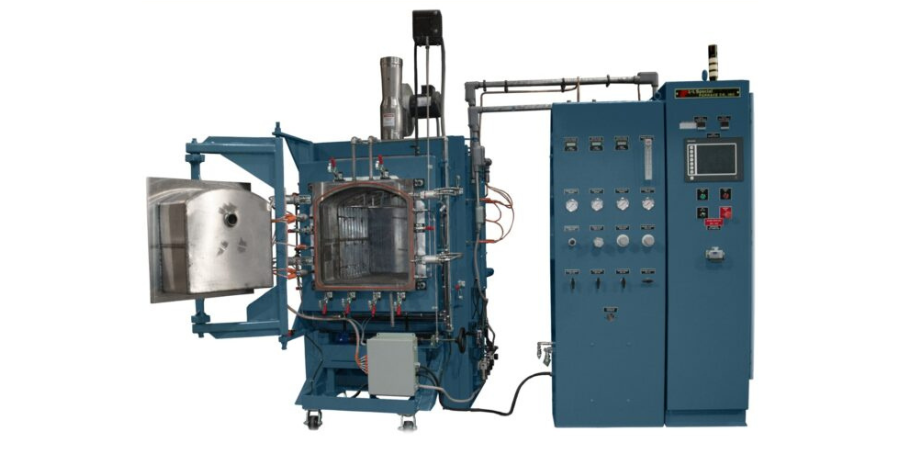
A multinational aluminum producer ordered a new 100,000 lb. capacity tilt melting aluminum furnace for one of their regional aluminum extrusion plants. Fabricated in PA, the furnace will incorporate several features to meet the manufacturer’s efficiency, production, and capacity requirements, as well as options to accelerate melting and transfer flow.
SECO/WARWICK USA will fabricate this aluminum reverb furnace. “Most of the damage to a furnace like this is from loading it with a forklift,” comments Marcus Lord, managing director at SECO/WARWICK USA. “Either bumping into the refractory around the door or being a bit clumsy with large awkward chunks of aluminum. It means the door is open a lot, and when it is closed, it might not have the best seal because the sills, jams and lentils are all beaten up. This furnace has a separate loading mechanism, so the door doesn’t need to open nearly as often. It really extends the life of the refractory, but it’s a huge efficiency boost too.”
This furnace will be fabricated with additional features, including capabilities to allow for a magnetic stirrer (supplied by the client) to be mounted under the furnace, saving more energy by increasing the melt rate by up to 10%. It will be capable of completely one full batch cycle in under 6 hours, for four batches a day, yielding a total of 340,000 to 400,000 lbs. per day. These combined factors will result in a fuel economy when the burners are firing in the regenerative mode of less than 1200 BTU per pound during the melt cycle.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
In the past, manufacturers with in-house heat treat have turned to hot isostatic pressing (HIP) technology to decrease porosity and increase densification in their processed parts. Now, in 2023, is there anything new HIP can offer heat treaters? To find out, Heat TreatToday asked seven HIP equipment suppliers and heat treat users to enlighten us on the world of HIP as it is today.
Enjoy this original content contribution, first released in Heat TreatToday'sMarch 2023 Aerospaceprint edition!
What are the recent, cutting-edge developments in HIP?
Matt Fitzpatrick
Sales Engineer
Engineered Pressure Systems, Inc.
Source: EPSI
Matt Fitzpatrick, sales engineer at Engineered Pressure Systems, Inc., shares, “Self-diagnosing alarms, failures, and power as well as medium consumption savings are key developments in the HIP industry. Enhanced uniform cooling joins with the development of materials (ceramics, metals, insulation fibers) to improve equipment uptime and reduce cycle time. Self-diagnosing alarms may play a key role in HIP’s future. Each HIP control system has alarms to alert when parameters are not met. The future will be in determining why the parameters are not being achieved. For instance, future control systems may be able to diagnose a bad thermocouple, a failed motor solenoid valve, a leaking high pressure valve, etc.
Contact us with your Reader Feedback!
“Unfortunately, there are not very many HIP systems purchased every year. It takes time to develop this technology. A good example would be the automotive industry: sensors tell technicians exactly where the problem in the vehicle is. As the PLCs and computers become more advanced, the specific software programs that are developed for the HIP system — in conjunction with advancements with sensors in motors, pumps, valves, transducers, meters, and components — will make it easier and less time consuming to develop complex troubleshooting programs.
“To some heat treaters, HIP can be an unnecessary evil, given its expensive, long cycle times. HIP, however, cannot be eliminated, because it is the only process that attains the densification required in the aerospace, medical, and high-performance automotive industries.”
Cliff Orcutt
Vice President
American Isostatic Presses, Inc.
Source: American Isostatic Presses, Inc.
“HIP technology is very mature and reliable,” Cliff Orcutt, VP of American Isostatic Presses, Inc. assures, “however, the cost to use the process is always one major hurdle preventing its use. AIP is working hard to develop lower cost equipment that can still maintain excellent results and bring higher pressure capabilities to the market. We are also expanding our footprint further into the toll HIP arena with similar goals of lower cost and faster turnaround services. Our new facility opening in Columbus, OH, this spring will also provide a world class development resource to help interested manufacturers determine whether the process can be applied to their parts.”
Chad Beamer
Applications Engineer
Quintus Technologies
Quintus Technologies’ Chad Beamer points to the versatility of HIP: “HIP continues to make its mark in many industries by offering a path to consolidate powders and eliminate process related defects for 100% pore and void free material for improved product integrity. With the continued demand for this special process, Quintus Technologies has several key developments driving industry growth due to the expanding functionality of the equipment. The voice of the client consistently demands production efficiency, reduced environmental impact, and improved process reliability. Modern HIP equipment is delivering on this front, creating a promising future for HIP.
“HIP systems equipped with rapid cooling and quenching functionality (URC®/URQ®) are facilitating lean manufacturing with increased productivity by shortening the cooling segment over conventional cooling, while also offering the opportunity to consolidate thermal post processing steps. HIP systems with URC® can cool at rates up to 932°F/min (500°C/min), and compact HIP units with URQ® furnaces are capable of cooling more than 5400°F/min (3,000°C/min). This leads to the opportunity to combine several thermal processing steps into one process performed under pressure. The combined, or integrated, heat treatment approach inside the HIP vessel is known as High Pressure Heat Treatment™ (HPHT™).
“Developments with the controllability of HIP are further expanding the use of HPHT. The cooling rate of the HIP can be steered using thermocouples to set the desired cooling rate from either process gas or component temperature feedback. Steered cooling driven by the component temperature is interesting when considering different thicknesses of parts in the HIP. The machine can therefore autonomously steer the temperature based on the thickest component to achieve desired material properties. See an example of steered cooling from component temperature feedback in the graph above.
“The tailoring of HIP cycles is a new area of development too. Due to the excellent controllability in a modern HIP tailored heating, sustaining, and cooling segments can be programmed and precisely executed. This is an area of interest for materials needing high cooling rates or having a tight tolerance on heating and cooling rate requirements. An excellent example of a tailored HIP cycle can be seen in recent work by Goel et al., at the University West in Sweden (see illustrations above), capturing the possibility to significantly reduce the treatment time for additively manufactured Inconel 718.
“Quintus has also been working to reduce discoloration and oxides on the surface of parts by improving equipment and best practice in terms of clean HIP operations. This is not an easy challenge to overcome. HIP is performed at very high pressures, often above 1000 atmospheres, using high purity Argon gas (>99.99x). Because of the need for additional gas volumes to achieve desired system pressure during regular HIP, the total pressure of contaminants can become high. Despite these challenges it is now possible to produce materials that have a high affinity for oxygen e.g., aluminum, titanium, and chromium, with significantly less oxidation. This can lead to improvement in fatigue and corrosion resistance fulfilling design criteria and gives great opportunities for more sustainable post-HIP.
“Developments with the digitalization of HIP equipment are also playing a role in meeting the demand of the Industry 4.0 mindset. Integration of the equipment into digitalized production lines enables product and process improvements. Digitalization of high-pressure equipment offers many benefits as it creates opportunities to streamline and save time with preventative maintenance tasks, provides valuable insights and trends into the health of the equipment, expands collaboration, improves uptime, and saves cost.”
Humberto Ramos Fernández
Founder and CEO
HT-MX
“In 2023,” Humberto Ramos Fernández, founder and CEO of HT-MX, comments, “HT-MX will continue to establish itself as the main HIP supplier and expert in Latin America. Additionally, with our Honeywell Aerospace approval, we will be pursuing at least three more OEM approvals not only in the aerospace industry but medical and automotive as well.”
Phil Harris
Marketing Manager
Paulo
Phil Harris, marketing manager at Paulo, highlights HIP’s customization: “The primary focus has been on providing customized HIP cycles that either deliver superior mechanical properties for customers or reduce the need for post-HIP to streamline the supply chain and speed up turnaround. We’ve been successful in both and are always looking for opportunities to collaborate on such endeavors.”
Leah Tankersley, marketing manager, Aalberts surface technologies, says, “We added HIP services to our portfolio in 2020. We have two wire-wound HIP vessels, and plan to expand further with a third unit ready to ship from Sweden soon. Each unit boasts the latest HPHT technology. They are equipped with the proprietary Uniform Rapid Cooling (URC) feature. Our HIP technology has the ability to combine stress relief, HIP, solution, and age in a single process. HPHT HIP streamlines the steps involved in material densification and heat treatment. The URC feature enables all processed components to cool uniformly in a controlled environment, resulting in minimal thermal distortion and non-uniform grain growth.”
Doug Puerta
CEO
Stack Metallurgical Group
Source: Stack Metallurgical Group
Doug Puerta responds for Stack Metallurgical Group: “Stack has been active in supporting the advancement of HPHT. Our newest HIP unit, a Quintus QIH-122, includes Uniform Rapid Cooling (URC) technology which enables cooling rates equivalent to what we achieve with traditional gas quenching. This technology not only allows for improved productivity, but also enables the combination of a traditional HIP cycle with stress relieving solution annealing, or even aging, all in one HIP unit.”
