Discover how to keep your furnace in prime working order as Fred Hamizadeh, director of Global Manufacturing Services- Heat Treat & Facilities Equipment, of American Axle & Manufacturing and keynote speaker at Furnaces North America 2020 (Virtual) Trade Show, outlines the essential attributes of effective maintenance practices for industrial heat treating equipment.
This article will be featured in Heat Treat Today’s upcoming FNA Trade Show issue in early September.
Fred Hamizadeh, Director of Global Manufacturing Services- Heat Treat & Facilities Equipment, American Axle & Manufacturing
I recall great advice from my first boss, Bob Williams, of Williams Industrial Service: He said to me early on that if the maintenance people are happy with your equipment, you’ve designed a good furnace. Combining many years of my OEM furnace manufacturing experience with my current position allows for a perspective that is useful to both American Axle & Manufacturing (AAM) and our OEM suppliers.
American Axle & Manufacturing can trace its history to the early 20th century and was comprised of the five General Motors plants, purchased by an investment team led by our co-founder, Richard E. Dauch, in 1994. Heat treating has been a core competency of the AAM manufacturing system since the inception of the company. AAM uses conventional gas carburizing and tempering as well as various induction processes in the manufacturing of all drive-train components. These components include: case hardening of gears and pinions; induction hardening of shafts, CV joint and balance shafts; and sintering of powder metal. Our metal-forming product business unit uses induction heating to forge and manufacture a large variety of automotive components. As one of the largest captive global heat treaters, AAM’s carburizing equipment varies in size and style, from batch to single and multirow pushers. Induction equipment cells also vary from single spindle to multi spindle, fully automated hardening and tempering lines.
“While we remain open to all new developments and advances in technology, it does not provide suppliers with an open checkbook. We must maintain a balance between high technology, reasonable CPU, component performance improvement, and reliability. “
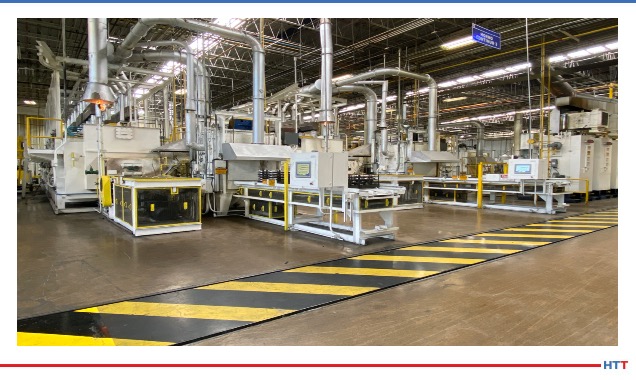
(Photo source: American Axle and Manufacturing)
An integral part of AAM’s quality process is the maintenance and reliability of production equipment including the heat treat equipment. To remain current with latest CQI-9 requirements, all maintenance intervals are scheduled, followed, and monitored by the company leadership. All AAM facilities have an advanced maintenance team that performs most of the day-to-day requirements and responds to all emergency cases.
Maintenance requirements must be considered early on during equipment selection, procurement, design, and manufacturing. AAM has specifications that heat treat manufacturers must follow to allow safe and fast maintenance to occur regularly without requiring equipment to be removed from production. As a minimum, sufficient access points within the equipment are essential. A preferred location would be to have access from the plant floor; otherwise, safe platforms must be provided. All hazards such as heat, electricity, and stored energy must be eliminated or locked out. A detailed LockOut TagOut (LOTO) system diagram allows maintenance to be performed safely. Use of our recommended parts list ensures that we have common components for speedy repairs within our stores.
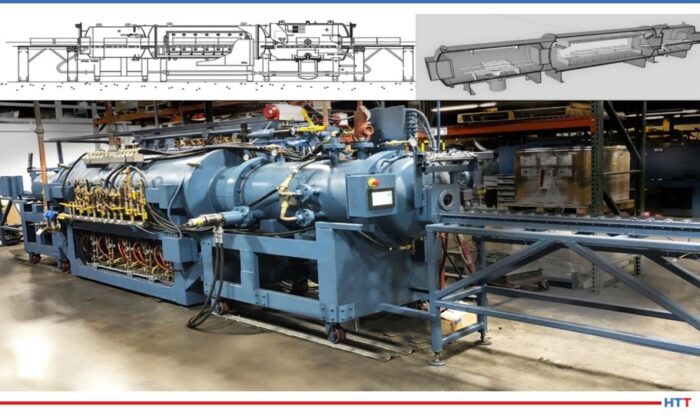
(Photo source: American Axle and Manufacturing)
Today, we look for equipment that has the following features to allow extended mean time between failures (MTBF), provided regular scheduled maintenance is completed:
Equipment built to AAM’s specifications for heat treat equipment. These specifications are designed based on our needs and best practices as well as supplier capabilities and regional presence.
