For gun barrels, tempering is essential to bring steel to the necessary hardness. But what equipment is needed, and how is this done under a nitrogen cover gas? Explore how low-oxygen temper furnaces — often electrically heated — accomplish this feat.
This article by Mike Grande was originally published inHeat Treat Today’sMay 2024 Sustainable Heat Treat Technologies 2024print edition.
Contact us with your Reader Feedback!
Steel tempering is a heat treatment process that involves heating the steel to a specific temperature and holding it at temperature for a specific time to improve its mechanical properties. Tempering is most commonly performed on steel that has been hardened by quenching. Quenched steel is too brittle for most uses, and so it must be tempered to bring the hardness down to the desired level, giving the steel the desired balance between strength, toughness, and ductility.
Steel is tempered in an oven (often referred to as a “temper furnace”) at temperatures of roughly 350°F to 1300°F, with the exact temperature dependent on the alloy and the desired hardness and toughness. This heating process creates a layer of oxide scale on the surface of the tempered steel, which is unsightly, can weaken it, and can lead to failure or damage. Further, the scale can directly interfere with the intended use of the steel parts. Although in many applications this surface oxidation is not a detriment (it may be removed in a subsequent operation for example), it is not acceptable for certain steel parts.
In order to prevent surface oxidation during tempering, the oxygen can be removed from the oven using nitrogen injected into the heating chamber. More specifically, the nitrogen acts as a protective “cover gas” by displacing the oxygen, reducing the percentage of oxygen in the heating chamber. Essentially, the nitrogen dilutes the oxygen in the oven until it is brought down to a low concentration, such that very little oxidation can occur, preserving the surface quality of the tempered steel.
Gun barrels, for example, are tempered to remove the residual stresses from rifling and other prior processes and bring the steel down to the required hardness.
The tempering process involves heating the barrel to a specific temperature in a nitrogen atmosphere which is very low in oxygen. This helps prevent oxidation and other unacceptable surface contamination that would weaken the steel and make it unsuitable for the rigors of shooting. The internal barrel pressure during the firing of an AR15 rifle, for example, can reach 60,000 PSIG, which generates the 2,200 pounds of force required to produce the typical 3,000 feet per second (2,000 miles per hour) muzzle velocity. Considering these operating conditions and the temperature cycling experienced by the barrels, the tempering process must be performed precisely, and it must be very repeatable. This requires a carefully designed furnace engineered specifically for low-oxygen tempering under a nitrogen cover gas.
Design of the Low-Oxygen Temper Furnace
The key features of a properly designed temper furnace are a tightly sealed shell, a robust heating and recirculation system, a nitrogen delivery and control system, and an atmosphere-controlled cooling arrangement.
The shell of the controlled-atmosphere temper furnace must be tightly sealed so that the factory air, which contains oxygen, is prohibited from mixing with the heated environment inside the furnace. Air contains about 21% oxygen, and if it gets into the interior of the furnace during heating, this oxygen will quickly cause oxidation of the steel. This requires the heating chamber itself to be designed and manufactured with tight tolerances to prevent uncontrolled entrainment of air into the furnace and leaking of the nitrogen cover gas out of the furnace.
Low-oxygen temper furnaces are most commonly electrically heated, and the wall penetrations for the heaters are designed with special seals to preserve the low-oxygen furnace atmosphere. The same is true for the penetrations to accommodate the thermocouples and other sensors, the cooling system, and the door. Special attention must be given to the door opening, and the door itself. As the interface between the hot furnace interior and the room temperature factory environment, it is especially prone to warping, which will allow leaks. There are different technologies used to combat this, including double door seals, water cooled seals, and clamps to squeeze the door against the furnace opening.
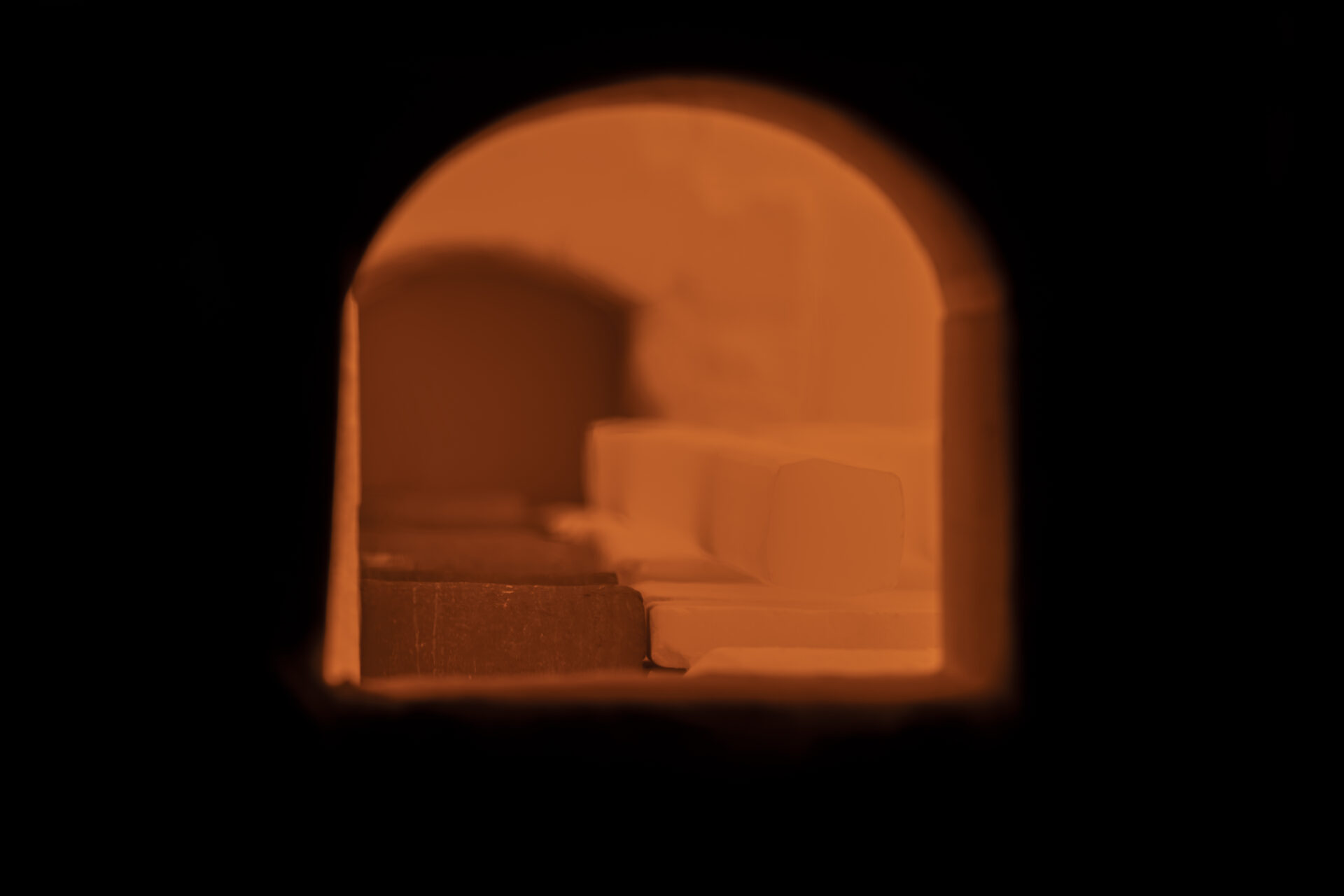
Figure 1. Nitrogen temper furnace with a load/unload table
As with a conventional non-atmosphere temper furnace, the heating and recirculation system must be designed with a high recirculation rate and a sufficiently robust heating system to aggressively and evenly transfer the heat to the load of steel. The furnace manufacturer will do calculations to ensure the heaters are sufficiently sized to heat the loaded oven within the desired time, and this is an important part of the technical specification for anyone purchasing a temper furnace. Otherwise, the equipment may not be able to maintain the required production rate.
