Time for a solid case study. In this Heat Treat TodayTechnical Tuesday feature, José P. Sanchez, part of Ceramics Business Unit in Nutec Bickley, describes the installation of several high-temperature and low-temperature ovens and kilns at one of the largest plants of a worldwide refractory product manufacturer.
Read this Original Content piece to get the details about how this project was executed and what measures were implemented for successful follow-up service.
About the Client
The client is recognized worldwide for the manufacture of refractory products used in the steel industry and on this project we worked with one of its largest plants.
This project comprised the design, manufacture and installation of 13 ovens and two kilns with temperatures ranging from 390°F to 3,000°F (200°C to 1,650°C) and retrofits to two existing kilns, as part of a major redesign at the client’s plant.
The Challenge
Nutec Bickley had to design, manufacture/modify and install 17 ovens / kilns in the space of 12 months, so we had to be especially careful organizing ourselves in the following aspects:
Ensuring we had the required space in our plant for the pre-assembly of all these units
Coordinating the execution of the project in which more than 80 people participated directly
Coordinating the parallel installation of multiple pieces of equipment in the customer’s plant, where at times there were more than 30 of our personnel on site at the same time
Our Solution
One of the decisive factors in winning this contract was the fact that other suppliers only had the capacity to manufacture either low temperature ovens or high temperature kilns, with Nutec Bickley being the only one with the capacity to manufacture both.
Additionally, we demonstrated our experience and ability to design ovens/kilns in temperature ranges from 210°F right up to 3,270°F (100°C to 1,800°C).
(photo source: Nutec Bickley)
We offered an ideal option, enabling the client to take on a single supplier to supply all of this equipment and to have it delivered it as a turnkey project.
Equipment Supplied
The turnkey solution comprised the following equipment and technologies:
A high temperature convection oven (1,110°F/600°C) with nitrogen injection
Equipped with stainless steel baffles to direct gases into the chamber and achieve the required temperature uniformity
Equipped with a thermal incinerator to reduce VOCs
Two Carbell Kilns
Operating temperature: 1,600°C (2,910°F)
Maximum operating temperature of 1,700°C (3,090°F)
Nine temperature control zones
High alumina bubble brick insulation
High velocity burners
Ceramic fiber lined exhaust vent
Incinerators in the exhaust for volatile gases
Two Retrofits of Existing Equipment
A) Modification of a Carbell kiln from another plant
We renewed the MCC and control panels.
We updated the PLC and display.
The combustion system was modified to comply with the NFPA-86 standard.
B) Transfer of a kiln from another plant
Insulation was supplied using our Jointless system.
Updated to meet NFPA-86 standard
12 Low-Temperature Convection Ovens (390°F to 660°F/200°C to 350°C)
(photo source: Nutec Bickley)
Two of them with forced cooling using extractors
Two of them with an incinerator to burn the volatile gases being vented to the atmosphere, greatly reducing pollution emissions
The other equipment was adapted to install more incinerators in the future.
Steel paneled ovens and mineral wool insulation
Design of baffles to direct gases into the chamber and achieve the required temperature uniformity
Project Benefits
Provided a comprehensive solution in the agreed timescale
Optimization of the use of floor space and improvements in operational logistics
SCADA system to monitor the uniformity of temperature in each cycle
Alarms in the event of sub-optimal temperature or where there is some discrepancy in the heating zones
Higher process quality and traceability in the case of rejects
Using some equipment from other plants reduced investment costs
Quickly service the 17 new, as well as the other, equipment
HSE supervisors in the field to monitor the operations of our mechanics and electricians
Knowledge to follow any type of safety standard in the design of combustion equipment. In this case it was NFPA 86-2019 (Class A oven and furnace design).
Opened our facilities at Nutec Bickley for visits to review progress of the oven manufacture
About the Author: José P. Sanchez is part of the Ceramics Business Unit in Nutec Bickley, in charge of sales in LATAM for kilns and major retrofits in the ceramic industry. He has been an active participant of multiple projects involving kilns and ovens in numerous industrial sectors, mostly refractories for the steel & aluminum industry.
Bob Hill, President, Solar Atmospheres of Western PA
Vacuum oil quenching (VOQ) is adopted at Solar Atmospheres of Western PA(SAWPA). The latest VOQ quench line, including a hardening furnace, tempers, washer, and charge car, will be installed and fully operational by the end of 2020. To make room for this new technology, the company is continuing construction of its 15,000 square foot addition.
Amidst the context of the coronavirus (COVID-19), Solar views this period as an opportunity to set new paths of transformation and growth for the company, and thus came to decision to continue their planned expansion. “We have had to think on our feet," said Bob Hill, President of SAWPA, "find innovative solutions and pivot quickly, to change protocols to protect our employees and to safeguard our business."
SAWPA builds new Vacuum Furnance for VOQ line at their expanding site. (Photo source: SAWPA)
Welcome toHeat Treat Today'sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
Check out what heat treating 3D parts does to the integrity of this aluminum piece. Join the discussion in the thread below to see what makes the difference: proper printing or proper heat treatment.
2. Getting Social Online
Let's not talk about the you-know-what that is causing reverberating changes throughout the world. Suffice it to say, many are looking for ways to network, meet, work, and, well, live at a distance. Here are some ways that social media has helped people in the heat treat industry draw people together.
Family Day
Figuring out how to be keep the momentum going at your plant or manufacturing facility may be a challenge, but NitrexMexico seems to have the right idea in (a) recognizing the whole life that their employees have, and (b) throwing a special celebration virtually.
