![]() Imagine this: A huge lab facility nestled in the south of France . . . teams of scientists and technicians striving to bring carbon-free energy solutions to the world . . . “replicating the high-energy fusion reaction that powers the sun and stars.” To complete the project, what heat treat solution is needed? Read more in this Technical Tuesday to find out.
Imagine this: A huge lab facility nestled in the south of France . . . teams of scientists and technicians striving to bring carbon-free energy solutions to the world . . . “replicating the high-energy fusion reaction that powers the sun and stars.” To complete the project, what heat treat solution is needed? Read more in this Technical Tuesday to find out.
This article by Rafal Walczak, product manager at SECO/VACUUM, will be published in Heat Treat Today’s December 2022 Medical & Energy print edition.
Introduction
For this case study, we will discuss how SECO/VACUUM built a highly specialized custom heat treating furnace used in the construction of the central component of a large, multinational science experiment.
The Experiment
ITER (standing for International Thermonuclear Experimental Reactor and meaning “the way” in Latin) is the largest high-energy science experiment ever conducted. At a giant lab facility in southern France 35 countries, hundreds of vendors, and thousands of scientists and technicians are collaborating on a device to demonstrate the feasibility of clean, safe, carbon-free energy production by replicating the high-energy fusion reaction that powers the sun and stars.

Source: ITER Organization
There are no solid materials that can touch, much less contain, such a high-energy reaction without immediately vaporizing. Instead, this super-hot cloud of plasma must be contained by a special configuration of magnets called a tokamak, which can trap charged particles in a toroidal or donut-shape cloud. This tokamak has 10 times more plasma containment volume than any other tokamak ever built.
The term “tokamak” comes to us from a Russian acronym that stands for “toroidal chamber with magnetic coils” (тороидальная камера с магнитными катушками).
The Magnet
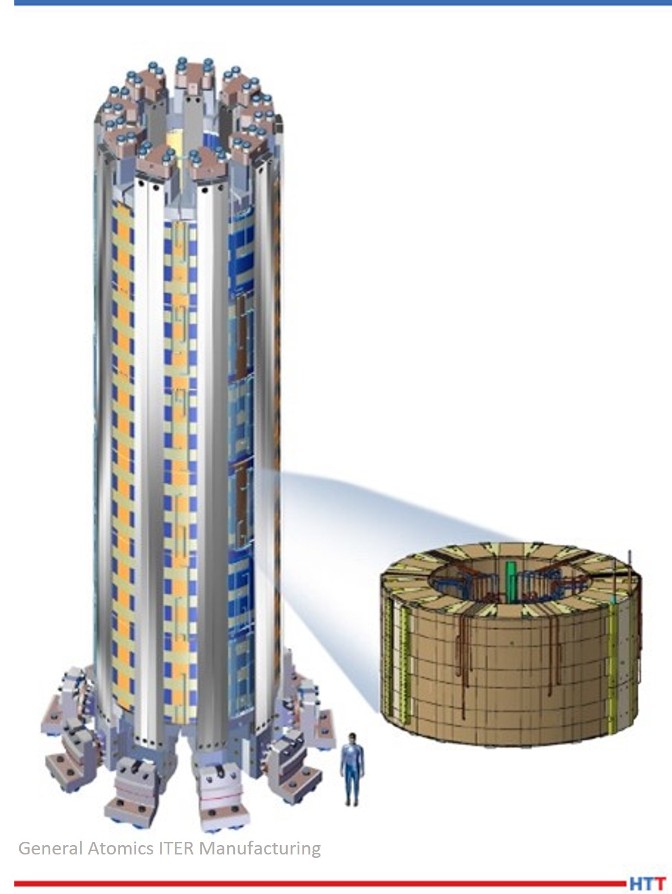
Source: General Atomics ITER Manufacturing
General Atomics’ Magnet Technologies Center near San Diego, CA was contracted to build the ITER tokamak’s large central magnet, the most powerful superconducting magnet ever built, strong enough to lift an aircraft carrier. Other magnets in the tokamak serve to contain the plasma. The central solenoid is an oscillating magnet responsible for inducing current in the plasma cloud similar to how an induction stove heats a pan, except it is heating the plasma to 15 times the temperature of the surface of the sun. Far too large to be constructed and transported in one piece, the 12-meter-tall, 4-meter-wide coil of wires must be built in six 2-meter-tall modules to be joined once they are all on site at the lab. A seventh module will be built as a spare.