One of the most critical parts of the atmosphere temper furnace is the nitrogen control system. The idea is to inject sufficient nitrogen into the heating chamber to maintain the reduced oxygen level, and no more than that. Th e most effective design uses a sensor to continuously measure the oxygen level in the furnace, and a closed-loop control system to regulate the flow of nitrogen into it. It is important the nitrogen is high purity (that it contains a sufficiently low oxygen level), and that it is sufficiently dry, as moisture in the heating chamber can greatly increase the likelihood of oxidation.
The process starts by purging the furnace with nitrogen to establish the required low-oxygen environment. Sufficient nitrogen is introduced to the furnace to bring the oxygen level down to the percentage required to heat the parts without undo oxidation. Each time a quantity of nitrogen equal to the interior furnace volume is injected into it, it is considered one “air change.” The number of air changes employed is determined by the desired oxygen concentration in the furnace, with five air changes being a common rule of thumb.
Figure 2. Purging the furnace with nitrogen to reduce the oxygen concentration
Purging is complete when sufficient nitrogen has been injected into the furnace to reduce the oxygen purity to the desired level. The nitrogen flow is then reduced to the minimum required to replace any nitrogen leaking out of the furnace. Some furnace designs simply flood the furnace with a high volume of nitrogen in an uncontrolled manner. Although effective at reducing the oxygen concentration, these systems can waste a profuse amount of nitrogen since it is used at an unregulated rate. A nitrogen control system, therefore, is advisable.
After the load is heated up and soaked at temperature for the required time, the furnace must be cooled down. In an ordinary non-nitrogen furnace, the door is simply opened, or a damper system is actuated, allowing cool factory air into the furnace, while exhausting the heated air. A nitrogen atmosphere temper furnace, however, must remain tightly sealed with the door closed, until the temperature is reduced to below the oxidation temperature, commonly 300°F to 400°F, aft er which the door can be opened. Since the equipment utilizes a well-insulated, tightly sealed design, it would take many hours, or even days, to cool sufficiently without a forced cooling system. For this reason, nitrogen temper furnaces must employ a sealed cooling system that cools the furnace without introducing factory air. This is done with a heat exchanger used to separate the reduced-oxygen furnace atmosphere from the cooling media, which is air or water.
Figure 3. Rear-mounted cooling system
The most effective style of cooling system uses cooling water passing through one side of the heat exchanger and the furnace atmosphere passing through the other. The heat exchanger is mounted to the rear exterior of the furnace, and the furnace atmosphere is conveyed through the exchanger, with dampers included to start and stop the atmosphere flow, thereby starting and stopping the cooling action. There are also systems available that pass cooling air through the exchanger, rather than water. Although less expensive, they provide a much slower cooling rate, which greatly increases the cooling time and reduces the production rate of the equipment, as fewer loads can be processed on an annual basis.
Nitrogen Tempering for Materials Other Than Steel
Some metals other than steel are heat processed in a low-oxygen nitrogen environment, while others do not benefit from this process.
Pure copper can be processed under a nitrogen cover gas to reduce oxidation during heating. If the oxygen concentration is not low enough, spotting of the material can occur, where black, sooty spots appear on the surface. Copper is much less sensitive than steel to moisture in the heating chamber. Copper alloys, such as brass or bronze, are not suitable for processing in a nitrogen atmosphere due to a phenomenon known as dezincification, which removes zinc from the alloy, weakening the material and turning it a yellow color. Titanium is not processed with nitrogen, as “nitrogen pickup” (a nitrogen contamination of the titanium) will occur. Aluminum can be processed under a low-oxygen nitrogen atmosphere to some benefit, which slows down the growth of surface oxidation during heating, but not to the degree experienced with steel.
About the Author
Mike Grande,
Vice President
of Sales,
Wisconsin Oven
Corporation
Mike Grande has a 30+ year background in the heat processing industry, including ovens, furnaces, and infrared equipment. He has a BS in mechanical engineering from University of Wisconsin-Milwaukee and received his certification as an Energy Manager (CEM) from the Association of Energy Engineers in 2009. Mike is the vice president of Sales at Wisconsin Oven Corporation.
