Operating a hot isostatic press? The stages for HIP processing can become faster and more effective with gas detection technology. Learn about real-time leak detection analysis and continuous monitoring for outgassing.
ThisTechnical Tuesdayarticle byErik Cox, manager of New Business Development at Gencoa, was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The Problem in HIP
Hot isostatic pressing (HIP) is a widely employed method for densifying powders or cast and sintered parts. It involves subjecting materials to extreme conditions — high pressure (100–200 MPa) and high temperature (typically 1652°F–2282°F, or 900–1250°C) — in a specialized vessel.
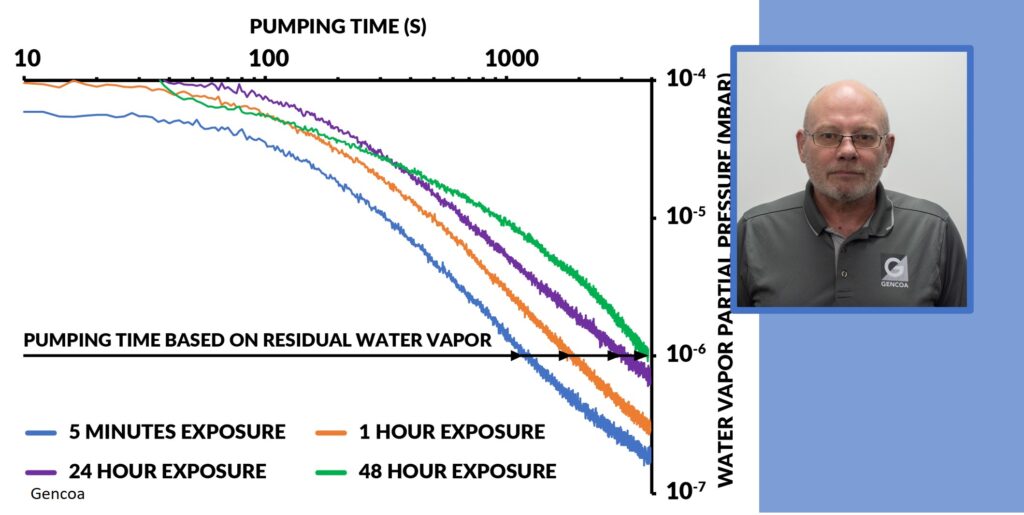
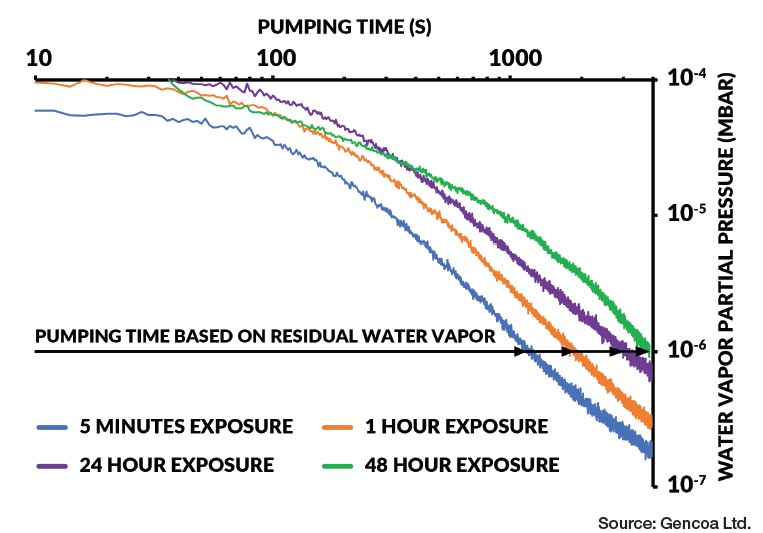
Contact us with your Reader Feedback!Figure 1. Pumping times based on residual water vapor
One aspect of HIP comes before introducing metal or ceramic powders to the vessel: Operators must test for any leaks in the canisters. This ensures that the proper HIP processing can be completed. Secondly, outgassing of the powder must be performed, and thirdly, outgassing the HIP chamber should be done. All three are essential steps that are typically time consuming and inefficient, but new gas detection technology can make this pre-processing stage faster and more effective.
Real-Time Analysis for Leak Detection
Leak detection is normally performed with a helium leak detector, which are expensive and require significant technical knowledge to operate. Some HIP processing providers simply forego leak checking of the canister, fill the HIP canister with powder, and perform the degas; but in this case, any leaks will be identified during the degas process, and powder must then be removed to repair the canister.
