Jim Grann, Technical Director, Ipsen (photo source: www.ipsenharold.com)
We all like to make savvy commercial decisions, in fact, Heat Treat Today’s 101 Heat Treat Tips on page 20 of this digital magazine is a great example of tips that can save you time and money. But will it pay off to use your conventional vacuum furnace for aluminum brazing?
Questions involving safety, effectiveness, and quality might come to mind with this proposal. Before implementing such a strategy, head over to Heat Treat Today’s best of the web Technical Tuesday article by Jim Grann, technical director at Ipsen. He tackles the components of aluminum brazing versus the capabilities of conventional vacuum furnace as well as detailing some of risks that can happen if you do try to use your conventional vacuum furnace for aluminum brazing.
An excerpt: “By nature, vapor pressure aids in the depletion of magnesium and parent aluminum alloys in high vacuum, depositing magnesium onto the hot zone and into the shielding… Proper vacuum aluminum brazing requires special components that standard vacuum furnaces generally do not have, including…”
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
Vacuum and Atmosphere Services (VAS) Ltd., located in the UK, sold a refurbished Ipsen VVFC 60×60.
Graphalloy announces their new Graphalloy® Pillow Block and Flange Block Catalog for high temperature applications.
Heat Treating Services Unlimited, Inc. (HTSU) deployed C3 Data technology to heat treat customers across the United States.
Kyle Favors, President of Heat Treat Services Unlimited, Inc.
Graphalloy® Pillow Block and Flange Block Catalog
Personnel Chatter
Alder Moldenhauer, President of Vectorr Industries, an outside sales representative to AFC-Holcroft
AFC-Holcroft announced the addition of Vectorr Industries to their outside sales representative network. Located in Buffalo, New York, Vectorr Industries will support AFC-Holcroft customers within Western New York, Oregon, Washington, and Canada (excluding Ontario). Adler Moldenhauer is president of the company.
Tom Hart returned to SECO/Vacuum to Product Manager, Vacuum Furnaces, having previously worked at the team as a sales engineer.
Super Systems Inc. announced the movement within the company: Jim Oakes from Vice President of Business Development to President; Bob Fincken to Vice President of Salesfor North America; and Steve Thompson, Super Systems President, is moving to the position of Chief Executive Officer (CEO).
Andy Martin joins Sales Team at Graphite Metallizing and will be responsible for Australia and New Zealand markets.
Tom Hart, Product Manager, SECO/VACUUM
Nitrex welcomes Ali Emre Akgunes as its new manufacturer representative in Romania and Turkey. Akgunes brings decades of experience in sales and business development to his new role at Nitrex, where he will lead sales initiatives and guide new business growth for Nitrex and member companies G-M Enterprises and UPC-Marathon.
Solar Manufacturing announced that Aaron Ackerman of Met-Pro, Inc. will assume the role of Sales Representative for Michigan.
Hubbard-Hall Inc. announced the promotion of Ted Saltzman to Business Development Manager and the hiring of Andre Depew as Product Manager of Metal Coloring.
Jim Oakes, President, Super Systems, Inc.
Steve Thompson, CEO of Super Systems, Inc.
Bob Finken, Vice President of Sales for North America, Super Systems, Inc.
Andy Martin joined Sales Team at Graphite Metallizing
Mr. Ali Emre Akgunes, Nitrex's new manufacturer representative in Romania and Turkey
Aaron Ackerman, Met-Pro, Inc. to assume the role of Sales Representative for Michigan on behalf of Solar Manufacturing
Ted Saltzman, Business Development Manager, Hubbard-Hall
Andre Depew, Product Manager of Metal Coloring, Hubbard-Hall
Company Chatter
Peters’ Heat Treating grows its plant operation, moving its headquarters into a newly expanded Meadville, Pennsylvania facility. Read more.
Nitrex Heat Treating Services continues its expansion program at their Aurora, Illinois commercial heat treat facility, located just west of Chicago. Read more.