In the next five years, what advancements should manufacturers with in-house heat treat operations expect from HIP technology?
“In terms of cycle times,” Matt Fitzpatrick of Engineered Pressure Systems, Inc. says, “HIP systems are limited by how fast materials can be heated and cooled. In the next five years, reduced maintenance, improvements with furnaces and heat shields, and faster cycle times will occur at both the materials and design levels.”
Cliff Orcutt, from American Isostatic Presses, Inc., sees globalization in HIP’s future, “We don’t expect much change other than to see it expanding into new geographic regions and being applied to more products. The main problem affecting our industry is not deficiencies in the HIP equipment or process, but rather how to use it beneficially in a profitable manner. In the next five years I think countries, such as India, will begin to implement it much more widely as the process becomes better known. As more companies implement it their competition must follow to stay on the same page.”
Chad Beamer, from Quintus Technologies, shares the optimistic outlook, “Quintus is witnessing significant growth potential for HPHT, including the addition of this post-process HIP and heat treatment strategy into industry standards. Also, the demand placed by many industries on surface cleanliness requirements to reduce oxidation and discoloration of sensitive material systems will help drive forward clean HIP techniques. These advancements along with delivering new and upgrading existing HIP equipment with machine digitalization will meet the current and future demands placed by the heat treat market and OEMs.”
And what about HIP in Mexico? Humberto Ramos Fernández of HT-MX responds, “Being located in Mexico, the main advances in HIP in our environment will be mostly geared towards near shoring manufacturing for high added value parts. HT-MX´s HIP service is just one example of a high tech and high complexity process being used in Chihuahua to manufacture high end products and thus we expect near shoring to bring in more opportunities for these kinds of parts to be manufactured and assembled in Chihuahua and Mexico.”
Leah Tankersley of Aalberts surface technologies, says, “As a provider of HIP services, we cannot speak to the advancements in HIP technology per se, but we are seeing material advancements and development of new alloys in AM. These advancements will impact HIP cycles and lead to development of more unique cycles for AM that differ from traditional cycles developed for castings. We’re also seeing ASTM International AM Center of Excellence Consortium members from the AM value stream come together to collaborate on standardization of requirements for AM materials data which includes post processing/hot isostatic pressing. We are one of the founding members of this consortium.
“Additionally, we are working with Quintus to beta test their remote assistance fi eld service support through AR equipment and technology.”
Doug Puerta, Stack Metallurgical Group, thinks, “In the next five years, I expect we’ll continue to see aerospace and medical OEMs evaluate and approve HPHT for additional combined-cycle applications. Ultimately, with span time being so important to our customers (and their customers), combining cycles and reducing span is a really big deal.”
What is the #1 thing manufacturers with in-house heat treaters should know about HIP technology right now?
Safety first, says Matt Fitzpatrick at Engineered Pressure Systems, Inc. (EPSI): “Good safety and maintenance programs and experienced operators and technicians are key to a successful HIP system. Confined space rules and regulations, oxygen monitoring, nondestructive testing (NDT) inspections of the vessel assembly components, good maintenance, and end-user HIP plant safety programs are key. Training is provided with every system regardless of whether it’s a HIP system, CIP system, or WIP system. Before delivering a system, EPSI offers training for safety, maintenance, system operation, controls, and system parameters. Then during installation and startup, training occurs. When startup is completed, we offer training at the client’s site. Generally, this is mutually agreed on during the contract phase and delivery.”
“There is not just one thing,” Cliff Orcutt of American Isostatic Presses, Inc. says, “because HIP has so many different applications. For instance, HIP can be used to heal castings, make parts directly from powders, diffusion bond materials together, or pressure infiltrate materials. HIP can be applied to metals, ceramics, composites, and even plastics. I guess really the number one thing they should know is how to contact a reputable HIP company that can provide the information and technology they require.”
Chad Beamer of Quintus Technologies points to HIP’s benefits for both end customers and heat treaters, “Modern HIP units differ significantly from conventional HIP units. The technology has advanced over the decades offering expanded functionality and improved performance. As for all production processes, lean manufacturing is key to improving product quality, minimizing costs, and maximizing productivity. Reducing waste and increasing throughput should always be a focus.
“The addition of modern HIP with HPHT capability and clean HIP functionality as part of the production chain are HIP advancements that will facilitate robust and lean processes through reduction of yield losses, logistics, and quality-related costs. This is not only of strong interest to heat treaters, but also to the end customers in several industries. And with a broad product line of compact, medium, and large HIP capabilities available, commercially in-sourcing the technology to complement other heat treat equipment is now feasible for many companies.”
Humberto Ramos Fernández speaks directly to in-house heat treaters, “In-house heat treaters must know that, although similar, HIP is not heat treatment. Various aspects of the process are similar but there is a learning curve that must be transitioned and experience in heat treat doesn’t necessarily automatically translate into the HIP experience.”
Aalberts’ Leah Tankersley plainly states, “HIP is an expensive investment.”
“Ironically,” says Doug Puerta of Stack Metallurgical Group, “One of the misconceptions is that modern HIP systems offer HPHT as an alternative to general heat treating. The intent of technology is for use when conventional HIP and heat treatment is required for a given application. When HIP is not required, heat treating is performed in a traditional vacuum furnace. The economics don’t really support heat treating in a HIP unit when a HIP segment is not included.”
How is HIP benefiting heat treaters in the industry today?
Matt Fitzpatrick, from Engineered Pressure Systems, Inc., says, “First, we employ heating and cooling software program models to help with cycle times, though cycle time generally depends on the material being processed.”
Fitzpatrick continues, “Loading and unloading a HIP cycle can be time consuming. We have developed tooling that helps operators prepare a HIP cycle and test the thermocouples prior to being loaded into the HIP vessel. In addition to reducing time, this tooling ensures that the load is prepared properly and won’t damage the furnace while it goes into the vessel.”
Cliff Orcutt, American Isostatic Presses, Inc., replies, “We have many clients that use our HIP systems to improve the properties of AM parts, as sintering alone has a limited upper range for density achievement. By utilizing HIP they are able to achieve near theoretical density and remove voids that can degrade performance or affect surface post finishing. In many cases when you have improvement in properties it can allow redesign with less material usage to improve cost efficiency and help the environment.”
Chad Beamer of Quintus Technologies explains, “HIP is a well-established process that has played a role in delivering advanced materials and components since the 1960s. Originally developed as a diffusion bonding process, its use has expanded to the densification of castings and additively manufactured components as well as the consolidation of powder to produce billets of material or complex near net shapes. Several industries benefit from its use today including aerospace, space, power generation, medical, oil and gas, and nuclear to name a few.
“The process offers several benefits related to material performance. One of the main demands for HIP is to eliminate process-related defects in materials for improvement in mechanical properties. Dynamic properties such as fatigue and creep performance are significantly improved, as is ductility and fracture toughness. The elimination of internal defects leads to reduced mechanical property scatter offering more predictive properties. The outcome can offer extension of a component’s lifecycle as well as potential weight-savings and cost reduction. Another benefit of HIP is for the enhancement of surface quality. The absence of internal defects provides a path to produce machined and polished surfaces free of surface connected imperfections for improvement in mechanical properties and corrosion resistance, as well as optical properties for aesthetically critical applications.
“For heat treat service providers there is motivation to invest in HIP capabilities as it provides a natural complement to existing heat treatment equipment often offering a one-stop shop at many facilities. It also broadens the availability and flexibility of HIP and HPHT services to the industry which is an exciting opportunity.
“As for an OEM’s decision to insource HIP, the benefits are broad. The capabilities of modern systems lead to significant reduction in the production cycle time, savings in overall handling and cost, especially with custom HIP cycles. It also provides a path to gain more control of processing techniques with the opportunity to develop novel approaches while improving control of the intellectual property that is developed.”
Humberto Ramos Fernández, HT-MX responds, “For high value parts, such as aerospace engine components, lead times mean money. Being able to reduce, by weeks, the turnaround time for HIP parts in Mexico means that working capital for these parts is significantly reduced allowing our customers to enjoy these savings.”
Paulo’s Phil Harris says, “HIP, in conjunction with customized cycles, is allowing our customers to deliver parts which were previously not possible. Specifically, the ability to meet material property requirements with additive parts. Where traditional HIP cycles (designed for castings) left them short of tensile requirements, we’ve been able to achieve the necessary properties, winning both of us more work in the process. This success in turn drives the adoption of additive manufacturing.”
Leah Tankersley, Aalberts surface technologies adds, “Our customers benefit from the latest HPHT HIP technology to improve the materials characteristics of their parts. HPHT HIP helps clients reach 100% theoretical density after HIP, improve
tensile strength, and improve creep rupture properties.
“Our URC technology allows clients to reduce lead times with the ability to combine stress relief, HIP, solution, and age into one cycle which saves time by reducing the number of individual process steps and handling of parts. If clients choose to not do stress relief in the HIP, stress relief can be done in the vacuum furnaces that are just 50 feet away from the HIP system in our facility.”
Stack Metallurgical Group’s Doug Puerta replies, “We’ve had the good fortune to introduce several of our clients to the benefits of HIP. While HIP has long been mandated in quality critical industries such as aerospace, orthopedic implant, and power generation, there are other applications where significant performance gains can be achieved through HIP.”
For more information, contact the experts:
Matt Fitzpatrick
Sales Engineer, Engineered Pressure Systems, Inc.
mattfi tzpatrick@epsi-highpressure.com
Cliff Orcutt
Vice President, American Isostatic Presses, Inc.
corcutt@aiphip.com
Chad Beamer
Applications Engineer, Quintus Technologies
chad.beamer@quintusteam.com
A vacuum furnace was recently shipped to a firearms manufacturer based in the Midwest United States. The heat treat furnace will primarily be used to anneal firearm components.
Solar Manufacturing, based in Sellersville, PA, shipped a Model HFL-5748-2IQ furnace that has a graphite insulated hot zone of 36” x 36” x 48” with a weight capacity of 5,000 lbs., and maximum operating temperature of 2400°F.