Not wanting to miss out on FAMILY DAY, Nitrex Mexico treated employees & families to a home-delivered catered meal. According to Nayelly Torres, HR Coordinator, the event was created 3 yrs ago to recognize the important role family plays in empowering us to be the best we can be. pic.twitter.com/EbAARvDJgo
Recognition isn't just internal. Focusing on missions outside of one's own life has the interesting effect of drawing people together. See SECO/WARWICK's participation in an endeavor to do just that.
?We do pushups for a little boy named Kajetan, accepting the #GaszynChallenge.? ?
We always put our best endeavors to do more, so we DOUBLED the bet #donating 10 pln for each "pushinguping person" ‼️
These media shared online commemorate the recent past of the heat treat industry. The industry was very different - forget how everyone lived in black and white!! - but also still the same. Check out the media below to get glimpse of the times 50 to 75 years ago.
Geeking Out Over 1945 Aluminum Heat Treat Footage
This YouTube video is an educational film released in the last year of World War II (to give you a context reference) for the heat treatment of aluminum. You can find part 2 by going to this YouTuber's channel.
Bodycote Induction Heating from 1945
What procedures can you see in this picture from an induction heating plant from 1945? Any regulations or plant layout changes as compared to today's?
A "Game Changer" from the 70's
Think about what makes a game changer. This car bottom furnace most certainly qualified as such in 1977, using the most cutting edge technology of its time. Like John Hubbard's sister, there may be something worth sharing in the forgotten news of the past.
4. Reading and Podcast Corner
Ever wanted to have access to resources for on the job training? Read or listen to the sources below to learn a new technique, tip, or other aspect of the industry.
The Future of Heat Treat and the Environment
Center for Heat Treating Excellence
Being a manufacturer with in-house heat treating requires awareness to innovation, and the Center for Heat Treating Excellence is a cooperative membership that keeps you on the cutting edge. Listen to the projects and mission of CHTE in the podcast.
All combustion is not created equal. Listen to Carl Nicolia explain how small changes to your furnace administration can result in high value solutions.
What will Conferences Look Like in the Future?
With protocols and general modes of holding conferences changing over this year, Thomas Report provides an insightful look at how these changes may affect how conferences are conducted in a post-COVID world. Check out the list in this article; maybe you yourself have already thought of one or two of these.
5. Heat Treat Hashtags
Stay current with the latest posts by using these heat treat related hashtags. When you post something on LinkedIn, Twitter, or Facebook, help people find you by using the hashtag that works for you, and @HeatTreatToday so that we can see it too!
#MetalMonday
While many manufacturers and suppliers of heat treatment products have used this hashtag over the years, the most prolific user at this time is Bodycote.
#ManufacturingMonday
Looking for a useful hashtag? This one is a practical add-on which alerts to quite a few tips in the industry.
This one is very similar to #MetalMonday, but it is not as streamlined. Check it out and see what you can find on Twitter, LinkedIn, or Facebook!
#Mfg
Another general hashtag, you never know what you will find, whether it be a fringe development or cutting edge new safety measure. @HeatTreatToday if you find anything worth sharing!
#heattreating
Of course, this hashtag exists! The next time you share a post or post something yourself, be sure to use the hashtag to increase your views!
Peters’ Heat Treating, Inc., a 40-year-old heat treating company that specializes in a variety of high tech heat treating processes, moved its headquarters into a newly expanded Meadville, Pennsylvania facility located in the western part of the state.
Ribbon Cutting with the Owners: Doug and Jackie Peters (founders), Diana Wilkosz (VP), and Andy Wilkosz (President) (photo source: Peters' Heat Treating, Inc.)
Additionally, Peters' Heat Treating also announced two new lines of business: aluminum alloy processing and stainless steel black oxide.Vice President Diana Wilkosz shared in a recent interview, "We added these two new lines because of the growing demands from the automotive, aerospace, energy, and defense industries. We are also working on Nadcap certifications."
The company specializes in vacuum processing, atmosphere heat treating/integral batch quench processing, laser heat treating, aluminum alloy processing, carburizing, scale free aging/stress relieving, cryogenics, black oxide coating, induction processing, nitriding/FNC and the proprietary Nitreg nitriding processes.
After being in their original facility for 40 years, this expansion, that covers 32,000 square foot of manufacturing space, has provided them the opportunity to expand and update their vacuum line, provide room to add new vacuum furnaces, as well as increase their product offerings and continue to grow the now 60-employee business.
“We are excited to consolidate our services and knowledge in a way that maintains our history and dedication to the local community and industry while providing us the runway for a successful future,” said Andy Wilkosz, newly named president in 2019 and son-in-law of founders Doug and Jackie Peters. “These current times are challenging, but we know our business and the country will persevere.”
In addition to Peters' Heat Treating, the family also co-ownsLaser Hard, a robotic laser heat treating company.
“It’s been a pleasure to be a part of the local community and to help companies grow,” Doug Peters said. “Probably the thing I’m most proud of is the great people I’ve had the opportunity to work with. I’ve watched them buy houses and have children, and now their kids are having children.”
Logan Aluminum Inc., of Russellville, Kentucky, a manufacturer of flat rolled aluminum sheet that is primarily used in the beverage market, received a new furnace for heating and homogenizing aluminum ingots.
The gas-fired furnace is dimensioned to simultaneously hold 32 ingots weighing up to 35 US tons (32 European tonnes) per piece, resulting in a charge weight of over 1102 tons US (1,000 tonnes European tonnes). This is OTTO JUNKER GmbH's largest furnace it has ever supplied.
Apart from the furnace with an active cooling system, the scope of delivery also included machinery for charging and discharging the ingots, as well as a gantry crane and a mobile roller table as a connection to the existing rolling mill feed table.
Induction hardening has played a critical role for decades in heat treating. In this Heat TreatToday Technical Tuesday feature, Kyle Hummel, Professional Engineer at Contour Hardening, shares his engineering insights on the necessity of induction-hardened components for automotive powertrains. As a manufacturer with in-house induction hardening or a commercial heat treater, learn about viable considerations in moving forward with your induction hardening process.