Use of common components within company provided parts list
Use of domestically available and reliable material and components for equipment built in various regions of the world for ease of replacement. Otherwise, the use of U.S. or European brands with global presence is preferred.
Use of standard equipment design to allow common spare parts that can be shared between plants. This standard design will also provide equipment interchangeability and allow maximized equipment utilization based on plant loading.
Use of common control equipment and sensors. We utilize two brands of process controls. Our electrical systems use AAM Controls Architecture specifications that allow all plant control engineers the ability to troubleshoot, repair, and place equipment back into production rapidly.
Use of highest-grade cast or wrought nickel-chromium grade components to insure long MTBF. This is one area that must be observed closely during the bidding process.
Use of brick lining for all carburizing zones. This eliminates the carbon burnout issues associated with ceramic fiber lining.
Use of reliable, dependable, and global suppliers. Our need to maintain interchangeability and versatility to maintain high utilization rates require suppliers to have presence in North and South America, Europe, and Asia. Same is true for component suppliers. Rapid response to issues is critical for our operations and most of our suppliers have met this requirement.
Enforcing a maintenance schedule that allows for maximized production while allowing time for burnouts and maintenance. Maintenance and burnout schedules are established a year in advance. These schedules are communicated and balanced with production requirements. This period is not only required for performing needed maintenance but should be used to plan the next maintenance activities.
Detailed LOTO tags to pinpoint all sources of energy that need to be locked out to perform safe maintenance.
Detailed inspection of equipment for safety, maintenance, and function prior to shipment from supplier.
Provide training for engineers, technicians, and operators in safety operation and maintenance of the equipment by the manufacturer.
For large and complex equipment, monitor force and cycle time historically as early indicators of maintenance requirement.
While there are some new developments and advancements in the maintainability of equipment using the latest digital technologies such as Mobile Maintenance Assistance by Aichelin, more development needs to occur to allow integrated maintenance, record keeping, spare parts ordering, and monitoring. Digital archives of system drawings and manuals must be available for a maintenance technician at point of use. Additionally, video recordings of training sessions can be maintained at the equipment for training new associates.
(Photo source: American Axle and Manufacturing)
The future of heat treat will include more advances in induction processing, austempering, and further development of liquid quench capable LPC equipment. Over the last 30 years, many new processes have been introduced into the market but were unable to justify eliminating conventional gas carburizing and induction hardening. While we remain open to all new developments and advances in technology, it does not provide suppliers with an open checkbook. We must maintain a balance between high technology, reasonable CPU, component performance improvement, and reliability.
About the Author:
Fred Hamizadeh, a mechanical engineer and 32-year veteran of the heat treat industry, is the director of Global Manufacturing Services-Heat Treat & Facilities Equipment, at American Axle & Manufacturing. The majority of his experience has been focused on the OEM side of heat treating with Surface Combustion and Williams Industrial. For the last 14 years, Fred has worked on the consumer side of heat treating with AAM.
For more information, contact Fred at Fred.Hamizadeh@aam.com
This Heat Treat Today Original Content piece offers a closer look at a resource for metallurgists: Al-Si Alloy: Automotive, Aeronautical, and Aerospace Applications.The authors of the book, Dr. Francisco Robles-Hernandez, Dr. Jose Martin Herrera Ramírez, and Dr. Robert Ian Mackay, collaborated in the making of this reference text for students and practicing heat treaters. The information below has been provided by Dr. Mackay and was composed by Heat Treat Today editors.
