In January 2021, Hubbard-Hall hosted a free webinar with Thomas Wingens of Wingens International and Michael Onken of SAFECHEM. These two experts described the influencing factors for technical cleanliness and some solutions for washing. This Technical Tuesday, we are sharing an Original Content overview of what happened at the virtual event.
This year, we are seeing a lot of online-adapted education for the heat treat industry. One of these webinars was "Solving The 4 Most Common Metal Cleaning Challenges In Heat Treatment" hosted for free by Hubbard-Hall. Jeff Davis, SVP of business development and distribution at the chemical supplier, introduced experts Thomas Wingens, longtime metallurgist with a lifetime of exposure in the heat treating industry, and Michael Onken, market development manager at SAFECHEM. Here is a brief rundown of what they talked about.
The concluding slide from Hubbard-Hall's webinar, Tuesday February 2, 2021. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
How Do You Clean | Why Do You Clean | Who Cleans
The audience indicated that if they cleaned, they overwhelming used water-based cleaners on their products.
The experts then gave four clear reasons why heat treaters should clean:
Optics -- get rid of stains
Achieve Uniformity -- resolve soft spots and stop-off paint issues
Brazing Voids -- prevent the appearance of bubbles on your part
Contamination of the Furnace -- all furnaces, even vacuum furnaces, are susceptible to contamination
Smoking Parts -- if not cleaned well, left-over oil on a part can smoke up
With all of these reasons and with the specificity of the part, all heat treaters should pay attention to how they clean their products, but especially commercial heat treaters. The reason? Commercial heat treaters are in the most challenging situation with cooling fluid contamination, corrosion protection, chips, dirt, and dust as they treat a variety of different parts at their facility. As a note, the experts noted that commercial heat treaters could remove these contaminants with sandblasting, pickling, and sputtering.
4 Challenges - 4 Solutions
One by one, Wingens shared a cleaning challenge that Onken immediately responded to.
1 - Residual Contamination Results in Insufficient Hardening (T.W.)
Residual contamination may be because the cleaning method you are using is insufficient or non-existent. Still, Wingens noted there is clear evidence that insufficient cleaning for nitriding and ferritic nitro caburizing (FNC) leads to white spots. This, among other things, is a cause for concern and may compromise the part quality.
1 - Consider Cleaning Factors, Regulations, and Requirements (M.O.)
If you are running into this cleaning challenge, you have to first consider specific factors, regulations, and requirements for implementing optimal cleaning, says Onken.
Time. You want cleaning to be as short as possible because "time is money."
Temperature.
Mechanics of the cleaning machine.
Chemistry of the Cleaning Agents. Alkaline, neutral, or and organic solvents? You must know what type of contaminations you have on the surface -- if it's polar or non-polar -- in order to use the correct solvent in cleaning the part.
Are the contaminants fat, resins, oil, petroleum or salts, emulsions, emulsions?
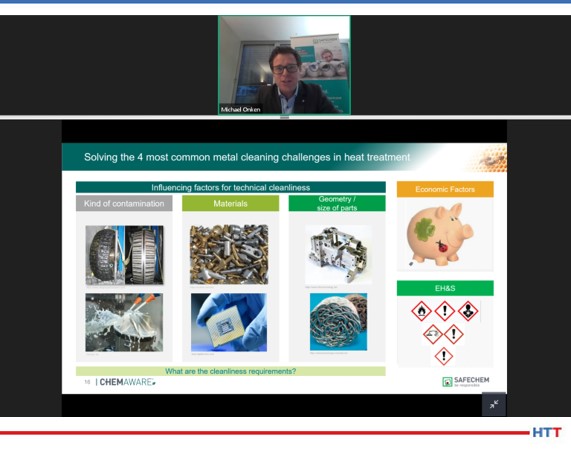
Additionally, there are several factors of the part itself, pricing, and Environmental Health & Safety standards that do come into play, as Onken lists in the slide below.
Michael Onken sharing factors influencing technical cleanliness. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
2 - Surface Stains on Finished Product (T.W.)
This is a pretty straight forward challenge: you don't want the surface stain, so what do you do?
2 - Type of Contamination: Polarity (M.O.)
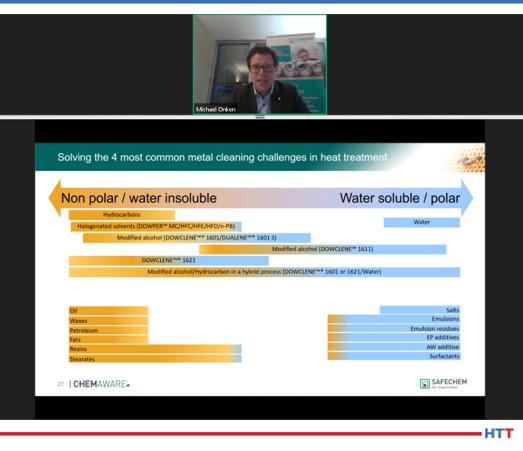
First, you want to clean "like-with-like." That is, if you have a water insoluble/non-polar contaminant like petroleum or wax, you want to clean with an insoluble/non-polar cleaner like halogenated solvents. Likewise, if the contaminants are water soluble/polar like salts or emulsion residues, then you clean with water-based cleaners. Check out the chart below that Onken shared at the webinar to see how specific cleaners are non-polar, polar, or even hybrid.
