2024 is a big year for heat treaters who work for the DoD.AsJoe Coleman, cybersecurity officer at Bluestreak Consulting, explains, Controlled Unclassified Information is a key topic you need to understand if you want to maintain or grow contracts with the DoD this year.
This Cybersecurity Corner installment was released in part inHeat Treat Today’s March 2024 Aerospace print edition.
If you are a prime contractor for the Department of Defense (DoD) or a subcontractor, then you have CUI in one form or another whether it is in paper or digital format. Learn what is, and is not, considered Controlled Unclassified Information (CUI).
What Exactly Is Considered CUI?
Click to share your Reader Feedback!
The DoD handles CUI in many forms across its operations. CUI includes sensitive information that requires safeguarding but does not meet the criteria for classification as classified information. Examples of DoD CUI include:
Click image to download a list of cybersecurity acronyms and definitions.
Export Controlled Information (ECI): Information that is subject to export control laws and regulations, such as technical data related to defense goods and services.
For Official Use Only (FOUO): Information that is not classified but still requires protection from unauthorized disclosure for official government use.
Critical Infrastructure Information (CII): Details about critical infrastructure elements like facilities, systems, networks, and assets that are essential for national security, economy, or public health.
Privacy information: Personal information of individuals (e.g., Social Security numbers, medical records) that needs to be protected under privacy laws and regulations.
Sensitive But Unclassified (SBU) Information: Information that, although unclassified, is sensitive and requires protection due to its potential impact if disclosed.
Contract-related information: Non-public details within contracts, such as proprietary information, financial data, or technical specifications.
Proprietary information: Data owned by an entity and protected by intellectual property rights or confidentiality agreements.
In the heat treating industry, DoD CUI might include various sensitive details related to heat treatment processes, materials, or specifications used in defense-related applications. Here are some potential examples of DoD CUI within the heat treating industry:
Material specifications: Specifications for heat treated materials used in defense equipment, weapons systems, or components. This could include details about specific alloys, heat treatment methods, tempering, or hardening processes required for certain applications.
Process documentation: Detailed procedures and technical information regarding heat treatment processes employed in the production of defense-related materials or components. This might involve specific temperature ranges, cooling rates, or other proprietary methods used in heat treating.
Quality control data: Information related to quality control measures specific to heat treating in defense-related manufacturing. This could involve data on testing methodologies, inspection techniques, or standards compliance for heat treated materials used in critical defense systems.
Research and development (R&D) information: Research findings, experimental data, or proprietary knowledge related to advancements in heat treatment technologies tailored for defense applications. This may include innovative heat treatment methods for enhancing material properties, durability, or performance in defense systems.
Supplier information: Details about suppliers providing heat treatment services or materials to the defense industry, including contractual agreements, proprietary processes, or specifications specific to DoD projects.
Cybersecurity measures: Information about cybersecurity measures employed within heat treatment facilities that handle DoD contracts or projects to safeguard sensitive data from cyber threats.
Facility security protocols: Details regarding security protocols, access controls, and clearance requirements within heat treating facilities handling defense-related projects to prevent unauthorized access to sensitive information.
Other items that may be identified as CUI provided by the DoD or generated in support of fulfilling a DoD contract or order include, but are not limited to (in both paper and digital formats):
Research and engineering data
Engineering drawings and lists
Technical reports
Technical data packages
Design analysis
Specifications
Test reports
Technical orders
Cybersecurity plans/controls
IP addresses, nodes, links
Standards
Process sheets
Manuals
Data sets
Studies and analyses and related information
Computer software executable code and source code
Contract deliverable requirements lists (CDRL)
Financial records
Contract information
Conformance reports
What Is Not Normally Considered CUI?
Here are several examples of items that may not typically fall under DoD CUI for the heat treating industry:
General industry standards: Information related to commonly accepted industry standards, processes, or procedures that are widely available and not specific to defense-related applications.
Non-proprietary heat treatment techniques: Basic information about standard heat treatment methods or techniques that are publicly known and not proprietary to a particular organization or application within the defense sector.
Publicly available research: Scientific or technical research findings, publications, or data that are publicly accessible, not subject to proprietary rights, and not specifically tied to defense-related advancements.
Commonly shared best practices: Information regarding widely accepted best practices in heat treating that do not involve proprietary or classified techniques applicable solely to defense-related materials or components.
Non-sensitive business operations: Routine business operations, administrative documents, or general non-sensitive communications within the heat treating industry that do not pertain to defense contracts or projects.
Information approved for public release: Data that has been officially approved for public release by the DoD or other relevant authorities, ensuring it does not contain sensitive or classified details.
Basic material specifications: Information about materials, alloys, or heat treatment processes widely used in commercial applications and not specifically tailored or modified for defense-related purposes.
I hope this information has been helpful to you. Please contact me with any questions and for a free consultation, with a complimentary detailed compliance ebook.
For more information: Contact Joe Coleman at joe.coleman@go-throughput.com.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
As heat treaters strive for a sustainable future, pressure mounts to make the right choices while running commercially viable operations. This guest column by Michael Mouilleseaux, general manager at Erie Steel, Ltd., explores how and why heat treat operations are now coming under the focus of the U.S. Department of Energy.
This informative piece was first released inHeat Treat Today’s March 2024 Aerospace print edition.
The iron and steel industry contributes approximately 2.1% of energy-related CO2 emissions from primary sectors in the U.S. These statistics may seem insignificant or far removed, but the federal government has now determined that heat treating is a significant contributor and has set in motion critical changes for U.S. heat treaters.
Background
Click to share your Reader Feedback!