Dr. Robert Ian Mackay, M.Sc., M.Eng., Ph.D., P.Eng., at Nemak
Dr. Robert Ian Mackay, M.Sc., M.Eng., Ph.D., P.Eng., at Nemak has spent nearly 25 years in industry, but also can lay claim to a history in academia. He joined in the authoring of Al-Si Alloy: Automotive, Aeronautical, and Aerospace Applications with Dr. Francisco Robles-Hernandez and Dr. Jose Martin Herrera Ramírez to lend his expertise to “[bridge] the gap between fundamental science and its application to industrial metal casting and heat treatment.” Aluminum silicon (Al-Si) is one of the most prolific alloys, as this book notes, and thus describes major characteristics of the alloy as well as its application in the key fields of automotive, aeronautical, and aerospace.
Covering aluminum metal casting science, the book explores content such as thermal analysis methods, mechanical testing, casting processes. Of the nine chapters, Dr. Mackay emphasizes chapters 3 and 6 as being particularly helpful to heat treaters. Chapter 3 details the important casting processes used in Al-Si alloy metal casting, and further highlights “the heat treat process and their specific temper designation as specified by the Aluminum Association (e.g. T5, T6 and T7 for metal casting),” Dr. Mackay notes. He comments that the way one heat treats an aerospace precision sand casting differs from an automotive high pressure die casting (HPDC), making this section particularly valuable.
In the second heat treat noteworthy chapter, the authors examine mechanical properties of the alloy. “This is the part of the textbook,” comments Dr. Mackay, “that is specifically controlled by the heat treat process. Throughout this chapter references to T5, T6 and T7 tempers are made as they do influence not only the type of mechanical testing that is performed, but also the casting properties that are achieved.”
Al-Si Alloys will be a helpful reference guide to heat treaters; while the use of the text is primarily academic, the book was designed to enable people to access information without studying the entirety of the book. Other features that one could reference in the book are the historical discovery that mechanical strength could be improved by processing aluminum castings, the implementation of this improved structural component in WWII military aircraft, and Dr. Mackay’s deliberate contribution of a “detailed description of testing methods used and their interpretation for metal casting quality.”
The book is available in hardcover, softcover, and e-book formats. To access the e-book , or to download select chapters, one can visit the website of the publisher, Springer Nature. See here.
To contact Dr. Robert Mackay, you can reach him via his LinkedIn profile here.
At the end of the week, we like to keep it light at Heat Treat Today. This Fringe Friday article explores the frontier of manufacturing: 4D printing. This approach uses printable materials, which can be manipulated by high temperature, electric current, or pressure, taking on different forms.
The shape-shifting material has the potential for multiple applications. The excitement for future applications is further explored in this the Thomasnet.com article, “4D Printing Makes Shape-shifting a Reality.” Take a look at the video on their website to listen and watch these 4D finds.
An excerpt: “These characteristics allow for bonding to the non-transforming substances in helping to simultaneously support the composition of the initial object, as well as embedding the ability to change the object’s shape based on need or environmental factors.”
A North American based aerospace manufacturer will receive a continuous vacuum (CV) furnace with 10 bar pressure quench capabilities. The 4 position, 4 zone furnace is rated to 2400°F, and will work well in processing medium to high volume parts.
The supplier, Gasbarre Thermal Processing, shares that the independent load and quench modules allow the heat module to hold temperature and vacuum, creating a pure environment. The extended heating element coverage is conducive for thorough temperature uniformity, and then only the workload is cooled in the isolated cooling chamber. Quick transference from the heat module to the cool module as well as fast quench capabilities will aid processing of medium to high volume parts.
Winfried Schaller, Lincotek Group CEO (photo source: Lincotek.com)
An additive manufacturing (AM) solutions provider continued its global expansion. Initially, they had invested in an AM facility at their Memphis, Tennessee plant to support US medical customers. Then, they opened an Additive Innovation Center in Switzerland to focus on the IGT and aviation market.
Now, Lincotek Additive in Trento, Italy reports that it has completed development of its Additive Production Center for medical devices. The center was completed with the addition of a high-vacuum furnace and validated heat treatment process designed specifically for the post-processing of titanium additively manufactured parts, and is expected to triple the capacity for thermal treatment at the site.
“We’re delighted that so many OEMs are now taking advantage of our complete additive service offer,” stated Winfried Schaller, Lincotek Group CEO. “Our outstanding performance is based on a profound technical mastery of the AM process, building on R&D and validation capability, led by additive experts who support the OEMs in their serial AM needs...We are already working on the next step of growth, looking at expanding our AM capability in China too.”