Polarity of cleaners and contaminants presented by Michael Onken at SAFECHEM. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
Additionally, the way your load is situated can influence what cleaner you use. For a basket load, you'll want to use a cleaner with low surface tension like solvents since those can penetrate and move through the complex geometry of the load.
3 - Inconsistent Cleaning (T.W.)
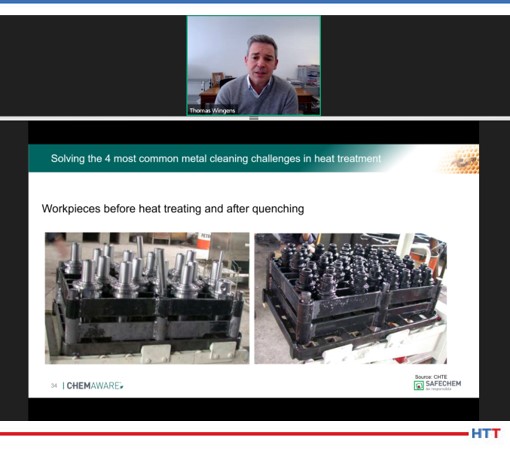
The impact of a cleaner decreases in strength over time, particularly with solvents, leading to an oily surface. (See the example below.) What to do?
Oily parts before hat treating and after quenching. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
3 - Process Stability (M.O.)
There are preventative measures, Onken highlights, that emphasizes process stability that can handle high through-put that will clean all of the parts you have uniformly:
Solvents: These are 100% composed of solvent with a stabilizer. Monitor build up of acids only, not the concentration of cleaner itself.
Water cleaner: These are 90-99% water mixed with other chemical(s). Therefore, they are much more complex. Check out alkalinity.
Bottom line: keep an eye on how your cleaners are doing so that you always know their quality before you use them.
4 - The Cost. (T.W.)
Wingens pointed out that it is costly to invest in a cleaner, and so how is a heat treater to mitigate this practical challenge?
4 - Efficient Product Use (M.O.)
First, look at efficiency of aqueous cleaning. Solvent cleaning is now in closed machines, not open machines. It is simply not that efficient to use an open machine because a lot of the cleaner disperses into the atmosphere when it is in use. That is why it is more common to see closed cleaning process. Vacuum Tight Machines close the processes even more.
Do what can to conserve material and keep the process efficient and effective.
Final Comments
The experts left the live webinar with a few final comments, noting that there is a move away from water-based cleaning because of the constraints of being able to do batch part cleaning (see solution #2). Additionally, they reiterated that investment costs are higher for closed system with a vacuum; but due to their efficiency, that investment can be paid-off fairly quickly.
If you are interested in catching the next webinar, "Do You Know Your Real Cost of Cleaning?" is happening next week, February 23, 2021 at 2:00pm ET. Again, the recorded webinar can be accessed here.
All images were captured during the live webinar on February 2, 2021.
How does this heat treat equipment supplier help a fishhook heat treater with their brazing and induction needs? Find out in today’s Best of the Web featured case study from Ambrell Induction Heating Solutions.
The client needed to heat two pairs of fishhooks within a steel tube to form an anchor. This brief case study demonstrates the value in testing new methods to optimize heat treating results.
An excerpt:
[blockquote author=”Bret Daly, The Ambrell Blog” style=”1″]It took 35 seconds or less to heat each sample to temperature. For one of the samples, to prevent overheating of the tube, braze wire was cut up and put inside the tube along with the fishhooks. That way, the entire assembly would…[/blockquote]
There are many steps in the metal-making process. As a industry with high levels of pollution, heat treaters and metal manufacturers receive both internal and external pressure to make changes for greener production. It’s not always easy financially, but what if Bill Gates were involved?
In today’s Best of the Web feature, watch or listen to how Boston Metal’s new technology, Molten Oxide Electrolysis, is “designed to replace several heavy metal processing steps with one that generates no hazardous waste.”
An excerpt:
[blockquote author=”Thomasnet.com” style=”1″]It is meant to reduce complexity as metal can be produced directly from a molten state versus extractive metallurgy, which requires much more energy. Ultimately, Boston Metal says that steel can be produced without CO2 entirely, and ferroalloys can be made without aluminum.[/blockquote]
Considerable investment is made when purchasing a batch integral quench (BIQ) furnace. These popular furnaces need specific care and maintenance to keep them in prime operating condition. In this informative article by Ben Gasbarre, president of Industrial Furnace Systems at Gasbarre Thermal Processing Systems, learn how you can protect your BIQ from avoidable downtime.
This original content article appears in Heat TreatToday’s Air and Atmosphere’s February 2021 magazine. When the print edition is distributed, the full magazine will be accessible here.
Ben Gasbarre President, Industrial Furnace Systems Gasbarre Thermal Processing Systems
The batch integral quench furnace, or sealed quench furnace, is one of the most popular pieces of equipment in the heat treating industry. The core benefit is its versatility as it can easily adjust to changes in load weight, configurations, and heat treating processes. This makes
it a highly efficient and profitable piece of equipment for both captive and commercial heat treaters.