HIP users must look to technology that effectively detects leaks before they proceed to outgassing. One example of this is Gencoa’s Optix gas sensor: As the pumping procedure commences and pressure reaches 0.5 mbar (which typically occurs within 15–30 seconds), the device switches on and employs a sophisticated analysis of the nitrogen that enters the canister from the atmosphere to discern the leak rate of the canisters. When a leak is detected, argon gas can be sprayed around the canister to accurately detect the leak point and allow repair.
Outgassing: Traditional vs. Continuous Monitoring
Outgassing is a critical step in the preconditioning of powders for HIP processed components, involving the removal of adsorbed gases and water vapor from the metal powder through vacuum pumping. Traditionally, the endpoint for this process is not monitored, leading to an overly long vacuum pumping stage of up to several days to ensure that the powders are correctly prepared.
Th is challenge is addressed by providing continuous monitoring throughout the entire degassing process, reducing the time to degas through the ability of the Gencoa Optix gas sensor to precisely determine the degas endpoint.
Figure 2. Gencoa Optix
By offering real-time feedback and notifying users when degassing is complete, this sensor saves time and ensures the production of high-quality components with traceability. With the Optix, one user saw their degas times reduced from 24 hours to 4 hours. The sensor is capable of residual gas analysis, providing a comprehensive solution for improved productivity. Its wide-range pressure measurement capabilities, coupled with efficient leak checking of HIP processing enclosures, further enhance the overall operational efficiency.
Optix operates as a highly sensitive, stand-alone device that utilizes a small plasma (“light”) that detects the gas species present. This design ensures that the detector remains impervious to contamination or vacuum issues, maintaining continuous monitoring and avoiding potential damage. Because the device also eliminates the need for filament replacement or disassembly of components for maintenance, the design will perform at 100% operational uptime even in the harshest environments.
Indispensable Tools for HIP Processing
HIP operators need to maintain equipment efficiently and effectively, and technologies that integrate solutions not only enhance overall productivity, leak detection, and control of the degassing process, but are indispensable to improving the overall quality and traceability of components. Leveraging technologies that allow for early detection and increase uptime will only enhance the future HIP can offer to the AM-focused aerospace industry.
About the Author
Erik Cox, Manager of New Business Development, Gencoa
Dr. Erik Cox is a former research scientist with experience working in the U.S., Singapore, and Europe. Erik has a master’s degree in physics and a PhD from the University of Liverpool. As the manager of New Business Development at Gencoa, Erik plays a key role in identifying industry sectors outside of Gencoa’s traditional markets that can benefit from the company’s comprehensive portfolio of products and know-how.
For more information:
Contact Erik at sales@gencoa.com
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Hubbard-Hall, a provider of specialty chemicals for industrial manufacturing processes, announced the acquisition of Prosys Finishing Technology.
Jeff Davis, SVP—Business Development & Distribution, Hubbard-Hall (Source: LinkedIn)
With this acquisition, Hubbard-Hall expands its product portfolio and welcomes Randy DiSano, former owner of Prosys, to its team as senior product manager under Jeff Davis, SVP—Business Development & Distribution.
DiSano stated, “While it was a difficult decision to sell Prosys after 25 years . . . I am excited to join the Hubbard-Hall team and continue serving our customers with the same dedication and expertise.”
Molly Kellogg, CEO of Hubbard-Hall, commented, “Randy is . . . always in the customer’s corner.” She continues enthusiastically commenting about Pavco’s legacy of innovative plating chemistry.
This acquisition adds to Hubbard-Hall’s product offerings and strengthens customer support in the Northeast plating market. As part of the acquisition, Hubbard-Hall becomes a distributor of Pavco, a leading supplier of plating specialties.
Additionally, Hubbard-Hall will consolidate the distribution of MetalChem EN products in the Northeast, streamlining operations and enhancing customer service. The acquisition also grants Hubbard-Hall the rights to Prosys’s proprietary formulas for cleaning and finishing.
This press release is available in its original form upon request.
A custom-built vacuum induction melting (VIM) equipment is set to expand thermal processing for a manufacturer, whose operations already has two VIM solutions.
The furnace will be fabricated at the Buffalo headquarters of Retech, a SECO/WARWICK Group subsidiary, to capitalize on available schedule improvements. As custom equipment, the subsidiary’s furnaces are not dependent on assembly-line style construction, so they can be fabricated and assembled just in either location.
While this client prefers not to divulge this VIM’s application, Retech’s solution can handle casting a wide range of materials used in applications from automotive and consumer products to critical, high-value equiaxed, directionally solidified, or single-crystal aerospace parts. Almost every furnace Retech makes is modified to meet the specifications and associated applications of its clients.
VIM from the Retech Buffalo, NY location.