For more information: Contact sales@wisoven.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
A group of graduates from MIT and Duke University identified manufacturing as an industry overburdened by rapidly growing energy costs and proposed a technology to provide electric bill savings of up to 30%. They will be piloting this technology with a U.S. heat treater, ThermoFusion, a Californian heat treater and brazer.
EQORE, a startup tackling energy issues for manufacturers, is developing smart energy storage systems. They aim to cut industrial energy bills by a third while offering a payback period of 1–3 years. Connected behind the meter, an EQORE system serves as an optimizing filter for electric equipment without changing its operation in any way. The system consists of a wall-mounted computing unit and a compact floor-mounted battery pack. It can be installed inside or outside of a facility and only needs a connection to the electric panel and internet.
The founding team features backgrounds in energy storage engineering from Tesla and Apple, as well as software and business development, and is supported by an innovation fund at MIT. The technology specifically targets reducing demand charges, which can account for 60–70% of industrial electricity costs. Demand charges penalize high variability in electric usage, a characteristic of heat treating facilities like ThermoFusion. For these facilities, a single peak in power usage can drastically increase the entire bill. Remarkably, in some locations in the U.S., demand rates have doubled since 2022.
After talking to over 200 businesses, utility representatives, and energy experts, the team concluded that the solutions to the demand issue remain limited. Available power optimizations disrupt customer operations, while independent power generation like solar is often out of reach due to its decade-long repayment periods. EQORE’s solution empowers clients to reduce energy costs while maintaining existing production levels.
Their team is actively looking to engage with more pilot customers and is open to collaborations.
The original press release is available upon request.
Beymetal Alüminyum, a manufacturer in the aluminum extrusion industry and based in Türkiye, is overcoming limitations with an outdated gas nitriding furnace with the installation of a batch-type nitriding/nitrocarburizing furnace.
This Nitrexfurnace installation will increase their in-house nitriding capabilities. With a much larger furnace size and advanced technological capabilities, the company has pushed the boundaries in die performance to meet increasing production demand.
Marcin Stokłosa Technical Sales Manager NITREX Poland Source: LinkedIn.com
The NX-1015 furnace model, with a 2,000 kg (4,400 lb.) capacity, is equipped with Nitreg® controlled nitriding and Nitreg®-C controlled nitrocarburizing, tailored for treating extrusion dies for aluminum profiles used in architectural applications. These technologies ensure precise control over uniform case depths and nitride/nitrocarburizing layer formation. This enhances the mechanical properties of the extrusion dies, resulting in a long service life and increased output per die, lowering the overall tooling costs for Beymetal. Additionally, the new installation contributes to more efficient use of production media and reduces electricity consumption.
For Marcin Stoklosa, manager of Technical Sales for the EMEA region at Nitrex, commented, “The need for extrusion companies to enhance tooling performance while prioritizing sustainability represents the future of the aluminum industry. Beymetal’s adoption of Nitrex nitriding and nitrocarburizing technologies serves as an example of this necessity. This transition harmonizes production with global sustainability initiatives for a more environmentally friendly future.”
Electrification is afoot and is claimed to be a more sustainable heating source than natural gas.Art Moslow, electrification project manager at Kanthal Heating Systems, discusses challenges and options when switching heat treat operations from gas-fired to electric with Doug Glenn,Heat Treat Today publisher.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Kanthal® and Electrification (00:00)
Doug Glenn: I’d like to introduce today, Arthur (Art) Moslow. Art is with Kanthal Heating Systems, and Art, first off, welcome to Heat Treat Radio.
Contact us with your Reader Feedback!
Art Moslow: Thanks for having me.
Doug Glenn: Art, just to give people a sense of your background, you are currently an engineering and communications professional for Kanthal, but you’ve been with them for 20+ years. And, I think, electrification project manager for Kanthal Heating Systems is where you are.
Art Moslow: That’s correct, Doug, for a little over 22+ years with Kanthal.
Doug Glenn: Great, that’s good.
I’ve got a few questions for you. One of them is: Is Kanthal seeing a lot more inquiries now about electrification than they have had in the past?
Art Moslow: It is a significant increase. And I just want to say thank you for the opportunity to meet with you, Doug, and discuss this — what would be viewed as a very important topic.
Over the years, Kanthal has assisted many companies and industries with the exploration and implementation of gas to electric conversions.
Initially, it was a demand from “heavy industry.” That’s kind of an industrial term that means very large projects in the steel and petrol chemical industries, and they’re typically looking for megawatts of power, which is a lot of power.
Over the last few years, we’ve seen a significant increase from other industries like air pollution control, calcination, and heat treating.
Pit furnace with Kanthal® Super heating elements Source: Kanthal
Heat treating represents a great opportunity for converting from gas to electric. A lot of furnaces have indirect-fired gas burners, heating tubes that then heat the furnace — so it’s radiant heat — and it’s primarily a big form of heat transfer for electric heating.
Kanthal has formed, in the last year and a half, a new group. It’s a global group within our company of sales engineers to assist all our different sales areas with gas to electric conversions. We saw that as a significant need. Our sales area and our clients were looking for more support. That’s the group that I head at Kanthal.
Doug Glenn: I assume, if they formed this group, activity is up.
The bulk of our audience are captive heat treaters, manufacturers who do their own in-house heat treating/thermal processing of some sort. What are some of the issues that they’re facing regarding decarbonization?
Art Moslow: Well, a lot of companies have global initiatives for sustainability. It’s not just an individual location, it’s more of a corporate initiative. Every facility, every location, is looking to contribute to their corporate goals of sustainability. We see in a lot of industries that a lot of furnace production or heat processing contributes significantly to CO2 emissions.
A lot of these companies have multiple furnaces at each location, and an ideal way to reduce their CO2 emissions is by converting from gas to electric. It’s something they can contribute to their corporate goals and objectives.
Electric Incentivization and Utility Companies (05:05)
Doug Glenn: Would you say the bulk of the activity that you’re seeing is being driven by regulation or by efficiency improvements? What’s the motivation?
Art Moslow: I’m not really a regulations expert, but there are a lot of local regulations where companies are being incentivized a little bit. In fact, there are some government agencies in the U.S. that are incentivizing clients to switch from gas to electric.