With all the good that is done in these furnaces, the downside comes in the maintenance of the equipment. By nature, these furnaces are hot, dirty, and have many moving parts, including multiple doors, load handlers, elevators, fans, quench agitators, and pumping systems; this furnace has it all! Although there are many areas of an integral quench furnace, understanding the subassemblies and having a good maintenance program can ensure the equipment operates safely and maintains its highest level of performance year after year.
Maintenance Safety
The discussion on maintenance of any piece of equipment begins and ends with safety. Prior to any work being done on the equipment, safety measures need to be considered based on the work being performed. Certain maintenance activities must be completed while the equipment is in operation; in these cases, proper personal protective equipment must be considered for work being done around hot surfaces, high voltages, elevated work, and potentially hazardous gases. If work is necessary while the equipment is offline, additional safety procedures must be followed, including lockout/tagout of all major power sources, special atmospheres, and natural gas supplies to the furnace.
Integral quench furnaces are considered confined spaces. Prior to entry into the quench vestibule, furnace chamber, and even quench pit, confined space procedures must be followed; hard stops must be in place for doors and elevators. Technicians need to ensure proper oxygen levels and air circulation prior to entry. The buddy system is always recommended when someone is entering the furnace. Prior to returning the furnace to operation, it is important to ensure all necessary safety and maintenance equipment has been removed, all supply lines are receiving designed gas pressures, and proper startup procedures are followed.
For furnace safety during shut down periods, it is wise to review furnace interlock systems and safeties to ensure proper operation. This includes items such as high-limit controllers, solenoid valves, burn off pilots, and other components critical to emergency situations. Additionally, per NFPA 86 requirements, valves and piping should be leak-checked periodically.
Reporting and Metrics for Optimum Performance
Image Source: Gasbarre Thermal Processing Systems
While Industry 4.0 is a popular concept in today’s manufacturing environment, the basic concepts behind the technology are what is important to any good maintenance plan. First, having an asset management system that enables engineers, operations, and maintenance personnel to access maintenance records is critical to ensure they can troubleshoot issues and perform maintenance activities more efficiently. Asset management tools are readily available and can range from well-established cloud-based software systems to simple Excel spreadsheet records. Ensuring important information, such as alloy replacements, burner tuning, or control calibration information, can help operations and maintenance personnel as they plan and assess future equipment needs.
The second concept is preventive or predictive maintenance plans. While these are not interchangeable concepts, the goal of implementing either is to reduce the likelihood of significant unplanned downtime, which can be costly to an organization. Preventive maintenance is a schedule of planned maintenance activities on a piece of equipment using best practices that give the best chance to catch a problem before it arises.
Predictive maintenance uses data and analytics from equipment operations that can be used to predict when problems are likely to occur. There are considerations for either approach, and the evaluation criteria for preventive versus predictive maintenance plans could be an article in and of itself.
Integral Quench Furnace Maintenance
As stated previously, breaking the furnace down into a series of subassemblies is the easiest way to develop an overall maintenance plan for equipment that has many sections and components. Discussed items will include mechanical assemblies, the heating system, the filtration system, atmosphere controls, temperature controls, and furnace seals. Each has its own importance to ensuring reliable equipment performance.
Mechanical Assemblies
Typical load transfer system alignment.
The mechanical system includes the load transfer system, recirculation fans, quench agitators, door assemblies, and elevator system. There are many exterior items that can cause abnormal equipment operation, including position sensors, rotary cam switches or encoders, and proximity switches, that if not operating properly can interrupt or cause failure within the furnace. Position settings should be logged for future reference, and sensors should be inspected regularly. Belts that may be used on recirculation fans and quench agitators should be inspected regularly for damage and excessive wear. Vibration of these items should be monitored as excess vibration can be an indication of damage or wear to the fan or agitator bearings, shaft, or blades.
The largest item of concern in this system is the alignment of the load transfer system. Unsuccessful load transfer due to misalignment or obstruction can cause significant furnace damage and create unsafe conditions within the furnace. Internal alloy components should be evaluated for integrity and alignment every six to twelve months. Elevator alignment should be reviewed to ensure smooth operation during the same period. Frequent visual inspection through sight glasses, quench time monitoring, and motor load data can give valuable information of future potential transfer issues within the furnace.
Heating Systems
Whether your furnace is gas or electrically heated, well-maintained systems can have significant impact on the operating efficiency of a furnace. For gas-heated systems, proper burner tuning and combustion blower filter cleaning can ensure optimum gas usage and can also improve radiant tube life. Burners, pilots, and flame curtains should be cleaned at least once or twice a year to ensure proper performance.
Electrically heated systems typically require less general maintenance and have fewer components that are susceptible to failure. Regular checks of heating element connections and electrical current resistance can help to identify upcoming element failure.
The largest and most critical components of reliable process performance are the radiant tubes. A crack or leak in a radiant tube can cause part quality issues. Changes in your furnace atmosphere gas consumption or troubles from controlling carbon potential can be signs of tube leaks. If the radiant tube failure is unexpected, it can also cause significant downtime if replacement tubes are not available. Cycle logs and run hour timers are the best metrics for preventive or predictive maintenance on radiant tubes.
