Dr. Steve Offley, Product Market Manager, PhoenixTM
Knowing the precise temperature from within your continuous heat treat process is now possible. In this Heat Treat Today Technical Tuesday article, Steve Offley, “Dr. O,” Product Marketing Manager at PhoenixTM identifies how this innovative temperature profiling system can help you with your continuous aluminum brazing or other processes.
This article appeared in the edition June 2020 edition of Heat Treat Today’sAutomotive Heat Treating magazine.
In the automotive industry, aluminium brazing is key to many of the manufacturing processes used to produce radiators, condensers, evaporators, etc. The quality of the brazing process is important to the performance and product life for its intended function. A critical requirement of the brazing process is the optimization and control of the product temperatures during the complete brazing process. A valuable tool to achieve such requirements is the use of ‘Thru-process’ temperature profiling as a direct alternative to the traditional trailing thermocouples as discussed in the following article. Obtaining the product temperature profile through the brazing furnace gives you a picture of the product/process DNA.
The Basic Brazing Principle and its Temperature Dependence
Aluminium brazing employs the principle of joining aluminium metal parts by means of a thinly clad soldering ‘filler’ alloy, whose melting point is lower than the base/parent metal.
As part of the brazing process, control of the product temperature is critical to achieve selective melting of the filler alloy 1076°F-1148°F (580°C -620°C) to allow it to flow and fill the joints between the parent metal substrate without risk of melting the substrate itself. Often the difference between the melting points of the two materials is small, so accurate temperature monitoring through the entire furnace is critical to the success of the brazing process.
[spacer color="3366ff" icon="fa-lightbulb-o"]
PhoenixTM works with major automotive radiator manufacturer customizing a brazing barrier solution to meet their specific application needs.
PhoenixTM was approached by a major automotive radiator manufacturer in the USA. The manufacturer had a specific need for a reliable CAB brazing monitoring system that would withstand heavy use, approximately 45 runs per week. The two companies collaborated to design a unique barrier solution which was adopted for standard profiling use.
“The new barrier is great; the operators love them. All those design iterations paid off.”
It is estimated that barriers supplied back in 2014, which have seen routine use over five years and are still operational, have accumulated in excess of 2,500 successful profile runs without damage or any wear problems. Over the same period, many conventionally designed barriers have been scrapped due to HF acid damage of cloth and microporous insulation. The customer for this reason has now standardized the TS08 design for all their CAB profiling activity.
[spacer color="3366FF" icon="Select a Icon"]
Critical Challenges of the Brazing Process
The system enters the continuous aluminum brazing furnace with product being monitored.
Prior to any brazing process, it is important that the substrate surface is prepared correctly to allow the brazing process to work correctly. Surface preparation before brazing may involve thermal degreasing where the substrate temperature is elevated to drive off lubricants. A second more important procedure is the removal of any surface oxide layer to allow wetting, and therefore flow of the brazing filler alloy over the parent substrate. Unfortunately, aluminium is easily oxidized and the resulting aluminium oxide (Al2O3) prevents such wetting processes. Therefore, prior to brazing, the oxide layer needs to be eliminated. In most cases, cleaning of the substrate layer is achieved by the application of a corrosive flux, which in a molten state, dissolves the oxide layer.
A data logger with 10 thermocouple channels.
The type of flux used must be matched to the application substrate and filler alloy composition. A common brazing process used today is that of the Nocolok Process® in which the flux is potassium fluoroaluminate K 1-3 AlF4-6, a white powder deposit.
For the reasons discussed above, elimination of oxygen - and especially water - from the brazing process is a critical requirement, so the furnace is generally run under a nitrogen atmosphere (Controlled Atmosphere Brazing ‘CAB’ Oxygen < 100 ppm, Humidity < -40°F /-40°C). The design and construction of monitoring systems needs to be carefully considered, as discussed later, to ensure that the furnace atmosphere is not contaminated (by oxygen and water), in any way.
Design Principles and Challenges of a "thru-process" Brazing Furnace Monitoring System
The ‘thru-process’ profiling system concept is based on the principle of sending a data logger through the brazing furnace which is protected from the heat and harsh brazing environment by a thermal barrier. Multiple thermocouples connected to the product test piece (radiator), which are connected directly to the data logger, measure the product temperature (and furnace) as it travels through the furnace storing the information in the data logger memory. The resulting temperature profile can be reviewed, analyzed, and a validation report generated. As the system is compact and travels with the product, there is no need to use the cumbersome and potentially hazardous challenge of feeding (and retrieving) long thermocouples through the furnace, as required in the use of traditional trailing thermocouples.
Innovative Thermal Barrier Design
The thermal barrier has the job of providing thermal protection to the data logger. Although this is the case for aluminium brazing, the barrier also needs to be designed in such a way as to avoid damage to itself from potentially hostile corrosive chemicals generated in the furnace, and prevent contamination of the CAB atmosphere from barrier outgassing materials.
Traditionally, thermal barriers are manufactured employing micro-porous block insulation wrapped in high-temperature glass cloth. During use, moisture trapped in the insulation block is released within the barrier cavity where it can form hydrofluoric (HF) acid in combination with chemicals in the brazing flux. Over only a short period of time, the highly corrosive HF acid can cause significant damage to both the barrier cloth and insulation. This compromises the integrity of the barrier, reduces its thermal performance, and potentially creates a dust contamination risk to the process.
Air trapped in the micro-porous insulation block and within the barrier cavity during heating can expand and escape from the barrier into the furnace. Obviously, being made up of 21% Oxygen (O2 (g)), the air will contaminate the CAB environment, and potentially create a risk of aluminium oxide formation resulting in wetting/brazing problems.
To eliminate the damage to barriers, extend operational life expectancy, and minimize outgassing of air (O2(g)) or moisture, PhoenixTM developed a unique new TS08 specifically for the demands of CAB brazing.
As shown in figure 1, the logger draw loading mechanism significantly reduces the amount of insulation cloth that is exposed to the aggressive flux. Prior to supply, the insulation block is preheated in a high vacuum and back flushed with nitrogen (N2(g)) to drive out any air trapped in the porous insulation structure. For processes where any air outgassing is a significant contamination risk, it is possible, with specific barrier configurations, for customers to purge the small barrier cavity of any remaining air with a supply of low-pressure Nitrogen (N2(g)).
Figure 1: The brazing barrier is designed to give low height thermal protection to the data logger. Designed with front loading logger tray and metal construction to limit exposure of insulation and cloth materials to corrosive HF. Available with nitrogen purge facility option to remove any risk of O2 (g) outgassing into the furnace.