What happens when the binder reaches the primary pump? How does a heat treater avoid binder condensing?
(photo source: tav-vacuumfurnaces.com/blog/)
In this Heat Treat TodayTechnical Tuesday, we are featuring a Best of the Web to learn about what happens to binder residue in vacuum furnaces when it is pumped up with process gas. This is the final segment of a four article series on the vacuum sintering process. To read the previous three articles, visit TAV Vacuum Furnaces for the details.
An excerpt: "As regards temperature, a quite natural solution would be to lower the temperature of the captured material. However, it is too costly to go below the values typically reached by industrial chillers. Instead it is easier to change to rotary pumps that work at higher temperatures, not least because these pumps are usually inexpensive. In fact when intending to use a vacuum system without being familiar with the problems of sintering, people tend to use high-performance, high final vacuum level pumps. To obtain this however, it is important..."
On August 13th, Linde announced that its U.S. subsidiary, Praxair, Inc., will begin operating under the Linde name, effective September 1. This name change follows the merger of Praxair, Inc. and Linde AG. The company, which will operate under the Linde brand, is a global industrial gases and engineering company.
With 80,000 employees in more than 100 countries, the company reiterated its values of safety, integrity, community, inclusion, and accountability, believing in "making our world more productive."
The primary customer contact for products and services will remain the same. Beginning September 1, information on the U.S. business may be found at www.LindeUS.com. The Customer Call Center will be available either by phone at the new 1.844.44LINDE or the new e-mail address contactus@linde.com.
A manufacturer of aerospace products will be receiving a new heat treating oven for processing parts in a reduced oxygen atmosphere, utilizing nitrogen. The oven is electrically heated, and will be operational at temperatures exceeding 1,000°F.
The electrically heated standard draw batch oven (SDB Series) is provided by Wisconsin Oven. The maximum continuous operating temperature of this electrically heated oven is 1,400°F and has the capability to operate at 230° F above ambient. The thermocouple uniformity survey (TUS) qualified temperature range is 800°F to 1,400°F.
Wisconsin Electric Oven (photo source: siovens.com)
Qualified work zone dimensions are 24” wide x 24” high x 48” deep. Overall chamber dimensions are 36” wide x 36” high x 60” deep. The construction of the walls and ceiling feature the “CAN” style construction with heavy plate exterior (1/2” thick oven front) and includes 4” of ceramic blanket, backed with 4” of 6-pound density, industrial board style insulation for a total wall thickness of 8". The interior ductwork and liner utilize 18 gauge 309 stainless steel.
(photo source: Kennedy Space Center on unplash.com)
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Tom Morrison, CEO of the Metal Treating Institute (MTI) to reveal the new look of Furnaces North America(FNA)2020. The engaging online platform will allow heat treaters and suppliers to network, share information, "shake hands," and more virtually. Additionally, Tom will talk about how heat treaters can attend technical talks at the FNA 2020 Virtual.
The following transcript has been edited for your reading enjoyment.
DG: We want to talk about Furnaces North America which obviously in these COVID days has taken a little bit of a turn, right or left depending on how you want to look at it. My understanding is that Furnaces North America is moving from a live face to face event to a virtual event. Tell us why.
TM: For months we have been tracking the status and trends. Our executive team has been meeting every single week for months and really watching the trends and developments of COVID-19 and its impact on meetings. I'm a part of a number of forums and I'm connected with hundreds, if not thousands of associations, and everybody is canceling their meetings. So there is too much liability and risk and we don't want to our attendees and exhibitors in that moment with COVID-19 and just the dangers and stuff that are associated with it. There came a moment when we decided: “You know what? The timing is right for us to do this.” So we went virtual. Typically, about 1% of the industry attends a heat treat show. What we're very excited about is that we're going to be able to bring all that energy and excitement, that you'd experience live, into a virtual event, right to the front doorstep and computer screens of every captive and commercial heat treater, as well as suppliers in the marketplace. It is just an incredible and unique opportunity as we go into this digital age of training and trade shows in the future.
DG: Is it still going to be September 30 through October 2, but not full days, correct?
