves, you’ll move on to the next stage, which is actually going in front of an engineering team where they vote on whether you’ll be accredited.
When it comes to heat treatment specifically for Nadcap, however, the audit really covers all of your AMS specifications, processes, relevant instrumentation, pyrometry, etc.
Doug Glenn: Is the team of engineers that you mentioned internal or through PRI?
Kelly Peters: They are through PRI.
Doug Glenn: Is this certification and audit exclusively for the aerospace industry or is it applied to other industries?
Kelly Peters: Nadcap is primarily for aerospace and defense.
Process of ALD’s Nadcap Journey: Challenges and Timeline (10:25)
Doug Glenn: Once you realized that you could Nadcap certify your equipment that Andrew and his team build, how did your Nadcap process go? Can you tell us how you got started and the timeline?
Kelly Peters: The process was definitely very intimidating at first. In general, I would say the average time period in the industry is about 18 months of preparation before you find yourself going through the actual PRI audit.
In our case, it took us about a year. We had a lot to do within that year. There were four months that it was all initial procedure revision. This step involves reviewing maintenance, production, and quality control processes and procedures to ensure they meet Nadcap requirements.
You also have to go through commercial compliance. Therefore, you want to ensure that you’re meeting those specifications from the commercial side, specifically during contract review and processes.
The largest portion of preparing was data collection and organizational changes, which took us about six to seven months to accomplish because you have to gather all the data necessary, implement changes, and then make those changes daily to ensure you’re actually in compliance.
By the time you do your self-audit, you’re already zoning in on those items and initiating corrective actions to prepare for accreditation. About two months later, we scheduled our actual PRI audit and had them on-site.
Doug Glenn: What do you mean by “organizational changes”?
Kelly Peters: I’m implying changes to operational organization, for example, your management system.
Overcoming Doubts and Technical Hurdles (14:28)
Doug Glenn: Dave, I assume you were involved with this process from the beginning.
Dave Dillon: Yes, I was involved quite a bit.
Doug Glenn: Were there any major potholes that occurred where you had to change a flat tire after you hit it?
Dave Dillon: The biggest issue initially was how new the process was to us, which felt overwhelming — we didn’t know what to expect. As such, we had self-doubt. When we overcame that and started getting into the nuts and bolts of the process, the biggest challenge was reviewing our existing requirements from customers and our controlling standards, ensuring they met the Nadcap requirements. If they didn’t, we had to bring them up to that standard.

Doug Glenn: What was the most intimidating piece of the process or that stood out as a really difficult step?
Kelly Peters: From my perspective, this goes right back to what Andrew said at the beginning of our discussion where there was a time when you didn’t believe you could get this accreditation for these ModulTherm systems. Because we were so ingrained in that thought process — that this was going to be such a hard, difficult challenge to get through — that we had to break through the barrier and realize that most of the challenge is in you, not so much in the system. The specifications are out there. Your job is to follow them. Your job is to implement them. It can be done.
Dave Dillon: The biggest challenge for me was all the pyrometry requirements from AMS2750. We were doing it all on the fly, and we didn’t hire any additional staffing, so it was very challenging at first. Then eventually we determined that we needed to have our own pyrometry technician to make sure the testing was completed within the time allotted.
Doug Glenn: When we discussed this before, you mentioned that you guys had engaged C3 Data to help you along the process. Can you tell us about that?
Dave Dillon: Our pyrometry technician is an internal guy, but we started out by doing everything by hand — all of the paperwork, documentation, etc. Someone had recommended C3 Data to us, and after we reviewed their software, we realized it was a perfect process for us. The software allows us to eliminate human error. It gives you automatic checks, and then it provides a digital record for the auditors — great software.
Doug Glenn: Kelly, what was your experience with C3 Data?
Kelly Peters: Dave is definitely the one taking care of the groundwork, so I don’t have personal experience with C3 Data. However, I did notice that our internal findings were less driven by human error, as Dave was saying, because we were no longer using manual Excel spreadsheets and so didn’t have the ability to accidentally hit the wrong number. The data became more reliable.
Doug Glenn: When it finally came time to do the actual PRI audit, how intimidating was that and how did it go?
Dave Dillon: To be honest, it was terrifying. We were all nervous because it was all so new to us — it seemed very overwhelming. But the auditors, to their credit, are very good, and they help you through it. The most surprising part of the audit was that we were able to get accredited on our initial audit.
Doug Glenn: I also understand you earned Nadcap merit. Can you tell us what that is?
Kelly Peters: A unique aspect of the Nadcap accreditation is that once a company meets a certain criteria, that company can enter a merit program, which means you can go up to 24 months between your audits. Currently, Port Huron is at our 18-month mark, and that happened just after our last audit, so we’re very proud of that.
Lessons Learned and Ongoing Improvements (19:46)
Doug Glenn: What are some lessons learned from this experience?