On December 8, 2021, President Joe Biden issued an executive order that committed the federal government to “lead by example” in U.S. efforts towards carbon-free and net zero emissions solutions. Since then, the executive has delegated the Department of Energy (DOE) and the Environmental Protection Agency (EPA) to spearhead these initiatives aimed at reducing greenhouse gas emissions (GHGE) and promoting energy efficiency across various sectors of the U.S. economy. To support these efforts, $10,000,000,000 in incentives are being allocated for the DOE and EPA to investigate and promulgate regulations.
Specifically, the government sees the “industrial sector” as responsible for close to a quarter of all greenhouse gas emissions (GHGE); the five industries named within this sector are chemical processing, petroleum processing, iron & steel production, cement production, and food & beverage manufacturing. The DOE is leading the efforts of “supercharging industrial decarbonization innovation” and leveraging the potential of “clean hydrogen.”
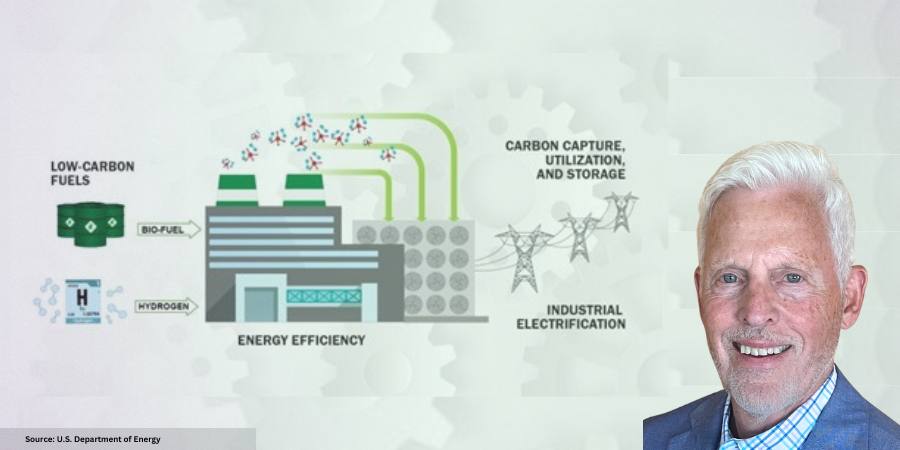
Following these directives, the DOE unveiled the “Industrial Decarbonization Roadmap” in September 2022. This strategic plan will guide decarbonization efforts of the five key industrial sectors to mitigate GHGE. The four pillars are:
Energy efficiency
Industrial electrification (using green electricity)
Adoption of low-carbon fuels, feedstocks, and energy sources (LCFFES)
Carbon capture, utilization, and storage at the generated source (CCUS)
The DOE determined that process heating — accounting for 63% of energy usage within the iron and steel industry — would be the best opportunity to apply these four pillars. However, until May 2023, heat treating had not been explicitly mentioned as a target for decarbonization efforts.
Why Should Heat Treaters Care?
In May 2023, the Industrial Efficiency & Decarbonization Office — an office within the DOE’s Office of Energy Efficiency & Renewable Energy — held a symposium to refine its commitment to the decarbonization of the industrial sector. It was then that heat treating was specifically defined as a process targeted for the reduction of GHGE in the steel, aluminum, and glass manufacturing industries.
The DOE’s refined commitment focuses on two things: reduce GHGE attributable to “process heating” by 85% by 2035 and achieve net-zero CO2 emissions by 2050. To reach these ambitious goals, the DOE emphasized the importance of adopting LCFFES, green electrification, and implementing strategies that promote industrial flexibility, advanced heat management, smart manufacturing, and alternative technologies.
The potential ramifications of the DOE’s efforts on the heat treating industry are momentous. With the development of regulations to support these efforts, businesses within this sector must prepare for significant changes. The focus on green hydrogen, biofuels, and electrification, coupled with advanced technological solutions like ultra-efficient heat exchangers, artificial intelligence, machine learning, and alternative no-heat technologies, are strategies being considered for potential regulation.
Conclusion
The heat treating industry stands at a crossroads, with the DOE’s decarbonization initiatives signaling a shift to adopt cleaner energy practices. As these regulations take shape, businesses will need to adapt, investing in new technologies and processes that align with the nation’s clean energy goals. In the next column, we’ll address potential ramifications of the DOE effort for industrial decarbonization in the heat treating industry to help you be better informed and prepared.
About the Author:
Michael Mouilleseaux General Manager at Erie Steel, Ltd.
Michael Mouilleseaux is general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy. He will be speaking on the MTI podcast about this subject on March 5, 2024, 2:30 EST, and will present on this topic at the April 3, 2024, MTI Mid-West chapter meeting.
For more information: Contact Michael at mmouilleseaux@erie.com.