This article appeared in the edition June 2020 edition of Heat TreatToday'sAutomotive Heat Treating magazine.
Induction hardening has played a crucial role in the automotive industry for many decades and is poised to continue that role into the future as the industry prepares for the inevitable shift to electric vehicles. Over the past 15 years, the emphasis on fuel economy, increased quality standards, and the emergence of other heat treat methods have drastically altered the design and necessity of induction-hardened components for automotive powertrains.
Transformation of Component Design
Increased residual compressive stress, minimal distortion, and the ability to selectively harden portions of a component are some of the main characteristics that have made induction hardening a popular choice for gears and shafts in the automotive industry. From the early 1980s to the 2000s the number of gears being hardened via induction was tremendous. The strength requirements for gears in four- and six-speed transmissions demanded the added compressive stress coupled with low distortion for noise reduction that induction hardening provides. As transmissions have increased to eight, nine, and 10 speeds over the past 10 years, the peak loading conditions of the gears has decreased, opening up the availability of other heat treat options. Low distortion processes such as nitriding and ferritic nitrocarburizing have now been successfully utilized in these gear applications because the gears do not require the high amounts of residual compressive stress. As the volume of these gears has decreased, other highly complex and high-volume components still remain great candidates for induction hardening.
Constant velocity joints (CVJ) rely on induction hardening and should remain relatively unaffected by the transition to electric vehicles. CVJs are typically designed for individual vehicle platforms rather than transmission platforms which can encompass a number of different vehicles. This leads to a greater variety of different part numbers to be hardened, and most CVJs typically require hardening in more than one region. These aspects require the need for specialized equipment to harden the CVJs that are difficult to adapt to other types of components.
Automated Hardening of CVJs
In addition to CVJs, the advancements in powder metal (PM) capabilities in the past decade have also created a surge in the number of PM components that require induction. PM sprockets and other uniquely shaped components that require high wear resistance are paired with induction hardening to replace traditionally machined components.
As the technology in PM has improved, the ability to achieve full density at varying depths below the surface has recently led to the production of internal gears that can be induction hardened for added strength and wear properties. Other technically complex components such as sliding panels, stator shafts, and input shafts continue to utilize induction to increase strength and wear resistance in specific areas. As engineers continue to push the design limits of components, specialized induction hardening equipment with precision control, higher power, and shorter heat times is required to successfully develop a robust process.
Unique Technical Challenges
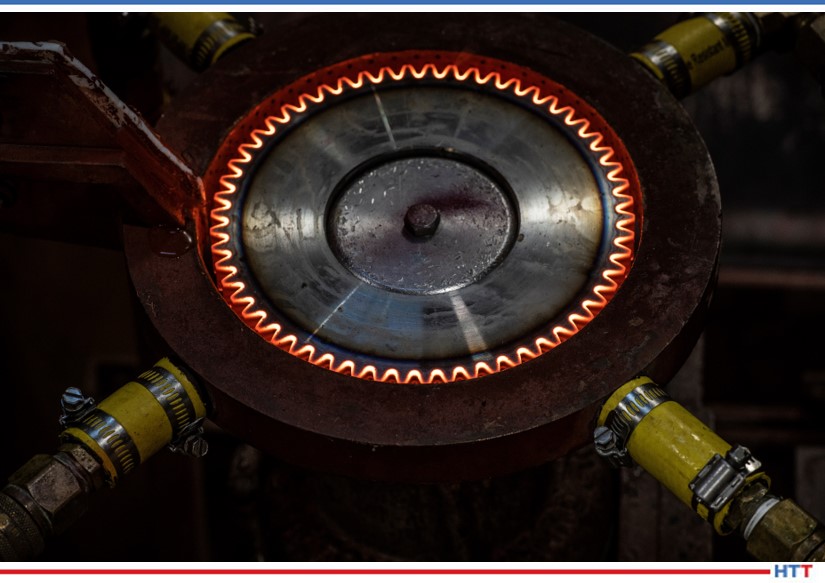
Induction Hardening Machine (both figures)
The technical challenges for induction heat treaters have increased with the added complexity of these components and the emphasis on several quality standards. It requires an entire team of engineers to provide input with coil design, process development, and adherence to quality standards. The days of having a print specification simply list a visual case depth and a surface hardness are a distant memory. Specifications now commonly require effective case depths at multiple locations, microstructure evaluations, and hardness and dimensional inspections. CVJs in particular can have over 35 metallurgical inspection points and over 25-dimensional inspection points. The component complexity has also led to the need for increased crack inspection. Sharp corners, thin walls, lubrication holes, and the use of higher carbon steels have led many parts to require nearly 100 percent inspection for cracks.
Along with the print specifications, heat treaters must also comply with the growing number of technical standards required to be an approved automotive supplier. IATF 16949 Quality Management System, AIAG’s Heat Treat Assessment (CQI-9), ASTM standards, and customer specific requirements can create a vast network of conditions that must be examined and constantly monitored to ensure compliance. Although these added requirements can be an inconvenience, the quality of parts being produced has significantly improved and that ultimately leads to safer and more reliable vehicles for the customer.
Adapting to the Future
Unfortunately, the technical challenges and increased quality requirements of automotive parts do not always come with higher margins. With the competition in Mexico and Asia, U.S. manufacturers with their own in-house heat treating and commercial heat treaters must continue to find ways to remain competitive. The volatility of OEM volume predictions and platform start and end dates requires manufacturers and heat treaters to be dynamic in capacity considerations. With induction hardening, having excess capacity at a variety of different frequencies and power capabilities can be crucial to landing the next job. Automotive work can frequently come in due to unplanned downtime at a competitor, or on a customer’s own heat treat line. If your organization does not have the ability to produce test samples almost immediately, that opportunity for valuable work will be missed. Having the knowledge and equipment to understand and provide testing for dimensions is another key to offering value to automotive customers. The ability to test parts green and immediately after hardening can drastically reduce scrap and rework and can be a crucial selling point to customers.