Filtration Systems
Filtration systems are recommended for most integral quench applications. They help to eliminate build up and contamination in the oil recirculation system that flows through the heat exchanger and top/atmosphere cooler on the furnace quench vestibule. Filtration systems typically are comprised of a pump, dual filters, and an alarm system to alert users when it is time to change filters. Maintenance on your quench oil can vary by composition. Quarterly analysis of the quench oil performance is common. However, it is recommended to consult with your quench oil supplier to ensure safe and effective performance.
Atmosphere Controls
Integral quench furnace atmosphere systems can vary both by manufacturer and in overall gas composition. The most common being endothermic gas, nitrogen/methanol, along with options for ammonia or other process gases. Although these items may vary, maintenance remains consistent. Users need to ensure the integrity of the piping system including regulators, solenoid valves, and safety switches.
Endothermic gas lines should be cleaned out at least once or twice a year. Many furnace atmosphere problems can be traced back to endothermic gas generator issues, so it is important to have a well-maintained atmosphere generator to ensure peak performance in your integral quench furnace.
Typical integral quench furnace atmosphere system.
Recent technology allows for automatic burn-off of carbon probes and automated atmosphere sampling. However, probes should be burned off once per week if they are manual. Probes will require calibration and periodic replacement, and they can be rebuilt to like-new specifications. Controllers or gas analyzers that support carbon potential control should be calibrated quarterly, biannually, or annually depending on heat treat specification requirements.
Updates in the automotive CQI-9 specification will require calibration of all atmosphere flowmeters on a periodic basis. Users will need to be aware of this requirement and understand how their gas flowmeters should be calibrated. In some cases, control upgrades may be required.
Temperature Controls
Temperature control maintenance typically follows AMS2750 or CQI-9 specifications. This would relate to thermocouple replacement, system accuracy test procedures, and controller calibrations. Depending on the age of the equipment and specification requirement, these items may need to be done as frequently as once per quarter or annually.
Temperature uniformity surveys (TUS) follow similar specifications for frequency. However, a TUS can diagnose areas of the furnace that may need maintenance attention. Having a baseline TUS to reference will help identify changes in furnace performance. Changes to a TUS can indicate burner or element tuning requirements, an inner door leak, refractory damage, fan wear, or radiant tube failure.
Furnace Seals
Integral quench furnace seals can be a source of heartache for any maintenance technicians working to troubleshoot a furnace. Typical seal areas include the inner door cylinder rod, elevator cylinder rods, inner door seal against furnace refractory, outer door seal against quench vestibule, fan shaft(s), and an elevator seal if there is a top atmosphere cooler.
Typical sealing of cylinder shafts are glands comprised of refractory rope and grease. Greasing of these areas should be completed weekly. Outer door and elevator seals are typically fiber rope and may have adjustment built in as they wear, but ultimately will need to be replaced. Frequent inspection of these areas will help identify early issues. Using a flame wand or gas sniffer can help find leaks in unwanted locations. Small furnace leaks can cause part quality issues, and larger leaks can also create safety concerns within the furnace.
Additional Maintenance Items
Other key maintenance items include a bi-monthly or monthly burn out of the furnace heating chamber. This requires the furnace to have air safely injected into the chamber at or slightly above process temperature to allow the carbon to burn out of the furnace. Doing this process on a regular basis will help improve refractory and alloy component life as well as helping to maintain good process control.
Example thermal camera image
Another helpful snapshot of furnace health is using a thermal camera to take images of the equipment. It is recommended to do this on a monthly or quarterly basis. Thermal camera images can identify hot spots on the furnace outer steel shell that may indicate refractory deterioration or a furnace atmosphere leak. Thermal images can also identify potential issues with motors or bearings on fans and agitator assemblies.
Conclusion
In the end, all furnaces have different nuances that require different maintenance approaches. This could be based on the manufacturer, types of processes being run, or utilization of the equipment. By consulting with your original equipment manufacturer or other furnace service providers, a strong maintenance plan can be developed and implemented. This can include support and training from experienced professionals on that style of furnace. Broader cost benefit analysis should be done as it relates to spare part inventories, resource allocations, frequency of preventive maintenance activities, or investments into predictive maintenance and asset management technologies and how those activities can maximize utilization of each piece of equipment.
About the Author: Ben Gasbarre is president of Gasbarre’s Industrial Furnace Systems division. Ben has been involved in the sales, engineering, and manufacturing of thermal processing equipment for 13 years. Gasbarre provides thermal processing equipment solutions for both atmosphere and vacuum furnace applications, as well as associated auxiliary equipment, and aftermarket parts and service.
All images provided by Gasbarre Thermal Processing Systems.
Your system is great, but is your furnace performing the best it can? In this Original Content article from Alberto Cantú, vice president of Combustion, Control and Services at Nutec Bickley, learn three key performance evaluation methods and five tips to increase productivity. Check out how implementing these changes applies in the brief case study at the end.
Alberto Cantú VP Combustion, Control and Services Nutec Bickley
Adjusting furnace burners not only saves fuel, but can increase the return on investment (ROI) of heat treating operations when confronted with:
Problems reaching the desired temperature
Longer than expected processing cycles
Every kilogram of product that we fail to create has a corresponding impact on the ROI that we are able to obtain.