TM: That is correct. We've learned in watching other trade shows out there, and conferences that go virtual, that people don't sit on the computer for eight hours, but they can take breaks at their leisure and also you can watch at a pace you want. It's going to be September 30th through October 2nd You can actually go onto www.furnacesnorthamerica.com and click 'schedule' at the top, but it's going to from 11:00 in the morning until 5:00 in the afternoon.
DG: And just to be clear, that's going to be east coast time?
TM: Yes. That's kind of a funny story, Doug: When we were looking at the times, I said, yes, we can start at 9:00 in the morning. Because when you go to a live show, everybody is in the city under that time zone. But one of my very perceptive staff said, “Tom, if we do it at 9:00, the people on the west coast are going to be getting up and getting in there at 6:00 a.m.” So yes, it's going to be at 11:00 EST which will then make it 8:00 a.m. on the west coast.
DG: Tell me why else your team, yourself and some of the exhibitors you've talked to so far are excited about this new virtual event.
TM: The sponsors have stepped up. We had a webcast with over 100 exhibitors telling them about the transition and we had to transition our sponsorships from the live show to this show, and I think about the caliber of sponsor that came to the table within that first day selling out. We've got ECM USA, Gasbarre Furnace, Thermal Processing Systems, McLaughlin Furnaces, Super Systems, Surface Combustion, Honeywell in the burner market, RoMan Manufacturing in the power market. And think of vacuum technologies. Eight companies that jumped right out of the gate and said, “We believe in this and we think this is the future and we want to be a part of it and in the building of it.” That's where some of the excitement is coming from.
But the biggest excitement to me personally, and my staff and the leadership that are putting this on, is virtual meetings are never going to do away with live meetings. Live meetings, as soon as there's a vaccine, or we see it go away and people are comfortable getting back together, live meetings are going to come back to everywhere. It's just a matter of when. But while we're waiting for that to happen, the digital marketplace is going to grow like never before. I've had so many sales agents say that they have sold more furnace equipment in the past three or four months than they have in the previous 6 months, and they haven't seen a single customer. So I think there's a market for that. And so we're excited. This is a stepping stone into that marketplace and taking our furnace show to the 99% of the people that don't typically attend the show. Most people can't bring their seven furnace operators to a Furnaces North America, but now they can take the content and the trade show right to their computer screen which is really exciting.
DG: I want to ask you two questions, first about exhibitors and then about attendees. Let's knock it down to the very basics. Why should an exhibitor get involved?
TM: Exhibitors should get involved because this is an opportune step into the digital mode. Our booth fee for the exhibit show is only $1500 compared to if you came to the live show, the smallest you're going to pay is $5000 for everything, including travel up to 50 – 60K if you're one of the bigger companies. This gives any heat treat supplier an opportunity to get involved. If you consider that between industrial heating magazine as our media partner, we're going to have a $200,000 valued marketing campaign with direct mail, email, social media going for the next two and a half months until the show happens. There's going to be a lot of activity. We expect that we're going to have
Virtual Booth for Exhibitors
great attendance. So, an exhibitor that doesn't get involved in this is going to lose out on the one opportunity in the next 12 months to get new customers. That's what this show is about – connecting them to leads. Our platform, if they go onto www.furnacesnorthamerica.com and click on exhibitors, they can see a webcast of 38 minutes where we actually unveil the digital platform where they're going to be able to connect them with customers to build their digital exhibitor booth. I know that most exhibitors out there are used to that live handshake format, and some ask, “How do we shake hands through the computer?” Well, you're going to see how you do that if you go watch that video. Exhibitors should do it for one reason: leads, leads, leads. If you're not in the show, you're going to miss out on the opportunity to get access to leads that carry you into 2021.
[blocktext align="right"]"Exhibitors should do it for one reason: leads, leads, leads..."[/blocktext]DG: So I understand that every exhibitor will get a complete list of attendees at the conclusion of the show, but not with email addresses. Can you elaborate on what exhibitors have to do to capture email addresses?
TM: There is a box in your exhibit booth where it says contact needs more information and it gives you the ability to click on what you want to see more of from that exhibitor. When you click that, it's just like being in the live show – remember how they scan you badge? Well, it's like a badge scan. But here's the cool thing: On the day of the show, the exhibitors are watching their exhibit dashboard and anybody that is looking at your screen on their computer, you can see how many are looking at it. But if they click on anything in your booth, their demographic data and contact data go right into your real-time exhibit lead dashboard. And you can download those leads at any time. You get everything but the email. Now if they click on the 'contact me for more information', that's like scanning a badge and you get their email address at that very moment. At the end of the show, you're going to be able to download a list of the entire database of attendees to your computer right after the show so you can then reach out to them and contact them for sales. We're trying to make this very content rich and very data-driven rich and giving the exhibitors the information in real-time so they can follow up on it.