The piece by piece processing of induction hardening is suited well for automation and the benefits reach beyond simply reducing labor costs. The reduction in tooling changeovers not only reduces wasted time, it also improves the quality and consistency of the product. With tight dimensional tolerances on final parts, slight variations in heat treat patterns can be eliminated by dedicating and automating a heat treat line. The ROI for automating a cell, including temper and rust preventative application can be as little as six months with the added bonus of supplying a more consistent part to the customer.
High-volume, complex components provide special challenges for induction heating.
The modern induction hardening facility should be moving to automate not only the production itself, but also the inspections, factory information systems, and ERP systems. Inspections such as eddy current can be automated to reliably inspect 100 percent for proper hardening and even crack detection. Automated microhardness equipment can save lab technicians hours of valuable time they would have spent waiting at the tester. These technologies, when used appropriately, can result in more efficient processes that produce higher quality parts at competitive prices.
Although the landscape of the automotive industry in the next 15 years is as exciting as it is uncertain, induction hardening will continue to be a vital process that is utilized into the future. The changes over the past 15 years have produced more complex components with stricter requirements that must be processed with greater efficiency. Induction hardening suppliers must remain focused on keeping pace with the developments in technology that continue to improve the heat treat industry as a whole in order to remain relevant and be a value-added process for automotive customers.
About the author: Kyle Hummel is a licensed Professional Engineer who has worked for Contour Hardening for 14 years as a metallurgical engineer focusing on process development and quality improvement.
For more information, contact Kyle at khummel@contourhardening.com or (317) 876-1530 ext. 333.
Metallurgists need accurate specifications in order to correctly perform the necessary heat treatment of parts. This helpful guide, written by William Rassieur, Sales Leader at Paulo Heat Treating, is a useful tool to identify what details ought to be communicated to the heat treating expert. Read below to understand the terms to pass along.
William Rassieur, Sales Leader, Paulo Heat Treating
Too often, metallurgists receive inadequate heat treatment specifications. Some specs contain too little information. Some are unclear. Some are just plain wrong.
In any case, inadequate specs mean heat treaters don’t have the information they need to deliver finished parts that can stand up to the applications intended by their manufacturers. Avoiding the confusion and delays that follow comes down to understanding what heat treaters need to see in heat treatment specifications so that the right treatment is applied.
Make certain your parts get the appropriate treatment by including the following information:
Clearly identified materials
The chemical makeup of a part is one of the most critical determinants of how it is heat treated. It’s not enough to state on the spec that a piece is steel alloy. Consult materials standards and use the correct material designation on the spec.
For example, if you want to treat a carbon steel or an engineering alloy, using those terms (or known trade names for a specific material) isn’t adequate. Good heat treatment specifications include the material as expressed in the standards—AISI 1040 for a carbon steel, for example, or SAE 4140 for an engineering alloy.
Specific process required
It’s not enough to tell a heat treater you’d like a harder part because there are many ways to do that. Does it need to be through hardened? Case hardened? Does it require stress relief via annealing?
Specs that dictate which process is to be used help heat treaters shape the rest of the heat treatment steps that follow.
Hardness tolerance
For through hardened parts, a prescribed hardness should be included on the spec and expressed as a range. Tolerances are always more useful than uniform hardness levels because parts can have different hardness values in different regions due to material thickness or closeness to an edge.
Engineers should note that the materials and dimensions of a part affect how well it hardens out. As these variables change, so does the acceptable hardness tolerance that should appear on a spec.
Case depth tolerance
For case hardened materials (i.e., those that are carburized or carbonitrided), specs should indicate whether the desired hardness is expressed as effective case depth or total case depth.
Case Hardening (photo source: Paulo.com)
Total case depth refers to the distance carbon has diffused into the part. This is usually specified for parts that have thinner case depths after treatment. Effective case depth applies to parts with generally thicker cases. This is measured as the distance from the surface through the case to a specific hardness level. Usually, that hardness is effective based from 50 or 52 HRC. This should always be stated on specs.
Heat treatment specifications should also identify the case tolerance, or the range of depths the prescribed hardness should reach. For example, a good spec for the heat treatment of a theoretical gear might state the effective case depth should be between 0.007 and 0.012 inches at the prescribed hardness.
As with through hardening, it’s more useful and realistic to specify minimum and maximum case depths rather than to write specs with a single case depth. Specs that include only minimum or maximum case depths still leave too much to interpretation and should be avoided.
Avoid too much information
Sometimes, though, too much specificity can lead to trouble. Specs that include too much process information can paint metallurgists into a corner, forcing them to abide by strict requirements that can end up thwarting their efforts to deliver improved parts.
For example, if a tempering spec includes both a specified temperature and a specified hardness, the hardness may not be possible to achieve due to differences in equipment. In such a scenario, metallurgists advise that specs be amended to call for a minimum temper as long as the part’s configuration and material hardenability are capable of achieving it.
Correct hardness scales
The scale on which a part’s hardness is determined depends on the heat treatment applied to the part. In the U.S., we typically use the following four hardness scales: Rockwell Hardness, Brinell Hardness, Microhardness, and Leeb Hardness. Become familiar with each scale and which parts and processes should be tested with each.
Also note that conversions between hardness scales should be avoided unless it’s absolutely necessary. That’s because hardness values are approximate; converting from one approximation to another compounds variation and could lead heat treaters and owners to incorrectly assume the prescribed hardness has been achieved.