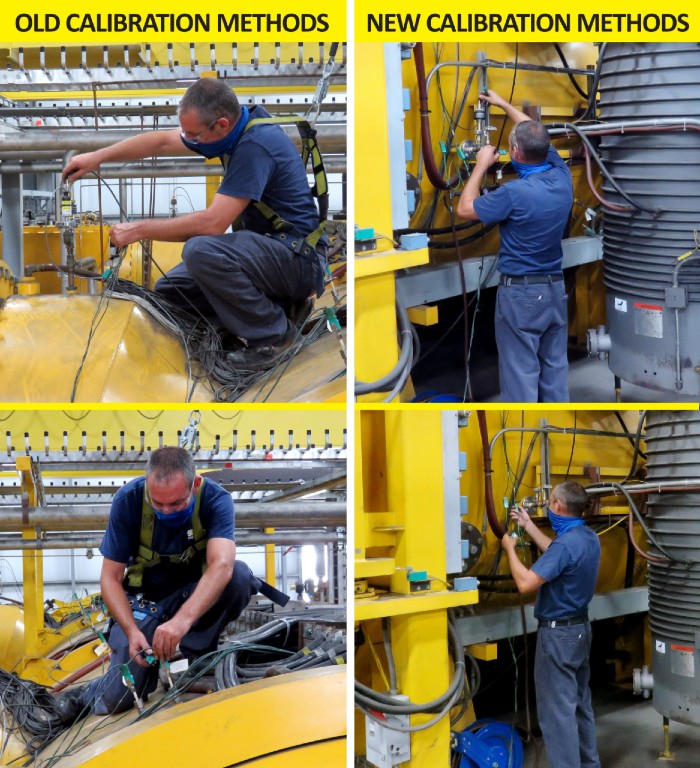
Solar Atmospheres reaffirms their commitment to safety with new safety features, particularly for calibrations, being implemented to all existing furnaces.
Nitrex announces that they are in Phase II of the Polish facility expansion, indicating that they are on schedule with the foundation complete and framing underway. This expansion will add 21,500 square feet (over 2000 m2) of new space to the existing building, which will double production capacity and support future growth. The expansion project is expected to be complete in Q1 2021.
Kittyhawk ProductsOR LLC completed the installation of another hot isostatic press with a working zone of 46” x 100".
Ribbon Cutting with the Owners: Doug and Jackie Peters, Diana Wilkosz (VP), and Andy Wilkosz (President) (photo source: Peters' Heat Treating, Inc.)
Solar Atmospheres reaffirms their commitment to safety.
Nitrex's Polish Facility expands
Kitty Hawk Image 1
Kittyhawk Image 2
Kudos Chatter
The US Air Force and Boeing X-37B autonomous spaceplane has won the Robert J. Collier Trophy for the greatest American achievements in aeronautics and astronautics of 2019.
The Grieve Corporation launched an updated website featuring a user-friendly catalogue and ordering system among other new features and enhancements to existing capabilities.
US Air Force and Boeing X-37B autonomous spaceplane won the Robert J. Collier Trophy.
The Grieve Corporation updated its website.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
Today’s story is an industry update coinciding with an excellent video resource describing conventional press and sintering with PM.Heat Treat TV seeks to provide helpful content on the latest trends in the industry and keep you current with what is happening between overlapping technologies. Read on to see how this great video relates to current trends.
If you have a video you’d like included on Heat Treat TV, please send an email to editor@HeatTreatToday.com and include a link to the video.
There has been a lot of talk in the industry about how sintering and powder metallurgy (PM) have been making headway in the world of heat treat. From how to use 3D printed green parts to understanding the step-by-step protocols of vacuum sintering, innovative heat treaters are envisioning new horizons at their fingertips, literally, by using the myriad of tools and skills at their disposal.
One of the most prominent figures, who is on the cutting edge of sintering, PM, and 3D printing in the North American market, is Harb Nayar, president and founder ofTAT Technologies LLC. Hespoke about some of the changes in these overlapping applications of 3D printing, sintering, PM, and additive manufacturing (AM). “Now, that ‘most probability low alloy steel,’ with even a lower amount of alloying, is going to be more conducive to faster quenching. In powder metallurgy – gas quenching is already used after sintering: they call it sinter hardening. In my opinion, heat treat will have to somehow modify its practices to deal with if the same forged product is really made from micro ingots as opposed to a macro ingot.”
This video highlights the questions of “what” and “how” of conventional press-and-sinter powder metallurgy. The creators of this excellent presentation are the Metal Powder Industries Federation’s Industry Development Board and John Engquist,FAPMI (past president of the Center for Powder Metallurgy Technology). Giving the very basics, they share that PM is just metal powder, molded by high pressure in a closed die, and that molded 3D green compacts are then sintered to produce parts in the various industries which service the automotive, recreation, agricultural, hydraulics, and other markets. Watch the video to see how this process breaks down, and what factors to consider (like size) when planning your PM use.
Additionally, this video is now available as the introduction video to Heat Treat Today’sSintering & Powder Metallurgy page where even more new and technological articles and videos are available.
Gallos Metal Solutions Inc., Milwaukee, WI (GALLOS) recently received a high capacity mesh belt heat treatment furnace line. The company specializes in continuous mesh belt atmosphere heat treatment, and this new line will be used primarily for demanding processing including carbonitriding and carburizing, while still allowing for neutral heat treatment with a production capacity up to 4000 lbs/hr.