PhoenixTM Datalogger with 6, 10 or 20 Channels
Front loading logger tray with encapsulated thermal insulation protecting from HF
Thermal breaks reduce heat conduction to logger
Heat sinks provide additional thermal protection employing phase change technology
Mineral Insulated Thermocouple inserted into radiator fins
Rear barrier optional Nitrogen feed nozzle for pre-run purging of insulation and barrier cavity of air (02(g))
Unveiling the Mystery of your Brazing Furnace with a ‘thru-process’ Temperature Profile Trace
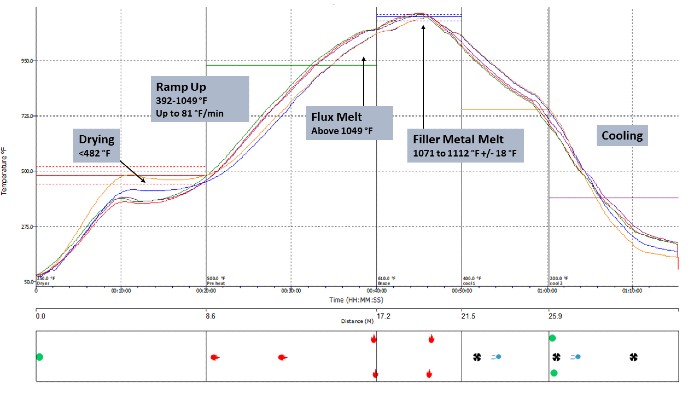
The key temperature transitions/phase of the brazing process are clearly shown on a typical temperature profile as in figure 2.
Figure 2. Thru-process temperature profile of a typical CAB brazing furnace showing critical temperature transitions.
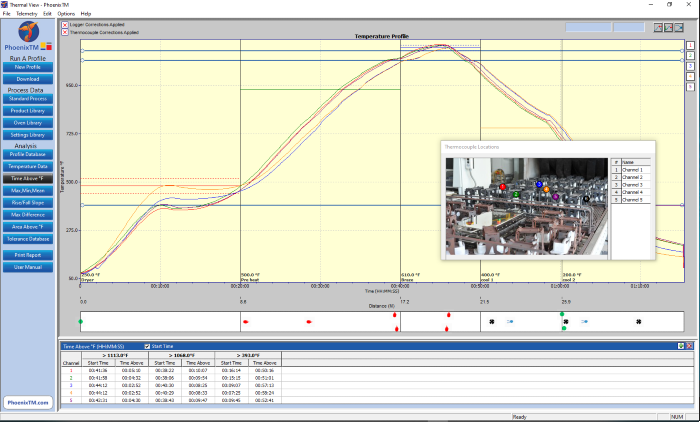
Thermal profile graph displayed in the Thermal View Plus software package.
The brazing system is supplied with Thermal View Plus software, which is designed to provide full analysis and reporting tools for monitoring the brazing process against the monitoring requirements detailed in Table 1.
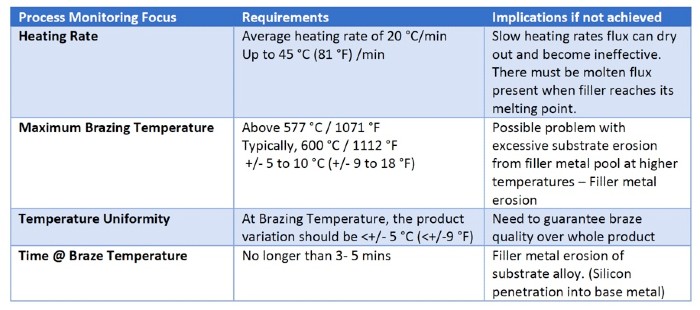
Below in Table 1 is a summary of the target temperature transitions in the CAB brazing process, the impact on process, and possibly, the quality of the brazed final product.
The PhoenixTM brazing system is supplied with Thermal View Plus software, which is designed to provide full analysis and reporting tools for monitoring the brazing process against the monitoring requirements detailed in Table 1.
Table 1. Critical monitoring requirements for the CAB brazing process.
Overview
The PhoenixTM ‘Thru-process’ brazing system provides a rugged, reliable, and clean solution for performing product temperature profiling of Automotive CAB brazing furnaces. Providing the means to Understand, Control, Optimize and Certify the brazing heat treat process.
About the author: Steve Offley, “Dr. O,” the product marketing manager at Phoenix TM, is an experienced global marketing manager with a demonstrated history of working in the industrial temperature monitoring industry over the last 25 years.
"It may not be time to start dancing in the streets, but the news this month is certainly a stark contrast from what it was last month." This note of encouragement begins the Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary for the month of June 2020. The report continues, "Of the eleven indicators we watch, there were nine trending in a positive direction and not by a narrow margin. This was robust growth and significant gains."
The common theme among the nine indices reporting a positive trending was that "The lockdown was lifted and business was allowed to resume. The expectation was near universal and proved to be accurate. The vast majority of businesses promptly reopened to the degree they were able and that varied with the sector. The majority of the manufacturing community was able to resume operations with minimal adjustment."
The recovery in automobile sales is impressive, but it will take awhile to offset the decline of the last few months. The summary explains how vital the health of the auto sector is to the overall economy: "It is hard to overestimate the importance of the overall auto sector to the health of the greater economy. It is not just the thousands of jobs in the assembly plants but the tens of thousands of jobs in the companies that supply the parts and assemblies. Not to mention the jobs in the dealerships, the service operations, the people in the insurance and financing communities, the marketing people and the guys that work the car wash. It is a massive economic engine and that is what led to the old phrase 'What’s good for GM is good for the nation.'"
The recovery in vehicle sales has been impressive.
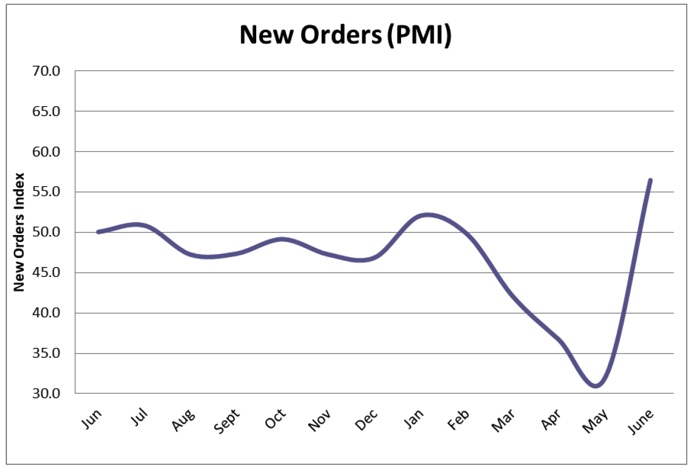
The Purchasing Managers' Index also reflected significant gains. Last month it dropped to the 30s, which is the lowest it had been since its inception. The rebound was expected as the lockdown restrictions were loosened, however, it was much stronger than anticipated. The report explains, "The fact that this is coming from the more future oriented part of the index is also encouraging. This indicates there is more confidence in the future as the assumption is that there will be a further return to normal business operations. It is also an indication that new orders have been arriving in a variety of sectors as almost all of the measured categories saw an improvement. The notable exceptions have been aerospace and sectors tied to hospitality and travel in general."
The Purchasing Managers’ Index jumped back into positive territory in a big way.