Adjusting your equipment may be the solution to reaching your ideal temperature, make your parts heat faster, and increase production. Learn more in this article.
Performance Evaluation Methods
We recommend the following:
1. Establish a benchmark of standard values in your industry to evaluate your performance in each furnace/process and discover the opportunities for improvement.
Example: For a reverberatory aluminum furnace, consumption should be between 2,000-2,500 British Thermal Unit (BTU)/pound. On the other hand a stack melter is in the order of 1,000 BTU/pound. (See “A Melt Performance Comparison” for example.)
2. Measure the oxygen level inside the industrial furnace to determine the current air/gas ratio and whether there is any infiltration.
If oxygen levels are high, the furnace will consume more fuel, flames will be cooled, and you run the risk of oxidizing your product (in the case of metals). If you introduce the correct volume of air, there should be no oxygen in the furnace, since it is all consumed in the combustion process.
This measurement can be conducted extremely rapidly without being expensive or invasive and will allow you to evaluate the status of your processes. If you measure it in-situ, which is more expensive, you will get a consistent reading. Alternatively, you can measure it manually with an oxygen probe. Doing it manually should take no more than a couple of minutes.
3. Obtain a thermographic image in order to determine the furnace wall temperature, to confirm the state of the insulation, and to verify that there are no relevant heat leaks that represent a danger to the furnace or its instruments.
It is vital to check your entire system since sometimes the burners are correctly adjusted, but there are leaks in the doors or walls. The picture to the right shows leaks through the furnace door. If pressure is negative, this becomes an infiltration and you will see more oxygen in the furnace and, therefore, more fuel consumption.
Tips for Optimizing Operation of Your Furnaces
Some recommendations to increase furnace productivity are:
Modify the heating curve by adjusting the set point and increasing the initial temperature value to reach the required level faster.
Perform ramp-type reductions in temperature to increase production by shortening cycles.
Space out the individual parts in the load for greater heat transfer. Increasing the transfer area decreases the heating time and allows us to produce more.
Nutec Bickley’s IMPS system intersperses the use of burners to optimize heat transfer thanks to the principles of convection and radiation phenomena.
The use of regenerative and recuperative burners in radiant tubes makes it possible to improve the system’s energy efficiency by taking advantage of residual heat from the process.
Implementation
To conclude, here is an example of a customer with an aluminum homogenizing furnace where time was decreased 20% by modifying the temperature curve:
About the Author: Alberto Cantú is the vice president of Combustion, Control and Services at Nutec Bickley. Cantú has more than sixteen years of professional experience, including in the food industry, CFD software consultancy, heating and thermal treatment processes, and general manufacturing industry. He has written nine official publications in a variety of journals about residence time distribution and analyzing different designs. Cantú is also a well-recognized member ofHeat Treat Today’s 40 Under 40 Class of 2020; read more about him here.
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Friday Best of the Web article on how COVID-19 affected the additive manufacturing (AM) industry.
The trajectory of AM has been altered due to COVID, but specifically by what has happened to supply lines, traceability, and service providers. Further topics, details, graphs, and analyses are highlighted in this article by AMPOWER Report: “Severe economy impact from disruption of trade routes.”
An excerpt:
[blockquote author=”AMPOWER” style=”1″]This reorientation of supply chains offers significant potential for Additive Manufacturing. The accompanying flexibility and availability can represent a considerable added value that has hardly or not at all been considered so far and may also justify a cost increase due to risk reduction.[/blockquote]
Maciej Korecki Vice President Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
A tool manufacturer has ordered a retort furnace with vacuum purging for oxidation. While oxidation is primarily used in demanding industries such as automotive and aviation, the technology is increasingly widespread among tool manufacturers.
The retort furnace for the oxidation process operates under a nitrogen and hydrogen mix, then under steam. This furnace can be adjusted to the individual needs of the client, providing the appropriate final hardness and color of the workpieces. According to the supplier, the solution will also enable tempering after vacuum purging.
“Innovations originate . . . also from using the knowledge of our partners and listening to what they want to say,” said Maciej Korecki, vice president of the vacuum segment business at SECO/WARWICK. “We are glad that we can deliver another furnace and increase the production capacity of our partner.”
Are you a heat treater who makes thermocouples? How do you stay within limits? What do you need to know when using specific thermocouple materials? Read all about it in this Heat Treat Today Original Content article by Ed Valykeo, thermocouple specialist at Pelican Wire, Naples, FL.
Ed Valykeo Thermocouple Specialist Pelican Wire
We are often asked, what is the difference between special limits of error, standard limits of error, and extension grade thermocouple wire? Today’s discussion will review base metal thermocouple tolerances for special, standard, and extension grade wire. First, we will look at the difference between a thermocouple wire producer and the different types of thermocouple wire users. Then, we will look at emf (electromotive force) data for single leg thermoelements and how to determine temperature deviation. Finally, we will touch on how thermocouple wire is manufactured at the wire producer.