This furnace line is part of GALLOS’ massive plant expansion and modernization project, which has more than doubled the existing plant square footage, increased capacity, and added automation. The benefits of the system -- including increased usable hearth area for high-volume processing while running products requiring carbon diffusion and lighter belt loading -- are aligned to the expansion-oriented plant plans.
Custom Engineered Continuous Atmosphere Heat Treating System (photo source: Can-Eng.com)
The supplier, Can-Eng Furnaces International, Ltd. (CAN-ENG), lists some the additional features of this furnace: a computerized controlled automated bin dumping and vibratory part feeder system, dunk and spray pre-washer, protective atmosphere controlled mesh belt hardening system, oil quench, dunk and spray post wash system, forced recirculation temper furnace, in-line post cooling system, and CAN-ENG’s PETTM Level 2 SCADA system.
GALLOS is a family-owned commercial heat treating company which is involved in the automotive, agricultural, aerospace, and medical industries.
"The success of most heat treating processes comes down to the battle between time v. temperature..." In this Heat Treat Today Technical Tuesday article, Jerry Dwyer of Hubbard-Hall describes innovative heat treating practices with organic polymer quenchants.
If you are interested in learning about what these polymer quenchants can do, and want to know specifically how a high-performing polymer reacts in the quenching process, read on for the details from a specific case study. Between time and temperature, you may just get the best of both worlds.
The success of most heat treating processes comes down to the battle between time vs. temperature, better known as isothermal transformation. The delicate balance between how long to quench a part and at what temperature often comes down to which media is being used to do the quenching.
Image of a clean machine
For decades, water and oil have been the go-to solution for quenching heat-treated parts in order to harden them to proper specifications. Of the two, water has the highest cooling rates (between 2,000°F/sec to 10,000°F/sec), which often leads to high distortion rates in parts and more cracking because of the high residual stresses. Oil-based solutions have been used extensively in the metalworking industry on larger, thicker parts because it has basically three cooling speeds: slow for lower hardness and less distortion, medium for when moderate to high hardenability is needed, and high for carburized and carbo-nitriding part applications.
But with increasing concern for both environmental disposal and safety issues, many heat treaters have been searching for an alternative quenching technology that meets their needs. With water and oil so prevalent, industry researchers developed a hybrid of the two in order to come up with a series of polymer quenchants that serve numerous functions and also reduce some concerns.
Development of Polymer Quenchants
Image of polymer
The polymer quenchants contain organic inhibitors and other additives that produce concentrates, which are diluted for use. The advantage of polymer solutions is that they have widely variant properties, which give a heat treater flexibility in how they use the product compared to just water or oil. They are also non-flammable, which eliminates the need for operators to install needed fire suppressant equipment that might be needed with other quenching methods.
There are several different types of organic polymer quenchants, including polyalkylene glycol (PAG), sodium polyacrylate (ACR), polyvinyl pyrrolidone (PVP), and polyethyl oxazoline (PEO).
The polyalkylene glycol (PAG) polymer is one of the most widely used in the heat treating industry and provides an ideal uniform cooling for minimizing distortion and preventing crack formation during hardening machine components and tools. Scott Papst, vice president of specialty sales and business development at Hubbard-Hall, says that many of their customers have inquired about adding a polymer quenching alternative to their process.
“The technology of the polymer process has grown tremendously over the years, and we wanted to make sure we had that technology in their hands,” Papst says.
Partnership with Idemitsu Grows Offerings
Hubbard-Hall, which has a line of several heat-transfer and heat-treat salts for annealing, martempering, isothermal quenching and other applications, began to look for a partner company to supply its customers with polymer quenchants and set their sights on Idemitsu Kosan Co., a Japanese energy company that owns and operates oil platforms and refineries, and manufactures numerous petroleum, oils and petrochemical products.
“We found Idemitsu to be a wonderful partner which has a tremendous focus on advanced technology, especially when it came to heat treating,” Papst says. “We were very happy when we could put together a partnership to offer their polymer quenches to the U.S. market.”
Polymer quenches are used primarily in what is called an “induction hardening operation.” An electric current is put through a copper coil to create a magnetic flux that heats up the target section of the part. Induction hardening uses a shorter time to harden the targeted section of the part instead of using an atmosphere furnace to heat treat the entire part.
Where salt quenches are used to heat treat an entire part, the polymer quenches can be targeted to certain areas of a parts, such as gear teeth. Greg Steiger, a senior key account manager for quench products at Idemitsu, says polymer quenches work great on parts like gears because it treats the most vital sections of the part.