The two negative readings were in capital investment and steel consumption. The summary cites, "The desire to invest in either new machinery or expansion is still very low as the future of the rebound remains in question. Most companies have been working off their inventory and have not needed to add anything – there is still plenty of slack. The investment outlook remains cautious. Steel consumption remains down as there has been a collapse in public sector activity and the commercial construction sector has not figured out demand as [of] yet. The vehicle sector is growing again, but carmakers are still working off their old inventory."
Reminding readers that the readings are still worse than they were before the pandemic and lockdown caused the economy to tumble, the summary states, "But the fact that a reversal has begun promises some continued expansion." A caution is offered, however, because "the economy remains in uncharted territory" due to the fact that this hasn't been a "normal recession."
Bottom line: There is hope. We'll take it.
The report is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
In the wake of COVID-19, suppliers and manufacturers in the heat treat industry has found ways to educate and convene with one another using digital classes, seminars, conferences and more. This Heat Treat Learning article highlights some of the most prominent events which you can attend from your home or office. The list features events by date.
If you have attended or will be attending an online event, please consider emailing the editors at editor@heattreattoday.com or bethany@heattreattoday.com to share your impressions of the event value.
Classes and Webinars
Fractography and Fracture Analysis: History and Development: Tuesday July 28, 2020, 2:00 PM - 3:00 PM EDT
(photo source: Wynn Pointaux from Pixabay.com)
This free webinar will explore the background of fractography and fracture analysis with Daniel Grice, P.E. Senior Engineer and Larry D. Hanke, P.E., FASM, Principal Engineer Materials Evaluation and Engineering Inc. The event, supported by ASM International, is intended to help anyone who is interested in learning more about material behavior. Read more and register here.
How Verification of Medical Device Surfaces in Production Eases Product Development: Wednesday July 29, 2020, 2:00 PM - 3:00 PM EDT
Operating in different time-zones and featuring a recording to any participant who signs up, this free webinar intends to help metallurgical technicians, engineers, quality control and laboratory managers better understand their surface coatings. The webinar, supported by Buehler, will mainly be focusing on preparation challenges and approaches to achieve good quality, efficient preparation, accurate measurement and correct evaluation of these coatings. Read more and register here.
Elizabeth Kidd, Materials Scientist and Lucas Dillingham, Senior Applications Specialist at BTG Labs
This event targets medical device manufacturers concerned with verification of cleaning, coating, sealing, printing, or bonding. BTG Labs is making this webinar available for free. The speakers are Elizabeth Kidd, Materials Scientist and Lucas Dillingham, Senior Applications Specialist at BTG Labs. Read more and register here.
Heat Treatment 4.0 e-SEMINAR: Wednesday September 9, 2020, 3:00 – 6:00 P.M CET
This international event, conducted in English, features 9 hours of content over a 3 hour period with three topical meeting rooms. Recordings of the event will be made available to all participants for a short time following the event. The site claims that this will be the “first industry virtual meeting of international specialists” including both practitioners and scientists. Additionally, the seminar will serve as a platform to interchange ideas and technologies, share expert experience, and discuss industry in the current times. Hosting this event is SECO/WARWICK. For specific details on the event, read more and here.
ASM Virtual Classrooms: Continual
These online courses listings provide self-guided classes provide professional development opportunities to any students of metallurgy. With quizzes and a final examination, these courses provide certificates of completion for passing (80% or above) the course requirements. A few attributes that one may see in classes are flash animations, video of instructors teaching the course in a classroom, video segments from ASM's DVD series, and PDF's of instructor PowerPoints used in the instructor led trainings. Among course offerings are the Basics of Heat Treat, Component Failure Analysis, and short courses on topics like corrosion. For more details on how to enroll, read more and register here.
Online Opportunities
Not all learning has to be done in a cohort, although community does provide great motivation and a sense of accomplishment. Here is a selection of alternative digital information outlets to access while you are on the go or at home.
Blogs:For the readers
(photosource: tav-vacuumfurnaces.org)
TAV: The Vacuum Furnaces Blog - "Perfect Vacuum Sintering Step by Step [3/4]." Part of a larger series, you can find more via the referenced articles internally linked in this article.
Dan Herring's articles. Check out most heat treat news sources and you are sure to find them.
Ipsen's The Herald. Also, be sure to check out their white papers on their website.
Podcasts:For the drivers
Heat Treat Radio: Re-envisioning your international business? Interested in harnessing the research power of Worchester Polytechnic Institute? Here is just one outlet while you are on your daily drive.
Videos:For the entertainers
Heat Treat Marketing Minute: For advertisers, learn a new skill, hone your marketing technique, use more color in your advertising... all here at Heat Treat Today. Check in with Doug in his commentary on ROI.
MetallurgyData with Neil Hardy: You may remember the young producer of metallurgical content, Neil Hardy. Links to his YouTube and some background on the project can be accessed here.
Tom Ott's LinkedIn videos: Scan LinkedIn and you will find Tom Ott's videos, which come in handy for the tech savvy heat treater.
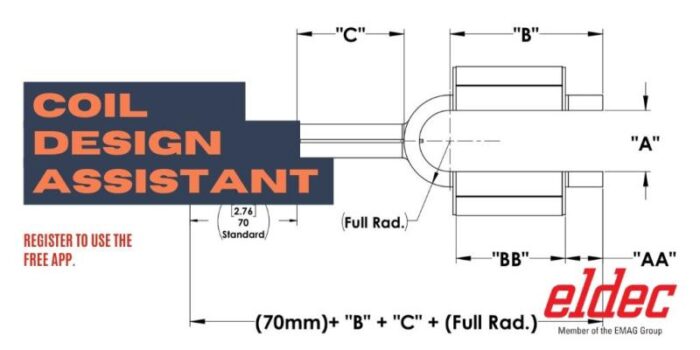
Cut down administrative time, streamline ordering processes, reorder induction coils you can count on. All of these goals sound great, and that's just what eldec LLC.'s new app sets out to do. In this Heat Treat TodayOriginal Content article, eldec Sales Engineer, Greg Holland, shares how their new app, the Coil Design Assistant (CDA) helps heat treaters to efficiently design and order induction coils.
This past month, eldec LLC. released a free app called Coil Design Assistant (CDA) which is intended to streamline the ordering process of induction coils. Specifically designed for cases when customers know what they want, the app will "convey that information to us quickly," says Greg Holland, sales engineer at eldec LLC., "to reduce the time to quote, fabricate and deliver to the job site."
How the app works is by first submitting information about the induction coil. If a customer has an existing eldec coil to replace, the submission only requires the serial number. If the customer wants to replace their coil from a non-eldec coil, or if they want to customize a coil to optimize performance based on part geometry, the CDA can still be used to configure a basic coil design to specifications. This app will then make future order modifications or extensions more streamlined. Even in situations when a customer has forgotten the serial number, Holland says the app helps "to expedite replacement" when describing a homemade coil.
Screenshot of the CDA interface (photo source: eldec LLC.)