Inspection points
Heat treatments are carefully designed to achieve specific results on specific areas of parts, so owners need to clearly identify those areas on which hardness tests are to be conducted.
For example, the critical part of the theoretical gear mentioned above is its teeth; case hardening is designed to strengthen that part of the gear while leaving other areas relatively soft and ductile. Applying a hardness test anywhere else but the teeth won’t inform heat treaters of whether the treatment was successful.
Be prescriptive with heat treatment specifications
Problems with heat treatment specifications are one of the biggest —and perhaps the most avoidable— pain points in the relationship between a manufacturer and heat treater. Manufacturers need finished parts that perform as promised. Armed with accurate and descriptive heat treatment specifications, heat treaters can deliver that performance.
For more information, contact the quoting team at Paulo or download Paulo's guide for in-house versus out-source handling of heat treatment needs.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Carl Nicolia, President of PSNergy, to learn about how applying efficient combustion can drastically improve the performance of your machines. Click below to hear about high value solutions and where we stand in the "evolution" of combustive techniques.
The following transcript has been edited for your reading enjoyment.
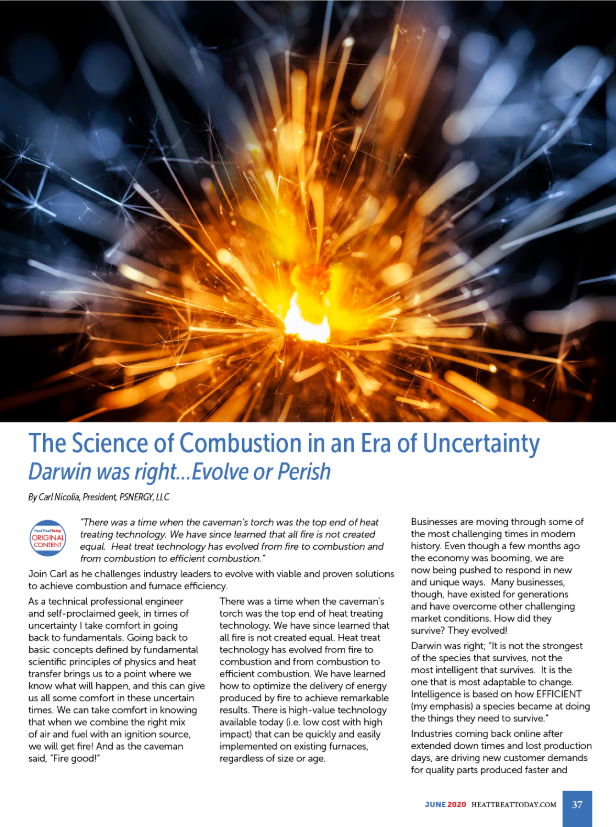
DougGlenn (DG): Today's topic is combustion. It is not only an important feature, but also the core to heat treat as the key to high value solutions; that is, according to today's guest, Carl Nicolia (CN), the president of PSNergy. Carl wrote an article that appeared in a recent edition of Heat TreatToday entitled, The Science of Combustion in an Era of Uncertainty. Several of the points Carl dealt with in that article, we'll deal with today. Get ready to read why not all fire is created equal and why your company needs to evolve with the times and take advantage of the recent combustion efficiency technologies.
First page of Carl Nicolia's article from the June Automotive Issue, The Science of Combustion in an Era of Uncertainty: Darwin was right...Evolve or Perish.
DG: Carl, tell us about your background.
CN: I had a great career in larger global businesses - folks like GE and Chrysler Corporation. After that run, I had met several very smart people that had been in the combustion industry for some time and they had some unique ideas on how we could really truly help elevate the performance of heat treating operations. After doing some homework on the industry, the technology, and the opportunity there, we started PSNergy in May of 2013. Since then, we have been helping customers, really throughout North America, solve combustion issues and help deliver productivity to combustion operations. We are primarily focused on radiant tube combustion systems. We do some open fire work as well. The team itself brings over 40 years of combustion experience to the table. We were really formed on innovation around the fundamental sciences, mostly physics and heat treat, and with a huge obsession for customer satisfaction. We really like to take the approach of becoming part of the customer's team, not really being considered an outside resource, but more of a team member with them, and really develop and play for the long term. That's the background on how we got into the combustion industry.
DG: The immediate reason for us talking with you today is because in our June 2020 issue, on page 37, we had a very interesting article or column written by yourself entitled The Science of Combustion in an Era of Uncertainty: Darwin was right, Evolve or Perish. That was the name of the column. A little bit provocative and an interesting column. And, for those who might be reading this at a later point, we are on the, I want to say, the tail end of a Covid-19 pandemic, but some people might say we're in the middle of it. Nonetheless, that's why the article says, “in an era of uncertainty.” I want to talk to you a little about that column. You make this comment in there, and there are a couple of comments I want to ask you about, and then we'll move on to the more substantive stuff. You say, “All fire is not created equal.” This is an interesting comment. What did you mean by that?
CN: Our team has been having a lot of fun with the caveman references and the whole concept of evolution and when we thought about it, it really did apply well, especially in today's times. We won't get into whether we're at the beginning, middle or end of the Covid thing, but thinking about going from fire at the end of a club to modern combustion systems is a huge leap forward. It was a good way for us to think about and highlight the concept that all fire is not created equal. Just because the burners are firing and the furnace is hot, doesn't mean that you're burning efficiently. There is a big difference between well-tuned, well-balanced combustion systems, and not well-tuned and well-balanced. So in that reference, we talk about setting combustion appropriately: getting the right air/fuel ratio can mean the difference between, in a heat treater's case, profitability and loss or high quality and scrap. Balancing that combustion across the entire system can mean the difference in getting customers and providing the turnaround times that they need. Getting that combustion system balanced and tuned, and keeping that system balanced and tuned, are really essential to “getting the most out of your fire,” if you will. So we had some fun with that reference. You will see that carry through some our advertising in the months to come, as well.