“A gear has to be hardened because it needs to withstand a lot of wear-and-tear; but the teeth take the brunt of the load when the part is in use,” Steiger says. “The teeth of the gear have to be harder than the rest of the part; if the entire gear was as a hard as just the teeth, then that part would fracture and shatter.”
Benefits of Inverse Solubility
Polyalkylene glycols utilize inverse solubility in water; while they are completely soluble at room temperature, they become insoluble at higher temperatures from 140°F to 195°F, depending upon chemical structure. Inverse solubility controls the cooling and quenching mechanism. The ability to vary the concentration of a polymer quench provides great flexibility of the cooling rate. The polymer separates from water as an insoluble phase, and the ensuing deposited layer becomes as an insulator that determines the rate of heat extraction from the quenched part.
“The polymer slows the cooling compared to water, and controls the heat treating process” Steiger says. “The transformation rate is much more controllable, which makes the heat treating more tailorable to the part.”
Image with the door closed
Image of a door before process
Idemitsu’s high-performance polymer quenchant is its Daphne Plastic Quench HF, which has excellent oxidation stability performance that protects the integrity of the quenchant even after contamination by metalworking fluids. Steiger says Daphne Plastic Quench HF virtually eliminates the formation of sticky films common in most quenching polymers, which reducing the amount of drag out and thus reducing consumption.
“It is formulated to provide superior biocidal protection, preventing bacterial contamination in the recirculating induction hardening systems,” he says. “It also offers outstanding rust and corrosion prevention to better protect quenched parts. It is highly resistant to degradation.”
Lower Viscosity, Improved Efficiency
The Daphne Plastic Quench HF has a viscosity (at 104°F/40°C) of 29.5 mm2/s, which bests its two top competitors at 536.1 and 301.7. The lower viscosity improves handling and production efficiency, and also reduces or eliminates sticky build-up on machines, gauges, fixtures and parts.
The product also has excellent rust preventative properties and is thermally stable. In fact, Steiger says, testing with a Tier I parts supplier who was having rust issues with a competitor’s product showed that Daphne Plastic Quench HF has stable cooling performance after six months of use, and they only recharged their system twice in a year, reducing consumption by over 66%.
Further, when a global automotive OEM switched to Daphne Plastic Quench HF from a competitor, the result was better separation from tramp oils. The previous product was causing unstable cooling performance that resulted in cracks on the parts; it turns out the OEM was dumping machines and recharging every three months because tramp oil contamination become more than 5%.
“The actual quench oil usage by the OEM was reduced by up to 75% after just four months, and their sump life was much longer at more than six months,” Steiger says. “Lower concentrate usage and a significant reduction in residue directly correlates to improved productivity, reduced maintenance costs and lower disposal costs.”
About the Author: Jerry Dwyer is Hubbard-Hall’s market manager for product groups pertaining to heat treating, phosphates and black oxide. To learn more or get in touch, please visit Hubbard-Hall's website.
"There is one positive aspect when it comes to a dramatic drop as experienced in March and April of this year. When one has fallen that far there is nowhere to go but up! Since then there has been a steady improvement in almost every category." When one considers the challenging year 2020 has been thus far, and the dramatic hit the U.S. economy has taken due to the pandemic, this encouraging opening from the Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary for the month of July is the bolstering news we all need to hear.
The report states, "The progress that has been made thus far has been contingent on several factors. The first is that many businesses have engaged in rebuilding their inventories in anticipation of an eventual economic recovery...hopes lie in a rebound by the fourth quarter. The second major motivator for recovery has been the willingness of the consumer to return to old habits as far as consumption. This has been a mixed experience as there has been some return to those old habits, but there have also been many new habits formed and these have all had their impact on business."
An uptick is evidenced in all but one of the measures and "even this showed only a very slight decline from the month prior." The summary also reports that "Of the twelve index readings tracked, all but one trended positively and in some cases the numbers registered this month were better than they have been in over a year."