Thermocouples
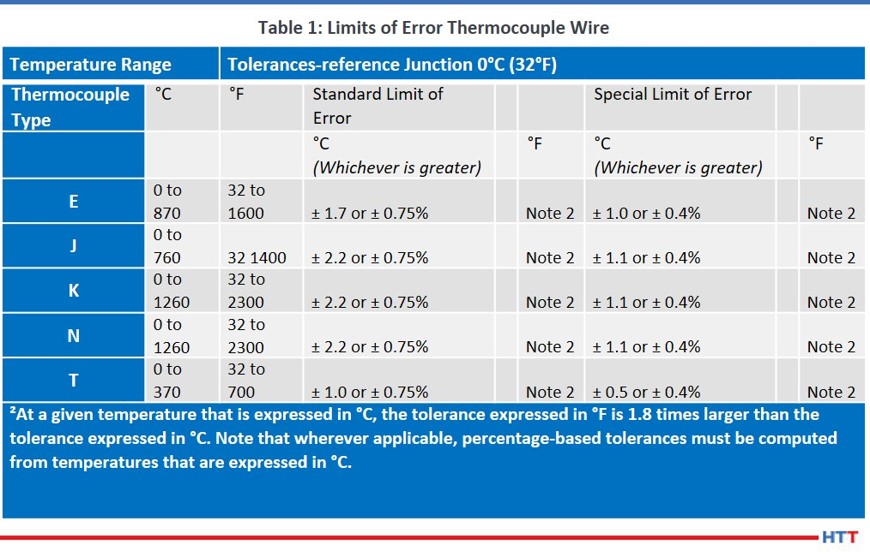
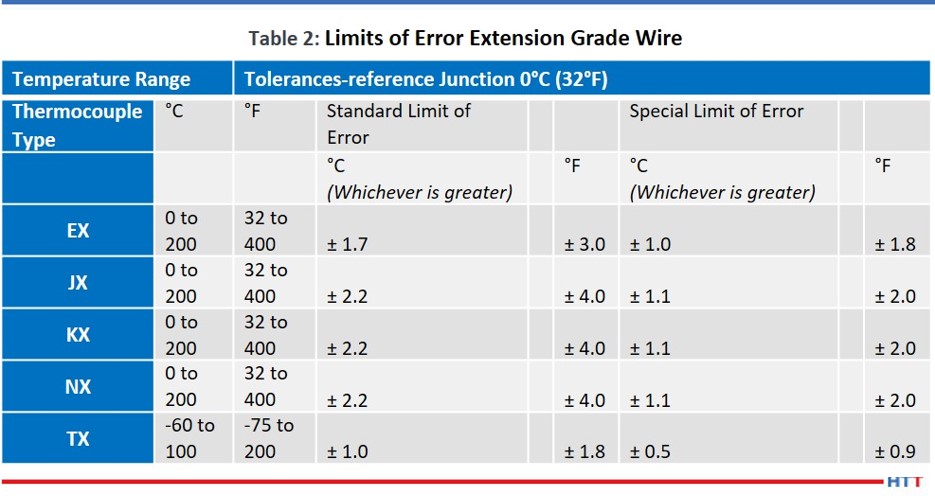
Since thermocouple materials are supplied with different levels of accuracy depending on the standard being used, ANSI/ASTM E230 identifies accuracy requirements for standard limits of error, special limits of error, and extension grade.
The two tables below list the accuracy requirements for standard, special, and extension grade thermocouples and thermocouple wire.
A thermocouple is a sensor for measuring temperature in which a pair of wires of dissimilar metals are joined at one end. The other end is connected to an instrument that measures the difference in potential created at the junction of the two metals.
From this definition, we know that a thermocouple must have two wires of dissimilar metals. For example, the positive leg (KP) of a Type K thermocouple consists of nickel and chromium, the negative leg (KN) is nickel, aluminum, and silicon. Type J consists of iron in the positive leg (JP) and copper nickel in the negative leg (JN). It has taken decades for thermocouple wire producers to perfect the chemical composition of each thermoelement to achieve desired emf outputs. When these elements are melted, the electromotive force generated can be predicted.
A thermocouple wire producer is where a thermocouple gets its start. Raw chemical elements such as nickel, copper, chromium, manganese, and silicon are melted to form individual thermoelements. The process of melting metals into a usable wire size is done in several ways. A typical method is to melt and pour to form ingots; ingots are then broken down into bar form, and then the bars are hot rolled into rod before the rod is cold drawn to the desired wire size. Producers supply thermocouple materials in rod, wire, and strip form. There are only a few thermocouple wire producers left in the world today.
Measuring Electromotive Force (emf)
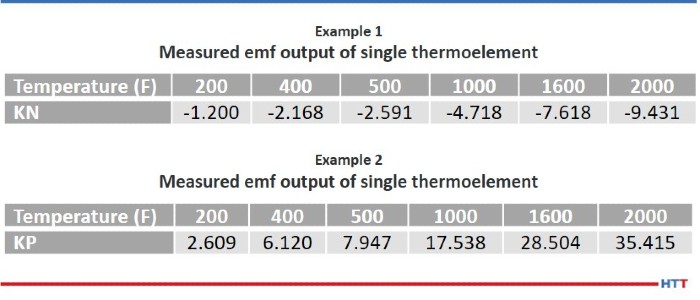
As mentioned above the first step in the life of a thermocouple is the melting step. Chemical elements are gathered and weighed to the desired recipe. The goal is to hit the desired emf curve for a single thermoelement. The process is repeated for the other leg of the thermocouple. Each thermoelement leg is calibrated to get emf data. Once emf data for each leg is known the data can be matched to hit the desired calibration i.e., special, standard or extension grade limits of error. Examples 1 & 2 are emf data provided by a thermocouple wire manufacture. This data is typically posted on each thermoelement spool.