In fact, like more conventional modes of requesting, all requests made through the app are handled by the eldec application team prior to giving a quotation, "and approval drawings are provided prior to fabrication." So, the team is on hand both to work with customers on the coil design if the customer desires, and for nuanced questions that arise in the review process regarding topics like current, frequency, or overall process.
The big time saver on this is the interpretation from 2D to 3D imaging. Holland states: "Often, a sketch does not capture the third dimension involved in most, if not all, induction applications. The app allows the coil dimensions to be quickly communicated to eldec for even faster quotations and in a format that our engineering team can use to quickly turn around a 3-D approval drawing for customer review, often within a day or two from order."
While the app works best with eldec machines, many other machine builders have adopted the eldec standard 50 mm foot, making the CDA "valuable for use with all inductor designs." Further, Holland comments, if the power supply, for instance, has a mounting foot which is designed differently than the eldec standard design, the CDA features automatic prompting to a discussion platform with an application team expert.
The app will not fully replace the more complex orders and is selective in the number of categories that it has available, so eldec encourages people with complex design needs to contact the sales team directly to talk with a designer.
Holland shares that although there is no fool-proof timeline for tracking coil life, here are a few things to bear in mind:
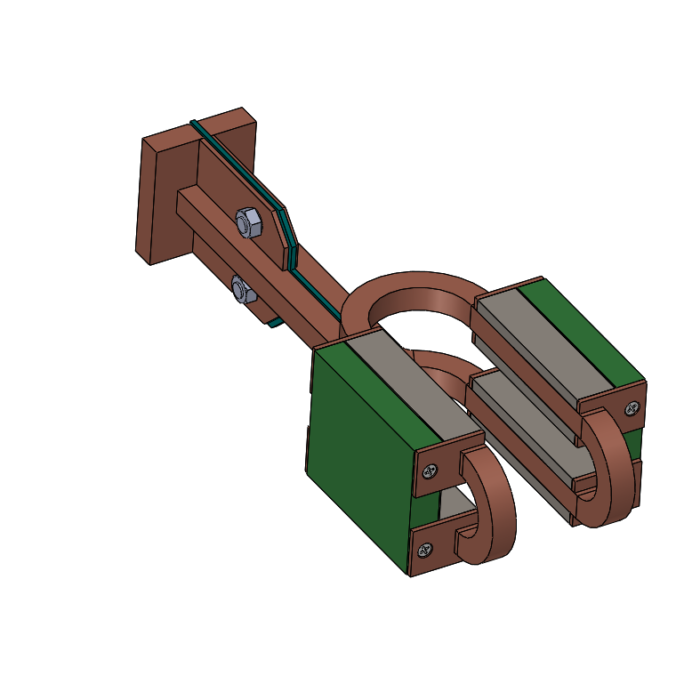
Straight Assembly (photo source: eldec LLC.)
Check ceramic coating (if included on the coil) for chipping/flaking and wear to the point of bare copper being exposed.
Check concentrators (laminations or ferrotron) for discoloration, as this is a sign of overheating. Also, check the concentrators for physical damage, cracks, and major chips (minor chips should not significantly affect functionality)
Check the bottom of the coil foot for spots where the coil may have arced to the coax transformer. If there are arc spots, this is an indication that the coil is not tight enough on the coax; loose coils can cause multiple issues that are not limited to just coil failure.
Check for excessive discoloration of the coil leads and gussets. This could be a sign of overheating.
Check for badly warped or bent coil leads as this is an indication that the operator is putting excessive stresses on the coils during operation. Too much stress on the coils can lead to extra wear of the base copper and any brazed joints in the coil construction.
Check white Teflon (between coil leads) for signs of melting. Again, this would be an indication of overheating on that particular coil.
Check the mica on the heating face for signs of excessive wear and replace as needed.
Proper coil design is a critical aspect in the heat treating process. As Holland indicates, the best coil is customized to the specific, intended process. Shapes, features, and coupling distance must be taken account of to evenly and effectively distribute heat and increase process efficiency. Further, he says, "With a more efficient process and coil design, energy usage decreases, workpart quality increases, as does coil life, and overall costs decrease."
eldec team (photo source: inductionheatingexperts.com)
Piotr Skarbiński, Vice President of the aluminum and CAB Product Segment at SECO/WARWICK (photo source: secowarwick.com)
A global manufacturer of electric cars based in Asia has purchased Controlled Atmosphere Brazing (CAB) technology. The CAB technology will be designed for brazing large size car battery coolers.
The supplier, SECO/WARWICK, believes that green technology is increasingly in-demand. "The electric car industry," says Piotr Skarbiński, Vice President of the Aluminum and CAB Products Segment at SECO/WARWICK, "is constantly investing in technologies for the production of advanced vehicles and systems in which these vehicles are equipped.”
The current and forecast development of electric cars and the related rapid and long-term increase in demand for battery coolers is very positive for the segment of the company dealing in aluminum soldering and heat treatment.
AMS2750F, a rewrite of the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials, was released at the end of June. For this Technical Tuesday feature, Heat Treat Today asked a few experts in the aerospace industry to share their insights of this much anticipated revision that helps to better clarify issues with the previous revision. Specifically, Heat Treat Today wanted to know what they perceived to be the top 2-3 most important changes in revision F; what companies should do to prepare for these changes; and additional thoughts about the revision as it relates to aerospace heat treating.
Andrew Bassett was on the subteam for AMS2750F as well as the previous revision AMS2750E and has been a member of AMEC and SAE Committee B since 2006. He shares some “inside baseball” background about this four year process, “The AMS2750F subteam utilized the Nadcap Pyrometry Reference Guide, the Nadcap Heat Treat Audit Advisories that pertained to Pyrometry, and the collective experience from the sub-team which dealt with the previous revision issues and problems. The AMS2750F sub-team had a broad range of backgrounds, with representatives from Boeing, Safran, Arconic, GeoCorp Inc, Nadcap-PRI, and Aerospace Testing & Pyrometry.”
What do you believe to be important changes in revision F?
Jason Schulze, Director of Technical Services; Special Process – Metallurgy, Conrad Kacsik Instrument Systems, Inc.
Jason Schulze comments on offsets saying, “Offsets have often been a confusing subject throughout the years. How they are applied, removed and documented has caused confusion and has been a source of Nadcap findings. With the changes to the offsets section of AMS2750 in the new revision, these issues will be greatly reduced. Offsets have now been split into two categories; correction offsets and modification offsets. It will be important for suppliers to understand and implement the new requirements as well as use the same verbiage as this will hopefully alleviate further confusion.”
Andrew Bassett, President, Aerospace Testing and Pyrometry
Andrew agrees this is an important change regarding the offsets and further clarifies, “A “Modification Offset” is when an instrument is purposely, either through electronic means or manual means, shifts the accuracy away from the nominal temperature. This is typically done to “center a temperature uniformity” that may be skewed in one direction or another. The modification offset, when used properly, will shift the temperature uniformity more towards the set point of the thermal processing equipment. A “Correction Offset” is used to bring the instrument back to the nominal temperature. As always, a well defined procedure will be required on how the “Correction Offset” and “Modification Offset” will be introduced into your system.”