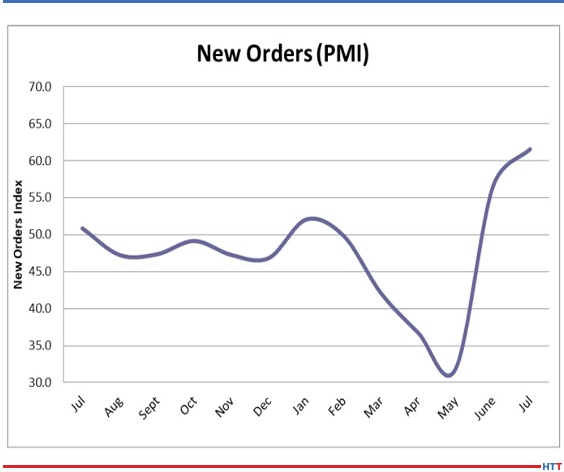
The numbers have not been this high in well over a year and suggests that there is considerable optimism for the future. (Photo source: IHEA)
The summary shared, "The more interesting data was found in those categories that seemed to have fully recovered and even exceeded levels seen earlier this year and at the end of 2019. The New Orders Index from the Purchasing Managers’ Index was back to the 60s and that is a level that has not been seen in over a year. Given that the new orders sub-index is the forward looking part of the overall PMI, it bodes well for the recovery at the end of the year." Other areas that showed a jump was in transportation that always "provides some confidence about the future," the parcel delivery sector (not those tied to imports or exports, however), and the metals market, especially copper and aluminum. Lastly, "The production indicators such as durable goods and factory orders have shown progress as business tries to rebuild inventory levels but there is ongoing concern regarding new demand."
The price of metal commodities have been rising. (Photo source: IHEA)
Of those indices that trended positively, "the majority remain distant from the readings that dominated at the start of last year." However, the data shows "a solid recovery in many areas." Albeit, it will take time before you can describe it as robust.
Steel consumption was the only reading that did not trend upward, however, it still was stable and looked similar to the previous few months.
The summary concludes, "The bottom line is that there is resilience in the economy despite the trials of the last few months. It now all depends on whether the pandemic necessitates a wider crackdown and a resumption of the conditions that collapsed the economy in the first place."
The report is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Nine furnaces were shipped to six states in America, Canada, and the United Kingdom this past July from an international supplier of heat treat equipment. This same supplier will be providing five vacuum furnaces to four customers within the aerospace, defense, and commercial heat-treating industries. The products are all uniquely designed to meet the customers' specific heat treating requirements.
The ability for the international supplier, Ipsen USA, to deliver these products reinforces their transition into the Vacuum Center of Excellence within Ipsen.
Ipsen Vacuum Furnace (photo source: ipsenusa.com)
"Ipsen has worked with international operations teams for decades," said Patrick McKenna, president and CEO of Ipsen USA, "shipping equipment from the US to countries all over the world[...] With the identification of Ipsen USA as the Vacuum Center of Excellence, we can continue servicing those companies with the level of quality they expect and deserve."
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Mr. Harb Nayar, president and founderof TAT Technologies LLC. Harb is both an inquisitive learner and dynamic entrepreneur who will share his current interests in the powder metal industry, and what he anticipates for the future of the industry, especially where it bisects with heat treating.
The following transcript has been edited for your reading enjoyment.
Harb Nayar (HN): My name is Harb Nayar. I am the president of TAT Technologies, LLC. It is a very small 10 year old company that focuses on powdered materials and processes, especially sintering.
Doug Glenn (DG): This experience you've had with powder metals stretches over 50 years. I understand that people recognize you as “the sintering guru” for the value that you've brought to the industry. Can you share what intrigued you about the powder metal process and the powder metal industry that began your lifelong interest?
Harb Nayar at TAT Technologies (photo source: tat-tech.com)
HN: There is no doubt that PM (powder metallurgy) is a very, very unique manufacturing process to make metallic products. If I have to pick one thing that I would say which is almost becoming a destructive technology in the manufacturing of complex shapes (metallic products), that would be additive manufacturing using metal powders to start with. And you may ask why it's destructive. The answer is relatively short and simple. That it takes a totally different way of manufacturing. You are adding layer by layer to build a 3-dimensional component and therefore you can make unusual designs and unusual complex shapes out of it. The PM is used to make 2-dimensional and 3-dimensional parts for a very long time, but this one can make 4 dimensions. Now you may say there are only 3 dimensions, where are you coming up with the fourth one? Well, in my opinion, the fourth one in this case is emptiness. In other words, it can create design. Within the solid, you have empty spaces, so to speak, and that is what I call the fourth dimension. This is where the major benefit will be to reduce weight.
Now, to really give you how much design flexibility there is, I'll give a very simple example. Suppose you are trying to make this one piece, or many pieces, of a globe of the whole world, but you want it to be stainless steel. And you want to make it in one piece with no welding, but you want to show the hills and the valleys and the ocean and everything else, and you want to keep the interior of this globe empty to keep the weight light. You can only do this by additive manufacturing and to the best of my knowledge, there is no other way to make it. That is where I'm emphasizing the fourth dimension – the emptiness.