Kenneth Khumthong, technical lead for final testing and fabrication certification for ITER Central Solenoid at GA, described the tests on each module of the magnet, saying, “We run a battery of tests on each and every module subjecting them to voltages as high as 30,000 volts and powering them with as much current as 40,000 amps. This is done to ensure that every module meets all of ITER’s specifications prior to shipping them out to France.”
Embrittlement vs. Field Strength Tradeoff
Other superconducting electromagnets in the ITER tokamak will be made using coils of relatively durable niobium-titanium alloy. Past experiments have demonstrated that magnetic fields greater than 12 Tesla disrupt the superconducting properties of Nb3Ti. The ITER central solenoid, however, must sustain magnetic field strengths above 13 Tesla. For this reason, the central solenoid coils must instead use niobium-tin as its superconducting wire, which more reliably maintains superconducting properties in such high magnetic fields but is also more brittle and too fragile to bend after reaction to Nb3Sn. In order to accommodate for the brittle wire, General Atomics had to first coil the wire and jacket into their final shape before heat treating the metals into their superconducting, albeit brittle, alloy Nb3Sn.
The Wire
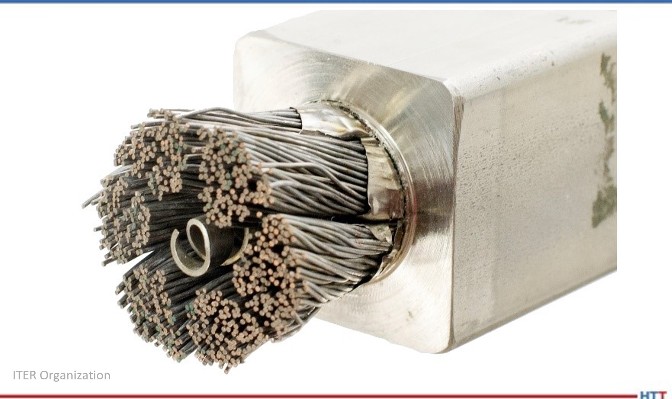
Source: ITER Organization
- Niobium-tin wire strands react to become Nb3
- Copper strands serve as traditional conductors to safely dissipate stored energy when the superconductivity experiences a disruption. The copper strands do not react with the niobium-tin.
- A central spiral maintains a hollow channel to circulate liquid helium to chill the Nb3Sn wires to 4°K, below their superconducting temperature of 12°
- Creating such strong magnetic fields inside a coil of wire will also tear apart the coil of wire itself if that wire is not supported inside a high strength jacket. The ITER central solenoid wire bundle is about 38.5 mm diameter, housed inside a 50 x 50 mm stainless steel jacket.
- Total maximum current in the superconductor wire is 48,000 amps.
- Worldwide niobium production increased six-fold for several years just to meet the niobium demands of the ITER project.
The Heat Treating Furnace

Source: General Atomics ITER Manufacturing
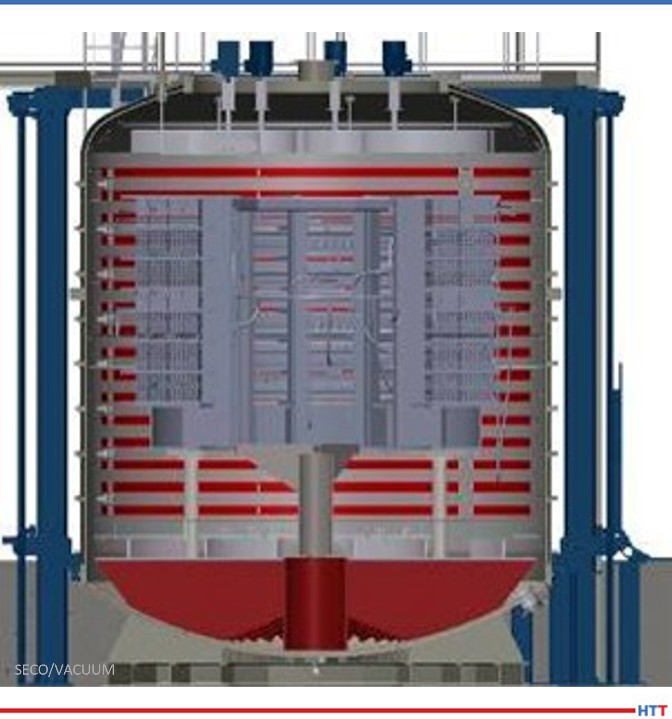
In order to convert the niobium-tin metal conductors into superconductors, each of these 4 meter by 2 meter 110 ton solenoid sections must be heat treated for five weeks, exceeding 1200°F (650°C) at its peak. The heat treatment serves to alloy the niobium and tin together into Nb3Sn, which becomes a superconductor when chilled with liquid helium to 4°Kelvin. No such heat treating furnaces existed, so General Atomics turned to SECO/VACUUM to build a custom heat treating furnace large enough to fit these solenoids and packed with all the technology needed to meet the strict quality control standards of this monumental experiment.