“One of the biggest changes that caused a lot of controversy was the restricted re-use of expendable test thermocouples,” Andrew notes. “The AMS2750F subteam provided studies and data that showed that there was considerable drift of certain types of base metals thermocouples, especially when it came to Type “K” thermocouples. The previous revision of AMS-2750 already had restrictions on these types, but after providing data of the drift of these thermocouples, the team felt further restrictions were required for Expendable Base Metal SAT & TUS Sensors. Section 3.1.7.3 describes the limitations of these type thermocouples. Types “M”, “T”, “K” & “E” shall be limited to 3 months or five uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C). Types “J” and “N” shall be limited to 3 months or ten uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C).”
Peter Sherwin, Global Business Development Manager for Heat Treat, Eurotherm by Schneider Electric
Peter Sherwin comments on instrumentation, “From an instrument perspective our no.1 focus is the instrument accuracy specification. This has not changed for Field Test or Control and Recording Instruments (now in Table 7), however the impact of the decimal place for digital recorders could cause some issues for less precise instrumentation. In 3.2.3.1 All control, recording and overtemp instruments shall be digital 2 years after release of AMS2750F – this was not a surprise, and today’s overall cost (paper, pens, storage etc.) of paper chart recorders cannot match their digital counterparts. Digital time synchronization (3.2.3.19) is also sensible to ensure you have an accurate time record across a number of Furnaces/Ovens and charts – we are used to this for other regulations (e.g. FDA 21 CFR Part 11) and offer a SNTP/Time Synchronization feature in our Recorders.”
Jim Oakes, President, Super Systems, Inc.
Jim Oakes shared his pleasure with section 3.2.3.12, “I was happy to see the document address integrated recording/controlling data. It states in section 3.2.3.12when the control and recording system is integrated such that the digitally displayed control value and digitally recorded value are generated from the same measurement circuit and cannot be different, it is only necessary to document a single displayed/recorded value for the control reading. This is happening through direct communications, so what you see on the controller is what you are recording electronically. This saves a step and eliminates the need for additional documentation.”
Doug Shuler, Lead Auditor, Owner, Pyro Consulting LLC
Doug Shuler cites the auditor advising piece, “The top of the list has to be the overall progress we made by incorporating auditor advisories and pyrometry reference guide FQS into the body of the specification so users don’t have to ask themselves “What did I miss.”
How should companies prepare for these changes?
Jason Schulze’s advice to companies focuses on training, “Companies should receive concise training regarding the revisions within AMS2750F, including administrative and technical. As with any training, continuous courses may be necessary to ensure comprehension. I recommend performing a characteristic accountability for each and every requirement stated within AMS2750F.”
Peter Sherwin encourages companies to ready instrumentation for the standards, “Recent feedback from the MTI indicated that 3rd party audits to the new standard would probably start next year. However, if you are in the market for a new instrument then it only makes sense to ensure this meets the requirements of the updated standard.”
Doug Shuler sees the benefit of analysis, “Users should prepare by performing an internal or perhaps an external gap analysis to establish where their pyrometry system is today, and what has to be changed going forward. Users don’t have to wait until AMS2750F and AC7102/8 Rev A are released and in effect before making changes. The key is that if a user has an audit before the revised Nadcap Checklist AC7102/8 Rev A becomes the law of the land, they will have to declare compliance to AMS2750E or AMS2750F in full and will be held to that revision’s requirements. Once AC7102/8 Rev A takes effect (best guess after January 1, 2021) all audits will be done to AMS2750F.”
Andrew Bassett recommends, “First and foremost, get a copy of AMS2750F and start the review process. Since the document was a complete re-write, there is no change summary or change bars to point the supplier in the direction of what has changed. Spend time creating a matrix of the previous requirements (AMS2750E) and comparing to the new requirements (AMS2750F). I would suggest breaking this matrix down into four main sections: Thermocouples, Calibrations, System Accuracy Testing, and Temperature Uniformity Surveys. This will allow suppliers to work on each section without getting overwhelmed by the entirety of the specification. Currently at the time of writing this, there is no formal implementation requirement for AMS2750F. Typically this will either be dictated by the suppliers’ customers, or in the case of Nadcap, they will issue a “Supplier Advisory” as to when their expectation for implementation will be.”
Final Thoughts
Planning for the future will serve companies well for the long term encourages Doug Shuler, “With a number of significant changes, nearing a complete rewrite, now is a good time to take a look at your internal procedures that may have become fragmented over the years and streamline them to the new revision. Auditing for Nadcap for over 10 years has shown me one thing for sure. Those companies that have a thermocouple procedure, a calibration procedure, a SAT procedure, an alternate SAT procedure, a TUS procedure, and maybe even multiple TUS procedures for different kinds of furnaces (Air, Vacuum, Atmosphere, etc.) usually have a more difficult time with audits because the SAT procedure also addresses thermocouples, but doesn’t address correction factors because that’s in the instrument calibration procedure… See where this is going? Consider writing one pyrometry procedure with sections in it just like the specification. Then, the SAT section can refer to the thermocouple section for test thermocouples and to the instrument section for test instruments, etc. It’s like re-writing AMS2750, but customized for your facility, your equipment, and your practices. In the end, remember that the pyrometry portion of your Nadcap audit follows my P.I.E. acronym. Procedures that Include all requirements and Evidence to show compliance.”
Paying close attention to the right data solution will alleviate potential headaches when dealing with both the new AMS2750F revision and the CQI9 (V.4 update) says Peter Sherwin, “Many commercial heat treaters will also have to cope with the update to CQI9 Version 4 at the same time! According to the MTI, your ‘end’ customers may request you perform your self-audit to the new standard from this point forward. There is a bit more time allocated to move to digital (3 years), but my advice would be to take advantage of digital solutions sooner rather than later. The right data solution should save you money over time compared to the paper alternative.”
Finally, amidst all the new changes AMS 2750F has offered, Jim Oakes assures, “…the pyrometric requirements that most of us are used to will still be very familiar as this document becomes the new standard.”
Announcing Heat Treat Today's newest feature: Heat Treat Today Guest Column/Op-Ed. These releases feature content from the world of heat treat, which doesn't directly include news or technical content.
Today's column highlights UPC-Marathon President, Olivier Caurette's ascent of Mont Blanc in the Alps along the eastern border of France.
If you have any suggestions for future content, be sure to contact Heat Treat Today editor Karen at karen@heattreattoday.com.
Climbing Europe’s highest mountain, Mont Blanc, has been a long-standing dream of mine. One that has lived on for many years and was finally fulfilled this month. What you read below is my journey of perseverance and resiliency towards unlocking my potential.
After 6 months of training to get fit for the climb and to my great satisfaction, I succeeded in summiting this majestic mountain in the French Alps. My sincere thanks to my family who supported me throughout every step of this journey and to my guide Jonath who pushed me at the right moments to give me that extra boost.