“This was the first vacuum furnace our customer had purchased for their in-house heat treating,” commented Adam Jones, sales manager for the Midwest region at Solar Manufacturing. The company assisted with the furnace installation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Discover expert tips, tricks, and resources for sustainable heat treating methods Heat Treat Today's recent series. And, if you're looking for tips on combustion, controls systems, or induction in general, you'll find that too! Part 1, today's tips, digs into cleaning and maintenance
This Technical Tuesday article is compiled from tips in Heat Treat Today's May Focus on Sustainable Heat Treat Technologiesprint edition. If you have any tips of your own about induction and sustainability, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
1. Maintenance of Induction Coils Used in Hardening Applications
Contact us with your Reader Feedback!
Soap and hot water will remove sticky quench and debris. Source: Induction Tooling, Inc.
How should you maintain induction coils used in hardening applications? Elbow grease — a little goes a long way. After each use, a simple solution of soap and hot water will remove sticky quench and debris. Scrub hardened dirt with a Scotch-Brite pad. Check for pitting, arcing, and insulator damage. If all is good, use a hot water rinse, and it’s ready for use. If the inductor is to remain on the machine for an extended period, it is advised to wash it and the associated bus daily. Check for damage. Following this simple procedure will reduce business waste.
As industry tries to become more “green,” a number of companies are switching from lubricants that are petroleum or mineral oil-based to water-based (“aqueous”) lubricants instead. However, some of these companies then make the mistake of not changing their degreasing fluids that they use to remove these lubricants prior to their next processing operations, and stay with their standard degreasing fluids, such as acetone or alcohol, which are not effective at fully removing water-based lubricants. Instead, they need to run tests to find an appropriate alkaline-based degreasing fluid for such water-based lubricants, since alkaline-based degreasers will be effective at removing such lubricants. Commonly available dish-detergents (alkaline-based) have been shown to be highly effective for such use.
Bill St. Thomas Business Development Manager Lindberg/MPH Source: Lindberg/MPH.com
A rod overbend box furnace with powered load/unload table is being shipped from Michigan to a manufacturer. An automated actuator increases safety measures protecting the operator.
Lindberg/MPH'sfurnace has a maximum temperature rating of 2,000°F and a load capacity of 900 lbs. The workspace dimensions of the furnace are 24” x 36” x 18” and is designed for air atmosphere applications. The box furnace features an automated actuator to flip the push/pull mechanism on the load table to eliminate the operators need to manually flip it into push position. This option allows the push/pull head to retract from the furnace once the work grid is in the furnace chamber and increases operator safety by removing the need to reach into the hot furnace with a hook to flip the push/pull head.
“This furnace design is a duplicate to a previous order . . . . with the [requested] modification of an automated actuator to provide easier loading for the operator," commented Bill St. Thomas, business development manager at Lindberg/MPH.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this Heat TreatNextGen series (formerly called “Metallurgical Posterchild”), we join Doug Glenn, publisher of Heat TreatToday and host of this podcast, to learn what brought her to metallurgy, her training and leadership initiatives, and more.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Meet Sasha Tupalo (01:08)
Doug Glenn: Welcome. I’m looking forward to the conversation.
Contact us with your Reader Feedback!
Sasha Tupalo: Thank you so much for having me, Doug. It’s a great honor and pleasure.
Doug Glenn: Yes, great. And we should start off by mentioning that Sasha was in the 2019 class of Heat TreatToday’s 40 Under 40! Congratulations on that.
Sasha Tupalo: Thank you. That was a huge honor, as well.
Sasha Tupalo Manager of Thermatool Labs Thermatool Corp. Source: LinkedIn
Doug Glenn: I want to get a little bit more about your background; we’re just getting to know you a little bit better because you’re one of the younger, rising leaders in the industry.
Where do you work right now? What’s your title, and what do you do?
Sasha Tupalo: I work at Thermatool Corporation, located in East Haven, Connecticut. We manufacture high frequency welders, heat treating equipment, as well as cutting equipment for the pipe and tube industry.
Doug Glenn: You guys are part of the Inductotherm Group of companies, correct?
Sasha Tupalo: Correct. Inductotherm Group consists of over 40 companies.
We have different divisions for melting and heat treating.
Doug Glenn: For those in the heat treating industry, we might be a little more familiar with companies like Inductoheat Inc., Radyne Corporation, Lepel … there are a number of them.
You are the manager of the lab?
Sasha Tupalo: Yes. My current title is manager of Thermatool Labs. Thermatool Labs is a characterization laboratory here at Thermatool where we do studies from heat treating, weld sample analysis, any R&D projects involving welding of new materials (perhaps with high frequency welding), creating heat treating recipes for our customers for post weld heat treating of seams or full body, annealing and heat treating. I have the most fun here!
Thermatool Corporation located in East Haven, Connecticut. Source: Thermatool Corp.
Doug Glenn: Yes, good — every day is exciting!
Sasha, I want to go, very briefly, through your upbringing, from where you were born, where you were raised, what your education was. Can you give us the, “I was born in _____” and up through college?
Sasha Tupalo: Absolutely. I was born and raised in Ukraine in the town of Dnipro. It’s kind of centrally located, right on the river. I went to high school there, and went to undergraduate school in my hometown, as well. Then I moved to the U.S. to pursue my master’s degree. Both my undergraduate degree and my master’s degree were in Material Science and Engineering.
Doug Glenn: And your undergraduate degree was from Ukraine, or did you get it here in the States?
Sasha Tupalo: It was from the Ukraine, my bachelor’s degree.
Doug Glenn: What year was it that you came to the U.S. for your master’s?
Sasha Tupalo: It was 2014. I had a gap year, actually. I got my bachelor’s degree in 2013, and then I had a gap year. When I was studying in undergrad school, I’d had an opportunity to come to the U.S. for two summers. There used to be an exchange student program, so I participated in that. After I received my bachelor's degree, I thought it would be really neat to get my education somewhere overseas.
Doug Glenn: So, where did you go for your master’s degree?
"I thought it would be really neat to get my education somewhere overseas." Source: Worcester Polytechnic Institute
Sasha Tupalo: For my master’s, I went to Worcester Polytech Institute in Worcester, Massachusetts.
Doug Glenn: At WPI with Richard Sisson and that crew.
Sasha Tupalo: We collaborate on things, but he will always be Professor Sisson to me.
Doug Glenn: It’s difficult, once you know someone by their title, to call them by their first name.
Since you’re from Ukraine, it’s incumbent upon me to ask: Are your family and others all okay, that you know of?
Sasha Tupalo: That I know of, yes. My mom’s been fortunate enough to be staying with me for a little while. The rest of my family is still over there. Thankfully, they are okay. I mean, you know, it’s war, but it is difficult.
Doug Glenn: Well, as you know, a lot of people in the United States have our thoughts and prayers with the folks of Ukraine. They’re certainly taking it on the chin.
Sasha Tupalo: I would like to say, from the all the Ukrainian people I know, a lot of people are very, very grateful for your support.
Beginnings in Materials Science (06:10)
Doug Glenn: Thank you; I appreciate that.
Let’s talk about how you got interested in metallurgy. Here you are, a young high school student or so — what intrigued you with materials and metallurgy?
Sasha Tupalo: This is kind of funny, but it’s true: It was pure curiosity. I was graduating high school, and I was 16 at the time. I really had no clue what I wanted to do with my life, so I started going through majors. I had a list of things I knew I wasn’t as interested in — I knew I didn’t want to go into the medical field. My grandma was a doctor, but that’s just not for me. Law, also, was not for me.
My dad is an engineer. I was always good at math and sciences, so I considered engineering. I just didn’t know which kind of engineering. I started looking through lists of majors, and looking through different leaflets, and I found something that was called “materials engineering.” I was like, “Hmm, I’m curious.”
As I’m reading what it’s about, in a leaflet from the undergrad school where I went to, the first sentence was: “Just look around you. Everything that you see is made out of materials and this is what we study.” I thought, “Wow, that’s fascinating!” I started reading more, and I leaned more into metals — that was my choice of materials.
Doug Glenn: Any reason why metals?
Sasha Tupalo: No, not really. It’s just what fascinated me. As I started reading more and getting more into it, I said, “Wow, I want to study this. This is very, very interesting and unique.”
Doug Glenn: It’s an interesting and healthy perspective: you look around and you see, like you said, everything is all materials! So many people today want to go into computer sciences and similar things, stuff that you really have a hard time getting your hands on. But there is a real world out there made up of real things!
You mentioned that your grandmother was a doctor, and your father was an engineer. And your mother?
Sasha Tupalo: She is an English teacher, actually.
Doug Glenn: What did your family think when you said, “You know what? I think I’m going to go this materials/metals route.” Were they supportive, or did they say, “What were you thinking?”
Sasha Tupalo: My dad was very excited. He was, like, “Oh, another engineer in the family, that’s great!” He actually went to the same undergrad school as I did. For him, that was a very proud moment. My mom was supportive, but she was kind of scratching her head. She was, like, “If that’s what you want to do, just do it well. You’ll succeed.”
"At WPI, we actually had a pretty diverse group for our master's degree." Source: Unsplash.com/thisisengineering
My grandma, she’s older, and she expressed, “I don’t think girls do engineering.” That was kind of the mindset. My grandma is 82 now, so, at the time, she just thought, “That’s an odd choice.” And really, when I went to school, there weren’t a whole lot of girls, especially in materials engineering.
Doug Glenn: It’s still relatively true.
Sasha Tupalo: Yes, it’s still true. At WPI, we actually had a pretty diverse group for our master’s degree; but once you get into metallurgy and the heat treating industry, it’s still predominantly a male industry.
Doug Glenn: The very first interview of this type that we did, in fact, the very first podcast that Heat TreatToday did, was with a female graduate from WPI. Her name was Hayley Sandgren (now Hayley Sandgren-Fox), and she was the very first podcast that we ever did.