DG: Yes. And now this would have a pretty significant influence on both the aerospace and the automotive industries where lightweighting plays a key role.
HN: I think lightness, just as in the cellphone business or the semiconductor business where things became smaller and smaller, in the product line it's going to be, can we make it lighter and lighter, if for no other reason than to use less material to begin with. The other one I think that's going to emerge is most probably making more and more parts by powder metallurgy from metal powder which are 100% free alloyed. In other words, all the elements are in each metal powdered particle. In other words, you're starting with a micro ingot as opposed to a big ingot that you normally use to make bars, and then from bars you cut pieces, and then from those pieces you do hard forging or machining. But here, you will be starting from the other end where each powdered particle now is a micro ingot and the challenge is how you take billions of these micro ingots and make a 20 lb. part out of it. That’s the other thing that most probably is going to start picking up.
Students taking a hands-on course with TAT Training Center (photo source: tat-tech.com)
Especially the low alloy steel parts. My personal feeling is that a lot of technology, although it has already been developing, but, it will develop much more rapidly in the next 10 years. That is where the role of the heat treat people will be actually much bigger, because by doing a heat treat, you can always make an alloy or a material more strong, so to speak, as that's the main function of heat treat. But in the low alloy steels, the reason you are adding alloy is so that it's more conducive to heat treatment. Certain alloying elements help you to strengthen the material more than certain other elements. I think the powder metallurgy technique, each micro ingot is uniformly alloy, where when you start with a big billet, it's not uniformly alloyed. I think that the role of the PM would be to reduce those dimensional, (like mechanical properties in 3 dimensions are different if you're making something that originally was cast as a billet), where in the metal powder particle, because the distance is so small in each particle, each element is much, much more uniformly dispersed. And also, there are no stringers that you normally get when you're casting, let’s say, a 7” diameter bar or a 15” square bar, out of which you then make other things. Not only will the alloys be more uniformly distributed in the micro ingot, but there will be no stringer type of impurities.
DG: So then, Harb, what is your prognosis for the future of the industry looking forward?
HN: That is an unusually good question, and also a very complicated question. But I can make three or four general statements. One is that powder metallurgy is going to continue to grow. A lot of people will take issue with me, but in my opinion, with additive manufacturing coming in and with these other developments that I mentioned, in the last 2 – 3 years it has been below 6% growth rate. It used to be 7 -8% and it began to flatten out a little bit. I think that AM and this other micro ingot approach, I think that it will swing back to 7, 8 or 9% growth by the middle or latter part of this decade. And all these changes that are coming will affect heat treat. The way I see it, in heat treat, the changes will be based on two things: what are they heat treating right now? For example, if they're heat treating almost exclusively from macro ingots and now they have to worry about the micro ingot type of products, obviously heat treat has to shift somehow. The second one: how is being heat treated right now? That's where I feel that oil will be going down and other quenching techniques most probably will be coming up. Part of that will be influenced by as the PM makes inroads into machine parts or hard forged parts using macro ingots. The micro ingot will somehow affect the heat treat.
DG: So those will be the main things: that PM will continue to grow and elimination of oil.
HN: Well, the PM will continue to grow, but that will then affect the heat treat industry, yes.
DG: Harb, could you tell us how you got interested in powder metallurgy, and also how you came to be known as the 'sintering guru' in the United States?
The Delhi Iron Pillar (photo source: Harb Nayar)
HN: Well, it all started when I watched an American movie at 17 years old, in India, in English of course. At the age of 18, I came to study at Rensselaer Polytechnic Institute in Troy, NY in mechanical engineering. When I went back to India, I happened to see a monument that's called Delhi Iron Pillar. I was born in Delhi, I had seen it, but it never impressed me that much. But when I read the story behind it, that it was made by starting with iron oxide powders, and that got converted into a sponge iron and then sponge iron was hot forged into this 14 ton structure. It is the largest part known to be made by powder metallurgy and was made around 14 centuries ago and it still has not rusted. So with all the story behind it, there are still some mysteries behind it, but the main thing is that powder metallurgy impressed me. It changed my course.
DG: In fact, seeing the Delhi iron pillar did change Harb's life course. He went back to school and studied sintering and earned a master's degree in metallurgy at Notre Dame University. Then he poured himself into the practical, returning to Rensselaer Polytechnic Institute, where he earned his PhD. Shortly thereafter, Harb worked in a research lab for Copper Range Company where he researched the possibility of making copper strip directly from powder, as opposed to casting it from molten copper. Unfortunately, that research project never grew legs. His next employment, however, did bear fruit. After Copper Range, Harb moved to New Jersey, and here's what happened.