(photo source: PSNergy)
DG: You make one other reference to Charles Darwin and a quote that he mentioned. The quote is not all that brief, but I wanted you to comment on it, if you could. It says “It is not the strongest of the species that survive, nor the most intelligent that survive. It's the one that is most adaptable to change. Intelligence is based on how efficient a species became at doing the things they need to survive.”
CN: That's a great quote, and again, we're having a little bit of fun with it, but especially in today's world. I know that many of your readers have been in operation for generations and those companies have found a way to get a little better, a little smarter, every day, every year, and have not gone through Covid-19, but I'm sure other different issues. I think having them focus on what's critical, really making smart investments, these are the type of things that help move their operations forward, help evolve their operation. That's the type of evolution we're talking about.
Evolution to us is small, impactful changes that make a big difference. Although today it might be difficult to imagine, end customers in automotive, construction, and off-highway vehicles are going to be back. And there is going to be pent-up demand. Productivity is going to be an issue in the months ahead. Our end customers, as they come back online and look for suppliers that can meet that rate with high quality and responsiveness, that's going to be a differentiator. And so, we think that thinking about that evolution now is really important. Making the changes now while you can and be responsive when the time comes, is the right move for us; that's the evolutionary piece.
DG: PSNergy, as you've already mentioned, really focuses in on combustion, combustion efficiency, furnace efficiency and that type of thing. On the second page of this article (page 38 in the June 2020 issue), you mention a case study in there where your crew went in and helped a contract commercial heat treater to improve some efficiency. Can you run down through that case study quickly and tell us what you guys were able to do to help them adapt and improve the type of fire they had in their organization?
CN: Sure. And this is a great story, but it is not a unique story for us. We have quite a few of these success stories around our products and services. We had a Midwest contract heat treating company that was interested in the ceramic waste heat recovery inserts. These are patented devices that we design here at PSNergy. They go into the exhaust leg of the radiant tube and they capture that energy that is normally lost out the exhaust, keeping that energy inside the furnace. In the process, it balances the tube temperature and really increases the productivity of the process.
[blocktext align="left"]Their recovery cycle was reduced by 25% ... And in that total cycle, they dropped gas consumption 5% which eventually led to an increase in output of that furnace by 10% ... the total cost to implement this was less than $10,000.[/blocktext]So, in this particular example, it was a 9-ft IQ furnace and it had four U-tubes, probably a pretty typical type of furnace that we might see in a lot of the contract heat treating manufacturers, like your audience. What we did was install inserts in the exhaust legs of the four tubes and then balanced and tuned the system. This entire process took less than one 8-hour shift to finish. As you can see, the results were really impressive. I always like to say at this point, this is not our data, this is customer data. Their recovery cycle was reduced by 25%. Now, a recovery cycle is from the time I close the door to the time I start my controlled cycle. 25% reduction. And in that total cycle, they dropped gas consumption 5% which eventually led to an increase in output of that furnace by 10%. What we love about this, and this is kind of the theme of the article really, is that the total cost to implement this was less than $10,000. This is a perfect example of high value solution. I hate to say 'low cost' because cost is relative, but this is high value. If I can deliver 25% improvement with less than $10,000, or if I can deliver 10% double-digit output increases for less than $10,000, that's a high value solution.
DG: At $2500/tube, and you had four tubes you were 'upgrading,' if you will, that's pretty impressive.
CN: The beauty of this was there were no piping changes, no construction, and no long downtime. By using the patented technology, the new technology that's out there, combined with our tech-enabled services (balancing and tuning), again using the latest in sensing technology and cloud computing, this customer was able to achieve significant performance improvement. What's awesome is that this is a pretty common story for us. When we do this, these are the types of numbers we can achieve.
DG: We kind of skimmed over a little bit about the inserts. Let’s take just a minute and make clear what exactly you're providing as far as the inserts primarily, and the services as well.
CN: The radiant tube inserts, we like to call them ceramic waste heat recovery devices or waste heat recovery inserts, are primarily silicon carbide and they are in a patented configuration that provides significant improvement in delivering energy through the tube into the load. And they do that by being the right material, (silicon carbide has a very high emissivity, having the right shape, where we take advantage of radiant energy transfer to the tube because of the shape of the insert, and having a wide open cross-section which does not put a lot of back pressure on the combustion system; we allow the combustion system to breathe. Inserts have been around for a long time. The big technology improvement here is having the right material and having it in the right configuration to maximize the amount of energy that is delivered in a radiant tube and minimize the effect on the combustion system.
DG: And are these inserts only for U-tubes?
CN: No, they can be applied on any radiant tube. We've applied them on straight tubes (or I-tubes), U-tubes, Trident® tubes, and W-tubes.
DG: You talk in the article about combustion efficiency and furnace efficiency. Can you elaborate on that and the difference between the two?
CN: We think about this relatively broadly. Combustion efficiency is getting the most energy out of the fuel you purchase, and ensure that you continue to get that same level of performance. This is happening at the combustion system level, the burners, if you will. This goes back to achieving optimal air/fuel ratios. And it is so important, yet often overlooked by a lot of people. The difference between 7% excess oxygen in the exhaust and 3% excess oxygen is significant. If you're at 7% excess oxygen, you're delivering 20% less energy to the furnace than you are at 3%. 20% is a huge, huge number. Especially when you're talking about the core process for heat treating operations, making heat. I think often times we forget that in heat treating, combustion is the core process. Anytime we're running through a heat treat operation, you have to have optimal combustion. And there are high value, easily implemented solutions out there that help you maintain and achieve the optimum combustion.