DG: Why should manufacturers with their own in-house heat treat be coming to the event?
TM: The cool thing about attendees is that in every shop, everybody has three or four people that really 'get' everything they need to know about being an effective employee. And then there are about four or five others that are always saying, “I wish I could be like them.” And the difference in those two employees traditionally is training knowledge. So the ability to bring the latest trends, technology to their computer screen and have them watch that, they're going to be a better employee because they're going to know more. One key thing that's going to be really cool about this show for attendees, is that we've made it affordable for everybody to be involved. Just like our live show, you can log in and register just to go look at the booths and the trade show. And that's very powerful. But here's what's going to happen. There's a space on the exhibit booth where you can watch product demonstrations and we're encouraging every exhibitor to do a 7 – 10 minutes product demonstration video and upload it to their booth. Let's say there are 100 exhibitors, your furnace operator, or your manager for that matter, can go in and watch every one of those product demonstrations on everything that you can imagine heat treat, that's going to be highly educational. And that is free. That is just if they go in and look at the booths. On an upgrade, you can upgrade to the conference session, in which there are 35 conference sessions and four live sessions, that when they happen, they're going to be recorded live and then they're going to be made available immediately after that.
FNA seminar in 2018
DG: Tell us about the highly informative and cutting edge content that will be covered in the technical sessions at Furnaces North America 2020 virtual event.
TM: Let me share with you what some of the sessions are. In the live format, we're going to be talking about the seven questions someone should always ask before buying heat treat equipment, the key behind managing and controlling distortion (that's a big issue and one of the most read things in your publication and Industrial Heating magazine), and the aerospace, automotive and agriculture. What's next for that? In the world of 3D printing technology, processes and materials that could impact more heat treating or less heat treating in a particular product. When you've got the coming economic boon, reshoring with all of this COVID-19, things happening in China and other countries, how many companies are going to reshore their products back to America? What does that mean for manufacturing, which can boost heat treating and the level that it is done in the states? That's the four live sessions. Then if we look at the technical track, there are four or five technical tracks that are going to be highly informative. We've got furnace equipment and controls, processes and quality, emerging technologies, furnace maintenance and operations and productivity; all key things to any captive and/or commercial heat treater in operating a productive business that maximizes through-put. Everything that we're doing this year is focused on helping a commercial or a captive to be very efficient. Here's what's happened. COVID has ransacked employeeship. People have had to let people go and they're operating on minimal staff in a lot of cases. So it's imperative that both captive and commercials learn how to operate with 20-30% staff, and you can only do that if your people know what they need to do knowledge-wise in order to that.
DG: Somebody potentially wanting to attend, let's say some captive heat treater or even a commercial heat treater, they can go on the website, I assume, and look now at what the topics are going to be, correct? They can see what the technical sessions will be.
TM: The entire Furnaces North America website has been transformed into our virtual show information. You can go there right now and look at everything – the schedule, if you want to exhibit, you can hover over exhibitor and click exhibit information and it gives you all the details, and then a place to click to sign up your exhibit booth and we'll get that set up for you. Registration is going to open August 1 for everyone.
[blocktext align="left"]"In the live format, we're going to be talking about the seven questions someone should always ask before buying heat treat equipment, the key behind managing and controlling distortion..."[/blocktext]I don't want to go too far without mentioning the pricing. We are so determined to get people that never attend a live event to get involved in the show, here's the special offer we're making. The first two people that register with any show (and you have to register at the same time) is only $199 and you get everything. You get the trade show, you get the live session, you get the 35 technical sessions. Everybody that registers after that for that show is only $49. Literally, for $500, a captive or commercial could register up to six people into the show. That is going to have a proton impact on that operation because that's six people that are more educated on what heat treating is about than they were before the show.
DG: So that's $199 per person for the first two, and then $49/person after that.