Attend the SUMMIT to find out more about the DOE’s actions for the heat treat industry.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Welcome to Heat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at some compelling developments in aviation manufacturing, sharing a few metallurgy quizzes, and of course, bringing some fun, social heat treat videos to you.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
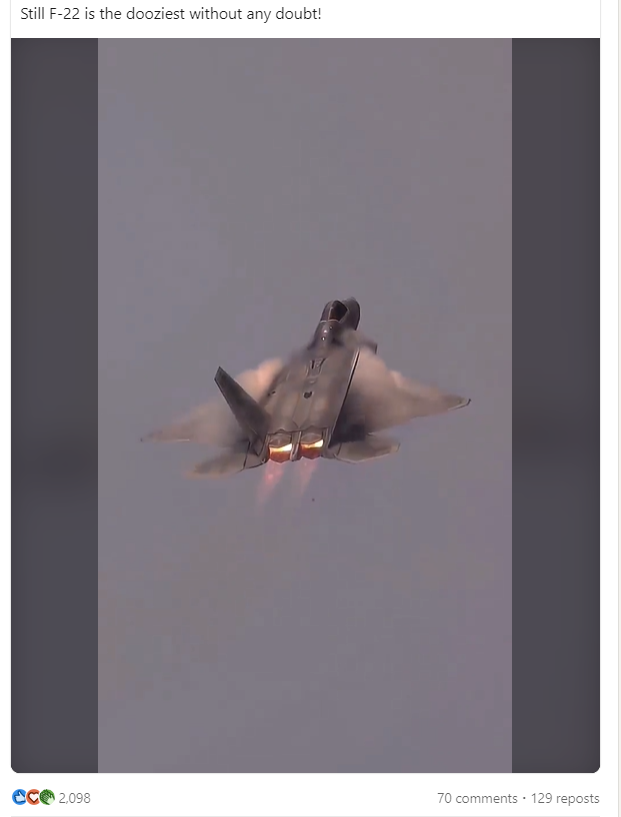
1. The Power of Engineering vs. Gravity
We usually like to share something rich and technical, but check out this compelling video of dual F119 engines powering an F-22 in an attack maneuver.! “F-22 with a combat capacity of; 1× 20 mm M61A2 Vulcan rotary cannon, 6× AIM-120C/D AMRAAM or 4× AIM-120A/B AMRAAM 2× AIM-9M/X Sidewinder, 2× 1,000 lb (450 kg) JDAM or 8× 250 lb (110 kg) GBU-39 SDB, 4× under-wing pylon stations can be fitted to carry weapons, each with a capacity of 5,000 lb (2,270 kg) or 600 U.S. gallon (2,270 L) drop tanks”
2. It’s a Beautiful Day in the Heat Treat Neighborhood
What’s everyone been up to on the social channels?
Gamifying Quality?? Count Us In!
Marking Milestones
When Precision Meets Creativity
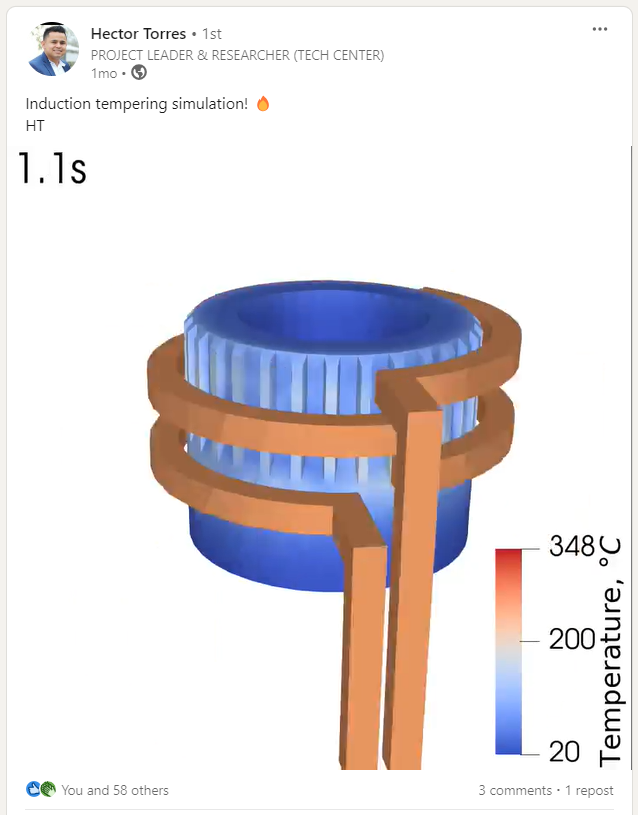
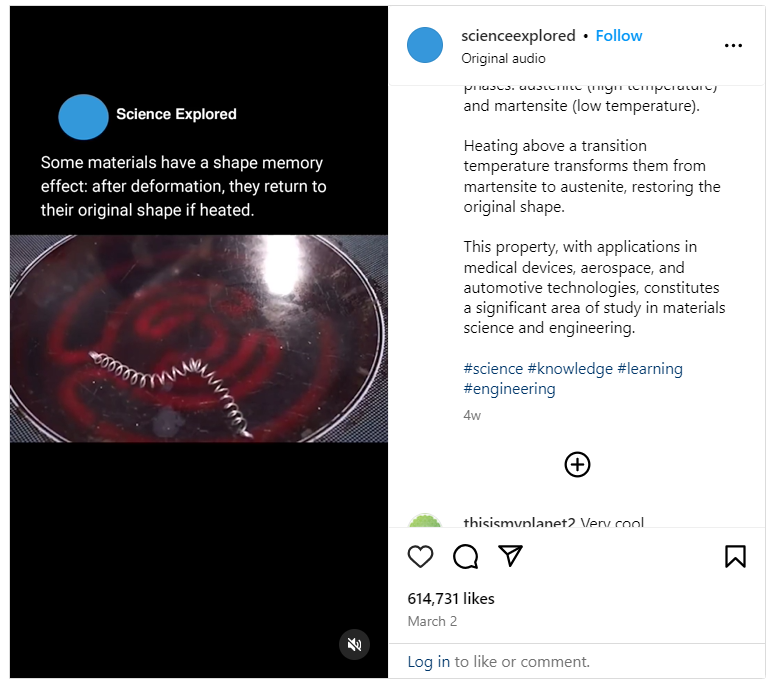
3. Learn with Us – 3 Quick Visuals
Sometimes, it’s the small things on social media that grab your attention or give you the “ah ha!” moment. Do any of these short posts make you say “eureka”?
Rotate Rotate Rotate Rotate. . .