When we think about furnace efficiency, furnace efficiency is what our customers get paid for - getting energy from the combustion system to the product. And how well we do that, in our view, is furnace efficiency. Think about it this way: You could have a perfectly balanced and tuned combustion system (those four tubes on our example furnace can be tuned perfectly), but we can let, in that system, 40% of the energy escape out of the exhaust. So combustion efficiency might be high, but furnace efficiency is not optimal. That's where we think about implementing the ceramic waste heat recovery devices, for example. You could talk about textured tubes or bubble tubes as another example to help you get that energy from the combustion system into the load. Getting more of the energy produced in efficient combustion for that product being processed – that's the name of the game, and that's furnace efficiency as we see it.
DG: You and I were talking about a recent report that came out from ArcelorMittal regarding their “green movement.” Can you recap that, and maybe hit on the ability for small companies to also embrace the technology that some of these bigger companies are able to embrace?
CN: We found this very informative. ArcelorMittal issued their 2019 “integrated report,” where they discuss their corporate responsibility and sustainability initiatives in the US. They have ten sustainability development outcomes, and energy management is one of those ten key outcomes. ArcelorMittal highlighted the development of a low-cost oxygen sensor for furnaces that reduce fuel consumption by allowing plants to see that combustion performance and then tune for optimization. This goes back to our discussion: Furnace combustion performance is the core to these operations, and they're highlighting the value of getting combustion balanced and tuned correctly and keeping it correct.
Not everyone listening and reading, I'm sure, has the resources of ArcelorMittal, so luckily, PSNergy has developed this technology for everyday heat treating operations and any one of us can now apply this. In fact, the same leading edge sensing technology and cloud computing technology is what our service team uses to deliver our combustion engineering services, or balance and tuning, and that is also incorporated into our combustion monitoring and alerting system. We like to call that CMA. And installing CMA on your furnace is like having a dedicated technician taking combustion measurements every day. If something is starting to go out of tune, actions can be taken immediately before furnace performance is affected and alerts can be sent through the system. Daily reports are issued on combustion and so you know combustion is running well. And if it's not, you're deploying resources to get that out.
DG: So this combustion monitoring and alerting system is a cloud-based system?
CN: Yes, it is, but fundamentally, it is a sensor. It's oxygen monitoring and pressure monitoring that is installed on each individual tube of the furnace that records excess oxygen in the stack just as if you would stand there as a technician with a handheld meter, but this is all connected through the cloud which allows it to be accessible, which allows it to store the data for future trend analysis. We've been able to use that tool to identify failing motorized control valves, declining performance on combustion air fans, etc. There is so much that you can see over and above when you're starting to look at data over time versus a single point in time and that's where the cloud piece comes in. It starts with pulling the sample from the right spot in situ from the exhaust and having the highest level of sensing technology available on the oxygen side and then sending all of that up to the cloud for the analysis for the reporting. It basically is a tech standing there taking measurements every day and then you're able to then get a report that says this is where our combustion is, and I can take steps to do that.
DG: I've got a question about that. So you've got 24/7, 365 monitoring of the system, cloud-based, the reports are coming back to the people in the company only – and only to those people that need to know. Are these things that you guys are alerted to so that you call if something goes wrong, or is it basically just held in-house?
CN: It can be either. You have the option of adding our team into it and we can provide input. The one thing we have decided though is any time the system is deployed, we never want to see that system not functioning properly. We keep a close eye on it. The combustion measurements are only a small piece. There are also a lot of help measurements around the system itself, so we're able to keep an eye on the system. If something started to go wrong from a system standpoint, we haven't seen that yet, but if it ever does, we're able to send our technicians out to make sure that you don't get a break in that monitoring.
DG: Have you had any issues with companies being concerned about cybersecurity?
[blocktext align="right"]Get it right and keep it right and then get the most out of the gas that you purchase. Stop throwing away energy. [/blocktext]CN: Not yet. We deal with that in two ways. Number one is that the data we're taking is relatively agnostic. I'm going to see basically pressures and excess oxygen readings and it's not really associated with anything else. Typically, when we get an output through the customer's system, that is usually on the other side of their firewall so the system security is in place and we can have a clean channel out to our cloud. When customers are uncomfortable with that, we'll use cell technology to deliver that, so there is no interconnectivity to their system. We have thought that through. Some customers are more uncomfortable than others, but we've done it both ways, where we've connected through a portal in their system to get out to the internet and then we've also connected through cellular.
DG: Is it possible to have a completely contained system where there is no internet connectivity?
CN: No. Because a lot of the calculations and analysis is done in the cloud. It's not to say that we haven't been asked for that, and we are working on local displays for let's say a technician that just wants to walk up to the furnace and see how things are running; we do have provisions for that as well.
DG: “All fire is not created equal” we know that, so it sounds like PSEnergy has got some good options for people to help improve and maintain not only combustion efficiency but also furnace efficiency. The example you had in the article was for a commercial heat treater, but obviously this also applies to anybody who's doing any type of combustion heating, captive heat treaters, manufacturers or commercial.
What exactly would you emphasize to these manufacturers with their own in-house heat treating, or in the commercials, about the importance of combustion in the heat treating process?
CN: Combustion is really the core of their process. If I could leave you with a message that there are high value easily implemented solutions for achieving and maintaining that optimal combustion, then I think we've given the listeners and readers a little bit of value here. Get your combustion right and keep it right, and then look for that technology that is available out there that can help you get the most out of every BTU that you burn.
DG: Exactly. And the payback is almost a no-brainer in a lot of situations. Obviously, each situation is going to be unique, but the example you gave in the article, the payback was enormously good. It's certainly worth investigating.