Source: Canva Pro
Kelly Peters: When it comes to lessons learned, ensuring that your new hires and your current staff are continually getting training, which is true with any type of process in manufacturing and business. For pyrometry, we need to make sure we have a contingency. Dave knows it all, but if Dave wins the lottery tomorrow, we need someone to be able to step in and take over that process. Therefore, continual improvement, training, and reinforcing are critical because it’s all about maintaining a system, just like any other system that you have in place. I certainly would say that is not necessarily a challenge, but something to keep an eye on.
Doug Glenn: Andrew, were you involved with the Nadcap approval process on the equipment side?
Andrew Chan: I was not involved with the process for their specific equipment at Port Huron. However, from an equipment supplier perspective, it’s been challenging to help people understand that it’s possible to certify this equipment in the first place.
We’re starting to see more interest in this now. Since we have this long history with our specific design, it doesn’t require many changes to make the equipment Nadcap certified. We have a comprehensive control system that does everything automatically, including data recording and being able to interrogate the data historically. With a couple tweaks to the equipment, like making sure the gas is dry and clean, and adjustments on the pyrometry side, it’s possible to be certification-ready. You just have to find someone that’s willing to take the equipment and go through the process that the equipment at Port Huron went through.
Uses of Multi-Cell Furnaces (22:34)
Doug Glenn: What would the ideal company profile be that could benefit from knowing about this certification and having this equipment?
Andrew Chan: This is dependent upon the parts that a company is producing. The ModulTherm is geared more towards larger pieces. The SyncroTherm is more of a competitive product and we have seen it used for aerospace before. The SyncroTherm is probably the right solution for most of our customers looking to get into this process.
The ModulTherm is for high throughput, component heat treating. The automotive industry was one of the first industries to adopt it. In a way, they are more advanced than the aerospace industry, as they were able to adopt multi-cellular heat treatment into their industry. This is one of innovations that the aerospace industry is catching up on.
We haven’t quite seen the demand on the ModulTherm side yet, but the SyncroTherm is probably the right furnace — something small that heat treats aerospace components with a small footprint and a very rapid turnaround time.
Doug Glenn: Well, that’s great guys. Thanks very much. Kelly, Andrew, Dave, thanks for being with us. Hopefully it’s going to be helpful to some of our listeners, so appreciate you being here.
About the Guests

sales and applications engineer
ALD Vacuum Technologies North America Inc
Andrew Chan has a background in Materials Science & Engineering and has been with ALD Vacuum Technologies North America Inc since 2020. Andrew supports ALD’s vacuum heat treatment customers to specify new equipment builds and heat treatment process troubleshooting. In addition, Andrew is responsible for EB-PVD technologies and assists with the vacuum metallurgy portfolio.

vice president of operations
ALD Thermal Treatment Inc
Kelly Peters has been with ALD Thermal Treatment Inc since 2007, throughout her career at ALD she has held different job responsibilities primarily within R&D and Quality. Kelly Peters is a Heat Treat Today 40 under 40 Class of 2020 nominee.

maintenance manager
ALD Thermal Treatment Inc.
David Dillon has been with ALD Thermal Treatment Inc since 2006, working on equipment installations and maintenance locally in Port Huon. Dave now not only manages local maintenance activities but assists the parent company in equipment installations and services when needed