Spring is Here, depending on the Temperature
Quiz Time
4. Open Your Ears: The Podcast Corner
You can’t read everything, we get it. Heat Treat Today is here to recommend one informative podcast to enjoy on your daily commute, suggest a quick video on laser heat treating, and put a comprehensive article on surface treatments for automotive on your radar!
Tune in to Listen to Heat Treat Radio #107! Not Your Average Painting Class
The “Dougs” Talk
a Brazing Celebrity
5. Post-March Madness
Ever wonder the manufacturing processes behind the jump shots? Take March Manufacturing Madness: The Quiz below!
Have a great weekend!
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Guangdong Tayo Motorcycle Technology Co. Ltd., a Chinese manufacturer of motorcycles and bicycles, has invested in a nitriding/nitrocarburizing system, increasing sustainability and growth for its new production facility in Jiangmen City, located in southern China’s Guangdong province.
Heat treat solutions company Nitrex was commissioned to deliver a comprehensive turnkey system, geared towards enhancing the performance and durability of multiple components within Guangdong Tayo Motorcycle, including those for the brands Haojiang, Daye, Shengshi, and Qidian.
Nikola Dzepina Nitrex Regional Manager – Asia Source: NITREX
Nikola Dzepina, Nitrex account executive, said, “Our partnership with Guangdong Tayo Motorcycle Technology Co. Ltd. will help them in fulfilling their mission of delivering top-notch, highly durable, and reliable motorcycles and bicycles to their global customer base.”
As part of their development strategy, Guangdong Tayo Motorcycle has placed sustainability, product quality, service excellence, and market expansion at the heart of their mission. Paving the way for superior motorcycles and bicycles, the company evaluated various options and ultimately selected Nitrex for its precision-controlled processes, process stability and repeatability, equipment longevity and reliability, and commitment to environmental friendliness.
Nitrex pit furnace Source: Nitrex
The turnkey system comprises a large pit-type furnace, model NX-1225, with a 4000-kg load capacity and the Nitreg® controlled nitriding and Nitreg®-C nitrocarburizing technologies. These surface treatments augment the properties of motorcycle and bicycle metal components, significantly enhancing wear resistance and providing protection against rust and corrosion. Additionally, the system features an ammonia dryer and accelerated cooling system, facilitating the delivery of high-purity ammonia and fast cycle times to optimize production efficiency.
Tao Liu, sales manager at Nitrex China, emphasized, “This system’s exceptional reliability, engineered for longevity with minimal maintenance requirements and low utility and production media consumption costs, aligns perfectly with Guangdong Tayo Motorcycle’s vision for a sustainable future.”
This press release is available in its original form here.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Jupiter Aluminum Industries (JUPALCO), a newly established aluminum factory which will be part of the Jupiter Group in India, has ordered three furnaces for annealing aluminum coils from a heat treat furnace manufacturer with North American locations.
The equipment ordered by the Jupiter Group from SECO/WARWICK includes three Vortex® 2.0 furnaces for aluminum annealing, two cooling chambers, and one loader. A system configured in this way will ensure the optimal production volume of the Indian rolling mill.
The aim of JUPALCO’s new plant will be to achieve the highest level of domestic aluminum production in history and to create an ecosystem of comprehensive aluminum-based solutions. This is the first cooperation between SECO/WARWICK and the Jupiter Group.
The three Vortex furnaces are effective systems for annealing aluminum coils. In the Vortex 2.0 version, a system of straight nozzles has increased the heat transfer efficiency. The systems key feature is the increased heat transfer coefficient, achieved by directing high-velocity air to both sides of the coil. This allows air to flow over the coil edges, not just through its outer layer.
Piotr Skarbiński, Vice President of (Source: secowarwick.com)
With the use of patented air flow technology, the aluminum coil annealing systems operate with process cycles that are significantly shorter. This in turn ensures energy savings, increased efficiency, and improved surface quality of the finished coils.
“In the case of coil annealing,” commented Piotr Skarbiński, VP of the CAB andAluminum Products Segment at the SECO/WARWICK Group, “the challenge is to optimize the process by reducing the cycle time as much as possible while maintaining the desired metallurgical properties throughout the entire load.”
The Jupiter Group plans to recycle over 50,000 tons of aluminum scrap every year once fully operational. This scrap will come from both in-house and customer scrap, purchased scrap, and recycled cans/foils etc. The new rolling mill in India will help the Group expand its footprint in the aluminum industry and produce Made in India products which will be known for its quality and reliable products and services.
“Since the 1990’s,” says Mr. Sandeep Bajaj, CMD of Jupiter Aluminum Industries, JUPALCO, “the Jupiter Group processes aluminum as a partner of the converting and packaging industries. Ecology is an important value for us. It is included in our mission, just like our Partner’s. The rolling mill in India will be one of the most modern facilities of this type in this region, which is why we are equipping it with the best solutions available on the market.”
This press release is available in its original form here.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 13 news items.
Company
IHEA celebrate 95 years with an anniversary dinner at the industry association’s annual meeting.
Furnaces North American 2024 registration is open, with the event scheduled for October 14–16, 2024.
EVERGREEN KILN TECHNOLOGIES, LLC, located in Niagara Falls, U.S., and SUZHOU KILNPARTNER Mechanical Technology Co., Ltd., located in China, officially announced their strategic partnership to service and support the growing demands of the North American lithium-ion battery market.
SECO/WARWICK opened SECO/LAB, a production automation and mechatronics laboratory, at the University of Zielona Góra in Poland.
Tenova will partner with De Nora, Snam, and other European steel producers and RTOs on the HyTecHeat project, a Horizon Europe program funded by the EU with the goal to validate hybrid heating technologies based on natural gas with a progressive increase of hydrogen up to 100% in downstream processing. Within this project, Tenova will install an electrolyzer at the Demo headquarters in Castellanza (Italy).