CN: It is. It's always worth investigating when it's about achieving more output. When you can achieve more output and ring the cash register more and create more opportunities for selling additional product or new product capacity, those are easier ROIs. If we're just looking at wanting to save fuel, well sure, that pencils out in that case, it's just not the same sort of three-month turnaround or as quick.
In our case, we recommend three areas: Get combustion right and keep it right, with a tech-enabled service team and monitoring. I really wanted to point out, and we've heard this a hundred times– if it's not measured, it's not sustained. The core of heat treating is combustion, yet very few of us actually measure the performance of combustion. We might measure the output (temperature), but we don't measure excess oxygen, which is really the necessary metric to achieve the efficiency. The big steel example there kind of guides us. You should never wonder how well your combustion system is running. You should know with data. That's the core of your process.
So, get it right and keep it right and then get the most out of the gas that you purchase. Stop throwing away energy. Utilize these high value, easily implemented solutions and get the most out of it.
And the piece that we really didn't talk about was- train your team. There are combustion trainings out there. Ours is specifically geared towards combustion and really for heat treating operations, but train your team and talk about a common understanding and a common language around combustion. That dispels a lot of myths around combustion and exposes the team to the latest technologies and best practices.
Lastly, keep reading and listening to Heat TreatToday and Heat TreatRadio because that's the best way to stay informed on the latest technologies. You've got to keep up on it. All kidding aside, it is a really great way, the information that you guys provide is significant towards staying up on the technology.
DG: I appreciate that shameless promotion there. ~chuckles~
If someone wanted to get a little more information, what are you comfortable giving out as far as contact information for people to get a hold of you?
Patrick McKenna, President and CEO (source: Ipsen USA)
Ipsen USA, Cherry Valley, Illinois, announced yesterday, July 29th, that it has been appointed as the Vacuum Technology Excellence Center for the global Ipsen organization. Ipsen USA, located west of Chicago near Rockford, Illinois, was one of the two Technology Excellence Centers announced yesterday. The other, Ipsen in Kleeve, Germany, will serve as the Atmosphere Technology Excellence Center.
According to the statement issued by Patrick McKenna, CEO of Ipsen USA, the focus on one field of technology (i.e. vacuum technologies), will enable faster-paced innovation and a sharper focus on equipment performance and quality. McKenna further noted that the global restructuring came after months of market analysis to understand the needs of the company’s customers. The resulting drivers for the organization’s global changes were a) increased customer demand for technical services, b) identical metallurgical outcomes worldwide, and c) solutions for processing newly developed materials. The establishment of these Technology Excellence Centers will allow the global organization to properly address market needs for current and future customers, as well as allow for faster response times supported by new advanced service products in all regions of the globe currently serviced by the company.
As a result of this change, new furnace equipment will be manufactured at fewer locations around the world, focusing instead on specialization. The US location will exclusively build all types of vacuum furnaces, while the Germany location will build the atmosphere batch and continuous systems. Additionally, Ipsen India will continue to build atmosphere furnaces for the India and Southeast Asia markets. The China and Japan locations will no longer manufacture new furnaces, but will continue to focus their energy on customer service and the sale of new equipment from the Excellence Centers.
The customer relationship with the company will remain unchanged as customer support will continue at all global locations. Sales, service, and support teams remain local in each region to guarantee speed of response. All plants remain open in all regions as the aftermarket support of customers is more than half of Ipsen’s annual business. Activities such as upgrades, local inventory of parts and service will continue to be fully supported on a local basis.
This consolidation of equipment manufacturing sites together with the uncertainty of the global pandemic does result in a reduction of staff, which is a regrettable but necessary outcome.
For more information, please contact Patrick McKenna, President & CEO Ipsen USA at Patrick.McKenna@IpsenUSA.com or +1 815-332-2591.
Jason Orosz, President of Nitrex Heat Treating Services
A new plant investment aimed at expanding the Aurora, Illinois commercial heat treat facility located just west of Chicago was announced. The production expansion will add a fourth building on the property to house a new low-pressure carburizing (LPC) system and secondary heat-treating equipment.
President of Nitrex Heat Treating Services, Jason Orosz made this announcement earlier in the month. The new ECM vacuum carburizing furnace with oil quench capabilities will help meet growing demand from makers of high-end critical parts within the automotive, aerospace, and tooling industries. The 20-bar dual-chamber furnace has a workload size of 40” L x 24” W x 28” H (1000 x 600 x 715 mm) and a load capacity of 1500 lbs. (680 kg).
Nitrexbroke ground for the new building on July 20th, and will connect to an existing structure, Building 3. According to Bill Walter, facility manager of Nitrex Aurora, the construction project will be completed in January 2021, and production on the LPC furnace is expected to begin in April 2021.
From left to right : Groundbreaking with Tom Cooper (Vice President of Business Development), Bill Walter (Facility Manager), and Raja Gumber (Senior Account Manager)
The expansion will increase the production footprint by 11,000 square feet to support current demand as well as future growth. Once this building is completed, the total floor space will be over 50,000 square feet.
Listen here to Jean-François Cloutier, Nitrex CEO, as he explained even more of Nitrex's commitment to end-users and global growth.






 Time for a solid case study. In this Heat Treat Today Technical Tuesday feature, José P. Sanchez, part of Ceramics Business Unit in Nutec Bickley, describes the installation of several high-temperature and low-temperature ovens and kilns at one of the largest plants of a worldwide refractory product manufacturer.
Time for a solid case study. In this Heat Treat Today Technical Tuesday feature, José P. Sanchez, part of Ceramics Business Unit in Nutec Bickley, describes the installation of several high-temperature and low-temperature ovens and kilns at one of the largest plants of a worldwide refractory product manufacturer.