HN: So after working for Copper Range, I went to New Jersey and worked for an industrial gas company. It was called Airco Industrial. It was well known for making nitrogen, oxygen, hydrogen and many, many other gases. When I was hired, they had no powder metallurgy activity of any kind. So my first assignment was, can the powder metallurgy be used to be make electrodes, welding rods, etc, because Airco also had a welding products division. I then did make hardfacing rods and welding rods by powders.
DG: Although the welding products division was sold, Harb found a new home at Airco researching and developing synthetic gases. Remember, in the early 70's, there was the energy crisis and a concern that there would be a shortage of industrial gases. During his time at Airco, Harb was one of the early developers of synthetic gases, or what might be more commonly known today as mixed gases. After Airco, Harb took some extended time off to raise his young daughters after the untimely passing of their mother. After the daughters were out of the house, Harb wondered what he should do with himself. TAT Technologies, the company he currently owns and operates, was just the answer.
Harb, tell us a little about what you're currently doing with TAT Technologies.
HN: TAT stands for Temperature Atmosphere Time Technology. Whatever my thermal processing background was, I decided to work on that, but focus only on powder metallurgy to start with, not all the other thermal processes. In other words, start with sintering to begin with.
I opened a school to teach sintering, just like I learned when I left and came from India. I started teaching sintering but did it hands-on; not just lectures, but hands-on. So, I bought a sintering furnace for testing equipment and opened my own lab in 2012. We started with education and training, then added some R&D to it, then developed equipment that can help to increase the production rate in sintering furnaces by as much as 30 – 40% in existing furnaces. Slowly, we would begin to work with a very small number of people and that's what we've been doing until 2019. Then, of course, in 2020, COVID-19 came along. Just like in the 70's, the bad time, at least it appeared to be a bad time anyway, that there was a natural gas shortage, that gave the birth to Synthetic Atmospheres. That was my silver lining then. My silver lining this time is that it forced me to look into other projects which may be even more interesting. And I decided to build by intellectual property. So since then, I've received one patent, two are already applied for, two are in the process, and another four or five are waiting in line.
Students engaged in hands-on learning at TAT Training Center (photo source: tat-tech.com)
My future now is in two directions: One is to continue with what we became very good at until 2019 and make it go further, and the other is to, hopefully, develop this new project and figure out a way of commercializing them. I believe in the old theory “that one in hand is better than two in the bush,” I change it to “keep the one you have in the hand the best you can, and still go after the two in the bush.” This is what has evolved because of COVID-19.
DG: Let's stick with TAT for just a moment. Where do you see it going in the future?
HN: There are three activities that we plan to pursue based on the patents that are issued or are being issued. One is a project which promotes production of low alloy steels by powder metallurgy. I believe there is a very big future in that. In other words, how to bring out the better properties of a micro ingot compared to a big ingot and how to translate that into better products which require less energy and will cost less to manufacture. Right now they are being manufactured in one way or another by either machining or by taking a billet, chopping it down to small pieces and then doing hard forging. I plan to make the starting material, from my hard forging using low alloy steel, would be powders as opposed to a preform that originally was cast somehow somewhere. That's my one project. And that will affect heat treat quite a bit. Presently, most of the heat treat is done on parts which are really made by the big casting approach, ingot casting; these bring all the imperfection from the casting into the final product which is then heat treated. My question is that if the product was much more uniform, then it may develop somewhat different heat treat approaches and it most probably will reduce, if not eliminate, oil quenching.
DG: So, why the elimination of oil quenching?
HN: There are two reasons. One obviously is just safety as oil tends to catch fire, but the main reason is that if you can distribute the alloys more evenly, there is a high probability you need less total amount of alloying element, which will give you a similar mechanical property because it doesn't have some of these irregularities. Now that “most probability low alloy steel” with even a lower amount of alloying is going to be more conducive to faster quenching. In powder metallurgy – gas quenching is already used after sintering – they call it sinter hardening. In my opinion, heat treat will have to somehow modify its practices to deal with if the same forged product is really made from micro ingots as opposed to a macro ingot.
DG: Very interesting. So that is one prospect of three. What is another one?
Student learning at TAT Training Center (photo source: tat-tech.com)
HN: In the additive manufacturing, there are two weak points there, that's why it's not taking up as quickly, commercially, I'm talking, R&D, the money, the research, is going at a very high rate, but the actual production where you can see a part going in the automotive is not there yet. The reason is the shaping process – layer by layer – is somewhat slower. They have to speed it up quite a bit in order to make it what I call mass production. That's one, at the moment, still a bottleneck.