Tenova’s SafeForPorts project has won a call for proposals issued by the Istituto Italiano di Tecnologia (IIT) under the banner of RAISE (Robotics and AI for Socio-economic Empowerment). The project is aimed at revolutionizing the safety and efficiency of port operations through cutting-edge Industry 4.0 technologies.
Indian steel producer JSW STEEL (Dolvi Works) has placed an order with SMS group to supply its trailblazing CSP® Nexus plant, which will fundamentally transform flat steel production.
EVERGREEN KILN TECHNOLOGIES, LLC, and SUZHOU KILNPARTNER Mechanical Technology Co., Ltd., announced their strategic partnershipTenova electrolyzerTenova’s SafeForPorts project
Company & Personnel
Hubbard-Hall welcomes John Forlenzo as supply chain manager. In this role, he will oversee the global purchasing activities for the company, including logistics and inventory.
David Wolfe joins ECM USA as senior sales engineer. As a former east coast sales representative for ECM, Wolfe brings important industry knowledge to the role.
John Forlenzo, Supply Chain Manager, Hubbard-HallDavid Wolfe, Senior Sales Engineer, ECM USA
Kudos
Akron Steel Treating is pleased to share we are now in the Nadcap 18 Month Merit Program. The Nadcap Merit Program is an allowance for extending the accreditation lengths between audits and is only awarded to companies which have proven themselves as exceeding Nadcap’s already highly stringent standards.
Steelhead Technologies is proud to be a winner of the Top Performer award from SourceForge, the world’s largest software reviews and comparison website.
Ipsen USA celebrated 75 years in operation on February 27, 2024.
Advanced Heat Treat Corp. has renewed its Nadcap accreditation in heat treating and passed its Aerospace Quality System (AC7004) audit.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
A North America-based company is set to receive a four-gun electron beam hearth melting furnace from their industry partner of 3 years.
Retech, a division of SECO/WARWICK Group, received this third contract in as many years from the returning partner after the successful planning, installation, commissioning, and subsequent operation and progress of the last two EB hearth melters. Along with that, repeat orders from a known partner reduce uncertainty and risk for the company. Put more simply, practice makes perfect.
Source: SECO/WARWICK
These EB furnaces have a throughput that is suitable for large-ingot casting of reactive/refractory metals when alloying with metals having similar vaporization temperatures, whereas plasma arc melting, although slower, would be the more suitable choice for dissimilar vaporization temperatures.
Earl Good Managing Director at Retech Systems, LLC Source: Retech
“We are thrilled to be an ongoing partner in this customer’s growth,” said Earl Good, managing director of Retech Systems. “We know they have multiple competitive options for their vacuum metallurgy equipment, so we take nothing for granted, and work hard to earn their business every step of the way. Ongoing awards like this suggest we’re doing a lot of things right.”
Retech produces and assembles vacuum melting equipment entirely in North America. Their integrated R&D, manufacturing, and assembly facility in Buffalo allows them to do that. The North American supplier also has exclusive use of electron beam guns from Von Ardenne, industry pioneers of electron beam technology.
This press release is available in its original form here.
Needing to learn more about the fundamentals and latest developments of stop off coatings? Mark Ratliff, president of AVION Manufacturing Company, Inc., applies his background in chemical engineering to understand and create what makes the best stop-off coatings/paints for carburizing and other heat treat processes. In this episode, Mark and Heat Treat Radio host, Doug Glenn, uncover the varieties of coatings, their uses, and the future of coating solutions.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Chemistry in Coatings: Mark Ratliff’s Start in the Industry (00:22)
Contact us with your Reader Feedback!
Doug Glenn: I have the really great honor today of talking with Mark Ratliff from AVION Manufacturing. We’re going to do a “painting class” . . . kind of, but not really. Industrial paint — we’re going to talk about stop-off paints and things of that sort.
Mark has been working at AVION, currently located in Medina, Ohio, since 1994. He graduated with a Bachelor of Science degree in chemical engineering from the University of Cincinnati. Prior to that — I did not know this about you, Mark — he worked at Shore Metal Treating with your father, huh?
Mark Ratliff: That’s correct, yes.
Doug Glenn: How long was he there?
Mark Ratliff: Well, he started the company. I went working there and was loading baskets of parts since I was about 8 years old. He would pay me $5.00 for a basket, “under the table,” and that was a lot of money back then. I was really rich, at the time!
Mark Ratliff, President, Avion Manufacturing (Source: AVION Manufacturing)
Doug Glenn: That’s pretty cool. It is very interesting to see people’s backgrounds and how they got involved in the industry. A lot of people start young, you know? You may win the record though — 8 years old! The labor board may be calling about your childhood.
Why Use Stop-Off Paints? (01:54)
Let’s talk today. Technically, we want to talk about something that not everybody may know about, and I think you and your company are kind of experts on these things, and that’s stop-off paints. Just from a 30,000-foot view — and you don’t have to go into a lot of detail here, Mark — what are stop-off paints and why do we use them?
Mark Ratliff: Stop-off paints are protective barrier-type coatings. What they do is prevent either carburization or the nitriding process from entering into the steel. They were created probably well over 50 years ago as a replacement for copperplating these parts. In the past, a long time ago, they would copperplate the part that they did not want carburized or nitrided. That’s a time-consuming process as well as being very expensive. The stop-off coatings were developed as an economical alternative to copperplating.
AVION Line of Stop-Offs (Source: AVION Manufacturing)
DougGlenn: When you say “copperplating,” does that mean it was actual thin sheets of copper metal?