Five inch wide metal band heaters ring around the walls of the furnace with nearly 900kW of heating power. Covering 50% of the walls, they provide a very uniform heat. This is brought about by the following seven steps.
The Heat Treating Sequence
In addition to alloying the niobium-tin wires, the furnace also serves to remove the stresses in the stainless steel jacket housing the superconducting wire and to bake off any residual contaminants prior to reaching reaction temperature.
1. Complete a quality control test: Vacuum seal the untreated solenoid coil in the room temperature furnace and charge the inside of the conductor jacket with 30 bar high pressure helium to test for leaks after forming and welding.
- Monitor furnace atmosphere with ultra-high sensitivity mass-spectrometer helium detectors.
2. Purge with argon gas while slowly ramping up heat.
- This drives off hydrocarbons and oxygen before system reaches reaction temperatures.
- Monitor furnace atmosphere with gas chromatograph to find impurities from residual oils and lubricants leftover from manufacturing process.
- Monitor and control argon circulation and exchange with mass flow sensors and circulation blowers that penetrate the furnace lid with ferrofluidic feedthrough seals around the blower motor shafts.
3. Maintain at 1058°F (570°C) for about 10 days. Confirm stabilized temperature and pure atmosphere.
4. Proceed to 1202°F (650°C) for four days. This is the actual reaction phase that achieves the primary objective of converting the niobium-tin into the superconducting alloy Nb3
5. Very slowly and uniformly ramp back down to room temperature to avoid additional stresses in the coil.
6. Complete another quality control test: Evacuate the argon and once again vacuum seal the solenoid coil in the room temperature furnace and recharge with 30 bar high pressure helium to test for leaks after heat treating. Monitor atmosphere for the presence of helium, which would indicate a leak in the coil.
7. Only then is it ready for the post-heat treating stages of wrapping with insulation and encasing in epoxy resin for rigidity.
Options, Upgrades, Special Features
Source: SECO/VACUUM
There was no room for error. SECO/VACUUM collaborated with the engineers at General Atomic to create a heat treat furnace that can assure temperature variation within the coil never varies by more than 18°F (10°C) anywhere in the furnace at any time in the five-week cycle and achieves near-perfect repeatability for all seven modules.
They accomplished this with quadruple-redundant control thermocouples and feeding temperature data from 150 points in the coil into the control computers. To shield against impurities, the furnace is first evacuated to a vacuum pressure of 0.001 Torr, and then purged with pure argon to drive out any residual oxygen or hydrocarbons that could contaminate the purity of the superconductor. Monitoring the argon atmosphere for impurities are redundant mass spectrometers. The argon is circulated by seven convection fans to heat the solenoid assembly evenly. Each of these fans must be driven through ferrofluidic feedthrough seals which allow the rotating shafts to operate through the furnace walls without compromising the vacuum seal of the furnace.
Consult, Collaborate, and Partner with SECO/VISORY
General Atomics first began discussing this project with Rafał Walczak, the product manager at SECO/VACUUM, in early 2010. Both teams spent over two years on conceptual discussions, preliminary designs, and process simulations before SECO was even awarded the contract. Once SECO was on board, it took another two years of design, fabrication, and installation before the furnace could be put into operation. SECO/VACUUM built it to handle a lifetime of use without error so they could be sure that it would work flawlessly for the seven cycles that it actually had to run.
The SECO/VISORY Heat Treat Advisory Council is a team of SECO/VACUUM heat treat experts and consultants with diverse thermal experience and process knowledge who are available to help companies solve their specific heat treat equipment challenges.

Product Manager
SECO/VACUUM
Source: Rafal Walczak
About the Author: Rafal Walczak is the product manager at SECO/VACUUM. Rafal joined SECO/WARWICK Group as a service engineer in Vacuum Furnaces Division soon after graduation from Technical University of Zielona Góra in 2002. Since 2008, he has been involved in vacuum furnace sales in Europe and the USA. The combination of his technical background and field service experience help him provide outstanding support to his SECO/VACUUM customers. For more information, contact Rafal at Rafal.Walczak@SecoVacUSA.com.
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com