TM: That's correct. That way you can get it down to the furnace operators. Most people bring their managers, but if you could put your two managers in there and then get your six furnace operators in there, that's a really good deal.
DG: The show covers September 30, October 1 and 2; I assume $49 or $199 gets you into all three days, correct?
TM: That is correct. Once you're signed in, you'll have logged in for the entire show, all three days, all six hours each day, to do whatever you'd like to do.
DG: So, I'm a captive heat treater, I come to the show, I want to walk the exhibit hall. How do I do it?
FNA Virtual Lounge
TM: You're going to log in, and as soon as you log in, at the bottom you're going to see a place where you can go to the online networking lounge where you can actually meet people online. You can click on exhibit hall where when you click on the exhibitor, the exhibitor will pop up. You can look for them by category. There are 15 categories. There are air atmosphere furnaces, vacuum furnaces, control sensors, etc. Pick what you want and all the exhibitors will pop up. You can then go in and out of the booths from left to right. And here's the powerful thing about the system: there's a search engine that you can type in calibration, every discussion, every session and every exhibitor that is involved with calibration and have it in their description is going to pop up for you. We're making this really easy for you to get to the information, the sessions and/or the exhibitors that you want.
Here is the cool feature that is going to make this dynamic. When we were building out the system, we were wanting to make the online experience as close to the live experience as possible. So when you're looking at an exhibitor, and you like what they have to say and you want to speak to someone, you can click exhibit booth contact and that will pop up 6 people, or however many they have in the booth at that time. And when you click on one of them, clicking video call, just like you would a zoom or a skype and they're going to get a request. They're going to then click yes, and you're going to be talking to someone right on your screen live like you would a zoom call. You can see them, you can talk, you can virtual handshake if you want. But here's the other cool factor: If you want to see a presentation they have, they can share their screen with you and you can walk through a short little power point presentation.
Our goal is give attendees the opportunity to see the data that they need to make purchases that they're looking to make over the next 12 months or so.
DG: Let's wrap up with the details then. Let's say I want to be an exhibitor. Where do I need to go? When do I need to do it?
TM: Right now, you can go to www.furnacesnorthamerica.com, click on exhibitors and you'll see a space there where you can watch a video to tell you a little bit more about exhibiting at the show, or you can click down at the bottom where it says 'click here to get our booth', fill that out, and we will get your booth set up. On August 1st, the exhibit hall is going to open for the exhibitors to go out and get their digital booth customized. They get to pick colors. They can link up their videos and documents so you can see those.
DG: And if I'm thinking about attending, bringing my heat treat department, when and where?
TM: Same thing. August 1st, go to www.furnacesnorthamerica.com, click on attendees and click on register and then follow the prompts to register your team.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
HTT · Heat Treat Radio: Tom Morrison, CEO of the Metal Treating Institute
A roller hearth tube annealing furnace was recently installed and commissioned at an aerospace and defense products manufacturer. This manufacturer fabricates the most critical precision tubular products, and the high temperature roller hearth furnace quench anneals superalloy tubing for their drawing operation.
(photo source: Abbott Furnace Company)
Additionally, the electrically heated furnace is atmosphere tight and is operated with an argon protective atmosphere. The high-speed roll drive quickly transfers the tubing from the furnace to the water-spray quench.
The furnace, provided by Abbott Furnace Company, allows the manufacturer to increase production, processing a greater number of tubes between tubing draws. “On a daily production basis," says Mr. George Ray, chairman of the manufacturing company, "the Abbott Furnace is 300% more efficient than the previous furnace.” He indicates that with the +/- 5 F furnace temperature uniformity and the uniform water spray, the new furnace also provides better uniformity of hardness than the retired furnace.





 Discover how to keep your furnace in prime working order as Fred Hamizadeh, director of Global Manufacturing Services- Heat Treat & Facilities Equipment, of American Axle & Manufacturing and keynote speaker at Furnaces North America 2020 (Virtual) Trade Show, outlines the essential attributes of effective maintenance practices for industrial heat treating equipment.
Discover how to keep your furnace in prime working order as Fred Hamizadeh, director of Global Manufacturing Services- Heat Treat & Facilities Equipment, of American Axle & Manufacturing and keynote speaker at Furnaces North America 2020 (Virtual) Trade Show, outlines the essential attributes of effective maintenance practices for industrial heat treating equipment.