We have worked with utility companies — this is a little bit new for us — coordinating with utility companies that are incentivizing their clients to use electricity. The utility company wants to sell more electricity — they have a sales team — and so they work with their customers to help offset some costs to modify the furnace and upgrade furnaces to electric.
Doug Glenn: It is odd about the utilities. I’ve had experience with a number of utilities that are involved with the Industrial Heating Equipment Association (IHEA). They even have programs to help you reduce the amount of electricity that you use. Even though they are the sellers of electricity and they want you to use more, they actually are concerned with people being more efficient because they can’t take the load. The amount of electricity that’s being required these days is amazing.
Your point is good: Utilities are, in fact, providing incentives to companies to help them electrify.
Art Moslow: They provide incentives. A few of the utility companies that we have contact with have test labs where they’ll test equipment to prove out a solution to see if it’s something they can provide to multiple industries.
They might have a test unit to invite their customers to view it.
They’ll help source clean energy too. It’s always important when you’re converting from gas to electric, not just to shift the carbon footprint somewhere else by using “non-clean” energy — you’re just shifting it to another location, and you’re not really contributing.
Utility companies will help to source clean energy. So, when you’re converting from gas to electric, you’re reducing your CO2 footprint, and the utility companies providing you with clean energy help reduce the CO2 emissions.
Obstacles to Electrification (07:56)
Doug Glenn: For these manufacturers who have their own in-house thermal processing or heat treating, what are some of the major obstacles that they must overcome in order to get to a point where they can potentially be converting from gas to electric?
Art Moslow: A lot has to deal with challenges related to the idea of change. How can Kanthal really help and assist our clients to change?
You know, gas-fired systems work. We’re not coming in to say, “This doesn’t work, switch to electricity.” That’s not what we’re promoting. What you have does work.
It’s thinking of how we can improve the idea of sustainability and reduce CO2 emissions. We can help you do that, and it’s up to Kanthal to explain that and overcome those kinds of challenges. We prove to a client that this technology does work, and it doesn’t impact your furnace process. Switching from gas to electric does not mean now you have to make all these modifications to your furnace and your whole production process to achieve the same product yield or outcome of the production process. You don’t have to do that.
Doug Glenn: Does Kanthal help companies do an assessment of the cost-benefit analysis?
Art Moslow: Yes, we do. A lot of times, there are a lot of steps involved to convert from gas to electric. Even to present a client with an electric solution, we have to do a lot of background work like that to analyze their furnace process, to calculate the amount of power, in terms of kilowatts or watts, that is needed to energize their furnace and achieve their desired outcomes.
It’s not a simple action of plugging into an equation, hit an equal sign, and all of a sudden you have a number; there’s a lot that has to be done. And that’s what Kanthal does.
We run a lot of calculations, and then present that information to the client. That’s part of it: we want to show the return on your investment.
False Assumptions about Electrification (10:41)
Doug Glenn: Art, are there any fallacies or false assumptions that you guys tend to find you run into regularly that need to be addressed? If so, what are they and what do you say to them?
Art Moslow says: “The main challenge to overcome is proving how an electric heating system can achieve the same outcome as a gas-fired system, no matter what type of form of heat transfer.”
Doug Glenn: I’ve heard some people have been concerned about the temperature range of electric versus gas-fired or the atmosphere in which the process is taking place and the sensitivity of electric elements versus gas-fired, and things of that sort. Can you address that?
Art Moslow: I would say temperature and atmosphere and heat-up rates — a lot of that contributes to the demands of the heating system.
For electric heating, you have very low temperature — a couple hundred degrees Fahrenheit up to probably a little over 350 degrees Fahrenheit. You can cover that entire temperature range with electric heating, whether it’s a metallic alloy that goes up to a certain temperature range, and then we have ceramic-type heaters like silicone carbide glow bars, molybdenum disilicide Kanthal Super. You cover the entire temperature range with electric heating. Then, you can use those materials in different modes of heat transfer.
You have different modes of heat transfer for gas; you can do the same thing for electricity when it comes to radiant-type heating (convective or conduction). A lot of times, it’s a combination of more than one of those types.
It’s up to Kanthal to assist the client and help them select the right alloy or the right material. Some materials are better suited than others in different atmospheres.
Art Moslow, Kanthal
When it comes to atmospheres, there are a lot of different atmospheres other than just air. There’s nitrogen, hydrogen, there’s carburizing furnaces. There are all different types of atmospheres that need to be controlled within a furnace. Electric heating elements can operate under all of those conditions.
Doug Glenn: I assume that Kanthal’s elements can also go inside of tubes, if they need a protective tube of some sort.
Art Moslow: Oh, yes. In a lot of heat treat furnaces (if it’s a gas-fired system), the gas burner is firing into a tube and the tube is radiating into the chamber, and that’s what’s generating the heat.
We have a few different types of heating elements that you can use when replacing the burner with an electric heating element right inside the tube. It’s the same mode of heat transfer and provides a high-power output.
You’re not really modifying the furnace that much in terms of its process and its temperature profile. You’re just replacing the heat source with an electric heat source.
Doug Glenn: Right, a burner with a heating element.
Preparing to Electrify (16:28)
Tell me, Art, what question does a manufacturer, who currently has a gas-fired furnace, need to ask to start preparing if they want to electrify?
Art Moslow: Typically, when we’re working with a client or manufacturer and helping them on this journey (converting from gas to electric), we put the process into four really basic steps.
Billets preheating in an electric walking beam furnace Source: Kanthal
The first two are, kind of, the most important to prove a system solution. It involves calculating the power required, converting the BTUs to kilowatts.
As I said earlier, we’ll collaborate with our clients to do that, and it’s much more than just “crunching the numbers.” You really want to analyze the furnace process. You’re getting a full view of the “as is” state. What are they currently doing? What are they processing? What temperatures are they going to?