Source: SECO/WARWICK
What is the most common scenario for a eutectic reaction? And (for that matter) what constitutes a eutectic reaction?
Contact us with your Reader Feedback!
If your heat treat operations involves vacuum heat treatments, you may already be familiar with this term. With the ability to truly make a bad day worse, this paper uncovers several examples of eutectic reactions, the costs that this “metallurgical experiment” can have on your load and furnace, and what steps you should take to prevent two mating metals from melting together. In this best of the web article, read about the eight examples of how barriers are used in real-world applications.
An excerpt: “To many people, the term ‘eutectic’ is not well understood. The best way to think of a eutectic is a metallurgical meltdown. A eutectic reaction occurs when two components with different melting points and surfaces free of oxides come in contact with each other in the vacuum furnace. This can create an atomic diffusion. For some materials, when a specific atomic composition is reached, they will melt at a temperature much lower than the melting point of the individual metals. If that temperature is reached or exceeded during the heat treating cycle, melting will occur at the contact points. This is referred to as a eutectic melt.”
A hot isostatic press will add a new capability to the research infrastructure already in place at the Sydney Manufacturing Hub (SMH), the advanced manufacturing research facility at the University of Sydney, Australia.
Hot isostatic pressing (HIP) has become a critically important technology for the densification of unconventional microstructures associated with additive manufacturing (AM) across a broad spectrum of industries. It has proven of particular value in developing high-performance materials and building advanced metallic structures for mission-critical applications, for example within the aerospace, hypersonics, defense, biomedicine, energy, mining & minerals, and oil & gas sectors.
According to Professor Simon Ringer, Pro-Vice-Chancellor (Research Infrastructure) at University of Sydney, the SMH (as a research facility) is focused on offering the broadest possible range of advanced manufacturing capabilities, aiming to support the entire AM workflow from design right through to final part conformity in one facility.
“This [Quintus Technologies] hot isostatic press delivers enormous uplift in our university’s contribution to the national advanced manufacturing capability,” states Prof. Ringer. “It aligns critically with our own initiatives such as at the Sydney Biomedical Accelerator and our Net Zero Initiative. Moreover, this is a nationally significant capability that will allow our researchers to partner with industry to blaze new trails in manufacturing-related R&D.”
The Quintus Hot Isostatic Press going to the Sydney Manufacturing Hub is equipped with URQ® and URC® technology. Source: Quintus Technologies
The SMH selected the press model QIH 15L M URQ® + URC®, equipped with several proprietary features that streamline the HIP process and produce finished 3D printed parts with maximized theoretical density, ductility, and fatigue resistance. Uniform Rapid Quenching® (URQ) delivers an impressive cooling rate of 103K/minute while minimizing thermal distortion and nonuniform grain growth. HPHT™ (High Pressure Heat Treatment) combines stress-relief annealing, HIP, high-temperature solution-annealing (SA), high pressure gas quenching (HPGQ), and subsequent aging or precipitation hardening (PH) in one integrated furnace cycle.
Quintus’s strong focus on materials science and materials processing research, exemplified by the URQ functionality, was of special interest to the Sydney hub, Prof. Ringer relates. He also cites the intrinsic safety of the vessel and yoke design, along with the rapid cycle time for processing AM parts, as major benefits for the facility, which is geared to enable concept-to-production demonstration capabilities.
“Our new HIP capability will address a significant gap in the AM community in the Australian region and further offer the potential for SMEs (small and medium enterprises) and start-up companies to access this critical process,” Prof. Ringer adds.
SMH’s broad user base extends from its own researchers to those from other local universities and research organizations to private industry and collaborations with international institutions.
Jan Söderström CEO Quintus Technologies
“As the industry leader in advanced hot isostatic pressing technology for over 70 years, we have noted exceptional interest in new manufacturing approaches that improve quality, lower cost, and reduce environmental impacts,” says Jan Söderström, CEO of Quintus Technologies. “We are excited to work with the talented researchers at the Sydney Manufacturing Hub to deepen their expertise and refine processes for pressure-supported heat treatment, laying the foundation to advance both productivity and sustainability for operations in Australia and its neighbors.”
The hot zone of the model QIH 15L M URC® measures 7.32 inches (186 mm) in diameter and 19.7 inches (500 mm) high. The press operates at a maximum pressure of 207 MPa (30,000 psi) and a maximum temperature of 2,552°F (1,400°C). It will be installed in the Hub’s purpose-built facility on the University of Sydney’s Darlington campus in January 2025.
This press release is available in its original form here.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Dive into the role and benefits of HIP and HPHT™ in the space industry, highlighting how these key processes are shaping the future of space applications.