MarkRatliff: That’s correct, yes.
Doug Glenn: And you actually had to wrap whatever you did not want nitrided or carburized in this copper and that would keep it from nitriding?
Mark Ratliff: That’s correct, yes.
Doug Glenn: Just in case people don’t know — but I would imagine that most people that are listening to this do know — nitriding and carburizing are both surface hardening technologies in which either nitrogen (in the case of nitriding) or carbon (in the case of carburizing) are infused into the surface. That, of course, gives improved wear properties, typically corrosion properties to those areas that receive the infusion of the metal.
Why do people not want the nitrogen or carbon to be infused to certain areas of the part?
MarkRatliff: When you harden a part, as with carburization or nitriding, a lot of times hardness equates to brittleness. So you may induce certain stress in various parts, in various areas.
Also, if you want to do a post-heat treatment machining on the part, it would be virtually impossible if that part were carburized or nitrided because the surface is so hard that the tool can’t cut through it to do further machining on the part.
“If you want to do a post-heat treatment machining on the part, it would
be virtually impossible if that part were carburized or nitrided because the surface is so hard that the tool can’t cut through it to do further machining on the part.”
— Mark Ratliff, AVION Manufacturing
Doug Glenn: Gotcha.
Can you give a couple examples of parts, and if you can do a description of where on those parts you might apply a stop-off coating?
Mark Ratliff: Well, a lot of times the end user (the customer) is painting an end of a shaft where he’ll heat treat the shaft and make the shaft harder, but he wants to spin a thread on the end of that shaft. That’s a prime example of why you would use a stop-off coating.
A lot of times, the parts are made with the threads already on, but you don’t want those threads to be hardened because, again, hardness equals brittleness, and those threads would crack off after heat treatment. That would be an area where you would apply a stop-off coating.
Doug Glenn: Tell us a little bit about the actual physical “properties" of these stop-off coatings. We also call them “stop-off paints.” I’m assuming a lot of times these are just painted on — it’s a liquid format.
Mark Ratliff: They are all supplied in liquid form with the viscosity ranging right around 3500–8500 centipoise (cP). For the carburizing stop-off, we have two different kinds. (This is not new in the industry; most people know the formulations of the stop-offs.)
We have boric acid-based stop-offs; we have two different kinds of that — a waterborne and a solvent borne. The idea behind the boric acid-based stop-offs is that as the boric acid thermally decomposes, it creates a boron oxide glass. This glass is actually the diffusion barrier of the carbon. What’s nice about the boric acid-based stop-offs is that they’re water washable after the heat treatment process; the coating and the residue can get washed off.
Another type of stop-off coating that we have is based on silicate chemistry. A silicate chemistry is basically like putting a glass on the part. It’s more of a ceramic-based coating. It works very, very well, but the drawback of the silicate-based stop-offs is that you have to bead-blast the parts after heat treatment; it does not wash off in water.
Doug Glenn and Mark Ratliff
Doug Glenn: So, you’ve got to brush it off.
Mark Ratliff: You’ve got to brush it off, mechanically, correct.
Doug Glenn: That’s interesting.
When I think of painting something on and then putting it into a furnace, the first thing I think of is that paint is going to get completely obliterated in the furnace. But you just kind of answered that question. Those things will either transform into a glass or a ceramic of some sort after they’ve been in high heat for a while, and that’s what creates the barrier.
Mark Ratliff: That’s correct.
You have the active ingredient in the stop-offs — you either have the silicate or you have the boric acid. Those are the active ingredients. The vehicle that the paint itself — be it the water-based latex or the solvent-borne bead — those do, indeed, get charred off. They get burned off, leaving the active ingredient behind.
Doug Glenn: Are you able to use either of those — the water-based or the solvent-based — in vacuum furnaces? Do you have any trouble with off-gassing and things of that sort?
Mark Ratliff: Yes, a little bit. We’ve got to be careful in the vacuum furnace market because you do have the off-gassing. The combination of the vacuum and the heat at once can cause the coating to boil and blister. We do recommend pre-heat treatments when doing a vacuum operation.
Doug Glenn: And the pre-heat just kind of helps it adhere to the part without the blistering, I guess?
Mark Ratliff: That’s correct. And it drives off a lot of the residual water or solvent that might be left in the coating.
Different Chemistry, Different Technology: Plasma Nitriding Stop-Off Coatings (08:32)
Doug Glenn: Okay, good.
Now I understand that there is a new product coming out on the nitriding end of things. Can you tell us a little bit about that and why you’re developing it?
Mark Ratliff: We’ve been making a nitriding stop-off coating since 1989 when we came out with our water-based version. We actually had it patented. We were the first on the market with a water-based nitriding stop-off. This particular stop-off has been used in the industry for 45 years now.
We got called by a current customer asking, “Hey, do you have a plasma or an ion-nitriding stop-off?” At the time, we did not. So, we developed a new plasma — aka, ion-nitriding — stop-off, and that’s a different chemistry, different technology. It is going to be available in the market very soon.
Doug Glenn: Interesting.
I’m curious about this: Are stop-off paints used more in carburizing or nitriding?
Mark Ratliff: By far, carburizing — it’s probably 10 to 1 carburizing to nitriding, for sure.
Doug Glenn: Okay, gotcha.
This episode of Heat TreatRadio is sponsored by AVION.
So, you’ve been doing this for 30 or some years, right?
Mark Ratliff: It will be my 30th anniversary in the month of April.
Doug Glenn: Very nice! Well, congratulations.
Mark Ratliff: I did work for my father prior to that, when he ran AVION for many years before that.
Doug Glenn: Well, congratulations, first off — that’s good. It shows longevity, which is good.