Perhaps we even do some analysis of the furnace. For example, you’re taking the temperature of the casing. Does the client want to make any process improvements? Is it time to replace some of the insulation? Can we make some recommendations to improve the efficiency of the furnace? We’ll also do a lot of thermal dynamic calculations and then provide that information to the client. This is, kind of, the expectation to achieve your throughput in the furnace or the specific heat-up. Whether it’s a batch furnace where you’re loading a product, heating it up, cooling it down, and then pulling it out, or if it’s continuous.
So, there are a lot of questions that we ask and a lot of analysis that we do. Then, we communicate that back to the client. It’s all presented to them — this is what we would propose.
After that, the next step is designing the heating system. I mentioned earlier that Kanthal has a very wide range, when it comes to temperatures and materials. There are times when an overlap of multiple solutions might work in a furnace, and it’s up to Kanthal to recommend solutions for clients. We’ll lay out: this is the ideal solution, this is why, and this is the payback.
We offer (that is, some clients ask for) CFD modeling (computational fluid dynamics). So, you’re mapping out the solution using a computer. It helps to reinforce the solution to lay it out for a client so they can see it before any kind of decision is made. They might have some feedback as to — oh, we see that this is possible; is there anything more we can do in the furnace?
A lot of times we see that a furnace is originally built for a certain process and a certain temperature, and, over the years, it changes. You want to get more and more use out of your furnace, so maybe you’re pushing the temperature higher than it was designed to, or you’re trying to increase your throughput. You’re putting more product through and pulling more out. So, maybe there’s a chance to do that even more, when converting to electric.
Instead of buying new furnaces or more furnaces, maybe you can get more out of your existing equipment. That’s where CFD modeling helps, as well. It helps us to really present everything to the client.
The last two steps are really specific to a furnace. It’s about removing the existing gas system, removing the gas train, which can improve the safety of the facility.
Typically, gas burners are very loud. We’ve had clients comment, “We don’t even notice that the furnace is on, if we don’t look at the temperature controller,” because there is no more noise when you’re running electricity.
All of that is specific to a client’s furnace.
The last step is installing the electric heating system.
Timeframe for Electrification (21:19)
Doug Glenn: This is a loaded question, and I’m sure it varies widely, but can you give an example of the timeframe that it would take to convert any type of furnace? Maybe one Kanthal have done in the past? There are a lot of batch furnaces that our listeners would use; there’s also a lot of continuous. And, of course, the size of each of those is going to make a huge difference.
Can you give the listeners a sense of how long it is going to take for this process to convert?
Art Moslow: Typically, the first couple steps take a couple of weeks. There is a lot of communication back and forth between the client and Kanthal. We’re gathering information, so we might have to visit a couple of times, and also coordinate with their utility’s supplier. Does the facility have the electric power available? How can they source it to get it to the facility?
Then, there are other components that are needed to electrify a furnace, like the electrical control system.
We have partners (other suppliers) that we know and work with who are very familiar with supplying controls to the appropriate type of heating system.
Different alloys and different materials behave differently when it comes to electric heating. Some controls require current-limit settings, some transformers, some don’t, so there are suppliers out there that are familiar with the requirements.
Art Moslow, Kanthal
Doug Glenn: And you work with them.
Art Moslow: We do. Typically, we work with them, we provide the client with recommendations, saying, “This is what you need.”
Kanthal doesn’t supply control systems. We do, for a couple of our products, because they’re unique, but we tend to work with other partners to do that.
The entire process could take a couple of months. Procuring and manufacturing all of the components is the longest part of the process.
Doug Glenn: As I said, it’s a loaded question because I’m quite sure it’s very dependent upon the process that the client is running, how long it’s going to take to validate the conversion, and whether or not your CFD modeling and things of that sort to really convince people that this does work.
Art Moslow: What is the size of the equipment, too? It’s not just the furnace.
And we want to fit it into the client’s timeline. When is their shutdown? To do a conversion, you can’t just do that overnight. The furnace must be shut down for a given amount of time to do a conversion.
When Not to Electrify (24:26)
Doug Glenn: This is a question where you have to be really honest: Are there times when people should not electrify? Are there instances out there where it just doesn’t make sense?
Art Moslow: There are times where a client might have a furnace that’s quite old, and the cost to convert doesn’t make sense. They really need to rebuild the entire furnace because the insulation is old and losing its integrity, and there’s too much heat loss from that. And the size of the system to try and fit an electric system into a given space just might not work.
We haven’t really seen the process like that other than when the client has a used furnace that they’ve been running. It doesn’t quite match the process they’re trying to run, but it’s a furnace that they had, so they just keep running it. It just makes sense and is more cost effective to replace the furnace with an electric furnace.
Doug Glenn: Are you finding that there are certain U.S. geographies where it’s much harder to get people to convert to electric simply because of the disparity between gas prices and electric prices, or does it almost always make sense to at least investigate it pretty much everywhere?
Art Moslow: You know, Doug, if you asked me that 5–10 years ago, I would’ve said yes, without hesitating. But I would not say the majority of our clients are in “this” geography or in “that” region of the U.S. It’s beyond the point of just looking at the cost of gas and electricity — it’s well beyond that now.
There are a lot of strong arguments about the CO2 emissions reduction, safety, and environmental aspects and benefits when it comes to sustainability that are really being driven at a corporate level now, especially in the U.S., which is a newer trend.
Doug Glenn: Yes, it is. As everybody knows, we tend to lag behind Europe in these things. I don’t know if that’s good or bad, but that is the case.
Maintenance of Electrical Equipment (27:19)
I want to back up a little bit on the equipment and ask you a question about maintenance. Because one of the advantages, I have heard, is that there is potentially a significant advantage with maintenance and upkeep of electrical equipment versus combustion equipment.
As you mentioned, combustion tends to be pretty loud; that’s because you’ve got blowers spinning at who knows how many RPMs. You’ve got air piping, you’ve got gas piping, you’ve got mixtures, and all that stuff.
Can you address any major maintenance issues with electrical systems?
Hot rolling at Kanthal in Hallstahammar, Sweden Source: Kanthal
Art Moslow: There are a lot of systems — like the example you brought up earlier, where you asked the question of if it is possible to put a heating element inside of a tube. For that type of solution, we have a proprietary alloy tube that Kanthal manufactures that goes to very high temperatures. We also sell an applicable heating element made out of the same material that’s designed for use inside the tube.