ThisTechnical Tuesdayarticle by Andrew Cassese, applications engineer, Quintus Technologies was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The realm of space exploration and technology is rapidly evolving, pushing the boundaries of what’s possible in engineering and material science. Among the key players in this revolutionary change are hot isostatic pressing (HIP) and High Pressure Heat Treatment™ (HPHT™). These processes have become indispensable in manufacturing components that can withstand the harsh conditions of space. In this demanding environment, the longevity and reliability of components are paramount.
Reducing Risk
Space missions have put increasing focus on the need to minimize risk and improve mission safety. Some well-documented, safety-related events include:
Outer space
Soyuz 11 decompression in 1971
Earth’s atmosphere
Soyuz 1 parachute failure in 1967
X-15 controls failure in 1967
Space Shuttle Challenger launch booster failure in 1986
Space Shuttle Columbia re-entry disaster in 2003
Structural integrity is therefore in focus for every single component involved in space missions, with exacting demands on quality and function. Material failure is not an option, and therefore component qualification is one of the main areas of focus. Predictable properties that are reliable and with minimal variation are critical for mission safety. Hot isostatic pressing helps to guarantee this by reducing the spread and variation in mechanical properties.1 It works to do this by using high temperatures and pressures to close internal defects in mission critical parts after casting or additive manufacturing. This increases the density of components and gives them a more anisotropic microstructure which in turn results in more consistent mechanical properties.2
What Properties Are Most Important
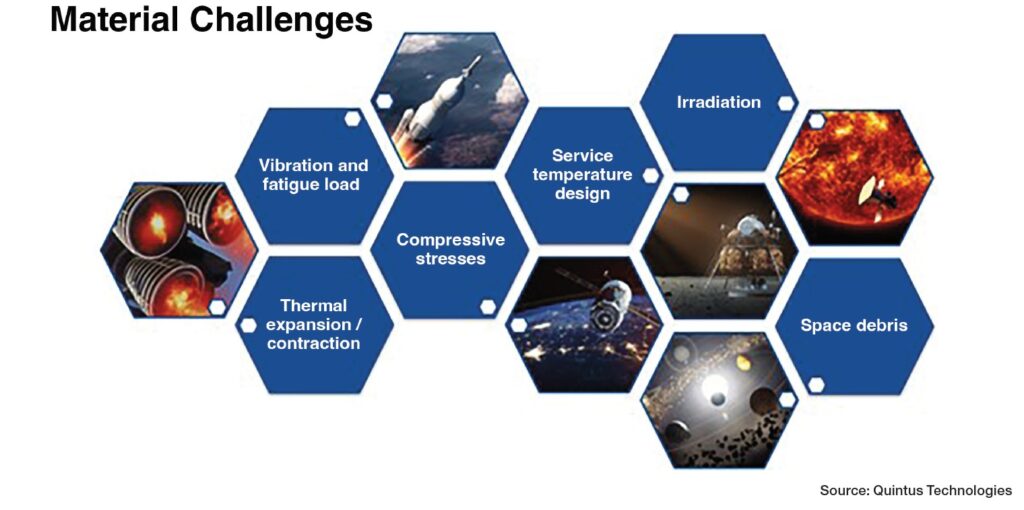
The harsh environment of space demands components with exceptional properties. They must withstand extreme temperatures, resist radiation, endure vacuum pressures, and cope with mechanical stress from vibrations and accelerations. HIP processing plays a pivotal role in this, enhancing material properties to meet these challenges. Space manufacturers also must think about thermal expansion/contraction due to temperature variations, compressive stresses, irradiation, and space debris. All of these can affect mission success and can ultimately prevent loss of life, see Figure 1.
Figure 1. Challenges that space-bound materials must endure
Through HIP, components gain increased fatigue life, improved ductility, and enhanced fracture toughness, which are crucial for surviving in space.
Common Materials and HIP Processing Requirements
Materials commonly processed by HIP for space applications include titanium, aluminum alloys, nickel-based superalloys, refractory alloys, shape memory alloys, and ceramics. High-strength aluminum and titanium alloys are used due to their high strength to weight ratio which is key for space missions to conserve fuel efficiency, increase payload capacity, and improve maneuverability.3 Nickel-based superalloys are used in exhaust valves and turbine rotors due to their exceptional creep resistance properties at high temperatures. Refractory alloys like Nb-C103 and TZM are used in high-performance rocket nozzles because of their high melting point and excellent strength at high temperatures. Newer shape memory alloys developed by NASA can recuperate their original shape when heating above specific critical temperatures, and their applications are expanding beyond just actuators.4
As new alloys and materials are developed in the space industry, certifications and standards are necessary for their adoption. HIP effectively eliminates porosity in these materials, ensuring structural integrity and performance under the extreme conditions of space. This means HIP recipes need to be developed and optimized for materials to be tested with their greatest potential in mind.