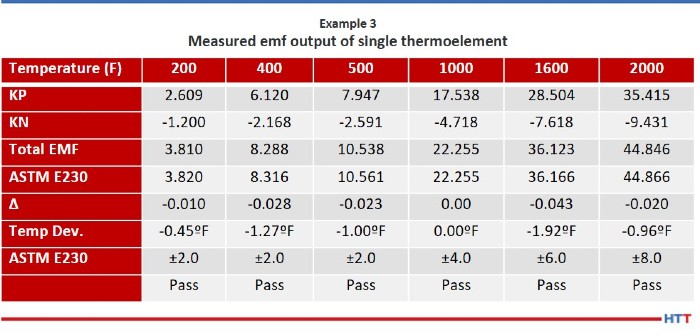
If the emf data is known for each thermoelement, it is easy to compute the total emf output and temperature deviation in the case that these two spools are combined to make a thermocouple. Below, Example 3 shows how the two individual thermoelements are combined and the resulting emf, and temperature deviations are computed.
Measured emf output of single thermoelement
Step 1: Algebraically add the emf outputs for both thermoelements at each temperature point. (KP + KN)
Step 2: Take the total emf output of both the KP and KN and subtract value from the tables listed in ASTME230 Standard Specification and Temperature-Electromotive Force Tables for desired thermocouple types.
Step 3: Take the delta value and divide by 0.022mv. (For Type K, the nominal millivolts (mv) per degree is 0.022)
The results show that as a thermocouple, the material meets special limits of error.
Factoid: One quick rule of thumb for Type K Special Limits is ±2.0°F up to 500°F and then ±0.4%.
Buying and Using Bare Wire
It is important to understand thermocouple wire producers sell bare wire in matched sets. By selling in matched sets the producer can guarantee the total emf output falls within special, standard, extension grade limits of error. As mentioned earlier, wire producers melt thermoelements to a precise “metallurgical recipe.” Even though these recipes have been proven out over time, there are still factors which affect the emf output. For example, impurities in raw materials, condition of the furnace and melting practices all contribute to emf results. Since thermocouple wire producers know the emf output of each thermoelement they can mix and match melts to minimize any scrap.
Caution should be taken if bare wire thermocouples are going to be fabricated from positive and negative legs that have not been matched by the wire producer. Any one individual thermoelement can have emf output that, when matched with the opposite leg, could cause the total emf output to fall outside the required tolerances.
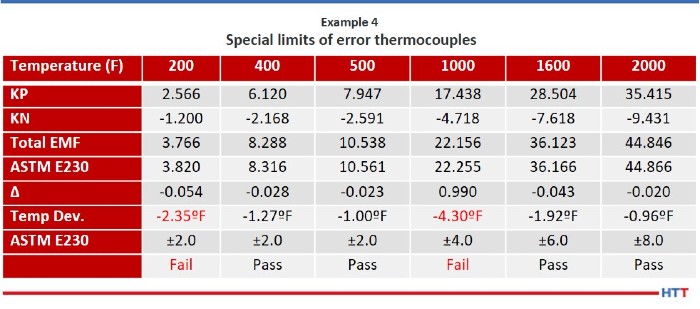
If we required special limits of error thermocouples the results of matching the KP and KN leg in Example 4 below, shows the material would not meet special limits at 200 and 1,000 degrees.
The example of KP and KN shown in Example 4 does not meet special limits of error at 200ºF and 1000ºF. What about standard or extension grade tolerances?
Reviewing Table 1, we can see that the tolerance for standard limits of error is ± 2.2ºC or ± 0.75%. By applying note 2 the tolerance for standard limits of error at 200ºF is ±4.0ºF so this combination of KP and KN would meet the tolerances for standard limits at 200ºF. At 1000ºF the tolerance for standard limits is computed as 1000ºF X .75% or ±7.5ºF. This combination does in fact meet the standard limit tolerance at 1000ºF.
What about extension grade? Would the above KP and KN meet extension grade tolerances? Let us refer to Table 2. Table 2 shows that from 32ºF to 400ºF for special limit extension grade the tolerance is ±2.0ºF. Our matched KP and KN above has a temperature deviation at 200ºF of -2.35ºF. This match would not meet the requirements of special limit extension grade at 200ºF. However, this combination would meet the special limits requirement at 400ºF. What about standard limits extension grade? This combination would in fact meet the tolerances for standard limit extension grade.
Factoid: The tolerances for special limits, standard limits, and extension grade, thermocouples and thermocouple wire are the same! The only difference is that EX, JX, KX, and NX extension grade have a maximum temperature range of 400ºF. Maximum temperature range of TX is 200ºF.