Success did not come easily. I attempted my first climb in 2019, but, at 4300 meters (14,000 feet) elevation into my trek, I was forced to return to camp because of poor weather conditions. With 120 km/h (75 mph) winds, a heavier than expected snowfall, and a temperature of -20°C (-4°F) and dropping, mountain conditions were not ideal. Consequently, the planned climb was stopped over safety concerns, and I dispiritedly returned home. Of course, this was not my first or last lesson in the limits of my potential. When you set yourself a goal, you want to reach it – mostly, to prove that you can. Dispirited but not defeated, I was inspired again in 2020 to succeed. While the environment in 2019 was not favorable, 2020 in contrast was amazing with early summer daylight and the summit above the clouds. Even though my efforts were similar in 2019 and 2020, the result was so very different. The 2019 experience fueled the 2020 success. There is no bad experience, just an opportunity to learn a lesson along the way. Don’t stop trying if you fail once. As professional tennis player Arthur Ashe once said, “Success is a journey, not a destination. The doing is usually more important than the outcome.”
I see so many parallels between my adventure and UPC-Marathon’s journey to success. Both are driven by one strong objective, a team that helps you get prepared and is ready to help, support from experts, the ability to overcome doubts, as well as the strength and determination to keep going forward and make things happen again and again – ultimately succeeding in our day to day achievements and taking us to the pinnacles of success.
I’ve learned a lot about myself and my limits during the ascend, but also during the long descent. At UPC-Marathon, the process of transforming our company to achieve greater success and be more resilient during difficult times and situations is our common Mont Blanc. Staying in control, never giving up, trusting your guide/leader, leaving your comfort zone when needed, staying confident in your competence, and relying on your best self will open your mind to what’s possible and what it takes to succeed. By the same token, we must focus on our goals and embrace the everyday challenges to reach our personal and professional summit. Once we are engaged and appreciate the necessity and benefits of challenges, there is no barrier to stop us in the face of new and emerging challenges and our quest to seek solutions. We are the best ourselves only when we give the best of ourselves.
To sum up, I leave you with one of my favorite quotes from Mike Horn, the world’s greatest living professional adventurer who has repeatedly demonstrated that there are no limits to the potential of the human spirit, “The impossible exists only until we find a way to make it possible." By expanding our view of what’s possible, we all have the potential to unlock creativity, innovation, rewards, and fulfillments.
A global automotive supplier has placed an order for an electrically heated continuous belt brazing furnace to be installed in Mexico in the 4th quarter of 2020.
Abbott Furnace Company will design and manufacture the industrial furnace for brazing of fuel delivery components and their Mexico location will install and provide after sale support of the four (4) zone line that is rated for 2,150° F and includes a 24” wide belt and silicon carbide domed muffle.
Welcome to another episode of Heat TreatRadio, a periodic podcast where Heat TreatRadio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat TreatRadio episodes, click here.
In this conversation, Heat TreatRadio host,Doug Glenn, publisher of Heat Treat Today, discusses the heat treating resources available to members of the Center for Heat Treating Excellence (CHTE) as well as the background and current look of this collaborative endeavor. Featured in this conversation is member and current chairman of CHTE, Jeffery Fuller, metallurgy manager at Amsted Rail Company and Professor Richard Sisson, key heat treat researcher and lecturer at Worchester Polytechnic Institute (WPI).
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Today we are talking about the Center for Heat Treating Excellence (CHTE) and the role it plays in connecting researchers and heat treaters across North America. The topic is especially relevant to manufacturers with their own in-house heat treat departments who want to know how to join innovative research with their everyday practical heat treat needs. One of CHTE's members and current chairman, Jeffery Fuller (JF), metallurgy manager at Amsted Rail Company Inc. with the Brenco division in Petersburg, VA, will talk about his experience at CHTE and the diverse projects that the center has undertaken. We will also hear from Richard Sisson (RS), the key heat treat researcher and lecturer at Worcester Polytechnic Institute (WPI), as he shares his input on both his history and the present operations of the center.
DG: Jeff, can you share with our readers where you stand in the world of heat treat?
JF: I got my Bachelors degree in materials engineering at Virginia Tech. My first job was actually at an iron foundry. Then I transferred to a manufacturing company in upstate New York and there I was exposed to a lot of heat treating very, very quickly. I was heat treating tool
Screenshot from Amsted Rail PRECISION MANUFACTURING Video. (photo source: www.amstedrail.com)
steels, I was heat treating stainless steels, I was heat treating copper alloys and so I had a lot of experience with a wide range of atmospheres, a wide range of types of furnaces and a wide range of materials when I was working at that company. That was my first real exposure to heat treatment, particularly the tool steel part where I was working with a wide range of tool steels and we had a couple of Ipsen batch furnaces that we were using. It was like going to metallurgy school all over again because I had such a wide variety of things to work with. After that I spent several years working at a specialty steel manufacturer in upstate New York as well. I ended up transferring over to Brenco. Brenco used to be its own independent company in the mid '90s and this was where I spent the bulk of my career. I've been here since 1995 and we have a large captive heat treating operation here and we primarily produce bearings for the rail industry. We are doing a lot of carburizing. We have pressure furnaces, pit furnaces, and batch hardening furnaces, so I've spent a lot of time dealing with carburization and some of the idiosyncrasies of the carburizing process. We've seen how to make parts well and some things that don't make parts quite as well. Brenco is now part of what is called Amsted Rail.
DG: Tell us about your involvement in your current position with the Center for Heat Treating Excellence.
JF: Sure! I was looking for an opportunity to branch out and get some more support for heat treating research and other kinds of research into heat treating issues. We are actually a fairly small company, even though the Amsted Group is a large company with many employees. We are also spread out in many locations and a lot of our locations are fairly small. Our particular location here in Petersburg, VA is only
CHTE Event with Members (photo source: www.wpi.edu/CHTE)
about 400 employees and the metallurgical engineering group consists of myself and another metallurgist, and then our lab technicians. There are occasions where we run into issues where we were looking for a little more support and the opportunity to engage with other people that might be able to answer questions and solve problems that were beyond our particular knowledge. So we started looking for a group that could help us out, whether it was going to be just a professor at a university or some other kind of group, and we became aware of the industry university consortium type model. So we started looking around and wanted to see if there was a consortium that would suit our needs. And we found a few. But what drew our attention to the CHTE up at Worcester Polytech was the fact that it was focused specifically on heat treating, that it was run by physical metallurgists and, to be perfectly honest, one of the main draws for us was that the membership fee is very, very reasonable compared to some of the other consortiums that we've talked with. When we put all of those things together, we wanted to give this a try and see if we think this is the kind of thing that is going to be beneficial for us. That was around 2015, so I guess my company has been a member for about 5 years. I was asked to join the board of directors and become the chairman of the board of directors in 2018, so I've been chairman for my fourth meeting as chairman.
DG: Let's move to Rick Sisson. Rick, you sort of represent the research end of this collaboration with your work at WPI. Why don't you give us an understanding of how CHTE operates and also why it might be helpful for heat treaters?