Memorable Moment of Innovation (11:11)
Doug Glenn: Has there been a memorable challenge that you had to deal with, with these stop-off paints?
Mark Ratliff: One thing I’m particularly proud of, Doug, is we always had the water-based carburizing stop-off coating — both varieties — the boric acid-based and the silicate-based. I had a few customers reach out to me and say, “Hey, we’re doing heat treatment for the aerospace industry or for the automotive industry, and they don’t like water-based coatings on their parts,” because you run into corrosion, you run into rust, and so forth and so on. So, these customers asked me to create the solvent-borne, which we did about seven or eight years ago.
One thing I’m particularly proud of is, I got called by the Fiat Chrysler plant in Michigan (they’re going by Stellantis, now), and unbeknownst to them, their current stop-off provider, at the time, changed the formulation. (That was due to the REACH regulations in Europe.) Since they changed the formulation, Stellantis started seeing all these problems. So, they reached out to me and asked, “Do you have an equivalent? We’d like a solvent-borne stop-off.” I was quick to respond, “Oh, by the way, yes, we do. And yes, our product is better,” because even though it’s solvent-borne, we created a nonflammable stop-off coating. In addition to being nonflammable, the solvent that we used in the coating is VOC exempt — VOC meaning volatile organic compounds — which are basically air pollutants that people want to avoid when using these stop-off coatings.
AVION Green Label pail (Source: AVION Manufacturing)
Doug Glenn: Okay, very interesting. I was going to ask you — because I saw on your website — about your green label, which you kind of hit on with the VOC part, but can you tell us a little bit about the green label products that you have and why you’re calling them “green label”?
Mark Ratliff: We called it “green label” a long time ago — that was our original stop-off which kicked off our business 50+ years ago. But I think you’re referring to our eco green label which we created about two years ago.
We’ve been getting a lot of pressure to remove VOCs from our coatings. Clients like John Deere and Caterpillar said, “Hey, we love your coating, but if you could do anything to get the VOCs out of it, we’d really appreciate it.” So, that was one of the biggest goals and one of the biggest accomplishments — to create a coating that didn’t have any of these VOC or HAP (hazardous air pollutants)-type solvents in the coating, and we have successfully done that.
Doug Glenn: That’s good. Especially in the ‘green movement’ that’s going on today, that’s obviously very important.
What coating solution should heat treaters be looking at, in the near future? Is it just VOC stuff, the lack of VOC, or what?
Mark Ratliff: Well, yes, of course. I mean, we’re proud to say that all of our coatings are virtually VOC-free. We are still making the original green label because some customers are not happy to change, so we still offer that. But every single one of our coatings right now have a less than 10 gram/liter VOC threshold, and we’re really quite proud of that.
But, you know, as you’re talking about new coatings coming to the market, we’re coming out with the plasma nitriding stop-off. But we’re also looking into a stop-off for salt bath carburizing. We’ve had a couple people reach out to us, just recently, asking, “Do you have a coating that we can use to paint on the parts that go into a salt bath carburizing operation?”
Doug Glenn: That would be interesting because there is a bit of abrasion going on there, yes?
Mark Ratliff: There is, correct.
Final Questions: Supply Chain, Technical Assistance, and Target Markets (14:51)
Doug Glenn: Now, that’s interesting.
I have two additional questions for you. One has to deal with supply chain issues. Have you guys had any issues with being able to deliver quickly or anything of that sort, ala Covid?
Mark Ratliff: Sure. Right after Covid, we had trouble getting the main ingredient for the carburizing stop-off coating which is boric acid. Currently, I have three suppliers that supply that to me, and there was a point in time where none of them could get the material because the manufacturer of this product was not delivering east of the Mississippi. So, I had to do several days of researching and scrounging around, and I found a distributor in California that said, “Yes, we can get it to you, but you have to buy a whole truckload, which we were very happy to do.”
Doug Glenn: Yes, you take what you can get, at that point.
But no issues now?
Mark Ratliff: No, everything is pretty much back to normal. I mean, gone are the days where you could pick up the phone and get material delivered to you in three days, but most of our raw materials get delivered in under two weeks, and we keep a pretty adequate inventory of all of our raw materials so that we don’t run out of anything.
Doug Glenn: So, you get the raw materials. Do you do your own formulations there? I mean, do you actually do the mixing and all that stuff?
Mark Ratliff: We do. Everything is all done here, in-house, correct.
Doug Glenn: Finally, technical assistance and competency on your guys’ part: Do you have people on your staff — yourself or others — that if a customer calls in with an issue, you can help talk them through it?
“[Look] at the copperplating method: It’s, number one, very expensive, and number two, from what I’ve been told, it’s not very environmentally friendly — you’re working with a lot of hazardous ingredients, hazardous waste."
— Mark Ratliff, AVION Manufacturing
Mark Ratliff: Absolutely. So, I’m the “go to guy” here at AVION. If anyone has any technical questions, I’m the one that’s going to be answering them. And if it’s something where I need to come out to the plant, I’ll get in my car or get on a plane and visit that customer, if the quantity of it dictates that.
Doug Glenn: Yes, sure; it’s got to be a good business opportunity, obviously. But I’m sure you can use the phone to answer questions too.
Mark Ratliff: Yes, most of the time it’s by phone.
Doug Glenn: So, Mark, in the marketplace, is there an ideal client, someone who maybe should be considering stop-off paints that isn’t currently using it? Is there someone out there that you would say, “Hey, you know, if you’re doing this, maybe you ought to think about stop-off paints, if you’re not already doing them.”