Sasha Tupalo: That’s amazing!
Doug Glenn: It is. Years ago we did a survey of the thermal processing market. It was basically 98% male and 2% female. That was quite a few years ago, but I doubt that it’s changed significantly. If it’s 10–15% women, I would be surprised.
Sasha Tupalo: I think the latest research from the census bureau, that I’ve seen — in the workforce and STEM careers, it’s around 27–28% women.
Doug Glenn: Is that right?
Sasha Tupalo: Yes, something like that. And then, they have further distinguished between computer science and engineering; and the engineering numbers are quite low.
Sasha’s Experience in Heat Treating (10:55)
Doug Glenn: When you got to WPI, what did you study, specifically? What was your master’s thesis?
Sasha Tupalo: I had a master’s independent project. It was actually about heat treating: It was the microstructural and grain growth kinetics of 8620. It was a pretty neat project. It was very hands-on, which a lot of people who go to WPI will tell you that we really appreciate the projects the students have. They’re very involved; they’re hands-on. It gives you a better perspective of how to actually take what you’ve learned and bring it to the real world or to your job.
Doug Glenn: So, what is the application? I mean, is there a practical application of what you studied, or is it more theoretical?
Sasha Tupalo: It was pretty applicable just to the heat treating industry — austenitizing, quenching and tempering — grain growth kinetics, hardness variations, microstructural evolution. It’s actually all of the things I do now, so that was really helpful!
Doug Glenn: Workwise, specifically, what are some of the projects with which you’re involved?
Sasha Tupalo: I am very heavily involved on the high frequency induction welding side. That was something new to me, as I was graduating. I did a lot of continuing education in terms of welding, welding metallurgy, and now I’m the expert of high frequency induction welding.
Now, as far as the heat treating side goes, I am now involved in and looking into new 2-step, post-weld heat treating for high frequency induction welds to improve their toughness performance, especially for pipelines. Low temperature pipelines seem to be the trend these days, so we’re trying to help our customers to improve their Charpy properties.
Doug Glenn: Did you enjoy WPI?
Sasha Tupalo: Yes, absolutely. I had a really good experience.
Doug Glenn: What did you enjoy most? Was it the technical part, was it something outside of school, what was it?
Sasha Tupalo: Just the school itself, the campus. There’s a real sense of community at WPI. I had very good classmates and had a lot of, as I mentioned before, hands-on stuff, and practical training and seminars. It was very involved. It was nice to be in that atmosphere — where everybody is striving to do their best and learn something new.
Doug Glenn: After you got out, have you enjoyed the industry?
Sasha Tupalo: Yes. I enjoy industry very much so! There is something about putting your knowledge to actual, practical solutions that I really enjoy.
Doug Glenn: Do you get to go out into the field much? I know that you do R&D, but are you out in the field?
Sasha Tupalo: I do.
Doug Glenn: Tell us about that a little bit.
Sasha Tupalo: When I started at Thermatool, my first title was applications engineer, so I was traveling quite a bit. I would mostly visit our pipe and tube mills of our customers. They don’t differ much from steel mills.
Doug Glenn: You started as application engineer, and you are now lab manager? What was the progression there?
Sasha Tupalo: Applications engineer, materials engineer, senior materials engineer, and now lab manager.
Doug Glenn: You’ve been “climbing the corporate ladder.”
Industry Tips (15:50)
A couple other questions here: You mentioned that you continue to grow in your knowledge. If you were to recommend one helpful tool, for people similar to you in the industry, some sort of metallurgical resource or materials resource — do you have anything that’s a favorite?
Sasha Tupalo: I’d have to go with ASM. They have vast knowledge; they have classes and webinars; they publish books. There is just pretty much anything you might need, and you can find it. I have taken a couple of the classes myself because they were very niche; that’s not something you learn in school. I think if someone was looking for some resource, that’s a great resource.
Doug Glenn: Is there anything you would say, in way of encouragement, to younger people (I don’t know that many young people will be listening to this that aren’t in the industry already) but would there be anything you could say that would encourage people to say, “You know, you really ought to look into this industry”?
Heat Treat Today's 40 Under 40 Award Source: Heat Treat Today
Sasha Tupalo: Yes. There are a lot of opportunities — and I’m sure you’ve heard it from other people too — we’re having a really hard time finding new workforce, especially younger people. There are lots of opportunities for growth. It’s fun. It’s a really fun industry — for me, it is, at least. If it’s something that interests you, I say go for it!
Rapid Fire Round (17:38)
Doug Glenn: Very good. This has been great, Sasha, we appreciate it. I want to wrap this up with maybe some stuff a little bit more away from business and education; just kind of some fun things to show people that, you know what, materials engineers are people too.
I’m going to give you a couple quick questions and you can give me a one-word answer, or you can give me an embellished answer. This is the “rapid fire round.”
Doug Glenn: Are you a MAC or a PC user?
Sasha Tupalo: I would have to go with PC. I’ve been a PC user since elementary school.
Doug Glenn: When you consume media (any type of media), what do you prefer — print or digital, both?
Sasha Tupalo: I would say both. I really enjoy getting email digests, either weekly or daily or whatever they are, but there is something about reading through an actual magazine, in print, that I prefer much better.
Doug Glenn: Very interesting. That’s great.
Which do you value more — I’m going to give you two options? Flexible work schedule or high pay? If you had to give up one or the other? Would you rather be paid high and have a rigid work schedule, or do you like the flexibility and maybe you’ll take a little pay cut for the flexibility?
Sasha Tupalo: I would probably say flexible schedule. It’s a tough one but . . . . I wonder if you would ask me that maybe 5 years from now if my answer would change. But, as of right now, it would be flexible schedule.
Doug Glenn: I ask that question because I’m a “baby boomer”; I was born in 1961, so I’m one of the old-timers, supposedly. I don’t feel like it, but they tell me I am. The stereotype is that we tend to be out for the higher paying jobs, but that the younger generation tends to be, “You know, money is not that important. I’m more interested in flexibility.” It has been interesting: Almost everybody, all of the younger people that we interview, most of them do say they’d rather have the flexibility. It’s not that money is not important.
Sasha Tupalo: Right. But if you have to choose one . . .
Doug Glenn: Yes, right, one or the other. It’s kind of an unfair question, but that’s okay; nobody said the questions were going to be fair.
The people at Thermatool, I’m sure, know that you love your job and that you’re not going anywhere. But, if money were no object whatsoever, what would be your dream job? If you didn’t have to worry about money, and you just did something you really enjoyed doing, what would you do?
Sasha Tupalo: I’ve never thought about it because I enjoy what I’m doing.
Doug Glenn: Yes, it could be that this is it!
Sasha Tupalo: Yes, this might be it for me!
Doug Glenn: So, nothing else? You’ve never thought, “You know, if I could just do this, that would be really interesting.”
Sasha Tupalo: No, I really haven’t, to be honest with you. I really enjoy being an engineer, working on solutions and being challenged.
Doug Glenn: Good for you. It’s good to be content.
So, outside of work, what occupies your time? Are you an outdoor person, or what do you do?
"[M]y husband and I are trying to visit all the national parks in the U.S." Source: Unsplash.com/Jeremy Bishop Sasha Tupalo: Yes, I am. I really like hiking and camping. In fact, my husband and I are trying to visit all the national parks in the U.S. We’ve got a ways to go, but when we first started, there was 59 or 60 of them and now it’s up to 63. But we’ve got 20 on our list, so far.
Doug Glenn: That you have been to? You’ve been to 20 so far? What’s a highlight? What’s the best one (or two), so far?
Sasha Tupalo: The most recent trip was actually last year — we went to Utah — Zion National Park and Arches National Park. It was absolutely gorgeous.
Doug Glenn: I’ve never been there, but I’ve heard it’s outstanding.
Sasha Tupalo: If you get a chance to go, I would highly recommend it.I like being grounded, being next to nature; that’s how I relax and enjoy the outdoors.
Doug Glenn: What does your husband do? What is his work?
Sasha Tupalo: He is actually also an engineer. He is a chief engineer at a hotel — more of maintenance and building engineering.
Doug Glenn: That makes for interesting dinner conversations, I’m sure. “So, dear, what kind of calculation do we want to do tonight?”Last question, Sasha. It’s been really enjoyable talking with you.
Again, this doesn’t have to be technical, but can you tell us your favorite app, phone app, movie or magazine? Or you can give us one of each, if you’d like.
Sasha Tupalo: Favorite app? I guess I would go with the one that I use pretty much daily: I use Audible a lot lately.
"I've found that audiobooks work for me . . . ." Source: Unsplash.com/distingue
Doug Glenn: For audio books?
Sasha Tupalo: Correct, yes. I do so much reading for work, so when I do get a chance sometimes, I’ll do that. A lot of people do podcasts, and I do listen to some podcasts, as well, but I’ve found that audiobooks work for me too. And I can combine it if it’s commute or if I’m working out, I can do both.
Doug Glenn: So, how long is your commute?
Sasha Tupalo: Mine is actually not that long.
Doug Glenn: And what types of books are you listening to?
Sasha Tupalo: You know, same thing. I’m trying to be intriguing. I read a lot for work. I’m trying to go somewhere in a different direction. I’m working my way through the Game of Thrones series. I’m a little late to the party, but you know . . .
Doug Glenn: Very good, Sasha. It’s really been very much a pleasure to meet you and talk with you a bit. Congratulations, again, on the 40 Under 40 award.
Sasha Tupalo: It’s been a pleasure talking to you and thank you so much for having me.
Doug Glenn: You’re welcome.