RS: The mission is to provide a research home for the heat treating industry in the United States, even though we have had international members, but to provide a home to work on current issues in the heat treating industry. We also provide graduates who do go to work in the industry. We have some undergraduates who work with us, but it is mostly MS and PhD students and a lot of post docs who work on this as well.
The Center for Heat Treating Excellence is an industrial sponsored and led consortium. We conduct industry-proposed and industry-selected research on topics that are important to the heat treating industry today. Our organization is focused on timely research to immediately support the industry's needs. We are made of up of large and medium OEMs as well as heat treat suppliers and furnaces manufacturers (I can give you the full list of companies later), but it's their collective wisdom that really guides the project selections and implementation. The process we use is- the companies propose the research, they work with me and we development a project plan to the board, all of which is people from industry. You get my input, but it’s projects and industries which is important to them.
DG: So this is a primarily academic/industrial partnership?
RS: Yes. We use our relationship with these companies to get some fairly large federal and military money to continue the research which support research that is going on at the Center, but research within the Center is driven by the industry and their needs.
DG: Is CHTE a Worcester Polytechnic Institute entity? Is it owned by them?
RS: Actually, a group called the Metal Process Institute, which is several centers, the oldest one being the Advanced Casting Research Lab that's been led by Diran Apelian for over 30 years, and that is the model we use that he developed working with the aluminum casting industry. There is the Center for Heat Treating Excellence. We also have CR3 which is the Center for Resource Recovery and Recycling which is part of that, but it is also funded by the government directly through the National Science Foundation. We also are a part of an ASM initiative that is looking in data: How do you collect data, analyze data? We work with the University of Connecticut and the University of Rochester on that.
DG: So from 30,000 feet then, the Center for Heat Treat Excellence is an industry/academic partnership has obviously some ties with government funding as well. WPI first. Underneath that is an entity called the Metal Processing Institute and then the Center for Heat Treat Excellence is part of that.
RS: Yes. And if you look at all the companies that are members of what we call the MPI (metal process institute), it has been as many as one hundred.
DG: Let's talk specifically about how the Center for Heat Treating Excellence got started. How long ago was it, the founding members, and things of that sort.
RS: It's was started about 16 years ago and it was an idea from the ASM heat treat society R&D as part of a planning entity, and they had determined that heat treating needed a research home in the United States. If you look around, a lot of the universities have a little bit here and a little bit there, but they determine that. The whole effort was really led by Bob Gassler and Bruce Boardman at John Deere, but also with a lot of other OEMs, people from CAT, people from the automotive as well as the aerospace industries.
DG: You said Bill Bernard from Surface Combustion, correct?
RS: Yes, Bill Bernard. Bill is mostly retired, but his son B.J. is the president and Ben Bernard is one of the other head guys there.
We had a lot of support from the major induction companies, besides the regular furnace companies, and the quenching fluid providers when we were getting started.
DG: If you're a member of the organization, what's the typical calendar look like for you in a year? How often do members meet? How often do they have to do work outside of meeting times?
RS: We have two review meetings a year; one in June and another one in December. In addition, almost every member company is either a member the board or a member of the project selection committee and they meet periodically by conference call or by zoom to conduct business when necessary. The project selection committee is the one who meets the most because they need to collect all the project proposals and get together and discuss them and make their determination about what would be the most interest. And then they decide, is this something you guys could do; does this fit into whatever capability you have?
DG: So Jeff, what perspective can you give us on how the Center of Heat Treating Excellence benefits members and their companies?
JF: There are a lot of things benefits that with being part of the CHTE. But one of the things you hear people talk about the most is they like the networking that happens at the meetings. We meet twice a year, once usually in June and once in December, and there are usually a couple of social events associated with that, and a lot of people get to talk with colleagues that are in other industries and things and there is a lot of sharing that goes on. Of course people are always careful to watch their proprietary information and be noncompetitive and things like that. But the simple truth is, there are not that many times you get to get a bunch of heat treaters together, put them in a room and let them talk. I've had some very, very good conversations with people that are in industries that are very different than mine but happen to have a lot of the same problems. I've talked with some people, for example, that make parts for heavy trucks and we've been able to sit down and say, “Hey, you know, we both have the same problem. Let's share some information here.”
CHTE Members (photo source: www.wpi.edu/CHTE)
Some of the other benefits people have if they're members of CHTE, is first of all, the staff at CHTE is available for phone consults to members at any time. So for example, if I'm scratching my head over a particular issue and I'm not quite sure how to approach it, or if there is some information that I need, I can all CHTE and get a hold of Dr. Sisson or Dr. Zhang or whoever, and I can say, “What do you guys think about this?” Or they may say, “We don't have your answer, but we have some modeling software and we can run that for you. Send us some information and we'll run the model for you and get you the results.” So you have this kind of thing where the staff is available for you to consult and that's basically at no charge.
The other benefit is if you say, “I have a particular research project that I want to do, but I don't really want this to be a part of the consortium because this is going to be proprietary, something just for me.” Then we're able to engage the resources of Worcester Polytech without having to pay any overhead fees. If you've ever looked at any university research contracts, the overhead fees can be substantial. So it's a nice discount if someone wants to get something like that done, they can get some directed research and get a pretty substantial discount on what would be if you went to another university where you don't already have a standing relationship.
DG: I'd like to know how the CHTE projects are managed and distributed to benefit CHTE members. Could you nail down or discuss one or may two research projects that have been most helpful to you to Amsted?
JF: Ok, sure! One of the projects has been helpful to us and was actually one of the ones that drew my attention early on. Worcester Polytech was looking at creating a carburizing calculator, which they call CarbTool. I had worked with some of the commercially available carburizing calculators that you can get out there and they're okay; they all have their own little benefits to them. But what really attracted me to CarbTool was the fact that it had more detailing. I could put in different geometries, I could put in a lot of different kind of processing steps, and I was able to get more information out of the CarbTool than out of some of the more commercial software packages that were out there. In fact, it was so interesting to me, that at one point I actually went to them and said, “Hey guys, I really like this, but the user interface is a little clunky.” And so they got me in touch with one of the computer science people up at Worcester and we helped make the user interface much more usable and we went through several versions of that. Now it is a tool that is available for members; they can all download that and use that license for free. They are working on another one now that's going to be for nitrocarburizing. It's kind of nice because in addition to the straight research projects (we've done projects on induction tempering, a research project on how to extend furnace fixture life and we're currently doing some projects on distortion control and we did some on nondestructed testing), we also have some practical projects where you end up with a tool that you can actually use going forward.
Current research project, "CarboTool" (photo source: www.wpi.edu/chte)
DG: The CarbTool that you were talking about, and the one that might be coming around for nitriding, is it commercially available to nonmembers?