The second one is a bottleneck that they are not addressing yet because they feel they have to take care of the other bottleneck first, and that is because wherever there will be high volume of additive manufacturing, there the green part will have some binder in it. That binder has to be removed prior to sintering. Therefore, I am going to be focusing on binder, and start getting ready within a couple of years, for mass debinding.
Right now, the debinding is done in small batches only. I'm going to be ready for production on a mass scale when the shaping people start making the green parts faster. And it's much more challenging than the debinding in the conventional powder metallurgy because there the amount of binder, or what they call lubricant, by volume is less than 10%, whereas in the additive manufacturing, wherever they use the binder, is always much more than 10%. That makes it a bigger challenge to get rid of it. I already have an expertise in how to get rid of the binder in the conventional part of metallurgy, so I will use my dad’s know-how as a stepping stone to develop, what I call mass production, debinding operation. That's my second project.
The third one came directly out of COVID-19. I cannot get into it because there are still some patent issues involved here, but I want to replace N95, which is made from what's called unwoven polymer, and I want the filtering portion to be metallic. That would be my dream project.
DG: Any last messages for our listeners?
HN: We are not doing it, but we are open to it, and that is because your main listeners are heat treaters, so I'm open to them – that my background is furnaces and atmospheres and temperature – to anyone if they have problems to reduce the atmosphere cost, let's say. Or they want to increase the productivity of their furnaces, they could reach me and once I understand their need, I will be willing to work with them on how to accomplish those two goals: cost reduction, atmosphere reduction and the third will be energy production. I have a pretty good background in all of those three areas when it comes to thermal processes in general. Even though my focus right now is on sintering, that does not mean I cannot get into annealing or brazing or heat treating or tempering, and so on.
DG: Thanks for taking the time to talk to us, Harb.
Super IQ® Gas Carburizing furnace from SECO/WARWICK Group
REX Heat Treat, a commercial heat treater specializing in the aerospace market, has bought and installed a hybrid model -- conventional and vacuum -- furnace system from a European supplier. This technology will allow the company to improve their through-hardening and carburizing capabilities alongside their legacy harden and temper furnaces, while using their existing loader, baskets and washing system.
REX Heat Treat has become the first company to install and commission this hybrid model called Super IQ® Gas Carburizing furnace from SECO/WARWICK Group. Designed to eliminate endogas, the furnace allows clean processing and can even achieve higher temperature carburizing to speed cycles and improve yields in certain steels in a clean and cool manner.
Jonathan Rex, General Manager, Rex Heat Treat (photo source: LinkedIn)
“The technological advances," says Johnathan Rex, general manager at REX Heat Treat, "allow us to run at higher temperatures, vacuum carburize, and clean harden with no decarburizing effects. The fact that our existing systems fit perfectly with this new addition helps to minimize the overall investment and accelerate successful integration. We expect the Super IQ to reduce operating costs, improve safety, and enable more environmentally friendly processing."
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s offering includes tips from Quaker Houghton to help you select aqueous quenchant, Pyro Consulting LLC to check your flow, and Nel Hydrogen on how to solve certain compliance issues.
Heat TreatTip #9
Aqueous Quenchant Selection Tips
Aqueous Quenching
1. Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
2. Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
3. Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
4. Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
Greenlight Unit
5. Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
6. Filtration is important for aqueous quenchants to keep the solution as clean as possible.
7. Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. [Image: Hougton Intn'l Greenlight Unit and/or Houghton Int'l GL Display B] Concentration should be monitored on a regular basis to ensure the quenchant's heat extraction capabilities.
8. Check for contamination (hydraulic oil, etc) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
Greenlight Display
9. Check pH to ensure proper corrosion protection on parts and equipment.
10. Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
11. Implement a proactive maintenance program from your supplier. (Quaker Houghton)
Heat TreatTip #10
Go with the Flow!
In the absence of specific calibration requirements, how do you know your flow meters are working properly? Certainly, AS9100D requires gauges that can affect fit, form, or function to be calibrated, and Nadcap requires the meters to be correct for the gas used and checked for proper function as part of the PM schedule. Often generator issues can reveal problems with flow meters. Check the meter when the furnace gas is off. If the float does not drop to the -0- mark, it’s an indication that carbon soot has built up inside the chamber of the meter. This condition can be detected early by looking for tiny black carbon particles floating around in the flowmeter oil. Proper PM should include removing the float for cleaning and replacing the float oil regularly. (Pyro Consulting LLC)
Heat TreatTip #11
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost. (Nel Hydrogen)
Generate H2 and N2 on-site – saving money, improving safety, and reducing carbon footprint.





 Source: Ipsen, The Harold
Source: Ipsen, The Harold