About the expert: Sasha Tupalo began her career as a materials engineer at Thermatool Corp. in 2016 after finishing her master’s degree in Materials Science and Engineering at Worcester Polytechnic Institute. She has been very active supporting the Fabricators and Manufacturer’s Association educational programs, as well as ASM Heat Treat events. She provides process troubleshooting support for tube, pipe, and closed roll formed shape producers. She routinely evaluates weld samples and heat treat specimens as part of this process. Sasha delivers training both in-house at Thermatool and at customers’ sites and leads continuing education classes such as “Weldability of Advanced Steels, Stainless Steels and Aluminum” (delivered 2018 at LeTourneau University, Longview, TX), and “Oilfield Metallurgy” (an ASM Continuing Education Class) in 2017. She has written several papers and delivered presentations in her field just since 2016. Sasha is an active member of numerous scientific and technical committees such as ASM, ASTM (A01, E04 and E28), TMS, AIST and WAG (Welding Advisory Group) at AISI.
For more information:contact Sasha through the company website www.thermatool.com
A retort furnace with an Inconel 602CA alloy retort has been shipped from Pennsylvania to a leading manufacturer of motor laminations, located in Midwestern U.S. The laminations are deployed for motors in various aerospace, military, automotive, medical and industrial fields.
L&L Special Furnace shipped the model XLC3348 XLC3348 which has an effective work zone of 23” x 23” x 36” and uniformity of ±15°F above 1,200°F. The control system includes one control loop along with six zones of heating volume that can be adjusted to achieve the required temperature gradients. The model XLC3348 satisfies all requirements for AMS2750F class 3 uniformity and type B instrumentation. The process gas lines are required copper refrigeration lines along with stainless steel to ensure a very low dew point in the process gasses.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Nikola Tesla afirmó: <<Si quieres descubrir los secretos del universo, concéntrate en la energía, la frecuencia y la vibración.>>
Al revisar los mecanismos internos de un sistema de inducción es posible evidenciar cada uno de estos tres elementos. Los 10 pasos de esta guía servirán para apoyar a los operadores de departamentos internos de tratamiento térmico en entender los secretos de la inducción para así identificar posibles escollos en tales sistemas y dar solución a problemas comunes que se puedan presentar.
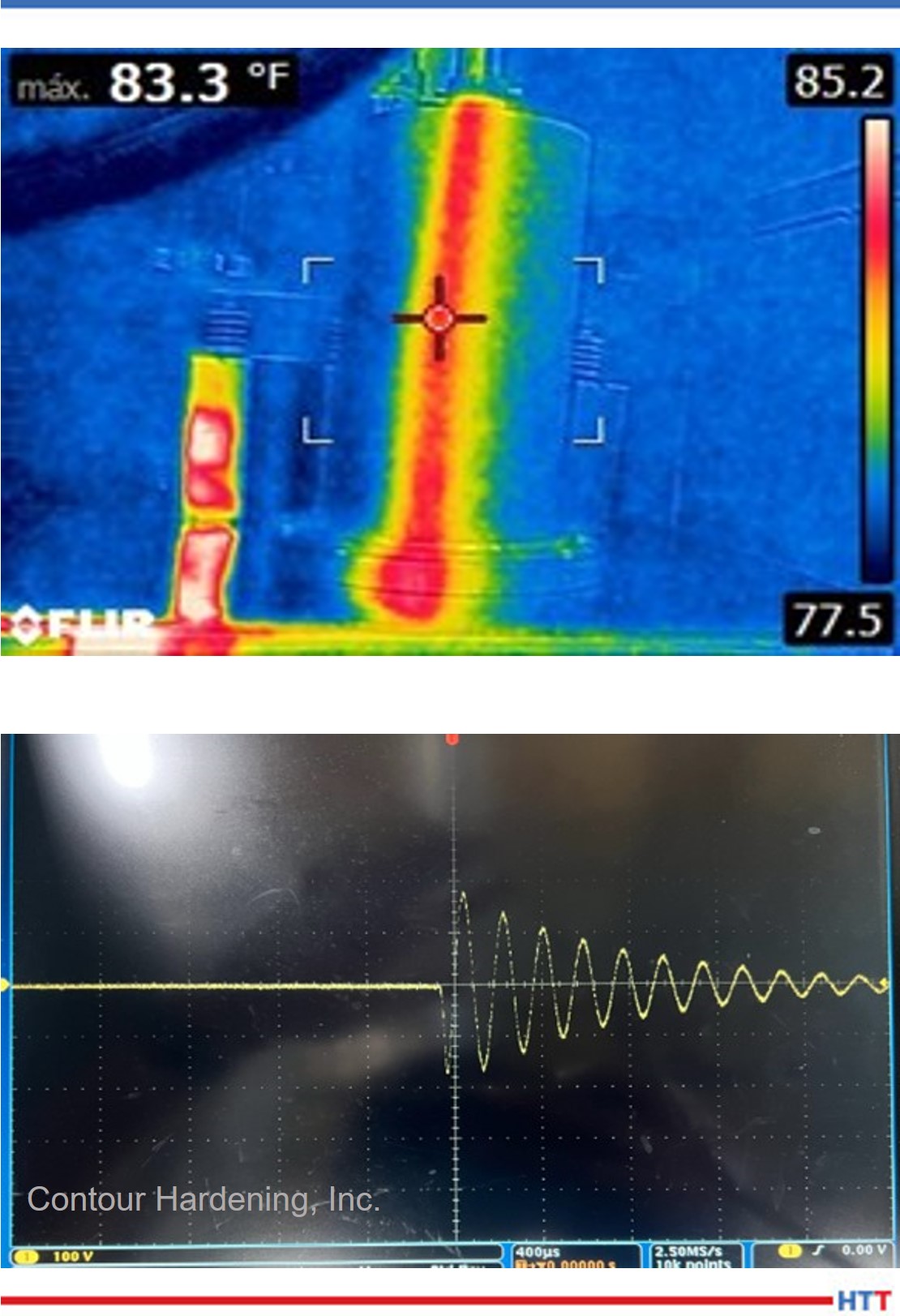
This original content article was first written by Alberto Ramirez, engineer of Power Supply and Automation at Contour Hardening, Inc. and an honoree from Heat Treat Today’s 40 Under 40 Class of 2021, for Heat Treat Today's May 2023 Sustainable Heat Treat Technologiesprint edition. Read the Spanish version below, or click the flag above right for the English version.
Alberto Ramirez Power Supply and Automation Engineer Contour Hardening, Inc.
Contact us with your Reader Feedback!
Los metales pueden calentarse mediante el proceso de inducción electromagnética, mediante el cual un campo magnético alternativo cerca de la superficie de una pieza de trabajo metálica (o conductora de electricidad) induce corrientes de Eddy (y, por lo tanto, calentamiento) dentro de la pieza de trabajo.
Los sistemas de inducción pueden llegar a ser sistemas complejos que tienen como objetivo endurecer piezas o secciones específicas de un componente mecánico, dependiendo del grado de complejidad de la pieza a tratar; para el profesional, el desafío será el diagnóstico de los problemas que se lleguen a presentar.
1. Familiarízate con el proceso
Figura 1. Proceso de endurecimiento por inducción Source: Contour Hardening, Inc.
El proceso de inducción envuelve muchas características tales como: posición de la pieza dentro de la bobina de inducción, posiciones de carga, posiciones de enfriamiento, tiempos de ciclo, potencia eléctrica aplicada, entre otras. Es importante que el profesional sea capaz de identificar la falla y la situación particular en el momento en el que se está presentando.
En algunas ocasiones las fallas no son evidentes y, por ende, es indispensable analizar la pieza que ha sido tratada; este análisis puede ser clave para entender situaciones tales como: falta de profundidad de capa por potencia eléctrica o disminución en la frecuencia de salida, entre otros posibles escenarios.
Adicional al análisis de la pieza, es vital inspeccionar la “escena del crimen” ya que muchos de los sistemas de inducción, dada la naturaleza del proceso y el peligro que implica manejar altos potenciales eléctricos, suelen ser en extremo automatizados y las estaciones de trabajo de difícil acceso para el personal, así que una buena estrategia de trabajo consiste en observar detenidamente las condiciones generales del equipo para determinar el punto de inicio para la resolución del problema.
2. Identifica los componentes principales de tu sistema de inducción, así como los mecanismos de seguridad para ciertas zonas en particular
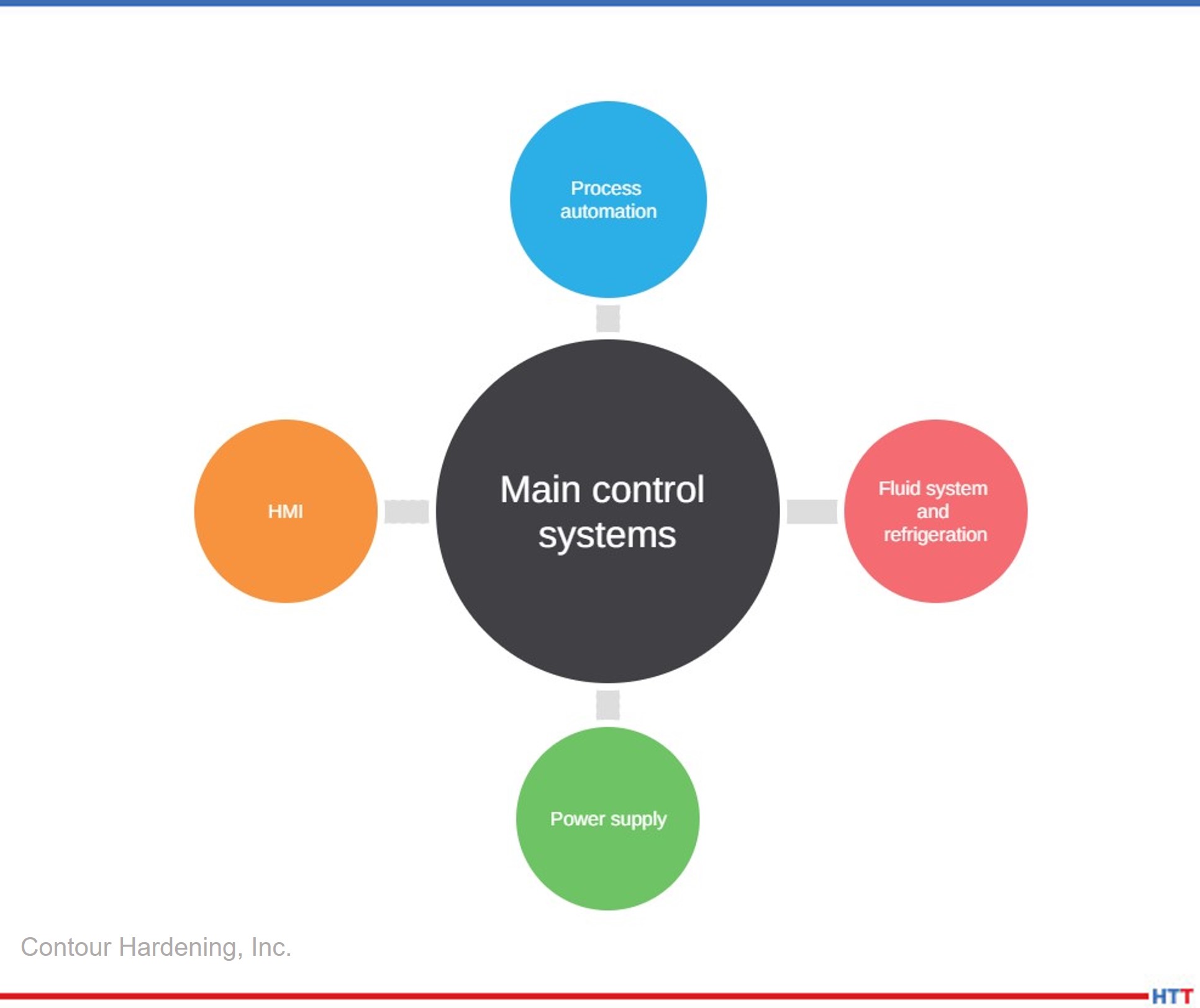
Entender la interrelación del sistema es importante para comprender qué elemento realiza cierta acción, así como los canales de comunicación entre ellos. Una vez que se genere este conocimiento, se puede asociar una falla a un componente en particular. Usualmente los sistemas de inducción se componen de los siguientes elementos:
Figura 2. Componentes de un sistema de inducción Source: Contour Hardening, Inc.