Types of Thermocouple Users
One type of thermocouple wire user, whom we will call an intermediate user in this article, receives the bare wire from the producer and performs additional processing. This processing typically consists of adding an insulation of fiberglass, high temperature textile, extruded thermoplastic or tape to the individually matched pairs, then commonly adding an outer jacket over both thermoelements. There are any number of custom constructions that can be part of this processing, including but not limited to shielding, metal over-braid, multi-pair cabling and combinations or layers of the above insulations. The bare wire can also be incorporated into a mineral insulated cable. Careful consideration is taken to ensure only the two thermoelements matched originally by the bare wire producer are used in the processing. After the insulation process, the wire is then ready to be sent to another type of thermocouple wire user or consumer.
Very commonly, an intermediate user, like Pelican Wire, sends the processed bulk wire to temperature sensor manufacturers. Although not an end user, these sensor manufacturers would still be considered users of thermocouple wire. However, they are distinguished from intermediate users, because of the assembly or fabrication work they perform with the wire. As stated previously, it is crucial the wire be sent to the sensor manufacturers in matched pairs to ensure the calibration accuracy of the wires.
Simply put, an end user is an entity which uses a thermocouple sensor for measuring and monitoring temperature in a manufacturing, or laboratory environment. Examples of this are heat treating metals, curing composites, food & drug processing, monitoring in the oil & gas sector and power generation. The critical nature of the outcomes of these processes point to the importance of accuracy and reliability in a thermocouple and thermocouple wire. An important element of this is understanding calibration of thermocouple wire and the Limits of Error classifications.
There is more information that cannot be covered in this discussion. If you are an end user with questions regarding this subject it would be advisable to contact an experienced thermocouple wire user who processes and does assembly work regularly with the wires for additional guidance.
About the Author: Ed Valykeo, a 40-year veteran in the wire industry, many with Hoskins, is a thermocouple specialist who has worked with Pelican for 10 years.
All tables provided by Ed Valykeo at Pelican Wire.
A North American heat treat supplier will be sending a vacuum furnace to a power tool manufacturer in the U.S. and a medical implant manufacturer.
The supplier, Ipsen’s Vacuum Technology Excellence Center, was awarded these two furnace orders at the beginning of 2021. The power tool manufacturer will receive an Ipsen TurboTreater® as part of a plan to increase production capacity. It will be the ninth vacuum furnace at that location from the U.S. supplier .
The medical implant manufacturer, looking to expand production capacity, chose Ipsen’s MetalMaster® external quench vacuum furnace. The furnace will be designed with an all-metal hot zone for long, high temperature cycles. Its multi-staged pumping system is capable of providing low residual oxygen levels for processing titanium components.
How intelligent are your maintenance systems? Whether they track usage or calculate data, having a maintenance system is key. This Technical Tuesday feature article highlights how intelligent digital maintenance systems can perform predictive maintenance analysis, putting you in a better position to meet challenges on the ground.
Tony Busch, sales application engineer at Control Concepts, Inc., wrote this Original Content article for Heat TreatToday. Reach out to editor@heattreattoday.com if you have an article that you’d like to write for the web or for print
Tony Busch Sales Application Engineer Control Concepts, Inc.
Digital power controllers can calculate resistance and provide precise power control. Predictive maintenance is achieved by knowing when an element has reached its useful life. Intelligent power control includes embedded algorithms with teach function to calculate data and predict what is likely to happen next in the life of a heating element. This capability can determine partial load loss, resistance change, and complete load loss. As a result, it can help reduce energy cost.
The ability to measure resistance in a furnace can provide information regarding the overall condition of an element. Utilizing “Teach” functions — a power controller with embedded algorithms for calculating data — digital power controllers can constantly predict what is likely to happen next in the life of a heating element. Knowing the life of the element allows you, the heat treater, to predict when they should be changed and allows for a structured shut down preventing expensive unscheduled downtime. Conditions, such as partial load failure, are determined and appropriate alarms are activated.
Knowing the life of the element is also very useful for the heat treater when determining other conditions of the furnace, such as furnace insulation problems. Heat loss due to poor insulation can cause the elements to work harder to maintain temperature and shorten element life. Furthermore, lost heat increases energy consumption and higher electric bills. Understanding the condition of the furnace elements and the overall life of the element can be key in determining if the furnace is in proper operating condition to meet the next AMS2750 audit.
Intelligent controllers have a Kilovolt-ampere hour meter (KVAh Consumption). The KVAh Consumption value is the apparent power (KVA), revealing to the operator the actual energy costs in a particular product run. Understanding plant loading and KVAh Consumption are key factors in determining if load shedding and load sharing are appropriate. Determining the aging process of a variable resistive load provides information that is very useful in determining when transformer taps should be tapped up or down. Operating on the proper tap can help eliminate costly utility penalties by improving system power factor.
IoT is becoming a reality. Digital connectivity by various bus networks allows this data to be readily accessible and power conversion equipment is just one smart device that will be to connect it all together. Predictive maintenance, and proper energy use, are just a couple of the many things that will result from improved plant productivity.
About the Author: Tony Busch, sales application engineer at Control Concepts, Inc., started as a test technician at the company 10 years ago before transitioning into field service and repairs, followed by his current position of 6 years.