Mark Ratliff: Well, I would certainly still target those that are copperplating. Look at the copperplating method: It’s, number one, very expensive, and number two, from what I’ve been told, it’s not very environmentally friendly — you’re working with a lot of hazardous ingredients, hazardous waste. So, those are the types of people that I will continue to target for stop-off coatings.
Doug Glenn: Well, Mark, listen, that’s great. Hopefully, this has been a good primer for people who didn’t know what stop-off paints/coatings were, and hopefully they can get ahold of you if they need something. I appreciate you being with us.
Mark Ratliff: Okay, thank you very much, Doug. I appreciate it myself.
About the Expert
Mark Ratliff started at Avion Manufacturing in 1994 after earning his bachelor’s of science degree in Chemical Engineering at the University of Cincinnati. Prior to getting his degree, Mark spent many of his summer breaks working for his father at Shore Metal Treating where he gained a good deal of knowledge about the heat treating industry.
Solar Atmospheres of Western PA recently commissioned their third car bottom air furnace. This Class 2 air furnace has a maximum operating temperature of 1350°F measures 60” wide x 38” high x 168” deep.
The newly installed equipment, manufactured by Heat Treat Equipment Inc., joins two other HTE car bottom furnaces that are 14’ long and 20’ long respectively.
“After successfully hardening in vacuum at 1850°F +/- 10°F, the fully hardened die was transferred to the air car bottom furnace for the triple temper operation of 1025°F +/- 10°F.” – Bob Hill, President, Solar Atmospheres WPA and Michigan Source: Solar AtmospheresRobert (Bob) Hill, FASM President Solar Atmospheres of Western PA Source: Solar Atmospheres
Bob Hill, president of Solar Atmospheres of Western PA and Michigan, states, “the addition of this large air tempering/aging equipment compliments our five (5) state of the art vacuum car bottom furnaces very nicely. Instead of hardening and triple tempering this 6000 pound H13 die exclusively in a vacuum environment, Solar can save our customers and our company over 100 hours of valuable and expensive vacuum processing time.”
He continues, “After successfully hardening in vacuum at 1850°F +/- 10°F, the fully hardened die was transferred to the air car bottom furnace for the triple temper operation of 1025°F +/- 10°F. These large and uniform car bottom furnaces are a win/win for both the customer and for production — not exclusively for heavy parts, but also when treating long components.”
This press release is available in its original form here.
Now that a new year is in full swing, it may be time to consider that all of the heat treating equipment that’s currently in the workplace has aged along with us. Without proper maintenance in place, you may start to see signs of age, wear, and tear on the high output furnaces that this industry relies on.
This Technical Tuesday,was originally published inHeat Treat Today’sJanuary/February 2024 Air and AtmosphereHeat Treatprint edition.
Jacob Laird Mechanical Engineer Premier Furnace Specialists, Inc./BeaverMatic Source: Premier Furnace Specialists, Inc./BeaverMatic
Most companies have a “workhorse” furnace which is run exhaustively, and even new furnaces that run this way can start looking quite worn after just months of use. Yet decades-old equipment remains in regular use across the country, thanks to knowledgeable maintenance personnel. Since there is somewhat of a void in personnel for this position, here are a few ways to make sure your furnaces keep running into old age.
Contact us with your Reader Feedback!
For roller hearth or belt furnaces with rollers, there can be an extensive number of points in the drive which may facilitate misalignment. Most maintenance crews know to keep chains and sprockets in alignment and to keep bearings well-greased to avoid seizing, but these may not be enough for the high temperatures at which these furnaces typically run. Even though they are turning at slow speeds, the roller’s bearings should be filled with high-temperature grease which is designed not to break down and leak despite the heat constantly being transferred through the roller to the external trunnions (shaft ends). If the bearing already has standard grade grease, it needs to be fully pumped out of the bearing with new high-temperature grease to avoid contamination or reactions between the two which could cause leaking or seizing.
Roller hearth furnace system
For driven rollers, it’s only necessary to “lock-down” the drive side of the roller’s components using cone or dog point set screws (sometimes both) and thread locking compounds. As the furnace heats up, the rollers will expand. By leaving the idle end “free,” it allows a path of least resistance for growth, which allows for the best chance to keep drive mechanisms in-line.
An infrared (IR) thermometer can be a useful tool for diagnosing heat leaks around any furnace and avoiding burns while doing so during operation. It’s important to note that on stainless steel components and the glossy enamel coatings on some furnaces, IR temperature readings likely will not be exact. Quality IR thermometers have adjustable emissivity settings which greatly reduce the error caused by these highly reflective surfaces, but readings still should be used simply as reference points.
FCE insulation
It’s a good idea to occasionally check the furnace case for “hot spots,” and this tool allows it to be done without much effort. These are areas which have a higher than typical temperature compared to the rest of the furnace. This can be one of the earliest signs that insulation quality in that spot has issues. The insulation can be checked and repaired rather than waiting until the furnace’s case steel begins to turn white and burn away, leading to more costly repairs. For brick-lined furnaces in particular, one ideal time to perform this check is during the lengthy dry-out procedure to ramp up to operating temperature after a shutdown. The idle time at low temperatures helps to catch issues before high operating temperatures quickly make them worse. For roller hearth furnaces, simply checking the average temperature of each roller’s exposed trunnions and bearing housings can give insight into potential future issues if individual rollers run hotter than others.
As they say, “The best time to start was yesterday. The next best time is now.” Even a furnace that has seen better days can be maintained, repaired, or rebuilt to keep operations running smoothly and, most importantly, safely.
About the Author
Jacob Laird is a mechanical engineer at Premier Furnace Specialists. Jacob has a BS in both mechanical engineering and physics from South Dakota State University. Among many other things, Jacob is known for his skills in sizing/design of combustion systems, burner assembly, and electrical heating systems.