Como mencionamos con anterioridad el proceso implica altos potenciales eléctricos, y para eso la naturaleza de las fuentes de alimentación involucra dispositivos electrónicos de potencia, como capacitores eléctricos, los cuales almacenan energía y, por ende, es importante descargar eléctricamente el sistema antes de comenzar a inspeccionar un equipo.
3. Ten preparadas las herramientas necesarias para realizar un buen análisis del problema
Figura. Capacitores Source: Contour Hardening, Inc.
Al igual que cualquier problem técnico, el uso de la herramienta mecánica es indispensable al realizar algún tipo de proyecto, pero para el diagnóstico de una falla en un equipo de inducción es importante contar con:
Osciloscopio
Generador de funciones
Amperímetro
Multímetro digital y analógico.
Sondas de alto voltaje
Sin estos elementos es muy difícil llegar a un diagnóstico fiable, y la posibilidad de encontrar la falla es mínima. Por ende, tener estos medidores en buen estado y, sobre todo, calibrados nos da una perspectiva más clara del problema.
4. Verifica que los sensores del proceso, los monitores de energía y las bobinas de inducción funcionen correctamente
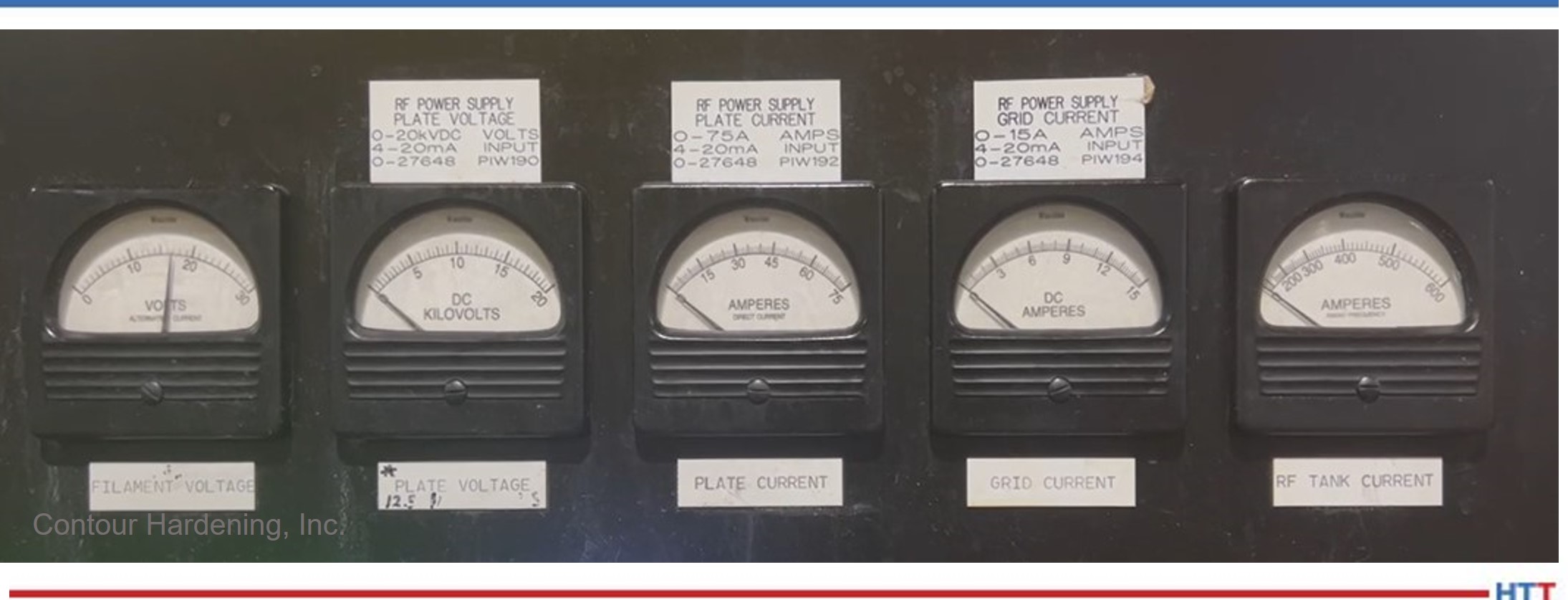
Existen distintos medidores que recogen información acerca del proceso; esta información en su mayoría puede ser visualizada a través del HMI (Human Machine Interface), y, en muchas ocasiones, una buena manera de comenzar a entender el problema es recopilar la información del proceso. Si los medidores no funcionan correctamente, te pueden llevar a conclusiones erróneas.
Verifica que los medidores de energía estén funcionando correctamente, así como tus señales de entrada y de salida.
Las bobinas de inducción son un elemento clave en el proceso de inducción ya que acorde a su geometría generan los campos magnéticos adecuados para lograr los resultados metalúrgicos esperados. Si existen fugas de agua o los elementos de transmisión eléctrica se encuentran sueltos o sucios, seguramente podrán ser la raíz del problema. Es importante comenzar a realizar el diagnóstico de la falla una vez se haya descartado este circuito en particular.
Figura 4. Ejemplo de parámetros de energía Source: Contour Hardening, Inc.
5. Realiza estudios de energía constante en tu subestación para identificar posibles problemas en tu suministro de energía, así como tiempos críticos
La energía eléctrica es la fuente principal en un proceso de inducción; las fuentes de alimentación transforman y potencializan este recurso para crear campos electrónicos lo suficientemente fuertes para generar el calor en la pieza.
Por ende, es importante descartar con evidencia que el problema en cual nos encontramos no se debe a una falla del sistema eléctrico del cual nuestro sistema de inducción forma parte. De igual manera entender cómo se comporta nuestro sistema eléctrico nos puede ayudar a generar patrones de comportamiento que puedan determinar la solución en momentos específicos en los que se lleguen a presentar.
6. Trabaja de forma metódica documentando tus movimientos y realiza un paso a la vez
Los sistemas de inducción pueden ser muy intimidantes si no has tenido experiencia previa, y, al igual que con cualquier elemento o situación, es importante abordar de manera lógica el problema analizando el modo de la falla, identificando las partes principales que interactúan en ese preciso momento, y, a partir de este análisis, documentar y realizar pequeños pasos, uno a la vez, ya que, de no ser así, es muy probable que pierdas todo el trabajo realizado y la situación empeore.
Figura 5. Antes y durante un arco eléctrico dentro de la línea de transmisión Source: Contour Hardening, Inc.
Si los movimientos no son exitosos, siempre puedes regresar a tu punto de partida e intentar otro acercamiento. La idea consiste en que el modo de la falla se mantenga estable sin importar los movimientos realizados hasta que se resuelva el problema. De esta manera lograrás contener la falla; de otra manera podrías estar dañando otros elementos sin darte cuenta.
Es muy importante entender que los procesos son secuencias que anteceden y preceden a nuevos eventos; si entiendes el proceso y, una vez resuelto el problema, ahora tienes una nueva falla, es importante analizar si esta falla es la continuación del proceso ya que, de ser así, es posible que te encuentres frente al caso de un evento que está desencadenado una serie de fallas y se haga necesario practicar un análisis más profundo. La idea general es llegar a la raíz del problema y mitigar el riesgo.
7. Intenta cualquier posibilidad relacionada con el proceso sin importar que la relación entre ésta y el problema no sea directa
Un pensamiento lógico puede resolver la mayoría de las fallas técnicas de un sistema, pero, para fallas excepcionales, es necesario utilizar la imaginación y agotar todos los recursos posibles ya que el área de interés más insignificante o el lugar menos pensado puede ser la clave para resolver un problema.
8. Conoce tus fuentes de alimentación
Uno de los factores claves en cualquier equipo de inducción son sus fuentes de alimentación. Las fuentes de alimentación son equipos que no requieren un mantenimiento tan arduo en comparación con otros sistemas en la industria, pero, de no presentarse las condiciones mínimas de mantenimiento, pueden generar altas pérdidas para la organización.