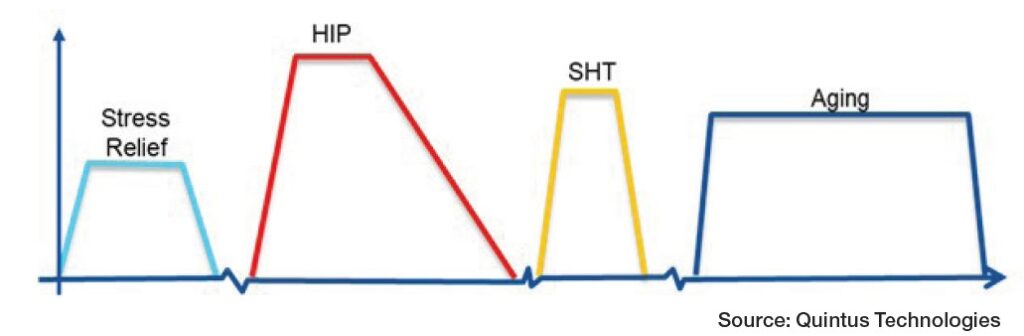
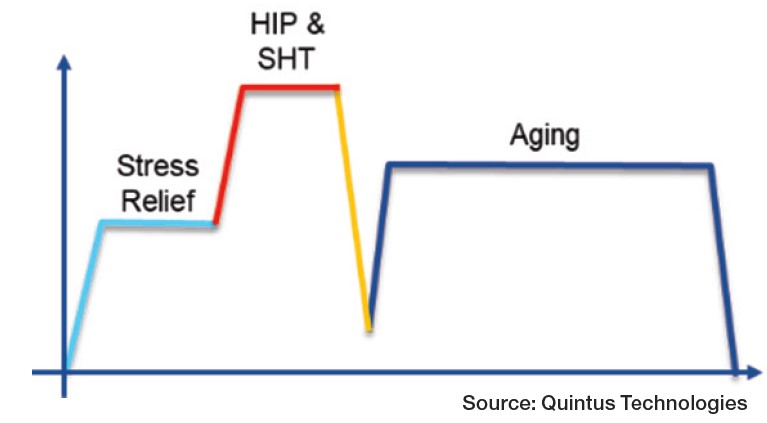
Collaborations with universities and national labs on projects at low TRLs will help set the foundation for HIP in the space industry. Quintus Technologies, through its application centers, is actively engaged in research to further enhance the capabilities of HIP for space applications. Optimizing the HIP process to reduce costs and improve efficiency through HPHT is one area where the company has already found success, see Figures 2 and 3.
Figure 2. Typical thermal processes for additively manufactured partsFigure 3. High pressure heat treatment with solution heat treatment
(SHT) process for the same parts, using an integrated heat
treatment approach
The HPHT process can combine stress relief, solution annealing, HIP, and aging into one cycle. Aft er a ramp up in pressure and temperature, the part is held for a specified amount of time before being rapidly cooled in the URC furnace. Aft er this, the temperature of the machine can be brought up to the aging temperature of the material for the completion of an in situ heat treatment.
A Space Case – Launcher Engine-2 Rocket Engine
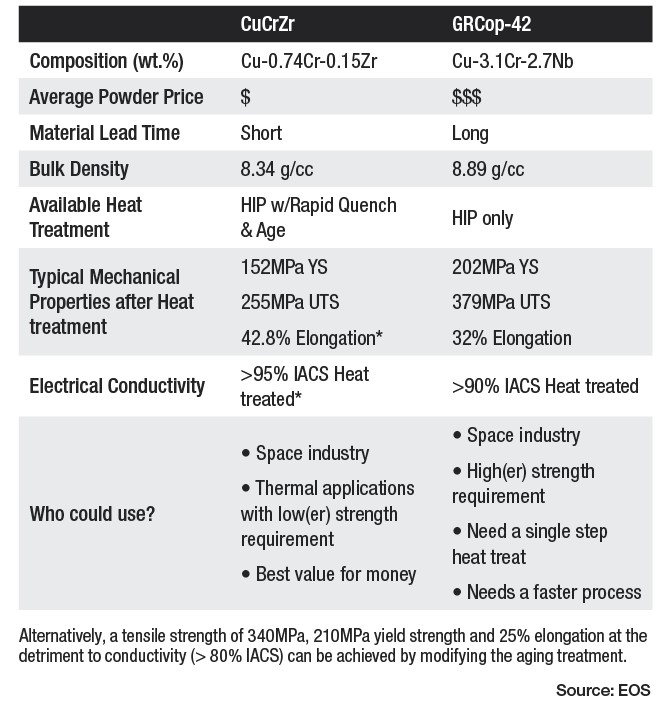
Table 1. CuCrZr vs. GRCop-42: A Comparison
One application of this is on the Launcher Engine-2 (E-2) rocket engine.
