Staying Up to Speed with Sintering Parts and Additive Manufacturing for Heat Treat
![]() The powder metal industry continues to develop to keep up with production and industry needs. What exactly goes on with powdered metals and additive manufacturing? What is the sintering process? What should heat treaters know about the future of this industry?
The powder metal industry continues to develop to keep up with production and industry needs. What exactly goes on with powdered metals and additive manufacturing? What is the sintering process? What should heat treaters know about the future of this industry?
In this original content article, three different resources -- an article, a radio broadcast, and a Heat Treat TV episode -- come together to answer these questions and much more.
"Heat Treating, Additive Manufacturing, and Serialization."

Director of Strategic Accounts
Bluestreak | Bright AM™
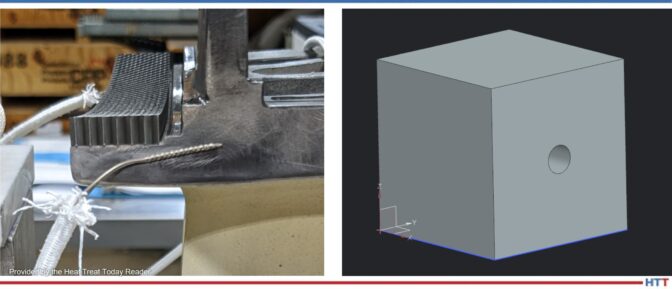
In this article, investigate the processes used to treat the metal powders. Sintering is one such process and others, like annealing and hot isostatic pressing, are examined too. Ron Beltz, director of strategic accounts at Bluestreak | Bright AM’s™ takes a look at these processes and also discusses other elements like software use and serialization. "One of the issues of additive manufacturing is the possibility of internal defects," Beltz explains. "Direct metal laser sintering (DMLS) regularly produces near 100% dense parts, but to provide another level of control to help reduce part failure, hot isostatic pressing (HIP), instead of heat treating, is successfully being used by many aerospace companies and in the casting industry."
TAT Technologies
(photo source: tat-tech.com)
Heat Treat Radio #36: "A Discussion with Harb Nayar, Sintering Guru."

Hear from Harb Nayar, president and CEO, TAT Technologies; as he peers into the future of the industry; "The other [change in industry] I think that’s going to emerge is most probably making more and more parts by powder metallurgy from metal powder which are 100% free alloyed." Nayar is confident that the powder metal industry will keep growing, and this interview gives good insights from his depth of knowledge.
 Heat Treat TV episode: "Press-and-Sinter Powder Metallurgy."
Heat Treat TV episode: "Press-and-Sinter Powder Metallurgy."
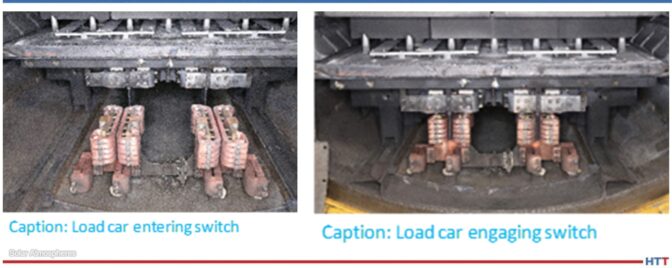
John Engquist, FAPMI (past president of the Center for Powder Metallurgy Technology), gives some practical basics on what powder metallurgy (PM) is and how sintering helps produce automotive components. "Let's take a look at some PM applications: here we have a notch and pocket plate that are used in one way clutches. . . .made from sinter hardened steel and iron carbon steel. Here we have an automotive planetary carrier system. . . .Here we see stator cores for electric motors . . . ." Listen in on ways to use powdered metal.
These thought-provoking pieces give an opportunity dig a little deeper into sintering and additive manufacturing. Stay on top of education and developments within the powder metal industry.
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Staying Up to Speed with Sintering Parts and Additive Manufacturing for Heat Treat Read More »