Typically, when you put in tubes, you’re isolating the atmosphere inside the furnace, and you put a heating element inside the tube. Inside the tube, it’s just air, so it’s very easy to replace the heating element when an issue like that comes up.
You do your safety “tag out/lock out” procedures; you secure power to the elements, and you disconnect them; you can pull them out, you can handle them when they’re hot, provided you’re following proper safety procedures; most, if not all, electric heating elements can be installed while the furnace is still hot; you don’t have to worry about thermal shock or overheating them; and they can be connected and run right away.
Most elements, too, you can mix old and new elements without an issue; there is no performance degradation with the older elements or the new element.
Doug Glenn: So, maintenance, generally speaking, seems to be a bit easier with electric.
Art Moslow: Yes. It’s easy to store a spare element; it’s easy to replace one. And, typically, we’re shooting for life that’s measured in years when it comes to electric heating systems. That’s our objective when designing a solution.
Sustainable Technologies (29:57)
Doug Glenn: Alright, coming down the homestretch here. There have been a lot of improvements in technologies over the last several decades to help with sustainability and things of that sort. Are there any newer technologies, materials, processes that you would like to mention that might be of interest to our in-house heat treat or thermal process people, when it comes to sustainability?
Art Moslow: When it comes to sustainability and ensuring that we’re meeting the demands of industry, in the advertisement, you had indicated that at Kanthal we do spend a lot of resources on R&D to continuously improve our materials to come up with new materials within a product — a grade perhaps, like new grades of moly disillicide Kanthal Super materials that meet the demands of the industry.
We’ve seen an increase in demand for hydrogen atmosphere furnaces and nitrogen. So, we’re constantly developing new materials to meet the demands of industry.
Art discusses the improvements being made to sustainable technologies, such as improvements to materials that are being used for hearing elements.
A newer product that we have, too, we call a Kanthal airflow heater. It’s a very high temperature air heater that’s on the market now that can be used in a lot of different industries.
There are a lot of newer applications that we’re looking into. We’ve seen clients wanting to duplicate or mimic the performance of a direct-fired gas burner. It’s just a flame-firing heat — it’s all convective heat — into a combustion chamber. We’ve had some applications for clients wanting to duplicate that using electric heating.
Doug Glenn: Do you know the temperature range on that?
Art Moslow: I can list it in degrees Centigrade: it goes up to about 1100/1200°C.
Doug Glenn: Any other new technologies or processes?
Art Moslow: No, that’s it. There are a lot of newer materials. It’s always really pushing the materials that we have on the market — so looking for higher temperatures, higher power outlets.
Final Thoughts on Electrification (32:49)
Doug Glenn: Last thing: Is there anything else for manufacturers who have their own in-house thermal processing or heat treating? Any other encouragements or thoughts you’d like to share with them, when it comes to sustainability in the conversion from gas to electric?
Art Moslow: Keep in mind that you can convert from gas to electric. And Kanthal can help you do that. We can assist you and collaborate with you to analyze your process and come up with recommendations.
Doug Glenn: This is a “tack on” question, here at the end: Is Kanthal involved, in any way, with reliability of the power grid? Are they doing anything to help? It’s outside the scope of Kanthal — I realize you are manufacturers — but the reliability of electricity is a critical thing for people to convert, and I’m just wondering if Kanthal is doing anything to help utilities make that supply of electricity more reliable.
Art Moslow: Kanthal is involved with providing heating systems to various industries that are making clean energy, like the solar industry and wind turbines.
There are companies looking at energy storage. In the past, that was really more of a theoretical-type idea as to how to come up with an ideal energy storage-type application, but there are increasingly more companies looking at, exploring, developing, and improving technologies that work.
Doug Glenn: Art, thank you very much, I appreciate it and appreciate your time.
Art Moslow: Thank you for having me, Doug.
About the Expert
Arthur (Art) Moslow is an engineering and communications professional, working as the electrification project manager at Kanthal Heating Systems for the past year. He has been with Kanthal for over 20 years serving in various sales and product engineering roles. He received his Bachelor of Engineering in Naval Architecture and Marine Engineering from State University of New York Maritime College.
Contact Art at arthur.moslow@kanthal.com or go to www.kanthal.com.
Two aluminum homogenizers and two coolers are set to enhance U.S. operations for an aluminum manufacturer with locations across America. One of each unit will be sent to locations on opposite sides of the U.S.
The supplier of these systems is SECO/WARWICK USA. Homogenizers are a type of annealing furnace used in the aluminum industry to prepare log billets for extrusion. They heat the aluminum alloy logs to near-melting temperatures, then allow them to cool slowly, leaving a uniform molecular structure free of stresses or irregularities that compromise extrusion quality.
While proper homogenization requires a slow cool-down period, the large loads at this manufacturer’s location in the western side of the U.S. would take far longer than necessary to cool passively. So, after homogenizing, the load is removed from the homogenizer and placed into a cooler unit. The cooling is accomplished using a bank of high-power fans to keep fresh air passing over the hot ingots but cooling aluminum alloy to room temperature from close to 1000°F is not as simple as just placing the load in front of the fans. Instead, the cooler has walls that contain the heated air so it can be safely ducted to the exterior.
Marcus Lord Managing Director at SECO/WARWICK Corporation Source: SECO/WARWICK
Headed to the eastern side of the U.S., the furnace and cooler are of a different style and customized to fit within the tighter footprint available in the facility. It is configured as a two-position traveling furnace with car-bottom loading, which means the furnace is mounted to roll on rails, with a door at both ends, so the load can be staged in open floor space, then the furnace rolls over the top of it. The cooler system is mounted on parallel rails, with an extendable roof and end walls, such that it can enclose the load, still stacked on the same furnace car-bottom. The furnace will replace the first traveling furnace that SECO/WARWICK ever fabricated, installed back in 1975, when the plant was under different ownership.