Quintus Technologies, EOS Group, and Launcher worked together to develop a tailored HPHT cycle for Launcher’s 3D printed E-2, first vetted out in an applications center at small scale. The powder alloy in question, CuCrZr, was developed by EOS and printed on an AMCM M4K machine. EOS compared CuCrZr to the NASA alloy of GRCop-42 and found that the CuCrZr alloy was a more economically viable solution for thermal applications with lower strength requirements, see Table 1. The rapid cooling at 200°C/min in the QIH 122 URC furnace at Aalberts surface technologies allowed the team to HIP and solution heat treat the CuCrZr combustion chamber in a single step. The aging treatment was also performed in the QIH 122 directly aft er the solution.5
In October 2020, a full-scale test firing of the E-2 injector and combustion chamber was conducted at the Launcher NASA Stennis Space Center test stand. On April 21, 2022, Launcher’s E-2 liquid rocket engine was able to demonstrate full thrust. Continued tests from Launcher have been successful with performance boost testing and the first fully integrated engine was ready for shipping on October 12, 2023.6
As humanity reaches further into the cosmos, the role of HIP and HPHT in manufacturing space-bound components becomes increasingly significant. These processes not only enhance the essential properties of materials for space applications but also address the unique challenges of manufacturing for an environment as hostile as space. With ongoing research and development, HIP and HPHT continue to evolve, promising to unlock new possibilities in space exploration and technology, and their contribution will ensure the success of space missions, safeguarding the lives of those who venture into the final frontier.
Figure 5. Test firing of the High Pressure Heat Treated Launcher Engine 2 produced using additive manufacturing
References
[1] Dominik Ahlers and Thomas Tröster, “Performance Parameters and HIP Routes for Additively Manufactured Titanium Alloy Ti6Al4V. EuroPM,” 2019. https://www.semanticscholar.org/paper/Performance-Parameters-and-HIP-Routes-fortitanium- Ahlers-Tr%C3%B6ster/faeb46e6eb8ef3e30bc00b91cd1bd8a7c0619200. [2] Jake T. Benzing et al., “Enhanced strength of additively manufactured Inconel 718 by means of a simplified heat treatment strategy,” Journal of Materials Processing Technology 322, (December 2023). https://www.sciencedirect.com/science/article/abs/pii/S0924013623003424?via%3Dihub. [3] “Engineering Materials for Space Building Stronger Lighter Structures,” Utilities One, last modified November 2023. https://utilitiesone.com/engineering-materials-for-space-building-stronger-lighter-structures. [4] Girolamo Costanza and Maria Elisa Tata, “Shape Memory Alloys for Aerospace, Recent Developments, and New Applications: A Short Review,” Materials (Basel) 13, no. 8 (April 2020): 1856. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC7216214/. [5] Mahemaa Rajasekar, “Processing Copper Alloys with Powder Bed Fusion,” LinkedIn, last modified November 2022. https://www.linkedin.com/pulse/processing-copper-alloys-dmls-technology-mahemaarajasekaran/. [6] LAUNCHER (@launcher), “The first fully integrated E-2 engine is ready for shipping to @NASAStennis for our upcoming full engine test campaign later this year. E-2 is a 22,000 lb. (10 ft) thrust LOX/Kerosene,” X post, October 12, 2023. https://twitter.com/launcher/status/1712636548997607752.
About the Author
Andrew Cassese, Applications Engineer, Quintus Technologies
Andrew Cassese is an applications engineer at Quintus Technologies. He has a bachelor’s degree in welding engineering from The Ohio State University.
For more information: Read J Shipley, “Hot Isostatic Pressing in Space – Essential Technology to Ensure Mission Safety,” 2020. Contact Andrew at andrew.cassese@quintusteam.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
An electric box furnace, currently headed to a Midwest equipment provider, will ultimately be installed at a Snap-on production facility that services tool and die support within the company’s production line.
The model QDD29 economical dual-chamber heat treating and tempering oven from L&L Special Furnace has a compact over/under design that saves floor space and provides reliable heat treating in-house.
QDD29 economical dual-chamber furnace (Source: L&L Special Furnace)
The top chamber is primarily deployed for heat treating tool steels at temperatures up to 2200°F; the tempering chamber is suited to temperatures up to 1250°F and has a recirculation baffle that makes it suitable for small aluminum work as well. The hardening and tempering chambers have interior dimensions of 12” wide by 8” high by 24” deep, with total external dimensions of 55” wide by 70” tall by 56” deep.