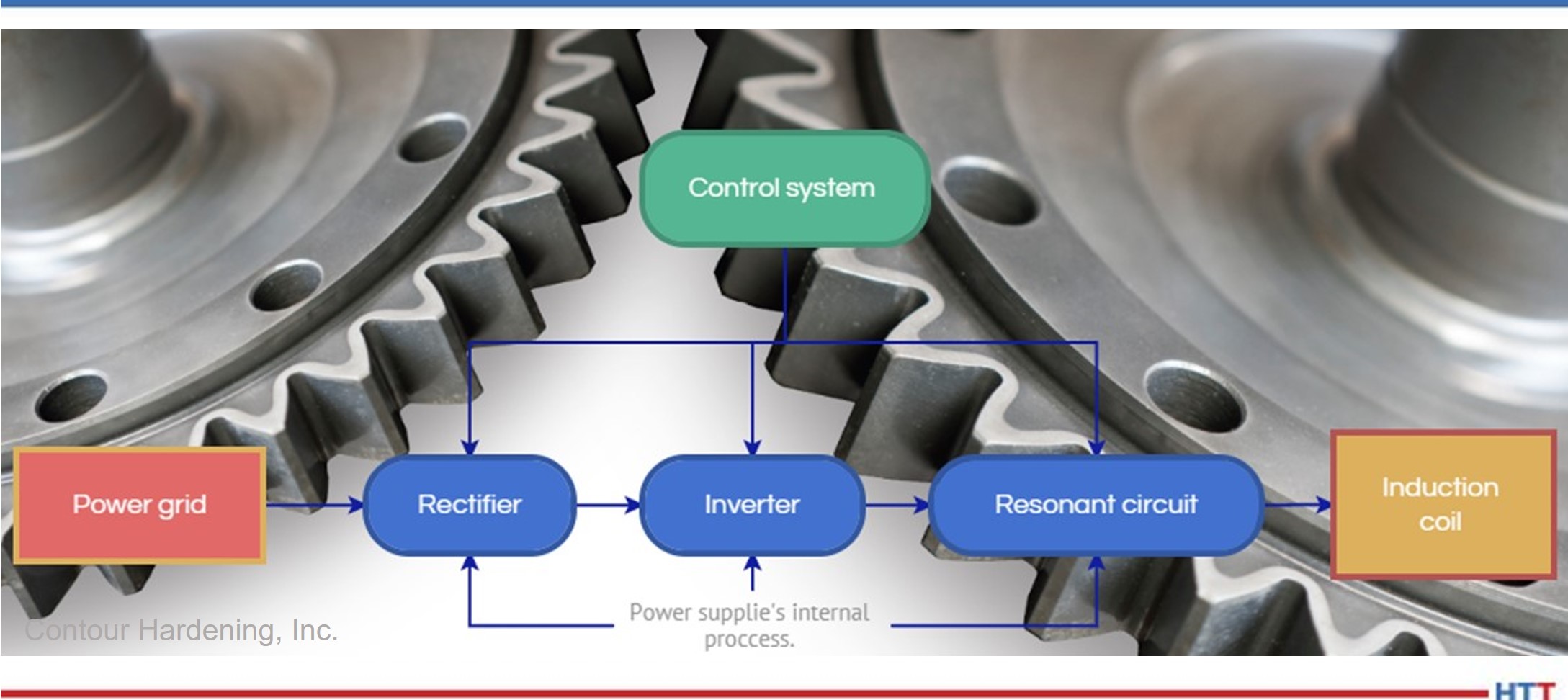
Figura 6. Diagrama de flujo del proceso eléctrico en una fuente de alimentación Source: Contour Hardening, Inc.
En los casos en los que el problema se encuentra en las fuentes de alimentación, es vital que se siga el mismo proceso metódico previamente descrito. Entender cómo funciona el proceso de transformación de la energía te dará una ventaja, al igual que conocer los componentes empleados o el tipo de tecnología utilizado en el proceso de rectificación, en la inversión (estado sólido o tubos de electrones) y en el circuito resonante. Generalmente las fuentes de alimentación siguen el siguiente patrón de transformación (Figura 6).
9. Identifica las partes críticas de tu equipo de inducción y prepara un inventario de éstas
Figura 7. Daño en una bobina de inducción Contour Hardening, Inc.
Usualmente los componentes que forman parte de las fuentes de alimentación son difíciles de conseguir dependiendo de la antigüedad de tu equipo, y con la reciente crisis de microchips en el mercado, existen tiempos de entrega muy largos para los elementos de control y automatización; de igual manera, los precios de los mismos se han disparado. Por ende, es vital que exista una lista de partes críticas y un inventario de éstas.
Adicionalmente a los elementos descritos, las bobinas de inducción suelen ser elementos muy característicos e importantes en el proceso de inducción. Éstas bobinas son elementos complejos que han sido diseñados exclusivamente para la pieza, por lo que su fabricación puede tomar varias semanas, y es importante tomar las precauciones necesarias para mantener un movimiento de mantenimiento constante.
10. Realiza mediciones preventivas al sistema para generar un patrón de comportamiento
Figura 8. Ejemplo de posibles mediciones Contour Hardening, Inc.
Cuando el sistema se encuentre trabajando en óptimas condiciones, genera un plan de medición el cual te permita recopilar información de puntos específi cos dentro del sistema. Una vez que se vuelva a presentar una nueva falla puedes comparar las mediciones de falla contra las del buen funcionamiento. Algunos ejemplos de mediciones pueden ser:
Temperatura
Voltaje
Corriente eléctrica
Resistencia y capacitancia
Formas de onda
En resumen
Una metodología de trabajo ordenada y documentada, un buen catálogo de piezas de recambio, junto con las herramientas de trabajo necesarias, pueden ser elementos clave para entender un problema y, lo que es más importante, resolverlo de forma eficaz.
Es vital que los profesionales se capaciten de manera constante para mejorar los tiempos de paro debido a fallas en los sistemas de inducción. La capacitación relacionada con procesos metalúrgicos sería una buena forma de complementar tus habilidades de resolución de problemas permitiéndote interpretar las características de los sistemas de inducción, al igual que de los elementos que los componen.
Bibliografía
Valery Rudnev and George Totten, ed., ASM Handbook Volume 4C: Induction Heating and Heat Treatment, (Materials Park, OH: ASM International Heat Treating Society, 2014), 581- 583
Sobre el autor: Alberto C. Ramirez es ingeniero en Mecatrónica egresado del Instituto Tecnológico Nacional de México Campus León con una maestría en Administración de Tecnologías de la Información por el Instituto Tecnológico de Monterrey. Cuenta con más de 8 años de experiencia en fuentes de alimentación, gestión de proyectos, mantenimiento y automatización. Actualmente se desempeña como ingeniero de fuentes de alimentación y automatización en Contour Indianapolis. Alberto inició su carrera en la fi lial de Contour en México y debido a su dedicación forma parte del staff en los Estados Unidos.
He is also an honoree from Heat TreatToday's 40 Under 40 Class of 2021.
Nikola Tesla said, “If you want to find the secrets of the universe, think in terms of energy, frequency, and vibration.” These three components are evident in getting to know the inner workings of an induction system. When it comes to troubleshooting such a system at in-house heat treat departments, this 10 step guide will help heat treat operators understand the secrets of induction and solve common problems that may arise.
This original content article was first written by Alberto Ramirez, engineer of Power Supply and Automation at Contour Hardening, Inc. and an honoree from Heat Treat Today’s 40 Under 40 Class of 2021, for Heat Treat Today's May 2023 Sustainable Heat Treat Technologiesprint edition.
Alberto Ramirez Power Supply and Automation Engineer Contour Hardening, Inc.
Contact us with your Reader Feedback!
Metals can be heated by the process of electromagnetic induction, whereby an alternative magnetic field near the surface of a metallic (or electrically conductive) workpiece induces eddy current (and thus heat) within the workpiece. Induction systems can be complex systems that aim to heat treat specific parts or sections of a mechanical component; depending on the degree of complexity of the part to be treated, it will be the challenge of a professional to detect any problem.
1. Familiarize Yourself with the Process
Figure 1. Induction hardening process Source: Contour Hardening, Inc.
The induction process involves many characteristics such as: position of the piece within the induction coil, load positions, cooling positions, cycle times, applied electric power, and others. It is important that the professional can identify the failure and the particular situation at the moment in which it is occurring.
On some occasions, the failures are not evident and therefore it is essential to analyze the part that has been treated. This analysis can be key to understanding situations such as poor depth due to electrical power or decrease in output frequency, among other possible scenarios.
In addition to the analysis of the piece, it is vital to inspect the “crime scene,” since many of the induction systems — given the nature of the process and the danger involved in handling high electrical potentials — are usually highly automated and the work stations are difficult for staff to access. A good work strategy consists of carefully observing the general conditions of the equipment to determine where the problem will begin to be solved.
2. Identify Main Components and Certain Security Mechanisms of Your Induction System
Understanding the interrelationship of the system is important to comprehend which element performs a certain action, as well as the communication channels between them. Once this knowledge is generated, a failure can be associated with a particular component. Induction systems are usually made up of the elements in Figure 2.
Figure 2. Induction system components Source: Contour Hardening, Inc.
As we mentioned before, the process involves high electrical potentials, and for this reason, the nature of the power supplies involves power electronic devices such as electrical capacitors, which store energy. Therefore, it is important to electrically discharge the system before beginning to inspect a piece of equipment.
3. Have the Necessary Tools Ready To Carry Out a Good Analysis of the Problem
Figure 3. Capacitors Source: Contour Hardening, Inc.
Like any technical problem, the use of a mechanical tool is essential when carrying out some type of project, but for the diagnosis of failure in induction equipment it is important to have:
Oscilloscope
Function generator
Ammeter
Digital and analog multimeter
High voltage probes
Without these elements it is exceedingly difficult to reach a reliable diagnosis, and the possibility of finding the fault is minimal. Therefore, having these meters in good condition and above all, calibrated, gives a clearer perspective of the problem.