“We have provided this industry partner with equipment and support for decades and we share their commitment to a cleaner, greener future. These homogenizers and coolers will help them meet that commitment by increasing the energy efficiency of their aluminum production process,” commented Marcus Lord, the managing director at SECO/WARWICK USA.
Poor energy efficiency in industrial furnaces usually impacts companies’ production costs since more energy consumption is required to achieve the desired temperature. This, in turn, has a tangible impact on their carbon emission footprint. In this Technical Tuesday by Alberto Cantú, VP of Sales at NUTEC Bickley, learn energy-saving solutions for industrial furnaces.
This article was originally published inHeat Treat Today’sMay 2024 Sustainable Heat Treat Technologies 2024print edition.
According to the International Energy Agency, the industrial sector is one of the main culprits when it comes to global energy consumption. In many situations, industrial furnaces tend to be the pieces of equipment that consume the most energy.
In this article, we will share a series of solutions you can implement to improve energy efficiency, reduce production costs, and be socially and environmentally responsible.
Factors that May Be Affecting Your Energy Efficiency
There are a couple of obvious factors that may be harming your energy efficiency ratings.
Heat Losses in the Furnace Process
These may be due to structural damage to the insulation or incorrect gas flow distribution inside the furnace.
Inefficient Combustion Processes
Contact us with your Reader Feedback!Industrial furnace flow check
Inefficiencies here are probably due to inadequate or excessive air/fuel ratios or poor mixture caused by internal damage to the burner.
Some tips we can pass on to help you improve furnace energy savings are:
Monitor the temperature on the cold side of the furnace, carefully checking that there are no hot spots.
Periodically analyze the composition of the furnace combustion gases, ensuring you are maintaining the expected levels of oxygen and CO.
Periodically check that the combustion air and fuel flows are in a stoichiometric ratio.
Check at least twice a year that the burners are in good condition and show no damage.
Avoid infiltration of cold air into the furnace that could affect the efficiency of the process.
Keep the temperature control loops tuned. If there is no temperature control loop, we recommend integrating one.
Periodically monitor consumption, either manually or automatically.
Ensure there is a program of predictive maintenance on the combustion system.
How Does Predictive Maintenance Work?
Attention to detail during predictive maintenance
This type of maintenance is based on the storage, monitoring, and analysis of data and quantifiable equipment variables in real time, such as temperature, vibration, and frequency.
It is necessary at the outset to understand the processes thoroughly and identify which aspects need to be analyzed, to make this approach work. These aspects include:
Temperature — monitoring the temperature may reveal abnormal changes, indicating possible overheating or component failure.
Vibration — unusual vibration may indicate machinery wear or imbalance, resulting in more severe damage if not addressed in time.
Frequency — analyzing particular patterns and behaviors during heat treat processing can provide insight into what may evolve into future potential problems.
Th ese actions will depend on appropriate measurement and detection control systems, the primary variable for these being sensors and algorithms. Firstly, sensors play a fundamental role in predictive maintenance, as they can detect subtle changes in the equipment’s performance, making it possible to identify potential failures before they occur. It is advisable to have access to an inventory of recognized sensor and spare parts brands, allowing you to measure your equipment’s variables.
Secondly, algorithms identify patterns and trends indicative of possible issues by processing large data amounts, allowing timely and planned interventions.
Factors Influencing Measurement Time
The time it can take to measure variables during a predictive maintenance process depends on many internal and external factors. Below we address some of them.
External Factors
Data analysis is a key component for effective preventative maintenance
The process — each industrial procedure has its own characteristics and requirements. For example, constant and real-time monitoring might be required in a continuous process, while a specified intervals approach might be best in other situations.
The product — some products may require frequent or strict monitoring due to their nature and characteristics.
Customer philosophy — some customers may have stricter standards or request more frequent monitoring to ensure the quality and reliability of their products.
Internal Factors
Capacity — strategic planning and scheduling measurements may be necessary if the equipment is limited or employed for other processes.
Availability of qualified personnel — ensuring that qualified staff are available at the right time to interpret the data obtained is crucial.
Energy-saving solutions for industrial furnaces — this is where you need to be able to rely on your combustion expert partner to advise on the most up-to-date energy-efficiency solutions you can implement in order to improve furnace performance and to help you reduce production costs.
Systems To Improve Furnace Energy Efficiency
Today, some systems that can significantly assist in reducing energy consumption can be implemented in your furnaces, thus preventing losses and/or eliminating inefficient processes. Here are some systems that can be implemented:
Energy Recovery Systems
These can be added to your furnaces to recover the heat from the flue gases so that they can be used again, heating the combustion air. Some options for these systems are self-recuperative burners and regenerative burners.
Flue Gas Measurement Systems
These guarantee that your furnaces always have the correct proportion of air and gas in their system. With them, you can continuously monitor the status and thus make decisions based on these data to adjust any out-of-proportion levels.
Preventive Maintenance Services
Besides the tips and systems for energy saving already mentioned, there are other actions that save energy, reduce costs, prevent failures in your industrial furnaces, improve their operation, and more.
Two of these are:
Audit and diagnosis service: The furnace input and output variables are measured in order to indicate current efficiency levels and to identify possible areas for improvement.
Burner calibration service: The air/fuel ratio is checked to ensure burners operate in the correct range.
Conclusion
In summary, if you consider implementing any of the tips and systems presented here, you can improve energy efficiency in your industrial furnaces and significantly reduce your operating costs. Be sure to check out the International Energy Agency if you are looking for further information on this topic.
About the Author
Alberto Cantú, Vice President of Sales, NUTEC Bickley
Alberto Cantú is the vice president of Sales at NUTEC Bickley. Cantú has more than twenty years of professional experience and has written prolifically for a variety of journals. Cantú is an honoree from Heat Treat Today’s40 Under 40 Class of 2020.
For more information: Contact Alberto at albertocantu@nutec.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Happy Memorial Day from Heat Treat Today. Join us as we reflect in thankfulness on those who have sacrificed all for our country. Thank you to all who currently serve to protect the land of the free. God bless America.
Heat Treat Today’s offices will be closed for the long weekend, and there will be no e-newsletter Monday, May 17. See you on Tuesday!