The QDD29 is controlled with digital single setpoint controls along with overtemperature protection. Solid-state relays drive the heating elements in a control circuit.
This press release is available in its original form upon request.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA Source: Solar Atmospheres
Solar Atmospheres of Michigan has successfully relocated from the old Fraser and Warren facilities to a new location in Chesterfield, Michigan. All ten furnaces (both new and existing) are fully operational at the Chesterfield plant, heralding a new era of efficiency and productivity.
This spring, construction will begin on a 15,000 square foot expansion on an adjacent lot. The expansion will allow for the investment in cutting-edge vacuum furnaces from Solar Manufacturing.
Bob Hill, president of Solar Atmospheres of Michigan, states, “Our future is very bright in Michigan. The consolidation and expansion will allow us to elevate our service standards and meet the evolving demands of our clientele across Michigan and the surrounding states. Solar of Michigan remains steadfast in its dedication to innovation, service excellence, and customer satisfaction as it ventures into this new chapter of growth and expansion.”
This press release is available in its original form here.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
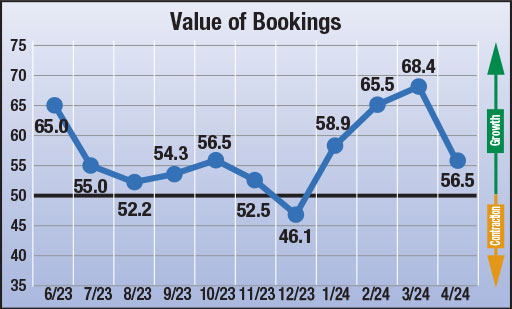
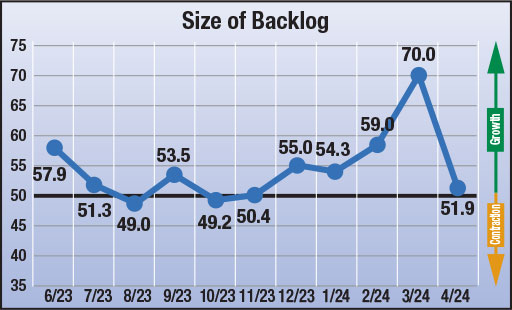
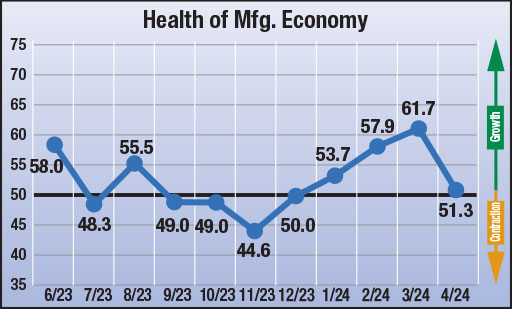
There are four heat treat industry-specific economic indicators gathered by Heat Treat Today each month since June 2023, and this month, we are seeing a marked downturn in expectations across all indicators.
The numbers, compiled in the second week of April, show that responding parties strongly anticipate all four indices — number of inquiry, value of bookings, size of backlogs, and health of manufacturing economy — to grow. However, all projections are significantly down, which would seem to indicate that industry suppliers are approaching April with far more conservative expectations as compared to Q1 2024.
The results from this month’s survey (April) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in the Number of Inquiries from March to April: 51.9
Anticipated change in Value of Bookings from March to April: 56.5
Anticipated change in Backlog Size from March to April: 51.9
Anticipated change in the Health of the Manufacturing Economy from March to April: 51.3
Data for April 2024
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday'sEconomic Indicatorsmeasure and report on four, heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Find heat treating products and services when you search on HeatTreatBuyersGuide.com
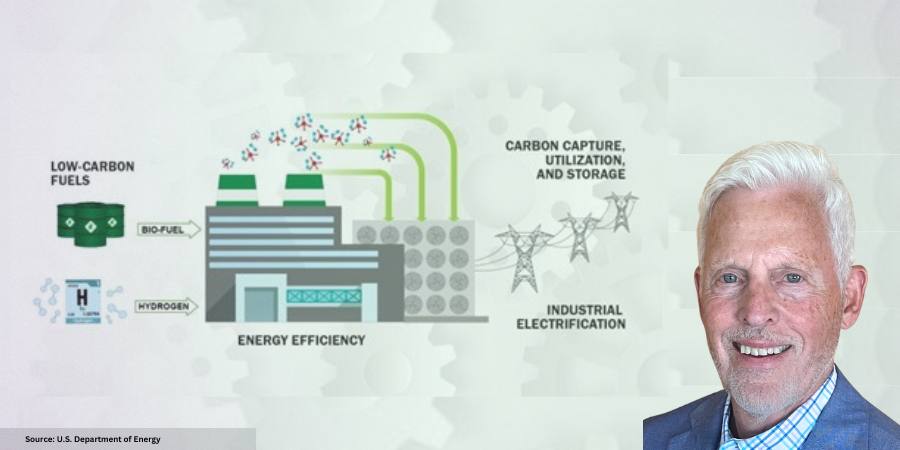
As heat treaters strive for a sustainable future, pressure mounts to make the right choices while running commercially viable operations. This guest column by Michael Mouilleseaux, general manager at Erie Steel, Ltd., explores how and why heat treat operations are now coming under the focus of the U.S. Department of Energy.