4. Verify that the Process Sensors, Power Monitors, and Induction Coils Are Working Properly
There are different meters that collect information about the process. This information can mostly be viewed through the HMI (human machine interface). On many occasions, a good way to begin to understand the problem is by collecting the information on the process. If these meters do not work correctly, they can lead you to wrong conclusions.
Verify the energy meters are working correctly, as well as your input and output signals.
Induction coils are a key element in the induction process since, according to their geometry, they generate the appropriate magnetic fields to achieve the expected metallurgical results. If there are water leaks or the electrical transmission elements are loose or dirty, it could be the root cause of the problem. It is important to start troubleshooting once this circuit is ruled out.
Figure 4. Energy parameters example Source: Contour Hardening, Inc.
5. Carry Out Studies of Constant Energy in Your Substation To Identify Possible Problems in Your Energy Supply, Including Critical Times
Electrical energy is the main source in an induction process, power supplies transform and potentiate this resource to create electronic fields strong enough to generate heat in the piece.
Therefore, it is important to find evidence that rules out failures of the electrical system that the induction system is a part of. In the same way, understanding how our electrical system behaves can help us generate behavior patterns that can determine the solution at specific times when it may arise.
6. Document Your Work Methodically and Take One Step at a Time
Induction systems can be very intimidating if you have not had previous experience, and, like any element or situation, it is important to logically approach the problem by analyzing the failure mode, identifying the main parts that interact at that specific moment. From there, document and take small steps, one at a time. If you don’t, it is very likely you will lose all the work you have done, and the situation will get worse.
Figure 5. Before and after of an arc at the transmission line Source: Contour Hardening, Inc.
If the moves are unsuccessful, you can always return to your starting point and try another approach. The idea is that the failure mode remains the same no matter what moves you make until the problem is resolved. In this way you will have the failure contained, otherwise you could be damaging other elements without realizing it.
It is very important to understand that the processes are sequences that precede and proceed new events. If you understand the process and solve a problem, but now have a new failure, it is important to analyze if this failure is the continuation of the process. If so, it is possible that you find yourself in a case where an event is triggering a series of failures. Therefore, a more in-depth analysis must be carried out. The idea to generate is to get to the root cause and mitigate the risk.
7. Try Any Possibility Related to the Process Regardless of Whether the Relationship Between It and the Problem Is Not Direct
Logical thinking can solve most of the technical failures of a system. For exceptional failures, however, it is necessary to use your imagination and exhaust all possible resources, since the smallest area of interest or the least thoughtful place can be the key to solving a problem.
8. Get To Know Your Power Supplies
One of the key factors in any induction equipment is its power supplies. Power supplies are equipment that do not require such arduous maintenance compared to other systems in the industry, but if the minimum maintenance conditions are not present, they can generate high losses for the organization.
Figure 6. Flow diagram of the energy process at the power supply Source: Contour Hardening, Inc.
In cases where the problem is the power supplies, it is vital that the same methodical process previously described is followed. Understanding how the energy transformation process works will give you an advantage, as will knowing the elements that compose them or the type of technology used in the rectification process, in the inversion (solid state or electron tubes) and in the resonant circuit. Generally, power supplies follow the transformation in Figure 6.
9. Identify the Critical Parts of Your Induction Equipment and Prepare an Inventory
Figure 7. Coil damage Contour Hardening, Inc.
Usually, the elements that belong to the power supplies are difficult to obtain depending on the age of your equipment. With the recent microchip crisis in the market, control and automation elements have very long delivery times or the prices are very high. Therefore, it is vital that there is a list of critical parts and an inventory of these.
In addition to the elements described, induction coils are usually very characteristic and important elements in the induction process. These coils are complex elements that have been designed exclusively for the piece, so their manufacture can take several weeks, and the necessary precautions must be taken to maintain a constant maintenance movement.
10. Perform Preventative Measurements to the System To Generate a Pattern of Behavior
Figure 8. Possible examples of measurements Contour Hardening, Inc.
When the system is working in optimal conditions, generate a measurement plan which allows you to generate information on specific points within the system. Once a new failure occurs again you can compare the measurements of failure against those of good performance. Some examples of measurements can be:
Temperature
Voltage
Current
Resistance and capacitance
Waveforms
Summary
An orderly and documented work methodology, a good spare parts catalog, and the necessary work tools can be key elements to understand a problem and, more importantly, to solve it effectively.
It is vital that professionals are in continuous training in order to decrease downtime due to failures in induction systems. Training related to metallurgical processes would be a good way to complement your resolution skills by being able to interpret the characteristics of induction systems with the elements that compose it.
References
Valery Rudnev and George Totten, ed., ASM Handbook Volume 4C: Induction Heating and Heat Treatment, (Materials Park, OH: ASM International Heat Treating Society, 2014), 581- 583.
About the Author: Alberto C. Ramirez graduated from the National Technical Institute of Mexico as a mechatronics engineer. He earned his master’s degree in information technology administration from Monterrey Institute of Technology. With more than eight years of experience in power supplies, project management, maintenance, and automation, he currently works as a Power Supply and Automation Engineer at Contour Indianapolis. Alberto began his career at the Contour subsidiary in Mexico and due to his dedication, he is part of the staff in the United States. He is also an honoree from Heat TreatToday's 40 Under 40 Class of 2021.
This seventh article in the series from the Cybersecurity Desk helps you determine if CMMC applies to your business, learn about what changes were made to CMMC 1.0., know what you should be doing NOW to prepare for CMMC 2.0., and more.
Today’s read is a feature written by Joe Coleman, cybersecurity officer at Bluestreak Consulting™. This column is in Heat Treat Today’sMay 2023 Focus on Sustainable Heat Treat Technologies print edition.
Introduction
Joe Coleman Cybersecurity Officer Bluestreak Consulting™ Source: Bluestreak Consulting™
Along with determining if CMMC (Cybersecurity Maturity Model Certification) applies to your business, this 7th article in the series from Heat Treat Today’s Cybersecurity Desk will give you a better understanding of what the certification is all about and the requirements to become certified. Also, we will cover the changes that were made to CMMC 1.0, the current status of CMMC’s proposed rule, and what you should be doing NOW to prepare for when the CMMC 2.0 rule is finally released.
What Is Changing in CMMC 2.0
In November 2021, the Department of Defense (DoD) announced a major update to the CMMC program. To safeguard sensitive national security information, the DoD launched CMMC 2.0, a comprehensive framework to protect the Defense Industrial Base’s (DIB’s) sensitive unclassified information from frequent and increasingly complex cyberattacks. Manufacturers or suppliers that handle sensitive or Controlled Unclassified Information (CUI) in any way or those within the DIB need to pay attention. CMMC 2.0 condenses the original 5 CMMC maturity levels into 3 levels, eliminating levels 2 and 4, and removing CMMC unique practices and all maturity processes. They have also revised the number of controls required for each of the three new levels. Level 1 includes 17 controls, Level 2 has 110 controls, and the total number of controls in Level 3 is still to be determined. There are also several other changes made that somewhat relax the requirements from CMMC 1.0.
Who Does CMMC Impact?
Manufacturers in the DIB are going to be held accountable to safeguard sensitive information and must comply with CMMC 2.0. Any contractor, subcontractor, supplier, or manufacturer that provides parts or services to the DoD or anyone within the DIB (no matter how minuscule) will need to comply with one of the three levels of CMMC compliance.
What Should Heat Treaters Be Doing Now?
Although CMMC 2.0 is still in the rulemaking phase, the new CMMC proposed rule is expected to be released sometime in mid-2023. This will give some much needed clarity on how to move forward and will help streamline the implementation of CMMC. Warnings will be issued to the DIB through DoD primes and will be passed down through the supply chain. Manufacturers that do not comply will be at risk of losing contracts.
If you (or your clients) are doing work for any DoD primes (or NASA), such as Raytheon, Lockheed Martin, McDonnell Douglas, Northrup Grumman, or L3Harris (and many more), then this applies to your business. If you are unsure, check the fine print in your contracts, and/or ask your clients about their requirements.
If you handle CUI in any way, you need to be at a CMMC Level 2 or Level 3. The most common level is Level 2. If you don’t handle CUI in any way, but you do handle FCI (Federal Contract Information), you will need to be certified at a Level 1.
On average, it can take a company of up to 100 employees between 12 to 18 months for NIST 800-171 (CMMC Level 2) implementation. Meaning, even though CMMC 2.0 is not completed yet, don’t wait until it is. You’re already a year behind if you haven’t started your NIST 800-171 implementations and you want to be ready for when the CMMC 2.0 rule is released
CMMC certification requires government oversight whereas NIST 800-171 compliance can be self-attested. You should always hire a qualified CMMC consultant to ensure that you’re “audit-ready” for your certification audit.
What’s the Difference Between FCI and CUI?
FCI is information not intended for public release. FCI is provided by or generated for the Federal Government under a contract to develop or deliver a product or service. CUI and FCI share important similarities and a particularly important distinction. Both CUI and FCI include information created or collected by or for the government, as well as information received from the government. However, while FCI is any information that is “not intended for public release,” CUI is information that requires safeguarding and may also be subject to dissemination controls. In short: All CUI in possession of a government contractor is FCI, but not all FCI is CUI.
About the Author:
Joe Coleman is the cybersecurity officer at Bluestreak Consulting™, which is a division of Bluestreak | Bright AM™. Joe has over 35 years of diverse manufacturing and engineering experience. His background includes extensive training in cybersecurity, a career as a machinist, machining manager, and an early additive manufacturing (AM) pioneer. Contact Joe at joe.coleman@go-throughput.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com






















 Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this
Sasha Tupalo, the manager of Thermatool Labs at Thermatool Corp., was recognized in 2019 as a 40 Under 40 rising star, and she has more than lived up to this award; she answers the call of leadership through educating others and managing a variety of projects. In this