As part of their strategic efforts to enhance forging capabilities, Topçesan recently invested in a compact batch-type furnace with a 1,200 kg capacity, designed for nitriding and nitrocarburizing forging dies. These dies are utilized in the production of engine parts, transmission components, and chassis parts for vehicle manufacturing, catering to automotive clients like BMW, Tofaş, Fiat, and ZF Group across Europe and Türkiye.
Utku Inan
Sales Representative in Türkiye
Nitrex
Source: Nitrex
By integrating nitriding and nitrocarburizing processes into their operations, Topçesan aims to prolong the lifespan of their forging dies, increasing component production while reducing tooling costs. The NXK-812 compact batch-type furnace from Nitrex, a heat treat equipment supplier based in Canada, includes an ammonia dissociator; this will be essential for precision controlling nitriding potential, particularly when treating specific alloys that must align with AMS 2759/10 and AMS 2759/12 specifications.
Utku Inan, the Nitrex sales representative in Türkiye, commented, “This marks the first collaboration between Topçesan and Nitrex, and we’re truly excited to embark on this journey together. Our shared goal is to pursue operational excellence and maximize product potential within the forging and automotive supply chain industries.”
Topçesan is making a strategic investment that will not only enhance its in-house capabilities and cost efficiency but also contribute to a more efficient and sustainable future. According to Marcin Stoklosa, technical sales manager at Nitrex, “The operating software of the Nitrex system ensures optimal production media and utility consumption throughout the process, providing the customer with detailed analysis after each operation. This technological advancement underscores our commitment to customer satisfaction and operational efficiency, ensuring superior performance.”
NASA has selected Elementum 3D (a developer and supplier of metal additive manufacturing (AM) advanced materials, print parameters, and services) to be one of four companies that will produce and distribute GRX-810 material under a commercial co-exclusive license. This is a material that has undergone significant post-processing heat treat research.
The 3D printable high-temperature metal superalloy material has been noted as “breakthrough technology” and will be offered to original equipment manufacturers of airplanes and rockets as well as the entire supply chain.
NASA’s goal of the licensing agreement is to accelerate the adoption of GRX-810 to benefit U.S. technologies, industry, and space exploration. The 3D printer supplier notes that engineers are eager to print with a material capable of creating lighter and thinner engine parts, reducing fuel burn, lowering operating costs, increasing durability, and lowering the tolerance for failure for critical applications.
GRX-810 is an oxide dispersion strengthened (ODS) alloy that can endure higher temperatures and stress. Its strength is derived from the dispersion of tiny particles containing oxygen atoms. The breakthrough superalloy was specifically developed for the extreme temperatures and harsh conditions of aerospace applications, including liquid rocket engine injectors, combustors, turbines, and hot-section components, capable of enduring temperatures up to 1,100°C. Compared to other alloys, GRX-810 can endure higher temperatures and stress up to 2,500 times longer. It’s also 3.5 times better at flexing before breaking and twice as resistant to oxidation damage.
Jeremy Iten
Chief Technology Officer
Elementum 3D
Source: LinkedIn
Over the past nine years, Elementum 3D has gained extensive knowledge and experience in developing, commercializing, and distributing “impossible-to-print” dispersion-strengthened materials similar to GRX-810.
“We are excited to be working with Tim Smith and NASA to bring this exceptional new alloy to the commercial market,” said Jeremy Iten, chief technology officer at Elementum 3D.
NASA’s investment in developing GRX-810 demonstrates its dedication to advancing additive manufacturing. Elementum 3D and the other co-exclusive licensees now assume the responsibility of investing the time and resources to supply the industry with a stronger, more durable superalloy.
Today’s News from Abroad installment brings us news of casting equipment supplied in China, heat treat supplier joint venture forged in Austria, and big standardization plans in Germany — where doing LESS is more.
Heat Treat Today partners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. heat processing, a Vulkan-Verlag GmbHpublication, serves mostly the European and Asian heat treat markets, andFurnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe.
High-Performance Continuous Caster on Order
Representatives from Primetals Technologies and Wuyang Iron and Steel at the signing ceremony Source: Primetals Technologies
“Wuyang Iron and Steel has awarded Primetals Technologies an order for a 1-strand continuous caster with several record-breaking features. The continuous casting plant will be put into operation at the Wuyang plant in Wugang, Henan Province, and is expected to be the most powerful of its kind in the world. It will also produce the thickest slabs in the world, up to 460 millimeters thick. Thanks to the new facilities, Wuyang will be able to produce sheet metal for heavy-duty applications such as shipbuilding and the wind power sector. The annual capacity will be one million tonnes of high-quality slabs.”
Left to right, 1. row: Christian Grosspointner, CEO Aichelin Group; Mehmet Özdeşlik, CEO Sistem Teknik; 2. row: Wolfgang Brosche, Erwin Strauszberger, Beril Özdeşlik, Beste Özdeşlik, Gökhan Lale, Levent Sindel. Source: Aichelin
“The Aichelin Group and Sistem Teknik have signed an agreement to establish a joint venture in Austria. This joint venture will produce and distribute industrial vacuum heat treatment technologies and services in Europe. The Aichelin Group is thus adding a promising segment to its existing product portfolio.”
Two steelmaker groups, GMH (Georgsmarienhütte) Gruppe and Swiss Steel, have issued notes of approval for the proposal from German steel federation for a standard for low-emission steel (LESS). Source: worldsteel
Dec“Two steelmaker groups, GMH (Georgsmarienhütte) Gruppe and Swiss Steel, have issued notes of approval for the proposal from German steel federation for a standard for low-emission steel (LESS). Both mills happen to be makers of special bar qualities, and the word of Swiss Steel may have some international weight, given it has melt shops in Germany, Switzerland and France. WV Stahl announced on Monday that it has set a cornerstone for prime markets for climate-friendly streel with a standard its members developed together with the German economy and climate protection ministry. The Low Emission Steel Standard (LESS), as it is called, is the first standard that makes the main customary production routes, blast furnace and EAF, comparable in terms of their efforts to decarbonise. Its centrepiece is a labelling system for the classification of low-CO2 steels.”