This informative piece was first released inHeat Treat Today’s March 2024 Aerospace print edition.
The iron and steel industry contributes approximately 2.1% of energy-related CO2 emissions from primary sectors in the U.S. These statistics may seem insignificant or far removed, but the federal government has now determined that heat treating is a significant contributor and has set in motion critical changes for U.S. heat treaters.
Background
Click to share your Reader Feedback!
On December 8, 2021, President Joe Biden issued an executive order that committed the federal government to “lead by example” in U.S. efforts towards carbon-free and net zero emissions solutions. Since then, the executive has delegated the Department of Energy (DOE) and the Environmental Protection Agency (EPA) to spearhead these initiatives aimed at reducing greenhouse gas emissions (GHGE) and promoting energy efficiency across various sectors of the U.S. economy. To support these efforts, $10,000,000,000 in incentives are being allocated for the DOE and EPA to investigate and promulgate regulations.
Specifically, the government sees the “industrial sector” as responsible for close to a quarter of all greenhouse gas emissions (GHGE); the five industries named within this sector are chemical processing, petroleum processing, iron & steel production, cement production, and food & beverage manufacturing. The DOE is leading the efforts of “supercharging industrial decarbonization innovation” and leveraging the potential of “clean hydrogen.”
Following these directives, the DOE unveiled the “Industrial Decarbonization Roadmap” in September 2022. This strategic plan will guide decarbonization efforts of the five key industrial sectors to mitigate GHGE. The four pillars are:
Energy efficiency
Industrial electrification (using green electricity)
Adoption of low-carbon fuels, feedstocks, and energy sources (LCFFES)
Carbon capture, utilization, and storage at the generated source (CCUS)
The DOE determined that process heating — accounting for 63% of energy usage within the iron and steel industry — would be the best opportunity to apply these four pillars. However, until May 2023, heat treating had not been explicitly mentioned as a target for decarbonization efforts.
Why Should Heat Treaters Care?
In May 2023, the Industrial Efficiency & Decarbonization Office — an office within the DOE’s Office of Energy Efficiency & Renewable Energy — held a symposium to refine its commitment to the decarbonization of the industrial sector. It was then that heat treating was specifically defined as a process targeted for the reduction of GHGE in the steel, aluminum, and glass manufacturing industries.
The DOE’s refined commitment focuses on two things: reduce GHGE attributable to “process heating” by 85% by 2035 and achieve net-zero CO2 emissions by 2050. To reach these ambitious goals, the DOE emphasized the importance of adopting LCFFES, green electrification, and implementing strategies that promote industrial flexibility, advanced heat management, smart manufacturing, and alternative technologies.
The potential ramifications of the DOE’s efforts on the heat treating industry are momentous. With the development of regulations to support these efforts, businesses within this sector must prepare for significant changes. The focus on green hydrogen, biofuels, and electrification, coupled with advanced technological solutions like ultra-efficient heat exchangers, artificial intelligence, machine learning, and alternative no-heat technologies, are strategies being considered for potential regulation.
Conclusion
The heat treating industry stands at a crossroads, with the DOE’s decarbonization initiatives signaling a shift to adopt cleaner energy practices. As these regulations take shape, businesses will need to adapt, investing in new technologies and processes that align with the nation’s clean energy goals. In the next column, we’ll address potential ramifications of the DOE effort for industrial decarbonization in the heat treating industry to help you be better informed and prepared.
About the Author:
Michael Mouilleseaux General Manager at Erie Steel, Ltd.
Michael Mouilleseaux is general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy. He will be speaking on the MTI podcast about this subject on March 5, 2024, 2:30 EST, and will present on this topic at the April 3, 2024, MTI Mid-West chapter meeting.
For more information: Contact Michael at mmouilleseaux@erie.com.
Attend the SUMMIT to find out more about the DOE’s actions for the heat treat industry.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com