JF: No. It is not available at all to nonmembers. At various times we've talked about it; in other words, should we look at trying to commercialize some of this or should we not? We've had some discussions with some other nonprofits about it, asking if there was some way maybe some of our research could be distributed through other channels. But the truth is, the consortium exists for the benefit of the consortium members, so we have to be careful about that. We want to make sure that people are getting their value, and that we aren't giving things away. The consortium members paid for it and they have a right to it. People that haven't paid for it, don't. We haven't really looked at how we would price that out and that's not really our model. Our model really is: join consortium, participate with us, help sponsor the research and then we all get to share the benefits.
DG: Dr. Sisson, who is involved in these projects and the programs?
RS: First, the membership kind of goes up and down with the economy. In general, the current memberships include a new member ArcelorMittal which is a very large steel company. Amsted Rail. We've always had ASM international as a member. Bodycote has always been a big supporter being a very large heat treating operation. Then we have Caterpillar, Cummins, Fiat Chrysler, John Deere, Pratt & Whitney, Sikorsky, and those kind of OEMs. We have DANTE Solutions which does heat treat modeling and then the Thermo-Calc software that does all the thermodynamics in phase productions. We have GKN Sinter Metals that does a lot of work with us recently, because we're doing more in additive manufacturing. A new focus that has emerged over the last 2 or 3 years is in post-processing of additives.
DG: So Jeff, have those relationships with suppliers in the industry been helpful?
JF: I think it has. And I think that's a really great point. We are always looking for new members and for greater diversity in our membership base. The more members we get, the more projects we can take on and the more work we can do. But one of the things we find that is really great is, for example, we have a project right now where we need a particular kind of access to a piece of equipment in order to do part of the testing. And one of our equipment manufacturers says, “Yes, we can do that. We can put that piece of equipment together and you guys can use that for purposes of this test.” We've had this happen both with the kind of the more traditional heat treating equipment, we've had that done with some of the induction heat treating equipment and we've had the ability to pair up with certain members. When we create a project, the project selection committee goes out to the different members and they ask, “What do you want to work on? What is of interest to you in the industry?” We get a lot of different ideas and then they look at the degree of interest in the different ideas. We also look at the diversity of the ideas, because what we want to make sure of is that we don't completely drive projects in one direction and then leave some of our membership out in the cold. So, we look at the diversity of the projects and we look at the interest in the projects and we also look at the relative success of the project. Can we be successful with this project or is it completely off the wall? We'll then come up with a project scope and then a project description. Then what ends up happening is a focus group is put on that project. What we will do is put people on that focus group that have a high interest in the project and also have resources to provide for the project. For example, we had a project here recently where we have one member who is interested in something that is induction related and we also have an induction company that is one of our members as well. So, we’re going to put them on that focus group and they can work together directly along with the WPI staff to help drive that project forward and bring it to a conclusion. It's great, because instead of us sitting around going, “Gee, who's going to do that?”, we've already got people in the room associated with the project that will know how to get things done, or may even already have the equipment or the resources that we need to get something done.
DG: So you at least have an implicit commitment already to provide whatever resources need to be provided to get the task done.
JF: Right. Now it's subject to cost and things like that, as every company has their own resource constraints, but yes, it's been very successful so far. It's because we have that breadth and diversity of membership. If we had only users, then we would be much more dependent on having to use only the facilities at WPI or only commercial services that we had to hire to accomplish tasks that we didn't already have. If you think about it, if we're doing research, we probably don't have that equipment. If we already had that equipment or that set-up, we'd already be using it. Just by the very nature of it, we often talking about things we don't have. If it was just users, it would take us a lot longer to get things done and it would be a lot more difficult. Having the equipment manufacturers and fluid suppliers and things like that involved is a big, big, big help.
DG: Rick, when all the research is done, frankly, who owns it? And how is it shared?
RS: Formally, WPI owns it. We hold it confidential mostly. And a company can use anything that has been developed on these projects royalty free. If we decide we want to pursue a patent, and even if we get a patent, then they can use this royalty free. In cases where WPI doesn't pursue a patent, then a company can. We have a semiformal process to say, “I'd like to get a patent on what you guys did.” Then you've got to let the other members know and see how that's going to work out. But we rarely have any issues with doing that. So it's owned by WPI but the content is strictly for the members.
JF: And that's my understanding as well. We had an interesting project a few years ago where we came up with a really great process for doing a kind of treatment that would help extend fixture life. Turns out, none of our members are in that fixture business. Some discussions were held, but it didn't actually go anywhere. We still have this knowledge how it could be done, how it might be done. But, a lot of the other things are much more immediately available, if you will.
One of the other things people are going to have to remember is that if they're going to join a consortium, every project isn't going to be relevant to what you do. For example, a few years ago we did a big project on induction tempering. Fascinating project. I don't do any induction heat treating. I learned a lot by going through and having access to all of that information and research, but that doesn't affect my position here because I don't use induction heat treat in this job currently. But there are a lot of other things. When I go to my boss and we talk about the justification for our membership, one of the things I talk about is, of the projects, how many of them that are current are relevant to what we do and what's coming up and what's in the pipeline? Because they're not 100% going to be projects that are going to mean something to me. But that's okay, because we're all benefiting. Some of the carburizing projects are beneficial to me but aren't beneficial to the induction people, but we're all working on it together and we all get benefit out of it.
DG: Roughly how many projects are going on at one time?
JF: Right now we have two main projects and one sort of a side project. This is completely based on how many members we have. Right now, we're running around 14 members in the consortium, some big companies and some smaller companies (you can see the member list on the CHTE website). If we had 25 members, we'd probably be running three or four projects.
DG: And do those projects tend to last a year? Two years?
JF: They tend to last usually two years as a project length. It takes awhile to get a team together, get things moving, start getting results and then put everything together and do the report, so typically it's about two years long.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
"Vacuum gauges all measure the pressure readings in the range from atmospheric pressure down to some lower pressure approaching absolute zero pressure, which is not attainable. Some gauges read the complete range and others can only read a portion of the range, usually used for very low pressures."
A typical vacuum furnace can have at least three electronic vacuum gauge heads to monitor the level of vacuum at various positions. These gauges send signals back to the control systems, and "the vacuum readings are used to ensure that the vacuum pumps are working correctly and that the process chamber is at the correct low pressure (vacuum) for the specific process."
In this Heat Treat Today Best of the Web feature, VAC AERO International shares how different vacuum measurement units are being used around the world today.






 Knowing the precise temperature from within your continuous heat treat process is now possible. In this Heat Treat Today Technical Tuesday article, Steve Offley, “Dr. O,” Product Marketing Manager at PhoenixTM identifies how this innovative temperature profiling system can help you with your continuous aluminum brazing or other processes.
Knowing the precise temperature from within your continuous heat treat process is now possible. In this Heat Treat Today Technical Tuesday article, Steve Offley, “Dr. O,” Product Marketing Manager at PhoenixTM identifies how this innovative temperature profiling system can help you with your continuous aluminum brazing or other processes. PhoenixTM works with major automotive radiator manufacturer customizing a brazing barrier solution to meet their specific application needs.
PhoenixTM works with major automotive radiator manufacturer customizing a brazing barrier solution to meet their specific application needs.